Embed Size (px)
Citation preview
PROJECTION THERMIQUE :PROCÉDÉS – DANGERS – POPULATION EXPOSÉE
ET NIVEAUX D’EXPOSITION
Barbara SAVARYINRS Vandœuvre-lès-Nancy
Département Métrologie des polluants Laboratoire de Caractérisation du Risque Chimique
Les mardis de Fernand Widal - Metranep
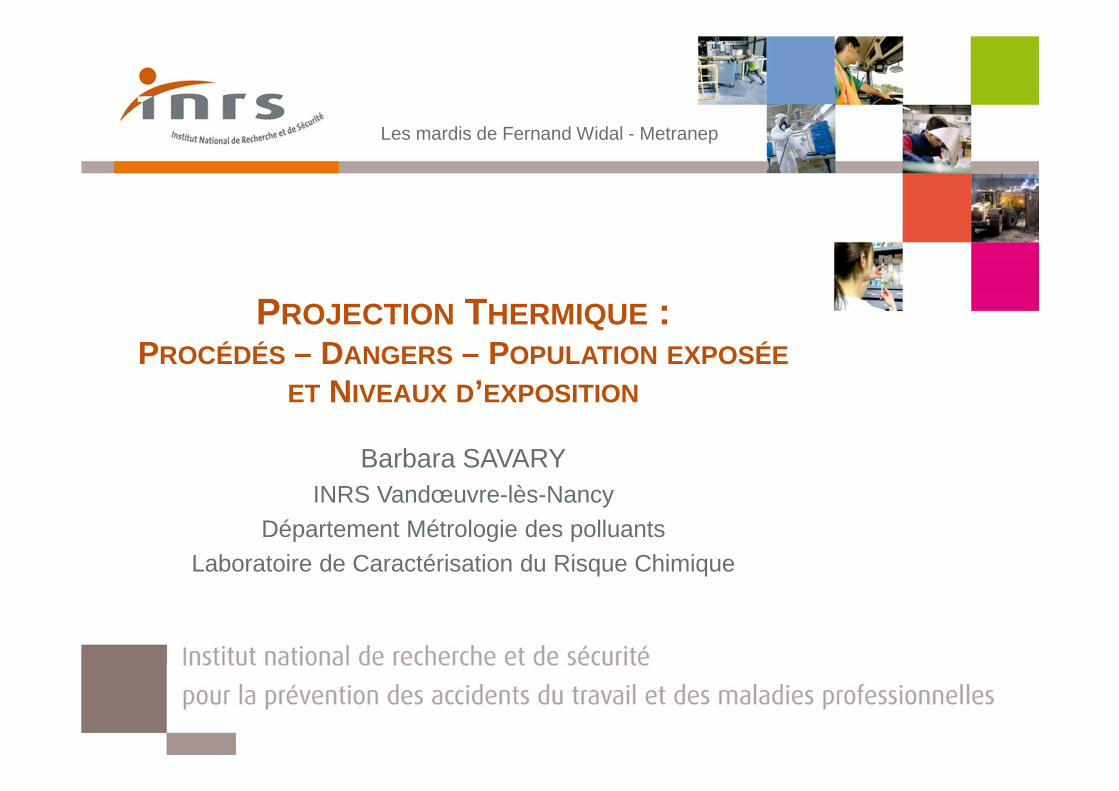
Définition
► Opération qui consiste à modifier les propriétés de surface d’un matériau
► Traitement mécanique, électrochimique, chimique ou physique► Une étape de préparation des surfaces est souvent nécessaire
Le traitement de surface
Traitement de surface
Traitement de surface
Voie Humide
(bains)
Voie Humide
(bains)Voie sècheVoie sèche
PlacagePlacageRechargement
par soudureRechargement
par soudure
Dépôts chimiques en phase vapeur
Dépôts chimiques en phase vapeur
Dépôts physiques en phase vapeur
Dépôts physiques en phase vapeur
Projection thermiqueProjection thermique
Conversion (sulfuration /
phosphatation…)
Conversion (sulfuration /
phosphatation…)DiffusionDiffusion
Transformation structurale (trempe)
Transformation structurale (trempe)
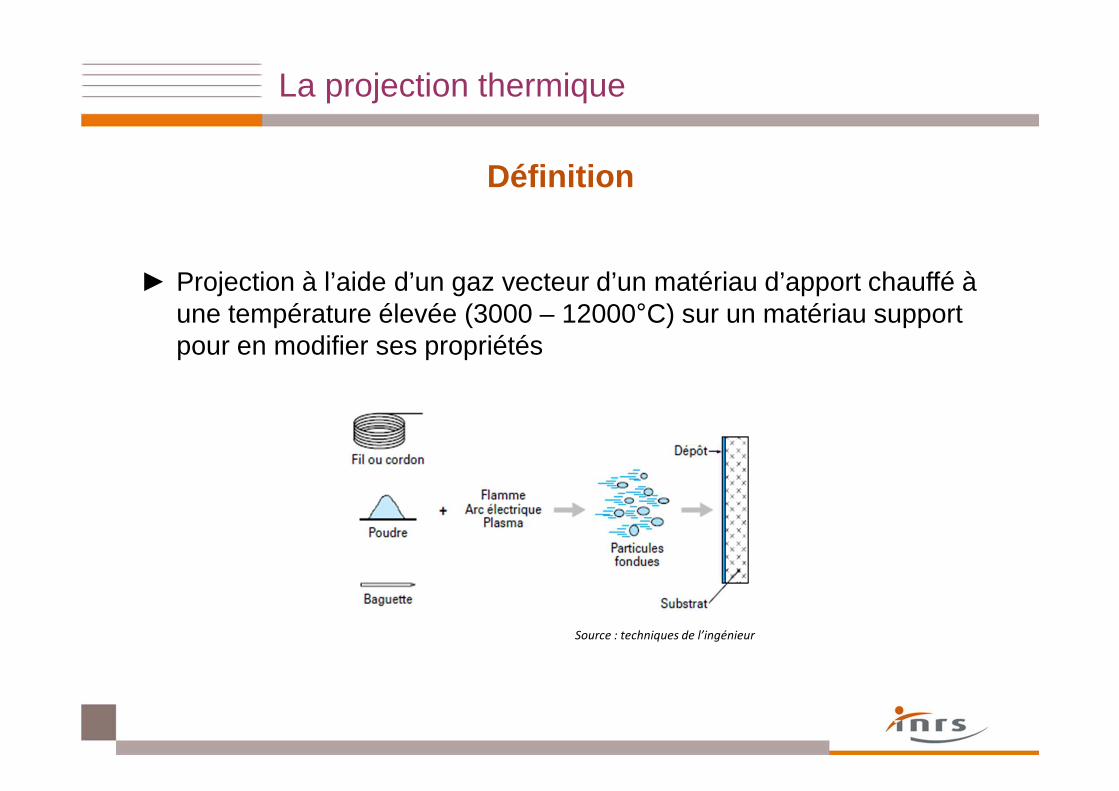
Définition
► Projection à l’aide d’un gaz vecteur d’un matériau d’apport chauffé à une température élevée (3000 – 12000°C) sur un matériau support pour en modifier ses propriétés
La projection thermique
Source : techniques de l’ingénieur
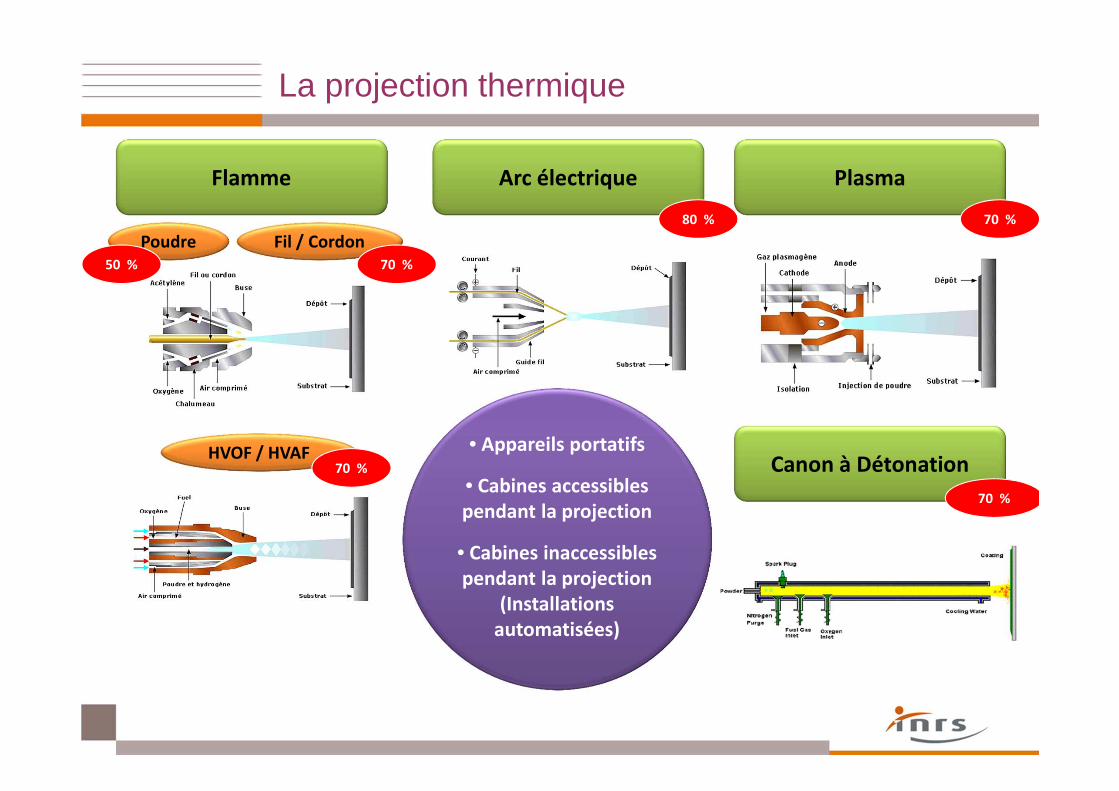
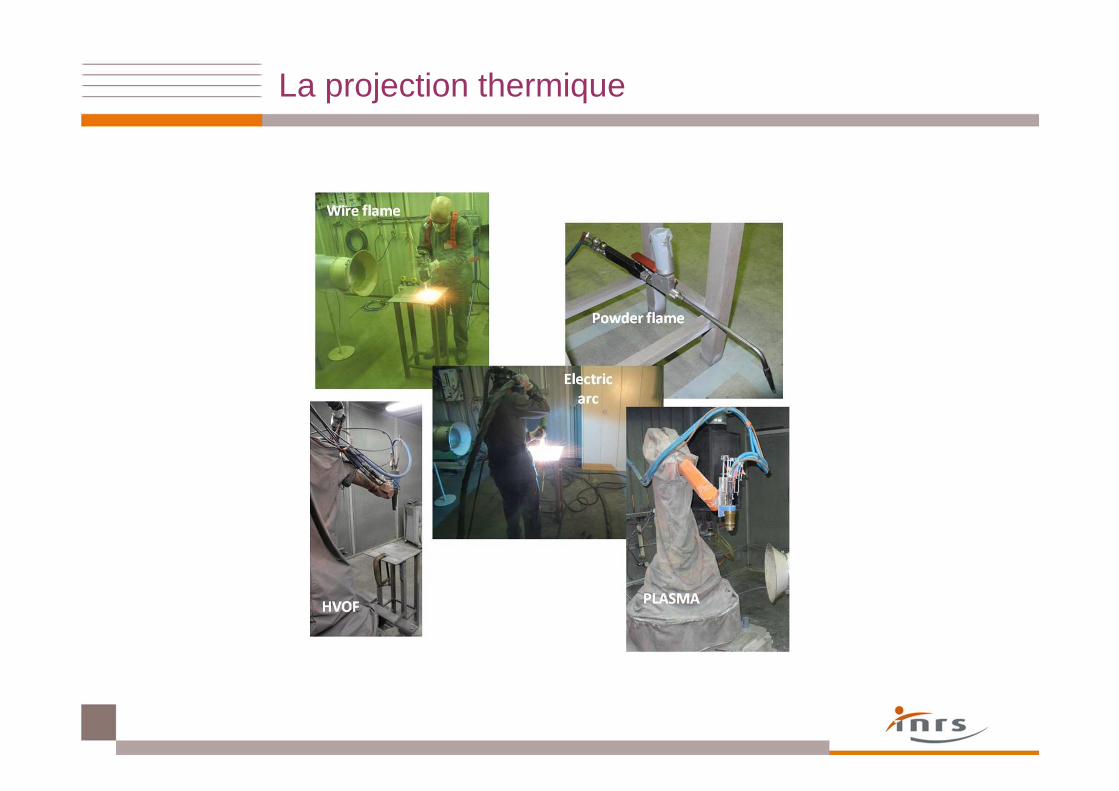
La projection thermique
Flamme
HVOF / HVAF
Arc électrique Plasma
Canon à Détonation• Appareils portatifs
• Cabines accessibles pendant la projection
• Cabines inaccessibles pendant la projection
(Installations automatisées)
Poudre Fil / Cordon50 % 70 %
80 % 70 %
70 %
70 %
La projection thermique
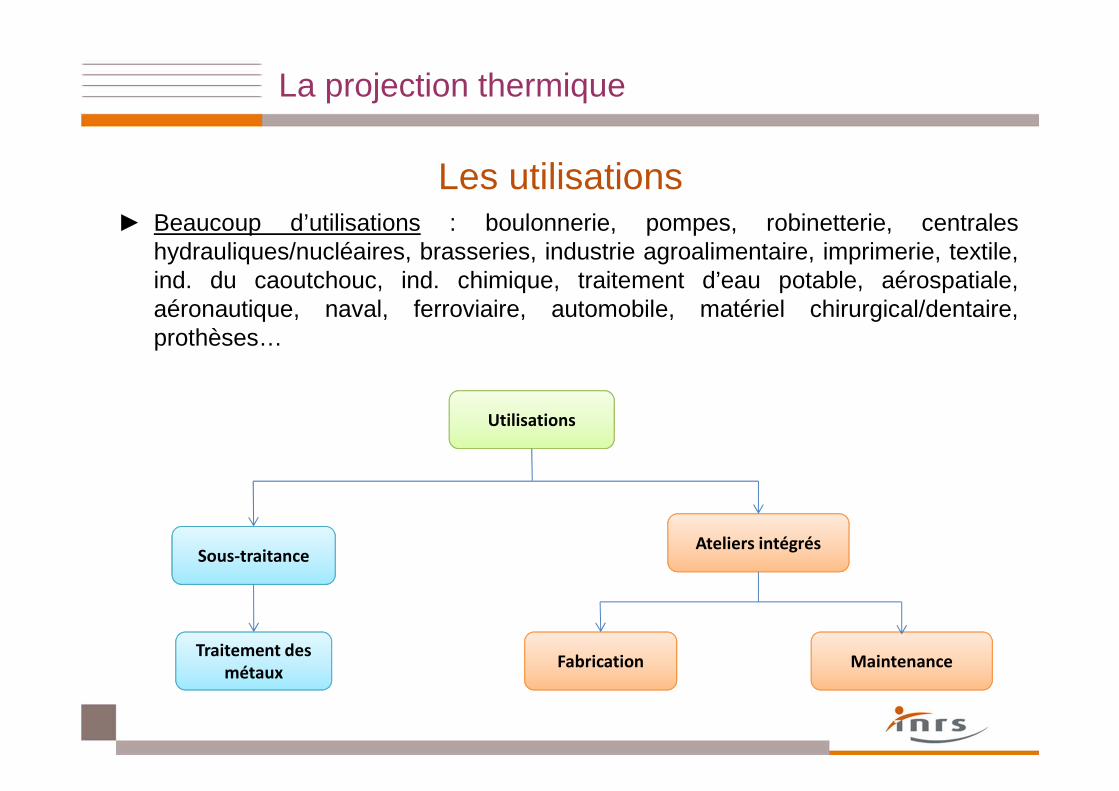
Les utilisations► Beaucoup d’utilisations : boulonnerie, pompes, robinetterie, centrales
hydrauliques/nucléaires, brasseries, industrie agroalimentaire, imprimerie, textile,ind. du caoutchouc, ind. chimique, traitement d’eau potable, aérospatiale,aéronautique, naval, ferroviaire, automobile, matériel chirurgical/dentaire,prothèses…
La projection thermique
Utilisations
