Embed Size (px)
Citation preview

Inspiration
C’est du propre !Avis d’un expert : « Hygienic Design » optimise l’agroalimentaire
Impulsions
Ouvrir l’oeil !Contrôle culinaire par systèmes de vision intelligents
Synergies
Conditionnement rapideLa servopneumatique et les capteurs Festo donnent la cadence
Dossier
GarantiefraîcheurSécurité hygiénique en fab-rication, conditionnement et emballage
trendsin automationLe magazine client Festo

Sur le modèle de la trompe de
l’éléphant – une aide high-tech pour
l’industrie et la maison : l’assistant
manipulateur bionique est syno-
nyme de coopération totalement
sans danger entre l’homme et la
technique. Une vision qui ne trompe
pas – pour en savoir plus :
www.festo.com/dzp
Primé !
Visions
Cher lecteur,Nous avons été habitués à des normes de haute qualité dans notre alimentation, et les attentes des consommateurs augmen-tent constamment. Les scandales récurrents à propos de produits alimentaires contaminés montrent la diffi culté qu’il y a à respecter ces normes sévères. Les moyens de production automatique d’aliments et de boissons font l’objet d’exigences croissantes en matière de conception hygiénique, d’utilisation de matériaux alimentaires, de lubrifi cation et de résistance aux agents de net-toyage.
L’agroalimentaire est un secteur de production très spécial, où l’on parle un langage particulier, où l’on applique des normes et régle-mentations spécifi ques qui leurs sont propres et où l’on peut voir des tendances et opportunités de développement. C’est l’un des secteurs les plus importants de notre activité, et c’est donc sur lui que nous concentrons nos efforts de développement de produits et nos compétences commerciales.
Nos spécialistes de ce segment de l’industrie agro-alimentaire aident nos clients par leur savoir-faire concernant les besoins de leurs applications et les solutions proposées par Festo. Ce numéro de « trends in automation » est également spécialement axé sur l’agroalimentaire. Vous pourrez y lire comment le « conçu pour le nettoyage » peut réellement contribuer à l’exploitation écono-mique de machines de production d’aliments et de boissons (page 8 – Dr Hofmann) et comment des systèmes de vision Festo contrôlent le bon nappage de chocolat sur des biscuits (page 23 – Contrôle culinaire). Expert à la fois de l’automatisation manufac-turière et de celle des process, Festo est le partenaire idéal de l’industrie agroalimentaire, où sont utilisées les deux technolo-gies : l’automatisation des process dans la transformation primaire des aliments et des boissons, et l’automatisation des usines dans les processus de manipulation et de conditionnement qui suivent.
L’industrie agroalimentaire est très diversifi ée en fonction des régions, suivant en ce sens les variations des habitudes alimen-taires en Europe, en Asie et en Amérique. Festo bénéfi cie de son implantation mondiale et vous aide au niveau local à répondre à vos besoins personnels. Mettez-nous à l’épreuve – vous ne serez pas déçu !
Salutations dévouées
Ansgar Kriwet
Dr. Ansgar Kriwet, membre du Directoire en chargede la région et des ventes Europe

Assistant manipulateur bionique :innovation de base prometteuse àutilité durable pour notre société.
« Plus d’un ingénieur d’études en vien-drait certainement à d’autres idées s’ildevait un jour nettoyer lui-même ses installations. »
14
8
Dossier Garantie fraîcheur : les salmonelles dansla charcuterie, la listeria dans le fromage – pour seprémunir contre ces maux, les constructeurs demachines équipent leurs installations de traitementet de conditionnement de matériel d’automatisationcompatible avec la sécurité hygiénique. Ce numérode trends in automation présente l’état de l’art enla matière. Lever de rideau sur les délicatessestechniques !
InspirationLa propreté, ce n’est pas sorcier !Jürgen Hofmann est directeur de l’Acadé-mie Hygienic Design Weihenstephan et expert de l’université technique de Munich. En matière de propreté des machines dans l’agroalimentaire, il ne fait pas de compro-mis. 8
Éditorial 3Panorama 6Festo dans le monde 39
RepèresDélices à huis closQui mange le plus de glace à l’année ? LesAustraliens sont-ils les hommes les plusvigoureux ? Et pourquoi la noix de cocoest-elle un emballage aussi génial ? 12
Festo remporte le Prix de l’innovationLe développement de l’assistant manipula-teur bionique a été récompensé à la fi nde l’année dernière par le « Prix Nobel dela technique ». 14
trends in automation
2011
2011 trends in automation
4-5
16
26
L’automatisation intelligente rendl’agroalimentaire plus sûr et fait baisser les coûts de fabrication.
Nature luxuriante, villes prospères : le Canada offre à la population commeà l’économie un environnement plein de perspectives.
Sur mesureFesto Training and Consulting répond demanière ciblée, par des formations à lademande, aux besoins de qualifi cationde ses clients. 20
Contrôle culinaireDes systèmes de vision compacts intelli-gents tiennent systématiquement à l’oeilles produits alimentaires. La qualité desproduits augmente, la production s’accélère, les coûts baissent. 23
L’érable croît avec le tempsUne sévère réglementation fi nancière etun nouveau boom des matières premièresrenforcent la position du Canada. L’automatisation et la mesure sont particu-lièrement demandées dans l’industrie de l’emballage. 26
Sustentation en douceurÉcrans tactiles : des équipements de mesure Ricmar assurent la constance de la qualité, la pneumatique Festo la douceur du transport. 30
Conditionnement rapidePlus les menus cuisinés sont vite condition-nés, plus le goût est conservé. La servo-pneumatique et les capteurs Festo donnent la cadence. 32
Gérer les variantes en souplesseLe constructeur de machines spéciales BDG peut, grâce à des systèmes de fabrication et de contrôle modulaires, réagir rapide-ment aux désirs du client et aux évolutions du marché. 34
Des perfusions qui valent la peineUne technologie sophistiquée de terminaux de distributeurs intégrés dans des armoires prêtes à monter accélère les process et fait baisser les coûts dans l’unité de fabrication de solutions de perfusion la plus moderne d’Europe. 36
Dossier Garantie fraîcheur !L’industrie agroalimentaire faitappel à l’automatisation pour rendrela fabrication, le conditionnementet l’emballage plus sûrs –notamment avec des solutionsFesto effi caces. 16
Autres articles du même dossier :La propreté, ce n’est pas sorcier ! 8Sur mesure 20Contrôle culinaire 23Conditionnement rapide 32
Impulsions
Synergies


2011 trends in automation
6-7
Le terminal de containers de Bremerhaven est allé jusqu’à faire son entrée au livre Guinness des records. Et ce pour une bonne raison : le « Stromkaje », sur lequel peuvent décharger des porte-containers de 400 m de long, est, avec près de 5000 m, le plus long du monde en son genre. Les aires de travail et d’entreposage des imposantes installa-tions portuaires représentent quelque 3 millions de mètres carrés. Une trentaine de miles marins et à peu près deux heures et demie de route séparent Bremerhaven de la Mer du Nord.
Qu’il s’agisse de pièces automobiles ou d’ordinateurs, de portables, de vêtements ou de produits alimentaires, tout ce qui rentre dans un container est envoyé par bateau dans le monde entier via des grands ports comme Bremerhaven. En 2009, le port à l’embouchure de la Weser a accueilli plus de 4000 porte-containers. C’est à proximité du terminal de containers que s’amarrent les bananiers frigorifi ques. En 22 jours de haute mer, les bananes parcourent quelque 10 000 km, avant d’être distribuées aux consommateurs en Allemagne, au Danemark ou en Belgique.
Bananes pour la Belgique
2011 trends in automation
6-7
La propreté, ce n’estpas sorcier !Jürgen Hofmann, directeur de l’Académie Hygienic Design Weihenstephan et expert à l’université technique de Munich, explique ce que peuvent faire les fabricants de produits ali-mentaires et équipementiers pour une plus grande sécurité alimentaire. Un point exclut pour lui tout compromis : directions et salariés doivent être plus attentifs à l’hygiène.
Interview
trends in automation : Des salmonelles dans la charcuterie, des bactéries de listériose dans le fromage – la liste des plus récents scandales alimentaires ne cesse de s’allonger. À quoi les équipe-mentiers doivent-ils faire attention pour qu’aucun danger n’émane de leurs machines et installations ?
Jürgen Hofmann : Ils doivent veiller à la propreté des machines et aussi et surtout à celle de l’environnement du process. Beaucoupd’infections proviennent, en effet, de germes étrangers issus de l’environnement. Pour réduire ce danger, il est judicieux d’utiliser des machines et installations qui puissent se nettoyer en toute sécurité et effi cacité. Il est en outre important de former et de suivre en permanence le personnel de nettoyage pour qu’il reste constamment sensibilisé à la sécurité alimentaire. En effet, en cas notamment de nettoyage manuel, qui n’est jamais effectué de la même manière, le grand risque est que des impuretés restent dans l’installation et recontaminent ensuite les aliments.
Vous dirigez le groupe de travail « European Hygienic Engineer-ing & Design Group », en abrégé EHEDG, et êtes directeur de l’Académie Hygienic Design Weihenstephan. Que peuvent faire ces organismes pour éviter de telles situations ?
M. Hofmann : Le seul moyen, c’est l’information. Il est nécessaire de convaincre tous les responsables, du patron à l’ouvrier, de l’importance de la propreté et de leur faire comprendre que la con-ception des installations de production a un impact déterminant sur leur état hygiénique. L’EHEDG propose des guides décrivant la mise en œuvre des critères de conception hygiénique.Beaucoup de papier a déjà été publié à ce sujet, il s’agit mainte-
nant de passer aux actes. Cette action s’accompagne d’un large éventail de formations s’adressant aux ingénieurs d’études et fabricants de l’agroalimentaire.
Comment les constructeurs d’équipements d’automatisation peuvent-ils y contribuer dans la pratique ?
M. Hofmann : Les concepteurs doivent penser dès les études à la nécessité de nettoyer les installations. Et la saleté est souvent très coriace. J’imagine que plus d’un ingénieur d’études en viendrait très vite à d’autres idées s’il devait un jour nettoyer lui-même ses installations.
Portrait
Jürgen HofmannJürgen Hofmann a créé en 2006 le pôle Hygienic Design Weihen-stephan, avec ses départements conseil, académie et institut. À l’EHEDG, il dirige le cluster de groupes de travail « Hygienic De-sign Principles » et est membre du comité directeur. Il enseigne en outre au Centre Scientifi que Weihenstephan de l’université technique de Munich ainsi qu’à l’École Polytechnique Fédérale de Zurich. Ses études en technologie et biotechnologie des produits alimentaires à l’université de Munich Weihenstephan l’ont mené au titre de docteur-ingénieur en technologie agro-alimentaire.
2011 trends in automation
8-92011 trends in automation
8-9

