-
ECOLE NATIONALE DE LINDUSTRIE MINERALE
Mmoire de fin dtudes
Prsent en vue de lobtention du titre :
Ingnieur dtat
Par
Yassine ALLOUCHE & Mohamadi ELBOUYAHYAOUI
Dpartement
Management Industriel
Systme de Production
Sujet :
Cartographie du processus gestion Mtal,
tude des gaps et ringnierie
Jury :
M. KHAOULANI Prsident (ENIM)
Mme. LEBBAR Rapporteur (ENIM)
Mme. BENMILOUD Encadrant (ENIM)
M. EL IRAKI Encadrant (ENIM)
M. RAZI Parrain (Vivo Energy Maroc)
Anne universitaire 2011-2012
-
ECOLE NATIONALE DE LINDUSTRIE MINERALE
Mmoire de fin dtudes
Prsent en vue de lobtention du titre :
Ingnieur dtat
Par
Yassine ALLOUCHE & Mohamadi EL BOUYAHYAOUI
Dpartement
Management Industriel
Systme de Production
Sujet :
Cartographie du processus gestion Mtal,
tude des gaps et ringnierie
Jury :
M. KHAOULANI Prsident (ENIM)
Mme. LEBBAR Rapporteur (ENIM)
Mme. BENMILOUD Encadrant (ENIM)
M. EL IRAKI Encadrant (ENIM)
M. RAZI Parrain (Vivo Energy Maroc)
Anne universitaire 2011-2012
-
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie i
Ddicaces
mes parents, les tres qui me sont les plus chers,
mes frres et surs
mes chers amis avec qui jai partag normment de choses,
tous mes professeurs,
tous ceux qui mont aid,
tous ceux que jaime,
Je ddie ce travail
Yassine ALLOUCHE & Mohamadi ELBOUYAHYAOUI
-
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie ii
Remerciements
Cest avec le plus grand plaisir que nous exprimons notre
profonde gratitude toutes
les personnes qui ont contribu, de prs ou de loin,
laccomplissement de ce travail.
Nous adressons nos sentiments de reconnaissance et de respect
notre parrain
industriel Vivo Energy Maroc, Monsieur Badreddine RAZI pour son
aide et ses
directives prcieuses durant le droulement du projet.
Nous remercions vivement mes encadrants de lENIM, Monsieur
Abdelhamid EL
IRAKI et Madame Ibtissam BENMILOUD pour ses prcieux conseils,
leur aide et leur
collaboration.
Mes remerciements sadressent, galement, tout le personnel de
Vivo Energy
Maroc et tous ceux qui ont contribu, de quelque manire que ce
soit, laboutissement
de ce projet.
Que tous les membres du jury retrouvent ici lexpression de notre
reconnaissance
pour avoir accept dvaluer notre travail.
-
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie iii
Rsum
Dans le cadre damliorer sa comptitivit et rpondre des
contraintes de plus en
plus fortes de ses clients, Vivo Energy Maroc doit utiliser plus
efficacement son processus
de gestion Mtal (Gestion des bouteilles de gaz, Accessoires et
consommables). En effet,
par lintgration des nouvelles mthodologies, Vivo Energy Maroc
peut amliorer ses
performances par la matrise du triangle Qualit-Cot-Dlai.
C'est dans cette optique que s'inscrit le prsent projet de fin
d'tude, qui vise en
particulier la qualification et lamlioration du processus de la
gestion Mtal.
Afin de mener bien cette mission, une analyse dtaille de
lexistant est ncessaire
en laborant des cartographies des processus lis la gestion Mtal
et une classification
des processus selon des critres de maturit et de progrs.
lissue de cette tude, des actions damliorations ont t proposes
et appliques.
Ces actions portent essentiellement sur lamlioration de la
capacit de latelier de
rparation des bouteilles par une gestion par atelier, la matrise
de la gestion de stock
matriel par ladoption des politiques dapprovisionnement et la
planification de la gestion
de transport des bouteilles rparer par la minimisation des cots
engendrs lors des
tournes des camions.
-
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie iv
Abstract
As part of improving its competitiveness and replying to the
constraints of
increasingly strong customers, Vivo Energy Morocco should more
effectively use its
management process metal. Indeed, by integrating new
methodologies, Morocco Vivo
Energy can improve performance by controlling the triangle
Quality-Cost-Time.
It is against this background that fits this project, which aims
in particular the
characterization and improvement of process management
Metal.
To carry out this mission, a detailed analysis of the existing
is needed, by developing
process maps related to the management Metal and classification
processes in accordance
with criteria of maturity and progress.
Following this study, improvement actions have been proposed and
applied.
These actions focus on improving the capacity of the repair shop
by a management
workshop, control of inventory management equipment through the
adoption of
procurement policies and management planning of transport
bottles repair by minimizing
the costs incurred during tours of the trucks.
-
v eireingnir te spag sed edut ,latM noitseg sussecorp ud
eihpargotraC
.
.
.
.
.
-
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie i
Liste des abrviations
ARB : Atelier de Rparation des Bouteilles
CSC : Service Client
CP : Contract Process
CMP : Contract Management Process
AP : Assurance Process
RH : Ressources Humaines
IT : Informations Technologies
-
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie ii
Table de Matires
Introduction gnrale
.............................................................................................................
1
Chapitre I : Contexte gnral du Projet
.................................................................................
3
Introduction
...........................................................................................................................
4
I. Prsentation du groupe Vivo Energy
.............................................................................
4
I.1. Historique et identit de Vivo Energy
....................................................................
4
I.2. Prsentation de Vivo Energy Maroc
.......................................................................
5
I.2.1. Historique
........................................................................................................
5
I.2.2. Fiche signaltique
............................................................................................
6
I.2.3. Mission de Vivo Energy Maroc
......................................................................
7
I.2.4. Structure organisationnelle
..............................................................................
8
II. Gnralits sur le GPL
..............................................................................................
10
II.1. Dfinition de GPL
.................................................................................................
10
II.2. Approvisionnement et Stockage du GPL
..............................................................
11
III. Cadre gnral du Projet
............................................................................................
13
III.1. Prsentation de la problmatique
..........................................................................
13
III.2. Mission et Objectifs
..............................................................................................
13
III.3. Acteurs du Projet
..................................................................................................
14
III.4. Planification du Projet
..........................................................................................
15
Conclusion
...........................................................................................................................
15
Chapitre II
............................................................................................................................
16
Cartographie des processus, tude et analyse des gaps
....................................................... 16
Introduction
.........................................................................................................................
17
I. Description de l'usine Butagaz
.....................................................................................
17
I.1. Description de l'Atelier de Rparation des Bouteilles (ARB)
.............................. 17
I.2. Description du processus d'emplissage des bouteilles (Gaz
II) ............................ 19
II. Gnralits sur l'approche processus
........................................................................
21
II.1. Dfinition de l'approche processus
.......................................................................
21
-
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie iii
II.2. Dfinition d'un processus
......................................................................................
21
II.3. Types de processus
...............................................................................................
22
III. Cartographie des processus
......................................................................................
24
III.1. Dfinition de la cartographie
................................................................................
24
III.2. Objectifs de la cartographie
..................................................................................
25
III.3. tapes de ralisation de la cartographie
................................................................
25
III.4. laboration de la cartographie des processus
....................................................... 26
IV. Exploration des cartographies des
processus............................................................
33
IV.1. Analyse des cartographies des processus
..............................................................
33
IV.1.1. Analyse de la cartographie du processus ARB
.............................................. 37
IV.1.2. Analyse de la cartographie du processus d'emplissage des
bouteilles .......... 38
IV.1.3. Diagnostic du processus logistique Mtal
..................................................... 41
Conclusion
...........................................................................................................................
43
Chapitre III : Ringnierie du processus Mtal
...................................................................
44
Introduction
.........................................................................................................................
45
I. Amlioration de la capacit de production de l'atelier ARB
........................................ 45
I.1. tapes d'une tude d'amlioration
.........................................................................
45
I.1.1. Identification de la taille des lots dans chaque poste
..................................... 46
I.1.2. numration des tches dans chaque poste de travail
................................... 47
I.1.3. Chronomtrage des tches
.............................................................................
47
I.1.4. tude des capacits des
postes.......................................................................
48
I.2. Les chantiers d'amlioration de la productivit de
l'ARB..................................... 49
I.2.1. Amlioration par la mthode gestion par atelier
........................................... 49
I.2.2. Amlioration de la capacit du
Four..............................................................
55
II. Amlioration de la fonction stockage
Mtal.............................................................
55
II.1. Diagnostic de l'existant
.........................................................................................
55
II.2. L'activit de stockage
............................................................................................
56
II.3. tude et classification des articles
........................................................................
57
II.3.1. Introduction l'analyse de donnes
...............................................................
57
II.3.2. Choix des critres et saisie des donnes
........................................................ 57
II.3.3. Dmarche de l'analyse PARETO
...................................................................
59
II.3.4. Adoption des politiques
d'approvisionnement...............................................
61
-
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie iv
III. Amlioration de la logistique Mtal
.........................................................................
64
III.1. Contexte gnral du problme
..............................................................................