Ateliers intégrés
MaintenanceFabrication
Sous-traitance
Traitement des métaux
Avantages
►Choix du couple matériau projeté – support►Choix dans le type de projection►Choix dans la taille de la pièce à traiter► Installations mobiles►Diversité d’applications
La projection thermique
Méthodologie
► Sélection de 56 secteurs d’activité (selon nomenclature NAF) en relation avec les données de la bibliographie � 60987 établissements en 2012
► Plan de sondage de 35 % � 21345 établissements interrogés► Questionnaire en 4 parties► Taux de réponse 43 %► Traitement des réponses en regroupant les secteurs NAF en activité
> 18 activités
► Descriptif de 5 procédés uniquement
► Résultats disponibles sur le site internet INRS – NS 326
Etude INRS
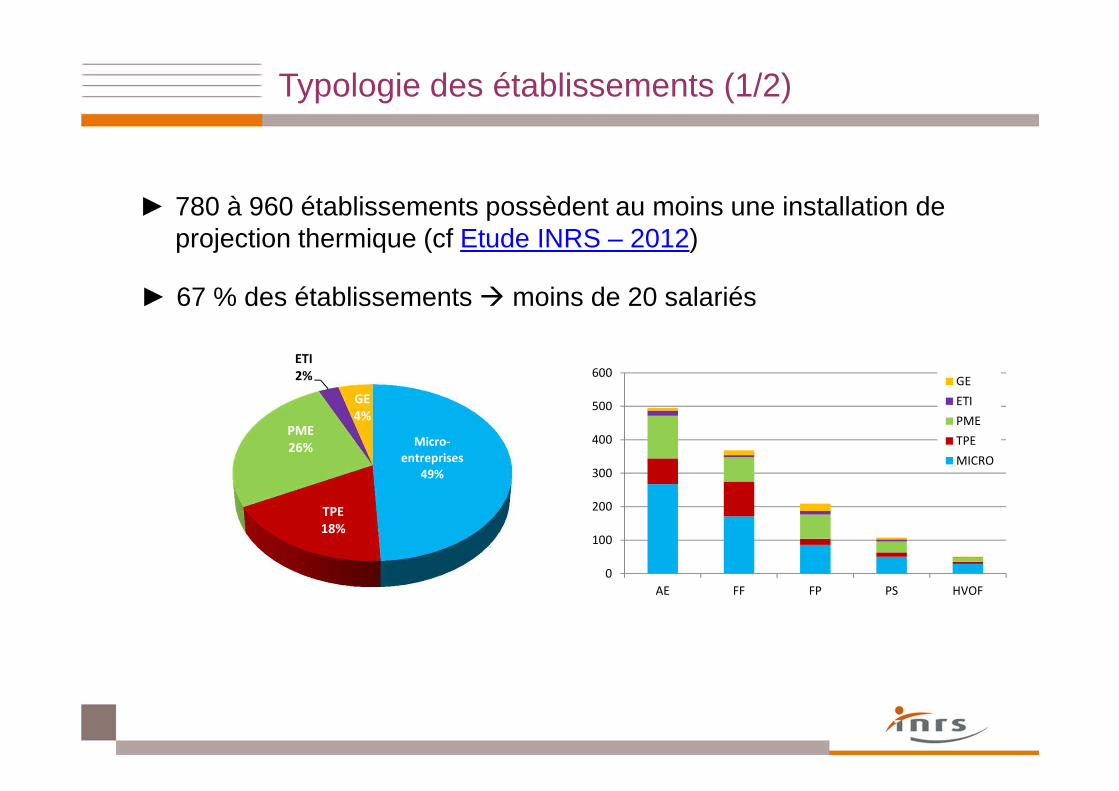
► 780 à 960 établissements possèdent au moins une installation de projection thermique (cf Etude INRS – 2012)
Typologie des établissements (1/2)
► 67 % des établissements � moins de 20 salariés
Micro-entreprises
49%
TPE18%
PME26%
ETI2%
GE4%
0
100
200
300
400
500
600
AE FF FP PS HVOF
GE
ETI
PME
TPE
MICRO
Typologie des établissements (2/2)
0%
2%
4%
6%
8%
10
%
12
%
14
%
16
%
18
%
20
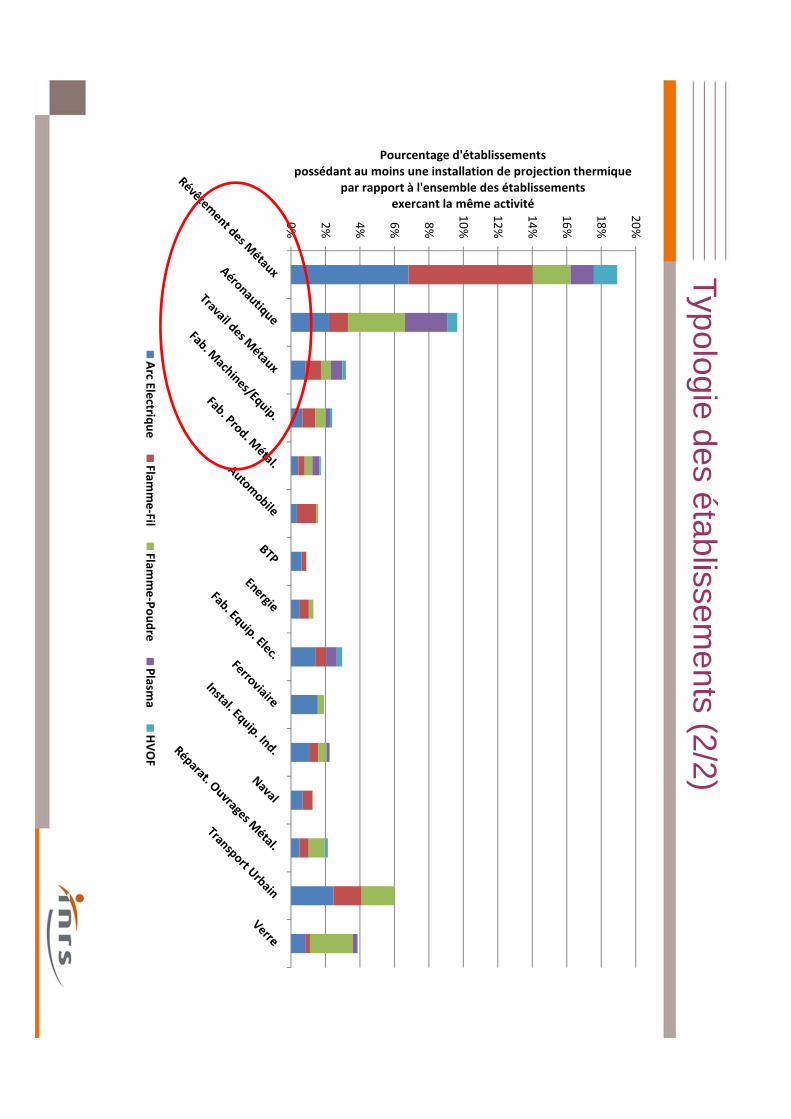
%Pourcentage d'établissements
possédant au moins une installation de projection thermiquepar rapport à l'ensemble des établissements
exercant la même activité
Arc Ele
ctriqu
eFlam
me
-FilFlam
me
-Po
ud
reP
lasma
HV
OF
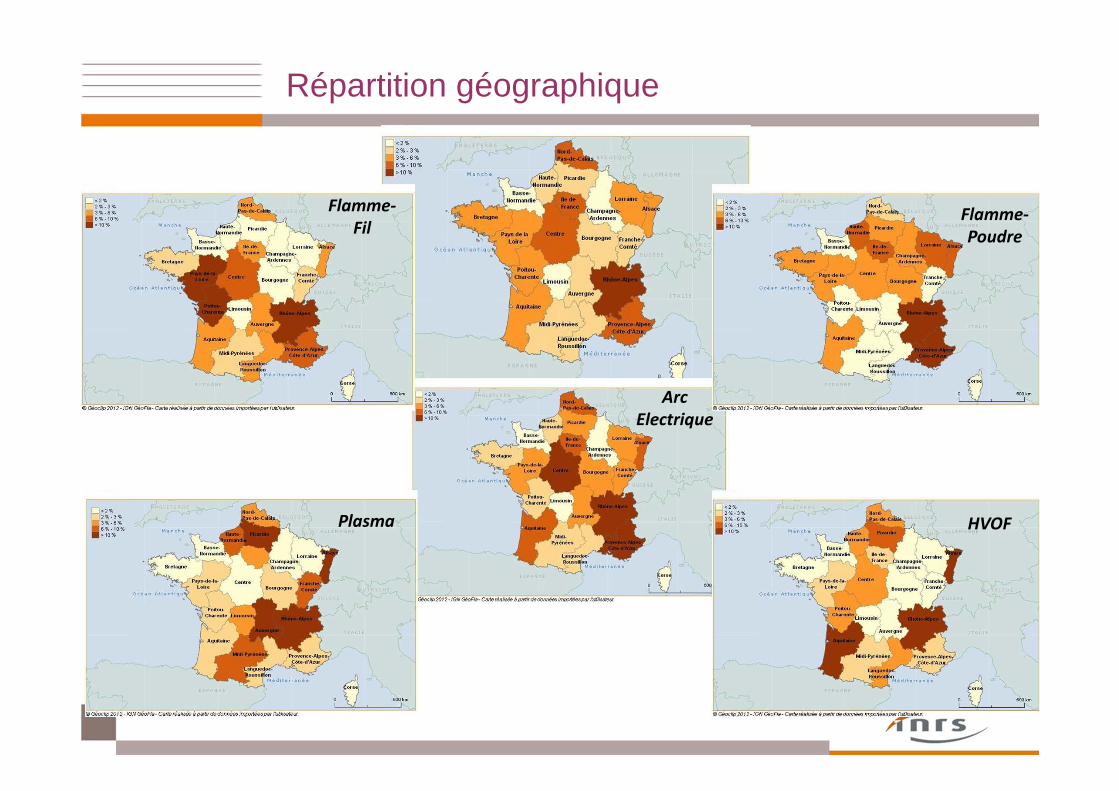
Répartition géographique
Arc
Electrique
Flamme-
FilFlamme-
Poudre
Plasma HVOF
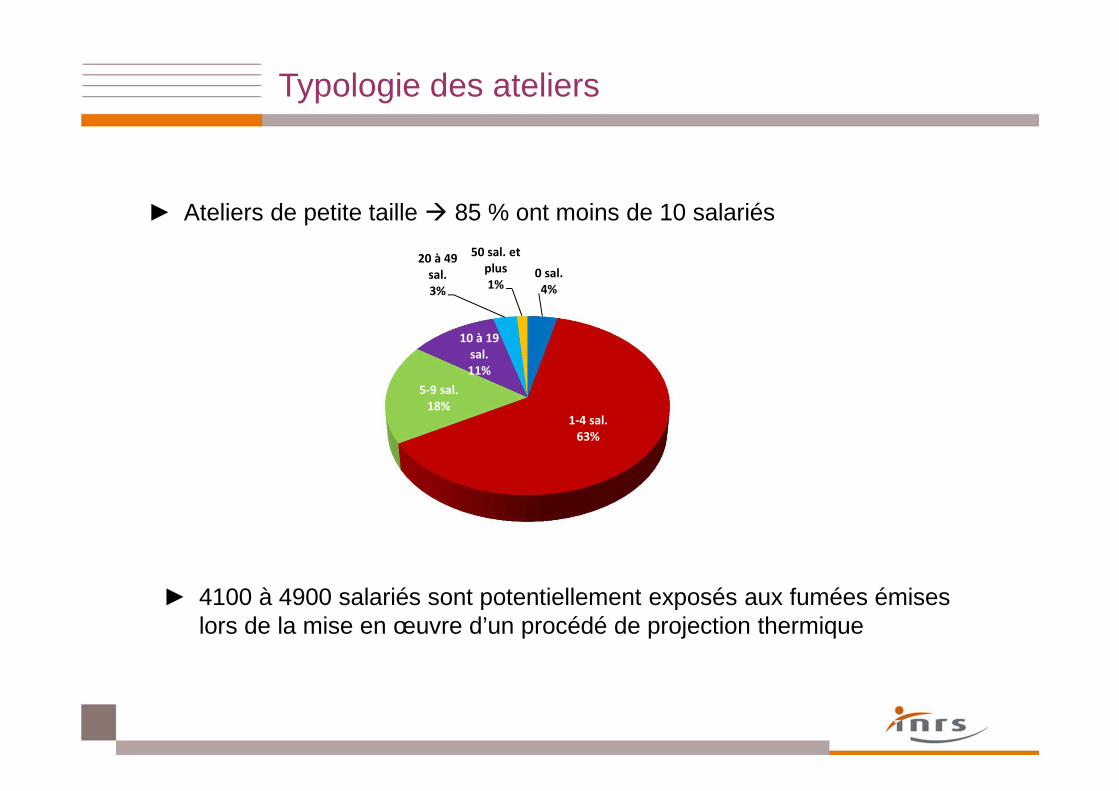
Typologie des ateliers
0 sal.4%
1-4 sal.63%
5-9 sal.18%
10 à 19 sal.11%
20 à 49 sal.3%
50 sal. et plus1%
► Ateliers de petite taille � 85 % ont moins de 10 salariés
► 4100 à 4900 salariés sont potentiellement exposés aux fumées émises lors de la mise en œuvre d’un procédé de projection thermique
0
200
400
600
800
1000
1200
1400
1600
Arc électrique Flamme-Fil Flamme-Poudre Plasma HVOF
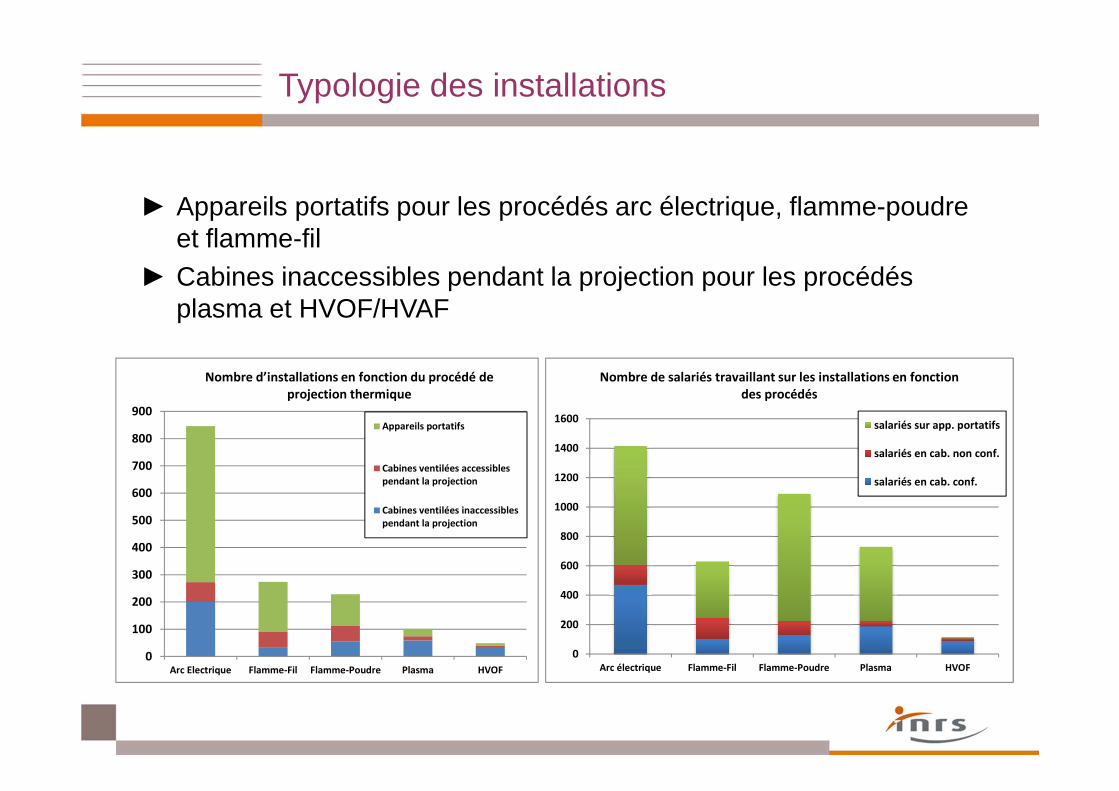
Nombre de salariés travaillant sur les installations en fonction des procédés
salariés sur app. portatifs
salariés en cab. non conf.