Quels sont pour les équipementiers les avantages d’utiliser des composants d’automatisation qui soit disposent d’une déclaration de leur fabricant, soit sont certifi és EHEDG.
M. Hofmann : Ces composants, tout au moins ceux certifi és par l’EHEDG, ont été contrôlés par des organismes indépendants pour s’assurer de leur conformité aux exigences de la conception hygié-nique. Une certifi cation n’est accordée que si les composants sont vraiment faciles à nettoyer. À cet égard, c’est surtout l’accessibilité de toutes les surfaces à nettoyer qui est importante. Les jonctions doivent être étanchéifi ées et ne présenter aucun interstice dans lequel pourrait s’incruster de la saleté organique.
La mise en œuvre d’une conception hygiénique est indispen-sable. L’effi cience d’une installation n’en pâtit-elle pas ?
M. Hofmann : Bien au contraire. L’installation se nettoie plus vite et plus à fond et est alors plus longtemps disponible pour la pro-duction. La seule chose qui puisse parfois être un inconvénient,c’est la réduction de la diversité des variantes et de la fl exibilité. En effet, des machines d’emballage très fl exibles sont souvent peu faciles à nettoyer, car il leur faut beaucoup de liaisons amovibles pour pouvoir vite remplacer des composants lors des changements de produit.
Quelles sont les tendances que vous voyez dans un proche avenir en matière de conception hygiénique, et à quoi doivent s’attendre les équipementiers et leurs sous-traitants dans les années à venir ?
M. Hofmann : La conception hygiénique fait l’objet de beaucoup de tendances, et la fabrication de produits agroalimentaires continuera bien sûr d’être optimisée à l’avenir également. Pour la gamme de Festo, je vois surtout des défi s à relever dans l’extension des process dits ouverts dans l’industrie agroalimen-taire et dans l’automatisation qui y est liée. Les consommateurs
« Plus d’un ingénieurd’études en viendrait certaine-ment à d’autres idéess’il devait un jour nettoyerlui-même ses installations.»Jürgen Hofmann
Le plus important poste de certifi cation de composants : le grand laboratoire parfaitement équipé dédié aux essais microbiologiques de nettoyageà l’université technique de Munich, à Weihenstephan.

2011 trends in automation
10-11
et également la distribution exigent des produits de plus en plus variés. Regardez les linéaires réfrigérés : combien y trouve-t-on aujourd’hui de charcuteries ou de fromages différents emballés en tranches et à longue conservation. Ces produits doivent être transformés dans des conditions très hygiéniques. Ceci exige de nouveaux concepts d’installations plus faciles à nettoyer et de manière plus fi able. La conception hygiénique devient aussi inté-ressante quand les installations de production ne sont plus utili-sées pour un produit alimentaire. La diversité actuelle des produits impose aux machines de pouvoir traiter des recettes différentes et de subir entre-temps un nettoyage. Les questions de nettoyabilité, de temps nécessaire et de risque de contamination sont ainsi au premier plan.
À quoi travaillez-vous à l’heure actuelle ?
M. Hofmann : À beaucoup de choses ! D’une part, nous dévelop-pons encore notre offre de formation et l’adaptons aux besoinsdifférents des divers secteurs. D’autre part, j’essaie de rendre encore plus attrayantes pour les exposants et les visiteurs de grandes manifestations comme l’HygieniCon. Au niveau de la recherche, nous développons en coopération avec l’université technique de Munich de nouvelles méthodes de test visant à véri-fi er l’aptitude au nettoyage, et nous étudions l’interaction entre
particules de saleté et différentes surfaces. Et la formation des jeunes dans les universités et grandes écoles me tient également à coeur.
Une question plus personnelle : qui ou quoi vous inspire dansvotre travail ?
M. Hofmann : C’est surtout la diversité. La conception hygiéniqueintéresse tous les secteurs et me permet de découvrir les entre-prises et process les plus divers. On ne perd pas non plus goût à ce travail, car on a souvent du succès. Les entreprises agroali-mentaires produisent plus en sécurité, et les ingénieurs d’études conçoivent d’excellents composants faciles à nettoyer.
Une question au commun des mortels qu’est Jürgen Hofmann.À quoi aimez-vous consacrer vos loisirs ?
M. Hofmann : Dans le peu de temps qui me reste en dehors du travail, j’aime bien la montagne, pour des randonnées ou le ski, et j’essaie, chaque fois que c’est possible, de découvrir le monde.
European Hygienic Engineering & Design Group
EHEDG
Hygienic Design Weihenstephan
Recherche, enseignement et conseil
Hygienic Design Weihenstephan com-prend l’Institut, l’Académie et le départe-ment Conseil Hygienic Design ainsi que des partenaires des domaines de la recherche, de l’industrie et des médias.En coopération avec l’industrie et dif-férents laboratoires et organismes, l’Académie Hygienic Design organise des
Le « European Hygienic Engineering &Design Group » (EHEDG) est un con-sortium de centres de recherche, d’entreprises de l’agroalimentaire, d’équipementiers et d’autorités sanitaires. Il a été créé en 1989 en vue d’améliorer en permanence la concep-tion et l’ingénierie hygiéniques. Son objectif : la sécurité dans la transfor-
congrès et séminaires sur la réglementa-tion, l’ingénierie hygiénique, la sécurité des produits, l’équipement des locaux de production, la propreté, la microbiologie, l’effi cience et l’assurance qualité.
De plus, Hygienic Design Consulting, conseille dans des formations en interne
mation et l’emballage des produits agroalimentaires. Le consortium soutient activement la législation européenne en la matière.
Les moyens mise en oeuvre passent par l’utilisation de machines et instal-lations hygiéniques ainsi que de locaux hygiéniques conformes à la directive
et expertise la conception de com-posants et installations dans l’optique de leur nettoyabilité.
www.hygienic-designweihenstephan.de
2006/42/CE et par le respect des exi-gences d’hygiène des normesEN 1672-2 et EN ISO 14159.
www.ehedg.fr
Délices à huis closManger, boire et emballer vont main dans la main. Notre vie moderne serait impensablesans aliments recherchés ni emballages effi caces. Quelques exemples empruntés aux deuxdomaines donnent un aperçu surprenant du monde des délices à huis clos.
Le saviez-vous ?
Dur à cuireLe PET ou polyéthylène téréphtalate est indissociable du monde de l’emballage. Sa production mondiale se monte à quelque 40 millions de tonnes par an. Extrême-ment léger, incassable et recyclable, il sert à fabriquer des bouteilles, des fi lms, des produits médicaux, des textiles et des contenants de cosmétiques.
Génial casse-têteLa nature nous montre comment faire : un emballage astucieux est celui de la noix de coco, qui fait partie des fruits les plus résistants qui existent. Elle tient le coup à la chute du haut du cocotier grâce à une douce couche fi breuse de cellulose. Sa coque dure la protège des parasites et de l’eau salée. Dessous, une membrane élas-tique empêche la chair du fruit de perdre son humidité.
Politique de l’autrucheLes œufs d’autruche respirent et se défen-dent des micro-organismes par la micro-structure de leur coque. Des chercheurs ont transposé ces deux propriétés à un fi lm d’emballage alimentaire bionique. Il cède à l’extérieur le gaz naturel de maturation des fruits, l’éthylène, et maintient ainsi plus longtemps leur fraîcheur. Des nanoparti-cules protègent en outre des phénomènes de décomposition.
Manteau de longévitéL’écorce des séquoias est considérée comme un emballage naturel extrêmement polyvalent. Elle protège l’intérieur du tronc du froid glacial et de l’extrême chaleur des incendies de forêts nord-américains. Elle produit en outre un insecticide naturel re-poussant les parasites. L’âge de ces arbres peut ainsi atteindre 3 500 ans.
2011 trends in automation
12-13
Félicitations tardivesElle est maniable, légère, solide et aisé-ment recyclable : la boîte de conserve. Objet d’un brevet déposé en 1810 par le Britannique Peter Durand, elle a fêté le 25 avril 2010 son 200e anniversaire. Aujourd’hui, la production annuelle mon-diale est de quelque 228 milliards de boîtes, dont 80 % en aluminium.
Solide poids-plumeLe carton ondulé est un véritable prodige de l’emballage. Bien que pesant extrême-ment peu, il protège les produits de bien des endommagements. Ainsi, sans carton ondulé, l’envoi de colis par poste seraitquasiment impensable. La production an-nuelle de carton ondulé suffi rait à recouvrir plus d’un million de terrains de foot.
Buvez, les gars !Le lait revigore les hommes fatigués. Si ce slogan de l’industrie laitière est exact, c’est en Australie qu’il y a, et de loin, les hommes les plus vigoureux. En Down Under, la consommation de lait est de quelque 160 litres par an. Les allemands et les français arrivent en deuxième position et se contentent de 92 litres annuels de cette boisson nourissante.
Délice en liceLe chocolat est bon pour le palais et pour l’humeur. Les champions de sa consom-mation sont les Suisses. Ils en mangent 11,7 kg par personne et par an, suivis de près par les Allemands, avec 11,4 kg. Les Japonais, eux, ont du retard à rattraper. Leur consommation par personne est juste de 2,2 kg.
Numéro unLa céréale la plus cultivée au monde est le maïs, avec 817 millions de tonnes par an. C’est un aliment de base dans beaucoup de pays, et il se transforme en farine de maïs, maïs en grain et huile de germes de maïs. Les plus grands producteurs sont les États-Unis, avec 333 millions de tonnes par an, suivis de la Chine et du Brésil, avec respec-tivement 163 et 51 millions de tonnes.
Froid glacial à l’heure d’étéUn été sans glace est comme un hiver sans neige. Les Néozélandais et les Américains sont les mieux placés pour le savoir. Ils consomment respectivement par an et par personne 28,4 et 26,4 litres de glace. Les Allemands, eux, sont moins amateurs de glace et se contentent de 7,7 kg de la froide lécherie.
Demandée dans le monde entierLa tomate fait partie des légumes les plusprisés. La production mondiale est de ce fait de 120 millions de tonnes par an. Mais il ne faut pas croire que la plupart de ces fruits viennent du pays d’origine de l’art culinaire, l’Italie. La tête du classement est occupée par la Chine, avec 31 millions de tonnes. Par rapport au nombre d’habitants, l’Italie reste néanmoins, avec 7 millions de tonnes, hors de portée.
Ça vaut le jusMême si ça n’a pas marché au foot en 2010, en matière de consommation de jus de fruit, les Allemands sont champions du monde. Chaque Allemand en boit en moyenne 40 litres par an, devançant ainsi les États-Unis, avec 33 litres, et la Grande-Bretagne, avec 23 litres. La France et l’Italie occupent la quatrième et la cinquième po-sition, avec respectivement 22 et 15 litres.
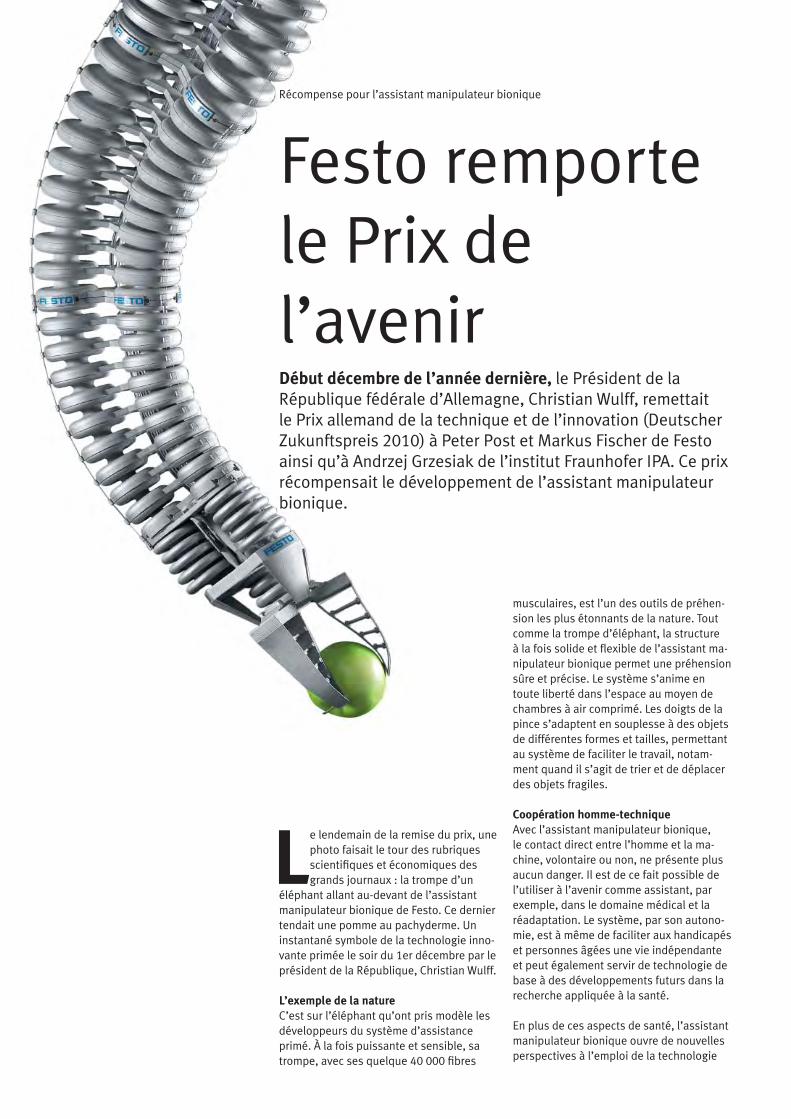
Festo remportele Prix del’avenirDébut décembre de l’année dernière, le Président de laRépublique fédérale d’Allemagne, Christian Wulff, remettait le Prix allemand de la technique et de l’innovation (Deutscher Zukunftspreis 2010) à Peter Post et Markus Fischer de Festo ainsi qu’à Andrzej Grzesiak de l’institut Fraunhofer IPA. Ce prix récompensait le développement de l’assistant manipulateur bionique.
Récompense pour l’assistant manipulateur bionique
Le lendemain de la remise du prix, une photo faisait le tour des rubriques scientifi ques et économiques des grands journaux : la trompe d’un
éléphant allant au-devant de l’assistant manipulateur bionique de Festo. Ce dernier tendait une pomme au pachyderme. Un instantané symbole de la technologie inno-vante primée le soir du 1er décembre par le président de la République, Christian Wulff.
L’exemple de la natureC’est sur l’éléphant qu’ont pris modèle les développeurs du système d’assistance primé. À la fois puissante et sensible, sa trompe, avec ses quelque 40 000 fi bres
musculaires, est l’un des outils de préhen-sion les plus étonnants de la nature. Tout comme la trompe d’éléphant, la structure à la fois solide et fl exible de l’assistant ma-nipulateur bionique permet une préhensionsûre et précise. Le système s’anime en toute liberté dans l’espace au moyen de chambres à air comprimé. Les doigts de la pince s’adaptent en souplesse à des objets de différentes formes et tailles, permettant au système de faciliter le travail, notam-ment quand il s’agit de trier et de déplacer des objets fragiles.
Coopération homme-techniqueAvec l’assistant manipulateur bionique,le contact direct entre l’homme et la ma-chine, volontaire ou non, ne présente plus aucun danger. Il est de ce fait possible de l’utiliser à l’avenir comme assistant, par exemple, dans le domaine médical et la réadaptation. Le système, par son autono-mie, est à même de faciliter aux handicapés et personnes âgées une vie indépendante et peut également servir de technologie de base à des développements futurs dans la recherche appliquée à la santé.
En plus de ces aspects de santé, l’assistant manipulateur bionique ouvre de nouvelles perspectives à l’emploi de la technologie