64
III.2. Description du problme
.......................................................................................
65
III.3. Formulation mathmatique du problme
..............................................................
66
III.4. Application de l'algorithme sous le logiciel LINGO
............................................ 68
Conclusion
...........................................................................................................................
70
Conclusion gnrale
............................................................................................................
71
Bibliographie
.......................................................................................................................
73
Webographie
........................................................................................................................
74
Annexe
.................................................................................................................................
75
-
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie v
Liste des figures
Figure I. 1 : Organigramme gnral de Vivo Energy
Maroc................................................. 9
Figure I. 2 : Stockage et Transport de GPL (source : Vivo Energy
Maroc) ........................ 12
Figure I. 3 : Planning du Projet
...........................................................................................
15
Figure II. 1 : Schmatisation d'un processus
.......................................................................
22
Figure II. 2 : Schmatisation de l'approche processus d'un
organisme [1] ....................... 24
Figure II. 3 : Cartographie des macro-processus de l'entreprise
......................................... 29
Figure II.4 : Cartographie du processus gestion Mtal
........................................................ 30
Figure II. 5 : Cartographie du processus Rparation des
bouteilles (ARB) ........................ 31
Figure II. 6 : Cartographie du processus d'Emplissage des
bouteilles (Gaz II) ................... 32
Figure II. 7 : Graphe des Temps et Dlai process par opration
dans le processus ARB ... 38
Figure II. 8 : Graphe des Temps et Dlai process par opration
dans le processus
emplissage
...........................................................................................................................
40
Figure II. 9 : Rpartition des centres emplisseurs et
rcapitulatif des stocks des bouteilles
vides
.....................................................................................................................................
42
Figure III. 1 : Chane de rparation des bouteilles actuelle
................................................. 50
Figure III. 2 : La nouvelle dcomposition de l'ARB
........................................................... 50
Figure III. 3 : Diagramme d'Ishikawa des problmes lis la gestion
de stock .................. 55
Figure III. 4 : Classification des articles selon le diagramme
PARETO ............................. 60
Figure III. 5 : Diagramme des carts-types de consommation des
articles de stock ........... 61
Figure III. 6 : Schmatisation du problme de distribution des
articles aux centres
emplisseurs
..........................................................................................................................
65
-
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie vi
Liste des tableaux
Tableau I. 1 : Caractristiques du Butane et Propane
.......................................................... 11
Tableau II. 1 : Progrs et maturit des processus
................................................................
33
Tableau II. 2 : Le processus, son niveau de progrs et ses
interrelations ............................ 35
Tableau II. 3 : les processus, leurs indicateurs de performance
existants et manquants ..... 36
Tableau II. 4 : Synthse de temps et dlai process pour l'ARB
........................................... 37
Tableau II. 5 : Synthse de temps et dlai process pour le
processus emplissage bouteilles
.............................................................................................................................................
39
Tableau III. 1 : La taille des lots des postes de travail de
l'ARB ......................................... 46
Tableau III. 2 : Tableau des tches effectues dans chaque poste
de travail de l'atelier ARB
.............................................................................................................................................
47
Tableau III. 3 : Temps de cycle de chaque
poste.................................................................
48
Tableau III. 4 : Cadences des postes de l'atelier ARB
......................................................... 49
Tableau III. 5 : Les postes de travail contenus dans chaque
atelier..................................... 50
Tableau III. 6 : Nombre d'oprateur par atelier ainsi que leur
volume horaire de travail par
jour
.......................................................................................................................................
52
Tableau III. 7 : Rsultats obtenus
........................................................................................
53
Tableau III. 8 : Les valeurs de et de des articles de la famille
1...................................... 63
Tableau III. 9 : Les valeurs de , et le Plafond des articles de
la famille 2 ........................ 63
Tableau III. 10 : Les valeurs de Qe et Pe des articles de la
famille 3 ................................... 64
Tableau III. 11 : Matrice des cots
......................................................................................
68
-
Introduction gnrale
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie
1
Introduction gnrale
Le prsent travail trouve son origine dans la politique gnrale de
rduction des
cots mise en place par les multinationales travers le monde. En
effet, l'heure actuelle,
la concurrence et le dfi de la mondialisation poussent
l'ensemble des entreprises
rationaliser leurs activits et satisfaire les besoins de leurs
clients en offrant le bon
produit au bon moment, avec un prix comptitif. Pour pouvoir
conqurir de nouvelles parts
de march ou au moins garder les siennes, les grandes firmes sont
obliges d'innover et de
rvaluer toutes les composantes de leur chane de valeur pour
pouvoir supprimer les
pertes et les gaspillages, et ainsi avoir un rapport qualit-prix
concurrentiel.
Dans le cadre de l'amlioration continue et pour survivre dans un
environnement
en perptuelle volution et rgi par une concurrence acharne, que
Vivo Energy Maroc
cherche quotidiennement des moyens pour amliorer sa productivit,
maitriser ses
processus et rduire ses cots.
Le projet Cartographie des processus Mtal, tude des gaps et
ringnierie
s'inscrit dans ce contexte. Il consiste apporter soutien la
ralisation des objectifs fixs,
identifier, analyser et liminer toute forme de gaspillage ou de
mauvaise utilisation des
ressources dans la chane de valeur de l'entreprise, et ce, pour
augmenter la productivit,
l'efficacit et la performance du processus Mtal.
Le prsent rapport s'articule autour des trois chapitres suivants
:
- Le premier chapitre sera consacr au contexte gnral du projet ;
aprs avoir
prsent l'organisme d'accueil dans un premier point, le cadre
gnral du projet,
1
-
Introduction gnrale
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie
1
ainsi que la problmatique traite, la mission et les objectifs
seront prsents dans
un second point.
- Le deuxime chapitre dlimitera une tude de l'existant, une
analyse des donnes et
les dfaillances entravant le fonctionnement adquat du processus
Mtal et du
processus Emplissage des bouteilles. Ainsi, les points sur
lesquels il convient d'agir
en priorit ; cette tude est faite par le biais de la
cartographie des flux et
l'valuation du progrs et de la maturit des processus.
- Le troisime chapitre portera sur la ringnierie du processus
Mtal ; ce chapitre est
consacr la proposition des plans d'actions et des chantiers
d'amlioration pour
remdier aux problmes relevs prcdemment. Ces amliorations sont
scindes en
des solutions techniques et organisationnelles.
2
-
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie 3
Chapitre I : Contexte gnral du Projet
-
Chapitre I : Contexte du gnral du Projet
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie 4
Introduction
L'volution de l'industrie marocaine, la croissance dmographique
et l'urbanisation
sont tous des facteurs importants induisant l'augmentation de la
demande en matire de
GPL.
Pour rpondre cette demande excessive, plusieurs entreprises
distributrices
d'hydrocarbures et drivs sont mises en place dans ce
domaine.
Parmi les socits chefs de file dans le domaine d'Hydrocarbures
et Lubrifiants se trouve
Vivo Energy. Cette dernire intervient dans plusieurs secteurs
(Gaz, Ptrole, Chimie et
autres) et dveloppe en parallle d'autres sources d'nergie.
Vivo Energy est un acteur majeur sur le march africain du GPL et
rpond aux
besoins des grands clients commerciaux et des communauts
locales, o le GPL est une
alternative plus sre et plus propre aux combustibles
traditionnels.
En premier lieu, il est important, pour pouvoir situer le
projet, de prsenter la socit
et sa structure organisationnelle.
En second partie, il est avr ncessaire de prsenter des gnralits
sur le GPL.
Enfin, pour clturer ce premier chapitre, nous allons situer le
cadre gnral du projet.
I. Prsentation du groupe Vivo Energy
I.1. Historique et identit de Vivo Energy
Vivo Energy est une socit fruit d'un partenariat entre Shell,
Vitol et Helios
Investment Partners, afin de rpondre aux besoins de la clientle
Shell en Afrique.
-
Chapitre I : Contexte du gnral du Projet
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie 5
Shell est une des socits d'nergie les plus connues du monde et
apporte au
partenariat de Vivo Energy l'exprience norme, une profondeur
unique et une marque
connue lchelle mondiale.
Vitol, est lun des plus importants ngociants au monde en nergie,
associant sa
porte mondiale et son expertise locale pour identifier et
optimiser les opportunits
partout o il opre lchelle internationale. La russite de Vitol
vient de sa
capacit rflchir rapidement, agir de manire dcisive et faire
avancer les
choses.
Helios Investment Partners est une entreprise spcialise dans les
investissements
privs orients sur lAfrique. Fonde et dirige par des Africains,
Helios a
contribu crer et dvelopper de nombreuses entreprises prospres
travers le
continent.
Actuellement, sept pays ont transit la marque Vivo Energy : le
Maroc, le Sngal, le
Cap-Vert, l'Ile Maurice, la Tunisie, Madagascar et le Mali.
I.2. Prsentation de Vivo Energy Maroc
I.2.1. Historique
Par ses transitions prcdentes comme Socit Shell du Maroc et,
avant cela, la
Compagnie ptrolire marocaine et asiatique, Vivo Energy Maroc a t
actif et croissant au
Maroc depuis 1922.