salariés en cab. conf.
► Appareils portatifs pour les procédés arc électrique, flamme-poudre et flamme-fil
► Cabines inaccessibles pendant la projection pour les procédés plasma et HVOF/HVAF
Typologie des installations
0
100
200
300
400
500
600
700
800
900
Arc Electrique Flamme-Fil Flamme-Poudre Plasma HVOF
Nombre d’installations en fonction du procédé de projection thermique
Appareils portatifs
Cabines ventilées accessiblespendant la projection
Cabines ventilées inaccessiblespendant la projection
Sidérurgie
Bâtiment
Pétrochimie
Energie
Maintenance
Automobile
Agro-AlimentairePapeterie
Aéronautique
Imprimerie
Métallerie
Armement
Ferroviaire
Verrerie
ElectroniqueIndustrie
Naval
Transport
Pharmacie
Textile
Biomédical
AgricultureChaudronnerie
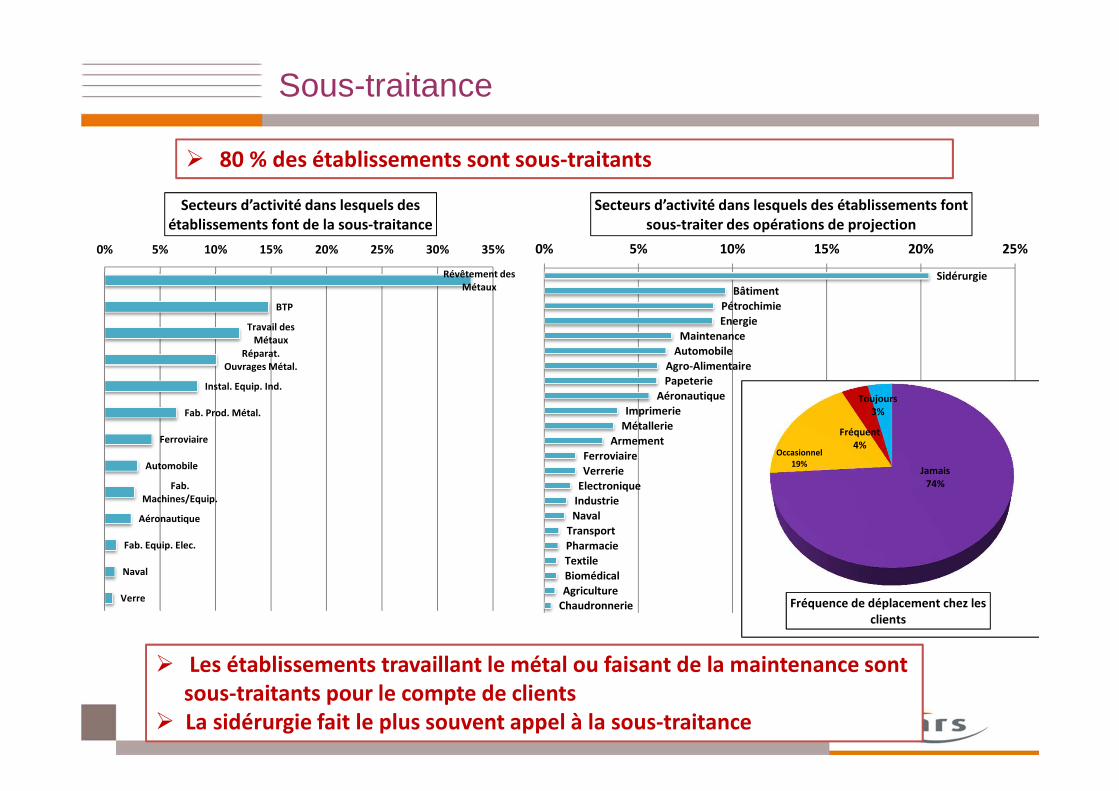
0% 5% 10% 15% 20% 25%
Secteurs d’activité dans lesquels des établissements font sous-traiter des opérations de projection
Sous-traitance
� Les établissements travaillant le métal ou faisant de la maintenance sont sous-traitants pour le compte de clients
� La sidérurgie fait le plus souvent appel à la sous-traitance
� 80 % des établissements sont sous-traitants
Révêtement des Métaux
BTP
Travail des Métaux
Réparat. Ouvrages Métal.
Instal. Equip. Ind.
Fab. Prod. Métal.
Ferroviaire
Automobile
Fab. Machines/Equip.
Aéronautique
Fab. Equip. Elec.
Naval
Verre
0% 5% 10% 15% 20% 25% 30% 35%
Secteurs d’activité dans lesquels des établissements font de la sous-traitance
Jamais74%
Occasionnel19%
Fréquent4%
Toujours3%
Fréquence de déplacement chez les clients
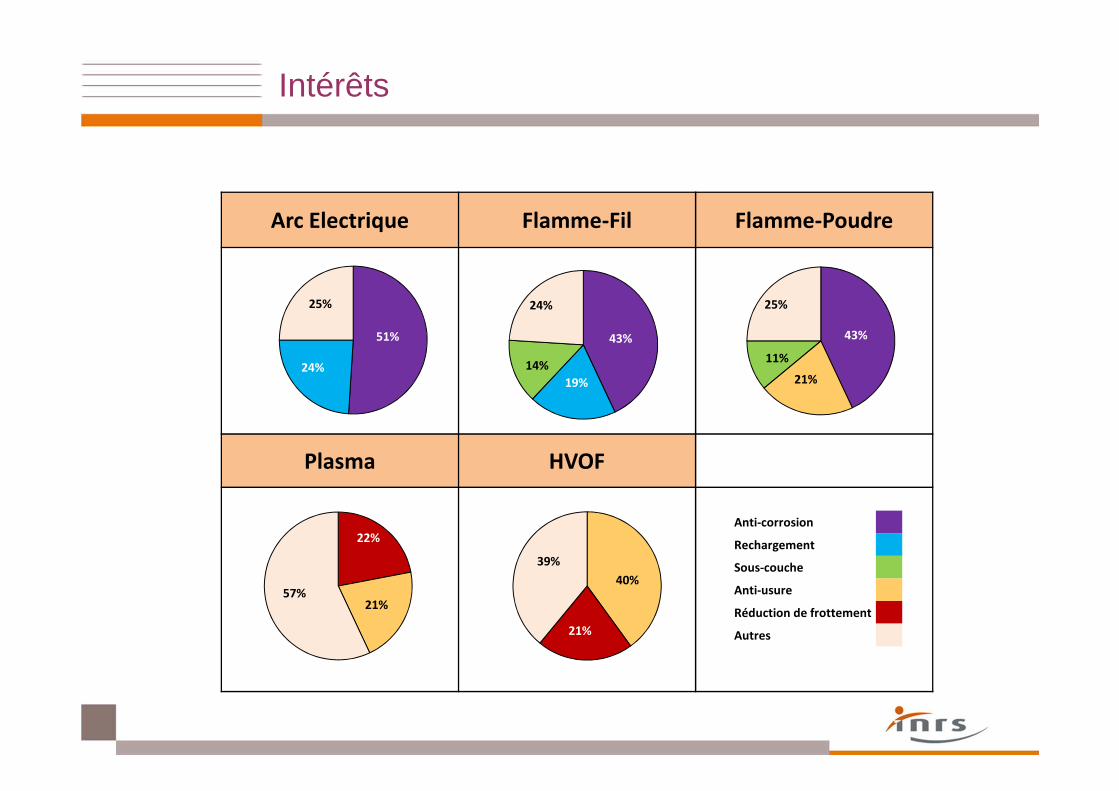
Intérêts
Arc Electrique Flamme-Fil Flamme-Poudre
Plasma HVOF
51%
24%
25%
22%
21%57%
40%
21%
39%
43%
19%
14%
24%
43%
21%
11%
25%
Anti-corrosion
Rechargement
Sous-couche
Anti-usure
Réduction de frottement
Autres
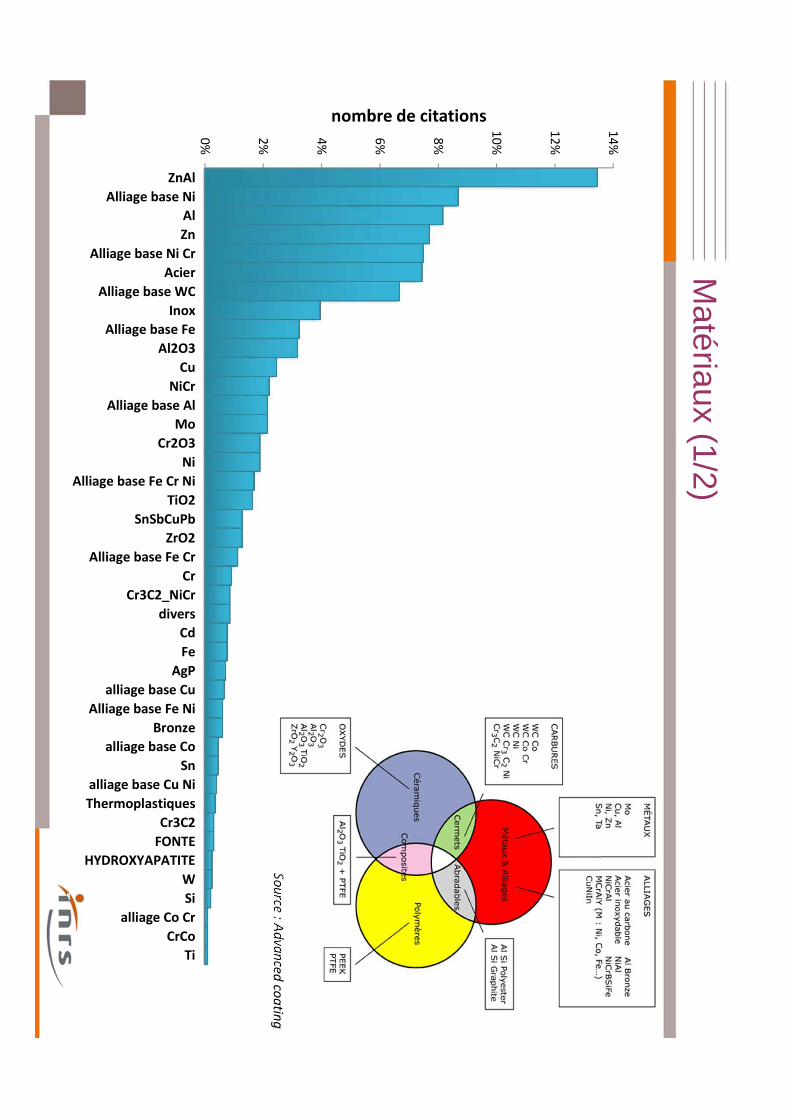
Matériaux (1/2)
So
urce
: Ad
va
nce
d co
atin
g
0%
2%
4%
6%
8%
10
%
12
%
14
%ZnAl
Alliage base Ni
Al
Zn
Alliage base Ni Cr
Acier
Alliage base WC
Inox
Alliage base Fe
Al2O3
Cu
NiCr
Alliage base Al
Mo
Cr2O3
Ni
Alliage base Fe Cr Ni
TiO2
SnSbCuPb
ZrO2
Alliage base Fe Cr
Cr
Cr3C2_NiCr
divers
Cd
Fe
AgP
alliage base Cu