2011 trends in automation
14-15
dans l’agriculture, les particuliers et les établissements scolaires. En tant que système de manipulation mis au service du montage, il offre à l’industrie de multiples possibilités de process de production in-novants.
Approche globaleLe coeur de l’assistant manipulateur bio-nique est constitué de produits Festo déjà utilisés aujourd’hui dans des machines
et installations. La structure porteuse mécatronique est un souffl et produit par fabrication générative. Les actionneurs constituent la structure pneumatique. Des potentiomètres à câble et le transmetteur de position SMAT-8M Festo servent de capteurs. Cette combinaison permet de déterminer avec précision la position de la pince.
Le « cerveau » du système est un con-trôleur multi-axes Festo, la commande de robot CMXR-C2. Elle commande déjà des systèmes de manipulation mécatroniques complexes, comme le tripode Festo. Pour la régulation de pression dans les cham-bres du bras en trois parties de l’assistant manipulateur bionique, Festo mise sur des vannes piézo-électriques, assurant dès à présent davantage de confort dans les sièges automobiles. C’est cette symbiose de la compétence en solutions systèmes, de la pneumatique, des manipulateurs, des capteurs, de l’automatique et de la bioni-que qui a permis l’innovation de l’assistant manipulateur bionique.
Le « Prix Nobel de la technique »Le Prix allemand de la technique et de l’innovation décerné par le président de laRépublique récompense depuis 1997 des
chercheurs et développeurs hors du commun. Doté de 250 000 euros, il est volontiers qualifi é dans la recherche et l’industrie de « Prix Nobel de la tech-nique ».
L’importance du lien entre recherche ettechnologie appliquée a été soulignée parEberhard Veit, président du conseil d’administration de Festo AG, dans sanote de félicitations à l’équipe des lauré-ats. « La recherche a besoin d’un engage-ment durable, des bons partenaires etde visions. L’assistant manipulateur bion-ique est une innovation d’avenir, apportant une utilité à notre société », écrivait M. Veit. Ceci montre une fois de plus l’importance de la coopération entre l’université et les établissements de recherche, d’une part, et les grandes entreprises industrielles, d’autre part.
www.festo.com/en/bha
« Le Prix allemandde l’avenir estune merveilleusereconnaissancedu travail detoute l’équipedu projet »Markus Fischer,directeur Corporate Design chez Festo
Remise du Prix de l’avenir allemand 2010 (de gauche à droite) : Markus Fischer, directeur Festo Corporate Design ; Peter Post, directeur Festo Research and Pro-gramme Strategy ; le Président de la République fédérale d’Allemagne, Christian Wulff ; Andrzej Grzesiak, Fraunhofer-Institut IPA.
2011 trends in automation
14-15

GarantiefraîcheurLe consommateur veut pouvoir faire confi ance à la qualitédes produits qu’il achète. Fabrication, conditionnement etemballage hygiéniques garantissent dans l’industrie agro-alimentaire des produits de haute qualité.
Automatisation hygiénique
Les mots clés de la fabrication auto-matisée de produits alimentaires sont la rentabilité et, dans le même temps, le haut niveau des normes
d’hygiène. Mais un facteur déterminant est aussi la diversité des produits, des saveurs et des emballages, infl uant sur les délais de mise sur le marché et sur la modularité des installations. Quelques exemples montrent comment rendre plus sûre et plus effi cace l’automatisation dans l’agroalimentaire. Ce qui est pra-
tique, c’est quand le fournisseur maîtrise à la fois l’automatisation des process et l’automatisation des équipements.
De l’automatisation des process...Le process de fabrication lui-même a de multiples visages : mélange et agitation, stérilisation, pasteurisation, homogénéi-sation, fi ltration, dosage, pesage, condi-tionnement, ensilage. L’automatisationassure la fi abilité de tous ces process. Des vérins oscillants et vérins linéaires ou vé-
rins DFPI à guidage et système de mesure de course intégrés ouvrent et ferment robinets à boisseau sphérique et clapets. Pour le pilotage des nombreux vérins pneu-matiques oscillants et linéaires, beaucoup de brasseries utilisent dans leurs caves de fermentation des armoires de commande centralisée en inox abritant la technologie des terminaux de distributeurs CPX et des unités de conditionnement d’air comprimé, avec les capteurs correspondants.
2011 trends in automation
16-17
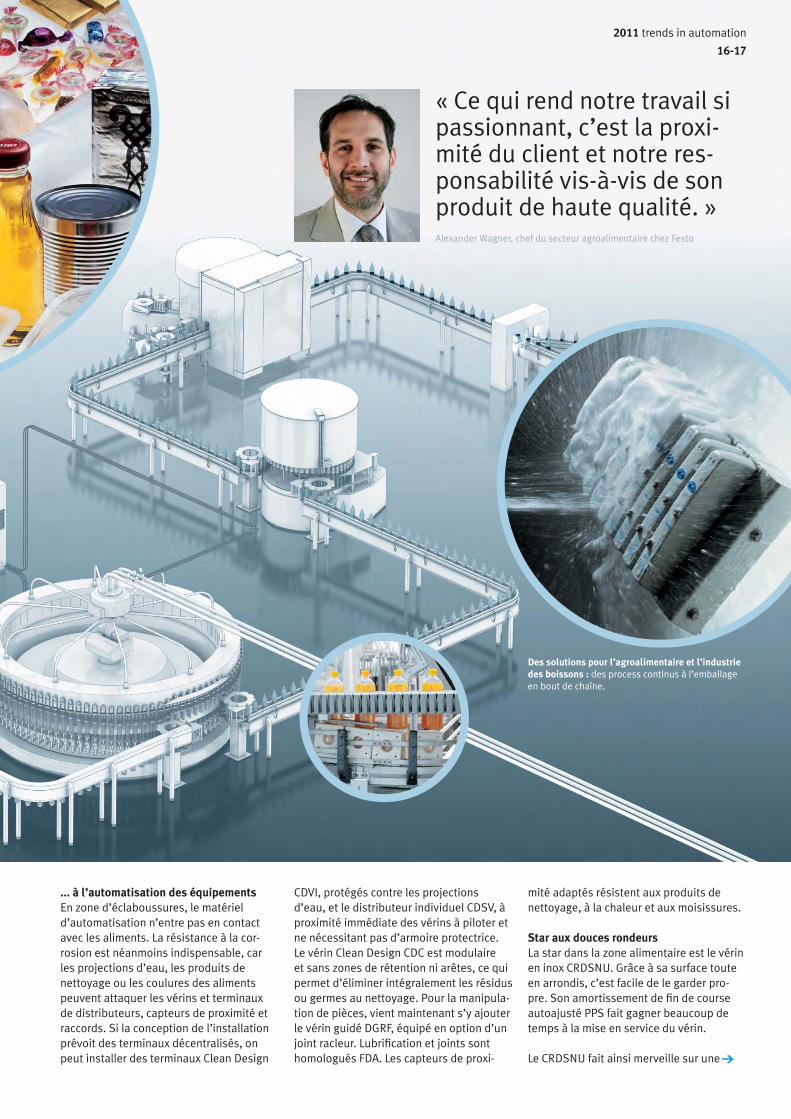
« Ce qui rend notre travail sipassionnant, c’est la proxi-mité du client et notre res-ponsabilité vis-à-vis de sonproduit de haute qualité. »Alexander Wagner, chef du secteur agroalimentaire chez Festo
... à l’automatisation des équipementsEn zone d’éclaboussures, le matériel d’automatisation n’entre pas en contact avec les aliments. La résistance à la cor-rosion est néanmoins indispensable, car les projections d’eau, les produits de nettoyage ou les coulures des aliments peuvent attaquer les vérins et terminaux de distributeurs, capteurs de proximité et raccords. Si la conception de l’installation prévoit des terminaux décentralisés, on peut installer des terminaux Clean Design
CDVI, protégés contre les projections d’eau, et le distributeur individuel CDSV, à proximité immédiate des vérins à piloter et ne nécessitant pas d’armoire protectrice. Le vérin Clean Design CDC est modulaire et sans zones de rétention ni arêtes, ce qui permet d’éliminer intégralement les résidus ou germes au nettoyage. Pour la manipula-tion de pièces, vient maintenant s’y ajouter le vérin guidé DGRF, équipé en option d’un joint racleur. Lubrifi cation et joints sont homologués FDA. Les capteurs de proxi-
mité adaptés résistent aux produits de nettoyage, à la chaleur et aux moisissures. Star aux douces rondeursLa star dans la zone alimentaire est le vérin en inox CRDSNU. Grâce à sa surface toute en arrondis, c’est facile de le garder pro-pre. Son amortissement de fi n de course autoajusté PPS fait gagner beaucoup de temps à la mise en service du vérin.
Le CRDSNU fait ainsi merveille sur une
Des solutions pour l’agroalimentaire et l’industriedes boissons : des process continus à l’emballageen bout de chaîne.
2011 trends in automation
16-17