En 1959, la Socit Shell du Maroc absorba la compagnie des
raffineries de beurre,
aprs celle de Butagaz-Maroc. En 1964, elle absorba la compagnie
des raffineries
de VERYLS .
-
Chapitre I : Contexte du gnral du Projet
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie 6
En 1974, la SSDM a vu la promulgation du dahir concernant la
marocanisation des
capitaux des socits ptrolires, avec un capital dtenu 50% par la
Socit
Nationale des Produits Ptroliers. En Dcembre 1987, suite son
absorption de la
socit Texaco-Maroc, Le capital de la SSDM est alors pass de 60
millions de
dirhams 90 millions de dirhams puis 138 millions de dirhams en
1993.
En 1994, la SSDM fut privatise et redevint alors 100% proprit du
Groupe Shell.
Depuis 1er Dcembre 2011, lidentit Shell du Maroc est change
officiellement en
Vivo Energy Maroc.
Vitol et Helios dtiennent chacune 40% de Vivo Energy, tandis que
Shell en dtient 20%.
I.2.2. Fiche signaltique
La socit Vivo Energy Maroc est une socit anonyme (S.A) qui rpond
aux rgles
de la socit anonyme dans le droit marocain, elle a un conseil
dadministration, une
assemble gnrale. Son contrle lgal seffectue par le biais dun
commissaire aux
comptes.
Tableau I 1 : Fiche signaltique de Vivo Energy Maroc
Raison sociale Socit Anonyme des Carburants, Lubrifiants et
GPL
Forme juridique Socit Anonyme
Date de constitution 1er
Dcembre 2011
Actionnariat Shell du Maroc (20 %), Vitol (40 %), Helios (40
%)
Chiffres daffaires 7.980.207.000 DH (Exercice 2010)
Capital social 248.400.000 DH (Exercice 2010)
Effectif 5000 emplois au Maroc (directs et indirects)
Tlphone + 212 5 22 972727
Adresse (Sige) Zenith II, lotissement Attaoufik, Route de
Nouasser, Sidi
Maarouf, Casablanca
-
Chapitre I : Contexte du gnral du Projet
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie 7
I.2.3. Mission de Vivo Energy Maroc
Vivo Energy Maroc est une socit de revente, considre comme un
gros revendeur
et distributeur des produits ptroliers et drivs. Elle se charge
de la production ainsi du
conditionnement de certaines huiles et certains produits
chimiques.
La vision de Vivo Energy Maroc est dtre, dans le secteur
nergtique, lentreprise
de premier rang ; reconnu pour la qualit de ses produits et
services et pour sa citoyennet
responsable. Elle a, comme objectif, dassurer de manire durable
une haute valeur ajoute
pour toutes les parties prenantes de lentreprise : actionnaires,
personnel, clients,
fournisseurs et communaut civile.
Vivo Energy Maroc propose une large gamme de produits ptroliers
et de services de
qualit aux particuliers, aux entreprises et aux administrations
en :
S'appuyant sur une expertise mondiale en recherche et
dveloppement.
Respectant son engagement en tant que socit citoyenne reconnue
pour ses
principes dhygine, scurit, sant et environnement.
L'activit de Vivo Energy Maroc est subdivise en trois activits
principales :
La production des lubrifiants ;
Le stockage est la distribution des carburants ;
Le stockage, le conditionnement et la commercialisation du Gaz
Ptrole Liqufi
(GPL), et des produits ptrochimiques.
-
Chapitre I : Contexte du gnral du Projet
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie 8
I.2.4. Structure organisationnelle
La structure de Vivo Energy Maroc se prsente sous forme de
divisions et de
dpartements comme suit :
Dpartement Ressources Humaines (RH) : Ce dpartement se charge de
tout ce qui
concerne la gestion du personnel, les recrutements, la
formation, le volet
administratif et les relations sociales.
Unit Administration et Gestion : Cette unit tablit les tarifs du
gasoil pour les
transmettre aux autres units qui les diffusent leur tour aux
dpts, stations et aux
clients.
Unit Engineering : Cette unit tudie les nouveaux projets
dinstallation ou de
construction de dpts ou stations-services.
Dpartement Rseaux : Ce dpartement soccupe de la vente et la
distribution des
produits aux points de vente (stations-services,
revendeurs).
Dpartement Supply & Distribution (S&D) : Le dpartement
S&D est subdivis en
trois sous dpartements pour grer les diffrents responsabilits du
dpartement, et
qui sont :
- Dpartement de gestion des dpts.
- Dpartement de gestion des moyens de transport.
- Dpartement de gestion et planification des
approvisionnements.
La figure I.1 reprsente lorganigramme gnral de Vivo Energy
Maroc. Ce dernier est
compos de six directions qui sont gres par des Directeurs. Parmi
ces directions il y a la
direction des oprations o nous avons effectu notre Projet de Fin
d'tudes.
-
Chapitre I : Contexte gnral du Projet
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie 9
Figure I. 1 : Organigramme gnral de Vivo Energy Maroc
Directeur Gnral
HSSE
Assistance de
Directeur
Direction des
Ressources HumainesDirection Finance Direction Logistique
Direction des
Oprations
Direction
CommercialeDirection Supply
-
Chapitre I : Contexte gnral du Projet
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie 10
II. Gnralits sur le GPL
II.1. Dfinition de GPL
Vivo Energy Maroc importe le butane et le propane dont le march
est libralis depuis 1995,
tandis que le march du butane est rglement.
Le butane et le propane dfinis sous le terme gnral de Gaz Ptrole
Liqufis, sont extraits
soit du ptrole brut au cours des oprations de raffinage, soit du
gaz naturel et des gaz
associs dans les gisements du ptrole. titre indicatif, le
raffinage de 100 tonnes de ptrole
brut fournit environ 4 tonnes de gaz de ptrole liqufi. Le butane
et le propane
commercialiss ne sont pas des produits chimiquement purs mais
des mlanges
dhydrocarbures rpondant des spcifications officielles bien
dfinies.
Le GPL , destin la carburation automobile, est un mlange spcial
de butane et de
propane dfini par la norme NFEN589. Deux des caractristiques qui
diffrencient le butane
et le propane, la temprature ambiante sont :
- La temprature dbullition ;
- La tension de vapeur ou pression de gaz.
Les GPL ont la proprit dtre gazeux la temprature ambiante et la
pression
atmosphrique, mais ils se liqufient ds quils sont soumis une
pression relativement
faible. Ils sont des hydrocarbures composs majoritairement
denviron 80% de butane C4 H10
et 20% de propane C3H8. Ces produits, gazeux dans les conditions
normales de temprature et
de pression, peuvent tre facilement liqufis, rendant aussi leur
manipulation et leur
transport trs aiss.
-
Chapitre I : Contexte gnral du Projet
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie 11
Tableau I. 1 : Caractristiques du Butane et Propane
Temprature d'bullition (C)
Masse volumique du
liquide (Kg/m3) 15C
Masse volumique du
Gaz (Kg/m3) 15C
Butane 0 585 2,50
Propane -42 515 1,80
II.2. Approvisionnement et Stockage du GPL
Vivo Energy Maroc s'approvisionne du produit GPL de plusieurs
fournisseurs internationaux
et nationaux. Les fournisseurs internationaux les plus
importants de Vivo Energy Maroc sont
la socit franaise TOTAL et la socit algrienne SONATRACH, et le
plus important
fournisseur national est la Socit Anonyme Marocaine de
l'Industrie de Raffinage (SAMIR).
Aprs l'approvisionnement du GPL, celui-ci est stock dans des
mines de sel ou dans des
sphres, ensuite il est transport par des conduites vers le
centre d'emplissage (Gaz II), ou par
des camions vers les centres filiaux de Vivo Energy Maroc (
savoir le centre de Kenitra et le
centre de Safi), ou directement vers les clients. Le transport
de GPL de Vivo Energy Maroc
est constitu de trois types :
- Le transport primaire ; appel aussi transport inter-centre :
se fait de la socit
de stockage vers le centre emplisseur. Il est assur par de gros
porteurs de 20
tonnes.
- Le transport secondaire : se fait du centre emplisseurs vers
les dpts distributeurs
et les clients finaux.
- Le transport tertiaire : se fait des dpositaires vers les
points de ventes.
La figure I.2 reprsente une synthse pour stocker et transporter
le GPL :
-
Chapitre I : Contexte gnral du Projet
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie 12
Figure I. 2 : Stockage et Transport de GPL (source : Vivo Energy
Maroc)
-
Chapitre I : Contexte gnral du Projet
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie 13
III. Cadre gnral du Projet
III.1. Prsentation de la problmatique
Dans un environnement en perptuelle volution, o le contexte
concurrentiel accentue
la pression sur les cots et les exigences du service, les
dcisions stratgiques et tactiques
rendent ncessaire une organisation capable de grer les flux de
lentreprise.
Par consquent, la logistique, gestion des flux tant internes
quexternes lorganisation, revt
aujourdhui une importance capitale. Cest le maillon oprationnel
de la flexibilit et de la
ractivit recherche.