Alliage base Fe Ni
Bronze
alliage base Co
Sn
alliage base Cu Ni
Thermoplastiques
Cr3C2
FONTE
HYDROXYAPATITE
W
Si
alliage Co Cr
CrCo
Ti
nombre de citations
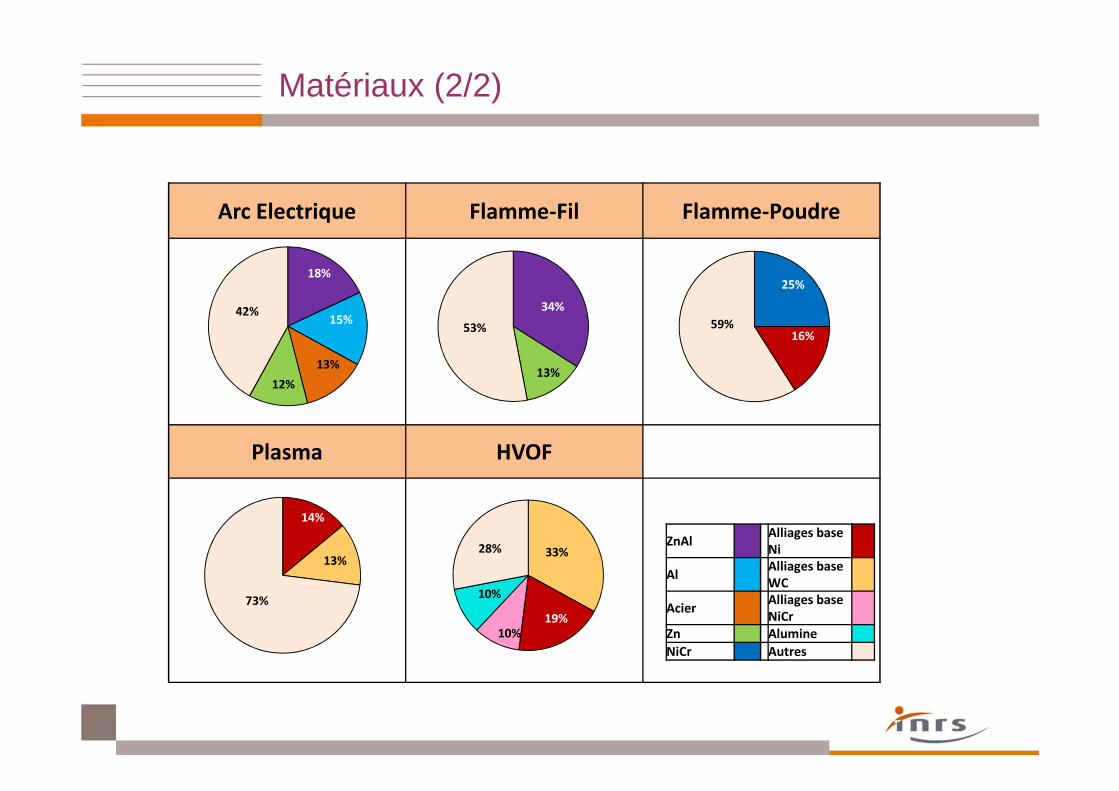
Matériaux (2/2)
Arc Electrique Flamme-Fil Flamme-Poudre
Plasma HVOF
18%
15%
13%
12%
42% 34%
13%
53%
25%
16%59%
14%
13%
73%
33%
19%10%
10%
28%ZnAl
Alliages base Ni
AlAlliages base WC
AcierAlliages base NiCr
Zn Alumine
NiCr Autres
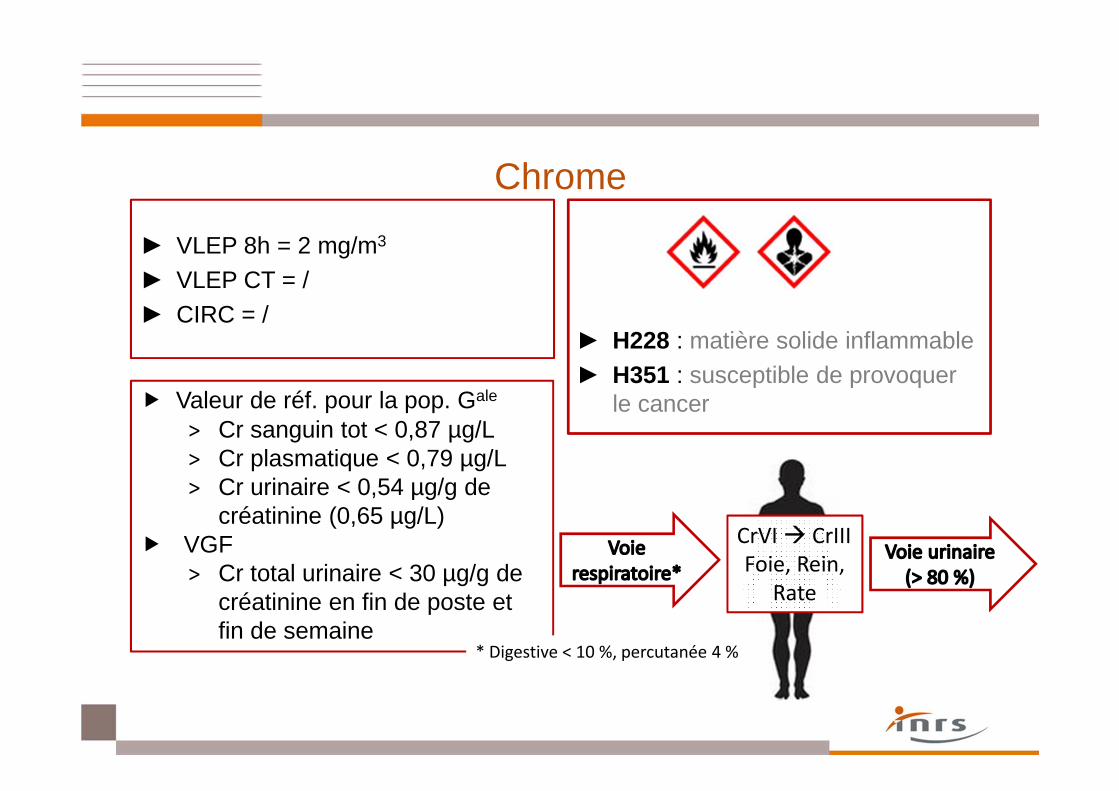
Chrome
► VLEP 8h = 2 mg/m3
► VLEP CT = /► CIRC = /
► H228 : matière solide inflammable► H351 : susceptible de provoquer
le cancer� Valeur de réf. pour la pop. Gale
> Cr sanguin tot < 0,87 µg/L> Cr plasmatique < 0,79 µg/L> Cr urinaire < 0,54 µg/g de
créatinine (0,65 µg/L)� VGF
> Cr total urinaire < 30 µg/g de créatinine en fin de poste et fin de semaine
CrVI � CrIII
Foie, Rein,
Rate
* Digestive < 10 %, percutanée 4 %
Chrome VI► VLEP 8h = 1 µg/m3
► VLEP CT = 5 µg/m3
► CIRC = C1B► H271 : peut provoquer un incendie ou une
explosion ; comburant puissant► H350 : peut provoquer le cancer ► H340 : peut induire des anomalies génétiques ► H361 : susceptible de nuire à la fertilité ou au
fœtus ► H330 : mortel par inhalation► H301 : toxique en cas d'ingestion► H372 : risque avéré d'effets graves pour les
organe à la suite d'expositions répétées ou d'une exposition prolongée
► H314 : provoque de graves brûlures de la peau et des lésions oculaires
► H334 : peut provoquer des symptômes allergiques ou d'asthme ou des difficultés respiratoires par inhalation
► H317 : peut provoquer une allergie cutanée► H410 : très toxique pour les organismes
aquatiques, entraîne des effets à long terme
� Valeur de réf. pour la pop. Gale
> Cr sanguin tot < 0,87 µg/L> Cr plasmatique < 0,79 µg/L> Cr urinaire < 0,54 µg/g de
créatinine (0,65 µg/L)� VGF
> Cr total urinaire < 30 µg/g de créatinine en fin de poste et fin de semaine
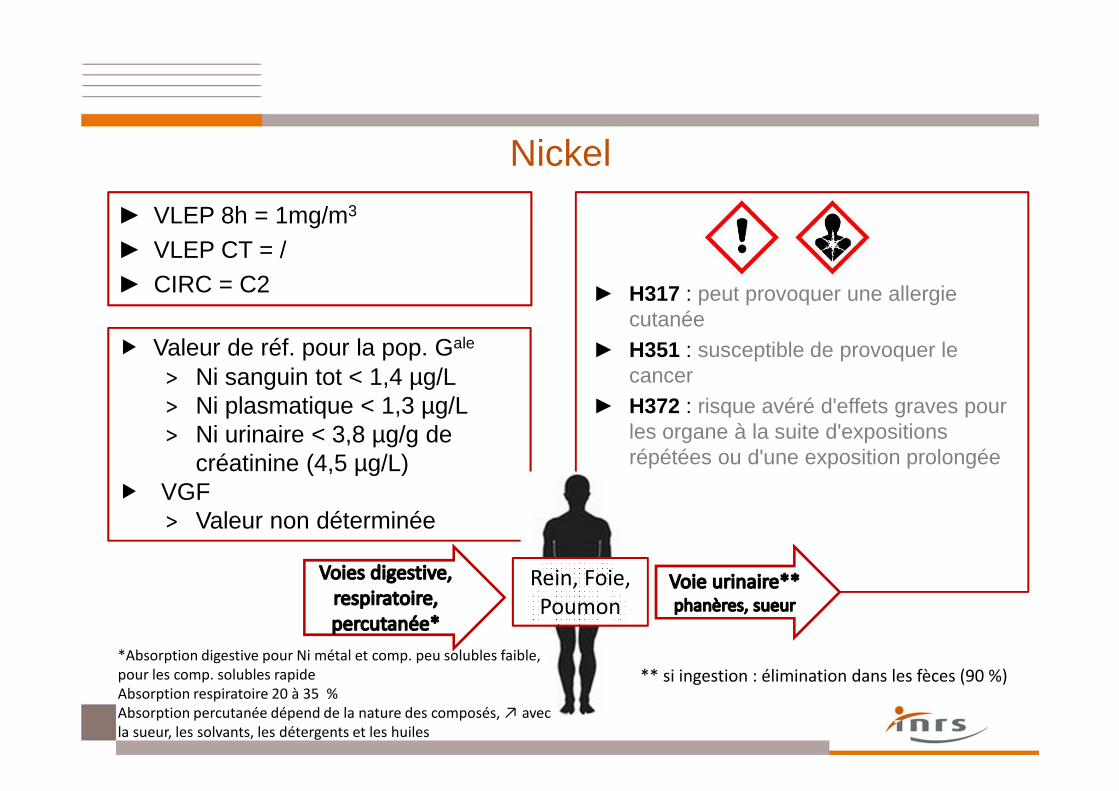
Nickel
► VLEP 8h = 1mg/m3
► VLEP CT = /► CIRC = C2
► H317 : peut provoquer une allergie cutanée
► H351 : susceptible de provoquer le cancer
► H372 : risque avéré d'effets graves pour les organe à la suite d'expositions répétées ou d'une exposition prolongée
