Embed Size (px)
Citation preview

UsinageSystèmes de profilés Jansen

UsinageSystèmes de profilés Jansen
03/2011
Nous avons composé toutes les exécutions de cette documentation avec soin et en notre âme et conscience. Nous ne pouvons cependant pas être tenus pour responsables de l'utilisation des suggestions et des données procurées. Nous nous réservons le droit de procéder à des modifications techniques sans préavis.
1
Sommaire UsinageSystèmes de profilés Jansen
03/2011
Introduction 2
Stockage 3
Découpe 6
Entaille 14
Usinage des profilés (percer / fraiser) 17
Soudage (consignes d'ordre général) 23
Soudage (préparation du cordon de soudure) 24
Soudage (serrage de cadres d'élément) 26
Soudage (pointage de constructions en acier) 28
Paramétrage de soudage pour les constructions en acier 30
Redressage de constructions en acier 37
Brossage de constructions en acier 41
Introduction/avant-propos constructions en acier Inox 45
Pointage de constructions en acier Inox 46
Paramétrage de soudage de constructions en acier Inox 48
Soudage de constructions en acier Inox 51
Redressage de constructions en acier Inox 57
Décapage de constructions en acier Inox 61
Brossage de constructions en acier Inox 63
Nettoyage et entretien de constructions en acier Inox 83
Outils d'usinage, ferrures, montage de joint 84
Nettoyage, maintenance, entretien 94
2
UsinageSystèmes de profilés Jansen
Introduction
03/2011
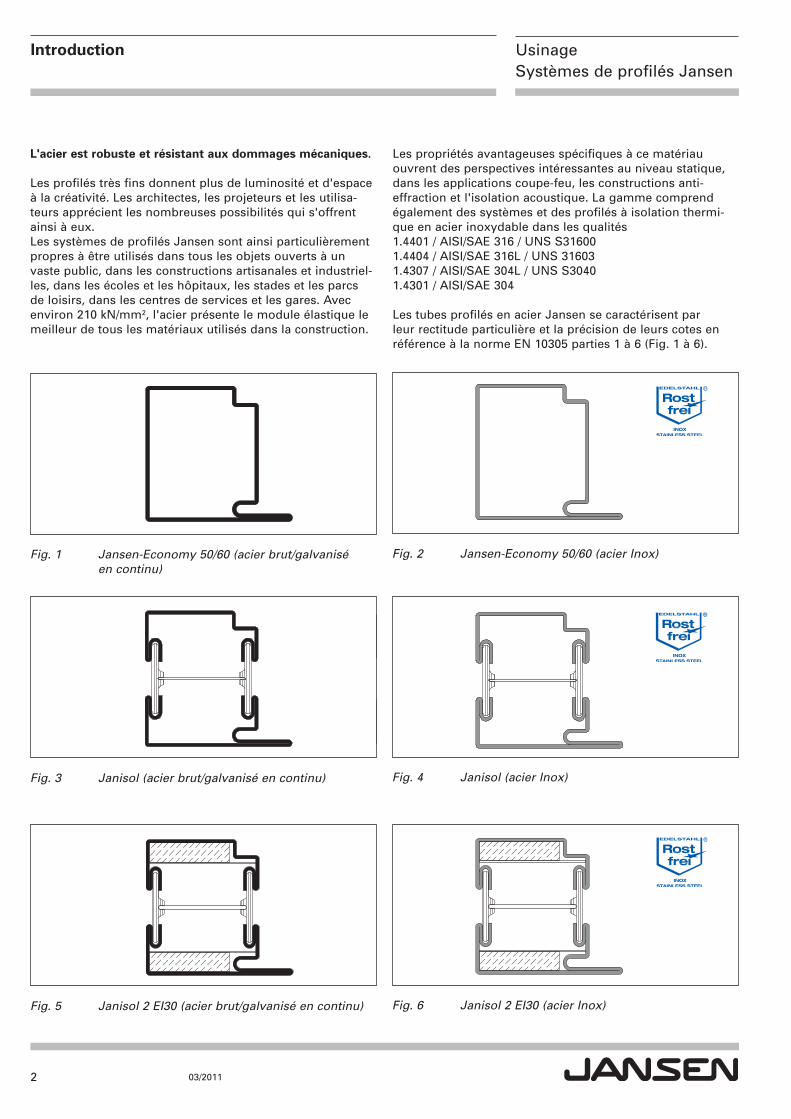
L'acier est robuste et résistant aux dommages mécaniques.
Les profilés très fins donnent plus de luminosité et d'espaceà la créativité. Les architectes, les projeteurs et les utilisa-teurs apprécient les nombreuses possibilités qui s'offrentainsi à eux. Les systèmes de profilés Jansen sont ainsi particulièrementpropres à être utilisés dans tous les objets ouverts à un vaste public, dans les constructions artisanales et industriel-les, dans les écoles et les hôpitaux, les stades et les parcs de loisirs, dans les centres de services et les gares. Avec environ 210 kN/mm2, l'acier présente le module élastique lemeilleur de tous les matériaux utilisés dans la construction.
Fig. 1 Jansen-Economy 50/60 (acier brut/galvanisé en continu)
Fig. 2 Jansen-Economy 50/60 (acier Inox)
Fig. 3 Janisol (acier brut/galvanisé en continu) Fig. 4 Janisol (acier Inox)
Fig. 5 Janisol 2 EI30 (acier brut/galvanisé en continu) Fig. 6 Janisol 2 EI30 (acier Inox)
Les propriétés avantageuses spécifiques à ce matériau ouvrent des perspectives intéressantes au niveau statique,dans les applications coupe-feu, les constructions anti-effraction et l'isolation acoustique. La gamme comprendégalement des systèmes et des profilés à isolation thermi-que en acier inoxydable dans les qualités 1.4401 / AISI/SAE 316 / UNS S31600 1.4404 / AISI/SAE 316L / UNS 31603 1.4307 / AISI/SAE 304L / UNS S30401.4301 / AISI/SAE 304
Les tubes profilés en acier Jansen se caractérisent par leur rectitude particulière et la précision de leurs cotes en référence à la norme EN 10305 parties 1 à 6 (Fig. 1 à 6).

3
Stockage UsinageSystèmes de profilés Jansen
03/2011
Fig. 7 Fig. 8
Une condition à l'usinage rentable de tubes profilés en acierest leur stockage correct (Fig. 7 / 8).
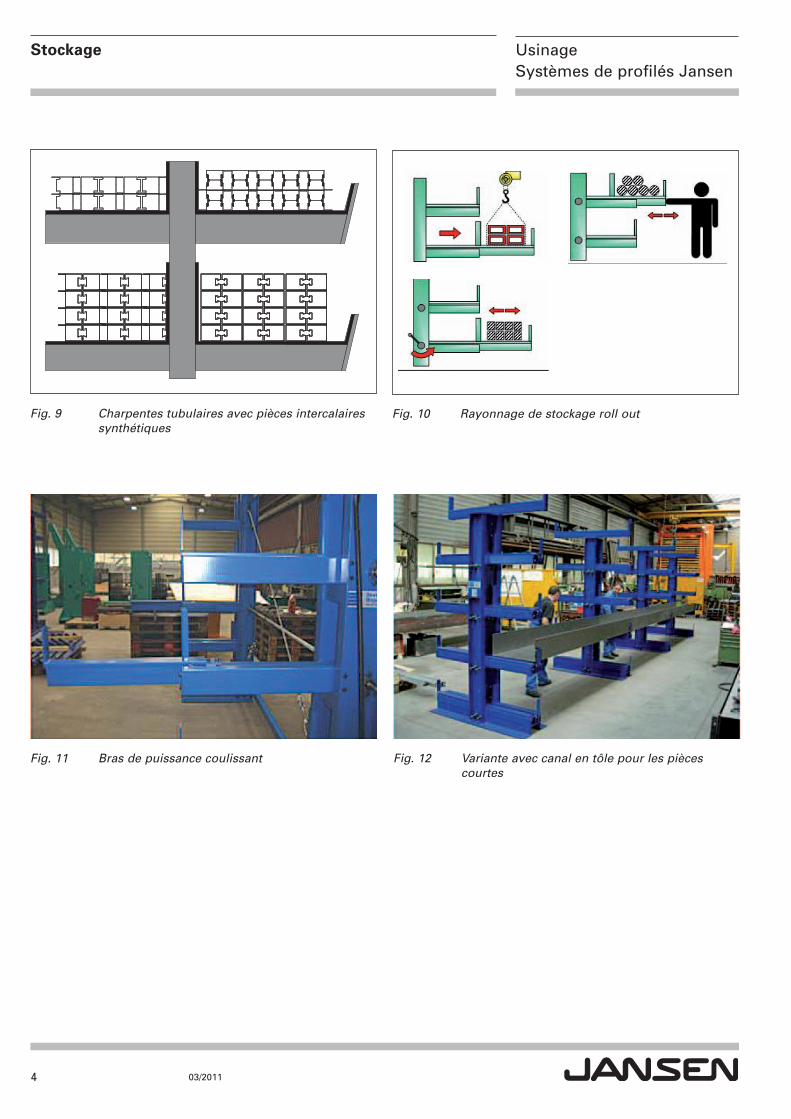
Des charpentes tubulaires avec pièces intercalaires synthé-tiques sont particulièrement adéquates pour éviter toute empreinte ou endommagement de la surface des profilés.Une mise en magasin optimale évite en outre de devoir procéder plus tard à des changements de place (Fig. 9). Le magasin doit être impérativement sec pour empêchertoute formation de condensat. Les profilés en acier inoxydable devraient être stockés ausec et séparément des profilés en acier pour éviter tout risque de formation de rouille erratique.Veiller en outre impérativement à ce que les profilés meuléssoient stockés avec soin. Afin d’éviter les rayures, enfonce-ments ou déformations, nous recommandons l’utilisation de paliers intermédiaires en bois ou en plastique.Le stockage à proximité immédiate des machines à décou-per réduit et facilite les déplacements de matière.
Le prélèvement des profilés hors des rayonnages de stock-age devrait uniquement être opéré en les soulevant par lecôté afin d'empêcher que leur surface de grande qualité nesoit endommagée. Les rayonnages coulissants roll out bilatéraux pour stockagede marchandises longues de la société Stierli Bieger AG(Fig. 10 à 12) remplissent ces exigences de manière parfaite.Non seulement cette construction, dont la force portantepeut de plus atteindre 1'500 kg/bras de puissance, est trèsrobuste, mais elle est aussi très compacte. Ces rayonnagesaméliorent entre autres la gestion de la place, l'ordre dansles ateliers et la sécurité du travail, et permet de réduire lestemps d'immobilisation sur les machines de production partout où ils sont utilisés.Les différents rayonnages coulissants et celui du haut permettent le stockage de très nombreux profilés sur unespace très réduit. La construction ouverte et le maniementsimple permettent le stockage simple de profilés en acier oud'autres matériaux. Les rayonnages coulissants peuvent êtredéplacés à la main sans avoir besoin d'employer beaucoupde force. Éviter si possible de retirer les profilés par le côtéafin d'empêcher qu'ils ne rayent mutuellement leurs surfaces. Une retouche coûteuse en temps de la finition des surfaces n'est donc plus du tout nécessaire.
4
UsinageSystèmes de profilés Jansen
Stockage
03/2011
Fig. 9 Charpentes tubulaires avec pièces intercalaires synthétiques
Fig. 10 Rayonnage de stockage roll out
Fig. 11 Bras de puissance coulissant Fig. 12 Variante avec canal en tôle pour les pièces courtes
5
Stockage UsinageSystèmes de profilés Jansen
03/2011
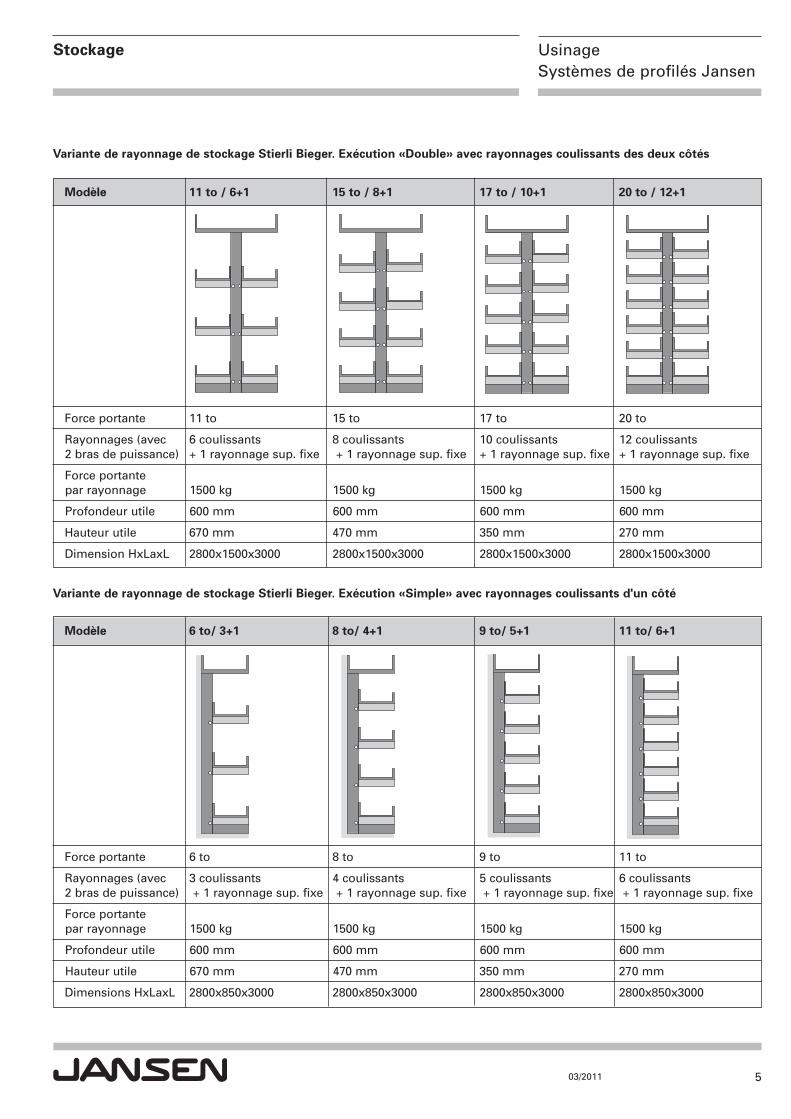
Modèle 11 to / 6+1 15 to / 8+1 17 to / 10+1 20 to / 12+1
Force portante 11 to 15 to 17 to 20 to
Rayonnages (avec 6 coulissants 8 coulissants 10 coulissants 12 coulissants 2 bras de puissance) + 1 rayonnage sup. fixe + 1 rayonnage sup. fixe + 1 rayonnage sup. fixe + 1 rayonnage sup. fixe
Force portante par rayonnage 1500 kg 1500 kg 1500 kg 1500 kg
Profondeur utile 600 mm 600 mm 600 mm 600 mm
Hauteur utile 670 mm 470 mm 350 mm 270 mm
Dimension HxLaxL 2800x1500x3000 2800x1500x3000 2800x1500x3000 2800x1500x3000
Modèle 6 to/ 3+1 8 to/ 4+1 9 to/ 5+1 11 to/ 6+1
Force portante 6 to 8 to 9 to 11 to
Rayonnages (avec 3 coulissants 4 coulissants 5 coulissants 6 coulissants2 bras de puissance) + 1 rayonnage sup. fixe + 1 rayonnage sup. fixe + 1 rayonnage sup. fixe + 1 rayonnage sup. fixe
Force portante par rayonnage 1500 kg 1500 kg 1500 kg 1500 kg
Profondeur utile 600 mm 600 mm 600 mm 600 mm
Hauteur utile 670 mm 470 mm 350 mm 270 mm
Dimensions HxLaxL 2800x850x3000 2800x850x3000 2800x850x3000 2800x850x3000
Variante de rayonnage de stockage Stierli Bieger. Exécution «Double» avec rayonnages coulissants des deux côtés
Variante de rayonnage de stockage Stierli Bieger. Exécution «Simple» avec rayonnages coulissants d'un côté

6 03/2011
UsinageSystèmes de profilés Jansen
Découpe
Fig. 13 Scie circulaire universelle «Kaltenbach KKS 400»: système de serrage hydraulique, butée digitale. Lame de scie Performance, ø = 400 x 3.0 mm, 160 dents (convient également pour l'acier Inox)
Fig. 13.1 Butée de mesure manuelle ou digitale
Fig. 13.2 Butée digitale avec fonction de programmation, déplacement automatique
Les tubes profilés en acier se découpent le plus souventavec des scies circulaires universelles sur table. Les sciespeuvent être orientées dans une plage de 180° et permettentdes coupes très précises, presque sans bavures. Il existe plusieurs exécutions de telles scies circulaires.Un autre critère de choix est le fonctionnement manuel ousemi-automatique.Les scies à onglet en exécution semi-automatique et saisienumérique de la cote de longueur représentent le niveautechnologique actuel. La scie circulaire Kaltenbach allie un rendement et une rentabilité élevés à un confort de commande exceptionnel.Son degré élevé d'automatisation et son vaste champ
d'utilisation rendent cette scie très polyvalente pour de nombreuses applications. Elle convient aussi bien à l'usinage automatique de matériaux plats, angulaires ou massifs que pour les tubes et les profilés. Grâce à la vitesse de coupe réglable et au limiteur de pression et de course en continu, cette scie convient parfaitement à la découpe de profilés Jansen, quelle quesoit le type et la qualité du matériau (Fig. 13 à 13.5).Il est également possible d'utiliser des scies à ruban. Un rendement optimal de coupe est obtenu grâce à unetechnique d'entraînement progressive à réglage fréquentiel.Il doit être obtenu une coupe exacte de 90° ou 45°.
7
Découpe UsinageSystèmes de profilés Jansen
03/2011
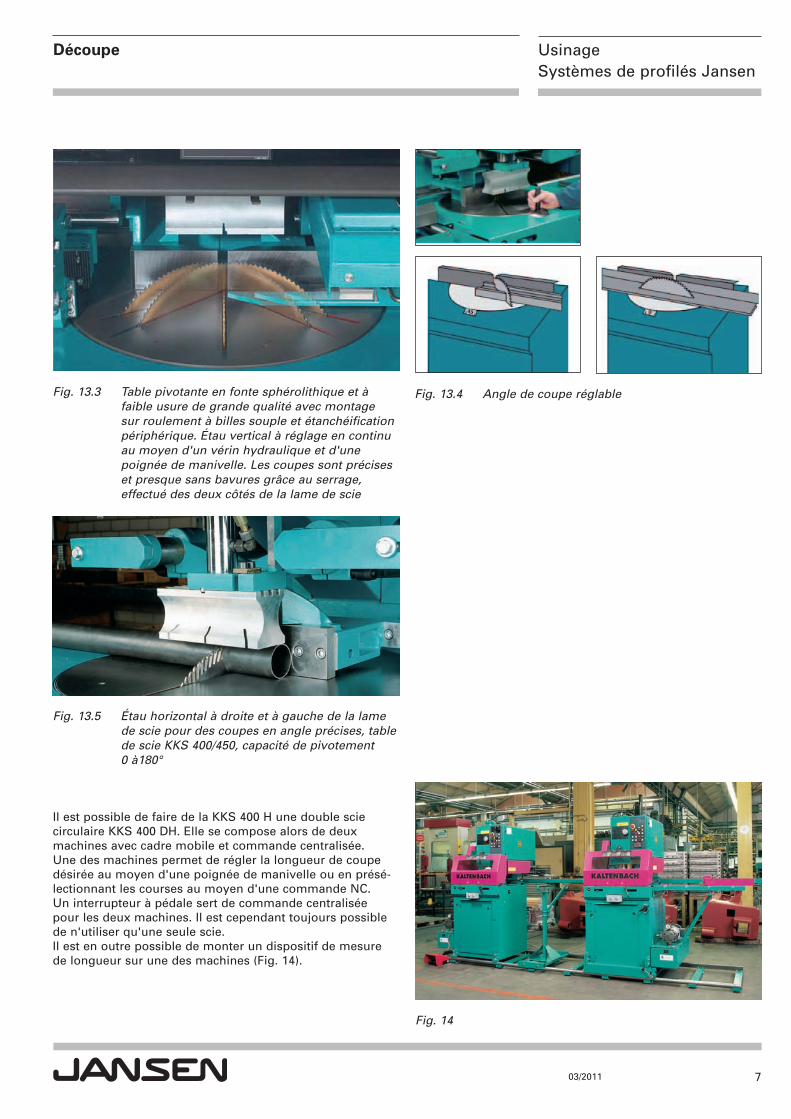
Fig. 13.3 Table pivotante en fonte sphérolithique et à faible usure de grande qualité avec montage sur roulement à billes souple et étanchéification périphérique. Étau vertical à réglage en continu au moyen d'un vérin hydraulique et d'une poignée de manivelle. Les coupes sont précises et presque sans bavures grâce au serrage, effectué des deux côtés de la lame de scie
Fig. 14
Fig. 13.5 Étau horizontal à droite et à gauche de la lame de scie pour des coupes en angle précises, table de scie KKS 400/450, capacité de pivotement 0 à180°
Fig. 13.4 Angle de coupe réglable
Il est possible de faire de la KKS 400 H une double scie circulaire KKS 400 DH. Elle se compose alors de deux machines avec cadre mobile et commande centralisée. Une des machines permet de régler la longueur de coupedésirée au moyen d'une poignée de manivelle ou en présé-lectionnant les courses au moyen d'une commande NC. Un interrupteur à pédale sert de commande centralisée pour les deux machines. Il est cependant toujours possiblede n'utiliser qu'une seule scie.Il est en outre possible de monter un dispositif de mesure de longueur sur une des machines (Fig. 14).