machine de tri de saumon. L’eau de mer et les substances du poisson mettent le vérin cylindrique à rude épreuve. S’y ajou-tent le nettoyage quotidien aux additifs chimiques. Un vérin cylindrique standard baisserait les bras au bout de quelques se-maines. Le CRDSNU, lui, est tout à fait dans son élément dans cette ambiance humide et agressive.
Étanchéité absoluePour éviter la défaillance des vérins dans un environnement aussi rude, les utilisa-teurs peuvent choisir dans la panoplie de joints Festo. On y trouve des joints stan-dard homologués FDA pour applications alimentaires à nettoyage normal, des joints pour fonctionnement sans graisse et des joints pour applications à nettoyage inten-sif. Des joints FKM sont disponibles pour hautes températures jusqu’à 120 °C ainsi que pour utilisation en ambiance acide, des racleurs durs pour basses températures jusqu’à -40 °C ainsi que pour applications à cristaux de sucre.
Emballage en bout de chaînePour les fonctions d’emballage, d’étique-
tage et de contrôle dans la zone non-alimentaire, en bout de chaîne de pro-duction, Festo propose une multitude de solutions de manipulation élaborées sur mesure à partir de nos différentes tech-nologies. Nos experts en manipulation puisent à cet effet dans la gamme de nos 30 000 produits les actionneurs élec-triques, pneumatiques et servopneuma-tiques les mieux adaptés à l’application du client. De même pour les commandes et terminaux de distributeurs, capteurs ou systèmes de traitement d’image associés.
Entièrement assemblées et contrôlées, ces solutions systèmes prêtes à monter sont livrées directement au pied de la machine, accompagnées de toutes les données de conception et de tous les schémas ainsi qu’assortis d’une garantie de bon fonc-tionnement et de prix ferme. L’utilisateur reçoit le matériel sous forme de sous-ensemble ou sous-système prêt à raccor-der, et il bénéfi cie d’un ensemble complet de création de valeur ajoutée. Les solutions complètes simplifi ent la tâche des fonc-tions techniques, minimisent les études, facilitent les approvisionnements et font
baisser le coût des process. « “Monter et oublier” est la devise pour nos clients », explique Alexander Wagner, chef du secteur agroalimentaire chez Festo.Un système de manipulation ne ressemble que rarement à un autre. L’éventail va du simple système « Pick & Place » au système de robot à cinématique multibras tripode, à des portiques à grande vitesse ou à des systèmes dédiés de préhension, en passant par de simples bras et des portiques 2D ou 3D. « Nos clients nous posent leur prob-lème de manipulation, nous leur apportons la solution “plug and work” directement dans la cellule de l’installation, sans longue procédure de mise en service », poursuit M. Wagner.
Fin du gaspillageMoins d’immobilisations des machines, détection et élimination des fuites dans le système d’alimentation en air comprimé –des services tels que Total Productive Maintenance, Condition Monitoring ainsi qu’Energy Saving se hissent au rang de facteurs clés de l’agroalimentaire. Beau-coup d’entreprises ont déclaré la guerre au gaspillage d’énergie.

2011 trends in automation
18-19
Autres articles dumême dossierLa propreté, ce n’est pas sorcier ! 8Sur mesure 20Contrôle culinaire 23Conditionnement rapide 32
Home Meal Replacement
Quand le traiteur fait la cuisinePrès de 50 % des consommateurs allemands n’ont plus que peu de temps à consacrer à la cuisine. Pas étonnant, donc, que les chif-fres d’affaires des plats cuisinés progressent constamment. La tendance à la simplicité culinaire s’accompagne du désir de produits frais. La conjonction des deux s’appelle aujourd’hui « Home Meal Replacement ». Parti des États-Unis, le HMR est en passe de conquérir l’Europe et bien d’autres pays industrialisés. Il s’agit en fait de plats et snacks simples et frais que le client mange sur place ou emporte pour les préparer à la mai-son. Le terme se décline en expres-sions allant du « prêt-à-cuisiner »
au « prêt-à-manger », en passant par le « prêt-à-réchauffer ».
Le « Home Meal Replacement » lance de nouveaux défi s à l’automatisation de l’emballage alimentaire. Les produits attrayants ont besoin d’embal-lages attrayants, même si les exigences traditionnelles comme la simple fonction de protection jouent un rôle tout aussi important. La sensibilité des consommateurs à l’environnement progresse en outre depuis des années. Les barquettes en plastique à base d’acide polylactique (PLA) sont intégralement bio-dégradables, y compris leur opercule, et sont donc d’actualité. Il en est de même des emballages en carton passant au micro-ondes. Ils s’impriment en outre assez bien et offrent au fabricant de nouvelles possibilités de design personnalisé de ses produits.
La sécurité alimentaire et l’effi cacité énergétique ne sont pas antinomiques. Bien au contraire : de la même manière que les produits alimentaires conservent plus longtemps leur fraîcheur grâce à l’automatisation hygiénique, les installa-tions qui les produisent restent, elles aussi, toujours au plus haut niveau de fraîcheurtechnique.
2011 trends in automation
18-19
Sur mesureFesto Training and Consulting – Formations à la demande
Pour que leurs produits fassent bonne fi gure sur la table du petit déjeuner, les entreprises comme Zentis et Agrana ont besoin de collaborateurs qualifi és. Les formations à la demande Festo Training and Consulting assurent leur mise en forme pour la production et le service après-vente. L’alternative aux sémi-naires s’inspire des besoins spécifi ques de qualifi cation des entreprises.
2011 trends in automation
20-21
Quand on voit les choses de ses propres yeux, on apprend plus facilement. Si, en plus, on peut toucher et appliquer concrète-
ment, on le mémorise plus longtemps. C’est sur ces principes que s’appuient les formations à la demande Festo Training and Consulting. Elles aident les cadres sur place à entrer plus en profondeur dans les arcanes des technologies existantes et nouvelles. Les collaborateurs mieux informés détectent plus tôt les erreurs et trouvent de nouvelles solutions.
Dans l’agroalimentaire et l’emballage, en particulier, le personnel doit maintenir à niveau les process existants. Les sévères classes de protection hygiénique lancent sans cesse aux systèmes d’actionneurs de l’automatisation des process des défi s nou-veaux. Quand on est alors au courant des tout derniers développements, on est en sécurité. Les nouvelles technologies aug-mentent en outre les cadences, font baisser la consommation d’énergie et accroissent la fi abilité des machines.
Coopération fructueuseAutant de raisons qui ont également amené Zentis à lancer une action de formation. Avec une capacité de transformation de fruits de plusieurs centaines de tonnes par jour, l’entreprise allemande fait partie des plus grands confi turiers européens. L’équipe d’entretien autour du direc-teur adjoint de la société des Services Techniques de Zentis, Frank Werth, a suivi une formation de deux jours dans l’entreprise. « À côté de questions propres à l’entreprise, il nous a également été présenté des nouveautés et améliorations touchant à nos applications. Nos collabo-rateurs ont pu ainsi se former de manière optimale à leur champ d’activité, tout en bénéfi ciant de nombreuses suggestions d’améliorations potentielles », indique M. Werth.
Hans Joachim Wehrle, Workshop Man-ager chez AGRANA Fruit Germany GmbH, leader du marché des préparations de fruits biologiques en Europe, tire aussi un bilan positif : « Un module essentiel de la formation à la pneumatique a été pour moi et mes collaborateurs la mise en œuvre directe et la résolution de problèmes d’actualité au pied des machines. Une formation continue pour nous informative et concluante. »
Feuille de route communeArmin Braun, formateur chez Festo Training and Consulting, forme depuis des années le personnel d’entreprises sur site « Il est pour nous important, avant les
« Notre objectif est depermettre au client derésoudre de manièreautonome les pro-blèmes de sa chaîne deproduction et desprocess connexes. »Klaus Zimmermann, responsable Festo Training and Consulting
Formations à la demandeLes formations à la demande Festo Training and Consulting ont deux objectifs importants : mettre à niveau les participants et leur dispenser des compétences en résolution de problèmes. Festo augmente le succès des formations en défi nissant en amont les thèmes et les objectifs avec les entreprises. S’y ajoute la mise en pratique rapide de ce qui vient d’être appris. Des équipements spéciaux de formation, dotés des plus récents composants industriels, jettent un pont vivant entre théorie et pratique.
Le savoir minimise les coûtsL’exploitation et la maintenance des moyens de production recèlent de gros potentiels d’économies. La qualité et la consommation de l’air comprimé peuvent nettement s’améliorer dans beaucoup d’entreprises. L’optimisation et la maintenance de l’ensemble du réseau d’air comprimé par du personnel qualifi é permettent d’économiser jusqu’à 35 % du coût total. De nouvelles stratégies d’entretien peuvent diviser pratiquement par deux les immobilisations des machines pour cause de pannes. Formés à la pneumatique, le personnel trouve de lui-même des solutions plus productives. Il détecte plus tôt les dysfonctionnements et les supprime durablement.
2011 trends in automation
20-21