� Valeur de réf. pour la pop. Gale
> Ni sanguin tot < 1,4 µg/L> Ni plasmatique < 1,3 µg/L> Ni urinaire < 3,8 µg/g de
créatinine (4,5 µg/L)� VGF
> Valeur non déterminée
Rein, Foie,
Poumon
*Absorption digestive pour Ni métal et comp. peu solubles faible,
pour les comp. solubles rapide
Absorption respiratoire 20 à 35 %
Absorption percutanée dépend de la nature des composés, ↗ avec
la sueur, les solvants, les détergents et les huiles
** si ingestion : élimination dans les fèces (90 %)
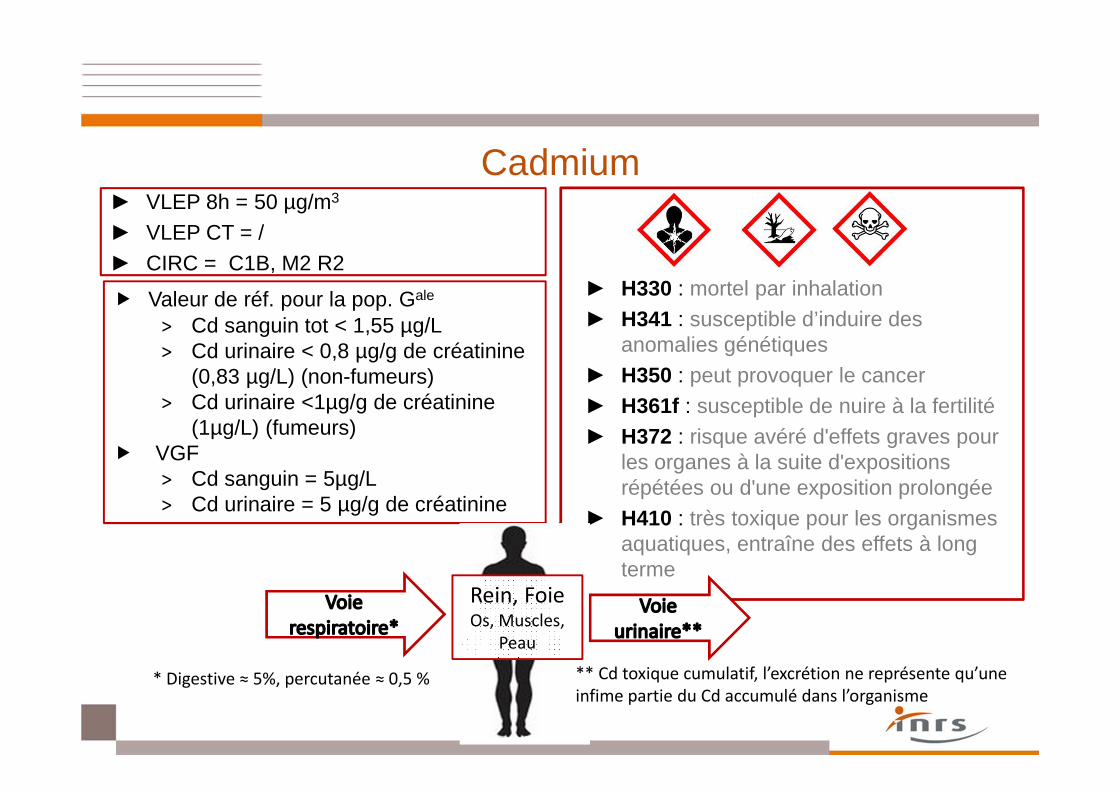
Cadmium► VLEP 8h = 50 µg/m3
► VLEP CT = /► CIRC = C1B, M2 R2
► H330 : mortel par inhalation► H341 : susceptible d’induire des
anomalies génétiques► H350 : peut provoquer le cancer ► H361f : susceptible de nuire à la fertilité► H372 : risque avéré d'effets graves pour
les organes à la suite d'expositions répétées ou d'une exposition prolongée
► H410 : très toxique pour les organismes aquatiques, entraîne des effets à long terme
� Valeur de réf. pour la pop. Gale
> Cd sanguin tot < 1,55 µg/L > Cd urinaire < 0,8 µg/g de créatinine
(0,83 µg/L) (non-fumeurs)> Cd urinaire <1µg/g de créatinine
(1µg/L) (fumeurs)� VGF
> Cd sanguin = 5µg/L> Cd urinaire = 5 µg/g de créatinine
Rein, FoieOs, Muscles,
Peau
* Digestive ≈ 5%, percutanée ≈ 0,5 % ** Cd toxique cumulatif, l’excrétion ne représente qu’une
infime partie du Cd accumulé dans l’organisme
Oxyde de cadmium
► VLEP 8h = /► VLEP CT = 50 µg/m3
► CIRC = C1B, M2 R2► H330 : mortel par inhalation► H341 : susceptible d’induire des
anomalies génétiques► H350 : peut provoquer le cancer ► H361f : susceptible de nuire à la fertilité► H372 : risque avéré d'effets graves pour
les organes à la suite d'expositions répétées ou d'une exposition prolongée
► H410 : très toxique pour les organismes aquatiques, entraîne des effets à long terme
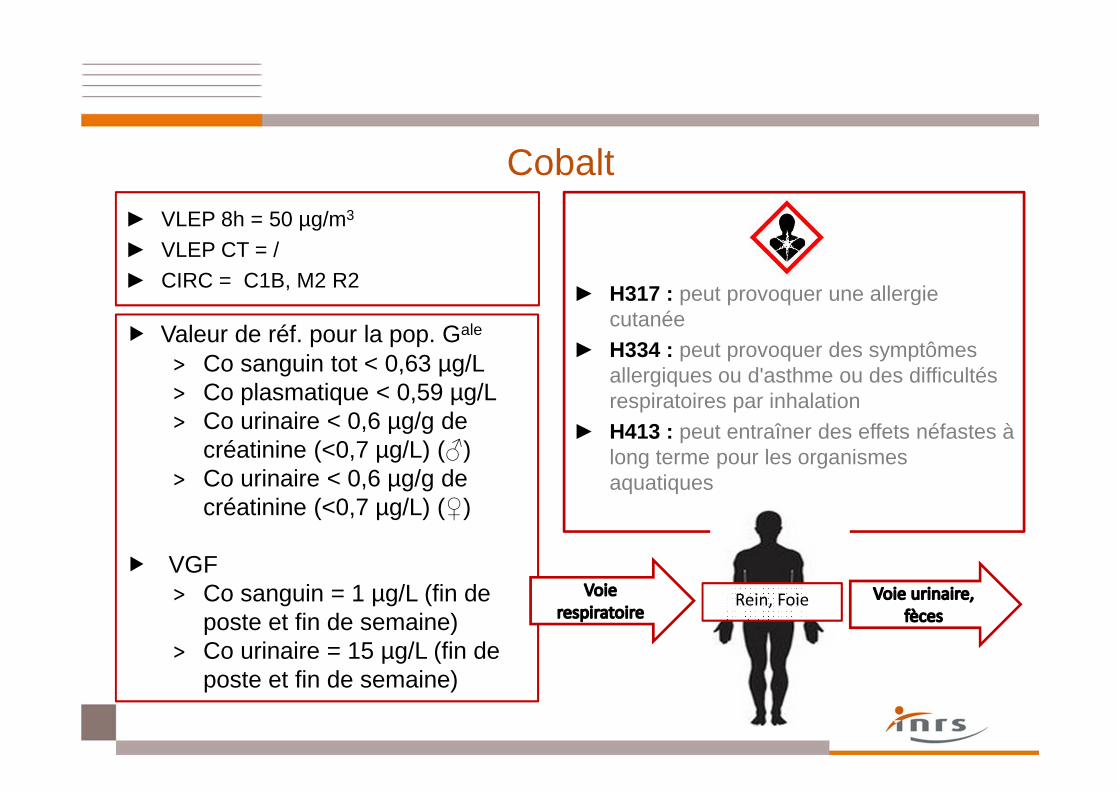
Cobalt► VLEP 8h = 50 µg/m3
► VLEP CT = /► CIRC = C1B, M2 R2
► H317 : peut provoquer une allergie cutanée
► H334 : peut provoquer des symptômes allergiques ou d'asthme ou des difficultés respiratoires par inhalation
► H413 : peut entraîner des effets néfastes à long terme pour les organismes aquatiques