8
UsinageSystèmes de profilés Jansen
Découpe
03/2011
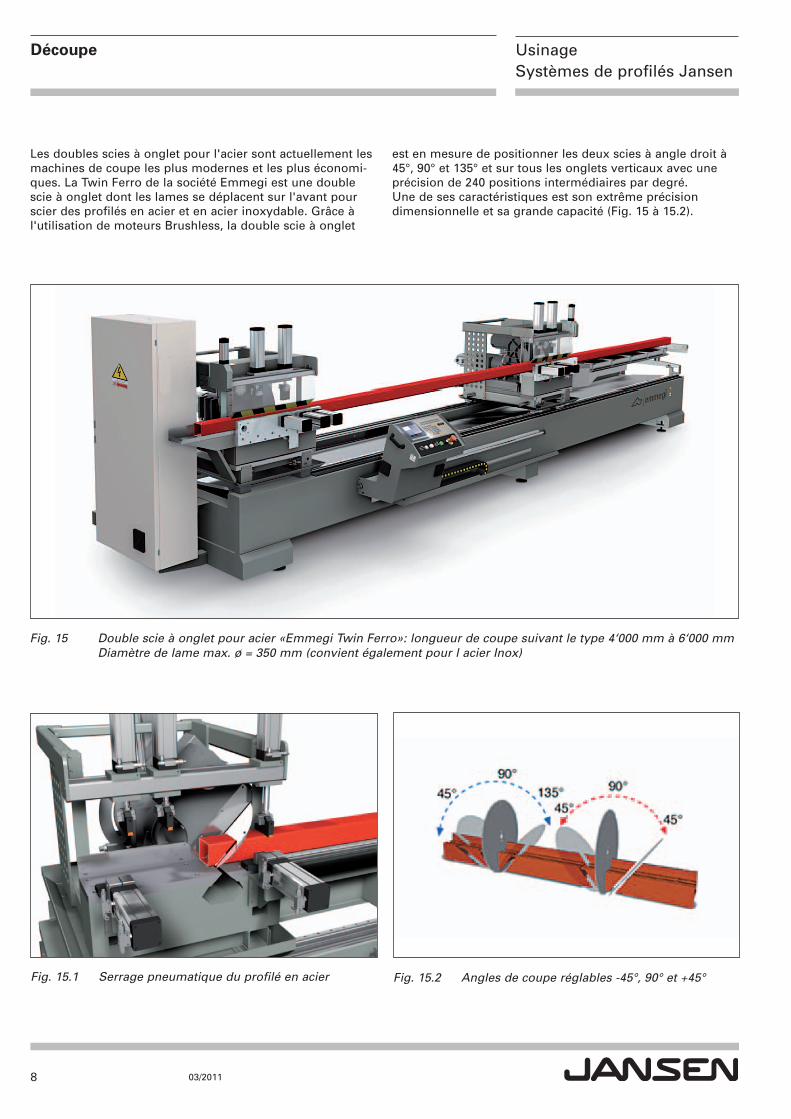
Les doubles scies à onglet pour l'acier sont actuellement lesmachines de coupe les plus modernes et les plus économi-ques. La Twin Ferro de la société Emmegi est une doublescie à onglet dont les lames se déplacent sur l'avant pourscier des profilés en acier et en acier inoxydable. Grâce àl'utilisation de moteurs Brushless, la double scie à onglet
Fig. 15 Double scie à onglet pour acier «Emmegi Twin Ferro»: longueur de coupe suivant le type 4‘000 mm à 6‘000 mm Diamètre de lame max. ø = 350 mm (convient également pour l acier Inox)
Fig. 15.2 Angles de coupe réglables -45°, 90° et +45°Fig. 15.1 Serrage pneumatique du profilé en acier
est en mesure de positionner les deux scies à angle droit à45°, 90° et 135° et sur tous les onglets verticaux avec uneprécision de 240 positions intermédiaires par degré. Une de ses caractéristiques est son extrême précision dimensionnelle et sa grande capacité (Fig. 15 à 15.2).
9
Découpe UsinageSystèmes de profilés Jansen
03/2011
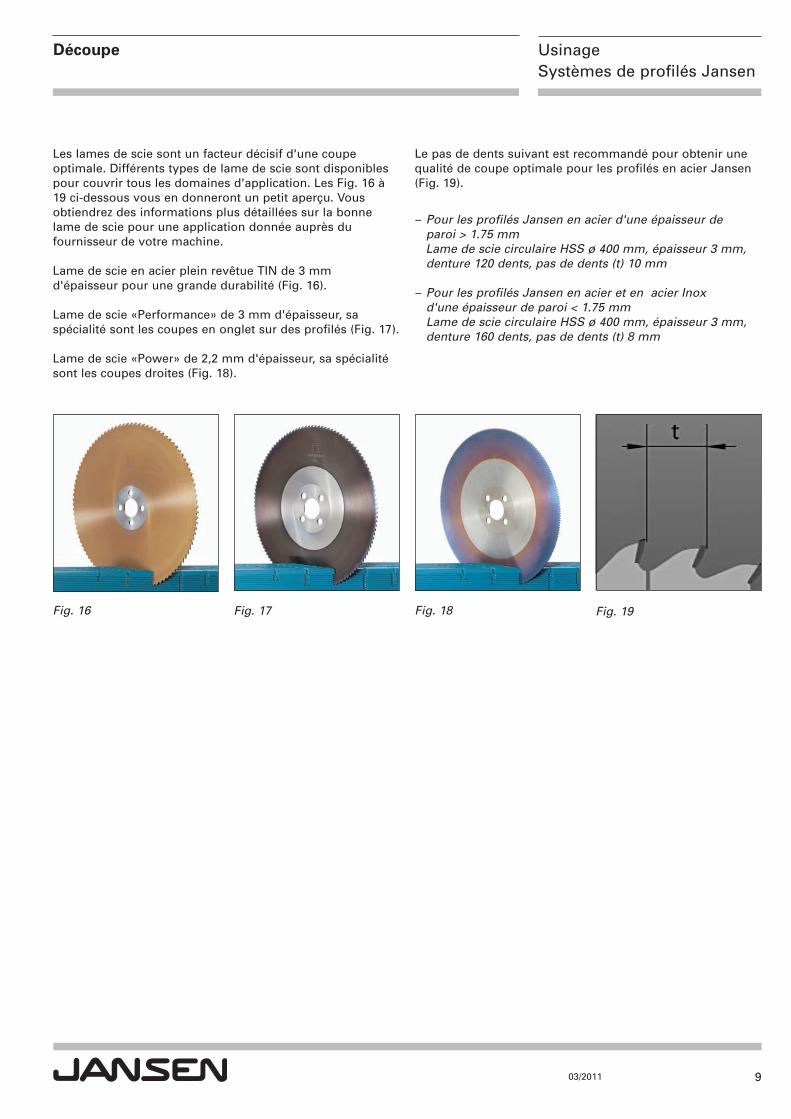
Les lames de scie sont un facteur décisif d'une coupe optimale. Différents types de lame de scie sont disponiblespour couvrir tous les domaines d'application. Les Fig. 16 à19 ci-dessous vous en donneront un petit aperçu. Vous obtiendrez des informations plus détaillées sur la bonne lame de scie pour une application donnée auprès du fournisseur de votre machine.
Lame de scie en acier plein revêtue TIN de 3 mm d'épaisseur pour une grande durabilité (Fig. 16).
Lame de scie «Performance» de 3 mm d'épaisseur, sa spécialité sont les coupes en onglet sur des profilés (Fig. 17).
Lame de scie «Power» de 2,2 mm d'épaisseur, sa spécialitésont les coupes droites (Fig. 18).
Le pas de dents suivant est recommandé pour obtenir unequalité de coupe optimale pour les profilés en acier Jansen(Fig. 19).
– Pour les profilés Jansen en acier d'une épaisseur de paroi > 1.75 mmLame de scie circulaire HSS ø 400 mm, épaisseur 3 mm,
denture 120 dents, pas de dents (t) 10 mm
– Pour les profilés Jansen en acier et en acier Inox d'une épaisseur de paroi < 1.75 mm Lame de scie circulaire HSS ø 400 mm, épaisseur 3 mm, denture 160 dents, pas de dents (t) 8 mm
Fig. 16 Fig. 17 Fig. 18 Fig. 19
10 03/2011
UsinageSystèmes de profilés Jansen
Découpe
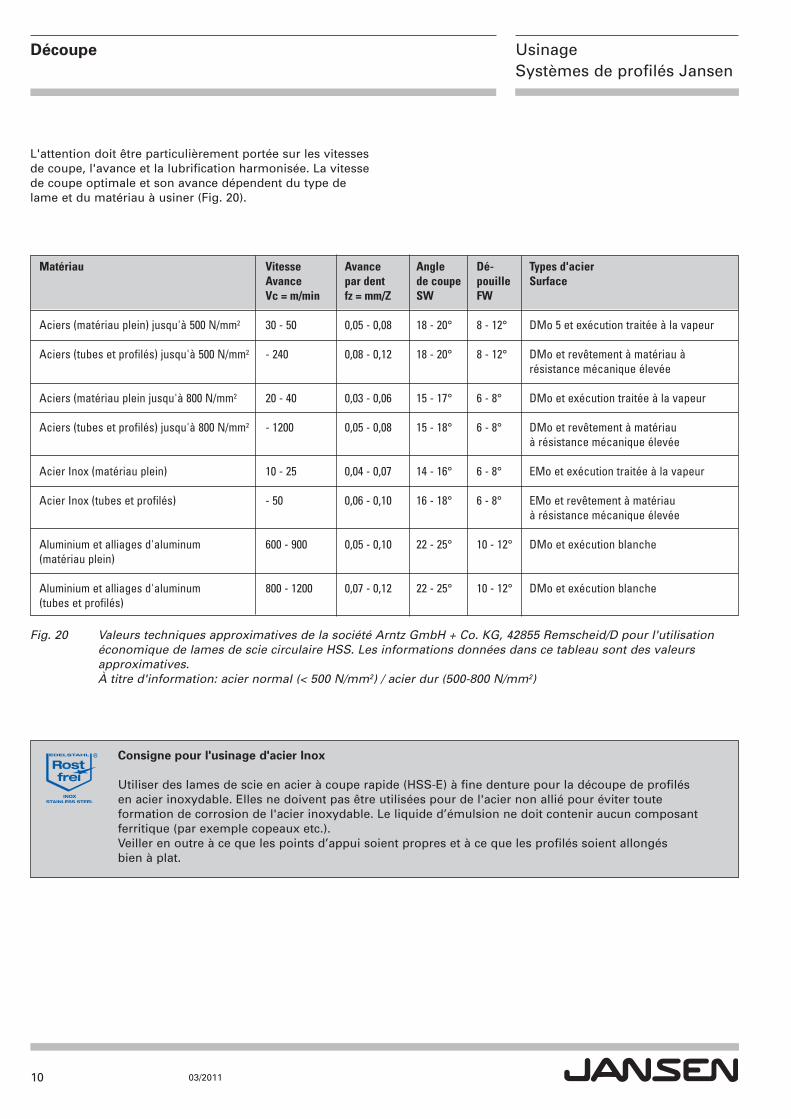
L'attention doit être particulièrement portée sur les vitessesde coupe, l'avance et la lubrification harmonisée. La vitessede coupe optimale et son avance dépendent du type de lame et du matériau à usiner (Fig. 20).
Matériau Vitesse Avance Angle Dé- Types d'acier Avance par dent de coupe pouille Surface Vc = m/min fz = mm/Z SW FW
Aciers (matériau plein) jusqu'à 500 N/mm2 30 - 50 0,05 - 0,08 18 - 20° 8 - 12° DMo 5 et exécution traitée à la vapeur
Aciers (tubes et profilés) jusqu'à 500 N/mm2 - 240 0,08 - 0,12 18 - 20° 8 - 12° DMo et revêtement à matériau à résistance mécanique élevée
Aciers (matériau plein jusqu'à 800 N/mm2 20 - 40 0,03 - 0,06 15 - 17° 6 - 8° DMo et exécution traitée à la vapeur
Aciers (tubes et profilés) jusqu'à 800 N/mm2 - 1200 0,05 - 0,08 15 - 18° 6 - 8° DMo et revêtement à matériau à résistance mécanique élevée
Acier Inox (matériau plein) 10 - 25 0,04 - 0,07 14 - 16° 6 - 8° EMo et exécution traitée à la vapeur
Acier Inox (tubes et profilés) - 50 0,06 - 0,10 16 - 18° 6 - 8° EMo et revêtement à matériau à résistance mécanique élevée
Aluminium et alliages d'aluminum 600 - 900 0,05 - 0,10 22 - 25° 10 - 12° DMo et exécution blanche(matériau plein)
Aluminium et alliages d'aluminum 800 - 1200 0,07 - 0,12 22 - 25° 10 - 12° DMo et exécution blanche (tubes et profilés)
Fig. 20 Valeurs techniques approximatives de la société Arntz GmbH + Co. KG, 42855 Remscheid/D pour l'utilisation économique de lames de scie circulaire HSS. Les informations données dans ce tableau sont des valeurs approximatives. À titre d'information: acier normal (< 500 N/mm2) / acier dur (500-800 N/mm2)
Consigne pour l'usinage d'acier Inox
Utiliser des lames de scie en acier à coupe rapide (HSS-E) à fine denture pour la découpe de profilésen acier inoxydable. Elles ne doivent pas être utilisées pour de l'acier non allié pour éviter toute formation de corrosion de l'acier inoxydable. Le liquide d’émulsion ne doit contenir aucun composantferritique (par exemple copeaux etc.).Veiller en outre à ce que les points d’appui soient propres et à ce que les profilés soient allongés bien à plat.
11
Découpe UsinageSystèmes de profilés Jansen
03/2011
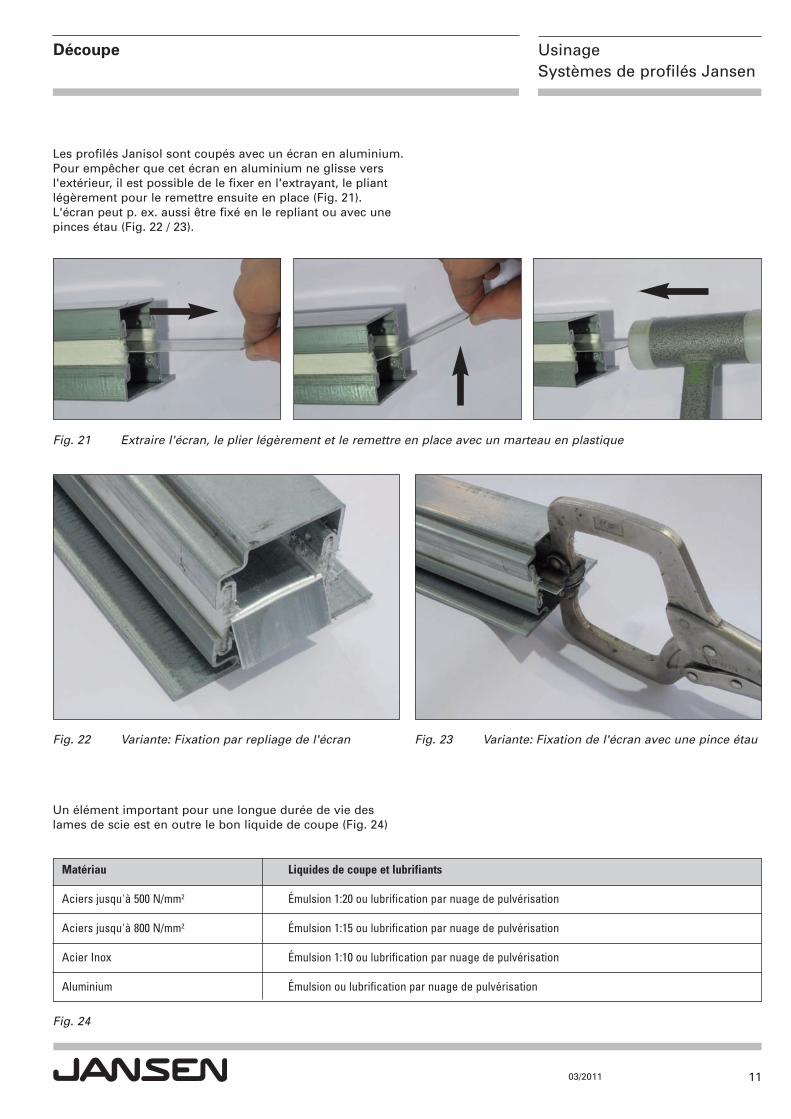
Les profilés Janisol sont coupés avec un écran en aluminium.Pour empêcher que cet écran en aluminium ne glisse versl'extérieur, il est possible de le fixer en l'extrayant, le pliantlégèrement pour le remettre ensuite en place (Fig. 21).L'écran peut p. ex. aussi être fixé en le repliant ou avec unepinces étau (Fig. 22 / 23).
Un élément important pour une longue durée de vie des lames de scie est en outre le bon liquide de coupe (Fig. 24)
Matériau Liquides de coupe et lubrifiants
Aciers jusqu'à 500 N/mm2 Émulsion 1:20 ou lubrification par nuage de pulvérisation
Aciers jusqu'à 800 N/mm2 Émulsion 1:15 ou lubrification par nuage de pulvérisation
Acier Inox Émulsion 1:10 ou lubrification par nuage de pulvérisation
Aluminium Émulsion ou lubrification par nuage de pulvérisation
Fig. 24
Fig. 22 Variante: Fixation par repliage de l'écran Fig. 23 Variante: Fixation de l'écran avec une pince étau
Fig. 21 Extraire l'écran, le plier légèrement et le remettre en place avec un marteau en plastique
12
UsinageSystèmes de profilés Jansen
Découpe
03/2011
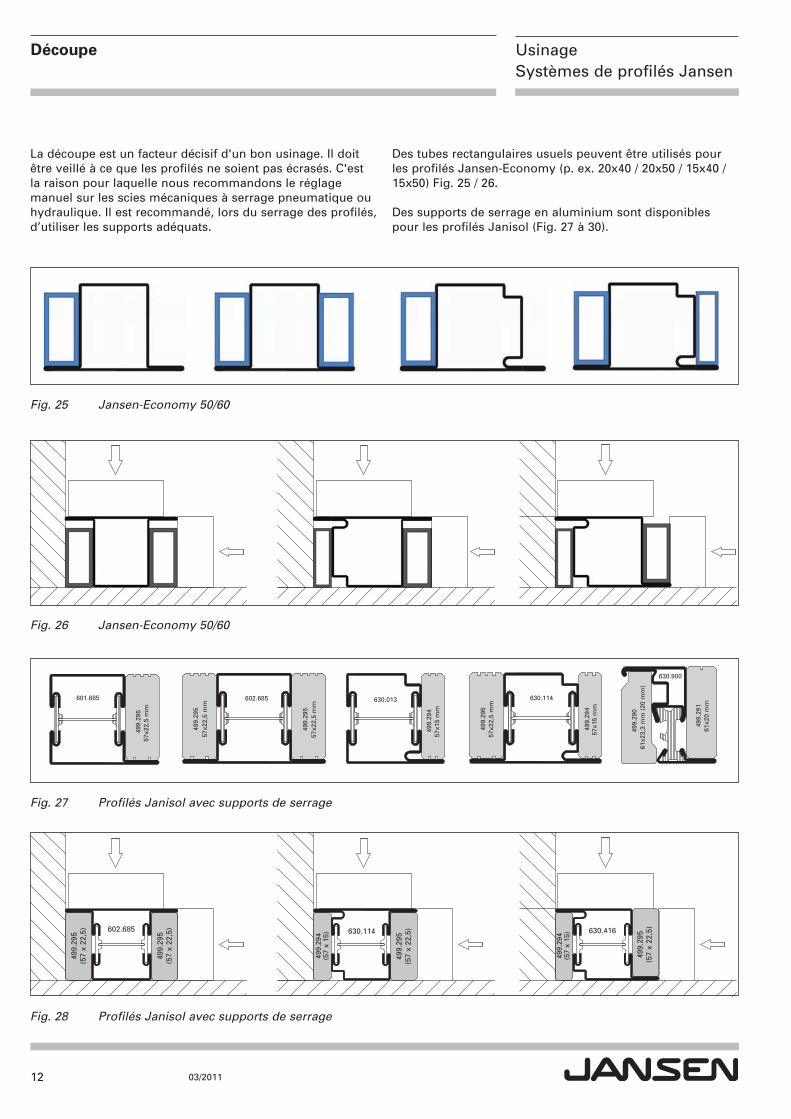
La découpe est un facteur décisif d'un bon usinage. Il doitêtre veillé à ce que les profilés ne soient pas écrasés. C'estla raison pour laquelle nous recommandons le réglage manuel sur les scies mécaniques à serrage pneumatique ouhydraulique. Il est recommandé, lors du serrage des profilés,d’utiliser les supports adéquats.
