Embed Size (px)
Citation preview
17LE JOURNAL DE L’ISQ Vol.15 N.4
LE RÉSEAU FRANCOPHONE DU SOUDAGE
SOUDABILITÉ
NOTE SUR LE CARBONE EQUIVALENT ET LA DURETÉ SOUS CORDON
1. INTRODUCTION
La mesure de la dureté dans la zonethermiquement affectée (ZTA) dessoudures est souvent considéréecomme un moyen pratique pour obtenirfacilement des informations relatives à lasoudabilité des aciers de constructionet au comportement des joints soudés enservice. Des niveaux excessifs de duretédans les soudures ont été considérésprogressivement au fil du temps commegénéralement révélateurs de difficultésqui sont rencontrées durant le soudageavec la fissuration à froid et/ou en serviceavec la tenue des ensembles soudés.La dureté maximale d’un acier dépendd’abord de sa teneur en carbone. Ladureté maximale observée sous cordonne dépend pas seulement de la teneuren carbone de l’acier mais aussi de satrempabilité dans les conditions desoudage, telle qu’elle est influencée aussipar beaucoup d’autres facteurs. Pourévaluer les effets des éléments chimiques,autres que le carbone, présents dans lacomposition de l’acier sur sa trempabilitédurant le soudage, des formules decarbone équivalent ont été introduites.Des valeurs élevées de dureté souscordon correspondent à des valeurs plusélevées du carbone équivalent.
En conséquence, c’est maintenant unepratique largement répandue de spécifieraussi un carbone équivalent maximumlors de la commande d’aciers pour desconstructions soudées et/ou d’introduireune valeur maximale admissible de ladureté sous cordon comme critèred’appréciation pour l’établissement desmodes opératoires de soudage.
2. PRÉDICTION DE LA DURETE SOUSCORDON
La dureté d’un acier aprèsrefroidissement dépend de sacomposition chimique, de samicrostructure au moment de ladécomposition de l’austénite lors durefroidissement et de la vitesse derefroidissement. Pour prédire avecprécision les duretés dans la zonethermiquement affectée de soudures d’unacier donné, il faut donc non seulementconnaître sa composition chimiquecomplète mais aussi tenir compte de samicrostructure initiale qui résulte de safabrication et comprendre l’évolution desmicrostructures sous l’influence descycles thermiques de soudage, entreautres les températures maximalesatteintes et les temps de séjour àtempérature, les vitesses derefroidissement encourues et aussi toutréchauffement dû au dépôt de passesultérieures ou à un traitement thermiqueaprès soudage. La dureté maximale souscordon s’observe à proximité immédiatede la zone de liaison parce qu’en cetendroit la vitesse de refroidissement estla plus rapide, la température maximaleatteinte est la plus élevée et les temps deséjour à haute température sont les pluslongs. Ces deux derniers facteursprovoquent le grossissement du grain etune mise en solution et une diffusion pluscomplète des carbures et autresparticules augmentant ainsi la trempabilitéde la microstructure.
Bien que de grands progrès aient étéaccomplis en métallurgie physique dusoudage, la prédiction des duretés dans
les zones thermiquement affectées nepeuvent pas encore être faites avec uneprécision suffisante par des méthodes decalcul basées sur des modèles descycles thermiques réels couplés à desmodèles des phénomènes métallurgiquesqui se produisent dans les soudures. Lesmeilleures prédictions sont obtenuesactuellement grâce à des corrélationsstatistiques de résultats expérimentauxobtenus dans des conditions de soudagesoigneusement contrôlées.Il est maintenant généralement admis qu’iln’est pas possible de prédire avec uneprécision suffisante la dureté maximalesous cordon, même pour des échantillonssur lesquels on dépose un simple cordon,en ne tenant compte que de lacomposition chimique du matériau debase exprimée par une unique formuledu carbone équivalent. Les effets relatifsdes divers éléments d’alliages et deséléments résiduels sur la dureté maximalesous cordon sont fortement influencéspar la vitesse de refroidissement,généralement caractérisée par le tempsde refroidissement entre 800oC et 500oC.