� Valeur de réf. pour la pop. Gale
> Co sanguin tot < 0,63 µg/L> Co plasmatique < 0,59 µg/L> Co urinaire < 0,6 µg/g de
créatinine (<0,7 µg/L) (♂)> Co urinaire < 0,6 µg/g de
créatinine (<0,7 µg/L) (♀)
� VGF > Co sanguin = 1 µg/L (fin de
poste et fin de semaine)> Co urinaire = 15 µg/L (fin de
poste et fin de semaine)
Rein, Foie
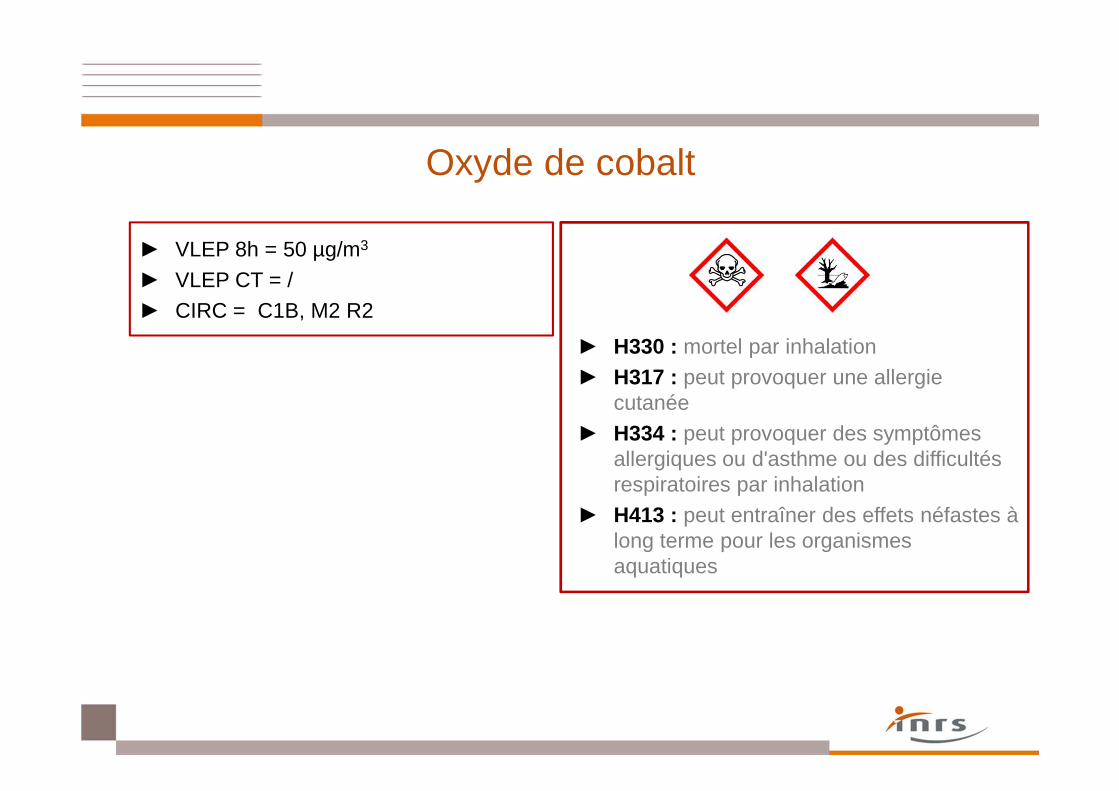
Oxyde de cobalt
► VLEP 8h = 50 µg/m3
► VLEP CT = /► CIRC = C1B, M2 R2
► H330 : mortel par inhalation► H317 : peut provoquer une allergie
cutanée► H334 : peut provoquer des symptômes
allergiques ou d'asthme ou des difficultés respiratoires par inhalation
► H413 : peut entraîner des effets néfastes à long terme pour les organismes aquatiques
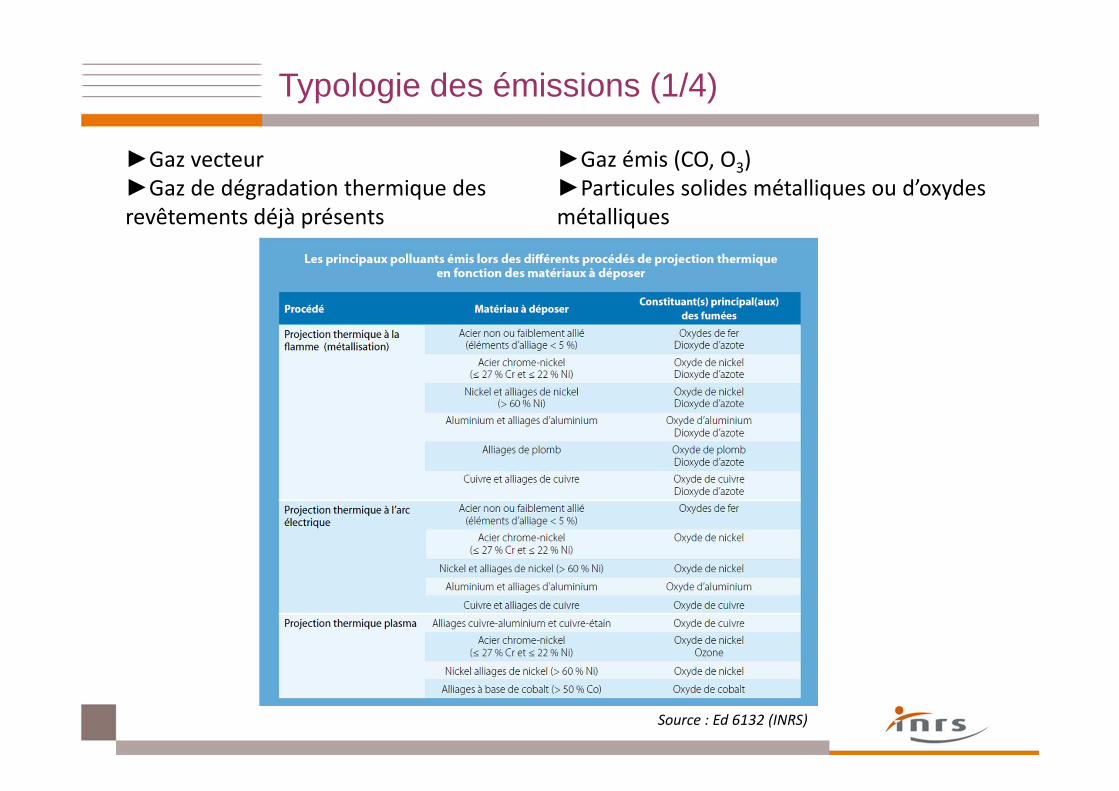
Typologie des émissions (1/4)
►Gaz vecteur
►Gaz de dégradation thermique des
revêtements déjà présents
►Gaz émis (CO, O3)
►Particules solides métalliques ou d’oxydes
métalliques
Source : Ed 6132 (INRS)
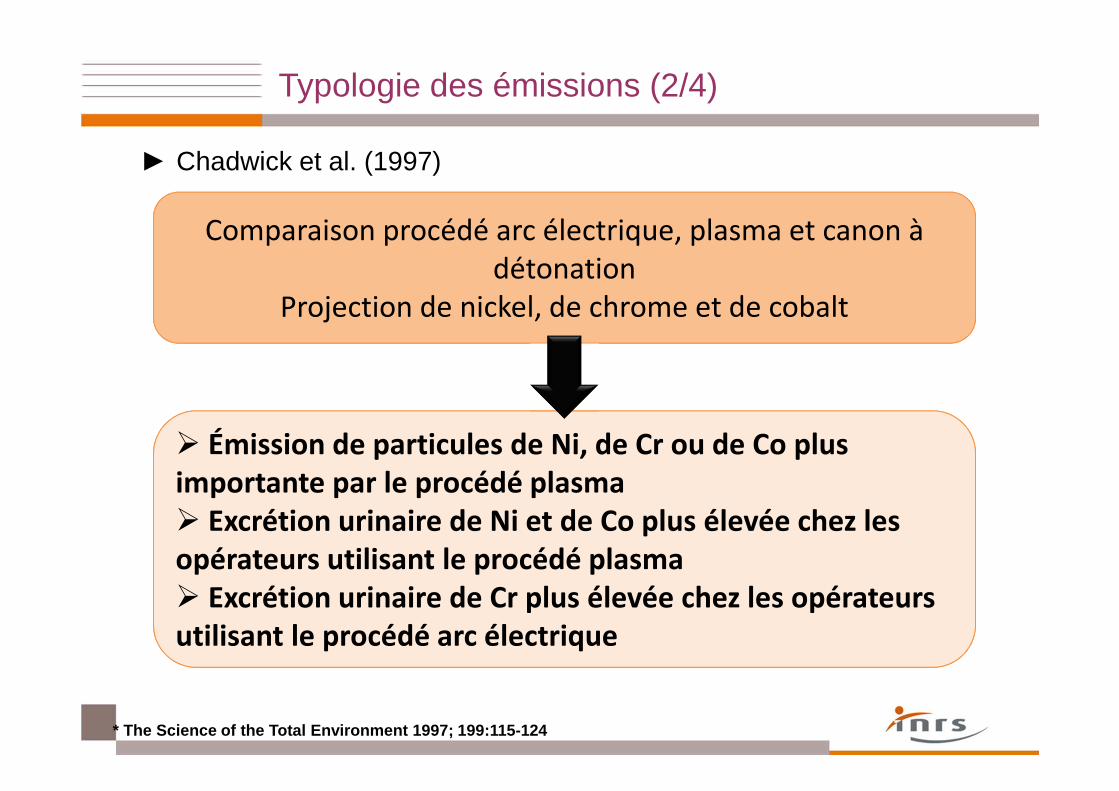
► Chadwick et al. (1997)
Typologie des émissions (2/4)
Comparaison procédé arc électrique, plasma et canon à
détonation
Projection de nickel, de chrome et de cobalt
� Émission de particules de Ni, de Cr ou de Co plus importante par le procédé plasma� Excrétion urinaire de Ni et de Co plus élevée chez les opérateurs utilisant le procédé plasma� Excrétion urinaire de Cr plus élevée chez les opérateurs utilisant le procédé arc électrique
* The Science of the Total Environment 1997; 199:11 5-124
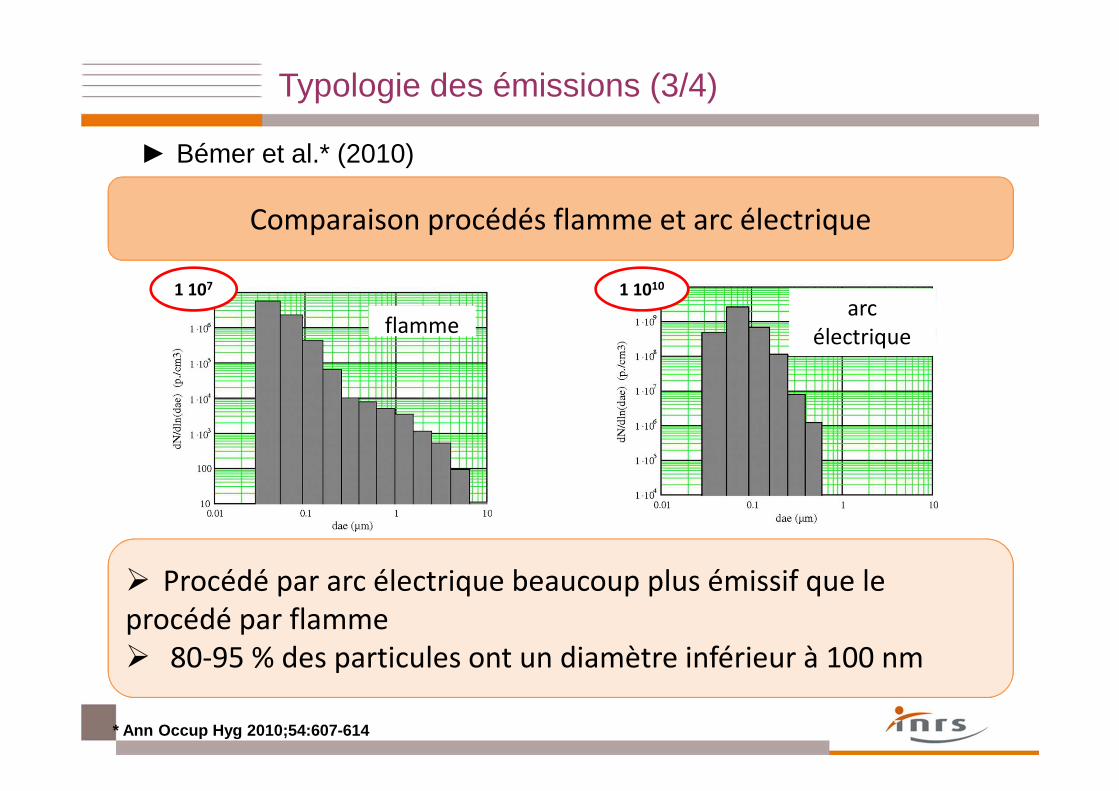
Typologie des émissions (3/4)
* Ann Occup Hyg 2010;54:607-614
flamme
1 107
arc
électrique
1 1010
� Procédé par arc électrique beaucoup plus émissif que le
procédé par flamme
� 80-95 % des particules ont un diamètre inférieur à 100 nm
► Bémer et al.* (2010)
Comparaison procédés flamme et arc électrique
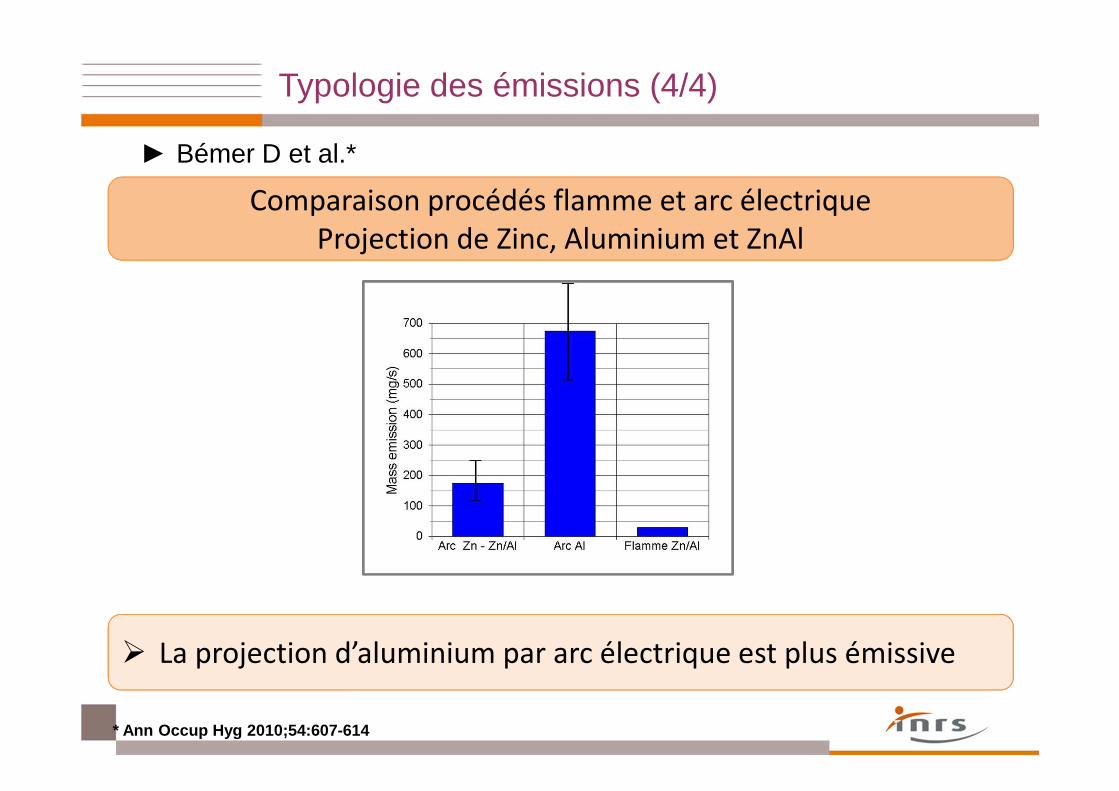
Typologie des émissions (4/4)
* Ann Occup Hyg 2010;54:607-614
► Bémer D et al.*
Comparaison procédés flamme et arc électrique
Projection de Zinc, Aluminium et ZnAl
� La projection d’aluminium par arc électrique est plus émissive
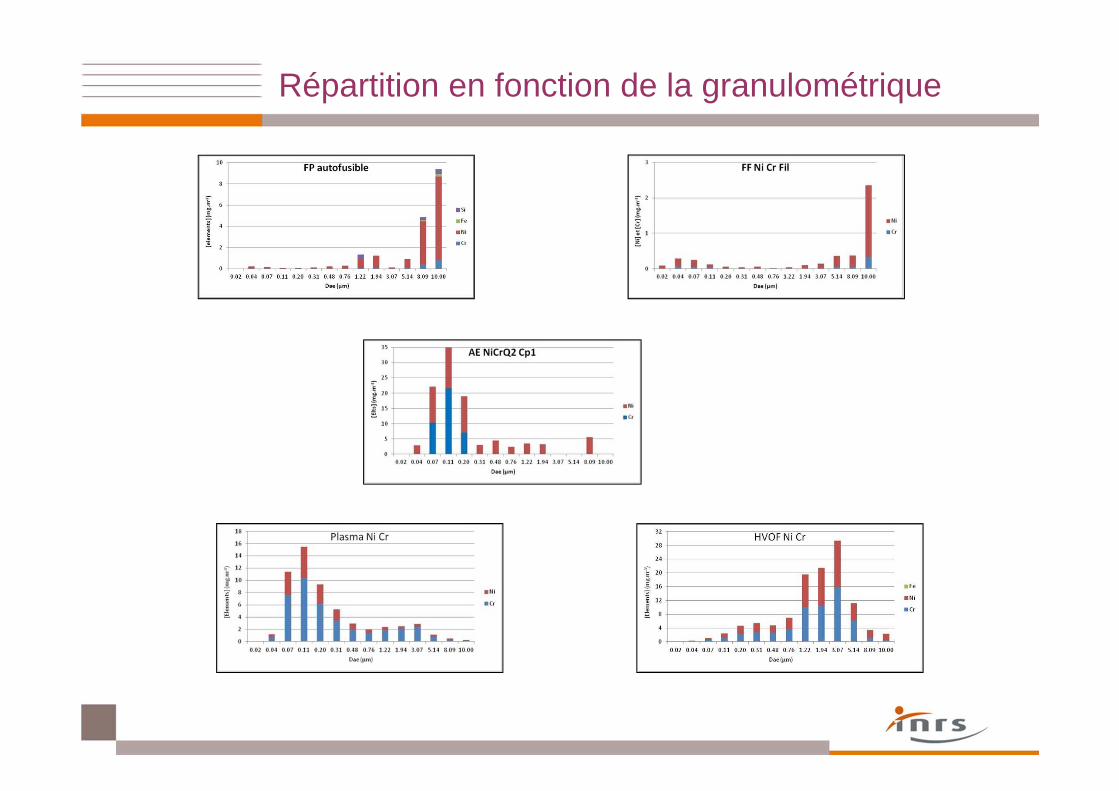
