Embed Size (px)
Citation preview
C
5°
Ecole No
Concept
année PE
rmale Sup
Dé
tion et F
LA TEC
ST génie
périeure d
épartemen
Fabrica
CHNOL
(No
A.
mécaniqu
d’Enseigne
nt de Génie
ation As
LOGIE
otes de cou
NOUREDDI
ue
ement Tec
e Mécaniq
ssistées
DE GR
urs)
INE
chnologiq
que
s par Or
ROUPE
ue d’Oran
rdinateu
E
2010/20
n
ur
011
La technologie de groupe 2
Cours CFAO - 5° année PEST Génie Mécanique - ENSET Oran - 2010/2011 A. NOUREDDINE
LA TECHNOLOGIE DE GROUPE 1. Généralités La technologie de groupe (TG) est définie comme un principe d’organisation applicable à toutes les étapes d’un processus de production. La technologie de groupe consiste à regrouper systématiquement les composants identiques ou similaires par l’utilisation d’un système de classification et de classement. La réunion de tous les composants soumis au même processus de fabrication permet de définir une rationalisation en particulier pour la fabrication unitaire ou en petites séries. Le système de classification repose sur un code et un critère de ressemblance nécessaires à la formation des familles de pièces. La classification étant effectuée, il faut définir des procédures de classement pour les nouveaux composants conformément à la classification. Il n’existe pas de système universel efficace, aussi faut-il développer des procédures particulières adaptées au problème à résoudre selon les applications. 2. Développement de la technologie de groupe Le concept de technologie de groupe a été développé par S. P. MITROFANOV. Dans les années 50, il a analysé les moyens et les méthodes de fabrication des pièces mécaniques présentant des analogies. Ses travaux ont fait l’objet de nombreuses applications industrielles principalement en Europe de l’est. En 1960, le professeur H. OPITZ de l’université d’Aix La Chapelle (Allemagne) a proposé une généralisation du principe de la technologie de groupe et son application à toutes les étapes du processus d’élaboration d’une pièce mécanique. Ainsi, la recherche d’analogie se fait dès la conception de la pièce, par le biais d’un code à neuf chiffres en base décimale. Ces chiffres ont chacun une signification particulière fournissant une information sur la morphologie ou les dimensions du composant codé (une description du code OPITZ est donnée en annexe A4). Plusieurs systèmes de classification sont apparus, démontrant l’intérêt économique de la méthode.
La technologie de groupe 3
Cours CFAO - 5° année PEST Génie Mécanique - ENSET Oran - 2010/2011 A. NOUREDDINE
3. Avantages de la technologie de groupe Une organisation basée sur la technologie de groupe permet d’obtenir des gains de temps entraînant une réduction importante sur le coût du produit aux différentes étapes du processus de fabrication. Au bureau des méthodes, la technologie de groupe implique une démarche rigoureuse et précise dans l’élaboration des processus de fabrication des pièces mécaniques. L’objectif principal est de créer des familles de pièces pour optimiser leur fabrication. Le processus de fabrication de la pièce la plus complexe du groupe servira de base à l’élaboration du processus de fabrication de chaque élément (existant ou nouveau) du groupe. Pour le préparateur en fabrication, les choix sont moins arbitraires, le travail moins fastidieux, les solutions plus rapides et rationnelles, le libérant ainsi pour la mise en oeuvre de techniques nouvelles en vue d’améliorer la productivité. 4. Analyse des systèmes de classification en technologie de groupe La classification (formation des familles) repose sur un code lié à un système de gestion basé sur un critère de ressemblance (tableau 1). La description de la pièce est effectuée par un code simple à K digits qui engendrera une classification des pièces selon les différentes valeurs prises par ces digits. Le codage dépend des critères de classification envisagés. Les principaux critères de classification utilisés sont définis dans le tableau 2. L’une des classifications les plus utilisées est basée essentiellement sur des critères morpho dimensionnels. La recherche des familles se fait soit par:
• Tri manuel ou automatique sur les différents digits du code.
• Des techniques basées sur les méthodes de l’analyse des données, utilisant des critères mathématiques et la notion de ressemblance entre les données codées.
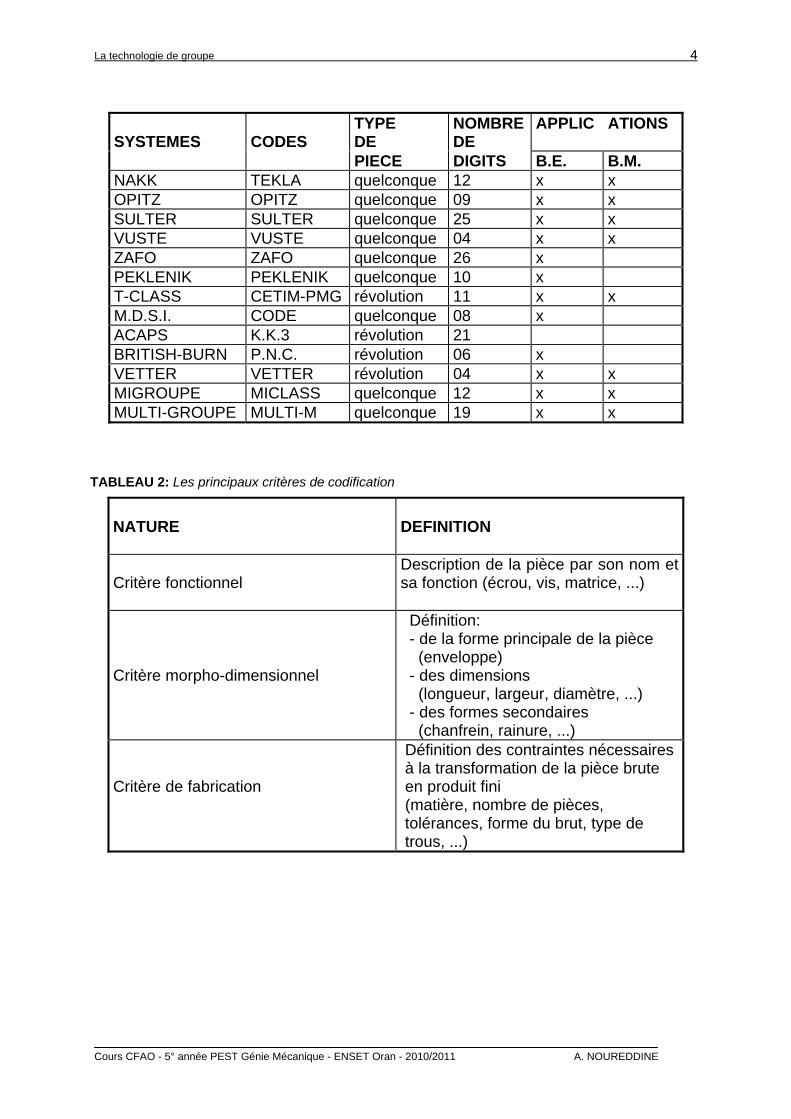
TABLEAU 1: Les principaux codes et leurs domaines d’application
La technologie de groupe 4
Cours CFAO - 5° année PEST Génie Mécanique - ENSET Oran - 2010/2011 A. NOUREDDINE
SYSTEMES
CODES
TYPE DE
NOMBRE DE
APPLIC ATIONS
PIECE DIGITS B.E. B.M. NAKK TEKLA quelconque 12 x x OPITZ OPITZ quelconque 09 x x SULTER SULTER quelconque 25 x x VUSTE VUSTE quelconque 04 x x ZAFO ZAFO quelconque 26 x PEKLENIK PEKLENIK quelconque 10 x T-CLASS CETIM-PMG révolution 11 x x M.D.S.I. CODE quelconque 08 x ACAPS K.K.3 révolution 21 BRITISH-BURN P.N.C. révolution 06 x VETTER VETTER révolution 04 x x MIGROUPE MICLASS quelconque 12 x x MULTI-GROUPE MULTI-M quelconque 19 x x
NATURE
DEFINITION
Critère fonctionnel
Description de la pièce par son nom et sa fonction (écrou, vis, matrice, ...)