Des tubes rectangulaires usuels peuvent être utilisés pourles profilés Jansen-Economy (p. ex. 20x40 / 20x50 / 15x40 /15x50) Fig. 25 / 26.
Des supports de serrage en aluminium sont disponiblespour les profilés Janisol (Fig. 27 à 30).
630.013
499.
294
57x1
5 m
m
601.685
499.
295
57x2
2,5
mm
499.
295
57x2
2,5
mm
630.114
499.
294
57x1
5 m
m
499.
295
57x2
2,5
mm
602.685
499.
295
57x2
2,5
mm
499.
290
61x2
3,3
mm
(20
mm
)
630.900
499.
291
61x2
0 m
m
Fig. 27 Profilés Janisol avec supports de serrage
499.
294
(57
x 15
)
499.
295
(57
x 22
,5)
499.
295
(57
x 22
,5)
499.
295
(57
x 22
,5)602.685
499.
295
(57
x 22
,5)630.114
499.
294
(57
x 15
) 630.416
Fig. 28 Profilés Janisol avec supports de serrage
Fig. 25 Jansen-Economy 50/60
Fig. 26 Jansen-Economy 50/60

1303/2011
UsinageSystèmes de profilés Jansen
Découpe
Fig. 29 Janisol Primo avec supports de serrage Fig. 30 Janisol avec supports de serrage
Fig. 31 Film protecteur Jansen pour les profilés en acier Inox
Fig. 32 Profilé en acier Inox Jansen avec film protecteur
Consigne pour l'usinage d'acier Inox
Pour usiner des profilés en acier inoxydable, veiller à ce qu'ils soient protégés dès leur mise en magasin et jusqu'à leur montage contre tout endommagement éventuel tel que rayures, étincelles, copeaux de métal, mortier etc.Il est recommandé de recouvrir les profilés d'un film protecteur Jansen autocollant avant de les découperafin que la surface soit parfaitement protégée pendant l'usinage et le montage (Fig. 31).Les profilés en acier inoxydable Jansen qui ont été meulés à l'usine sont toujours livrés avec un film protecteur (Fig. 32).
14
UsinageSystèmes de profilés Jansen
Entaille
03/2011
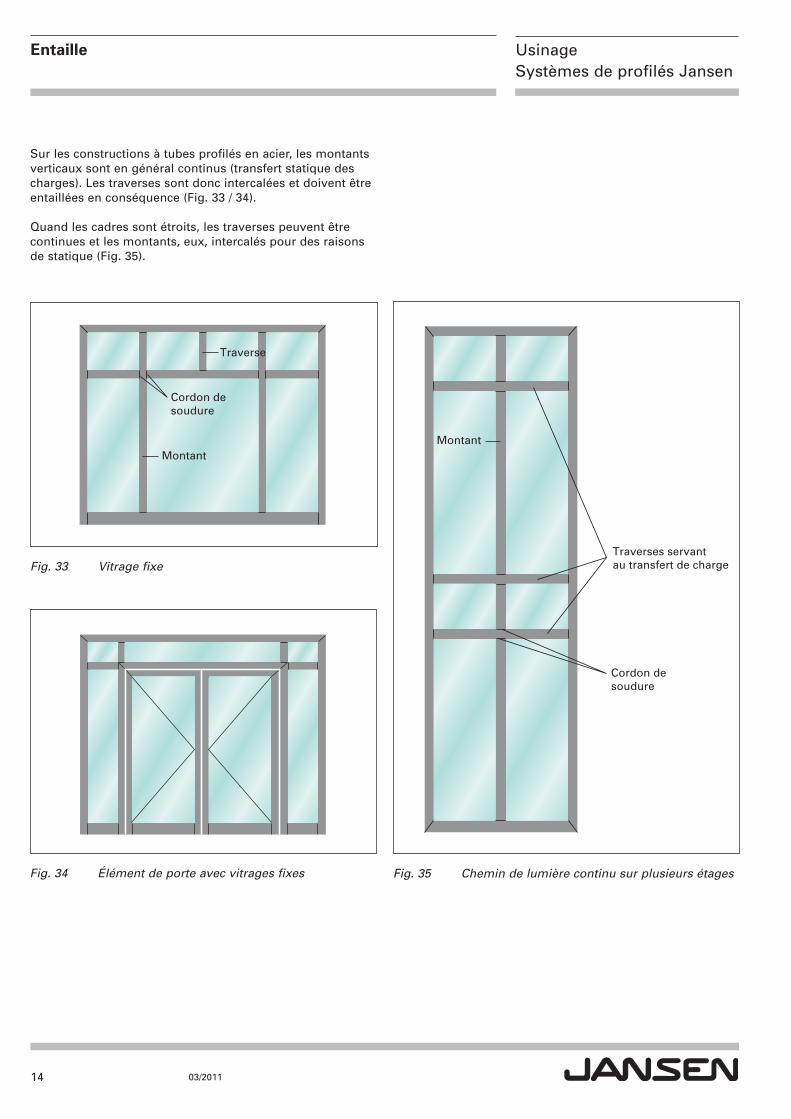
Sur les constructions à tubes profilés en acier, les montantsverticaux sont en général continus (transfert statique descharges). Les traverses sont donc intercalées et doivent êtreentaillées en conséquence (Fig. 33 / 34).
Quand les cadres sont étroits, les traverses peuvent êtrecontinues et les montants, eux, intercalés pour des raisonsde statique (Fig. 35).
Traverse
Cordon de soudure
Montant
Fig. 33 Vitrage fixe
Fig. 34 Élément de porte avec vitrages fixes
Montant
Cordon de soudure
Traverses servantau transfert de charge
Fig. 35 Chemin de lumière continu sur plusieurs étages
15
Entaille UsinageSystèmes de profilés Jansen
03/2011
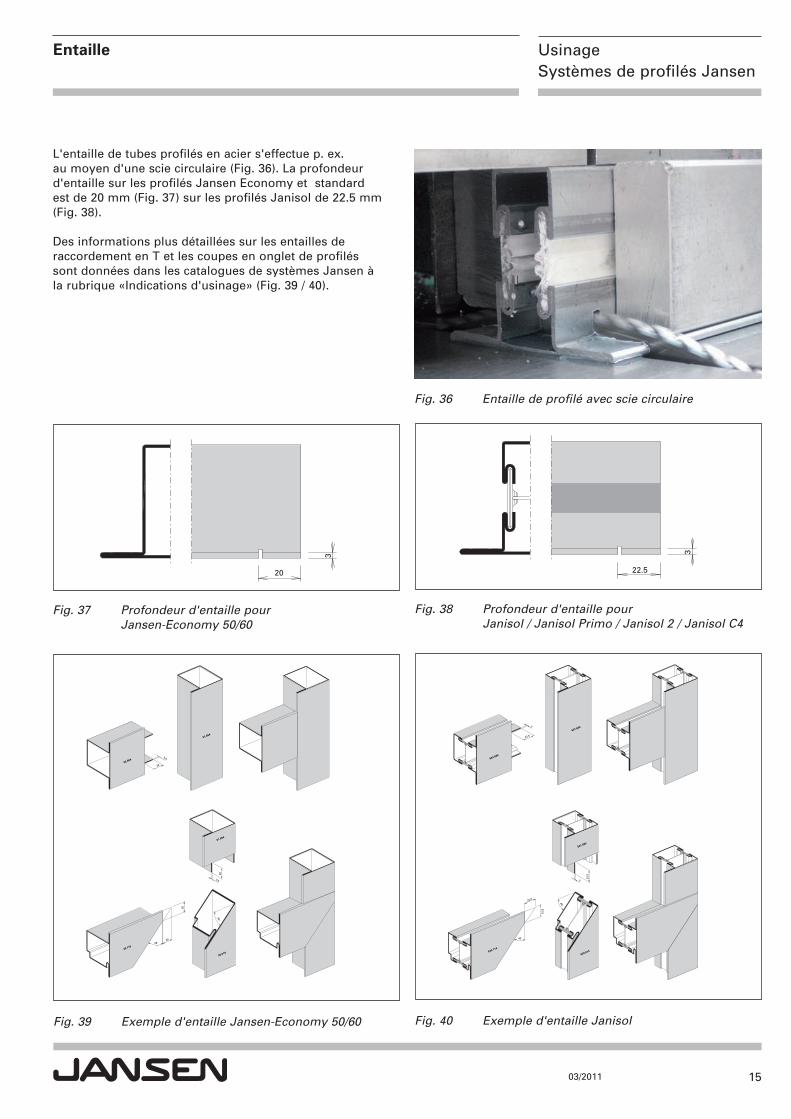
L'entaille de tubes profilés en acier s'effectue p. ex. au moyen d'une scie circulaire (Fig. 36). La profondeur d'entaille sur les profilés Jansen Economy et standard est de 20 mm (Fig. 37) sur les profilés Janisol de 22.5 mm (Fig. 38).
Des informations plus détaillées sur les entailles de raccordement en T et les coupes en onglet de profilés sont données dans les catalogues de systèmes Jansen à la rubrique «Indications d'usinage» (Fig. 39 / 40).
Fig. 36 Entaille de profilé avec scie circulaire
22.5
3
Fig. 38 Profondeur d'entaille pour Janisol / Janisol Primo / Janisol 2 / Janisol C4
20
3
Fig. 37 Profondeur d'entaille pour Jansen-Economy 50/60
3
22.5
601.685
602.685
22.5
22.5
45°
22.5
3
45°
630.114
630.013
601.685
Fig. 40 Exemple d'entaille Janisol
20
3.5
20
45°20
45°
01.684
30.119
30.019
20
3.5
02.684
01.684
Fig. 39 Exemple d'entaille Jansen-Economy 50/60
16
UsinageSystèmes de profilés Jansen
Entaille
03/2011
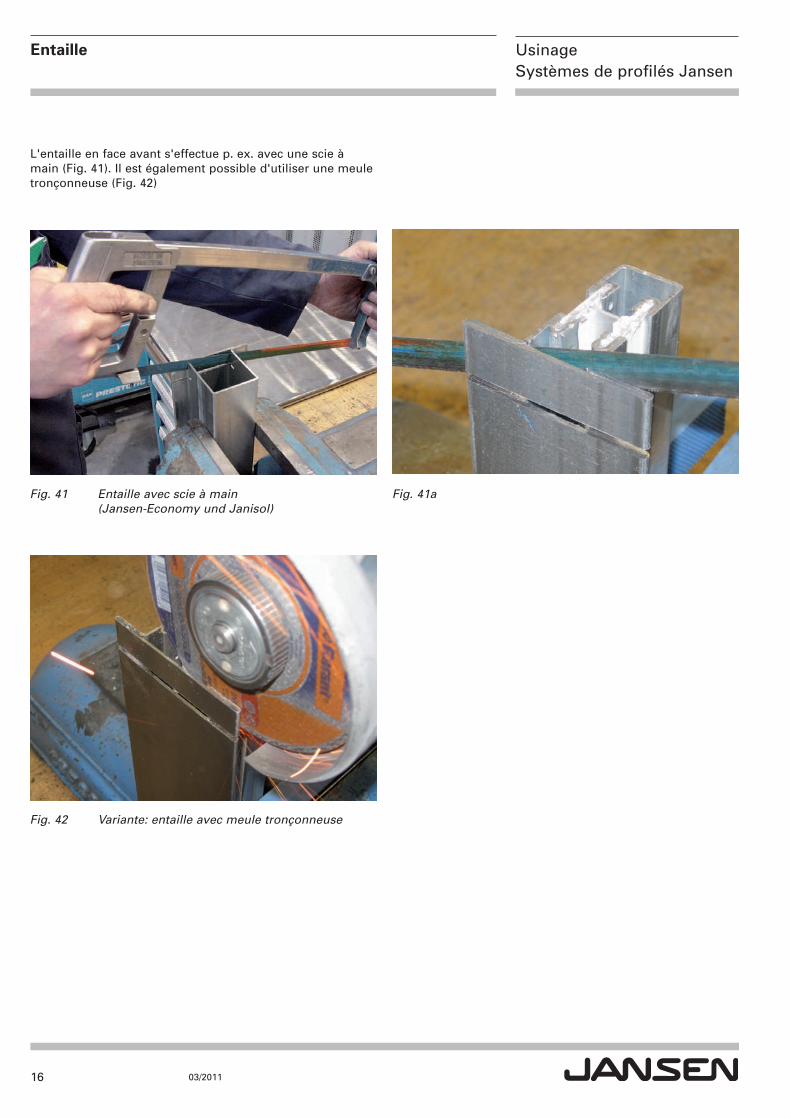
Fig. 41 Entaille avec scie à main (Jansen-Economy und Janisol)
Fig. 41a
Fig. 42 Variante: entaille avec meule tronçonneuse
L'entaille en face avant s'effectue p. ex. avec une scie à main (Fig. 41). Il est également possible d'utiliser une meuletronçonneuse (Fig. 42)
17
Usinage de profilés UsinageSystèmes de profilés Jansen
03/2011
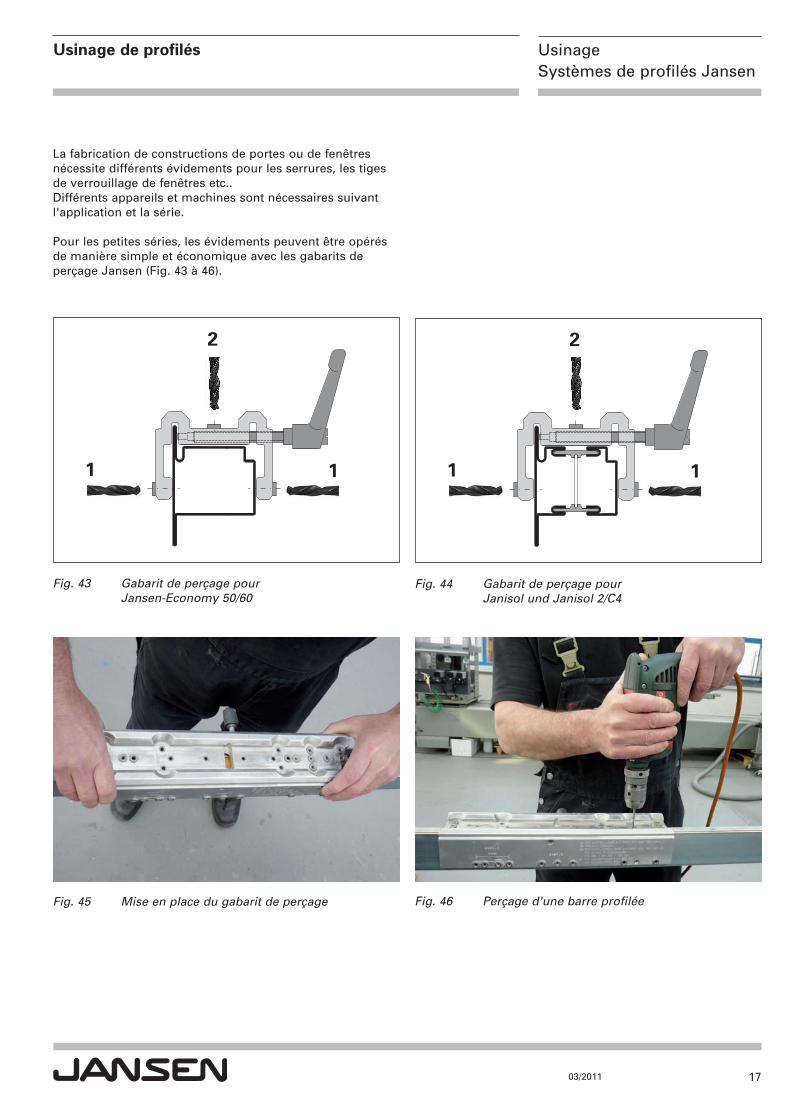
La fabrication de constructions de portes ou de fenêtres nécessite différents évidements pour les serrures, les tigesde verrouillage de fenêtres etc..Différents appareils et machines sont nécessaires suivantl'application et la série.
Pour les petites séries, les évidements peuvent être opérésde manière simple et économique avec les gabarits de perçage Jansen (Fig. 43 à 46).
1 1
2
Fig. 43 Gabarit de perçage pour Jansen-Economy 50/60
1 1
2
Fig. 44 Gabarit de perçage pour Janisol und Janisol 2/C4
Fig. 45 Mise en place du gabarit de perçage Fig. 46 Perçage d'une barre profilée
18
UsinageSystèmes de profilés Jansen
Usinage de profilés
03/2011
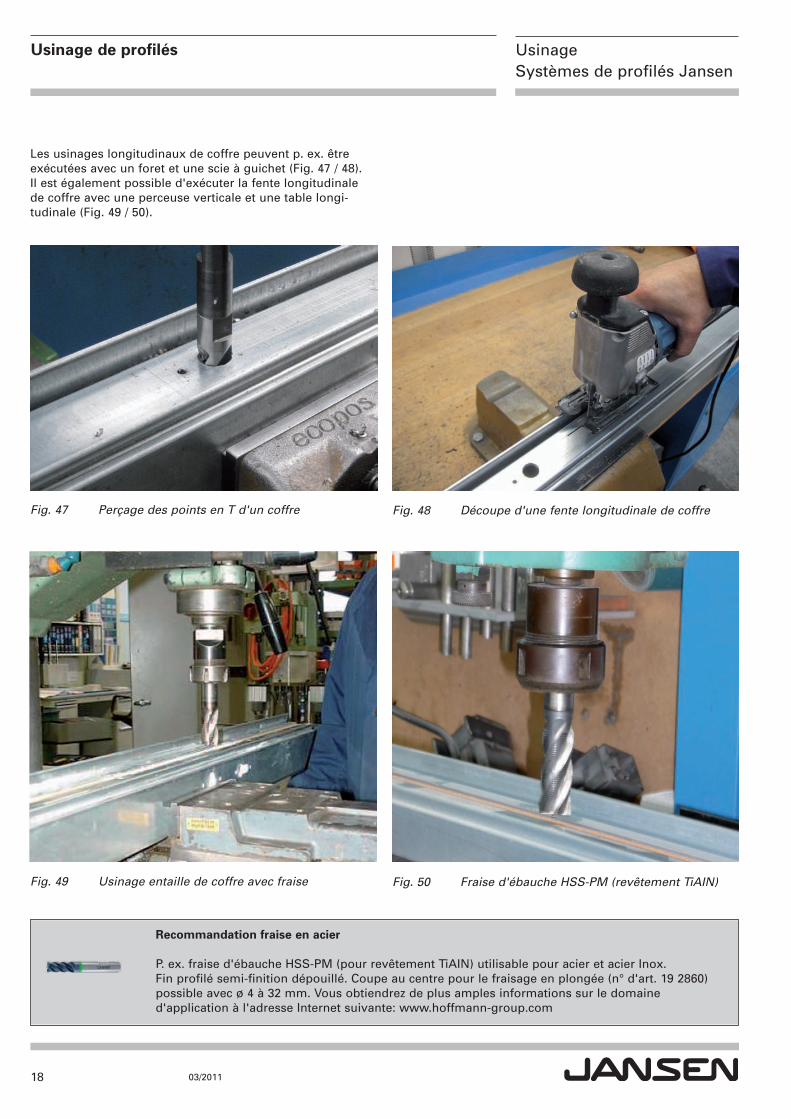
Fig. 47 Perçage des points en T d'un coffre Fig. 48 Découpe d'une fente longitudinale de coffre
Fig. 49 Usinage entaille de coffre avec fraise Fig. 50 Fraise d'ébauche HSS-PM (revêtement TiAIN)
Les usinages longitudinaux de coffre peuvent p. ex. être exécutées avec un foret et une scie à guichet (Fig. 47 / 48).Il est également possible d'exécuter la fente longitudinale de coffre avec une perceuse verticale et une table longi-tudinale (Fig. 49 / 50).