La situation que nous traitons fait appel la gestion des
processus depuis larrive de la
commande du client jusquau processus de rparation et la
livraison des bouteilles rpares
que ce soit pour l'emplissage Gaz II ou aux autres centres
filiaux.
Nous avons deux types de bouteilles destines tre rpares et en
suite tre remplies.
Chaque type de bouteilles se caractrise par un dlai de
traitement et une quantit rparer.
Pour accomplir cette tche, Vivo Energy Maroc dispose d'un
Atelier de Rparation des
Bouteilles (ARB) qui se compose de plusieurs postes de travail.
tant donn que la capacit
de ces postes est limite, une gestion bien structure et organise
est ncessaire.
Lobjectif vis est damliorer la performance du processus gestion
Mtal, il ne sagit
pas uniquement de piloter un flux physique, mais de synchroniser
laboutissement de tous les
flux tout en assurant une bonne qualit de bouteilles au client
et dans les meilleurs dlais.
III.2. Mission et Objectifs
L'objectif principal du Projet est de mettre niveau la
plate-forme de gestion Mtal
conformment la vision et standards Shell.
-
Chapitre I : Contexte gnral du Projet
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie 14
La mission qui nous a t confie Vivo Energy Maroc est dassurer
une meilleure
gestion des flux et d'augmenter la performance du processus
gestion Mtal en vue d'amliorer
la productivit. Cette mission sest tale sur trois mois durant
lesquels nous travaillions en
collaboration avec les diffrents dpartements concerns et qui ont
une influence directe sur le
processus gestion Mtal.
Afin d'accomplir notre mission, nous avons opt pour la dmarche
suivante :
- Dans un premier temps, nous avons procd par une tude de
lexistant afin de
ressortir toutes les donnes dont nous aurions besoin ;
- Dans un second temps, nous avons labor des cartographies des
flux. Ces
cartographies permettent de visualiser les flux et danalyser les
rsultats afin
datteindre les objectifs recherchs ;
- Ensuite, nous avons propos des solutions pour liminer ou
rduire les diffrents
gaspillages dans le but de simplifier et faciliter la
circulation des flux.
III.3. Acteurs du Projet
quipe de projet : Elle est compose de :
- Ingnieurs projet : Mr Yassine ALLOUCHE et Mr Mohamadi
ELBOUYAHYAOUI qui sont responsable de choisir l'quipe,
d'organiser le
projet, de le grer, d'excuter les tches, de dlguer les
responsabilits et de
coordonner les efforts de chacun.
- Le matre d'ouvrage : Mr Badreddine RAZI.
- Professeurs encadrants : Mme Ibtissam BENMILOUD et Mr
Abdelhamid EL
IRAKI.
-
Chapitre I : Contexte gnral du Projet
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie 15
III.4. Planification du Projet
Le projet de fin dtudes a dbut le 12 Mars 2012 et a dur 3 mois.
La figure I.3 prsente le
diagramme de GANTT reprsentant le planning qui a t suivi pour
mener bien le projet.
Figure I. 3 : Planning du Projet
Conclusion
Dans ce chapitre, une prsentation dtaille de la SAMIR a t faite,
suivit par une
description des diffrentes units ainsi que les principaux
fournisseurs de la socit. Enfin, les
divers types dexpdition adopts par la SAMIR ont t prsents.
Dans le chapitre qui suit, la problmatique ainsi que les
objectifs du projet sont
explicits. Ensuite, la mthodologie de travail adopte pour mener
terme ledit projet est
dtaill.
-
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie 16
Chapitre II
Cartographie des processus, tude et
analyse des gaps
-
Chapitre II : Cartographie des processus, tude et analyse des
gaps
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie 17
Introduction
Toute entreprise ne vit pas toute seule, elle interagit avec son
environnement (march,
fournisseurs, clients, concurrence, et.), cet environnement
volue continuellement et oblige les
entreprises s'adapter au progrs et amliorer ses performances
d'une manire continue pour qu'elle
reste comptitive sur le march. Cette amlioration se fait par
l'apport des ides cratives et par
l'amlioration continue de l'existant.
Dans le cadre de lamlioration de la performance globale de
lAtelier de Rparation des Bouteilles
(ARB) et dans le but daugmenter la productivit, nous tions amens
faire une tude des flux
circulant l'Atelier de Rparation des Bouteilles pour en assurer
une meilleure gestion et une
meilleure organisation et contribuer ainsi lamlioration de la
productivit.
Pour ce faire, nous avons adopt la dmarche suivante :
- Nous avons commenc par prsenter la division Butagaz et ses
diffrents ateliers ;
- Une tude de lexistant a t mene en se basant sur la
cartographie des flux et de lanalyse
des temps et des dlais des oprations.
I. Description de l'usine Butagaz
L'usine Butagaz est subdivise en deux ateliers principaux :
Atelier de Rparation des Bouteilles
(ARB) et Atelier d'emplissage des bouteilles (Gaz II). Dans la
suite, nous ferons une analyse dtaille
des diffrents ateliers.
I.1. Description de l'Atelier de Rparation des Bouteilles
(ARB)
Aprs avoir reu des bouteilles tries selon des paramtres bien
dfinis ( savoir la corrosion, la
forme de la bouteille, etc.), les bouteilles sont tries une
seconde fois selon leurs ges, leurs
gonflages. Pour ces deux derniers cas, les bouteilles sont
renvoyes pour la rforme (crasement).
-
Chapitre II : Cartographie des processus, tude et analyse des
gaps
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie 18
Les autres bouteilles sont renvoyes l'Atelier de Rparation des
Bouteilles (ARB) pour tre
rpares.
Le processus de rparation des bouteilles est dfini comme suivant
:
Recuit de normalisation
Les bouteilles subissent aprs dbosselage, un traitement de
normalisation pendant lequel elles sont
portes et maintenues une temprature de 920 C, puis refroidies
l'air ambiant avant de subir une
preuve hydraulique. La dure du maintien d'un lot de bouteilles
cette temprature est de 21
minutes ; le contrle de la temprature du four se fait au moyen
d'un pyromtre enregistreur.
preuve Hydraulique
Aprs recuit et refroidissement complet, toutes les bouteilles
sont soumises une preuve
hydraulique conformment la rglementation des appareils pression
de gaz.
Elles sont remplies d'eau et subissent une augmentation de
pression grce un multiplicateur
hydraulique air-eau, progressivement jusqu' 30 bars. Cette
pression est maintenue le temps
ncessaire pour que le contrleur puisse constater l'absence
d'ventuelles fuites. Puis elles sont vides
par une propulsion d'air jusqu' schage.
Cette preuve hydraulique est ralise sous le contrle de l'expert
mandat par le service des Mines.
Grenaillage
Les bouteilles sont dcapes extrieurement sec par un jet de
grenaille, afin d'liminer toute trace
d'oxyde ou d'enduit quelconque. Ce dcapage est suffisamment
efficace pour assurer une parfaite
adhrence de la couche de mtallisation.
Mtallisation
-
Chapitre II : Cartographie des processus, tude et analyse des
gaps
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie 19
Aussitt aprs grenaillage, les bouteilles sont mtallises par
projection, avec un dispositif de
mtallisation, d'une couche de zinc une paisseur de 40 microns
rparties uniformment sur le
corps de la bouteille.
Peinture
Aprs la mtallisation, il est appliqu sur les bouteilles deux
couches de peinture, une couche
d'impression et une couche de finition ; l'paisseur totale de la
peinture est de 40 microns. La
peinture subit ensuite une tuve de polymrisation.
Montage des boites clapets et robinets
Aprs les oprations de peinture une boite clapet ou bien robinet
sont monts sur la collerette de la
bouteille avec une machine visser.
Tarage
La bouteille finie avec robinet ou bote clapet, est pese avec
prcaution, au moyen d'une balance et
la tare est inscrite sur la bouteille.
I.2. Description du processus d'emplissage des bouteilles (Gaz
II)
Les bouteilles provenant de chez les dpositaires constituent
l'entre du processus d'emplissage, ce
dernier est compos de plusieurs postes de travail assurant
l'emplissage des diffrents types de
bouteilles. Ce processus peut tre dfini de la manire suivante
:
Dchargement et Dchapeautage
Les bouteilles vides venant des dpositaires sont dcharges dans
un convoyeur, ce dernier transmet
les bouteilles vers le poste de dchapeautage. L'opration de
dchapeautage est assure par deux
oprateurs et ayant un dlai process de 4,4 min.
-
Chapitre II : Cartographie des processus, tude et analyse des
gaps
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie 20
Poste Tri
Dans ce poste les bouteilles sont tries selon des critres dfinis
dans les standards Shell savoir le
critre de corrosion et la gravit des bosses dans les bouteilles.
Le poste de tri des bouteilles est
considr comme un poste critique dans le processus d'emplissage
des bouteilles pour deux raisons.
D'une part, le tri se fait d'une manire subjective et selon
l'exprience de l'oprateur qui fait le tri ; ce
qui mne se poser la question sur l'efficacit du tri des
bouteilles et d'autre part, le poste de tri
reprsente le fournisseur des bouteilles pour le processus de
rparation des bouteilles ce qui revient
aussi se poser la question sur le cot lev de rparation des
bouteilles.