séminaires, de préciser avec les res-ponsables des entreprises les grandes lignes de la formation », indique M. Braun. En sachant comment se présentent les process de production et quels sont les composants utilisés, il peut adapter exacte-ment ses plans de formation aux besoinsdes gens.
Pour se préparer encore mieux aux exigen-ces de l’entreprise, il aime bien aussi voir les sites de production avant le séminaire. Il sait ainsi quels sont les composants pneumatiques utilisés ce qui lui permet d’anticiper d’éventuels problèmes et de préparer des solutions qui provoqueront dès le premier jour de la formation le déclic souhaité.
Théorie et pratiqueLors de la formation proprement dite, les participants ne peuvent toutefois échapper à une partie théorique. « C’est important pour mettre tout le monde à niveau », indique Steffen Danner, collègue formateur d’Armin Braun. Dans la pratique de ses séminaires, il se heurte en effet toujours au même problème : « Les employés de l’entreprise sont souvent des généralistes et il faut effectivement qu’ils le soient. Ils ne s’y connaissent pas tellement dans des domaines spéciaux comme la pneumatique et agissent souvent de manière stéréo-typée. » Il faut donc aussi rafraîchir les connaissances en pneumatique et les com-pléter par les développements d’actualité dans le domaine des distributeurs et des actionneurs.
Steffen Danner connaît un autre secret du succès de la formation à la demande : l’alternance directe entre théorie et pra-tique. « Ce qui sert au quotidien s’assimilemieux. Nous quittons donc aussi la salle de formation pour aller directement sur les installations ou à l’atelier, où sont montés des composants et unités de manipula-tion », ajoute M. Danner. « Quand les participants voient de leurs propres yeux les interactions techniques, on peut très nettement observer que la lumière se fait même chez ceux qui n’avaient pas encore bien compris en salle. »
www.festo-tac.fr
FormationsLe programme actuel de formations de Festo Training and Consulting promet également une qualifi cation proche de la pratique et durable. De nombreuses nouveautés sont proposées dans le domaine technique : en sécurité p. ex. une formation au logiciel SISTEMA com-plètera la gamme en 2012. De nouvelles formations d’initiation à l’électrotechnique dispensent d’importantes connaissances de base. Agents de maîtrise, chefs d’équipe et contremaîtres trouveront dans une série de qualifi cations des concepts axés sur la pratique et faciles à mettre en oeuvre.
Le catalogue des formations est consultable en ligne surwww.festo-tac.fr
« Ce qui sert au quotidiens’assimile mieux. »Steffen Danner, formateur chez Festo Training and Consulting
« Nous travaillons avec plus de 200 formateurs, con-seillers et coaches dans le monde entier, à résoudre les problèmes de nos clients. »Armin Braun, directeur formation Allemagne chez Festo Trainingand Consulting
Formation et ConseilCatalogue des formations
www.festo-tac.fr

2011 trends in automation
22-23
Contrôle culinaireQualité et prix conditionnent les impulsions d’achat. Pour les industriels de l’agroalimentaire, avec leurs marges parfois minimes, c’est souvent la corde raide. Un pas vers la résolution du dilemme est le contrôle qualité au moyen de systèmes intelligents à caméras compactes. Ils réduisent durablement les investissements et les coûts de production.
Contrôle des produits alimentaires par caméras compactes
La surveillance automatique de la qualité est une fonction standard en fabrication et production, tous secteurs confondus. Ceci implique
souvent des systèmes de vision complexes et coûteux. L’interconnexion avec la com-mande de l’installation, les interfaces des capteurs et divers actionneurs donne vite naissance à des systèmes délicats à mettre en oeuvre. Réaliser un contrôle qualité à 100 % de manière simple et bon marché est cependant possible, comme le montre le système de caméra compacte SBO...-Q.
Hamburger limiteL’une des spécialités de la restauration rapide les plus prisées au monde est le hamburger, consommé chaque jour à des millions d’exemplaires. Rien d’étonnant donc à ce que la production de la tranche de viande soit automatisée. Outre la qualité de la viande, il faut aussi que les di-mensions soient respectées. Un producteurchilien ne laisse à cet égard rien au hasard. Il surveille avec précision le diamètre du hamburger par système compact de vision. Les tolérances, vers l’intérieur comme vers
l’extérieur, sont au maximum de 10 mm. Les non-conformes n’ont ainsi aucune chance d’atterrir dans l’assiette des ama-teurs de hamburgers.
Biscuits sous surveillanceParallèlement à beaucoup d’autres produits alimentaires et boissons, l’un des plus grands industriels argentins de l’agroalimentaire produit aussi des biscuits. Si tout est normal, ils sortent en bout de chaîne de fabrication revêtus d’une parfaite nappe de chocolat. Tout autre
Contour en ligne de mire : le systèmede vision compact SBOC-Q mesure la tranche de viande d’un hamburger
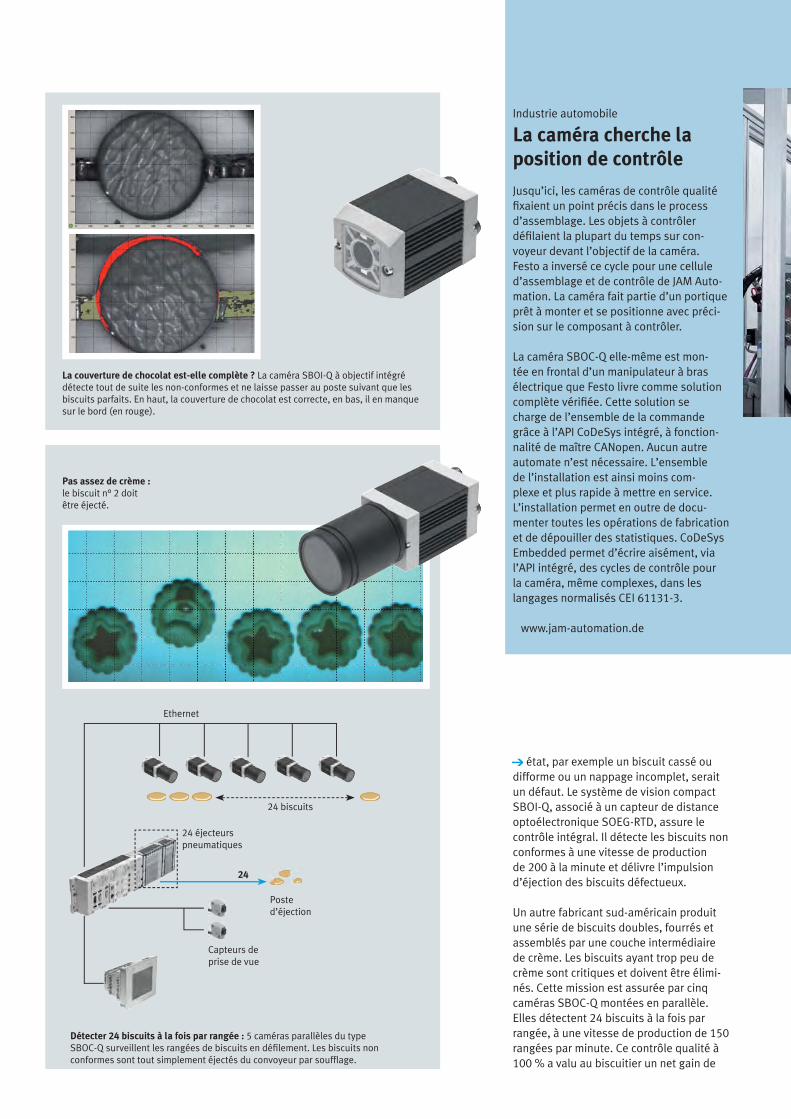
état, par exemple un biscuit cassé ou difforme ou un nappage incomplet, serait un défaut. Le système de vision compact SBOI-Q, associé à un capteur de distance optoélectronique SOEG-RTD, assure le contrôle intégral. Il détecte les biscuits non conformes à une vitesse de production de 200 à la minute et délivre l’impulsion d’éjection des biscuits défectueux.
Un autre fabricant sud-américain produit une série de biscuits doubles, fourrés et assemblés par une couche intermédiaire de crème. Les biscuits ayant trop peu de crème sont critiques et doivent être élimi-nés. Cette mission est assurée par cinqcaméras SBOC-Q montées en parallèle. Elles détectent 24 biscuits à la fois par rangée, à une vitesse de production de 150 rangées par minute. Ce contrôle qualité à 100 % a valu au biscuitier un net gain de
La couverture de chocolat est-elle complète ? La caméra SBOI-Q à objectif intégré détecte tout de suite les non-conformes et ne laisse passer au poste suivant que les biscuits parfaits. En haut, la couverture de chocolat est correcte, en bas, il en manque sur le bord (en rouge).
Pas assez de crème :le biscuit n° 2 doitêtre éjecté.
Détecter 24 biscuits à la fois par rangée : 5 caméras parallèles du typeSBOC-Q surveillent les rangées de biscuits en défi lement. Les biscuits nonconformes sont tout simplement éjectés du convoyeur par souffl age.
Capteurs deprise de vue
Posted’éjection
24
24 éjecteurspneumatiques
24 biscuits
Ethernet
Industrie automobile
La caméra cherche laposition de contrôleJusqu’ici, les caméras de contrôle qualité fi xaient un point précis dans le process d’assemblage. Les objets à contrôler défi laient la plupart du temps sur con-voyeur devant l’objectif de la caméra. Festo a inversé ce cycle pour une cellule d’assemblage et de contrôle de JAM Auto-mation. La caméra fait partie d’un portique prêt à monter et se positionne avec préci-sion sur le composant à contrôler.
La caméra SBOC-Q elle-même est mon-tée en frontal d’un manipulateur à bras électrique que Festo livre comme solution complète vérifi ée. Cette solution secharge de l’ensemble de la commande grâce à l’API CoDeSys intégré, à fonction-nalité de maître CANopen. Aucun autre automate n’est nécessaire. L’ensemble de l’installation est ainsi moins com-plexe et plus rapide à mettre en service. L’installation permet en outre de docu-menter toutes les opérations de fabrication et de dépouiller des statistiques. CoDeSys Embedded permet d’écrire aisément, via l’API intégré, des cycles de contrôle pour la caméra, même complexes, dans les langages normalisés CEI 61131-3.
www.jam-automation.de

2011 trends in automation
24-25
productivité par rapport à sa solution anté-rieure. Pour un seul biscuit non conforme, cette dernière éliminait en effet la rangée complète.
Bière en ligne de mirePour s’assurer que chacune de ses bouteilles de bière est bien fermée par unecapsule, une brasserie bavaroise contrôle chaque casier, à l’issue de son remplissage, à l’aide du système de caméra compacte. S’il manque une capsule, le casier est sorti du lot, et la bouteille non conforme rem-placée à la main. Sinon, le casier continue son chemin vers le poste d’emballage.
Outre le « contrôle de présence », le contrôle du niveau de remplissage joue aussi un rôle important dans l’industrie des boissons. C’est ainsi qu’un fabricant de jus de fruit contrôle à l’aide du système
de vision si le niveau du jus est bien dans les tolérances permises et si le couvercle est correctement vissé sur la bouteille. Si l’un des deux critères n’est pas rempli, la bouteille est éliminée. Le contrôle s’opère à une vitesse extrêmement élevée de 15 bouteilles par seconde.
www.festo.com/catalogue/sboi www.festo.com/catalogue/sboc
Une solution particulièrement économique est celle réalisée par JAM automation sur une cellule d’assemblage et de contrôle de l’industrie automobile.
« ... surtout les grosses pièces, diffi cilesà manipuler sur les convoyeurs connus,peuvent se contrôler aisément avec lemanipulateur à caméra mobile. »Michael Voss, gérant-associé de JAM automation
2011 trends in automation
24-25
L’érable croîtavec le tempsL’érable canadien résiste par sa force et son endurance même aux périodes de tempêtes. Sous son drapeau, l’économie canadienne a fait preuve de continuité ces dernières années. Aujourd’hui, c’est surtout l’automatisation qui ouvrent aux entreprises d’excellentes perspectives.
Automatisation au Canada
Festo au CanadaFesto a osé traverser l’Atlantique Nord dès 1977. La ville choisie comme siège est, en raison de sa bonne position stratégique, Mississauga, dans l’Ontario. Des solutions innovantes axées sur les besoins des utilisateurs assurent depuis une croissance continue. Dès l’an 2000, Festo a franchi le seuil de 20 % de part de marché. C’est pour répondre encore mieux aux exigences de ses clients que Festo a ouvert, en mars 2010, son Regional Contact Center. Ce dernier reçoit par mois plus de 20 000 appels télépho-niques et 9 000 fax de clients du Canada et des États-Unis.