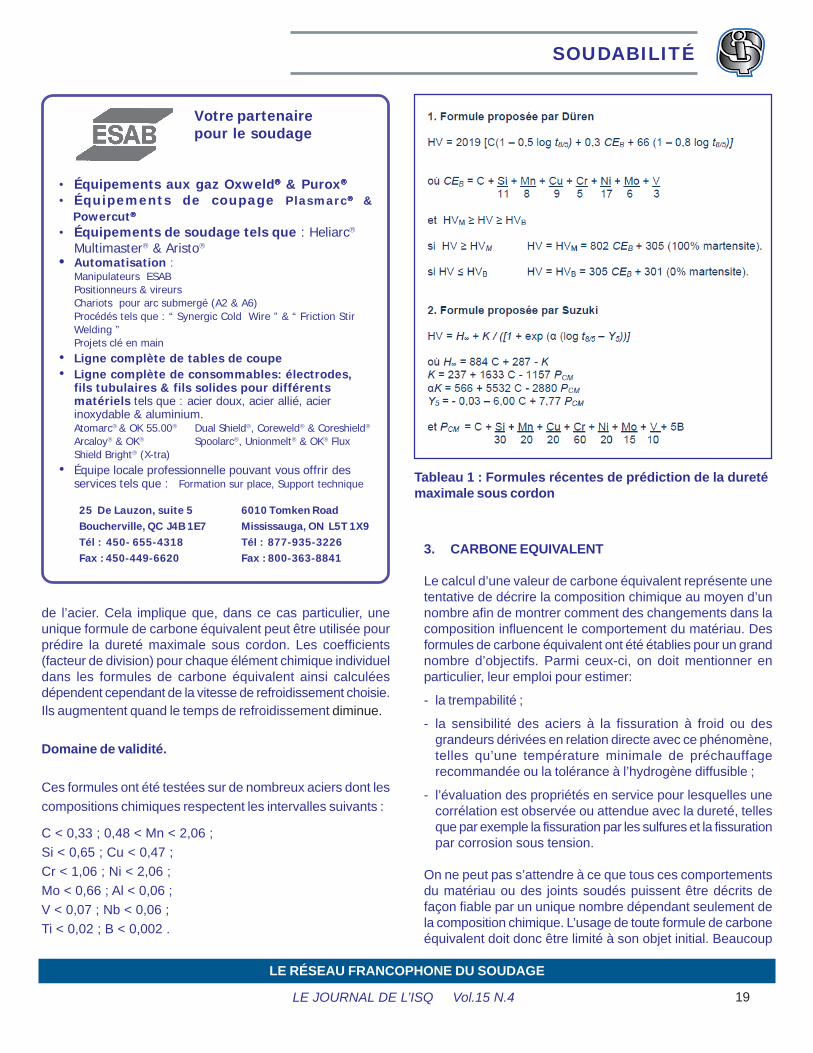
Les formules les plus récentes pourprédire la dureté maximale sous cordond’échantillons dans diverses conditionsde soudage se trouvent au Tableau 1.Bien qu’elles négligent un certain nombrede facteurs possibles d’influence, autresque la composition chimique et la vitessede refroidissement, il semble qu’ellespuissent donner dans des conditions desoudage normales des prédictions fiablespourvu qu’elles soient appliquées dansle domaine de validité pour lequel ellesont été établies. La dispersion (écarttype) entre les valeurs de duretécalculées et mesurées a été estimée àenviron 20 HV.
On peut observer que, si le temps derefroidissement entre 800oC et 500oC estfixé à une valeur déterminée, la duretémaximale sous cordon prédite par lesformules mentionnées ci-dessus nedépend que de la composition chimique
Le carbone équivalent n’est pas un outil passe-partout. Largement utilisé - etutilisable - pour le prévision de la dureté sous cordon, la formule à employerdoit toutefois être choisie avec soin.L’emploi du carbone équivalent pour la spécification des produits n’est, parcontre, pas conseillée.Une synthèse de ce qu’il faut penser sur le sujet par les spécialistes de l’InstitutInternational de la Soudure.
ESAB Produits de Soudage et de Coupage / esab.ca / 1.877.935.3226
Chez ESAB, nous avons tout ce dont vous avez besoin pour vos travaux, qu’il s’agisse de soudage à l’arc, de coupage plasma ou mécanisé, d’appareils à gaz, ou d’automatisation. Vous pouvez aussi compter sur nous pour vous offrir une vaste gamme de métaux d’apport et d’équipements de protection individuelle haut-de-gamme. De plus, nos experts sont là pour vous aider à choisir les produits qui conviennent le mieux à votre application. Laissez ESAB être au cœur de votre prochain projet.
COEUR DE GRANDS PROJETS
PARTOUT
AU
19LE JOURNAL DE L’ISQ Vol.15 N.4
LE RÉSEAU FRANCOPHONE DU SOUDAGE
SOUDABILITÉ
de l’acier. Cela implique que, dans ce cas particulier, uneunique formule de carbone équivalent peut être utilisée pourprédire la dureté maximale sous cordon. Les coefficients(facteur de division) pour chaque élément chimique individueldans les formules de carbone équivalent ainsi calculéesdépendent cependant de la vitesse de refroidissement choisie.Ils augmentent quand le temps de refroidissement diminue.