Critère morpho-dimensionnel
Définition: - de la forme principale de la pièce (enveloppe) - des dimensions (longueur, largeur, diamètre, ...) - des formes secondaires (chanfrein, rainure, ...)
Critère de fabrication
Définition des contraintes nécessaires à la transformation de la pièce brute en produit fini (matière, nombre de pièces, tolérances, forme du brut, type de trous, ...)
TABLEAU 2: Les principaux critères de codification
La technologie de groupe 5
Cours CFAO - 5° année PEST Génie Mécanique - ENSET Oran - 2010/2011 A. NOUREDDINE
5. Méthodologie d’implantation de la technologie de groupe
La méthodologie utilisée vise à permettre une utilisation rationnelle de la méthode de classification automatique. Une des techniques de l’analyse des données est l’analyse typologique. Elle s’articule sur les étapes essentielles suivantes:
• Recueil et codage des données;
• Calcul des proximités et choix des mesures de ressemblance;
• Représentation graphique des données;
• Classification (automatique) des données;
• Description des familles obtenues;
• Procédure de classement de nouveaux composants.
5.1. Recueil et codage des données 5.1.1. Recueil des données
Pour générer, à partir d’un phénomène observé, un tableau de données dont les colonnes sont les descripteurs (variables) et les lignes les observations (objets), il faut procéder à une analyse détaillée de l’ensemble de ces observations. Ainsi, il convient de définir:
• Les objets sur lesquels on veut faire l’analyse Ces objets, dans le cas d’un phénomène industriel, peuvent être des pièces, des machines-outils, des outillages, ...
• Les variables qui vont permettre de caractériser ces objets
L’identification par ordinateur des objets à analyser implique une codification à l’aide de variables (caractéristiques ou descripteurs) les décrivant; on modélise donc les entités physiques (objets) par des grandeurs mathématiques (variables).
Ainsi définissons deux ensembles Ω et Φ tels que: - Ω est l’ensemble des objets à analyser Ω = { ω1 , ω2 , ω3 , . . . , ωi , . . . , ωn-1 , ωn } où ωi représente la pièce mécanique Pi . - Φ est l’ensemble des variables qui décrivent ces objets Φ = { v1 , v2 , v3 , . . . , vj , vp-1 , vp } où vj représente la variable j décrivant les n objets.
La technologie de groupe 6
Cours CFAO - 5° année PEST Génie Mécanique - ENSET Oran - 2010/2011 A. NOUREDDINE
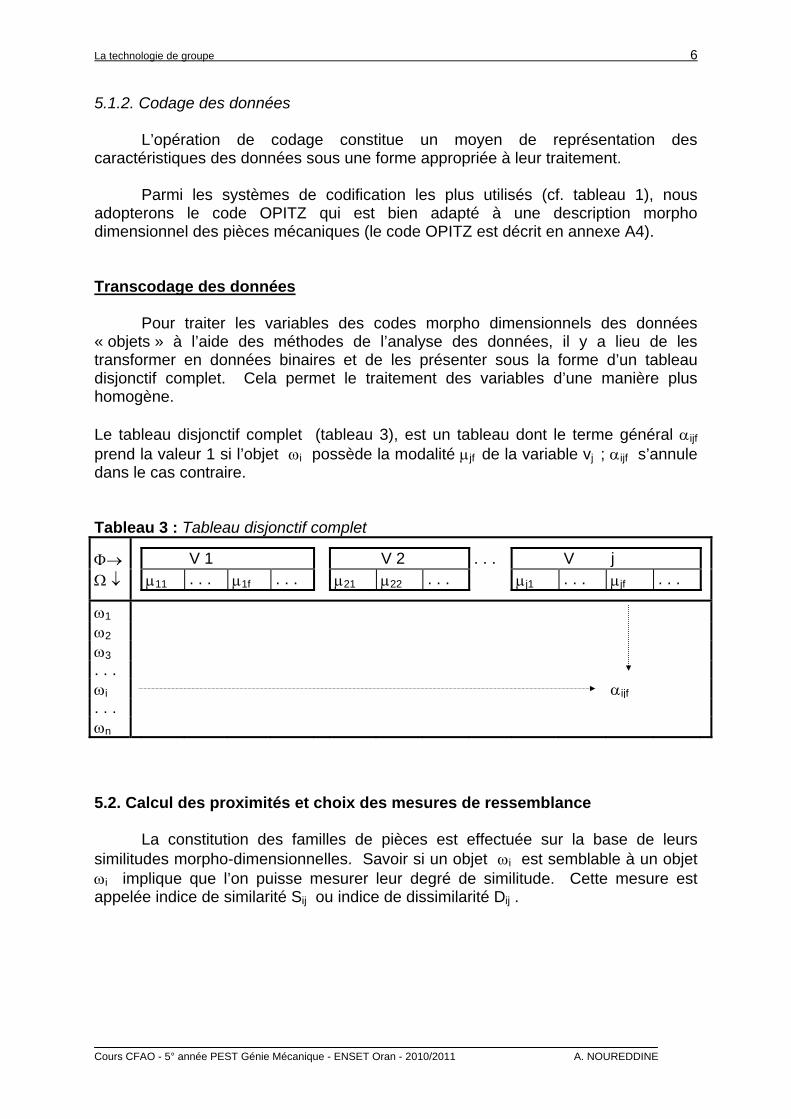
5.1.2. Codage des données L’opération de codage constitue un moyen de représentation des caractéristiques des données sous une forme appropriée à leur traitement. Parmi les systèmes de codification les plus utilisés (cf. tableau 1), nous adopterons le code OPITZ qui est bien adapté à une description morpho dimensionnel des pièces mécaniques (le code OPITZ est décrit en annexe A4). Transcodage des données Pour traiter les variables des codes morpho dimensionnels des données « objets » à l’aide des méthodes de l’analyse des données, il y a lieu de les transformer en données binaires et de les présenter sous la forme d’un tableau disjonctif complet. Cela permet le traitement des variables d’une manière plus homogène. Le tableau disjonctif complet (tableau 3), est un tableau dont le terme général αijf prend la valeur 1 si l’objet ωi possède la modalité μjf de la variable vj ; αijf s’annule dans le cas contraire. Tableau 3 : Tableau disjonctif complet
Φ→ V 1 V 2 . . . V j Ω ↓ μ11 . . . μ1f . . . μ21 μ22 . . . μj1 . . . μjf . . .
ω1 ω2 ω3 . . . ωi αijf . . . ωn 5.2. Calcul des proximités et choix des mesures de ressemblance La constitution des familles de pièces est effectuée sur la base de leurs similitudes morpho-dimensionnelles. Savoir si un objet ωi est semblable à un objet ωi implique que l’on puisse mesurer leur degré de similitude. Cette mesure est appelée indice de similarité Sij ou indice de dissimilarité Dij .
La technologie de groupe 7
Cours CFAO - 5° année PEST Génie Mécanique - ENSET Oran - 2010/2011 A. NOUREDDINE
5.2.1. Calcul des proximités Les traitements par les méthodes de l’analyse des données supposent que les indices (de similarité ou de dissimilarité) appliqués sur l’ensemble Ω vérifient les propriétés suivantes:
• La positivité Sij ≥ 0 (ou Dij ≥ 0) ∀ ωi , ωj ∈ Ω
• La symétrie Sij = Sji (ou Dij = Dji ) ∀ ωi , ωj ∈ Ω
• La normalisation Elle permet de distinguer un indice de similarité d’un indice de dissimilarité.
• Indice de similarité Sij maxi = 1 , l’objet est comparé à lui-même ce qui s’écrit : Sij = 1 ⇔ ωi = ωj ∀ ωi , ωj ∈ Ω
Sij > Sik signifie que l’objet ωi ressemble davantage à l’objet ωj qu’à l’objet ωk .
• Indice de dissimilarité
Dij mini = 0 , l’objet est comparé à lui-même ce qui s’écrit : Dij = 0 ⇔ ωi = ωj ∀ ωi , ωj ∈ Ω
Dij > Dik signifie que l’objet ωi ressemble davantage à l’objet ωk qu’à l’objet ωj .