Recommandation fraise en acier
P. ex. fraise d'ébauche HSS-PM (pour revêtement TiAIN) utilisable pour acier et acier Inox.Fin profilé semi-finition dépouillé. Coupe au centre pour le fraisage en plongée (n° d'art. 19 2860)possible avec ø 4 à 32 mm. Vous obtiendrez de plus amples informations sur le domaine d'application à l'adresse Internet suivante: www.hoffmann-group.com
19
Usinage de profilés UsinageSystèmes de profilés Jansen
03/2011
169.
510
0.5
270
12.5
12.5
295
30
30
33
13.5
550.267
555.467
G-M
ass
13.5
ø 3.5
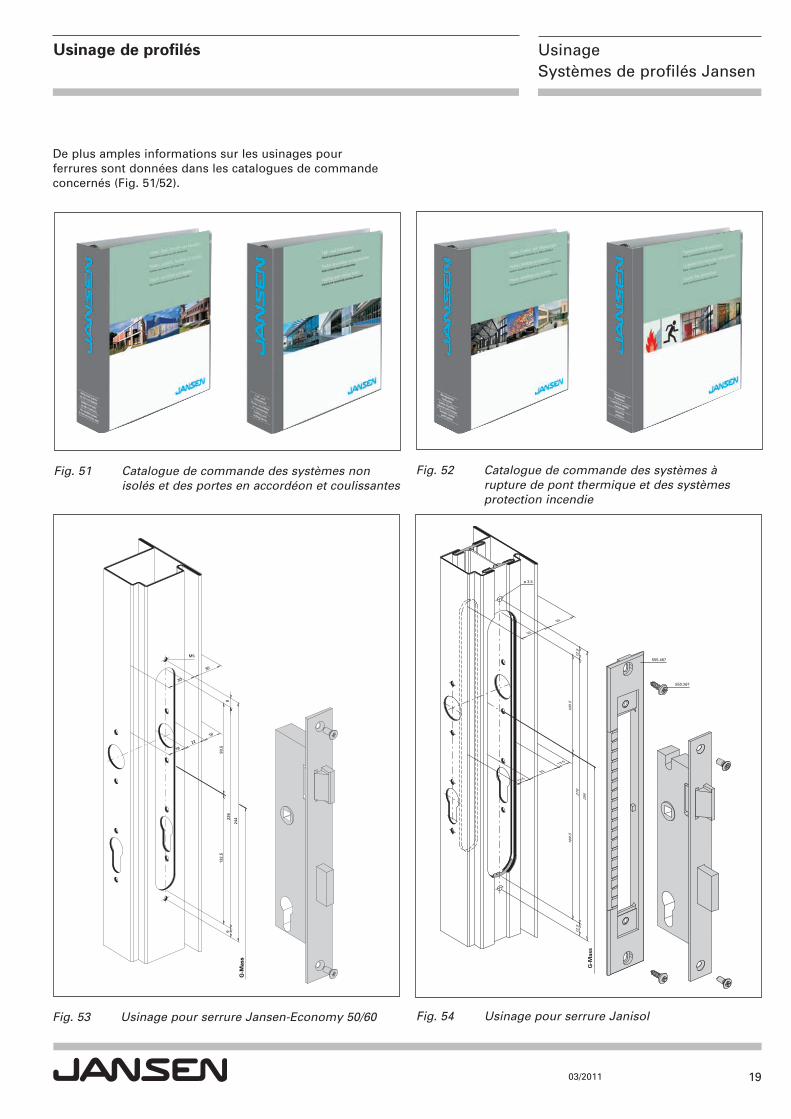
Fig. 53 Usinage pour serrure Jansen-Economy 50/60
93.5
922
6
132.
5
244
19
30
1922
9
G-M
ass
30
M5
Fig. 54 Usinage pour serrure Janisol
Fig. 51 Catalogue de commande des systèmes non isolés et des portes en accordéon et coulissantes
Fig. 52 Catalogue de commande des systèmes à rupture de pont thermique et des systèmes protection incendie
De plus amples informations sur les usinages pour ferrures sont données dans les catalogues de commandeconcernés (Fig. 51/52).

20
UsinageSystèmes de profilés Jansen
Usinage de profilés
03/2011
Fig. 55 Machine à percer/fraiser Micromatic Star
Fig. 57Fig. 56 Usinage de plusieurs côtés
Pour les séries plus importantes, il est recommandé d'utili-ser des machines à percer/fraiser ou des centres d'usinagespéciaux (Fig. 55). La machine Micromatic Star de la sociétéEmmegi représentée ici permet l'usinage des quatre côtésde la pièce sans changer d'outil (Fig. 56 / 57).

21
Usinage de profilés UsinageSystèmes de profilés Jansen
03/2011
Fig. 58 Centre de fraisage Phantomatic T3
Fig. 59 Usinage de barres automatique
Fig. 60 Mode d'exploitation Single-Piece
Fig. 61 Mode d'exploitation Multi-Piece (2 pièces maxi)
Centre de fraisage Phantomatic T3 (Fig. 58 à 61) avec 3 axes à commande CNC pour l'usinage de profilés en aluminium, PVC, acier ou acier Inox jusqu'à 3 mm d'épaisseur de paroi.La machine exécute des usinages continus.Elle est en outre équipée d'une table de travail mobile qui facilite le chargement et le déchargement de la pièce.
Le temps économisé lors du fraisage de ferrures est unfacteur décisif d'une fabrication rationnelle. Il existe divers types de fraises suivant la qualité du matériau.La vitesse de coupe optimale a une grande importance pour une longue durée de vie. Vous obtiendrez de plus amples informations sur le type de fraise à utiliser pour vos matériaux auprès du fournisseur de votre machine.
22
UsinageSystèmes de profilés Jansen
Usinage de profilés
03/2011
Consigne pour l'usinage d'acier Inox
Percer:Utiliser des forets hélicoïdaux en acier à coupe rapide (HSS-E ou revêtu) pour percer l'acier Inox.Les forets doivent toujours être très effilés. Il est recommandé de ne pas centrer les centres de perçage aupointeau car cela occasionnerait un écrouissage.
À noter:Toujours utiliser si possible des gabarits de perçage Jansen.
Fraisage:Pour fraiser l'acier Inox, utiliser des fraises à lames avec contre-dépouilles et à larges goujures très spiralées en acier à coupe rapide (HSS) ou revêtues de métal dur.
Important:Une bonne lubrification doit toujours être assurée pendant l'usinage d'acier Inox (p. ex. avec Rocol RTD-Liquid de la société Blaser Swisslube/Suisse ou Rocol Lubricants Leads/Angleterre) pour empêcher toutesurchauffe des outils de coupe, de perçage ou de fraisage. Informez-vous auprès de votre fournisseur surles lubrifiants recommandés pour accroître sensiblement la durée de vie de vos outils.
23
SoudageConsignes d'ordre général
UsinageSystèmes de profilés Jansen
03/2011
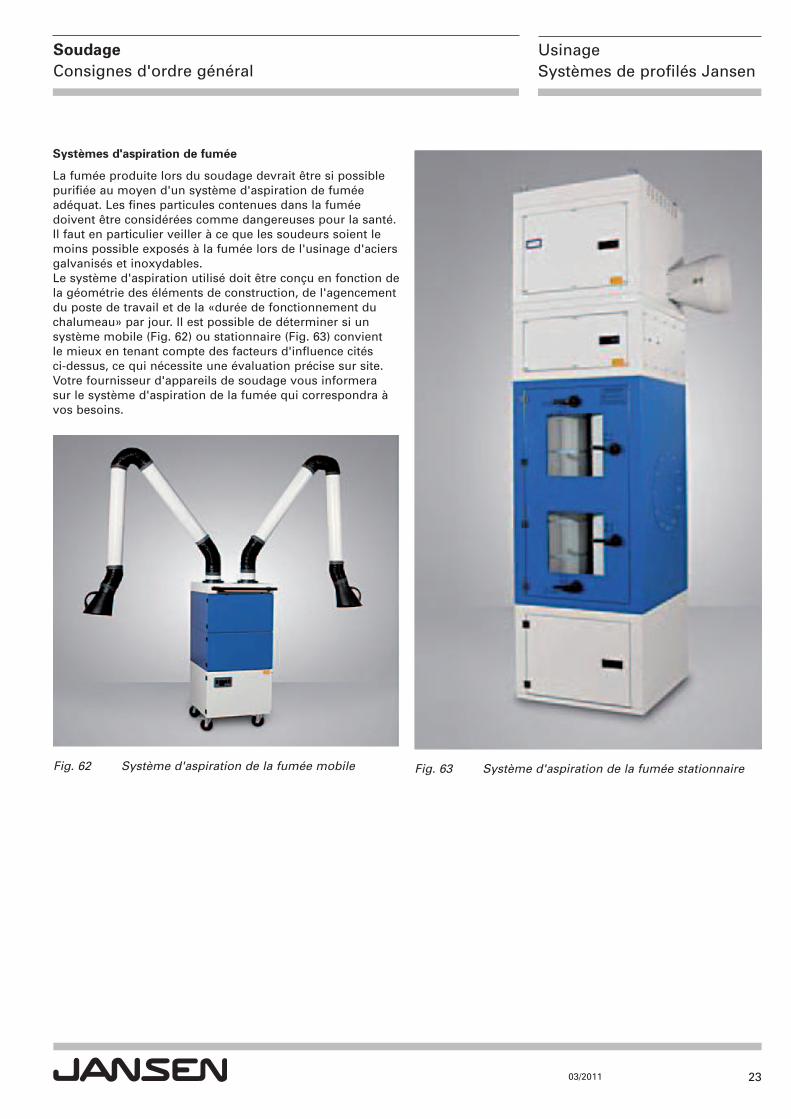
Systèmes d'aspiration de fumée
La fumée produite lors du soudage devrait être si possiblepurifiée au moyen d'un système d'aspiration de fumée adéquat. Les fines particules contenues dans la fumée doivent être considérées comme dangereuses pour la santé.Il faut en particulier veiller à ce que les soudeurs soient lemoins possible exposés à la fumée lors de l'usinage d'aciersgalvanisés et inoxydables. Le système d'aspiration utilisé doit être conçu en fonction dela géométrie des éléments de construction, de l'agencementdu poste de travail et de la «durée de fonctionnement duchalumeau» par jour. Il est possible de déterminer si un système mobile (Fig. 62) ou stationnaire (Fig. 63) convient le mieux en tenant compte des facteurs d'influence cités ci-dessus, ce qui nécessite une évaluation précise sur site.Votre fournisseur d'appareils de soudage vous informera sur le système d'aspiration de la fumée qui correspondra àvos besoins.
Fig. 62 Système d'aspiration de la fumée mobile Fig. 63 Système d'aspiration de la fumée stationnaire
24
UsinageSystèmes de profilés Jansen
SoudagePréparation du cordon de soudure
03/2011
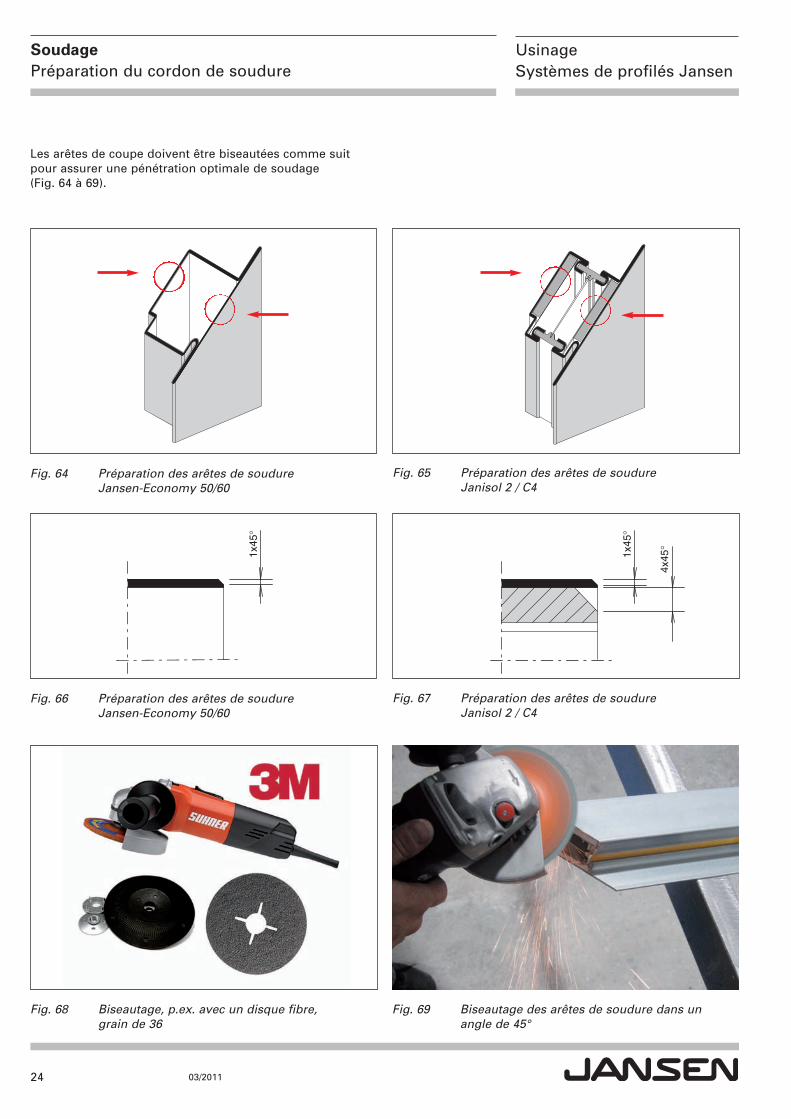
Les arêtes de coupe doivent être biseautées comme suitpour assurer une pénétration optimale de soudage (Fig. 64 à 69).
Fig. 69 Biseautage des arêtes de soudure dans un angle de 45°
1x45
°
4x45
°
Fig. 67 Préparation des arêtes de soudure Janisol 2 / C4
1x45
°
Fig. 66 Préparation des arêtes de soudure Jansen-Economy 50/60
Fig. 65 Préparation des arêtes de soudure Janisol 2 / C4
Fig. 64 Préparation des arêtes de soudure Jansen-Economy 50/60
Fig. 68 Biseautage, p.ex. avec un disque fibre, grain de 36
25
SoudagePréparation du cordon de soudure
UsinageSystèmes de profilés Jansen
03/2011
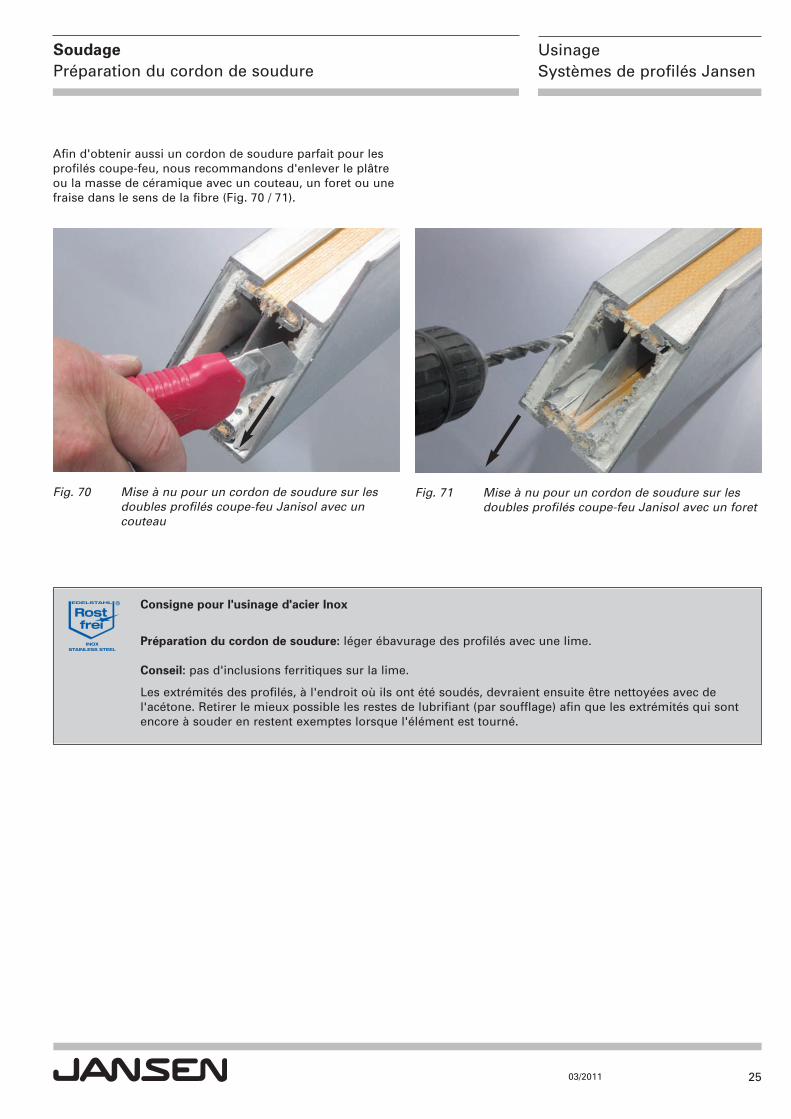
Afin d'obtenir aussi un cordon de soudure parfait pour lesprofilés coupe-feu, nous recommandons d'enlever le plâtreou la masse de céramique avec un couteau, un foret ou unefraise dans le sens de la fibre (Fig. 70 / 71).
Fig. 70 Mise à nu pour un cordon de soudure sur les doubles profilés coupe-feu Janisol avec un couteau
Fig. 71 Mise à nu pour un cordon de soudure sur les doubles profilés coupe-feu Janisol avec un foret
Consigne pour l'usinage d'acier Inox
Préparation du cordon de soudure: léger ébavurage des profilés avec une lime.
Conseil: pas d'inclusions ferritiques sur la lime.
Les extrémités des profilés, à l'endroit où ils ont été soudés, devraient ensuite être nettoyées avec de l'acétone. Retirer le mieux possible les restes de lubrifiant (par soufflage) afin que les extrémités qui sontencore à souder en restent exemptes lorsque l'élément est tourné.
26
UsinageSystèmes de profilés Jansen
SoudageSerrage de cadres d'élément
03/2011
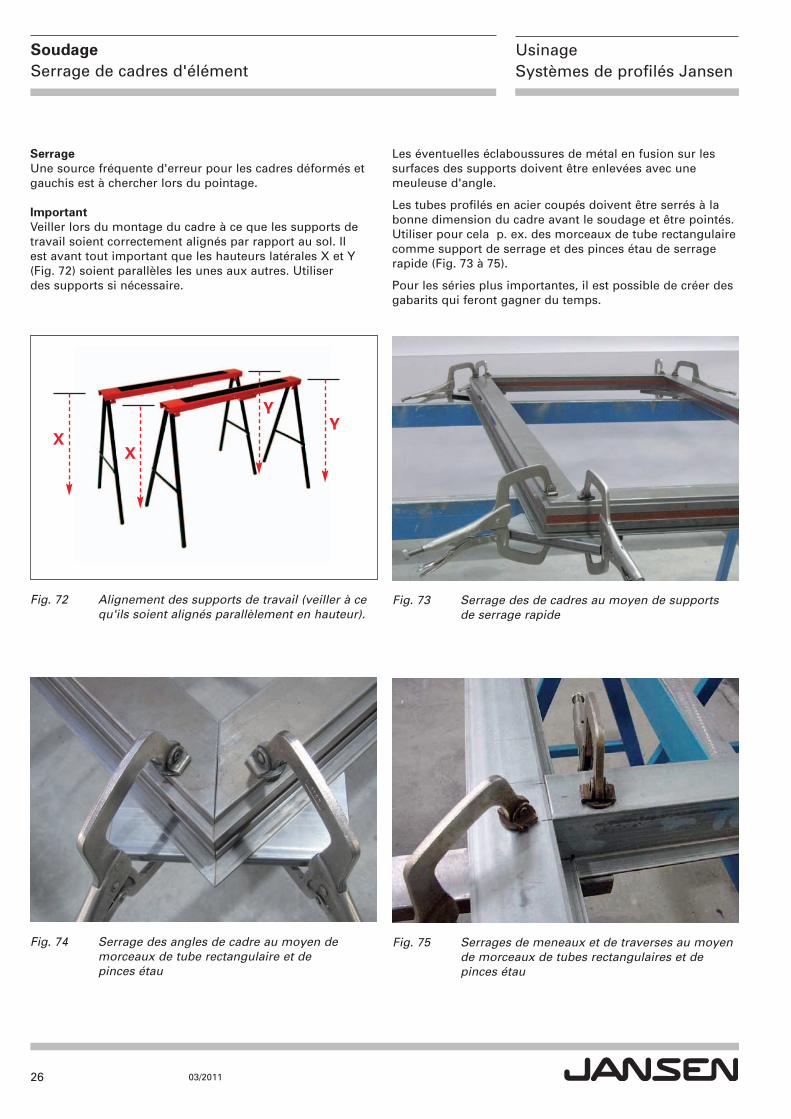
Fig. 72 Alignement des supports de travail (veiller à ce qu'ils soient alignés parallèlement en hauteur).