Domaine de validité.
Ces formules ont été testées sur de nombreux aciers dont les
compositions chimiques respectent les intervalles suivants :
C < 0,33 ; 0,48 < Mn < 2,06 ;
Si < 0,65 ; Cu < 0,47 ;
Cr < 1,06 ; Ni < 2,06 ;
Mo < 0,66 ; Al < 0,06 ;
V < 0,07 ; Nb < 0,06 ;
Ti < 0,02 ; B < 0,002 .
3. CARBONE EQUIVALENT
Le calcul d’une valeur de carbone équivalent représente unetentative de décrire la composition chimique au moyen d’unnombre afin de montrer comment des changements dans lacomposition influencent le comportement du matériau. Desformules de carbone équivalent ont été établies pour un grandnombre d’objectifs. Parmi ceux-ci, on doit mentionner enparticulier, leur emploi pour estimer:
- la trempabilité ;
- la sensibilité des aciers à la fissuration à froid ou desgrandeurs dérivées en relation directe avec ce phénomène,telles qu’une température minimale de préchauffagerecommandée ou la tolérance à l’hydrogène diffusible ;
- l’évaluation des propriétés en service pour lesquelles unecorrélation est observée ou attendue avec la dureté, tellesque par exemple la fissuration par les sulfures et la fissurationpar corrosion sous tension.
On ne peut pas s’attendre à ce que tous ces comportementsdu matériau ou des joints soudés puissent être décrits defaçon fiable par un unique nombre dépendant seulement dela composition chimique. L’usage de toute formule de carboneéquivalent doit donc être limité à son objet initial. Beaucoup
• Équipements aux gaz Oxweld®®®®® & Purox®®®®®
• Équipements de coupage Plasmarc®®®®® & Powercut®®®®®
• Équipements de soudage tels que : Heliarc®
Multimaster® & Aristo®
• Automatisation :Manipulateurs ESABPositionneurs & vireursChariots pour arc submergé (A2 & A6)Procédés tels que : “ Synergic Cold Wire ” & “ Friction StirWelding ”Projets clé en main
• Ligne complète de tables de coupe• Ligne complète de consommables: électrodes,
fils tubulaires & fils solides pour différentsmatériels tels que : acier doux, acier allié, acierinoxydable & aluminium.Atomarc® & OK 55.00® Dual Shield®, Coreweld® & Coreshield®
Arcaloy® & OK® Spoolarc®, Unionmelt® & OK® FluxShield Bright® (X-tra)
• Équipe locale professionnelle pouvant vous offrir desservices tels que : Formation sur place, Support technique
25 De Lauzon, suite 5 6010 Tomken RoadBoucherville, QC J4B 1E7 Mississauga, ON L5T 1X9Tél : 450- 655-4318 Tél : 877-935-3226Fax : 450-449-6620 Fax : 800-363-8841
Votre partenairepour le soudage
Tableau 1 : Formules récentes de prédiction de la duretémaximale sous cordon
20 LE JOURNAL DE L’ISQ Vol.15 N.4
LE RÉSEAU FRANCOPHONE DU SOUDAGE
SOUDABILITÉ
parmi les formules proposées que l’ontrouve dans la littérature sont d’abord desformules de trempabilité.
L’emploi d’une formule de carboneéquivalent pour prédire un comportementparticulier d’un acier ou d’une soudurepeut être critiqué pour plusieurs raisons:
1. Comme pour la prédiction de la duretémaximale sous cordon, des facteursautres que la composition chimiquepeuvent influencer les microstructuresobservées. Même l’influence de lacomposition chimique est seulementprise en compte d’une manière peut-être trop simple ou grâce à un uniquenombre calculé souvent suivant uneformule linéaire.
2. Il n’est pas évident que les valeurscalculées du carbone équivalent et lapropriété ou le comportement enconsi-dération sont en relation bi-univoque. En réalité, cela n’est mêmepas vrai pour la microstructure et ladureté. Un acier peut être traitéthermiquement de façon à obtenirdiverses microstructures qui toutes ontune dureté identique mais qui diffèrentdans leur ténacité, leur ductilité, leurrésistance à la corrosion ou autre. Dela même façon, deux aciers decomposition chimique différentepeuvent être traités thermiquement defaçon à obtenir la même dureté, peut-être même avec la même méthode de
refroidissement, et cependant leurmicrostructure et leurs propriétéspeuvent être très différentes.