• Il est toujours possible de passer d’un indice de similarité à un indice de
diisimilarité (ou inversement) par la transformation : Dij = 1 - Sij 5.2.2. Choix d’un indice de proximité Il existe un grand nombre d’indices de similarité sur les variables binaires (tableau 4). Ces indices font intervenir les notions suivantes:
• Co-présence ( P ) = nombre de positions prenant simultanément la valeur 1 dans les deux codes comparés.
• Co-absence ( A ) = nombre de positions prenant simultanément la valeur 0
dans les deux codes comparés.
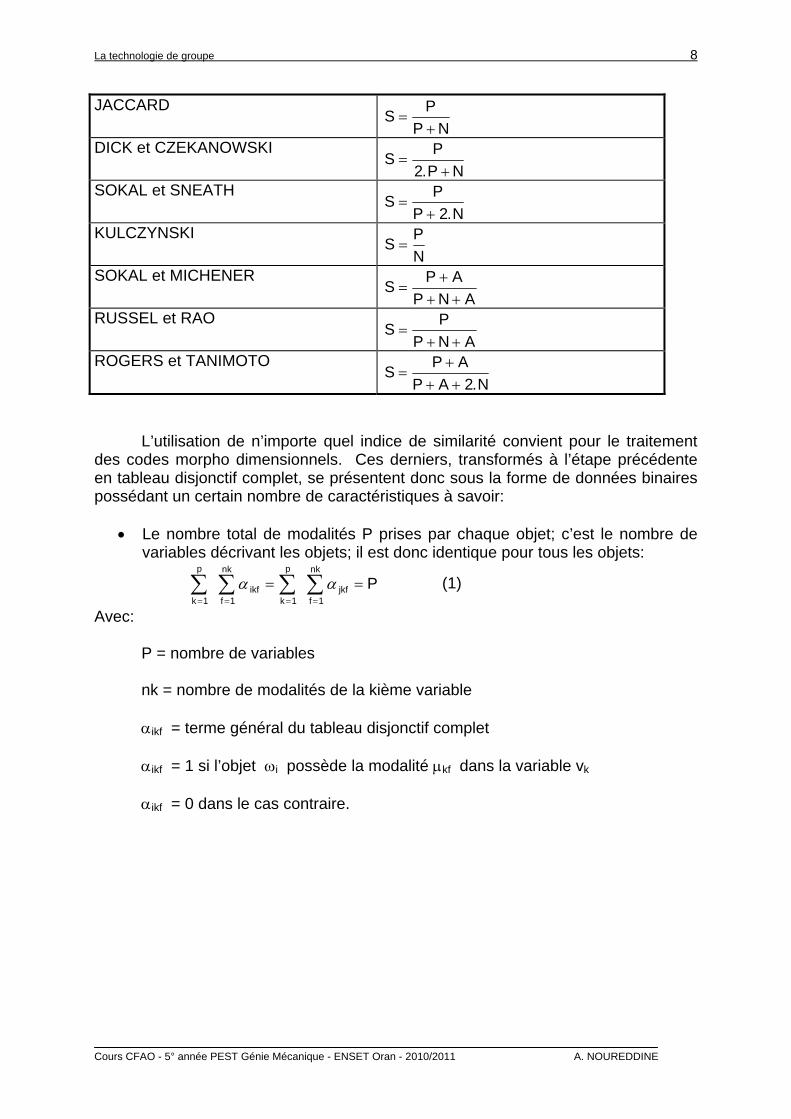
• Non-coïncidence ( N ) = autres positions. Tableau 4 : Indices de similarité sur les variables binaires
La technologie de groupe 8
Cours CFAO - 5° année PEST Génie Mécanique - ENSET Oran - 2010/2011 A. NOUREDDINE
JACCARD S P
P N=
+
DICK et CZEKANOWSKI S P
P N=
+2.
SOKAL et SNEATH S P
P N=
+ 2.
KULCZYNSKI S P
N=
SOKAL et MICHENER S P A
P N A=
++ +
RUSSEL et RAO S P
P N A=
+ +
ROGERS et TANIMOTO S P A
P A N=
++ + 2.
L’utilisation de n’importe quel indice de similarité convient pour le traitement des codes morpho dimensionnels. Ces derniers, transformés à l’étape précédente en tableau disjonctif complet, se présentent donc sous la forme de données binaires possédant un certain nombre de caractéristiques à savoir:
• Le nombre total de modalités P prises par chaque objet; c’est le nombre de variables décrivant les objets; il est donc identique pour tous les objets:
k
p
ikff
nk
k
p
jkff
nk
P= = = =∑ ∑ ∑ ∑= =
1 1 1 1
α α (1)
Avec: P = nombre de variables
nk = nombre de modalités de la kième variable
αikf = terme général du tableau disjonctif complet αikf = 1 si l’objet ωi possède la modalité μkf dans la variable vk αikf = 0 dans le cas contraire.
La technologie de groupe 9
Cours CFAO - 5° année PEST Génie Mécanique - ENSET Oran - 2010/2011 A. NOUREDDINE
La formulation de la non-coïncidence N, de la co-présence P, et de la co-absence A entre deux objets se présente comme suit:
( )Nk
p
ikf jkff
nk
= −= =∑ ∑
1
2
1
α α (2)
( )Pk
p
ikf jkff
nk
= ×= =∑ ∑
1
2
1
α α (3)
( ) ( )Ak
p
ikf jkff
nk
= − × −= =∑ ∑
1 1
1 1α α (4)
Nous retiendrons, pour la suite de ce cours, l’indice de dissimilarité de SOKAL et MICHENER pour traiter l’application sur des exemples. 5.3. Représentation graphique des données
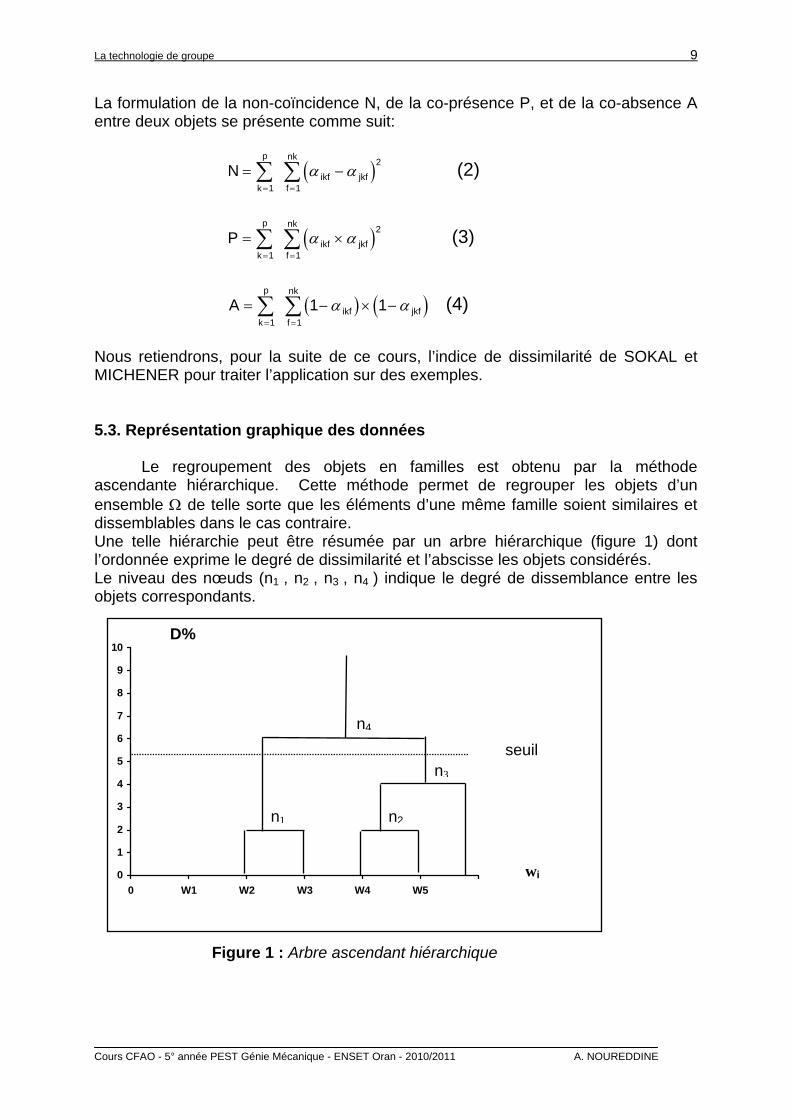
Le regroupement des objets en familles est obtenu par la méthode ascendante hiérarchique. Cette méthode permet de regrouper les objets d’un ensemble Ω de telle sorte que les éléments d’une même famille soient similaires et dissemblables dans le cas contraire. Une telle hiérarchie peut être résumée par un arbre hiérarchique (figure 1) dont l’ordonnée exprime le degré de dissimilarité et l’abscisse les objets considérés. Le niveau des nœuds (n1 , n2 , n3 , n4 ) indique le degré de dissemblance entre les objets correspondants.