Fig. 73 Serrage des de cadres au moyen de supports de serrage rapide
Fig. 74 Serrage des angles de cadre au moyen de morceaux de tube rectangulaire et de pinces étau
Fig. 75 Serrages de meneaux et de traverses au moyen de morceaux de tubes rectangulaires et de pinces étau
SerrageUne source fréquente d'erreur pour les cadres déformés etgauchis est à chercher lors du pointage.
ImportantVeiller lors du montage du cadre à ce que les supports detravail soient correctement alignés par rapport au sol. Il est avant tout important que les hauteurs latérales X et Y (Fig. 72) soient parallèles les unes aux autres. Utiliser des supports si nécessaire.
Les éventuelles éclaboussures de métal en fusion sur lessurfaces des supports doivent être enlevées avec une meuleuse d'angle.
Les tubes profilés en acier coupés doivent être serrés à labonne dimension du cadre avant le soudage et être pointés.Utiliser pour cela p. ex. des morceaux de tube rectangulairecomme support de serrage et des pinces étau de serrage rapide (Fig. 73 à 75).
Pour les séries plus importantes, il est possible de créer desgabarits qui feront gagner du temps.
XX
YY
27
SoudageSerrage de cadres d'élément
UsinageSystèmes de profilés Jansen
03/2011
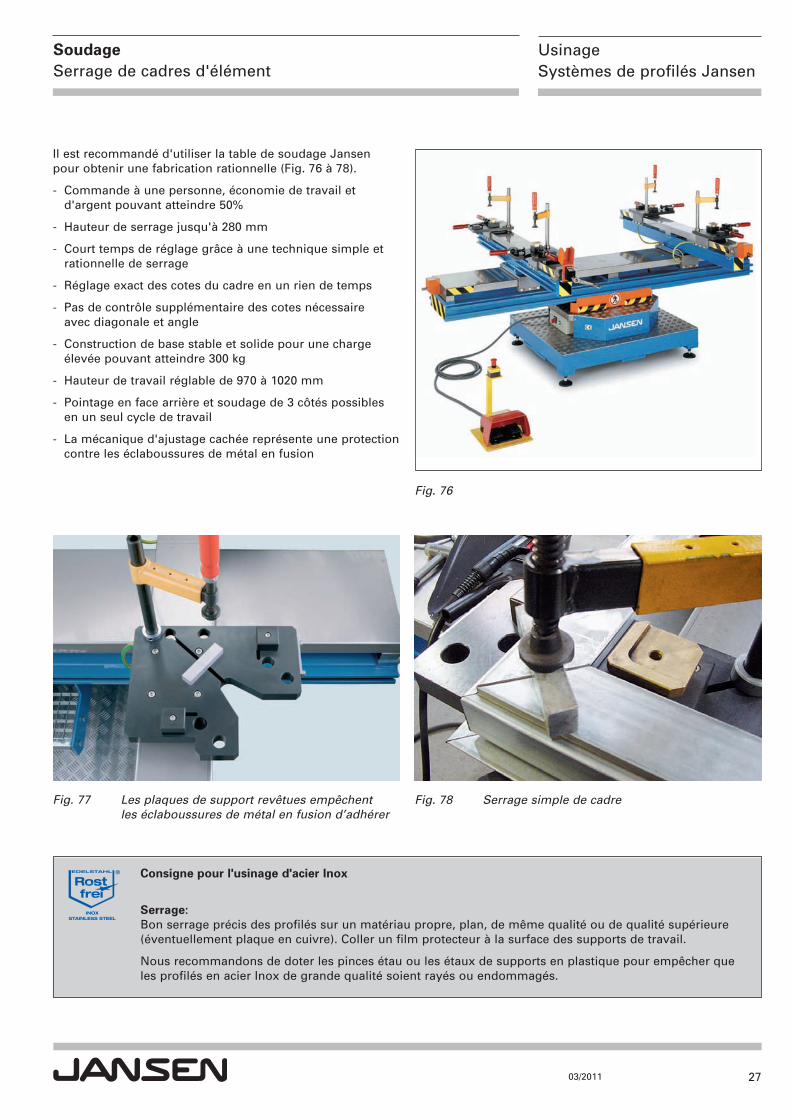
Il est recommandé d'utiliser la table de soudage Jansen pour obtenir une fabrication rationnelle (Fig. 76 à 78).
- Commande à une personne, économie de travail et d'argent pouvant atteindre 50%
- Hauteur de serrage jusqu'à 280 mm
- Court temps de réglage grâce à une technique simple et rationnelle de serrage
- Réglage exact des cotes du cadre en un rien de temps
- Pas de contrôle supplémentaire des cotes nécessaire avec diagonale et angle
- Construction de base stable et solide pour une charge élevée pouvant atteindre 300 kg
- Hauteur de travail réglable de 970 à 1020 mm
- Pointage en face arrière et soudage de 3 côtés possibles en un seul cycle de travail
- La mécanique d'ajustage cachée représente une protection contre les éclaboussures de métal en fusion
Fig. 76
Fig. 78 Serrage simple de cadre Fig. 77 Les plaques de support revêtues empêchent les éclaboussures de métal en fusion d’adhérer
Consigne pour l'usinage d'acier Inox
Serrage:Bon serrage précis des profilés sur un matériau propre, plan, de même qualité ou de qualité supérieure(éventuellement plaque en cuivre). Coller un film protecteur à la surface des supports de travail.
Nous recommandons de doter les pinces étau ou les étaux de supports en plastique pour empêcher queles profilés en acier Inox de grande qualité soient rayés ou endommagés.
28
UsinageSystèmes de profilés Jansen
SoudagePointage de constructions en acier
03/2011
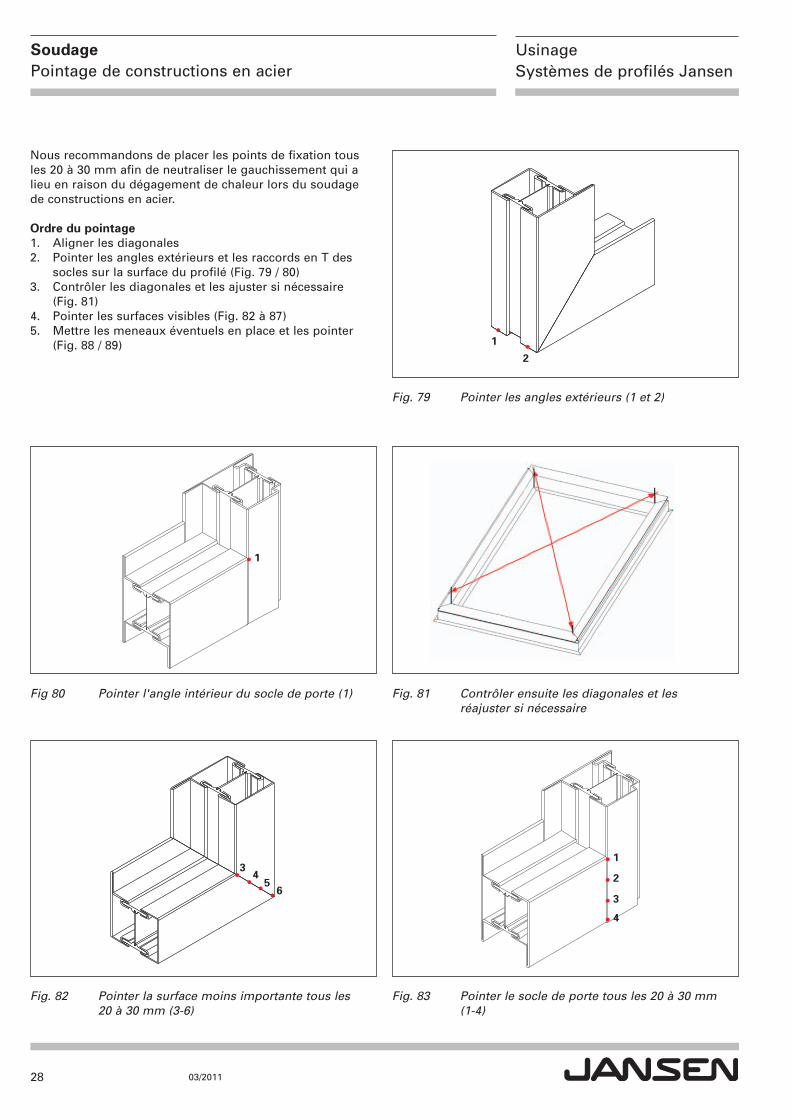
Nous recommandons de placer les points de fixation tousles 20 à 30 mm afin de neutraliser le gauchissement qui alieu en raison du dégagement de chaleur lors du soudage de constructions en acier.
Ordre du pointage1. Aligner les diagonales2. Pointer les angles extérieurs et les raccords en T des socles sur la surface du profilé (Fig. 79 / 80)3. Contrôler les diagonales et les ajuster si nécessaire (Fig. 81)4. Pointer les surfaces visibles (Fig. 82 à 87)5. Mettre les meneaux éventuels en place et les pointer (Fig. 88 / 89) 1
2
Fig. 79 Pointer les angles extérieurs (1 et 2)
Fig. 81 Contrôler ensuite les diagonales et les réajuster si nécessaire
1
2
3
4
Fig. 83 Pointer le socle de porte tous les 20 à 30 mm (1-4)
1
Fig 80 Pointer l'angle intérieur du socle de porte (1)
34
56
Fig. 82 Pointer la surface moins importante tous les 20 à 30 mm (3-6)
29
SoudagePointage de constructions en acier
UsinageSystèmes de profilés Jansen
03/2011
1
2 11
10
9
8
7
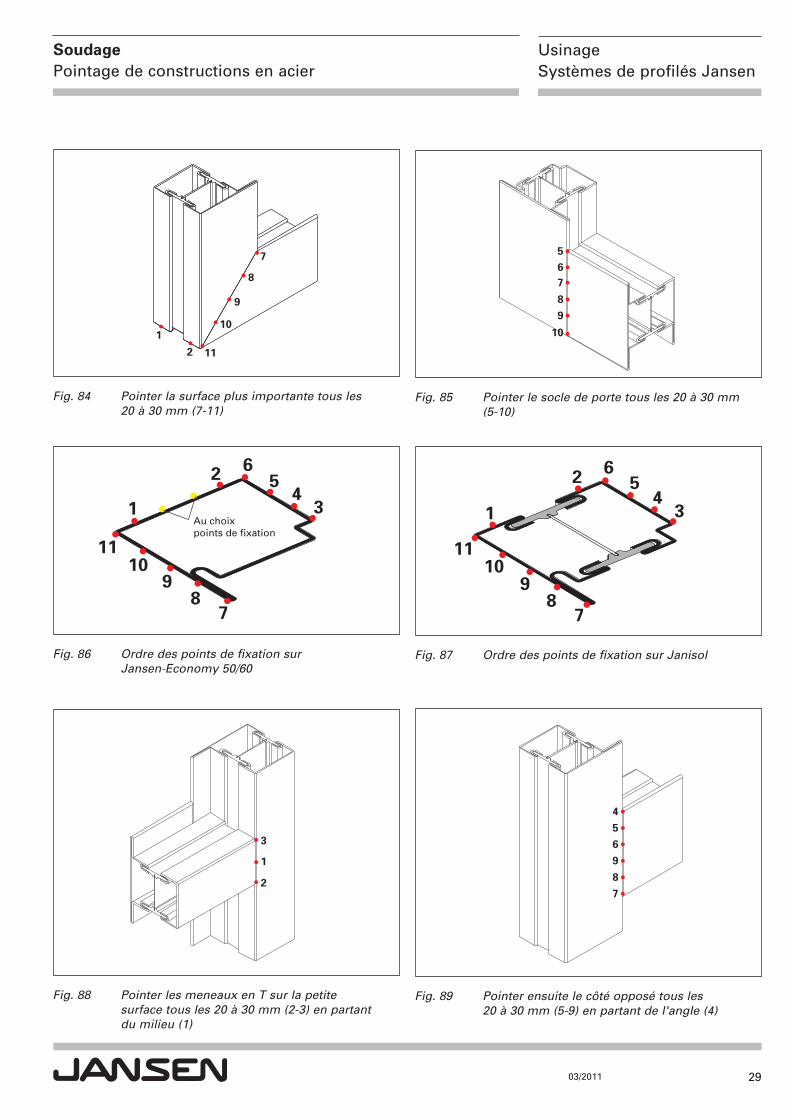
Fig. 84 Pointer la surface plus importante tous les 20 à 30 mm (7-11)
1
2
3
78
910
11
45
6
Au choixpoints de fixation
Fig. 86 Ordre des points de fixation sur Jansen-Economy 50/60
1
3
2
Fig. 88 Pointer les meneaux en T sur la petite surface tous les 20 à 30 mm (2-3) en partant du milieu (1)
567
89
10
Fig. 85 Pointer le socle de porte tous les 20 à 30 mm (5-10)
1
2
78
910
11
34
56
Fig. 87 Ordre des points de fixation sur Janisol
4569
8
7
Fig. 89 Pointer ensuite le côté opposé tous les 20 à 30 mm (5-9) en partant de l'angle (4)
30
UsinageSystèmes de profilés Jansen
SoudageParamétrage de soudage pour les constructions en acier
03/2011
Soudage
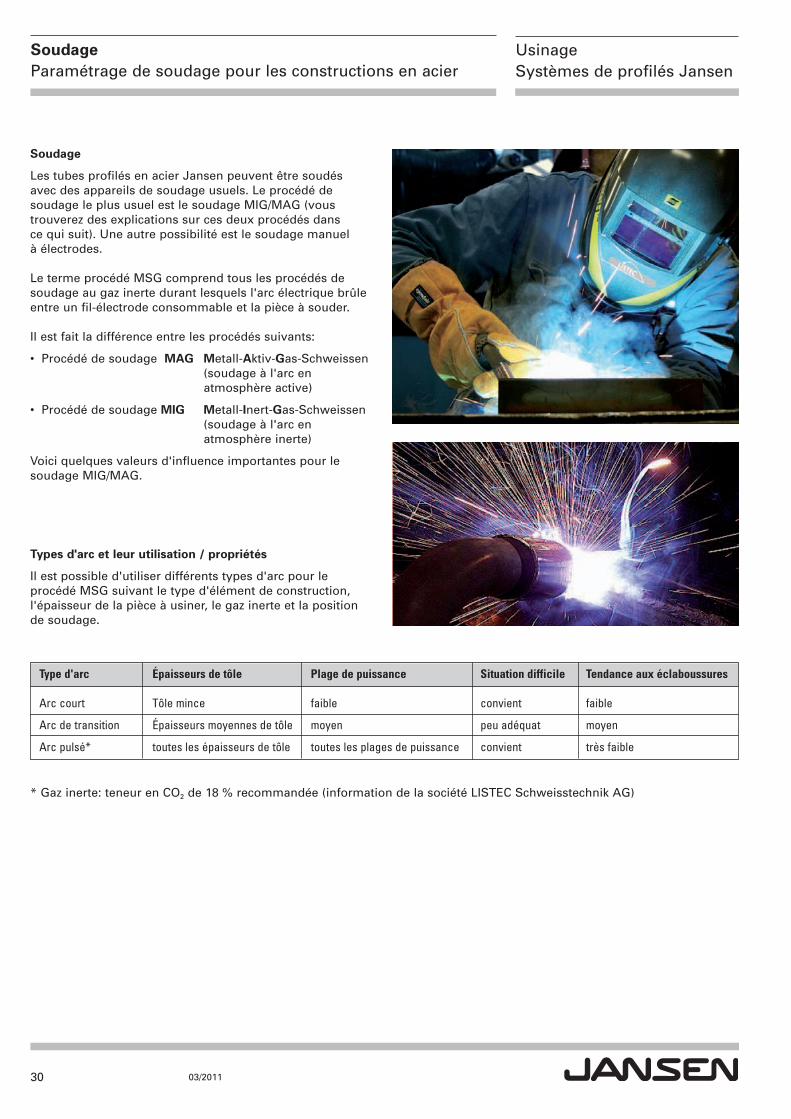
Les tubes profilés en acier Jansen peuvent être soudés avec des appareils de soudage usuels. Le procédé de soudage le plus usuel est le soudage MIG/MAG (vous trouverez des explications sur ces deux procédés dans ce qui suit). Une autre possibilité est le soudage manuel à électrodes.
Le terme procédé MSG comprend tous les procédés de soudage au gaz inerte durant lesquels l'arc électrique brûleentre un fil-électrode consommable et la pièce à souder.
Il est fait la différence entre les procédés suivants:
• Procédé de soudage MAG Metall-Aktiv-Gas-Schweissen (soudage à l'arc en atmosphère active)
• Procédé de soudage MIG Metall-Inert-Gas-Schweissen (soudage à l'arc en atmosphère inerte)
Voici quelques valeurs d'influence importantes pour le soudage MIG/MAG.
Type d'arc Épaisseurs de tôle Plage de puissance Situation difficile Tendance aux éclaboussures
Arc court Tôle mince faible convient faible
Arc de transition Épaisseurs moyennes de tôle moyen peu adéquat moyen
Arc pulsé* toutes les épaisseurs de tôle toutes les plages de puissance convient très faible
Types d'arc et leur utilisation / propriétés
Il est possible d'utiliser différents types d'arc pour le procédé MSG suivant le type d'élément de construction,l'épaisseur de la pièce à usiner, le gaz inerte et la position de soudage.
* Gaz inerte: teneur en CO2 de 18 % recommandée (information de la société LISTEC Schweisstechnik AG)
31
SoudageParamétrage de soudage pour les constructions en acier
UsinageSystèmes de profilés Jansen
03/2011
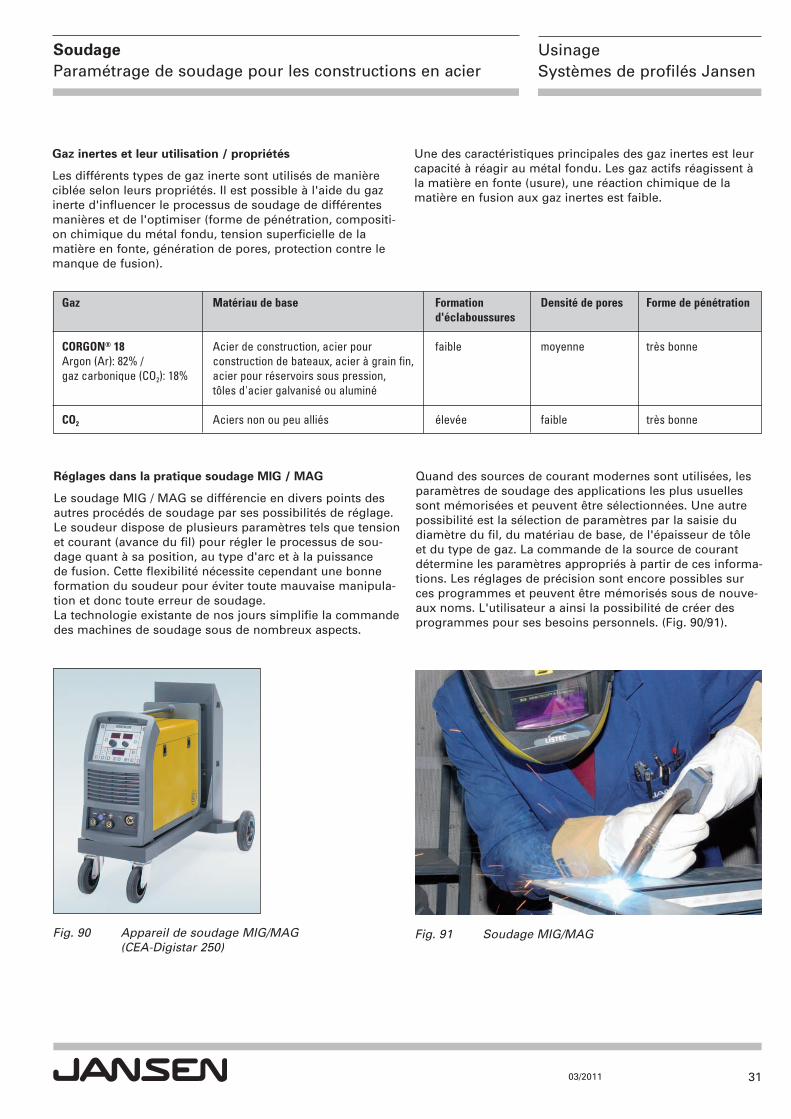
Gaz Matériau de base Formation Densité de pores Forme de pénétration d'éclaboussures CORGON® 18 Acier de construction, acier pour faible moyenne très bonne Argon (Ar): 82% / construction de bateaux, acier à grain fin,gaz carbonique (CO2): 18% acier pour réservoirs sous pression, tôles d'acier galvanisé ou aluminé CO2 Aciers non ou peu alliés élevée faible très bonne
Gaz inertes et leur utilisation / propriétés
Les différents types de gaz inerte sont utilisés de manière ciblée selon leurs propriétés. Il est possible à l'aide du gazinerte d'influencer le processus de soudage de différentesmanières et de l'optimiser (forme de pénétration, compositi-on chimique du métal fondu, tension superficielle de la matière en fonte, génération de pores, protection contre lemanque de fusion).