3. Beaucoup de propriétés intéressantespour la pratique ne dépendent passeulement de la composition et desmicrostructures présentes dans lejoint soudé. Par exemple, le risque defissuration à froid est aussi influencépar le procédé de soudage et le modeopératoire de soudage comportant ounon un préchauffage et/ou un post-chauffage, par les contraintes durantet après soudage, par la teneur enhydrogène, par l’épaisseur, etc.
Il faut reconnaître qu’il n’est pas toujoursfacile de savoir si les formules de carboneéquivalent proposées ont été établiesdirectement grâce à des corrélationsentre la composition chimique et lecomportement particulier visé dumatériau ou du joint soudé ou seulementindirectement au travers de corrélationsentre ce comportement et la dureté desmicrostructures. Dans ce dernier cas, laformule devrait surtout être utilisée pourla prédiction des duretés et l’aspectcomplémentaire de la pertinence de lalimite de dureté maximale sous cordonpour éviter des difficultés particulièresdurant et après soudage est un autreproblème important qui n’est pas traitéici.Dans la suite, la discussion est limitée àla pertinence du carbone équivalent en
ce qui a trait au risque de fissuration àfroid.
4. CONCLUSION
1. Des prédictions fiables de la duretémaximale sous cordon pour deséchantillons sur lequel on dépose uncordon requièrent de tenir compte del’influence de la vitesse derefroidissement. La dureté maximalesous cordon peut être calculée à l’aided’une unique formule de carboneéquivalent seulement dans le cas où letemps de refroidissement entre 800°C et500°C est fixé. La formule doit alors êtreadaptée à ce temps de refroidissement.
2. La pertinence de limites maximalespour la dureté sous cordon afin d’éviterdes difficultés durant et après soudagen’a pas été discutée en détail ici. Ellepeut être critiquée pour de nombreusesraisons. Il est par conséquent toujoursrecommandé d’effectuer des essais,aussi représentatifs que possible del’application concernée, pour qualifier lesmodes opératoires de soudage lorsqu’onpeut soupçonner des difficultésparticulières durant ou après soudage.
3. Tenant compte de toutes cesrestrictions, l’utilité pratique du conceptde carbone équivalent pour limiter lerisque de fissuration à froid, ne peut êtreniée. Dans l’état actuel des

Rehaussez votre productivité et améliorez la sécurité grâce au système StarSafeMC
Rappel de sécurité : La CGA recommande d’installer des antiretours pare-flammes sur la torche. Assurez-vous qu’aucun clapet antiretour n’entrave le débit.
En exclusivité à Praxair
Un seul numéro pour joindre la succursale Praxair la plus près :
1 800 225-8247www.praxair.ca
Le système StarSafeMC de Praxair facilite le
déplacement des bouteilles dans une usine et le
chargement à bord des camions – en plus de
vous faire gagner du temps parce que vous n’avez
plus besoin de changer le détendeur.
l Économie de tempsGrâce au détendeur intégré, vous n’avez plus à changer la robinetterie.
l Sécurité accrueLa robustesse du capuchon élimine les risques de bris causés par l’entrechoquement des bouteilles. Un simple tour de manette suffit à fermer le robinet.
l Niveau de gaz visibleLa jauge à cadran permet de vérifier d’un seul coup d’œil le contenu en gaz de la bouteille. Vous n’emportez plus de bouteilles vides au chantier.
l Ergonomie amélioréeLa poignée ergonomique du capuchon permet de déplacer facilement les bouteilles en toute sécurité.
l Cadran haute lisibilitéUn cadran de couleur distincte pour chaque gaz simplifie la lecture et la surveillance de la pression de mise en œuvre.
l Convivialité d’utilisation Un bouton surdimensionné vous permet de sélectionner instantanément la pression désirée pour chaque application.
Avantages du système StarSafe
22 LE JOURNAL DE L’ISQ Vol.15 N.4
LE RÉSEAU FRANCOPHONE DU SOUDAGE
connaissances en technologie du soudage, de telles formules ne peuvent être utilisées que pour choisir des aciers qui dans desconditions données et bien contrôlées incluant le mode opératoire de soudage et la géométrie du joint, peuvent être utilisés avecun risque limité de fissuration à froid. Alternativement, elles peuvent aussi être mises en œuvre pour un acier donné en vued’orienter le choix vers un mode opératoire de soudage approprié limitant le risque de fissuration à froid.