Répartition en fonction de la granulométrique
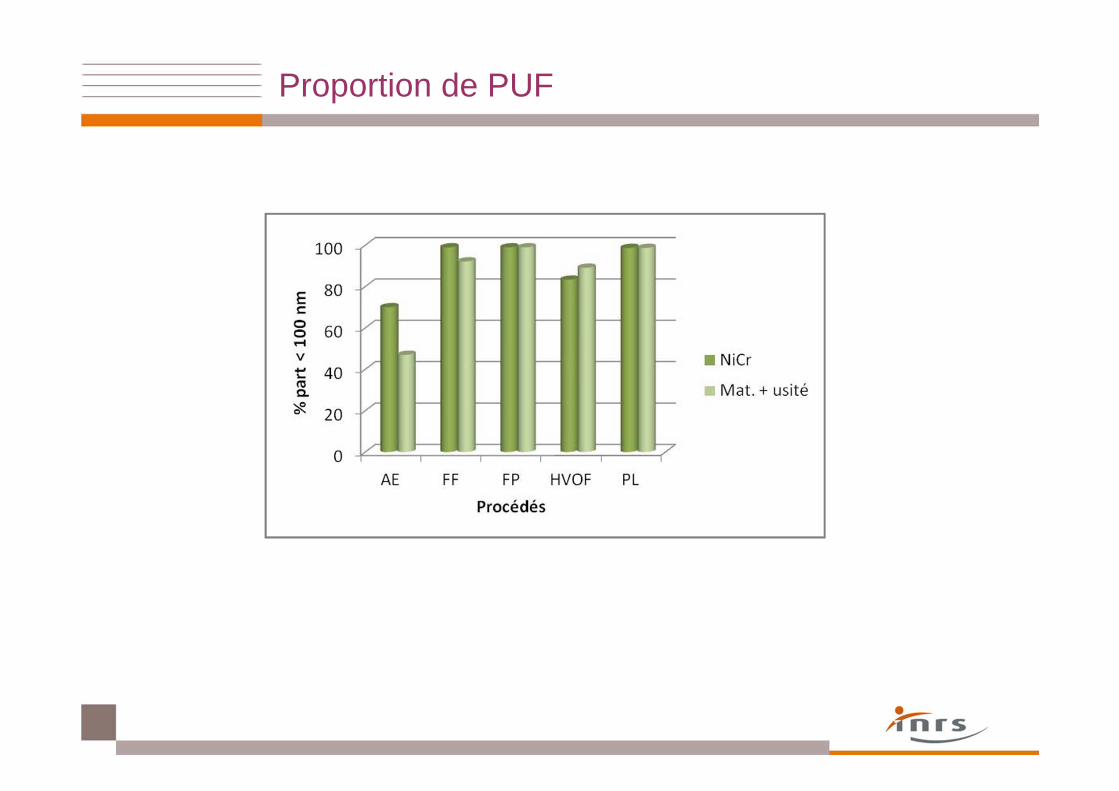
Proportion de PUF
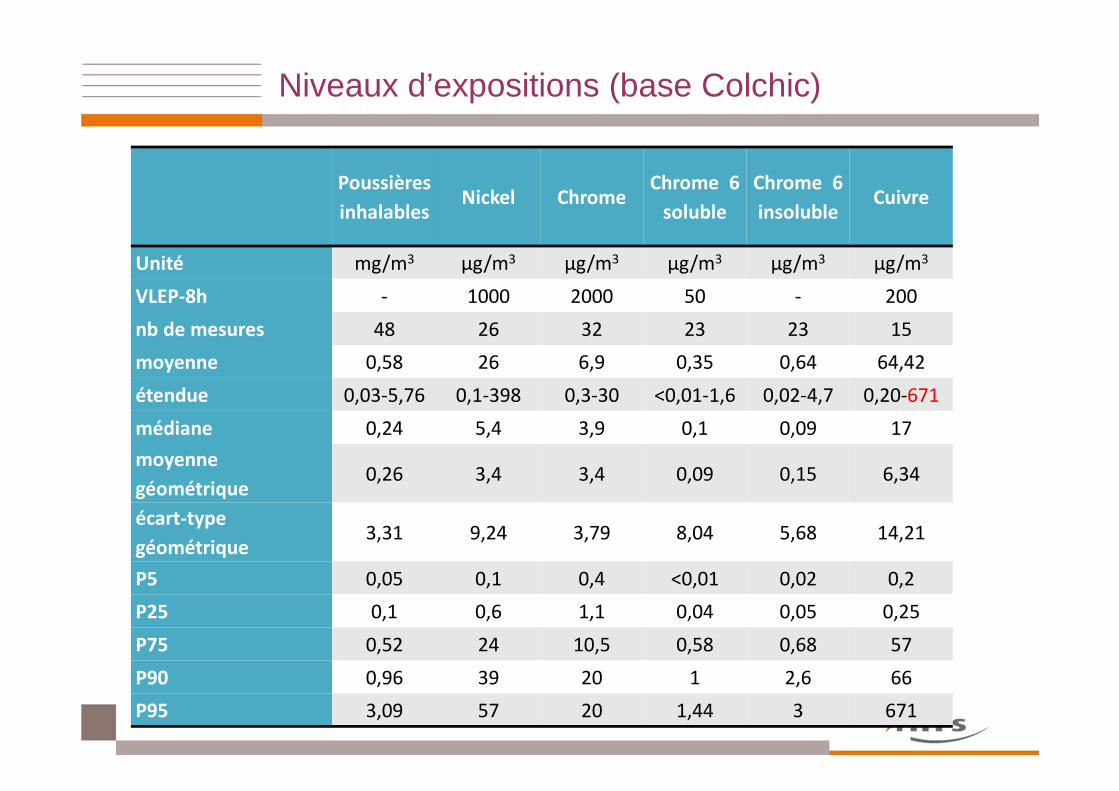
Niveaux d’expositions (base Colchic)
Poussières
inhalablesNickel Chrome
Chrome 6
soluble
Chrome 6
insolubleCuivre
Unité mg/m3 µg/m3 µg/m3 µg/m3 µg/m3 µg/m3
VLEP-8h - 1000 2000 50 - 200
nb de mesures 48 26 32 23 23 15
moyenne 0,58 26 6,9 0,35 0,64 64,42
étendue 0,03-5,76 0,1-398 0,3-30 <0,01-1,6 0,02-4,7 0,20-671
médiane 0,24 5,4 3,9 0,1 0,09 17
moyenne
géométrique0,26 3,4 3,4 0,09 0,15 6,34
écart-type
géométrique3,31 9,24 3,79 8,04 5,68 14,21
P5 0,05 0,1 0,4 <0,01 0,02 0,2
P25 0,1 0,6 1,1 0,04 0,05 0,25
P75 0,52 24 10,5 0,58 0,68 57
P90 0,96 39 20 1 2,6 66
P95 3,09 57 20 1,44 3 671
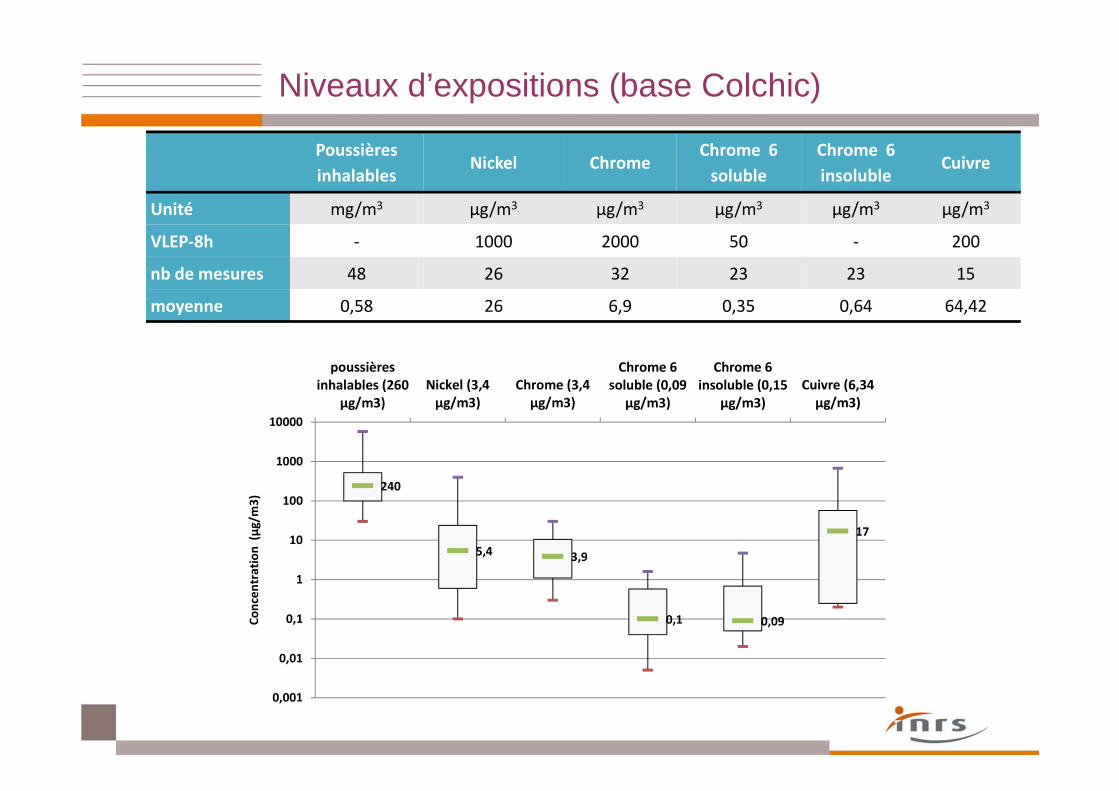
Niveaux d’expositions (base Colchic)
Poussières
inhalablesNickel Chrome
Chrome 6
soluble
Chrome 6
insolubleCuivre
Unité mg/m3 µg/m3 µg/m3 µg/m3 µg/m3 µg/m3
VLEP-8h - 1000 2000 50 - 200
nb de mesures 48 26 32 23 23 15
moyenne 0,58 26 6,9 0,35 0,64 64,42
240
5,4 3,9
0,1 0,09
17
0,001
0,01
0,1
1
10
100
1000
10000
poussièresinhalables (260
µg/m3)Nickel (3,4
µg/m3)Chrome (3,4
µg/m3)
Chrome 6soluble (0,09
µg/m3)
Chrome 6insoluble (0,15
µg/m3)Cuivre (6,34
µg/m3)
Co
nce
ntr
atio
n (
µg/
m3
)
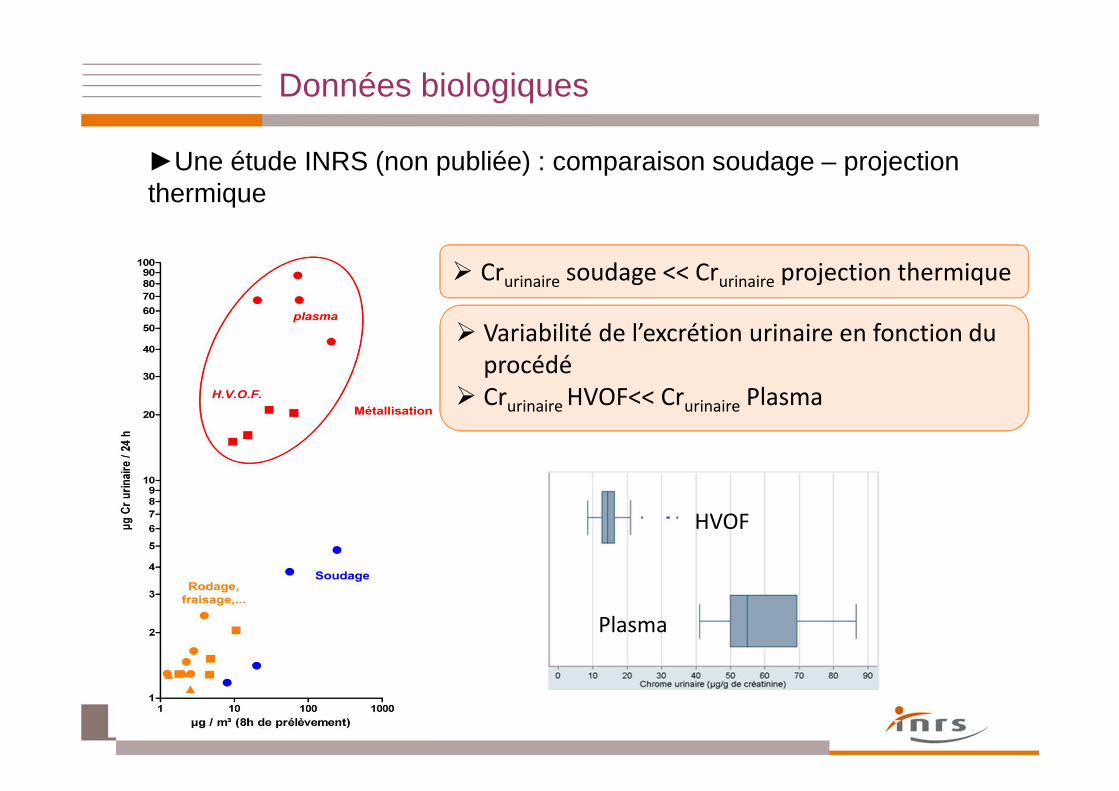
Données biologiques
� Crurinaire soudage << Crurinaire projection thermique
� Variabilité de l’excrétion urinaire en fonction du
procédé
� Crurinaire HVOF<< Crurinaire Plasma
HVOF
Plasma
►Une étude INRS (non publiée) : comparaison soudage – projection thermique
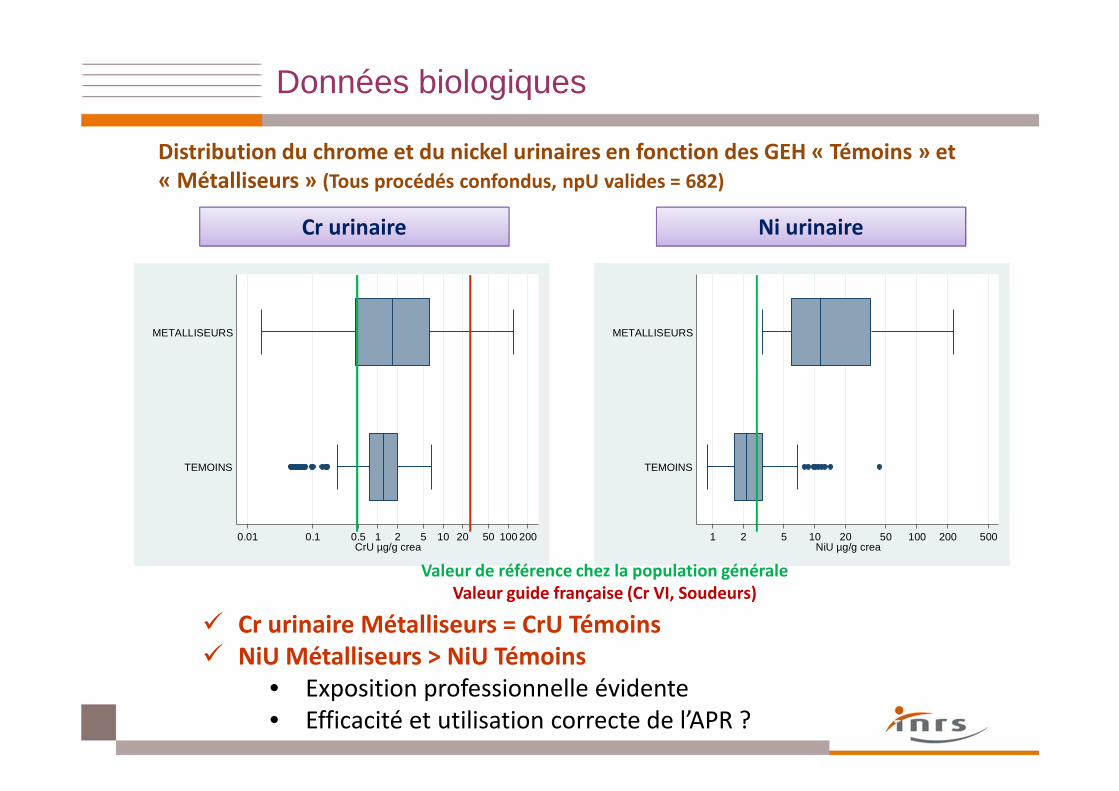
Distribution du chrome et du nickel urinaires en fonction des GEH « Témoins » et « Métalliseurs » (Tous procédés confondus, npU valides = 682)
Données biologiques
0.01 0.1 0.5 1 2 5 10 20 50 100 200CrU µg/g crea
TEMOINS
METALLISEURS
1 2 5 10 20 50 100 200 500NiU µg/g crea
TEMOINS
METALLISEURS
Valeur de référence chez la population généraleValeur guide française (Cr VI, Soudeurs)
Cr urinaire Ni urinaire
� Cr urinaire Métalliseurs = CrU Témoins � NiU Métalliseurs > NiU Témoins
• Exposition professionnelle évidente
• Efficacité et utilisation correcte de l’APR ?