2011 trends in automation
26-27
Le Canada est pour beaucoup le pays des rêves. Ils viennent du monde entier chercher au Nord du 49e parallèle leur liberté et leur bien-
être. L’immensité quasi infi nie du pays exerce une force d’attraction magique. La plus grande extension est-ouest est de 5.514 km, la plus longue distance du nord au sud de 4.634 km. Les côtes du pays de l’érable ont une longueur incroyable de 202.080 km. Beaucoup de place pour les quelque 34 millions d’habitants, dont 3,4 se partagent un kilomètre carré.
Mais même des villes prospères comme To-ronto offrent à beaucoup de gens un cadre de vie de très haute qualité. Les impulsionset qualifi cations des immigrants ne sont d’ailleurs pas étrangères à la prospérité de l’économie. Celle-ci a fait preuve de quali-tés impressionnantes d’endurance au cours de la dernière récession mondiale, et ce bien que la presse internationale se plaise à qualifi er le Canada d’« ennuyeux ».
Étoile au fi rmament de l’économieLe deuxième pays du monde par sa superfi cie s’est mieux tiré de la récession mondiale que tous les autres pays du G8. Le Canada n’a pas ressenti la crise immo-bilière et fi nancière avec autant de vigueur que son voisin du Sud, les États-Unis, loin s’en faut. Le caractère conservateur de la réglementation bancaire et des pratiques de prêts hypothécaires en vigueur au Canada ont évité les faillites. Les banques,soucieuses de la sécurité, ont continué à accorder des crédits aux entreprises comme d’habitude.
Quand la récession a atteint le creux de la vague et que la relance s’est instaurée, les médias étrangers ont subitement redécou-vert le Canada et ses riches réserves en matières premières. « La sévère régle-mentation fi nancière et un nouveau boom des matières premières ont fait passer le Canada d’un pays “ennuyeux” au rang d’étoile au fi rmament de l’économie », écri-vait la revue britannique « The Economist » en mai 2010.
Bonnes perspectives pour l’automatisationBeaucoup d’industriels canadiens ont vu dans la récession mondiale moins une crise qu’un défi lancé à l’amélioration de leur productivité et à la conquête de nouveaux marchés. Ceux qui travaillaient déjà comme équipementiers des industries de
Centre économique du Canada :Toronto, sur le lac Ontario.
Les chutes du Niagara, les magnifi ques couleursde l’été indien et les grandes villes comme Montréalfascinent chaque année des millions devisiteurs du monde entier.
De gauche à droite : Thomas Beck, directeur de la Chambre de commerce et d’industriegermano-canadienne ; Rainer Brüderle, Ministre fédéral allemand de l’Économie et de laTechnologie ; Thomas Lichtenberger, directeur de Festo Canada.
l’agroalimentaire et de l’emballage durant la crise économique ont pu s’appuyer sur leur constance économique. Selon les indications de German Trade & Invest, le marché de la machine outil, notamment, s’avère aujourd’hui extrême-ment robuste. D’après les informations des milieux du négoce, ce marché est de nouveau en expansion depuis début 2010. Ce que confi rme la nette amélioration de l’engagement des capacités de la construc-tion mécanique au premier trimestre 2010, passé à 71,6 %, contre 64,8 % au trimestre précédent.
Les entreprises de l’automatisation et de la mesure ont actuellement de bonnes cartes en main. C’est ce qu’a montré, en octobre 2010, le salon « Canadian Manu-facturing Week » de Toronto. Les experts du secteur voient pour ce segment des taux de croissance à deux chiffres. C’est aussi ce sur quoi mise le directeur de Festo Inc. Canada, Thomas Lichtenberger. « J’attends une saine expansion dans le domaine de l’automatisation dans l’agroalimentaire et
La première station de son voyage au Canada a été pour le ministre allemand de l’Économie, M. Brüderle, l’occasion de visiter, le 1er novembre 2010, le siège de Festo Inc. à Mississauga, dans l’Ontario. Il y a souligné la grande importance des relations économiques germano-canadiennes. Selon lui, les innovations en automatisation sont un facteur clé de l’amélioration de la productivité. Le Min-istre a qualifi é Festo d’exemple de réussite de la coopération économique entre l’Allemagne et le Canada. Les machines estampillées « Made in Germany » jouis-sent d’un grand prestige au pays des lacs et des forêts.
Le Ministre Brüderle en visite chez Festo Canada

2011 trends in automation
28-29
Une coopération qui vaut la peine : Festo et Edson ont développé ensemblele « SA Servo Adjust ».
Photos : www.shotshop.com
l’emballage », est convaincu ce connais-seur du marché. « Ce secteur ne s’est pas effondré durant la crise et croît maintenant de nouveau de manière stable. » Le levier économique déterminant est cependant moins une extension des capacités qu’un accroissement de la productivité par une plus grande automatisation.
Gros potentiel dans le secteur del’emballageLe meilleur moyen de voir comment ça fonctionne dans la pratique est de prendre l’exemple d’un pionnier de l’innovation sur le marché canadien des machines d’emballage, Edson Packaging Machinery, qui réinvestit chaque année ses bénéfi ces dans le développement de nouvelles tech-nologies. Cet engagement durable pousse l’entreprise, depuis sa création en 1962, à mettre au point des nouveautés révolu-tionnaires, comme, par exemple, le « SA Servo Adjust ». Cette servo-solution intel-ligente réduit les délais de changement de référence de 45 minutes jusqu’ici à deux minutes seulement aujourd’hui.
Par le passé, les opérateurs devaient pas-ser aux nouveaux formats d’emballage à l’aide de manivelles. Des erreurs pouvaient toujours se produire. La solution dévelop-pée en coopération avec Festo fait appel à un réseau de servomoteurs basse tension assurant automatiquement les réglages. Des codeurs absolus et circuits Device-Net ont été intégrés pour la gestion de la communication entre les différents servo-moteurs et l’API.
Aujourd’hui, la reproductibilité à 100 % est de 1 mm. Les clients d’Edson économisent de cette manière de 10.000 à 100.000 dollars canadiens par changement de référence. Cette solution innovante montre bien le potentiel qui s’ouvre à l’avenir au secteur de l’automatisation dans l’industrie canadienne de l’emballage. Et comme le Canada est un grand pays, le potentiel est grand, lui aussi. Mais, en général, les Canadiens n’aiment pas trop parler de potentiels, ils le font, tout simplement, et trouvent bien que les choses marchent mieux, plus vite, plus simplement et avec
plus de succès.
Savoir-faire au service des clientsC’est pour que cela marche encore mieux pour beaucoup d’entreprises que Festo a inauguré en mars 2010 son nouveau « Customer Solutions Center ». Implanté au siège même de la société, à Missis-sauga, dans l’Ontario, il permet aux clients de réaliser sur place une solution d’automatisation complète. En coopéra-tion avec des spécialistes expérimentés, ils y trouvent très vite de nouveaux moyens d’accroître la productivité de leur entre-prise.
2011 trends in automation
28-29
Sustentation en douceurUn simple effl eurement du doigt et l’on a tout de suite ses contacts deA à Z sous les yeux : le mérite en revient aux écrans tactiles. Leur surfacedoit être mince, légère et en même temps résistante. Les équipementsde mesure de Ricmar assurent leur qualité à la fois élevée et constante.La pneumatique et l’électronique Festo les déplacent en douceur et entoute sécurité sur coussin d’air.
Contrôle optique d’écrans tactiles
Les écrans tactiles s’imposent de plus en plus – les minces pistes de contact à leur surface sont quasi invisibles à l’oeil humain.
Qu’il s’agisse d’un PC industriel, d’un smartphone ou d’un dis-tributeur automatique de titres de transport – les écrans tactiles
envahissent notre quotidien et mettent à la retraite souris et compagnie. La seule chose qu’il faut pour les commander, c’est un doigt, et on en a toujours un sur soi. Mais tout aussi facile que soit l’utilisation pratique, tout aussi diffi cile est la généra-tion de la parfaite sensibilité au toucher.
Ce sont de fi nes pistes conductrices de quelques millièmes de millimètre qui font qu’un écran tactile obéit à son utilisateur. « C’est de cette couche dite d’ITO que dépend la sensibilité au toucher, et donc la capacité de fonctionnement de l’écran », indique Gerhard Zeindl, directeur de la société Ricmar Beteiligungs GmbH de Kramsach, en Autriche. Son équipement
de mesure analyse les dalles de verre par voie optique pour y détecter les défauts et discontinuités.
Regard numérique sur les dalles de verreLes pistes conductrices déposées sur les dalles de verre ne se distinguent pas à l’oeil nu. Des caméras à haute résolution balaient automatiquement par le haut les dalles pouvant aller jusqu’à 600 x 500 mm. Les images prises sont enregistrées et analysées – une opération qui ne deman-de pas plus de 23 secondes. En cas de défauts, la dalle est éliminée. Si tout est conforme, elle se dirige, fl ottant sur son coussin d’air, vers le magasin.
L’air porte en douceur et sécuritéPour maintenir en toute sécurité les dalles et les faire passer en cadence dans l’équipement, la pneumatique Festo était le
premier choix pour les experts de Ricmar. Les dalles de verre n’ont qu’une épaisseur de 0,6 à 3 mm et sont très fragiles. Un maximum de précaution s’impose. Il fallait donc une solution manipulant les dalles avec le plus grand soin et sans contact de manière à éviter les rayures, les impuretés, voire les cassures. L’air est à cet égard le moyen de transport idéal.
Soulevées par des tables à coussin d’air Festo ATBT, les dalles de verre passent en sustentation mécanique d’un point A à B. Le coussin s’obtient par expulsion d’air vers le haut. Le gros avantage : il n’y a au-cun contact entre le produit et le système de transport. La fi ne porosité des tables garantit en outre une traversée homogène de l’air et une faible consommation.