Une des caractéristiques principales des gaz inertes est leurcapacité à réagir au métal fondu. Les gaz actifs réagissent àla matière en fonte (usure), une réaction chimique de la matière en fusion aux gaz inertes est faible.
Réglages dans la pratique soudage MIG / MAG
Le soudage MIG / MAG se différencie en divers points desautres procédés de soudage par ses possibilités de réglage.Le soudeur dispose de plusieurs paramètres tels que tensionet courant (avance du fil) pour régler le processus de sou-dage quant à sa position, au type d'arc et à la puissance de fusion. Cette flexibilité nécessite cependant une bonneformation du soudeur pour éviter toute mauvaise manipula-tion et donc toute erreur de soudage.La technologie existante de nos jours simplifie la commandedes machines de soudage sous de nombreux aspects.
Quand des sources de courant modernes sont utilisées, lesparamètres de soudage des applications les plus usuellessont mémorisées et peuvent être sélectionnées. Une autrepossibilité est la sélection de paramètres par la saisie du diamètre du fil, du matériau de base, de l'épaisseur de tôleet du type de gaz. La commande de la source de courant détermine les paramètres appropriés à partir de ces informa-tions. Les réglages de précision sont encore possibles surces programmes et peuvent être mémorisés sous de nouve-aux noms. L'utilisateur a ainsi la possibilité de créer des programmes pour ses besoins personnels. (Fig. 90/91).
Fig. 91 Soudage MIG/MAG Fig. 90 Appareil de soudage MIG/MAG (CEA-Digistar 250)
32
UsinageSystèmes de profilés Jansen
SoudageSoudage de constructions en acier
03/2011
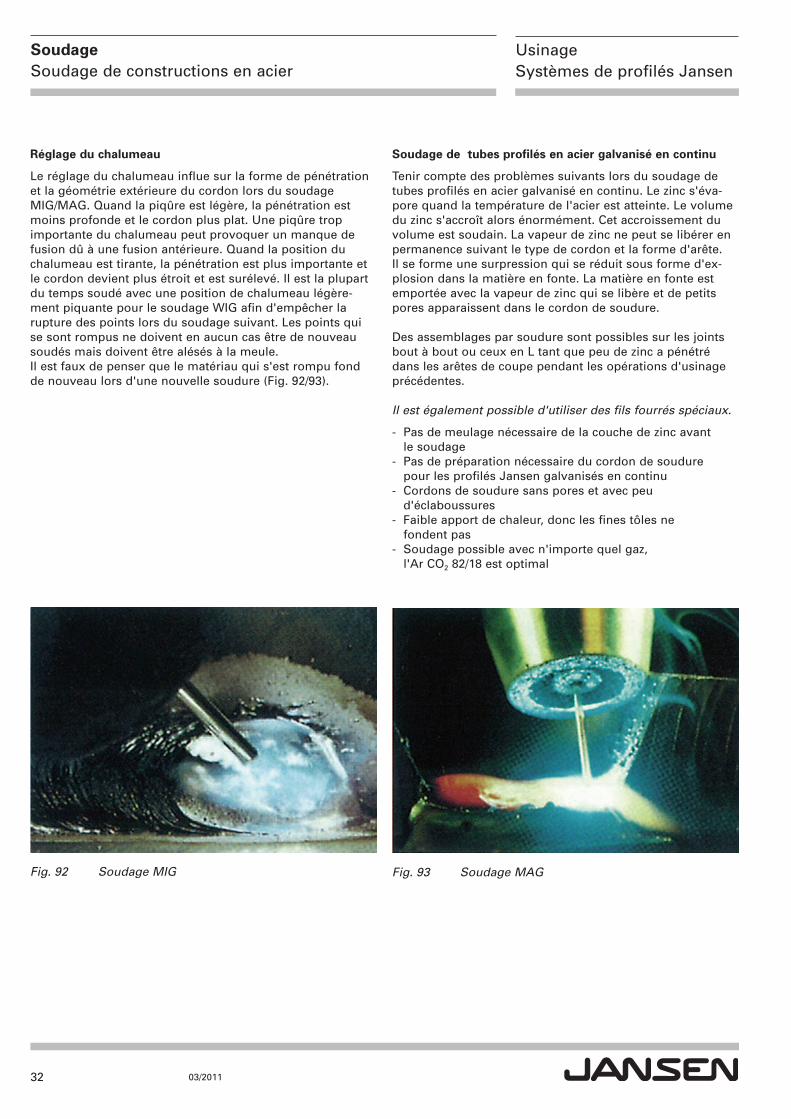
Fig. 93 Soudage MAG Fig. 92 Soudage MIG
Réglage du chalumeau
Le réglage du chalumeau influe sur la forme de pénétrationet la géométrie extérieure du cordon lors du soudageMIG/MAG. Quand la piqûre est légère, la pénétration estmoins profonde et le cordon plus plat. Une piqûre trop importante du chalumeau peut provoquer un manque de fusion dû à une fusion antérieure. Quand la position du chalumeau est tirante, la pénétration est plus importante etle cordon devient plus étroit et est surélevé. Il est la plupartdu temps soudé avec une position de chalumeau légère-ment piquante pour le soudage WIG afin d'empêcher la rupture des points lors du soudage suivant. Les points quise sont rompus ne doivent en aucun cas être de nouveausoudés mais doivent être alésés à la meule. Il est faux de penser que le matériau qui s'est rompu fondde nouveau lors d'une nouvelle soudure (Fig. 92/93).
Soudage de tubes profilés en acier galvanisé en continu
Tenir compte des problèmes suivants lors du soudage de tubes profilés en acier galvanisé en continu. Le zinc s'éva-pore quand la température de l'acier est atteinte. Le volumedu zinc s'accroît alors énormément. Cet accroissement duvolume est soudain. La vapeur de zinc ne peut se libérer enpermanence suivant le type de cordon et la forme d'arête. Il se forme une surpression qui se réduit sous forme d'ex-plosion dans la matière en fonte. La matière en fonte estemportée avec la vapeur de zinc qui se libère et de petits pores apparaissent dans le cordon de soudure.
Des assemblages par soudure sont possibles sur les jointsbout à bout ou ceux en L tant que peu de zinc a pénétrédans les arêtes de coupe pendant les opérations d'usinageprécédentes.
Il est également possible d'utiliser des fils fourrés spéciaux.
- Pas de meulage nécessaire de la couche de zinc avant le soudage- Pas de préparation nécessaire du cordon de soudure pour les profilés Jansen galvanisés en continu- Cordons de soudure sans pores et avec peu d'éclaboussures- Faible apport de chaleur, donc les fines tôles ne fondent pas- Soudage possible avec n'importe quel gaz, l'Ar CO2 82/18 est optimal
33
SoudageSoudage de constructions en acier
UsinageSystèmes de profilés Jansen
03/2011
Fig. 94 94 Manuel traitant des techniques de soudage et de coupe
Informations plus détaillées sur le sujet
Vous trouverez des informations sur les soudages MIG/MAGet WIG/TIG, les réglages de l'installation de soudage dans lapratique, les techniques de travail, les types d'arc, le rechar-gement, les matériaux, les gaz inertes, etc. dans le manueldes techniques de soudage et de coupe de la société LindeGas «PanGas» (Fig. 94).
34
UsinageSystèmes de profilés Jansen
SoudageSoudage de constructions en acier
03/2011
Fig. 97 Sens de soudage de l'intérieur vers l'extérieur Fig. 98 Sens de soudage de l'intérieur vers l'extérieur
Sens de soudage pour cadres et vantaux
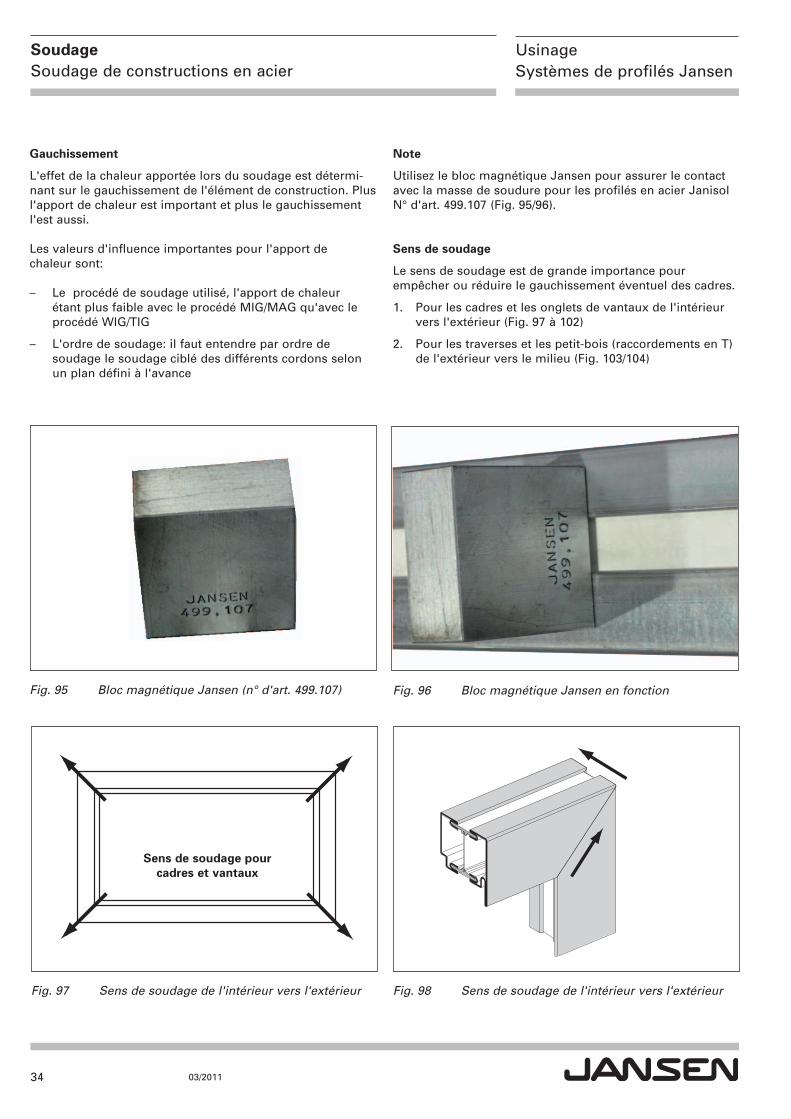
Fig. 96 Bloc magnétique Jansen en fonctionFig. 95 Bloc magnétique Jansen (n° d'art. 499.107)
Gauchissement
L'effet de la chaleur apportée lors du soudage est détermi-nant sur le gauchissement de l'élément de construction. Plusl'apport de chaleur est important et plus le gauchissementl'est aussi.
Les valeurs d'influence importantes pour l'apport de chaleur sont:
– Le procédé de soudage utilisé, l'apport de chaleur étant plus faible avec le procédé MIG/MAG qu'avec le procédé WIG/TIG
– L'ordre de soudage: il faut entendre par ordre de soudage le soudage ciblé des différents cordons selon un plan défini à l'avance
Note
Utilisez le bloc magnétique Jansen pour assurer le contactavec la masse de soudure pour les profilés en acier JanisolN° d'art. 499.107 (Fig. 95/96).
Sens de soudage
Le sens de soudage est de grande importance pour empêcher ou réduire le gauchissement éventuel des cadres.
1. Pour les cadres et les onglets de vantaux de l'intérieur vers l'extérieur (Fig. 97 à 102)
2. Pour les traverses et les petit-bois (raccordements en T) de l'extérieur vers le milieu (Fig. 103/104)
35
SoudageSoudage de constructions en acier
UsinageSystèmes de profilés Jansen
03/2011
2
1
3
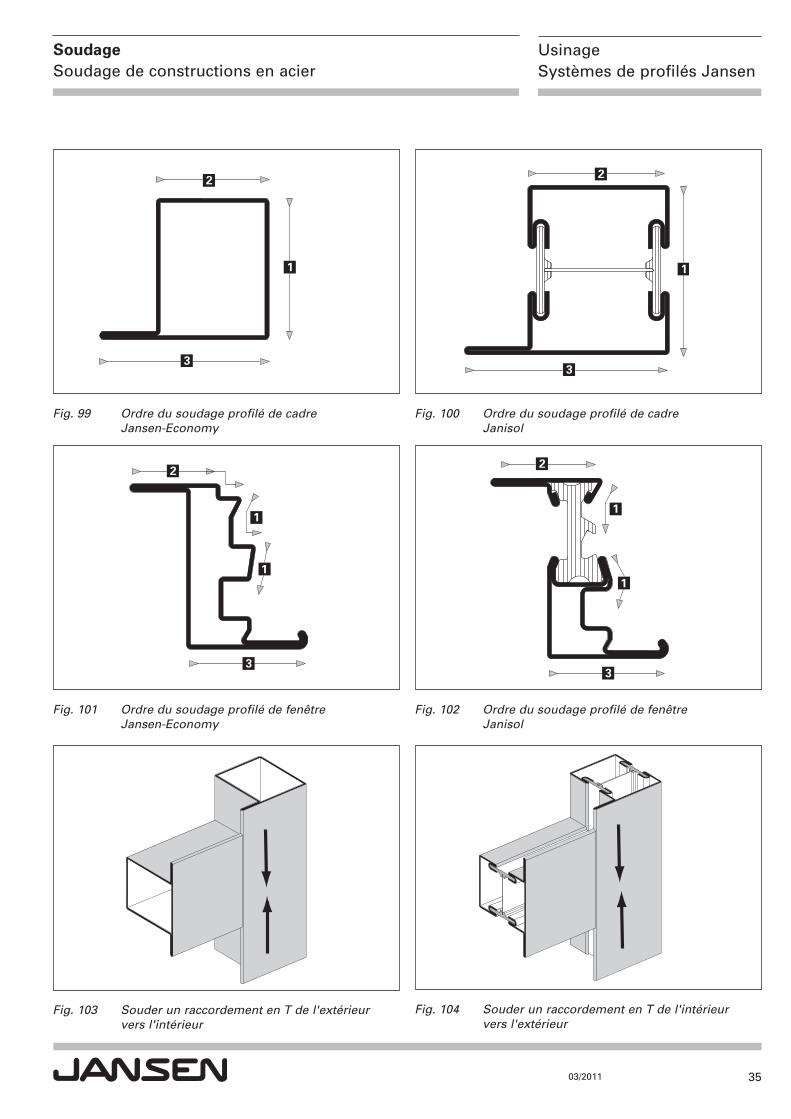
Fig. 100 Ordre du soudage profilé de cadre Janisol
2
1
3
Fig. 99 Ordre du soudage profilé de cadre Jansen-Economy
2
3
1
1
Fig. 101 Ordre du soudage profilé de fenêtre Jansen-Economy
2
3
1
1
Fig. 102 Ordre du soudage profilé de fenêtre Janisol
Fig. 104 Souder un raccordement en T de l'intérieur vers l'extérieur
Fig. 103 Souder un raccordement en T de l'extérieur vers l'intérieur
36
UsinageSystèmes de profilés Jansen
SoudageSoudage de constructions en acier
03/2011
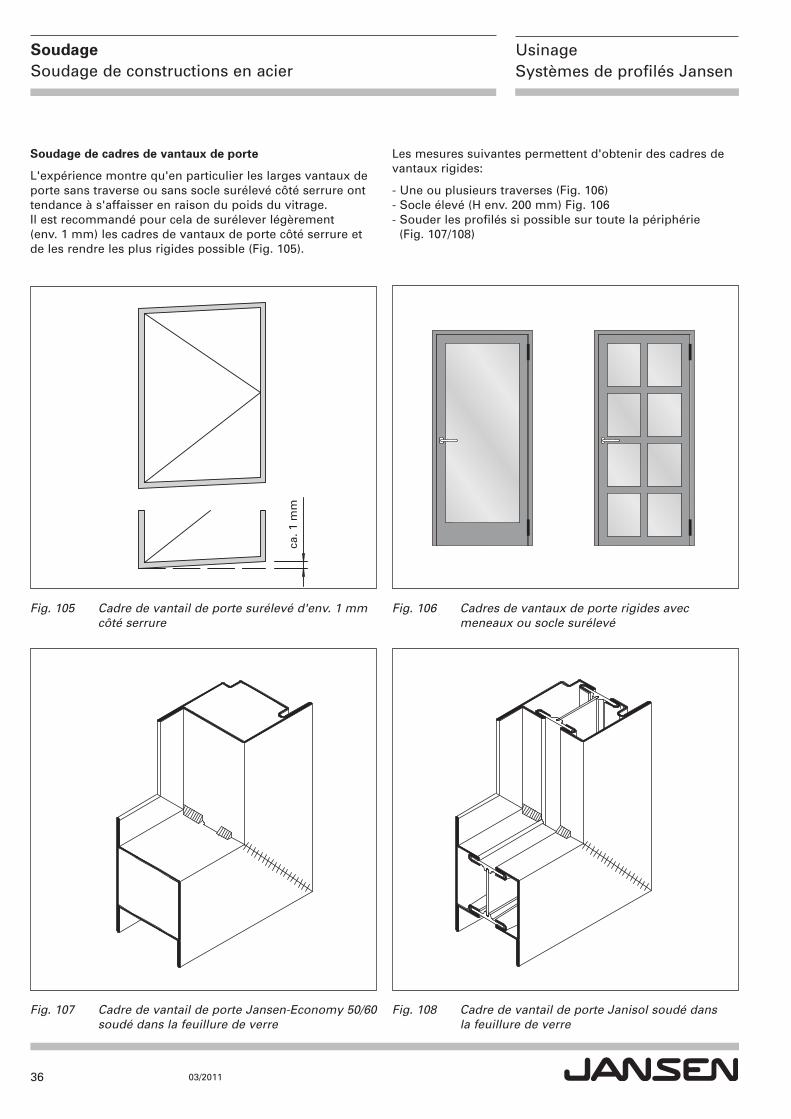
Soudage de cadres de vantaux de porte
L'expérience montre qu'en particulier les larges vantaux deporte sans traverse ou sans socle surélevé côté serrure onttendance à s'affaisser en raison du poids du vitrage.Il est recommandé pour cela de surélever légèrement (env. 1 mm) les cadres de vantaux de porte côté serrure etde les rendre les plus rigides possible (Fig. 105).