Mange
C'est dans ce poste que les bouteilles sont remplies de gaz
butane. Pour l'emplissage des bouteilles, il
y a deux lignes, SIRAGA et PAM de cadences respectivement 1200
bouteilles par heures et 1000
bouteilles par heures. Le temps d'emplissage d'une bouteille
dans la ligne SIRAGA est 1min 6s.
Poste Plonge
Aprs l'emplissage des bouteilles, ces dernires sont plonges dans
un rservoir d'eau afin de dtecter
s'il y a des fuites de gaz au niveau de la bouteille. Le temps
process du poste Plonge est de 1min
38s.'sb
Poste Capsulage
Dans ce poste, on met des capsules au niveau du robinet de la
bouteille pour viter les fuites de gaz.
Le temps process du poste Capsulage est de 22s.
-
Chapitre II : Cartographie des processus, tude et analyse des
gaps
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie 21
Poste Contrle fuite
Dans ce poste le contrle de fuite de gaz se fait par un dtecteur
de fuite au niveau du robinet de la
bouteille.
Poste de Chapeautage et Chargement
C'est le dernier poste du processus d'emplissage des bouteilles,
dans ce poste les bouteilles sont
chapeautes et charges dans des casiers de 35 bouteilles. Le
temps de process de ce poste est 5 min.
II. Gnralits sur l'approche processus
II.1. Dfinition de l'approche processus
L'approche processus dsigne l'application d'un systme de
processus au sein d'un organisme,
ainsi que l'identification, les interactions et le management de
ces processus en vue d'obtenir le
rsultat souhait. Elle est transversale et centre sur la finalit
et la cible. [1]
L'un des avantages de l'approche processus est la matrise
permanente qu'elle permet sur les
relations entre les processus individuels au sein du systme de
processus, ainsi que sur leurs
combinaisons et interactions.
Lorsqu'elle est utilise dans un systme de management de la
qualit, cette approche souligne
l'importance :
- De comprendre et de remplir les exigences ;
- De considrer les processus en termes de valeur ajoute ;
- De mesurer la performance et l'efficacit des processus ;
- D'amliorer en permanence les processus sur la base de mesures
objectives.
II.2. Dfinition d'un processus
Un processus est un systme d'activit qui utilise des ressources
(personnels, quipements,
informations, matriels) pour transformer des lments entrants en
lment sortants. [1]
-
Chapitre II : Cartographie des processus, tude et analyse des
gaps
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie 22
Un processus prsuppose :
- Des lments entrants mesurables ;
- Une valeur ajoute ;
- Des lments de sortie mesurables, conformes des critres
d'acceptation.
La figure suivante reprsente un processus avec ses principaux
composants :
II.3. Types de processus
Les processus peuvent tre classs en trois grandes familles :
- Les processus de ralisation oprationnels ;
- Les processus de support de soutien ;
- Les processus de pilotage de management.
a. Processus de support de soutien
Processus
Activit 1 Activit 2 Activit 3 Activit 4
Entre 1
11 11 Entre 2
Entre 3
Entre 4
Produit 1
Produit 2
RH SI
Figure II. 1 : Schmatisation d'un processus
-
Chapitre II : Cartographie des processus, tude et analyse des
gaps
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie 23
Bien qu'ils ne crent pas de valeurs directement perceptibles par
le client, ils sont ncessaires
au fonctionnement permanent de l'organisme et sa prennit, ils
contribuent au bon droulement des
processus de ralisation en leur apportant les ressources
ncessaires.
Les processus de support recouvrent :
- Les ressources humaines ;
- Les ressources financires ;
- Les installations et leur entretien (locaux, quipements,
matriels, logiciels)
- L'information et le savoir-faire.
b. Processus de ralisation oprationnels
Ils contribuent directement la ralisation du produit, de la
dtection du besoin du client sa
satisfaction.
Ils regroupent les activits lies au cycle de vie d'un produit :
recherche et dveloppement des
nouveaux produits, commercial et gestion des contrats,
conception, achats et approvisionnements,
logistique, production et matrise des relations avec le
client.
c. Processus de pilotage de management
Ils contribuent la dtermination de la politique et au dploiement
des objectifs dans
l'organisme. Sous la responsabilit totale de l'quipe dirigeante,
ils permettent d'orienter et d'assurer
la cohrence des processus de ralisation et de support.
Les processus de pilotage recouvrent :
- laboration de la stratgie de l'organisme ;
- Management de la qualit de l'organisme ;
- Communication interne et mobilisation du personnel.
-
Chapitre II : Cartographie des processus, tude et analyse des
gaps
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie 24
Le schma suivant reprsente l'application de l'approche processus
sur un organisme :
Figure II. 2 : Schmatisation de l'approche processus d'un
organisme [1]
III. Cartographie des processus
III.1. Dfinition de la cartographie
La cartographie des processus est la fondation du management des
processus qui est une des
composantes du management gnral des organisations. La
cartographie des flux de valeur, appele
aussi cartographie de la chane de valeur est une reprsentation
schmatique des diffrents flux
logistiques dune entreprise ou dune unit de production. Elle
permet de visualiser aussi bien les
flux physiques que les flux dinformations. [1]
-
Chapitre II : Cartographie des processus, tude et analyse des
gaps
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie 25
Une cartographie est donc un plan qui identifie les processus
(les rouages de la mcanique) et
les interfaces (les points de contact entre les rouages) afin de
montrer les liens oprationnels entre les
donnes dentre et les donnes de sortie.
III.2. Objectifs de la cartographie
Comprendre et formaliser le mcanisme interne dune entreprise
travers lidentification des
processus et de leurs interrelations. La matrise des processus
est base sur la mise en uvre de
bonnes pratiques de travail, sur la connaissance des finalits de
chaque processus et sur
ltablissement de contrats dinterfaces.
Le management des processus sappuie sur cette matrise mais aussi
sur lattribution de la
responsabilit datteindre les finalits des personnes et sur la
mesure et lamlioration des
performances.
III.3. tapes de ralisation de la cartographie
La ralisation et l'exploitation de la cartographie des flux
ncessitent le suivi des phases
suivantes :
Phase 1 : Cartographier l'tat actuel afin de visualiser et de
comprendre l'tat prsent des
activits, ceci se fait travers :
- L'identification des diffrents processus qui sont en relation
avec la gestion Mtal, et ceci
grce une cartographie macroscopique ;
- La focalisation sur les processus qui ont une forte incidence
sur la gestion Mtal ;
- L'identification des clients et des fournisseurs, ainsi que
les liens entre eux chaque
tape ;
- L'identification de la nature des flux changs, savoir les flux
physique ou les flux de
matires et les flux d'informations ;
-
Chapitre II : Cartographie des processus, tude et analyse des
gaps
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie 26
- La mesure des performances et des finalits des processus.
Phase 2 : Faire une analyse critique de chaque flux, afin de
;
- Reprer toute forme de gaspillage ;
- Retracer les processus optimiss en prenant le soin d'liminer
dans chaque flux, les
activits sans valeur ajoute ;
- Cartographier la situation future.
Phase 3 : Proposer des actions correctives ;
- Dtailler dans un planning leur ordre, dlai et cot d'excution
;
- Concevoir les outils de contrle en dsignant les responsables
et la priodicit de mis
jour de chaque rapport ;
- Suivre l'avance des amliorations jusqu' l'atteinte des
objectifs.
III.4. laboration de la cartographie des processus
Comme cit ci-dessus, nous avons labor diffrents cartographies
des processus, visualisant
les flux de matires et dinformations depuis larrive des
commandes clients, en passant par les
tapes de fabrication, jusqu la livraison des produits finis aux
dpositaires.
Puisque le processus macroscopique de gestion Mtal nest pas
suffisant pour nous donner une image
et une mesure des performances des autres processus, nous avons
dcid de reprsenter des cartes
reprsentant les diffrents processus :
- Une carte macroscopique pour lactivit dentreprise (Figure
II.3) ;
- Une carte focalise sur la gestion Mtal (Figure II.4) ;
- Une carte pour le processus de rparation des bouteilles
(Figure II.5) ;
- Une carte pour le processus demplissage des bouteilles (Figure
II.6).
-
Chapitre II : Cartographie des processus, tude et analyse des
gaps
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie 27
Aprs avoir reprsent les cartographies des flux, nous avons
collect les donnes correspondant au
temps et la nature des flux, ce qui nous a permis de dterminer
:
Des flux dinformations : ce sont des documents qui circulent
durant le processus de production et
qui servent identifier les produits. Par exemple lordre de
fabrication sur lequel on trouve toutes les
donnes ncessaires, les oprations effectuer, les planifications
soit pour la production ou pour la
logistique, les consignations ou dconsignations, les projets
dinvestissement.
Des flux physiques : ce sont les bouteilles circulant le long du
processus de fabrication et de
livraison soient vides ou pleines. La circulation de ces flux
est assure par les chariots, les
convoyeurs et les camions.