0
1
2
3
4
5
6
7
8
9
10
0 W1 W2 W3 W4 W5
n4
n3
n2n1
seuil
D%
wi
Figure 1 : Arbre ascendant hiérarchique
La technologie de groupe 10
Cours CFAO - 5° année PEST Génie Mécanique - ENSET Oran - 2010/2011 A. NOUREDDINE
5.4. Classification des données Pour obtenir une classification à un niveau donné, on coupe l’arbre ascendant hiérarchique par une horizontale dont les intersections avec les branches de l’arbre déterminent une partition. Par exemple, sur le graphe de la figure 1, pour une dissimilarité de 50%, nous obtenons une partition en deux classes:
• La première classe contient les objets ω1 et ω2 ;
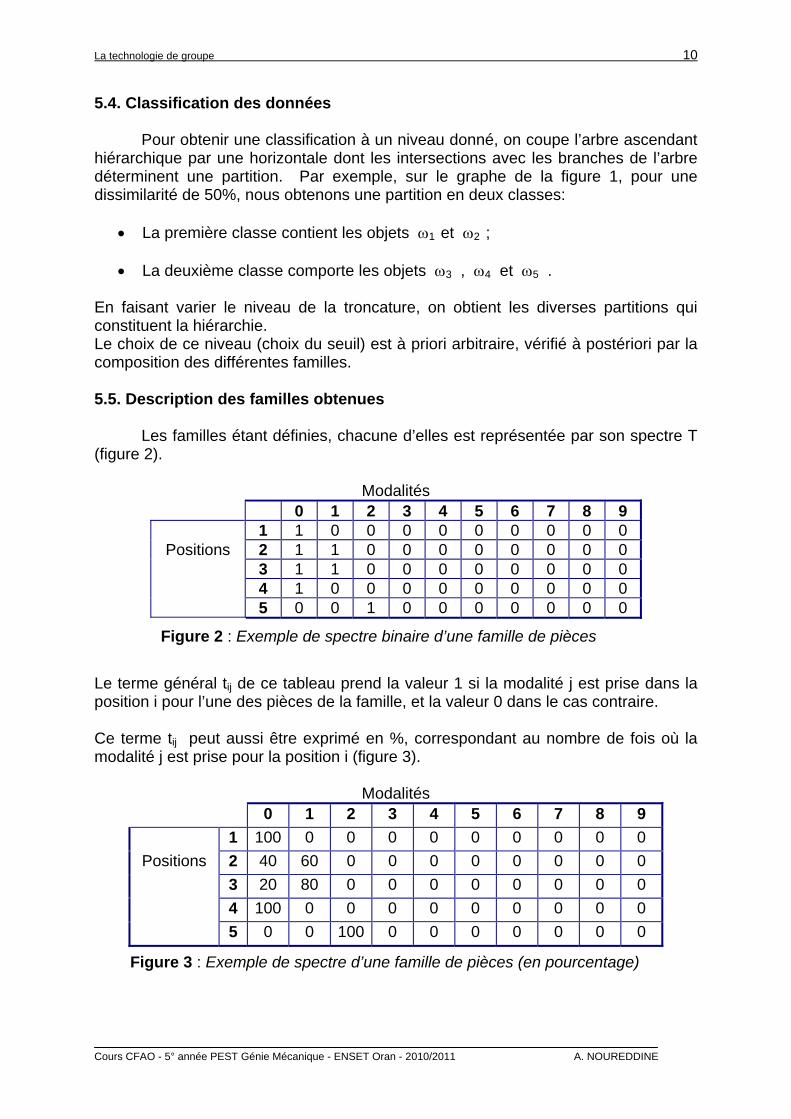
• La deuxième classe comporte les objets ω3 , ω4 et ω5 . En faisant varier le niveau de la troncature, on obtient les diverses partitions qui constituent la hiérarchie. Le choix de ce niveau (choix du seuil) est à priori arbitraire, vérifié à postériori par la composition des différentes familles. 5.5. Description des familles obtenues Les familles étant définies, chacune d’elles est représentée par son spectre T (figure 2).
Modalités 0 1 2 3 4 5 6 7 8 9 1 1 0 0 0 0 0 0 0 0 0
Positions 2 1 1 0 0 0 0 0 0 0 0 3 1 1 0 0 0 0 0 0 0 0 4 1 0 0 0 0 0 0 0 0 0 5 0 0 1 0 0 0 0 0 0 0
Le terme général tij de ce tableau prend la valeur 1 si la modalité j est prise dans la position i pour l’une des pièces de la famille, et la valeur 0 dans le cas contraire. Ce terme tij peut aussi être exprimé en %, correspondant au nombre de fois où la modalité j est prise pour la position i (figure 3).
Modalités 0 1 2 3 4 5 6 7 8 9 1 100 0 0 0 0 0 0 0 0 0
Positions 2 40 60 0 0 0 0 0 0 0 0 3 20 80 0 0 0 0 0 0 0 0 4 100 0 0 0 0 0 0 0 0 0 5 0 0 100 0 0 0 0 0 0 0
Figure 2 : Exemple de spectre binaire d’une famille de pièces
Figure 3 : Exemple de spectre d’une famille de pièces (en pourcentage)
La technologie de groupe 11
Cours CFAO - 5° année PEST Génie Mécanique - ENSET Oran - 2010/2011 A. NOUREDDINE
5.6. Classement
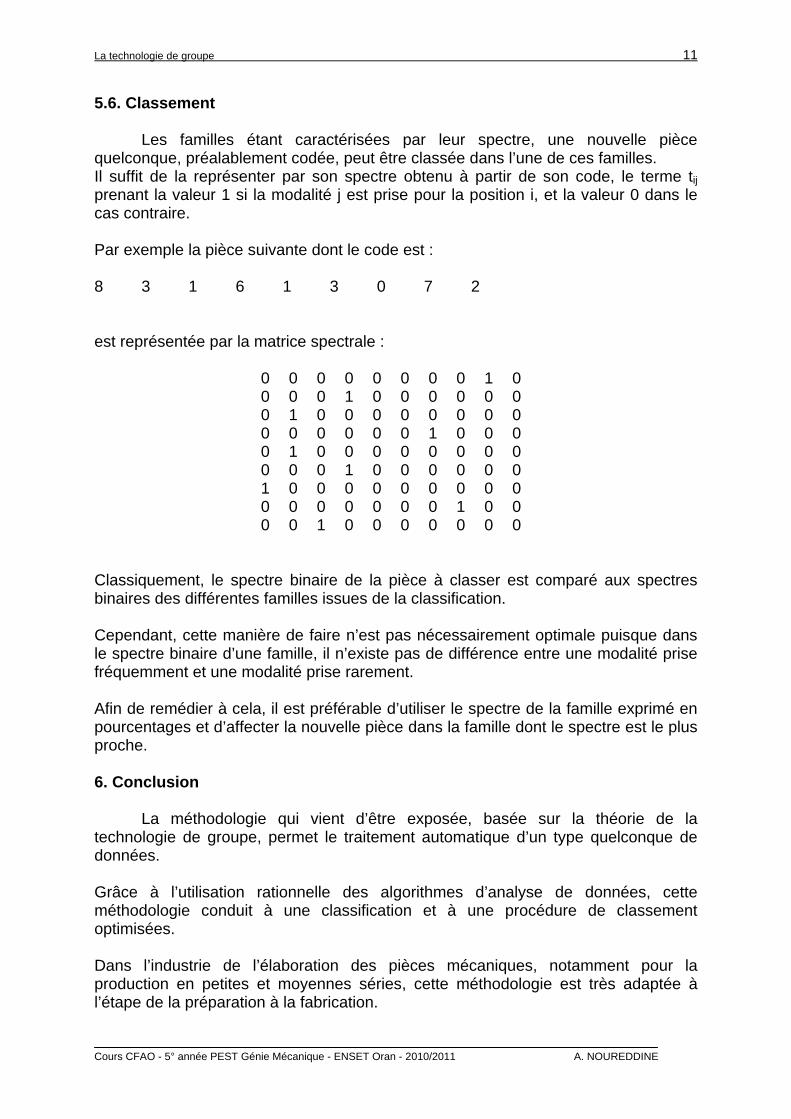
Les familles étant caractérisées par leur spectre, une nouvelle pièce quelconque, préalablement codée, peut être classée dans l’une de ces familles. Il suffit de la représenter par son spectre obtenu à partir de son code, le terme tij prenant la valeur 1 si la modalité j est prise pour la position i, et la valeur 0 dans le cas contraire. Par exemple la pièce suivante dont le code est : 8 3 1 6 1 3 0 7 2 est représentée par la matrice spectrale :
0 0 0 0 0 0 0 0 1 0 0 0 0 1 0 0 0 0 0 0 0 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1 0 0 0 0 1 0 0 0 0 0 0 0 0 0 0 0 1 0 0 0 0 0 0 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1 0 0 0 0 1 0 0 0 0 0 0 0