Le calcul du carbone équivalent doit toujours se faire en se basant sur l’analyse chimique sur produit plutôt que sur l’analyse surcoulée ou pire sur les teneurs maximales spécifiées, et il doit aussi inclure les éléments résiduels.
Dans tous les cas, l’utilisation de toute formule de carbone équivalent ne peut être étendue ni au-delà des intervalles decomposition chimique pour lesquels elle a été établie, ni pour toute autre estimation que celle initialement proposée.
4. Puisque les formules de carbone équivalent ne peuvent être utilisées que pour une estimation rapide et facile mais incomplètede l’aptitude d’un acier à la mise en œuvre, l’application trop stricte d’un critère imposant une valeur limite pour n’importe quelleformule constituerait un obstacle au développement de nouvelles qualités d’acier ou à l’amélioration des modes opératoires desoudage.
Des essais appropriés de Qualification du soudage sont toujours préférables et ils peuvent donner des informations pertinenteset fiables sur la Qualité des joints soudés.
D’après un article de B. de Meester, paru dans la revue « Soudage et techniques connexes » et publié avec l’accord de celle-ci.
www.lindecanada.com 1-888-256-7359
Linde, la solution à vos besoinsUne technologie mondiale, un service local
Amos (819) 732-7585
Chicoutimi (418) 545-6630
Drummondville (819) 478-4216
Granby (450) 378-5930
Hull (819) 777-7375
Joliette (450) 759-7878
Laval (450) 663-5570
Matagami (819) 739-4113
Québec (gaz, équipements de
soudage/coupage) (418) 688-0150
Québec (équipement de sécurité) (418) 780-3838
Rivière-du-Loup (418) 867-2737
LINDE, la principale compagnie de gaz, d’équipements de soudage / coupage et produits de sécurité
Plus performante que jamais !
Rouyn-Noranda (819) 764-6103
Sept-Îles (418)-960-1205
Sherbrooke (819) 564-7877
St-Georges-de-Beauce (418) 228-3272
St-Hubert (450) 676-6224
St-Jean sur Richelieu (450) 347-5394
St-Laurent (514) 335-0455
St-Léonard (514) 323-4110
St-Patrick (514) 933-8113
Terrebonne (450) 686-0202
Trois-Rivières (819) 373-1017
Val d’Or (819) 825-6011
SOUDABILITÉ
Les Inspections Atlas Québec Inc. 12200, April, Montréal (Qc) H1B 5N5 T. 514-645-2209 • F. 514-645-5333
WWW.ATLASQUEBEC.COM
À la fin 2013, il y aura 20 ingénieurs, techniciens et assistants qui travailleront comme
employés permanents pour Les Inspections Atlas Québec Inc. Le chemin parcouru
depuis les 8 dernières années est remarquable et aujourd’hui la qualité de notre service
est reconnue autant par les grands fabricants que par ceux de tailles plus modestes.
Tous savent que nous ne transigeons ni avec la qualité de nos équipements, ni avec la
formation de nos techniciens et qu’en tout temps nous respectons avec la plus grande
rigueur les normes de sécurité de notre profession.
En plus de nos interventions en chantier, nous possédons aussi un
laboratoire et un bunker pour réaliser des essais dans des conditions plus
spécifiques. Ainsi, vos pièces peuvent être inspectées dans nos locaux.
Vous n’aurez alors plus besoin d’un périmètre
de sécurité pour pouvoir prendre des
radiographies et, si des assemblages ont des
formes particulères, il est alors possible de
mettre en place des supports adaptés. Bien
sûr, pendant ce temps votre atelier n’est pas
perturbé par des zones à accès limités.
En fin de compte, le professionnalisme et
l’adaptabilité doivent en tout temps prévaloir.
C’est exactement ce que font nos techniciens
lorsqu’ils interviennent dans des régions
éloignées. Il n’y a pas de deuxième chance. Il
faut avoir tout prévu car le retour au
laboratoire en cas d’oubli d’équipements
n’est tout simplement pas permis.
Rapidité, efficacité, rigueur, respect des normes, voilà tout ce qui définit nos inspecteurs et notre organisation. Plus que
de grands mots, ceci est notre réalité. Vous voulez vous en assurer? Alors, appelez-nous et vous comprendrez
facilement que Les Inspections
Atlas, en affaire depuis près de
30 ans dans le grand Montréal, est
un fournisseur de services en essais
non destructifs sur lequel vous
pouvez compter.
Les Inspections Atlas Québec Inc. fait partie du groupe Thermetco





