Des temps de processus : ce sont des dures obtenues partir du
chronomtrage. Il faut signaler
quici nous navons pris en considration que les temps machines,
qui sont des temps ncessaires
pour apporter une valeur ajoute aux produits.
Des dlais de processus : ce sont les dures des tches qui
accompagnent la ralisation du processus,
ces dlais reprsentent les dures coules entre le dbut dune
opration jusqu sa fin, ils
comprennent les temps suivants :
- Temps de processus ;
- Temps de transport ;
- Temps dattente ;
- Temps de rglage ;
- Temps dindisponibilit de loprateur ou de la machine ;
- Temps de transfert.
Nombre doprateurs : cest le nombre doprateurs qui interviennent
au niveau dune opration du
processus de production.
-
Chapitre II : Cartographie des processus, tude et analyse des
gaps
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie 28
Taille du lot : cest la quantit pour laquelle on a calcul le
temps et dlais du processus.
Aprs avoir effectu des sances de brainstorming avec les
responsables de tous les services de
l'entreprise Vivo Energy Maroc Division Butagaz -, nous avons pu
dterminer les flux physique et
les flux d'information de chaque processus ainsi que les
interrelations existant entre les processus.
Ceci nous a permis, dans un premier lieu, d'laborer la
cartographie des macro-processus de
l'entreprise (Figure II.3) ainsi que la cartographie du
processus gestion Mtal (Figure II.4).
En se focalisant sur le flux physique des bouteilles au sein de
l'atelier de rparation des bouteilles
ARB et au sein du centre d'emplissage des bouteilles (Gaz II),
et grce aussi des sances de
brainstorming avec les oprateurs, les chefs de production et les
chefs de maintenance, nous avons pu
dterminer et le flux des bouteilles entre les postes de travail
au sein des deux ateliers et le temps de
cycle de chaque poste, pour aboutir la fin la cartographie du
processus rparation des bouteilles
ARB (Figure II.5) et la cartographie du processus emplissage des
bouteilles Gaz II (Figure II.6),
(Symboles utiliss dans la cartographie, Annexe1).
-
Chapitre II : Cartographie des processus, tude et analyse des
gaps
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie 29
Figure II. 3 : Cartographie des macro-processus de
l'entreprise
-
Chapitre II : Cartographie des processus, tude et analyse des
gaps
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie 30
Figure II.4 : Cartographie du processus gestion Mtal
-
Chapitre II : Cartographie des processus, tude et analyse des
gaps
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie 31
Figure II. 5 : Cartographie du processus Rparation des
bouteilles (ARB)
-
Chapitre II : Cartographie des processus, tude et analyse des
gaps
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie 32
Figure II. 6 : Cartographie du processus d'Emplissage des
bouteilles (Gaz II)
-
Chapitre II : Cartographie des processus, tude et analyse des
gaps
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie 33
IV. Exploration des cartographies des processus
IV.1. Analyse des cartographies des processus
L'objectif de la cartographie des processus ne se limite pas
seulement la reprsentation
de ltat actuel des diffrents processus et des tapes de la
production, mais elle permet aussi
lexploitation des donnes relatives chaque niveau de la
cartographie, pour pouvoir ainsi
proposer des amliorations.
Pour cela, nous prsentons tout dabord une image et une tude
critique des diffrents
processus, pour cela il est recommand selon lapproche processus
version 2000 davoir une
chelle de maturit des processus pour viter les valuations
"bon/mauvais".
Le tableau suivant rsume les diffrents critres de maturit et de
progrs des processus :
Tableau II. 1 : Progrs et maturit des processus
Niveau de progrs Performance du
systme
Maturit du
processus Dfinition et justification
1 : fonctionnement de base Alatoire Instable
- Produit existant - Les carts constats ont des
consquences directes
2 : dfini, planifi, suivi Conforme Stabilit - Conforme aux
exigences
exprimes par le client
3 : matris Efficace Adapt
- Conforme aux exigences spcifies (Client,
rglementation, organisme)
- Insuffisance de formalisme pouvant entraner des carts
mineurs.
4 : optimis Efficient Prvisible
- Bonne matrise du processus - Conforme aux besoins et aux
tendances du march
5 : amlioration permanente Excellent Agile, ractif - Processus
flexible, innovant et
leader sur le march
-
Chapitre II : Cartographie des processus, tude et analyse des
gaps
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie 34
En appliquant la mthode SIPOC (Annexe 1) chaque processus, nous
avons extrait toutes les
donnes ncessaires pour mettre les processus sous les critres
cites dans le tableau ci-
dessus.
On classifie donc chaque processus selon ces descriptions
suivantes :
Dcrire les donnes de sortie du processus :
- Qui est le client interne-externe et que veut-il ? (Quels sont
ses critres de
satisfaction, ses spcifications.)
- Quels est le rsultat du processus ? (le produit, le service,
les documents...)
- Quand considre-t-on que le cycle du processus est termin ?
Dcrire les donnes d'entre du processus :
- Les ressources d'entre du processus (ressource : matrielles,
humaines et
informatives ncessaires)
- Qui est le fournisseur interne-externe et que nous doit-il ?
(Quels sont mes
critres de satisfaction, mes spcifications.)
Dcrire l'activit du processus :
- Que fait le processus ;
- Qui est acteur dans le processus et quelles sont les
comptences requises ;
- Qu'elles sont les contrles, mesures, indicateurs et revues
pendant et la fin
du processus ;
- Quels sont les ressources matrielles associes au processus
;
- Quel est l'environnement de fonctionnement optimal du
processus.
Daprs les critres de progrs et de maturation des processus et
selon les justifications au
niveau des donnes et donc le niveau de maturation pour chaque
processus, nous avons tabli
les tableaux suivants reprsentants chaque processus, ses
interrelations et son niveau de
progrs ainsi que les indicateurs de performances existants et
les indicateurs manquants.
-
Chapitre II : Cartographie des processus, tude et analyse des
gaps
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie 35
Tableau II. 2 : Le processus, son niveau de progrs et ses
interrelations
Processus Processus en interaction lments fournis lments reus
Commentaires Niveau de
Progrs
Processus
Commercial - CSC
- Planning annuel des besoins
dpositaires
- Consignation, Dconsignation des bouteilles
- Existence des carts au niveau des prvisions
3
Processus
Production
- CSC - Rforme - Rparation - Logistique
- Bouteilles pleines - Bouteilles rparer ou
rformer
- Bouteilles vides, rpares - Accessoires bouteilles, Gaz -
Besoins clients, - Rglementation - Plan de repreuve -
Planification
- Taux de rendement, que ce soit pour les machines ou M.O, n'est
pas atteint
- Manque d'effectif - Manque de stock bouteilles vides -
Oprateurs non qualifis - Pas d'indicateurs de suivis
1
Processus Logistique
- CSC - Production - Rparation
- Camions - Livraisons selon
planning
- Besoins des clients (CSC) - Planning
- Existence des carts mineurs dus l'attente des camions
- Livraisons rates 3
Processus
Rparation
- Production - Logistique - Rforme
- Bouteilles rpares,
rformer
- Accessoires Bouteilles
- Bouteilles rparer - Accessoires bouteilles - Rglementation
- Taux de rendement n'est pas atteint - % des bouteilles rparer
provenant de
chaque centre avec un taux d'erreur (tri)
- Goulot au niveau du four
2
Processus Rforme - Production - Rparation
- Bouteilles rformes
(craser)
- Bouteilles rformer - Rglementation
- Grande quantit des bouteilles rformes - Pas de suivi des
bouteilles rformes
provenant de chaque centre ou par
dpositaire
- Taux Rforme par nature (ge, gonflage)
3
Processus CSC
- P. Metal - Production - Logistique - Commercial
- Besoins clients
- Besoins clients - Planning hebdo des besoins
dpositaires
- Situations des livraisons - Rclamations clients
- Taux de livraisons non atteints (90%) - Il ne faut pas dpasser
3% des rclamations
4
-
Chapitre II : Cartographie des processus, tude et analyse des
gaps
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie 36
Tableau II. 3 : les processus, leurs indicateurs de performance
existants et manquants
Comme cit auparavant, l'objectif de la cartographie des
processus ne se limite pas la
reprsentation des processus et leurs interrelations, mais elle
permet aussi l'exploitation des
donnes en se basant sur des indicateurs de performance.