2011 trends in automation
30-31
Un plateau à videassure la fi xation dela dalle dans la bonneposition durant lamesure.
De gauche à droite :Michael Wurm, directeurrégional desventes Festo ; GerhardZeindl, directeurgénéral de Ricmar ;Stefan Gruber, étudesRicmar ; Arian Scholz,manager grandscomptes Solaire Festo.
Des axes électriquesà courroie crantée dutype EGC amènent lesdalles en sustentationà la table de mesure.
Le soulèvement sanscontact des dalles estassuré par des tablesà coussin d’air ATBTde Festo (en haut).
Vide stable de la partiePour que les dalles passent vite et en toute fi abilité dans l’équipement sur leur coussin d’air, Ricmar fait appel aux axes électriques à courroie crantée du type EGC. Des pinces mises au point par Ricmar amènent les dalles en douceur dans la zone d’inspection. C’est là que travaille la ve-dette proprement dite de l’équipement : le plateau ou « chuck » à vide. Il fi xe la dalle dans la bonne position en vue du contrôle par caméra. « Lors de la mesure, la dalle de verre doit se trouver dans une position ab-solument stable », indique Gerhard Zeindl. « Quand la dalle est au-dessus du plateau, on passe de la pression à la dépression-pour bien la fi xer. » La pneumatique assure également l’automatisation de l’ouverture et de la fermeture des différents tiroirs de rangement à l’aide de vérins sans tige du type DGO. Le bon verrouillage des tiroirs est assuré par des vérins oscillants DSM.
Soulèvement par de fi nes busesUne fi nesse particulière de l’appareillage est le perçage au laser de micro-buses dans le couvercle du plateau à vide. Elles permettent la sustentation et la fi xation ab-solument planes de la dalle de verre par un débit d’air régulier. Le diamètre des trous est de quelques microns.
Zeindl se montre très content du succès de la coopération avec Festo : « Qu’il s’agisse de la solution système préconfectionnée de tables à coussin d’air ou de la concep-tion du plateau à vide, nos exigences particulières ont été satisfaites de manière optimale. »
RICMAR Sales &Service GmbH
Amerling 133A-6233 Kramsachwww.ricmar.com
Champ d’activité : développement et fabrication de machines spéciales pour l’industrie du photovoltaïque et des semi-conducteurs.
2011 trends in automation
30-31

Conditionnement rapideDans la préparation rapide des salades composées et plats cuisinés, les installationsde Robot Food Tech garantissent le bon goût. Elles conditionnent à grandevitesse, scellent et emballent ces produits culinaires dans différents contenants.L’automatisation Festo, alliant servopneumatique, capteurs et actionneurs deprocess, donne la cadence.
Conditionnement de menus cuisinés et salades composées
La conditionneuserobotisée RCF se carac-térise par de courts temps de changement de produit.
Là où d’autres lignes de conditionne-ment ont besoin de plusieurs heures pour changer de format, les nôtres se contentent de quelques minutes »,
souligne Harald Grüne, associé-gérant de Robot Food Tech. M. Grüne veut parler de l’adaptation des modules de conditionne-ment à d’autres tailles d’emballages. C’est notamment en raison de ses délais réduits de changement de référence que l’équipementier est l’une des plus grandes entreprises mondiales du secteur des plats cuisinés. Son slogan, arboré avec fi erté : « Liedership in Packaging ». Robot Food Tech assure en effet, dans le monde entier, la distribution et le suivi des installations traditionnelles de conditionnement et d’emballage de la marque « Lieder ».
Précision du serviceLe meilleur exemple de la grande vitesse atteinte, est la conditionneuse robotisée RCF. Ses performances atteignent 800 remplissages à la minute. Pour la con-ditionneuse RCF, aucun problème pour servir au poids exact des produits tels que salades composées, confi ture, beurre ou choucroute.
À l’issue du remplissage, le contenant est scellé. C’est le seul moyen d’obtenir la durée de conservation prescrite. Un poste de gazage injecte de l’azote par des canaux sur les contenants remplis. Ceci réduit l’oxygène résiduel à un taux inoffensif de 0,1 % du volume initial. L’apport d’azote est régulé par le DLP, un vérin linéaire
pneumatique d’automatisation de process. Des capteurs pilotent la bonne pression de l’azote. Le scellement de l’opercule est la dernière opération du conditionnement et de l’emballage.
Portionnement servopneumatiqueLe remplissage précis est assuré par la servopneumatique. Elle fait appel au con-trôleur CMAX Festo qui régule avec préci-sion la position et la force des vérins pneu-matiques. « Grâce à cette technologie, nos installations sont à la pointe du progrès en matière d’automatisation », indique le jeune entrepreneur. Dans cette solution, les vérins servopneumatiques surclassent les vérins électriques. Les vérins électriques ont, en effet, des diffi cultés à répondre au

2011 trends in automation
32-33
L’apport d’azote est régulé par le DLP, un vérinlinéaire pneumatique d’automatisation deprocess (en bas).
Un poste de balayage à l’azote des potsremplis réduit l’oxygène résiduel à un tauxinoffensif de 0,1 % du volume initial (au centre).
Performances allant jusqu’à 800 remplissagespar minute : la conditionneuse robotisée RCF. Elle se caractérise par de courts temps de changementde référence (à gauche).
degré de protection IP 65, important dans l’agroalimentaire.
Présence dans le monde entierOutre la servopneumatique, Robot Food Tech a une autre raison de coopérer avec Festo. « Notre part des exportations est égale à 80 % du chiffre d’affaires. Il nous faut donc des fournisseurs d’automatisation dont les composants et systèmes soient disponibles dans n’importe quel coin du monde où nos installations conditionnent menus cuisinés et salades composées », résume l’expert du secteur M. Grüne.
www.festo.com/catalogue/cmax www.festo.com/catalogue/dlp Robot Food
TechnologiesGermany GmbHIndustriestraße 1– 5D-29323 Wietzewww.robotfoodtech.com
Champ d’activité : conditonneuses-scelleuses asservies et robotisées,lignes de montage pour l’agro-alimentaire, installations d’emballage fi nal pour plats cuisinés, cosmétiques et produits laitiers

Gérer les variantes en souplesseChaînes de montage séparées et changement de référence au vol sont plutôt inhabituelsdans une entreprise de 50 salariés. Pas chez le constructeur de machines spéciales BDG deKünzelsau, qui fait appel à des méthodes de gestion modernes alliant la servopneumatiqueet la technologie proportionnelle Festo.
Contrôle d’obturateurs de tuyaux par servopneumatique et technologie proportionnelle
Gestion moderne : des chaînes séparées pour le montage de chaque nouvelle installation.
Des portiques livrés prêts à monter, équipés d’axes à vis à billes EGC etd’un vérin électrique normalisé DNCE, posent les parties supérieures surles parties inférieures des obturateurs de tuyaux
Savoir-faire servopneumatique Festo : quatre fois quatre axes DGCI,avec module de position intermédiaire et SoftStop CMPX

2011 trends in automation
34-35
Excellentes performances : le distributeur pro-portionnel pour servopneumatique VPWP
BDG GmbHDornäckerweg 18D-74653 Künzelsau-Amrichshausenwww.bdg-online.de
Champ d’activité :construction de machines spéciales,automatisation, contrôle, systèmes de postes de travail modulaires, outillage, conseil, ingénierie
Dans la réalisation des installations à la demande de BDG, l’essentiel est un maximum de fl exibilité. Les systèmes de fabrication et de
contrôle se composent de différents mo-dules, ce qui permet au client fi nal de réa-gir aux évolutions du marché par des trans-formations et augmentations de capacité. « Ce n’est qu’ainsi que nous pouvons être fi dèles à notre slogan “L’avenir ap-partient aux fl exibles” », indique Lars Brenner, directeur de l’organisation et de l’administration chez BDG.
Le meilleur exemple est la nouvelle instal-lation BDG de montage et de contrôle dédiée à la fabrication d’obturateurs de tuyauteries. Elle est si fl exible qu’elle permet de fabriquer de multiples va-riantes d’obturateurs. Une seule et même installation réunit et emboîte les parties supérieure et inférieure des bouchons, les soude au laser et contrôle ensuite l’étanchéité des soudures. Les étapes du process sont si rapides que les obturateurs fi nis quittent l’installation à haute cadence.
Changement de référence au vol« Pour notre client fi nal, l’installation cons-titue un énorme gain de productivité », explique M. Brenner, « car jusqu’ici, il utilisait plusieurs installations semi-automatisées pour différentes variantes, incapables d’accepter tous les diamètres et longueurs. » Sur la nouvelle machine, deux bols vibrants permettent de changer désormais de référence « au vol ».
L’installation bénéfi cie aussi de la fl exi-bilité de l’automatisation pneumatique Festo. Dès le premier poste, le contrôleur de positionnement CMAX pilote deux
axes DGCI. Ces axes servopneumatiques rallient différentes positions selon le type d’obturateur et la cadence nécessaire. Des pinces HGPT associées au capteur SOEC posent les parties inférieures sur un porte-pièces, un convoyeur les acheminant à deux portiques.
Servopneumatique sophistiquéeLes portiques à axes à vis à billes EGC et vérin électrique normalisé DNCE, livrés en un ensemble prêt à monter au pied de l’installation, posent les parties supé-rieures sur les parties inférieures des bou-chons. Le poste qui suit emboîte les deux parties et les soude ensuite au laser.
Le poste de contrôle abrite le savoir-faire servopneumatique Festo : quatre fois quatre axes DGCI à module de position intermédiaire et SoftStop CMPX pour deux fi ns de course et positions intermédiaires y assurent parfaitement leurs missions. Grâce à la servopneumatique, avec limiteur proportionnel de débit VPWP, les axes
pneumatiques atteignent des perfor-mances analogues à celle d’axes élec-triques – mais à un coût bien moindre.
Pneumatique prête à monter Des embases de montage complètes garan-tissent à l’aide de distributeurs discrets CPE 18 et d’unités de conditionnement MS6 les fonctions de sécurité de la vanne proportionnelle VPWP.
« Les portiques de manipulation prêts à monter ainsi que les embases de montage ont contribué à nous permettre de nous concentrer sur notre cœur de métier : le contrôle associé à l’automatisation. L’installation a ainsi pu être achevée dans le délai imparti de 9 mois », précise M. Brenner.
www.festo.com/catalogue/dgci www.festo.com/catalogue/egc www.festo.com/catalogue/vpwp
« Aujourd’hui, ce n’est plusla taille à tout prix quicompte, mais l’aptitudeà répondre rapidement àl’évolution des exigences. »Lars Brenner, directeur de l’organisation et de l’administration chez BDG
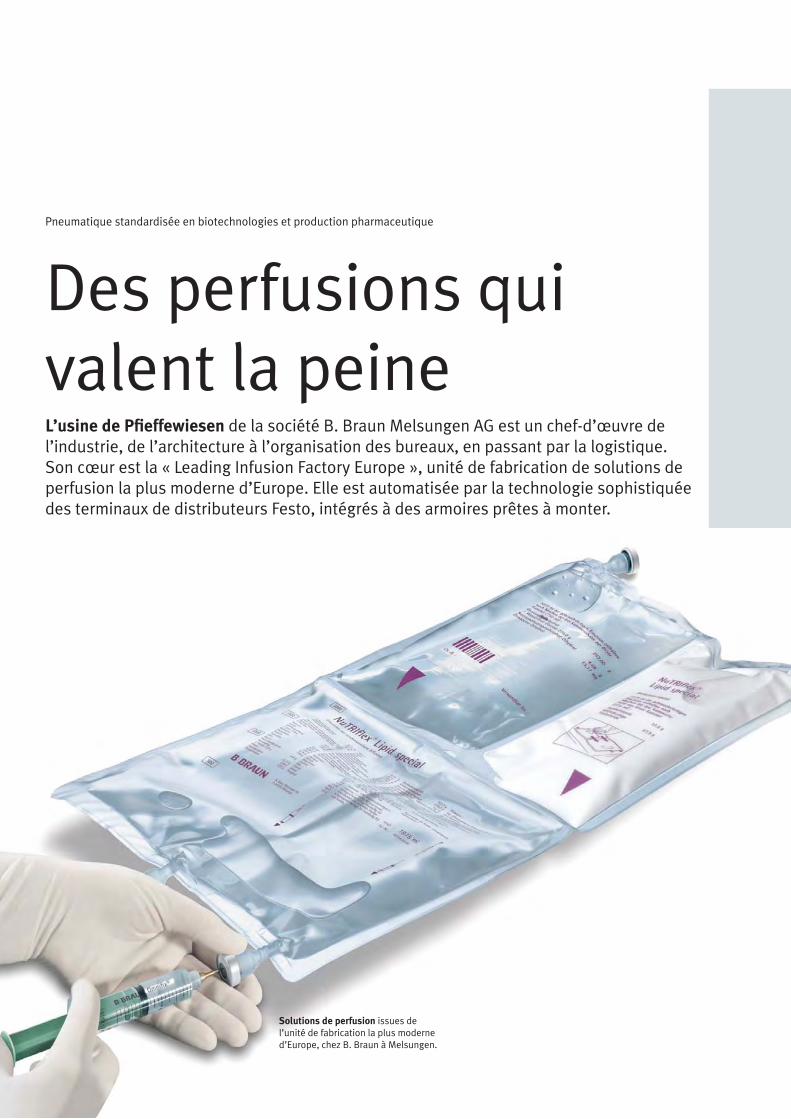
Des perfusions quivalent la peineL’usine de Pfi effewiesen de la société B. Braun Melsungen AG est un chef-d’œuvre del’industrie, de l’architecture à l’organisation des bureaux, en passant par la logistique.Son cœur est la « Leading Infusion Factory Europe », unité de fabrication de solutions deperfusion la plus moderne d’Europe. Elle est automatisée par la technologie sophistiquéedes terminaux de distributeurs Festo, intégrés à des armoires prêtes à monter.
Pneumatique standardisée en biotechnologies et production pharmaceutique
Solutions de perfusion issues del’unité de fabrication la plus moderned’Europe, chez B. Braun à Melsungen.