Classiquement, le spectre binaire de la pièce à classer est comparé aux spectres binaires des différentes familles issues de la classification. Cependant, cette manière de faire n’est pas nécessairement optimale puisque dans le spectre binaire d’une famille, il n’existe pas de différence entre une modalité prise fréquemment et une modalité prise rarement. Afin de remédier à cela, il est préférable d’utiliser le spectre de la famille exprimé en pourcentages et d’affecter la nouvelle pièce dans la famille dont le spectre est le plus proche. 6. Conclusion La méthodologie qui vient d’être exposée, basée sur la théorie de la technologie de groupe, permet le traitement automatique d’un type quelconque de données. Grâce à l’utilisation rationnelle des algorithmes d’analyse de données, cette méthodologie conduit à une classification et à une procédure de classement optimisées. Dans l’industrie de l’élaboration des pièces mécaniques, notamment pour la production en petites et moyennes séries, cette méthodologie est très adaptée à l’étape de la préparation à la fabrication.
La technologie de groupe 12
Cours CFAO - 5° année PEST Génie Mécanique - ENSET Oran - 2010/2011 A. NOUREDDINE
ANNEXE
LE CODE OPITZ
La technologie de groupe 13
Cours CFAO - 5° année PEST Génie Mécanique - ENSET Oran - 2010/2011 A. NOUREDDINE
LE CODE OPITZ En 1960, le professeur H. OPITZ de l’université d’Aix La Chapelle (Allemagne) a proposé une généralisation du principe de la technologie de groupe et son application à toutes les étapes du processus d’élaboration d’une pièce mécanique. Ainsi, la recherche d’analogie se fait dès la conception de la pièce, par le biais d’un code à neuf chiffres en base décimale. Ces chiffres ont chacun une signification particulière fournissant une information sur la morphologie ou les dimensions du composant codé.
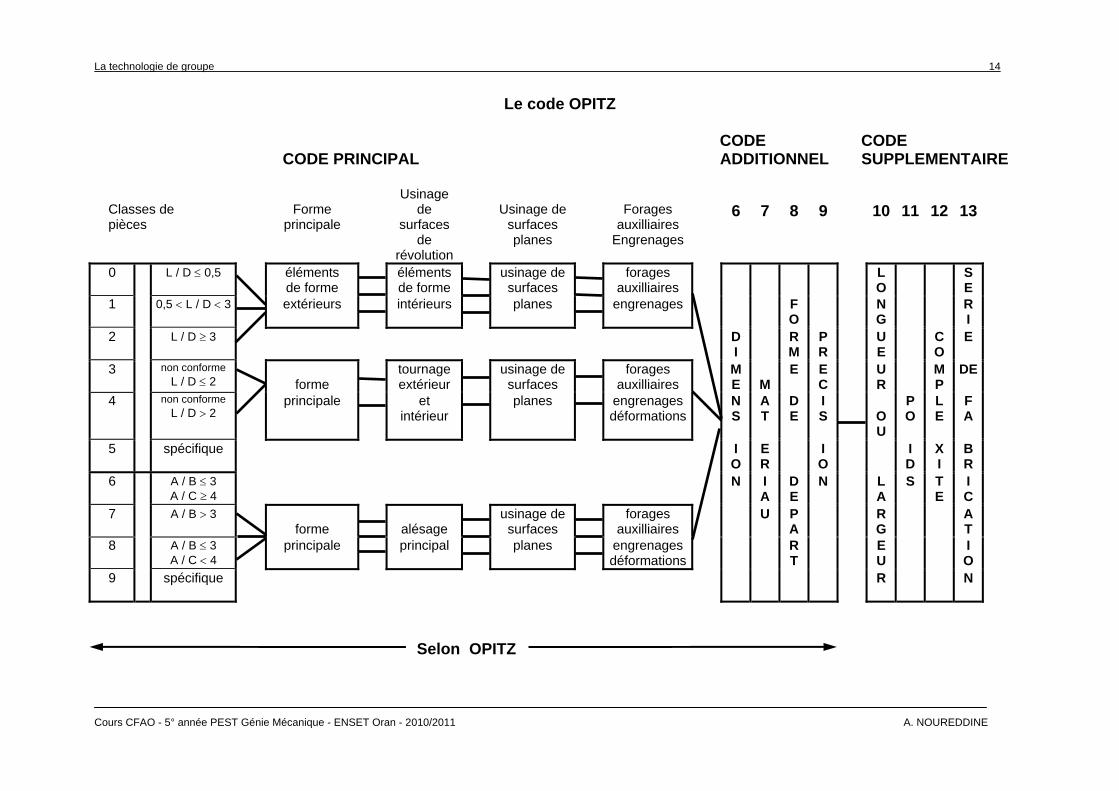
La description de la pièce est donc obtenue à l’aide d’un code à neuf positions décimales, comprenant un code principal (les cinq premières positions) destiné à décrire la forme principale de la pièce finale ainsi que les usinages, et un code additionnel (les quatre dernières positions) contenant des informations complémentaires (dimensions, matières, formes du brut, tolérances).
La structure de ce code est bien adaptée à la classification des pièces mécaniques.
Son efficacité réside dans le fait que ses neuf positions sont entièrement indépendantes. Il est donc précis sans être redondant.
On peut en outre adjoindre aux neuf positions de base un code supplémentaire pour apporter des informations complémentaires en tant que de besoin.