Pour cela, nous prsentons tout dabord une synthse des temps des
diffrentes oprations,
puis nous passons au calcul du temps total du process (TP), et
du dlai total du process (DP),
afin de calculer le ratio qui reprsente le pourcentage du temps
valeur ajoute par rapport au
dlai total de la fabrication. Ce ratio est calcul par la formule
suivante :
P
P
DPD
TTTRatio )/(
quation II. 1 : Calcul du ration entre temps et dlai process
Processus Indicateurs existants Indicateurs manquants
Processus Production - Indicateur de
rendement
- Indicateur dallure - Indicateur de disponibilit
Processus Logistique - Indicateur de suivi
journalier des camions ----------------------
Processus Rparation - Aucun indicateur - Indicateur dallure -
Indicateur de disponibilit
Processus Rforme - Aucun indicateur - Indicateur dallure -
Indicateur de disponibilit
Processus CSC - OTIF - Pourcentage des
rclamations par
rapport aux appels
-----------------------
-
Chapitre II : Cartographie des processus, tude et analyse des
gaps
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie 37
IV.1.1. Analyse de la cartographie du processus ARB
Le tableau suivant prsente les temps et les dlais du process de
rparation des bouteilles :
Tableau II. 4 : Synthse de temps et dlai process pour l'ARB
Opration Temps Process TP (min) Dlai Process DP (min)
Entre bouteilles 0,16 0,16
Four 47,6 59,2
Test Hydraulique 1 7,33
Grenailleuse 0,58 2,08
Mtallisation 1,83 6,83
Peinture 3,75 9,16
Schage 4,53 15,83
Tarage & Serrage 2 13,8
Temps Total (min) 61,45 114,39
Ratio (TP / DP) 54%
Comme on peut le constater sur le tableau ci-dessus, pour
certaines oprations il y a des carts
importants entre le dlai et le temps process, cet cart est la
consquence directe dun
ensemble de tches sans valeur ajoute, cest ce qui justifie le
faible ratio qui ne dpasse pas
54%. Ces tches vont tre dtailles par la suite sur un graphe de
causes-effet.
Le graphe suivant reprsente les temps et les dlais par opration
du process de rparation des
bouteilles (ARB).
-
Chapitre II : Cartographie des processus, tude et analyse des
gaps
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie 38
Figure II. 7 : Graphe des Temps et Dlai process par opration
dans le processus ARB
Le graphe montre lcart important entre les temps et les dlais du
process surtout au niveau
de l'opration Four (Traitement thermique), au niveau de
l'opration Schage et au niveau de
l'opration Tarage et Serrage, et ceci peut tre interprt comme
suit :
- Le temps de sjour des bouteilles dans le Four est assez
long;
- Le Four reprsente un goulot d'tranglement par rapport aux
autres postes;
- Au niveau du poste Serrage des robinets, la tche est manuelle,
ce qui augmente le
dlai process de cette tche.
- Etc.
IV.1.2. Analyse de la cartographie du processus d'emplissage des
bouteilles
Le tableau suivant prsente les temps et les dlais process du
processus emplissage des
bouteilles :
0
10
20
30
40
50
60
70
Tem
ps
(min
) Temps et Dlai par opration du processus ARB
Dlai process
Temps de process
-
Chapitre II : Cartographie des processus, tude et analyse des
gaps
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie 39
Tableau II. 5 : Synthse de temps et dlai process pour le
processus emplissage bouteilles
Comme ce qui a t constat dans le tableau d'emplissage des
bouteilles, on observe
lexistence dun cart important entre les temps et dlais
process.
Le graphe ci-dessous prsente les temps et dlais process par
opration.
Opration Temps Process TP (min) Dlai Process DP (min)
Dchargement & Dchapeautage 4,4 4,4
Tri 0,05 7,55
Mange 1,1 2,06
Plonge 1,63 4,43
Capsulage 0,36 0,72
Contrle fuite 0 0,16
Chargement 5,1 6,78
Temps Total (min) 12,64 26,1
Ratio (TP / DP) 48%
-
Chapitre II : Cartographie des processus, tude et analyse des
gaps
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie 40
Figure II. 8 : Graphe des Temps et Dlai process par opration
dans le processus emplissage
Sur ce graphe, on peut constater un cart important ainsi que des
postes non oprationnel
surtout au niveau du Tri, au niveau du poste Plonge et au niveau
du poste Contrle fuite, ceci
peut tre interprt comme suit :
- L'oprateur excute deux tches en parallles (trier les
bouteilles et librer les
bouteilles coinces au niveau du contrle poids) ;
- Le tri se fait le long de la chane, ce qui qui augmente le
temps d'attente du poste tri ;
- Pas de contrle en amont et en aval de la chane ;
- Pertes dues aux micro-arrts et la marche vide ;
- Problmes lis la main d'uvre (parfois des postes de travail ne
sont pas
oprationnels cause de manque du personnel) ;
- Problmes lis au stock des bouteilles vides ;
- Problmes lis l'oprateur du mange qui arrte son poste et
s'occupe de trier les
bouteilles pour librer le poste de contrle poids, cette opration
cause des pertes de
temps ce qui bloque le reste de la chaine et cause des pertes en
production.
0
1
2
3
4
5
6
7
8
Tem
ps
(min
) Temps et Dlai par opration du processus emplissage
Dlai process
Temps process
-
Chapitre II : Cartographie des processus, tude et analyse des
gaps
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie 41
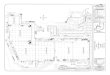
IV.1.3. Diagnostic du processus logistique Mtal
Afin de pouvoir couvrir tout le territoire marocain, assurer la
proximit au client, respecter les
dlais et viter toute pnurie au niveau du stock des bouteilles
vides ainsi que les
consommables et accessoires des bouteilles, lorganisation des
circuits de distribution, la
programmation des dparts de livraison et des quantits demandes,
lalternance des livreurs
sur les diffrentes zones et le suivi de la bonne maintenance du
matriel est une chose
essentielle pour mener bien la mission du processus gestion Mtal
qui doit assurer
l'approvisionnement des centres emplisseurs de Vivo Energy Maroc
ainsi que les centres
emplisseurs confrres en matire de Mtal, ces centres sont rpartis
presque dans tout le
territoire du Maroc et reprsentent 18 centres emplisseurs
approvisionner. La figure II.9
schmatise la rpartition de ces centres les plus importants dans
le territoire marocain.
La logistique Mtal peut tre subdivise en deux grandes parties
:
A. Gestion du Transport
Pour alimenter les stocks des dix-huit centres emplisseurs en
bouteilles vides et accessoires
bouteilles, le processus gestion Mtal dispose en maximum deux
camions, ce qui revient
dire une complexit de la planification des tournes et de
minimisation des cots de transport.
B. Gestion de stock
Avant d'approvisionner un centre emplisseur, il faut tout
d'abord savoir quelle est la quantit
qu'on doit transporter, et ceci n'est valable que si on arrive
bien grer les stocks que ce soit
pour les consommables et accessoires des bouteilles ou bien
videmment le stock des
bouteilles vides disponible et dans le stock du processus Mtal
et dans le stock chez les autres
centres emplisseurs.
-
Chapitre II : Cartographie des processus, tude et analyse des
gaps
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie 42
MOHAMMEDIA GAZ II C.E.
SAFI C.E.
ISMALIA GAZ (Mekns)
GAZ AFRIC AGADIR
TADLA GAZ
SALAM GAZ SKHIRAT
GAZ AFRIC TIZNIT OUARGAZ (Ouarzazate)
Figure II. 9 : Rpartition des centres emplisseurs et
rcapitulatif des stocks des bouteilles vides
-
Chapitre II : Cartographie des processus, tude et analyse des
gaps
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie 43
Conclusion
L'tude des flux que nous avons mene par le biais de la
reprsentation schmatique en
cartographies des flux et des processus a t fructueuse vu quelle
nous a permis d'identifier
les principaux problmes et de donner une valuation de la maturit
et de progrs des
processus, et ceci pour prparer le chantier d'amlioration et de
la ringnierie des processus
qui sera trait dans le chapitre suivant.
-
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie 44
Chapitre III : Ringnierie du processus Mtal
-
Chapitre III : Ringnierie du processus Mtal
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie 45
Introduction
Avant d'entamer les chantiers d'amlioration du processus gestion
Mtal, nous avons eu
recours tout d'abord une analyse et une tude de la capacit de
production actuelle de l'ARB,
dans but d'identifier le poste goulot parmi tous les postes de
l'atelier ARB. Ensuite des
solutions d'amlioration de la productivit de l'ARB ont t
proposes.
Notre projet concerne aussi l'aspect gestion de stock des
consommables et accessoires des
bouteilles. L'objectif est la dtermination de la politique
d'approvisionnement convenable
pour chaque article ou pour chaque classe d'articles.
La dernire partie propose une tude pour rsoudre le problme de
tourne de vhicule tout en
restant dans les limites d'optimisation des cots de transport et
viter les ruptures de stock.
I. Amlioration de la capacit de production de l'atelier ARB
I.1. tapes d'une tude d'amlioration
L'tude et l'analyse des capacits de production de chaque poste
de travail de l'atelier
ARB s'avrent ncessaires dans la mesure o elles nous permettent
de dterminer la capacit
de production actuelle et les activits valeur ajoute. Ainsi,
nous avons eu recours la
dmarche suivante :
- Identification de la taille des lots dans chaque poste ;
- numration des tches dans chaque poste de travail ;
- Chronomtrage des tches.
-
Chapitre III : Ringnierie du processus Mtal
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie 46
I.1.1. Identification de la taille des lots dans chaque
poste
La rparation des bouteilles dans l'atelier ARB se fait suivant
les tapes prsentes dans la
cartographie du processus rparation des bouteilles (Chapitre 2,
Figure II.5). Dans cet atelier,
il y a deux types de bouteilles qui sont rpares : les bouteilles
12 Kg et les bouteilles 3 Kg.
La taille des lots se diffre selon le type de bouteilles rpares
et selon les postes de travail.