Les mesures suivantes permettent d'obtenir des cadres devantaux rigides:
- Une ou plusieurs traverses (Fig. 106)- Socle élevé (H env. 200 mm) Fig. 106- Souder les profilés si possible sur toute la périphérie (Fig. 107/108)
ca. 1
mm
Fig. 105 Cadre de vantail de porte surélevé d'env. 1 mm côté serrure
Fig. 106 Cadres de vantaux de porte rigides avec meneaux ou socle surélevé
Fig. 107 Cadre de vantail de porte Jansen-Economy 50/60 soudé dans la feuillure de verre
Fig. 108 Cadre de vantail de porte Janisol soudé dans la feuillure de verre
37
Redressage UsinageSystèmes de profilés Jansen
03/2011
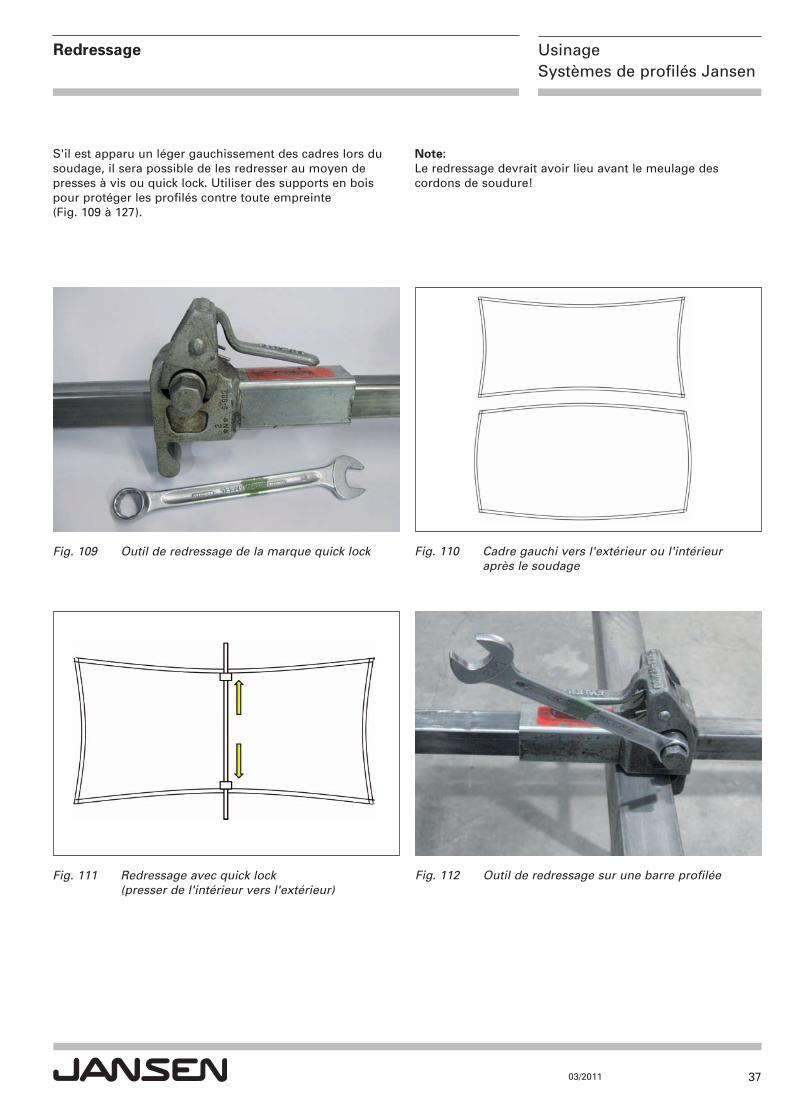
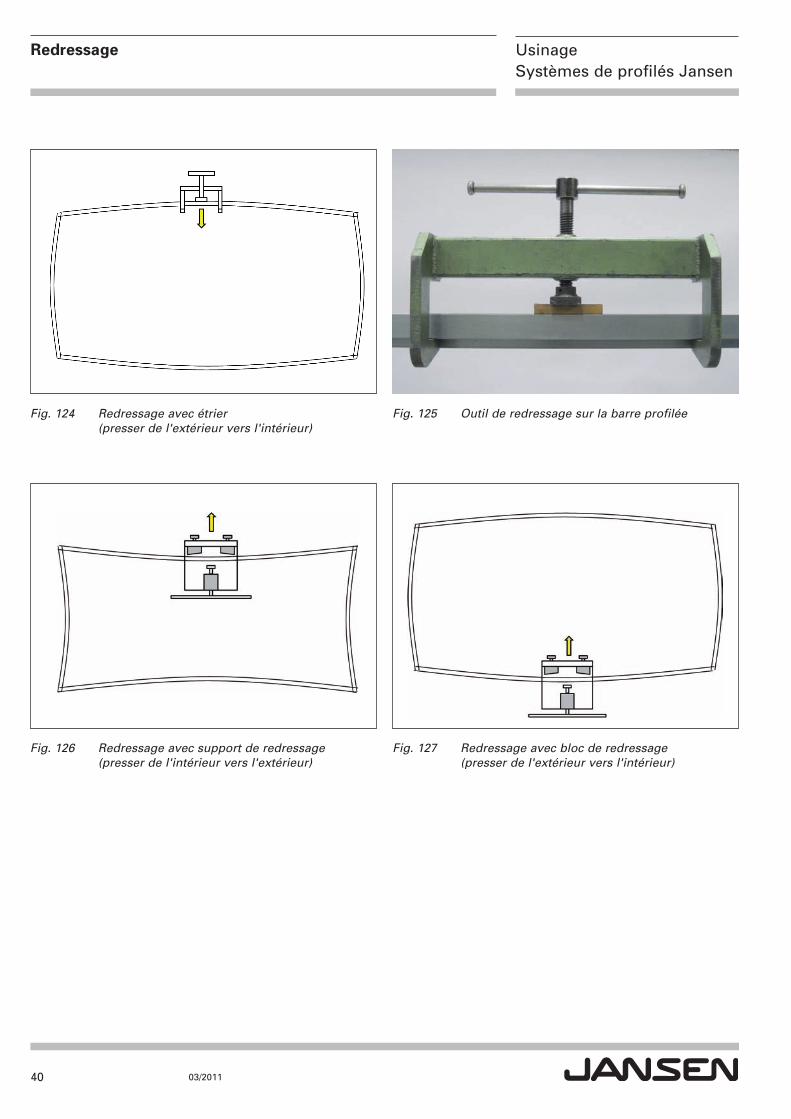
S'il est apparu un léger gauchissement des cadres lors dusoudage, il sera possible de les redresser au moyen de presses à vis ou quick lock. Utiliser des supports en boispour protéger les profilés contre toute empreinte (Fig. 109 à 127).
Fig. 109 Outil de redressage de la marque quick lock
Fig. 112 Outil de redressage sur une barre profilée
Fig. 110 Cadre gauchi vers l'extérieur ou l'intérieur après le soudage
Fig. 111 Redressage avec quick lock (presser de l'intérieur vers l'extérieur)
Note:Le redressage devrait avoir lieu avant le meulage des cordons de soudure!
38
UsinageSystèmes de profilés Jansen
Redressage
03/2011
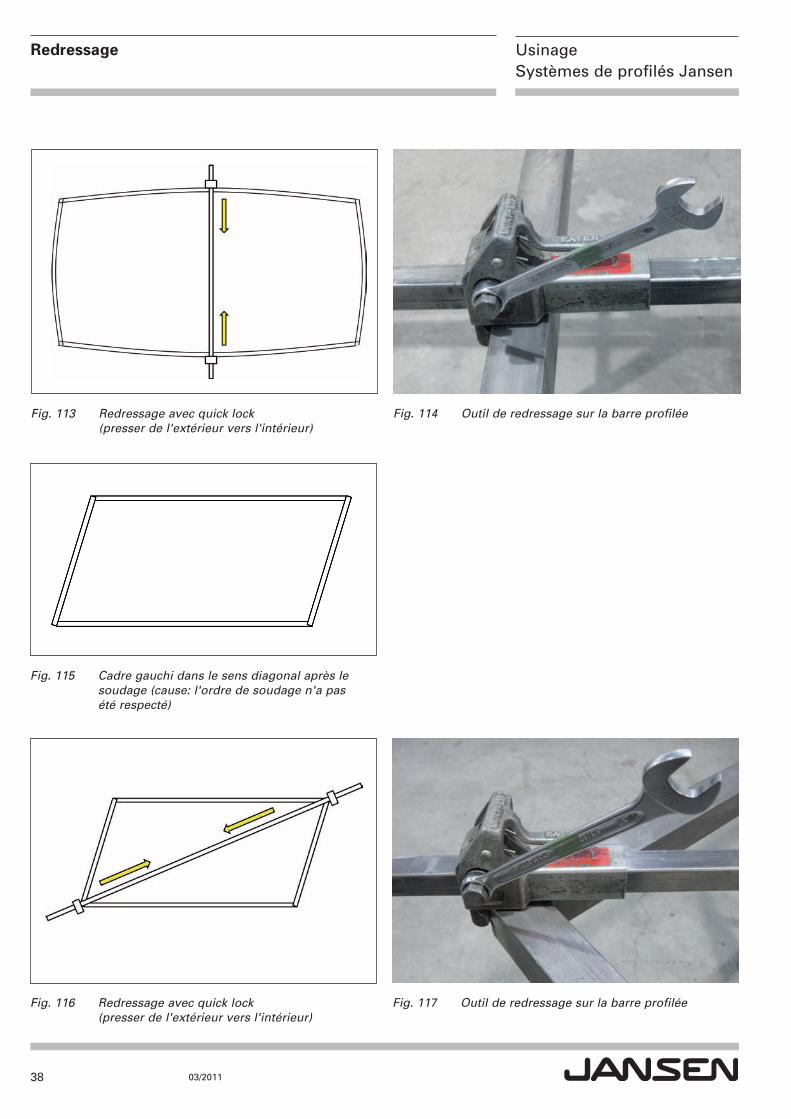
Fig. 114 Outil de redressage sur la barre profilée Fig. 113 Redressage avec quick lock (presser de l'extérieur vers l'intérieur)
Fig. 115 Cadre gauchi dans le sens diagonal après le soudage (cause: l'ordre de soudage n'a pas été respecté)
Fig. 117 Outil de redressage sur la barre profilée Fig. 116 Redressage avec quick lock (presser de l'extérieur vers l'intérieur)
39
Redressage UsinageSystèmes de profilés Jansen
03/2011
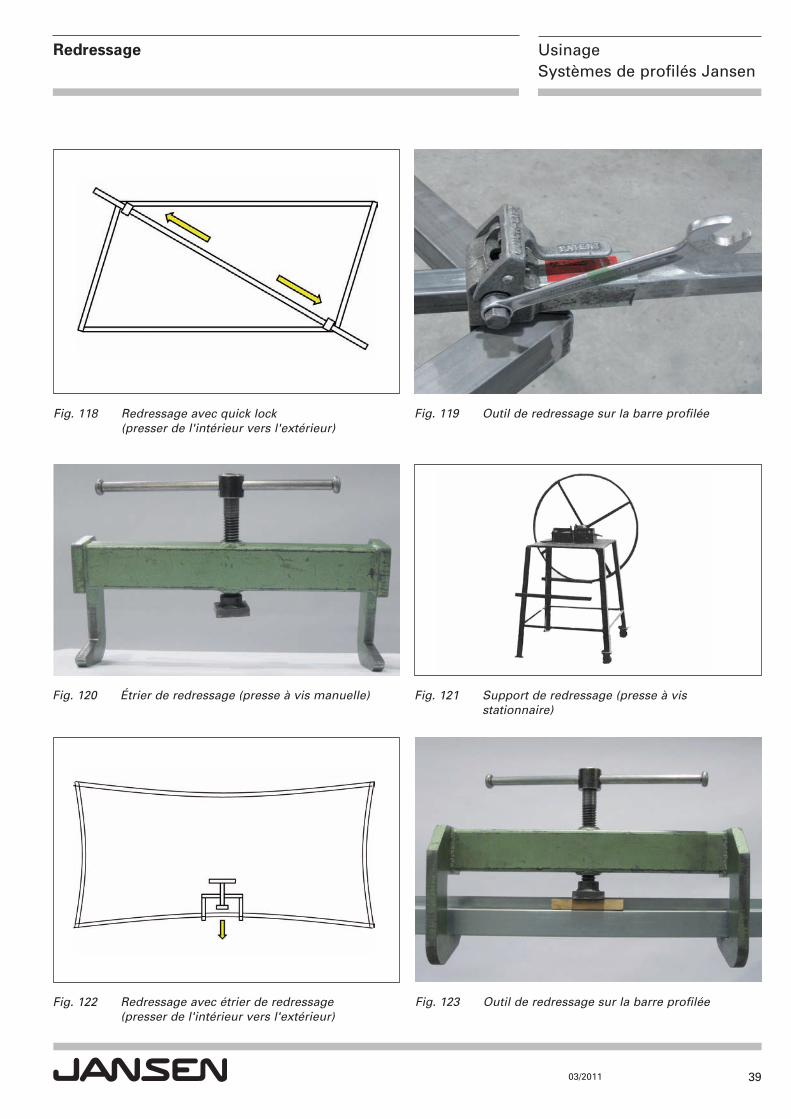
Fig. 121 Support de redressage (presse à vis stationnaire)
Fig. 120 Étrier de redressage (presse à vis manuelle)
Fig. 119 Outil de redressage sur la barre profilée Fig. 118 Redressage avec quick lock (presser de l'intérieur vers l'extérieur)
Fig. 123 Outil de redressage sur la barre profilée Fig. 122 Redressage avec étrier de redressage (presser de l'intérieur vers l'extérieur)
40
UsinageSystèmes de profilés Jansen
Redressage
03/2011
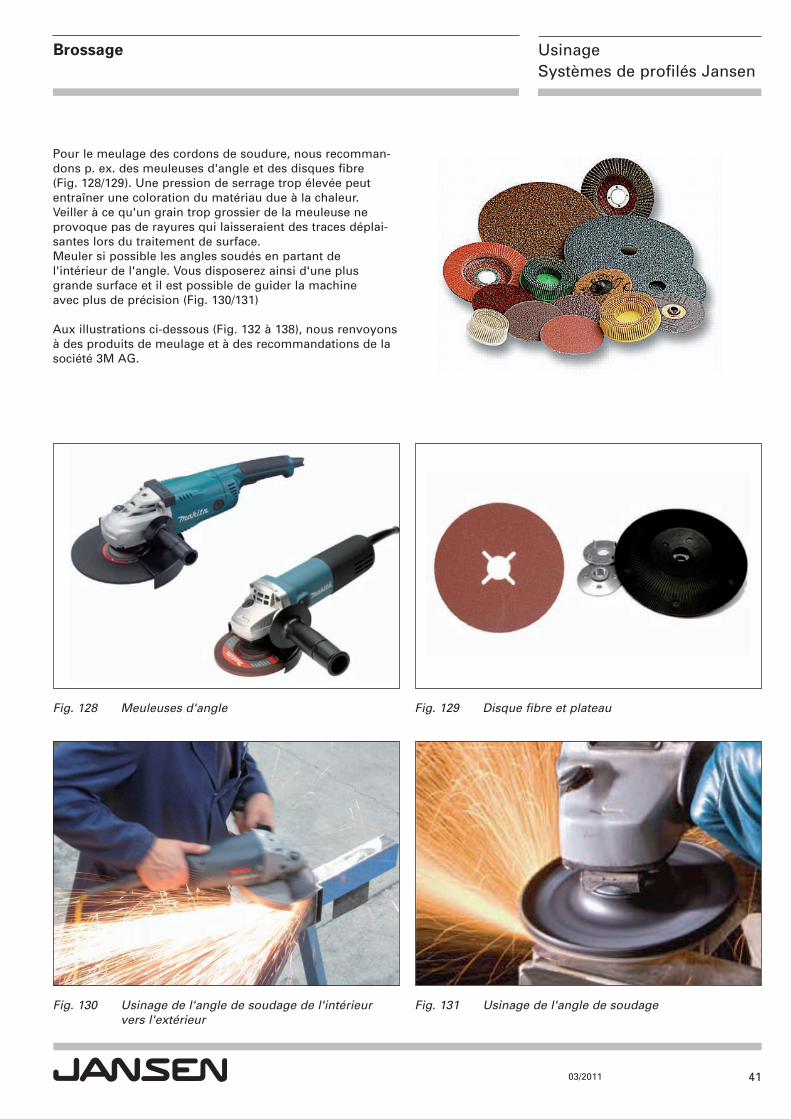
Fig. 125 Outil de redressage sur la barre profilée Fig. 124 Redressage avec étrier (presser de l'extérieur vers l'intérieur)
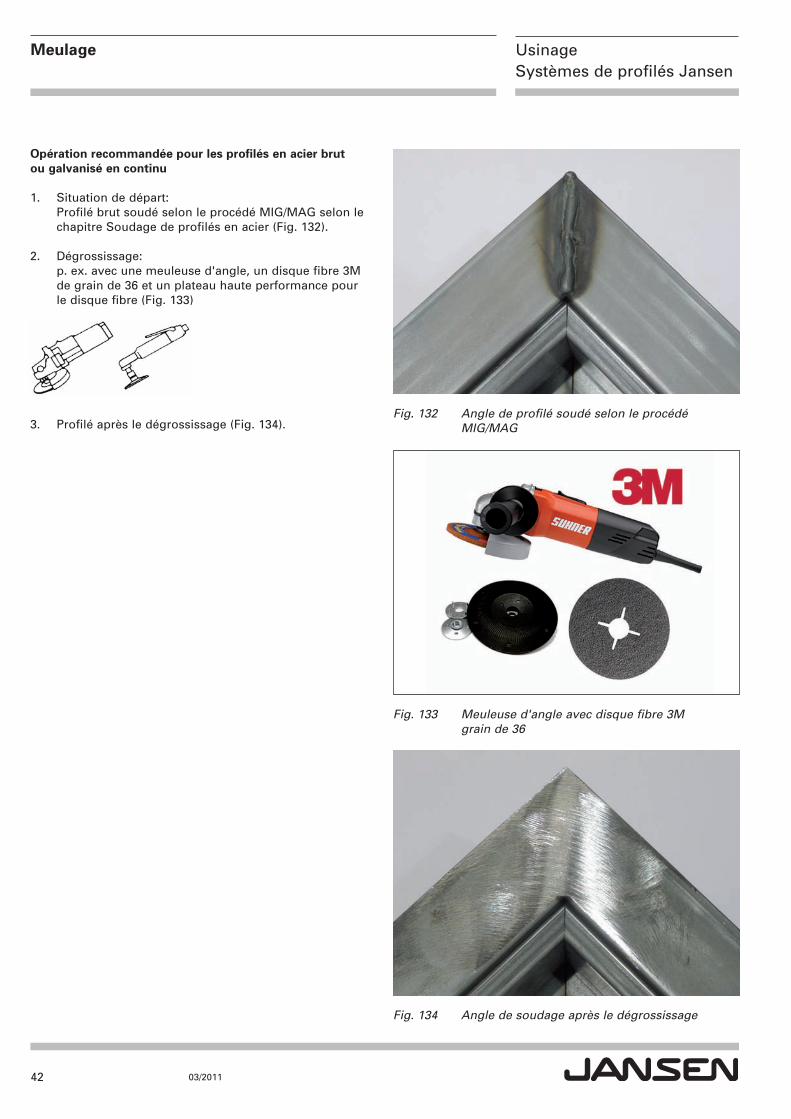
Fig. 126 Redressage avec support de redressage (presser de l'intérieur vers l'extérieur)
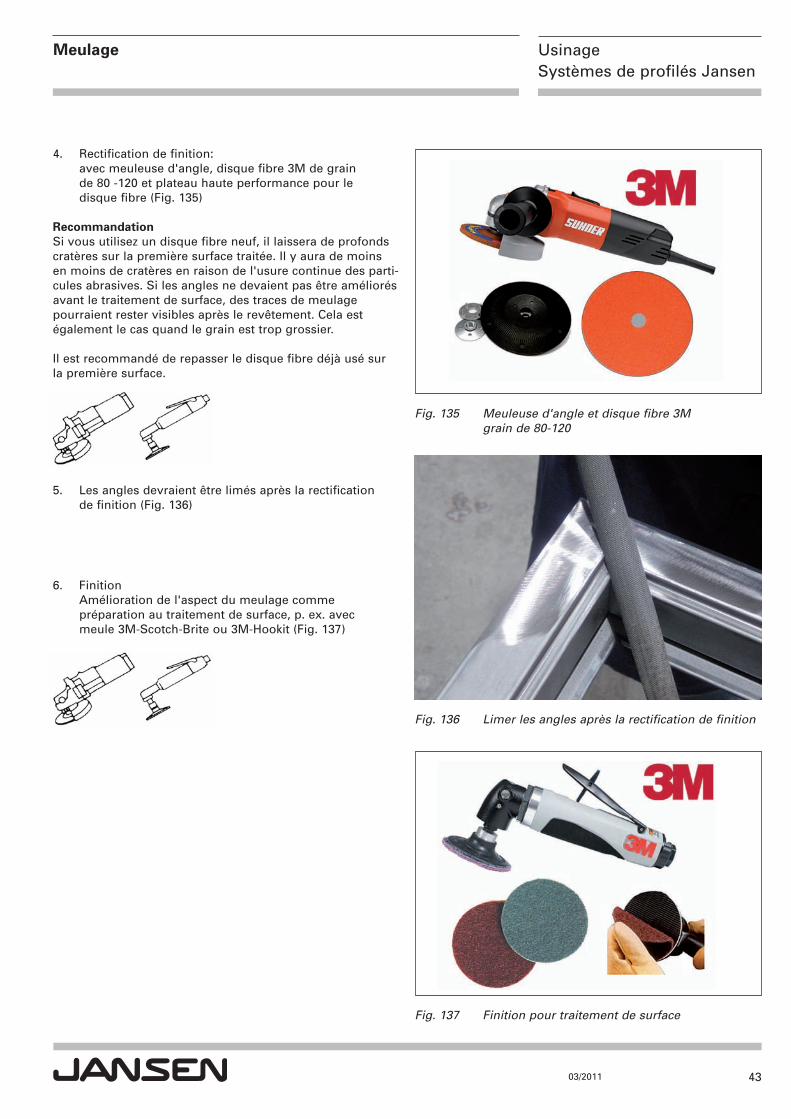
Fig. 127 Redressage avec bloc de redressage (presser de l'extérieur vers l'intérieur)
41
Brossage UsinageSystèmes de profilés Jansen
03/2011
Fig. 128 Meuleuses d'angle Fig. 129 Disque fibre et plateau
Fig. 130 Usinage de l'angle de soudage de l'intérieur vers l'extérieur
Fig. 131 Usinage de l'angle de soudage
Pour le meulage des cordons de soudure, nous recomman-dons p. ex. des meuleuses d'angle et des disques fibre (Fig. 128/129). Une pression de serrage trop élevée peut entraîner une coloration du matériau due à la chaleur. Veiller à ce qu'un grain trop grossier de la meuleuse ne provoque pas de rayures qui laisseraient des traces déplai-santes lors du traitement de surface.Meuler si possible les angles soudés en partant de l'intérieur de l'angle. Vous disposerez ainsi d'une plus grande surface et il est possible de guider la machine avec plus de précision (Fig. 130/131)
Aux illustrations ci-dessous (Fig. 132 à 138), nous renvoyonsà des produits de meulage et à des recommandations de lasociété 3M AG.