La technologie de groupe 14
Cours CFAO - 5° année PEST Génie Mécanique - ENSET Oran - 2010/2011 A. NOUREDDINE
Le code OPITZ CODE CODE CODE PRINCIPAL ADDITIONNEL SUPPLEMENTAIRE
Classes de pièces
Forme
principale
Usinage de
surfaces de
révolution
Usinage de
surfaces planes
Forages
auxilliaires Engrenages
6
7
8
9
10
11
12
13
0
L / D ≤ 0,5 éléments de forme
éléments de forme
usinage de surfaces
forages auxilliaires
L O
S E
1 0,5 < L / D < 3 extérieurs
intérieurs planes engrenages
F O
N G
R I
2
L / D ≥ 3 D I
R M
P R
U E
C O
E
3
non conforme L / D ≤ 2
forme
tournage extérieur
usinage de surfaces
forages auxilliaires
M E
M
E E C
U R
M P
DE
4
non conforme L / D > 2
principale et intérieur
planes engrenages déformations
N S
A T
D E
I S
OU
P O
L E
F A
5
spécifique I O
E R
I O
I D
X I
B R
6
A / B ≤ 3 A / C ≥ 4
N I A
D E
N L A
S T E
I C
7
A / B > 3
forme
alésage
usinage de surfaces
forages auxilliaires
U P A
R G
A T
8
A / B ≤ 3 A / C < 4
principale principal planes engrenages déformations
R T
E U
I O
9
spécifique R N
Selon OPITZ
La technologie de groupe 15
Cours CFAO - 5° année PEST Génie Mécanique - ENSET Oran - 2010/2011 A. NOUREDDINE
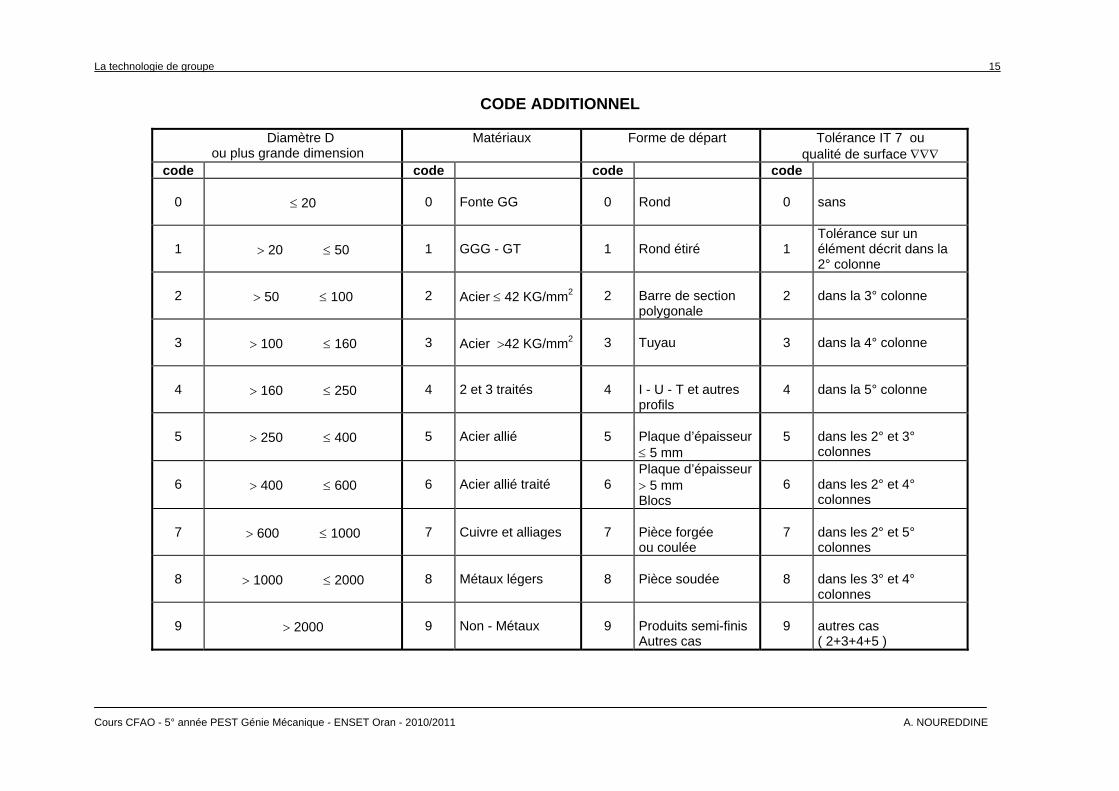
CODE ADDITIONNEL
Diamètre D ou plus grande dimension