En parcourant la chane de rparation des bouteilles depuis le
poste de chargement des
bouteilles dans le convoyeur d'admission jusqu' la fin de la
chane, nous avons dtermin la
taille des lots dans chaque poste de travail.
Le tableau suivant reprsente les diffrents postes de travail
ainsi que la taille des lots :
Tableau III. 1 : La taille des lots des postes de travail de
l'ARB
Poste de travail Taille des lots
Four - Lot = 5 Bouteilles 12 Kg - Lot = 12 Bouteilles 3 Kg
Test Hydraulique - Lot = 5 Bouteilles 12 Kg - Lot = 10
Bouteilles 3 Kg
Grenailleuse - Lot = 1 Bouteille 12 Kg - Lot = 2 Bouteilles 3
Kg
Mtallisation - Lot = 1 Bouteille 12 Kg - Lot = 1 Bouteille 3
Kg
Peinture - Lot = 1 Bouteille 12Kg - Lot = 1 Bouteille 3 Kg
Schage - Lot = 1 Bouteille 12 Kg - Lot = 1 Bouteille 3 Kg
Tarage & Serrage - Lot = 1 Bouteille 12Kg - Lot = 1
Bouteille 3 Kg
-
Chapitre III : Ringnierie du processus Mtal
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie 47
I.1.2. numration des tches dans chaque poste de travail
La rparation des bouteilles dans l'atelier ARB s'effectue par
une seule quipe pendant une
seule pause de huit heures. Les principales tches dans chaque
poste sont rsumes dans le
tableau suivant :
Tableau III. 2 : Tableau des tches effectues dans chaque poste
de travail de l'atelier ARB
I.1.3. Chronomtrage des tches
Aprs la dtermination des tapes lmentaires dans chaque poste du
processus de rparation
des bouteilles l'ARB, nous avons commenc le chronomtrage de
chaque tape ayant une
valeur ajoute afin de dterminer le temps de cycle de chaque
opration.
Poste de travail Tches effectues
Four
- Suspendre les bouteilles dans des barres pour le traitement
thermique
- Dcrocher les bouteilles et les charger dans un convoyeur
Test Hydraulique
- Chargement des bouteilles dans la machine de test
hydraulique
- Dchargement des bouteilles dans un convoyeur
Grenailleuse - Chargement des bouteilles dans la grenailleuse -
Dchargement des bouteilles dans le convoyeur
Mtallisation - Accrochage des bouteilles - Surveillance de la
mtallisation des bouteilles
Peinture - Surveillance de l'opration de peinture
Schage - Pas d'intervention
Tarage & Serrage - Contrler le poids des bouteilles - Serrer
le robinet ou la boite clapet
-
Chapitre III : Ringnierie du processus Mtal
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie 48
Le tableau suivant reprsente les temps de cycle de chaque poste
de travail y inclus les tches
cites auparavant :
Tableau III. 3 : Temps de cycle de chaque poste
On voit clairement que le temps de cycle du Four reprsente
29,61
6,47%78 du temps
global. Par consquent le Four reprsente le poste de travail qui
ncessite le plus
d'interventions, car sa productivit est lie directement la
productivit totale de l'Atelier
ARB.
I.1.4. tude des capacits des postes
Le chronomtrage que nous avons effectu dans chaque poste de
travail ainsi que la
dtermination de la taille des lots nous a permis de dterminer la
cadence de chaque poste. Le
tableau III.3 illustre les rsultats obtenus pour chaque poste de
travail :
Poste de travail Temps de cycle (min)
Four 47,6
Test Hydraulique 1
Grenailleuse 0,58
Mtallisation 1,83
Peinture 3,75
Schage 4,53
Tarage & Serrage 2
Temps Total (min) 61,29
-
Chapitre III : Ringnierie du processus Mtal
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie 49
Tableau III. 4 : Cadences des postes de l'atelier ARB
D'aprs les deux tableaux III.2 et III.3, il apparait clairement
que le Four est un poste goulot,
vu qu'il reprsente une cadence minimale et un temps de cycle
maximal par rapport aux autres
postes. Pour remdier ce problme, nous avons propos deux plans
d'action pour augmenter
la productivit de l'atelier ARB.
I.2. Les chantiers d'amlioration de la productivit de l'ARB
Augmenter la productivit de l'atelier ARB revient amliorer la
productivit de chaque poste
de travail et principalement le poste goulot. Ainsi, nous avons
propos deux plans
d'amlioration qui peuvent remdier ce problme. Un plan d'action
concerne l'ensemble de
l'atelier ARB et un autre se focalisant principalement sur le
poste goulot.
I.2.1. Amlioration par la mthode gestion par atelier
Comme il a t cit auparavant, la capacit de production actuelle
de l'Atelier ARB est de 600
bouteilles par jour. La rparation des bouteilles au sein de
l'atelier ARB se fait sous forme
d'une chane o les bouteilles ne peuvent accder au poste aval que
si elles ont termin leurs
Poste de travail Cadence (Bouteilles / h)
Four 69
Test Hydraulique 300
Grenailleuse 308
Mtallisation 229
Peinture 192
Schage 197
Tarage & Serrage 300
-
Chapitre III : Ringnierie du processus Mtal
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie 50
traitements au poste amont. Le schma suivant reprsente la chane
de rparation des
bouteilles au sein de l'atelier ARB.
FourTest
HydrauliqueGrenailleuse Mtallisation Peinture Schage
Tarage &
Serrage
Flux physique des bouteilles
Figure III. 1 : Chane de rparation des bouteilles actuelle
La nouvelle organisation propose s'appelle la gestion par
atelier; elle se base principalement
sur le fait de dcomposer l'atelier ARB en petits ateliers en
prenant en compte la possibilit
d'avoir des stocks tampons entre ces petits ateliers, pour
satisfaire, au moment opportun, la
disponibilit des bouteilles au poste suivant. Chaque petit
atelier contient un ou plusieurs
postes de travail de l'atelier ARB.
La figure III.2 reprsente la nouvelle organisation de l'Atelier
de Rparation des Bouteilles
ARB :
Atelier 1 Atelier 2 Atelier 3 Atelier 4
Stock
tampon
Stock
tampon
Stock
tampon
Figure III. 2 : La nouvelle dcomposition de l'ARB
Le tableau suivant reprsente les diffrents postes de travail
contenus dans chaque atelier :
Tableau III. 5 : Les postes de travail contenus dans chaque
atelier
Atelier Poste de travail
Atelier 1 - Four
Atelier 2 - Test Hydraulique - Grenailleuse
Atelier 3 - Mtallisation - Peinture - Schage
Atelier 4 - Tarage & Serrage
-
Chapitre III : Ringnierie du processus Mtal
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie 51
En se basant sur le calcul de la cadence dans chaque poste de
travail de l'ARB prsent dans
le tableau III.3, et grce la nouvelle dcomposition de l'ARB en
quatre ateliers, nous avons
pu calculer une nouvelle capacit de production au sein de
l'atelier de rparation des
bouteilles. Pour cela, nous avons fait la formulation
mathmatique du problme comme
suivant :
a. Formulation mathmatique
Fonction objective
La fonction objective que nous avons tablie doit prendre en
considration les ressources
disponibles de l'entreprise, savoir la disponibilit de la main
d'uvre et la disponibilit des
postes de travail.
D'o la fonction objective suivante : Maximiser la capacit de
production de l'Atelier de
Rparation des Bouteilles tout en respectant le volume horaire de
travail de la main d'uvre
qui ne doit pas dpasser 8 heures par jour.
Soit donc la formulation mathmatique de la fonction objective
:
),,,()( 44332211 XCXCXCXCMinZMax
quation III. 1 : Fonction objective
Avec :
iC La cadence minimale de l'Atelier iA o 4,...,1i ;
iX Le temps de fonctionnement d'un poste de travail par
jour.
Les contraintes de la fonction objective
-
Chapitre III : Ringnierie du processus Mtal
Cartographie du processus gestion Mtal, tude des gaps et
ringnierie 52
Comme il a t cit auparavant, la nouvelle dcomposition de l'ARB
suppose avoir des stocks
tampons entre l'atelier Ai et l'atelier Ai+1. D'o la ncessit
d'quilibrer la capacit de
production de l'atelier Ai et Ai+1.
Soit les contraintes suivantes :
0
0
0
4433
3322
2211
XCXC
XCXC
XCXC
quation III. 2 : Contraintes d'quilibrage des capacits
La contrainte d'quilibrage de la main d'uvre doit tre infrieure
ou gale au nombre
d'oprateurs disponibles dans l'atelier ARB multipli par un jour
de travail (8 heures).
Le tableau suivant reprsente le nombre d'oprateurs disponibles
dans chaque atelier ainsi que
le volume horaires de travail des oprateurs par jour.
Tableau III. 6 : Nombre d'oprateur par atelier ainsi que leur
volume horaire de travail par jour
Do la contrainte d'quilibrage de la main d'uvre s'crit sous la
forme suivante :
8131043253 4321 XXXX