35
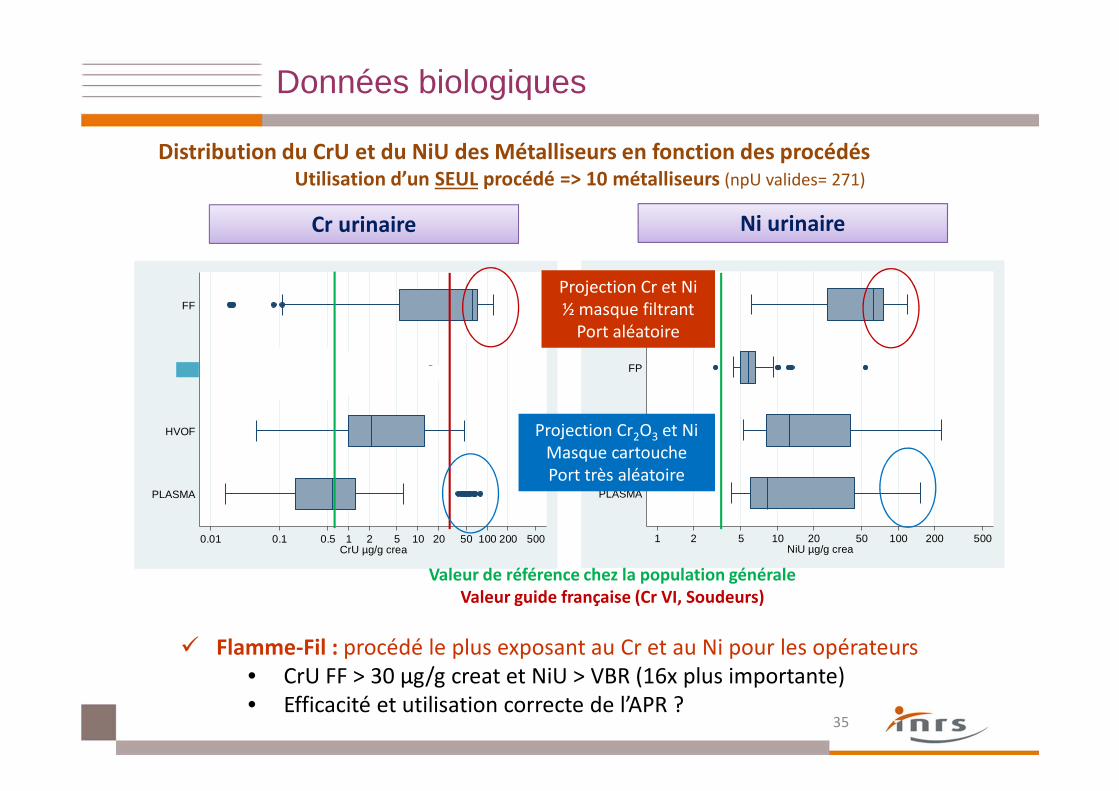
Distribution du CrU et du NiU des Métalliseurs en fonction des procédésUtilisation d’un SEUL procédé => 10 métalliseurs (npU valides= 271)
Données biologiques
0.01 0.1 0.5 1 2 5 10 20 50 100 200 500CrU µg/g crea
PLASMA
HVOF
FP
FF
1 2 5 10 20 50 100 200 500NiU µg/g crea
PLASMA
HVOF
FP
FF
Cr urinaire Ni urinaire
Valeur de référence chez la population généraleValeur guide française (Cr VI, Soudeurs)
� Flamme-Fil : procédé le plus exposant au Cr et au Ni pour les opérateurs
• CrU FF > 30 µg/g creat et NiU > VBR (16x plus importante)
• Efficacité et utilisation correcte de l’APR ?
Projection Cr et Ni
½ masque filtrant
Port aléatoire
Projection Cr2O3 et Ni
Masque cartouche
Port très aléatoire
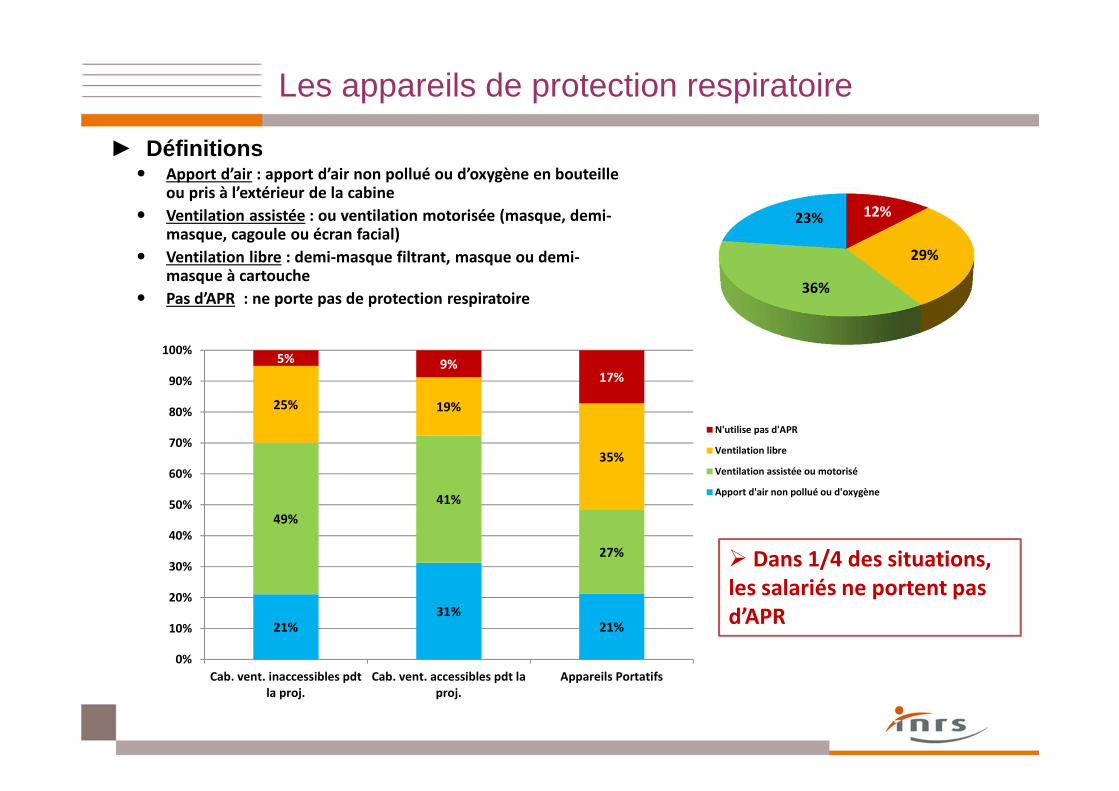
Les appareils de protection respiratoire
► Définitions� Apport d’air : apport d’air non pollué ou d’oxygène en bouteille
ou pris à l’extérieur de la cabine
� Ventilation assistée : ou ventilation motorisée (masque, demi-masque, cagoule ou écran facial)
� Ventilation libre : demi-masque filtrant, masque ou demi-masque à cartouche
� Pas d’APR : ne porte pas de protection respiratoire
21%31%
21%
49%
41%
27%
25% 19%
35%
5% 9%17%
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
Cab. vent. inaccessibles pdtla proj.
Cab. vent. accessibles pdt laproj.
Appareils Portatifs
N'utilise pas d'APR
Ventilation libre
Ventilation assistée ou motorisé
Apport d'air non pollué ou d'oxygène
12%
29%
36%
23%
� Dans 1/4 des situations, les salariés ne portent pas d’APR
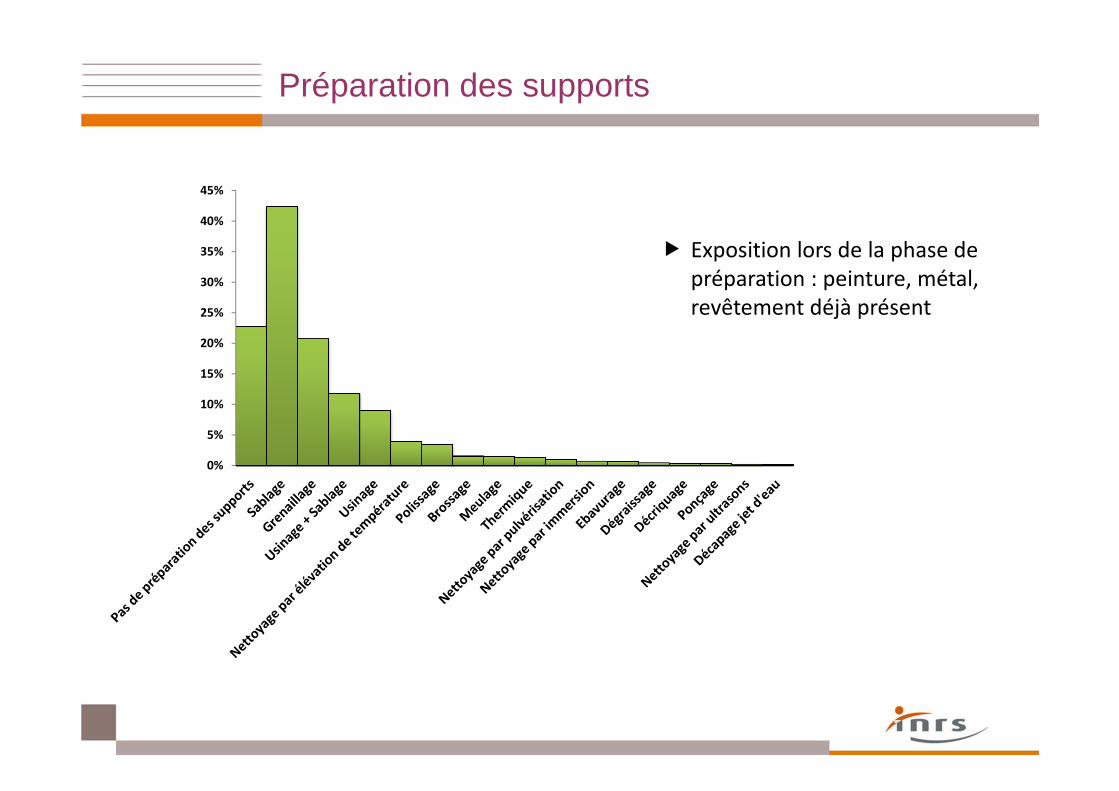
Préparation des supports
0%
5%
10%
15%
20%
25%
30%
35%
40%
45%
� Exposition lors de la phase de
préparation : peinture, métal,
revêtement déjà présent
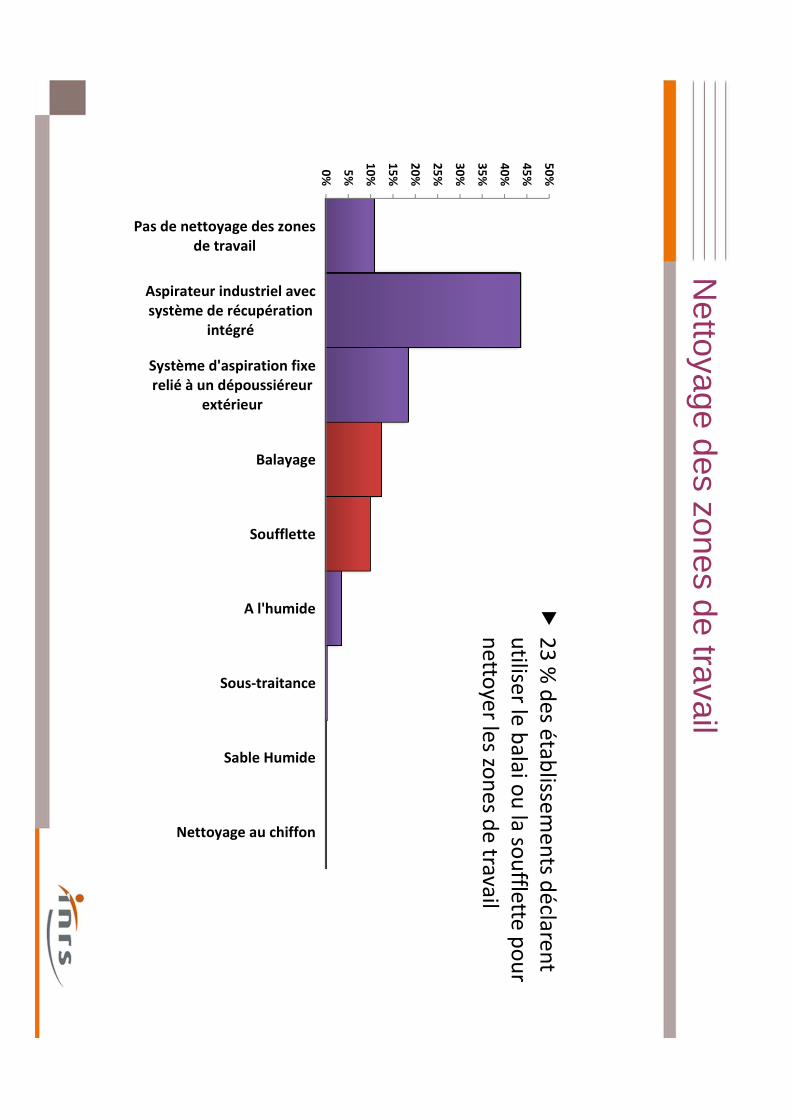
Nettoyage des zones de travail
0%
5%
10
%
15
%
20
%
25
%
30
%
35
%
40
%
45
%
50
%Pas de nettoyage des zones
de travail
Aspirateur industriel avecsystème de récupération
intégré
Système d'aspiration fixerelié à un dépoussiéreur
extérieur
Balayage
Soufflette
A l'humide
Sous-traitance
Sable Humide
Nettoyage au chiffon
�2
3 %
de
s éta
blisse
me
nts d
écla
ren
t
utilise
r le b
ala
i ou
la so
uffle
tte p
ou
r
ne
ttoye
r les zo
ne
s de
trava
il
Conclusions (2/2)
► 1,5 % des établissements possèdent une installation de projection thermique� Activité transversale utilisée dans de nombreux secteurs industriels
� Activité rare dans un même secteur sauf le revêtement des métaux
� Établissements de petites tailles (moins de 20 salariés pour 67 % des établissements)
� Environ 5 000 salariés travaillent dans les ateliers où sont placées les installations de projection thermique
� La projection par arc électrique est la plus représentée, surtout en appareils portatifs
� Le zinc-aluminium est le matériau le plus mis en œuvre mais spécificité des matériaux en fonction du procédé
� L’APR n’est pas porté dans 1/4 des situations lors d’utilisation d’appareils portatifs ou de cabines non confinées
► Utilisation de matériaux toxiques en projection (Ni, Cr, Co…)� Production de particules ultra-fines (PUF) – résultats de l’étude de Bemer et al. (2010),
confirmés par l’étude de caractérisation granulométrique menée dans l’étude « projection thermique »
Merci de votre attention