Matériaux Forme de départ Tolérance IT 7 ou qualité de surface ∇∇∇
code code code code 0
≤ 20
0
Fonte GG
0
Rond
0
sans
1
> 20 ≤ 50
1
GGG - GT
1
Rond étiré
1
Tolérance sur un élément décrit dans la 2° colonne
2
> 50 ≤ 100
2
Acier ≤ 42 KG/mm2
2
Barre de section polygonale
2
dans la 3° colonne
3
> 100 ≤ 160
3
Acier >42 KG/mm2
3
Tuyau
3
dans la 4° colonne
4
> 160 ≤ 250
4
2 et 3 traités
4
I - U - T et autres profils
4
dans la 5° colonne
5
> 250 ≤ 400
5
Acier allié
5
Plaque d’épaisseur ≤ 5 mm
5
dans les 2° et 3° colonnes
6
> 400 ≤ 600
6
Acier allié traité
6
Plaque d’épaisseur > 5 mm Blocs
6
dans les 2° et 4° colonnes
7
> 600 ≤ 1000
7
Cuivre et alliages
7
Pièce forgée ou coulée
7
dans les 2° et 5° colonnes
8
> 1000 ≤ 2000
8
Métaux légers
8
Pièce soudée
8
dans les 3° et 4° colonnes
9
> 2000
9
Non - Métaux
9
Produits semi-finis Autres cas
9
autres cas ( 2+3+4+5 )
La technologie de groupe 16
Cours CFAO - 5° année PEST Génie Mécanique - ENSET Oran - 2010/2011 A. NOUREDDINE
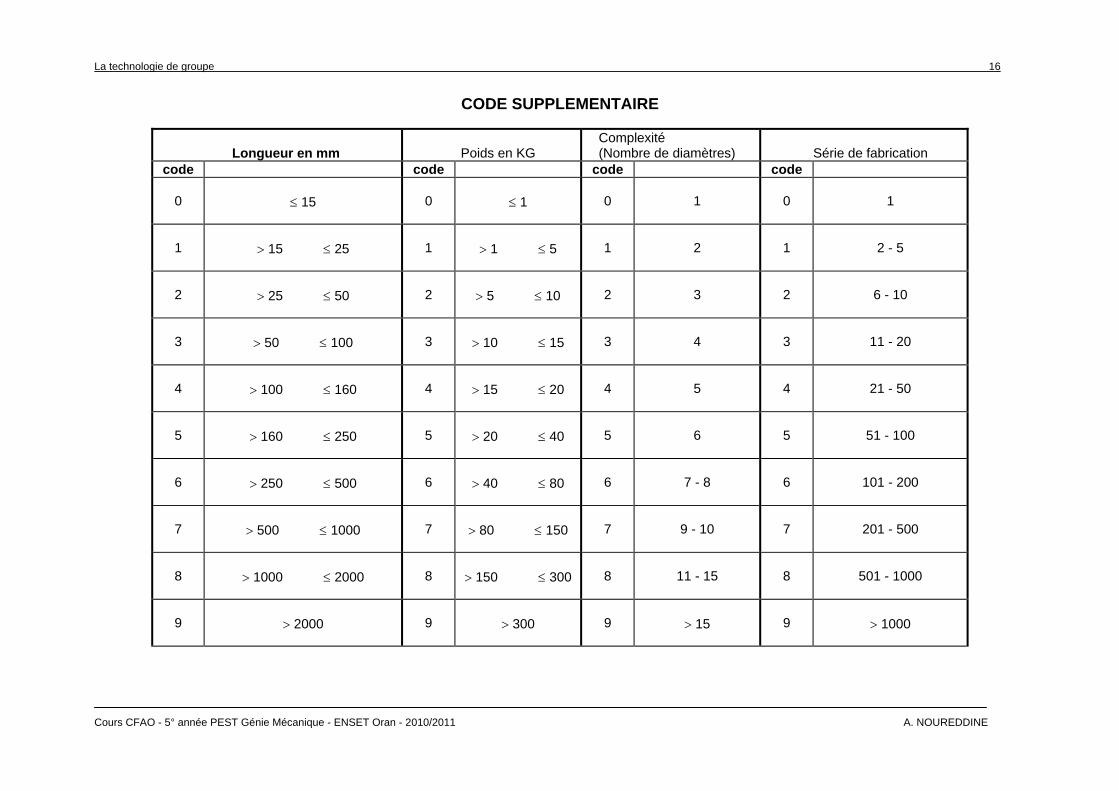
CODE SUPPLEMENTAIRE
Longueur en mm
Poids en KG
Complexité (Nombre de diamètres)
Série de fabrication
code code code code 0
≤ 15
0
≤ 1
0
1
0
1
1
> 15 ≤ 25
1
> 1 ≤ 5
1
2
1
2 - 5
2
> 25 ≤ 50
2
> 5 ≤ 10
2
3
2
6 - 10
3
> 50 ≤ 100
3
> 10 ≤ 15
3
4
3
11 - 20
4