2011 trends in automation
36-37
L’automatisation standardisée est l’idée directrice de la fabrication des solutions de perfusion desti-nées aux nouvelles poches à trois chambres dans l’installation « Life Nutrition ». Les armoires modu-laires, de structure toujours identique, simplifi ent la maintenance et le diagnostic.
L‘idée directrice pour la fabrica-tion de solutions de perfusion en nouvelles poches à trois chambres était l’automatisation standardisée.
Le plus grand nombre possible de ma-chines et installations – de la préparation à l’emballage, en passant par le condi-tionnement, la stérilisation et l’inspection – devaient disposer des mêmes solutions d’automatisation. Pour la première fois, on voulait, dans la nouvelle installation « Life Nutrition », étendre la standardisation aux secteurs primaire et secondaire de la production pharmaceutique – c’est-à-dire à toute la chaîne de valeur ajoutée.
« Pour nous, ça ne présente que des avantages », déclare Cristina Molina, chef de projet chez B. Braun. « Nos installations sont moins complexes. Nous avons besoin de moins de pièces de rechange, réduisons notre travail de formation du personnel de maintenance et n’avons plus qu’un seul interlocuteur pour la pneumatique. »
Sans faille et sans papierL’automatisation permet en outre de contrôler et de documenter automatique-ment, sans faille et sans papier, l’ensemble du process de fabrication. On répond ainsi aux normes légales comme celles de la FDA
américaine. Un système de conduite de process enregistre les mesures et la trans-met à un système informatique central.
Au début du projet, une équipe Festo a analysé avec des spécialistes de l’industrie pharmaceutique les types de composants pneumatiques jusque là utilisés chez B. Braun. Pour concevoir des armoires de terminaux de distributeurs sur mesure, ils ont recommandé un standard, établi une nomenclature des composants conseillés et coordonné la concertation avec toutes les entreprises participantes.
Uniformité, du process à l’emballageLe cœur de l’automatisation au niveau capteurs/actionneurs est le terminal de distributeurs CPX/MPA intégré à l’armoire. Grâce la fl exibilité de son concept de commande, tous les organes de retour d’information, actionneurs et vannes de process ont pu être raccordés au terminal, piloté par bus et utilisé en module d’E/S. Aujourd’hui, il commande 4000 vannes à membrane et vannes de process dans la production pharmaceutique. Des installa-tions de process à la machine d’emballage, B. Braun peut se fi er à des produits de technologie uniforme. Durant le projet, B. Braun a regroupé dans une liste de
« Face notamment àla pression sur lesdélais qui règne eningénierie, les solu-tions prêtes à mon-ter sont l’idéal. »Cristina Molina, chef de projet chez B. Braun

validation des composants et sous-systèmes pneumatiques, du terminal de distributeurs CPX/MPA aux armoires décentralisées, en passant par l’unité de conditionnement de l’air comprimé de la gamme MS et le capteur de débit MS6-SFE. Mais pour compléter la chaîne de com-mande pneumatique, la liste comporte également des vérins normalisés, limiteurs de débit unidirectionnels, raccords, fl exi-bles et capteurs de vérins.
Un seul fournisseurLe « single sourcing » ainsi obtenu a permis de faire des économies et d’accroître l’effi cience des achats. Les armoires standardisées à terminal de distributeurs, notamment, ont permis aux équipemen-tiers, conseillers et surtout à B. Braun lui-même de se concentrer totalement sur leur cœur de métier respectif. Festo a confi guré, construit et livré 45 armoires prêtes à monter au pied même des instal-lations. Grâce à la structure mondiale de ses ventes et de son service après-vente, Festo a pu faire en sorte que les livraisons des différents pays soient conformes aux standards du projet.
Entièrement assemblées et contrôlées, les solutions complètes ont déchargé le personnel technique, minimisé le travail
d’étude, facilité les approvisionnements et réduit les coûts du process.
Pour une bonne raison« Face notamment à la pression sur les délais qui règne en ingénierie, ces so-lutions prêtes à monter sont l’idéal », souligne Cristina Molina. Au début du pro-jet, elle ne connaissait Festo que comme fournisseur de composants. « Mais dans le cas des armoires, c’est un réel projet », explique-t-elle aujourd’hui, « c’est d’une vaste assistance-conseil dont nous avons bénéfi cié – du modèle 3D à la mise au point de la conception générale. »
Les coûts de maintenance et de répara-tion sur tout le cycle de vie sont souvent au total nettement plus élevés que l’investissement proprement dit. Et les standards peuvent, là aussi, présenter de gros avantages, par exemple par la réduc-tion des stocks de pièces de rechange et au niveau de la formation du personnel de maintenance.
Dans sa « Leading Infusion Factory Europe » B. Braun pratique systématiquement le « single sourcing »et la standardisation.
B. BraunMelsungen AGPfi effewiesenD-34212 Melsungenwww.bbraun.com
Champ d’activité :solutions de perfusion et d’injectionainsi qu’autres produits etservices médicaux pour hôpitaux,médecine de ville et soins àdomicile

2011 trends in automation
38-39
Des équipements de process Festo et de la société BAMAG GmbH assurent l’alimentation en eau potable au Caire.
Egypte
La tête de la commande process : armoire à terminalde distributeurs intégré CPX/VTSA.
L’eau, c’est la croissancePerfectionnement du traitement de l’eau au Caire
Dans plusieurs stations d’épuration de la capitale égyptienne, le système de commande des fi ltres à lit fi xe de Festo et BAMAG GmbH assurent l’alimentation en eau même en cas de coupure de courant. L’automatisation intelligente du process réduit les coûts d’énergie et augmente la productivité.
Au Caire, quand les fi ltres sont en cours de nettoyage, la produc-tion d’eau s’arrête. Festo et BAMAG ont donc automatisé le proces-sus de fi ltration et de nettoyage à contre-courant. Le système de commande détecte automatiquement quand et pendant combien de temps il faut nettoyer les fi ltres à l’air comprimé et à l’eau de rinçage. La périodicité des nettoyages est adaptée aux besoins réels, la production d’eau potable reprenant aussi vite que pos-sible. En cas de panne de courant, un simple bouton suffi t à activer depuis l’armoire la commande manuelle pneumatique de tous les fi ltres.
Pour cette application des bords du Nil, Festo fait appel à des com-posants éprouvés. Des vérins linéaires DLP à fonction d’ouverture/fermeture commandent automatiquement le passage de l’eau brute à l’eau de rinçage. Débits d’air, eau de nettoyage et eau potable sont régulés par trois vannes automatisées équipées de vérins oscillants DFPB/DAPS et de boîtiers de capteurs SRAP. L’armoire abrite le terminal de distributeurs CPX/VTSA, un API et l’écran-clavier FED.
2011 trends in automation
38-39
Mentions légalestrends in automation 1.2011Novembre 2011
ÉditeurFesto AG & Co. KGRuiter Straße 82D-73734 [email protected]
Direction du projetSilke Gartenmeier, Customer Magazine,[email protected]
Responsable du contenuDirk Ebertz, directeur marketing instru-ments,[email protected] Sohn, directeur marketing direct,[email protected]
Adaptation françaiseRaphaël MasquelierVincent [email protected]
À noterTous les termes tels que client,utilisateur, spécialiste ou conseillers’appliquent à des personnes aussibien de sexe masculin que féminin.
Copyright 2011 Festo AG & Co. KG.Tous droits réservés.
La totalité des photos, graphiques ettextes sont protégés par le droit d’auteurou d’autres lois relatives à la protectionde la propriété intellectuelle. Toute duplica-tion, modifi cation ou utilisation dansd’autres publications imprimées ouélectroniques n’est autorisée qu’avecl’accord exprès de Festo AG & Co. KG.
Festo Eurl
ZA des Maisons Rouges8 rue du clos sainte Catherine94360 Bry sur MarneTel. 08 20 20 46 40Fax 08 20 20 46 [email protected]
www.festo.fr
Garantie fraîcheur !Avant de trouver leur place en lieu sûr au réfrigérateur, les produitsalimentaires transformés ont souvent parcouru un long chemin –semé de multiples dangers de contamination microbienne, tels que la présence de salmonelles dans la charcuterie ou de bactéries de listériose dans le fromage. Pour qu’on n’en arrive pas là, les équipementiers dotent leurs installations de conditionnement et d’emballage d’une automatisation hygiénique. La porte ouverte à des délices techniques !
























![[FR] trendwatching.com’s MINI TRENDS](https://img.pdfslide.fr/doc/110x75/5486eb21b4af9faa0d8b5297/fr-trendwatchingcoms-mini-trends.jpg)