> 100 ≤ 160
4
> 15 ≤ 20
4
5
4
21 - 50
5
> 160 ≤ 250
5
> 20 ≤ 40
5
6
5
51 - 100
6
> 250 ≤ 500
6
> 40 ≤ 80
6
7 - 8
6
101 - 200
7
> 500 ≤ 1000
7
> 80 ≤ 150
7
9 - 10
7
201 - 500
8
> 1000 ≤ 2000
8
> 150 ≤ 300
8
11 - 15
8
501 - 1000
9
> 2000
9
> 300
9
> 15
9
> 1000
La technologie de groupe 17
Cours CFAO - 5° année PEST Génie Mécanique - ENSET Oran - 2010/2011 A. NOUREDDINE
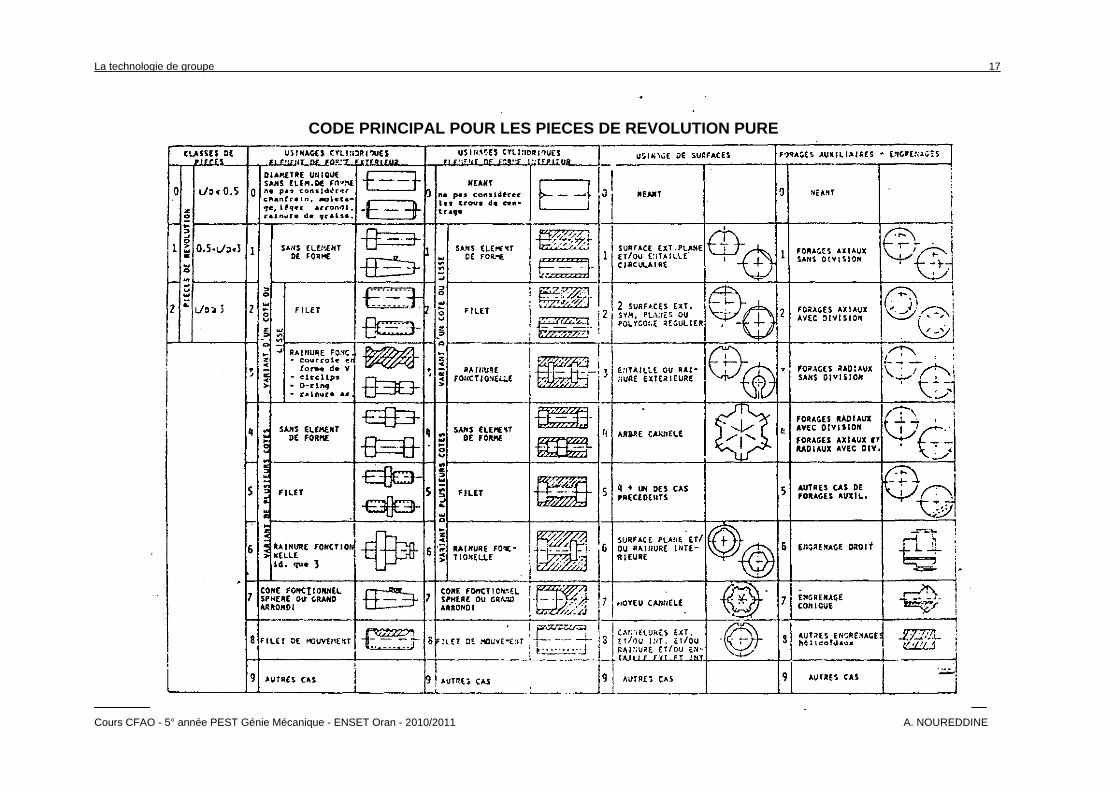
CODE PRINCIPAL POUR LES PIECES DE REVOLUTION PURE
La technologie de groupe 18
Cours CFAO - 5° année PEST Génie Mécanique - ENSET Oran - 2010/2011 A. NOUREDDINE
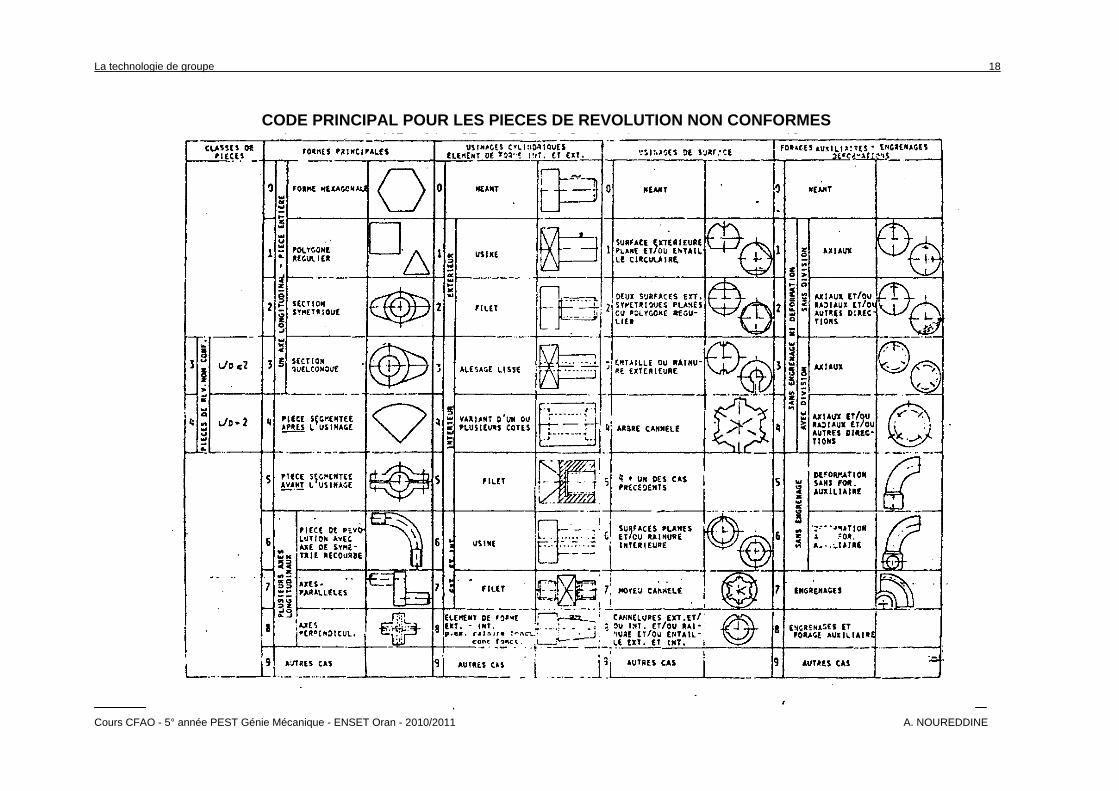
CODE PRINCIPAL POUR LES PIECES DE REVOLUTION NON CONFORMES
La technologie de groupe 19
Cours CFAO - 5° année PEST Génie Mécanique - ENSET Oran - 2010/2011 A. NOUREDDINE
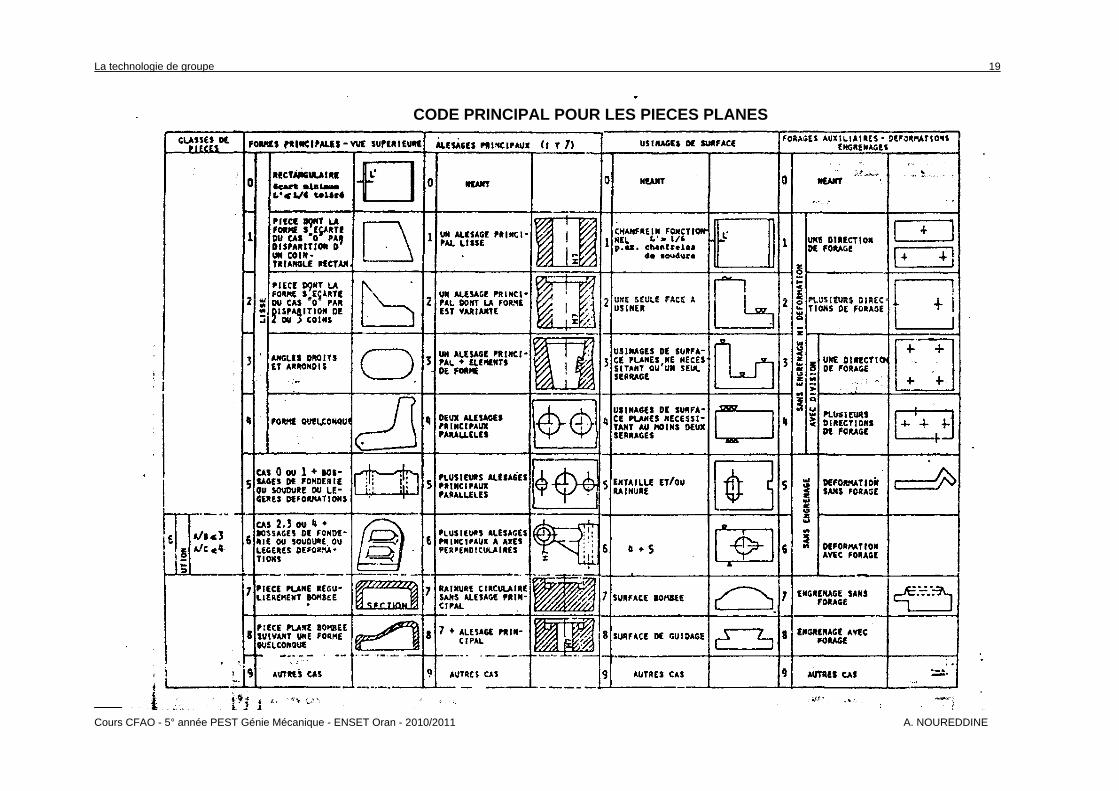
CODE PRINCIPAL POUR LES PIECES PLANES
La technologie de groupe 20
Cours CFAO - 5° année PEST Génie Mécanique - ENSET Oran - 2010/2011 A. NOUREDDINE
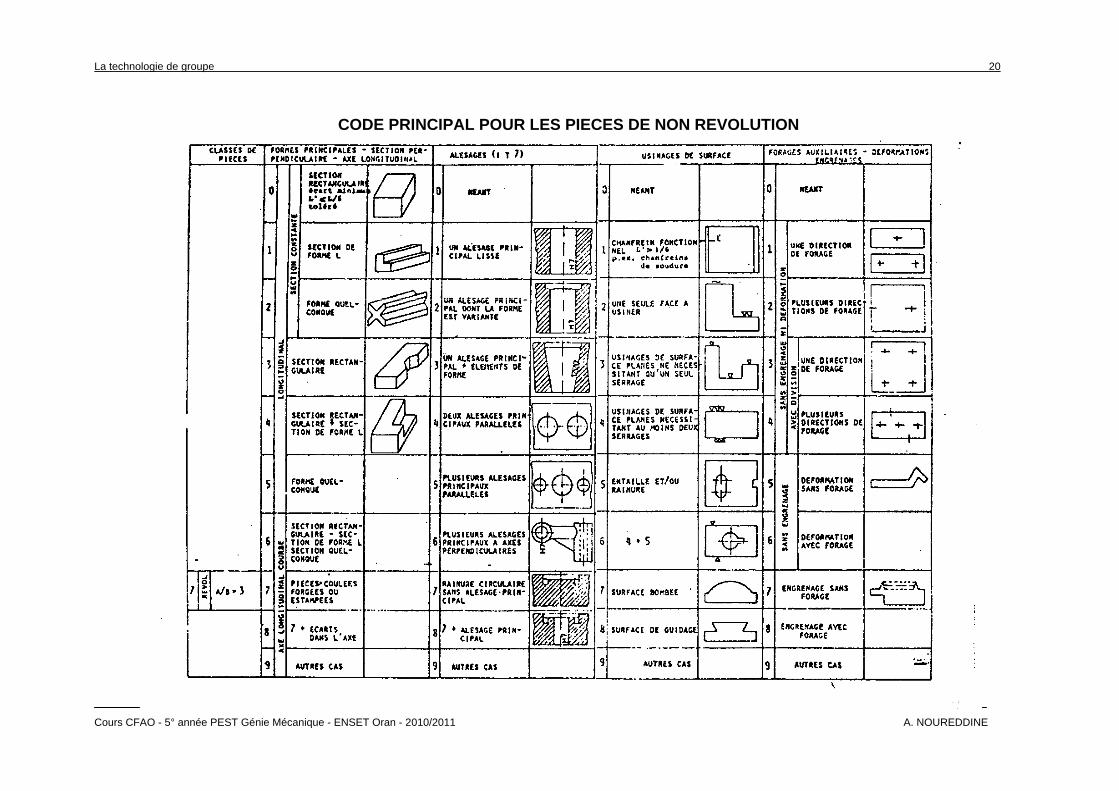
CODE PRINCIPAL POUR LES PIECES DE NON REVOLUTION
La technologie de groupe 21
Cours CFAO - 5° année PEST Génie Mécanique - ENSET Oran - 2010/2011 A. NOUREDDINE
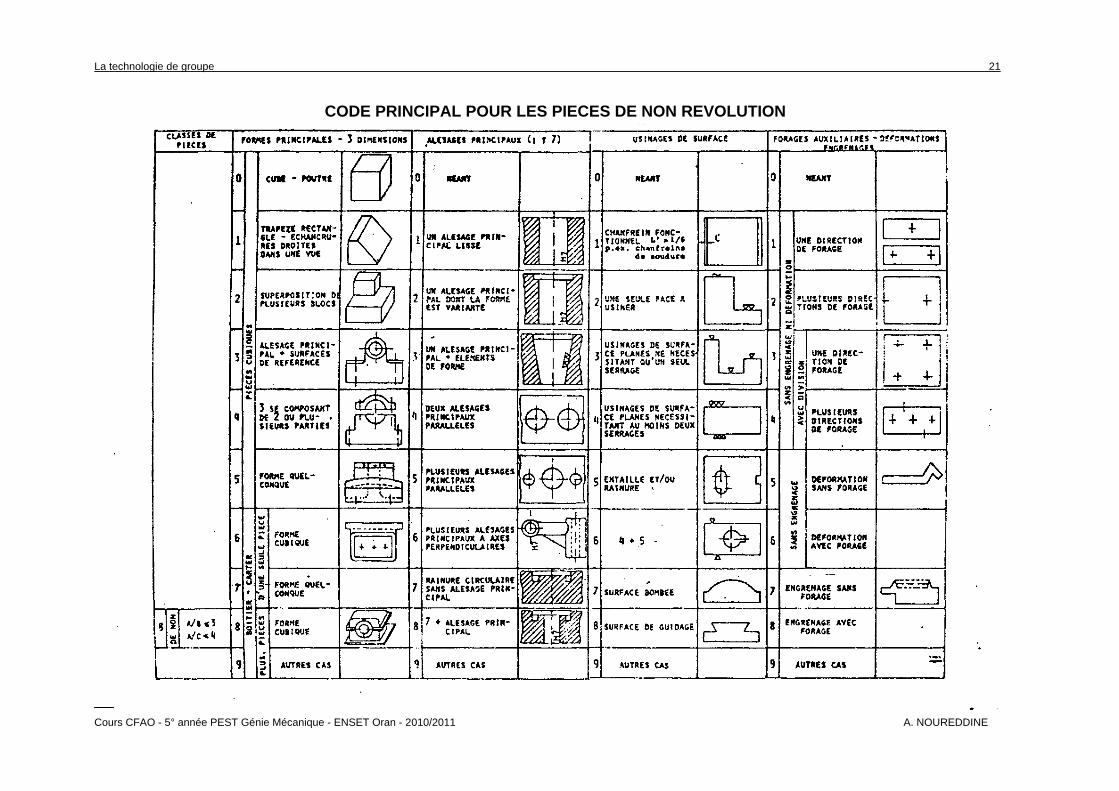
CODE PRINCIPAL POUR LES PIECES DE NON REVOLUTION