42
UsinageSystèmes de profilés Jansen
Meulage
03/2011
Fig. 132 Angle de profilé soudé selon le procédé MIG/MAG
Fig. 133 Meuleuse d'angle avec disque fibre 3M grain de 36
Fig. 134 Angle de soudage après le dégrossissage
Opération recommandée pour les profilés en acier brut ou galvanisé en continu
1. Situation de départ: Profilé brut soudé selon le procédé MIG/MAG selon le chapitre Soudage de profilés en acier (Fig. 132).
2. Dégrossissage: p. ex. avec une meuleuse d'angle, un disque fibre 3M de grain de 36 et un plateau haute performance pour le disque fibre (Fig. 133)
3. Profilé après le dégrossissage (Fig. 134).
43
Meulage UsinageSystèmes de profilés Jansen
03/2011
Fig. 137 Finition pour traitement de surface
Fig. 135 Meuleuse d'angle et disque fibre 3M grain de 80-120
Fig. 136 Limer les angles après la rectification de finition
4. Rectification de finition: avec meuleuse d'angle, disque fibre 3M de grain de 80 -120 et plateau haute performance pour le disque fibre (Fig. 135)
RecommandationSi vous utilisez un disque fibre neuf, il laissera de profondscratères sur la première surface traitée. Il y aura de moins en moins de cratères en raison de l'usure continue des parti-cules abrasives. Si les angles ne devaient pas être améliorésavant le traitement de surface, des traces de meulage pourraient rester visibles après le revêtement. Cela est également le cas quand le grain est trop grossier.
Il est recommandé de repasser le disque fibre déjà usé sur la première surface.
5. Les angles devraient être limés après la rectification de finition (Fig. 136)
6. Finition Amélioration de l'aspect du meulage comme préparation au traitement de surface, p. ex. avec meule 3M-Scotch-Brite ou 3M-Hookit (Fig. 137)

44
UsinageSystèmes de profilés Jansen
Meulage
03/2011
Fig. 138 Profilé après la finition
4. Profilé après la finition (Fig. 138).

45
Introduction/avant-propos UsinageSystèmes de profilés Jansen
03/2011
Fig. 139 Film protecteur Jansen pour profilés en acier Inox
Fig. 141 Blocs de travail dotés de caoutchouc
Fig. 140 Collage d'un film protecteur sur les blocs de travail
Les surfaces d'appui des blocs de travail doivent d'abordêtre recouvertes d'un film protecteur ou pourvues de caout-chouc avant d'usiner des cadres en acier inoxydable. Les cadres à meuler pourraient sinon se décaler en raisondes vibrations des meuleuses et laisser des rayures sur lasurface meulée (Fig. 139 à 141).
46
UsinageSystèmes de profilés Jansen
SoudagePointage de constructions en acier Inox
03/2011
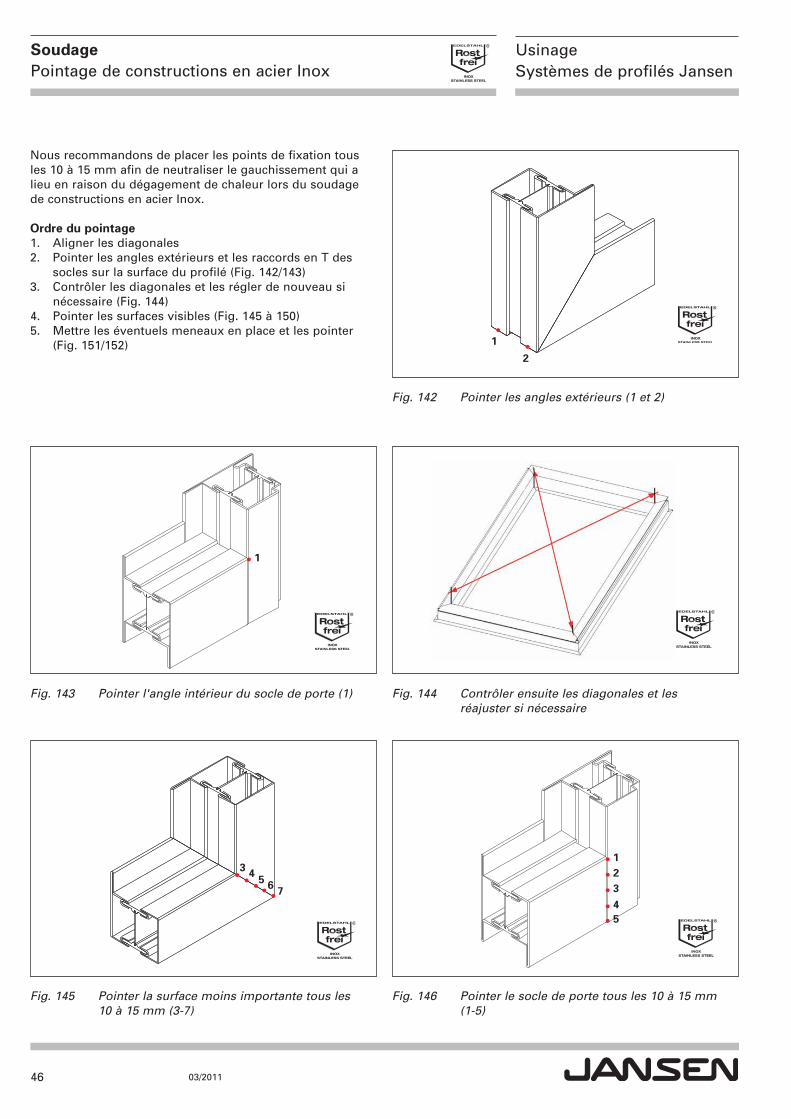
Nous recommandons de placer les points de fixation tousles 10 à 15 mm afin de neutraliser le gauchissement qui alieu en raison du dégagement de chaleur lors du soudage de constructions en acier Inox.
Ordre du pointage1. Aligner les diagonales2. Pointer les angles extérieurs et les raccords en T des socles sur la surface du profilé (Fig. 142/143)3. Contrôler les diagonales et les régler de nouveau si nécessaire (Fig. 144)4. Pointer les surfaces visibles (Fig. 145 à 150)5. Mettre les éventuels meneaux en place et les pointer (Fig. 151/152) 1
2
Fig. 142 Pointer les angles extérieurs (1 et 2)
Fig. 144 Contrôler ensuite les diagonales et les réajuster si nécessaire
123
54
Fig. 146 Pointer le socle de porte tous les 10 à 15 mm (1-5)
1
Fig. 143 Pointer l'angle intérieur du socle de porte (1)
3 4 576
Fig. 145 Pointer la surface moins importante tous les 10 à 15 mm (3-7)
47
SoudagePointage de constructions en acier Inox
UsinageSystèmes de profilés Jansen
03/2011
1
2 14
1110
98
1213
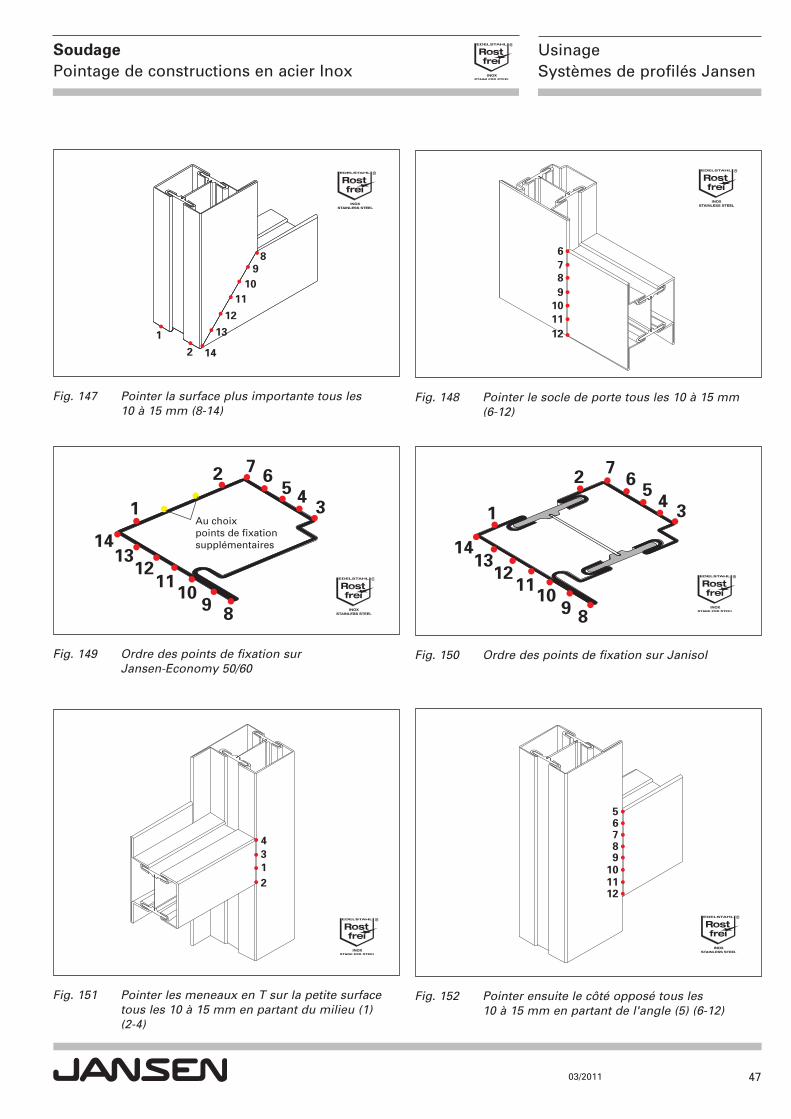
Fig. 147 Pointer la surface plus importante tous les 10 à 15 mm (8-14)
1
2
3
8910
11
1413
12
457 6
Au choixpoints de fixationsupplémentaires
Fig. 149 Ordre des points de fixation sur Jansen-Economy 50/60
134
2
Fig. 151 Pointer les meneaux en T sur la petite surface tous les 10 à 15 mm en partant du milieu (1) (2-4)
6789
1110
12
Fig. 148 Pointer le socle de porte tous les 10 à 15 mm (6-12)
1
2
891011
14
345
7
1213
6
Fig. 150 Ordre des points de fixation sur Janisol
5678
11109
12
Fig. 152 Pointer ensuite le côté opposé tous les 10 à 15 mm en partant de l'angle (5) (6-12)
48
UsinageSystèmes de profilés Jansen
SoudageParamétrage de soudage de constructions en acier Inox
03/2011
Soudage
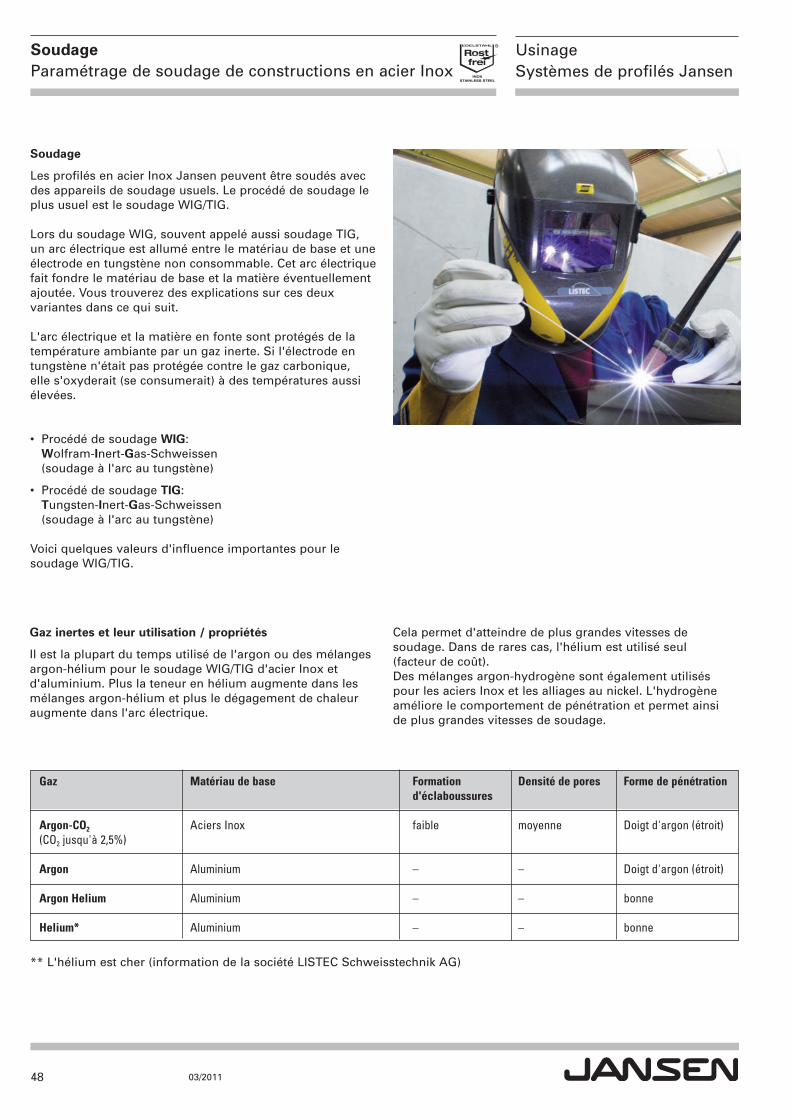
Les profilés en acier Inox Jansen peuvent être soudés avecdes appareils de soudage usuels. Le procédé de soudage leplus usuel est le soudage WIG/TIG.
Lors du soudage WIG, souvent appelé aussi soudage TIG,un arc électrique est allumé entre le matériau de base et uneélectrode en tungstène non consommable. Cet arc électriquefait fondre le matériau de base et la matière éventuellementajoutée. Vous trouverez des explications sur ces deux variantes dans ce qui suit.
L'arc électrique et la matière en fonte sont protégés de latempérature ambiante par un gaz inerte. Si l'électrode entungstène n'était pas protégée contre le gaz carbonique, elle s'oxyderait (se consumerait) à des températures aussi élevées.
• Procédé de soudage WIG: Wolfram-Inert-Gas-Schweissen (soudage à l'arc au tungstène)
• Procédé de soudage TIG: Tungsten-Inert-Gas-Schweissen (soudage à l'arc au tungstène)
Voici quelques valeurs d'influence importantes pour le soudage WIG/TIG.
Gaz Matériau de base Formation Densité de pores Forme de pénétration d'éclaboussures Argon-CO2 Aciers Inox faible moyenne Doigt d'argon (étroit)(CO2 jusqu'à 2,5%) Argon Aluminium – – Doigt d'argon (étroit)
Argon Helium Aluminium – – bonne
Helium* Aluminium – – bonne
Gaz inertes et leur utilisation / propriétés
Il est la plupart du temps utilisé de l'argon ou des mélangesargon-hélium pour le soudage WIG/TIG d'acier Inox et d'aluminium. Plus la teneur en hélium augmente dans lesmélanges argon-hélium et plus le dégagement de chaleuraugmente dans l'arc électrique.
Cela permet d'atteindre de plus grandes vitesses de soudage. Dans de rares cas, l'hélium est utilisé seul (facteur de coût).Des mélanges argon-hydrogène sont également utiliséspour les aciers Inox et les alliages au nickel. L'hydrogèneaméliore le comportement de pénétration et permet ainsi de plus grandes vitesses de soudage.
** L'hélium est cher (information de la société LISTEC Schweisstechnik AG)
49
SoudageParamétrage de soudage de constructions en acier Inox
UsinageSystèmes de profilés Jansen
03/2011
Épaisseur de tôle Courant de soudage ø d'électrode Gaz inerte Métal d'apport mm A mm l/min mm
Acier non allié (courant continu, argon, sans matériau supplémentaire)
0.9 100 1.6 4
1.5 100 - 140 1.6 5
2.2 140 - 170 2.4 7
Acier non allié (courant continu, argon, avec matériau supplémentaire)
1.0 80 - 100 1.6 5 1.5
1.5 100 - 120 1.6 6 2.0
2.0 120 - 150 2.4 6 2.5
Aluminium (courant alternatif, argon, sans matériau supplémentaire)
1.5 60 - 90 1.6 7
3.0 115 - 160 2.4 8
Aluminium (courant alternatif, argon, avec matériau supplémentaire)
1.0 30 - 45 1.6 4 - 6 1.2 - 2.0
1.5 60 - 85 2.4 4 - 6 2.0
2.0 70 - 90 2.4 4 - 6 2.0
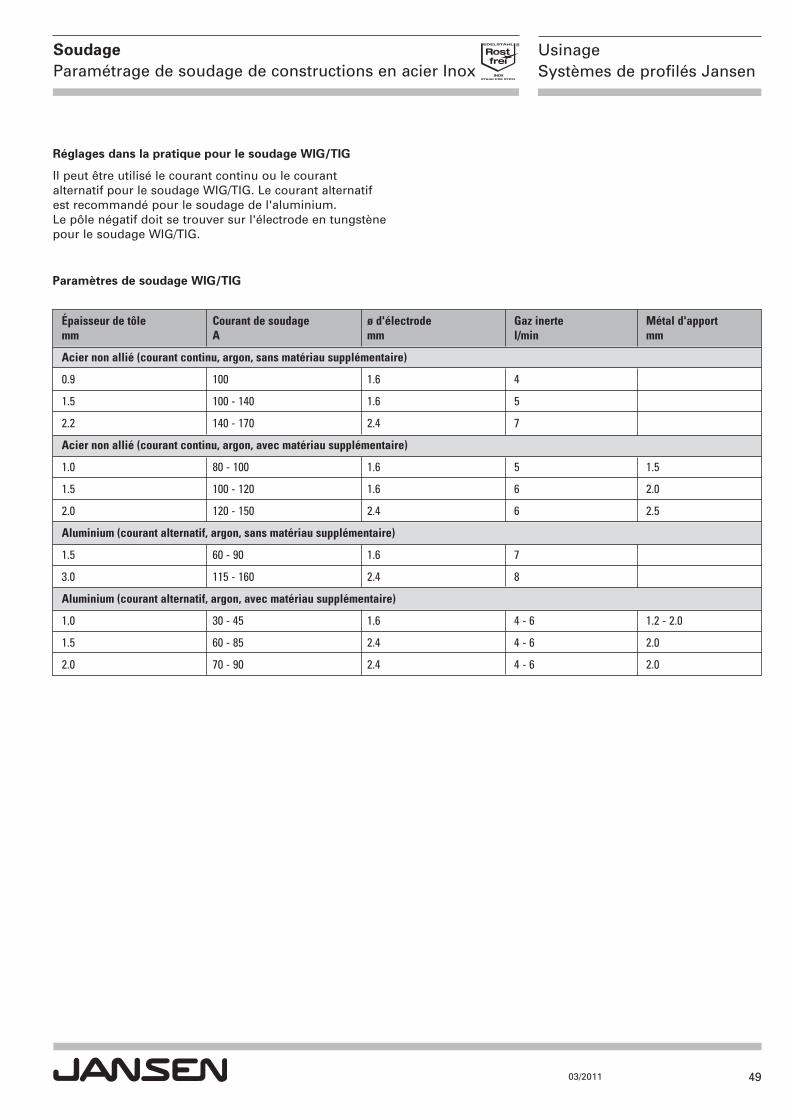
Paramètres de soudage WIG/TIG
Réglages dans la pratique pour le soudage WIG/TIG
Il peut être utilisé le courant continu ou le courant alternatif pour le soudage WIG/TIG. Le courant alternatif est recommandé pour le soudage de l'aluminium.Le pôle négatif doit se trouver sur l'électrode en tungstènepour le soudage WIG/TIG.
50
UsinageSystèmes de profilés Jansen
SoudageParamétrage de soudage de constructions en acier Inox
03/2011
Fig. 153 Appareil de soudage TIG (CGA de la société LISTEC)
Fig. 154 Soudage WIG/TIG
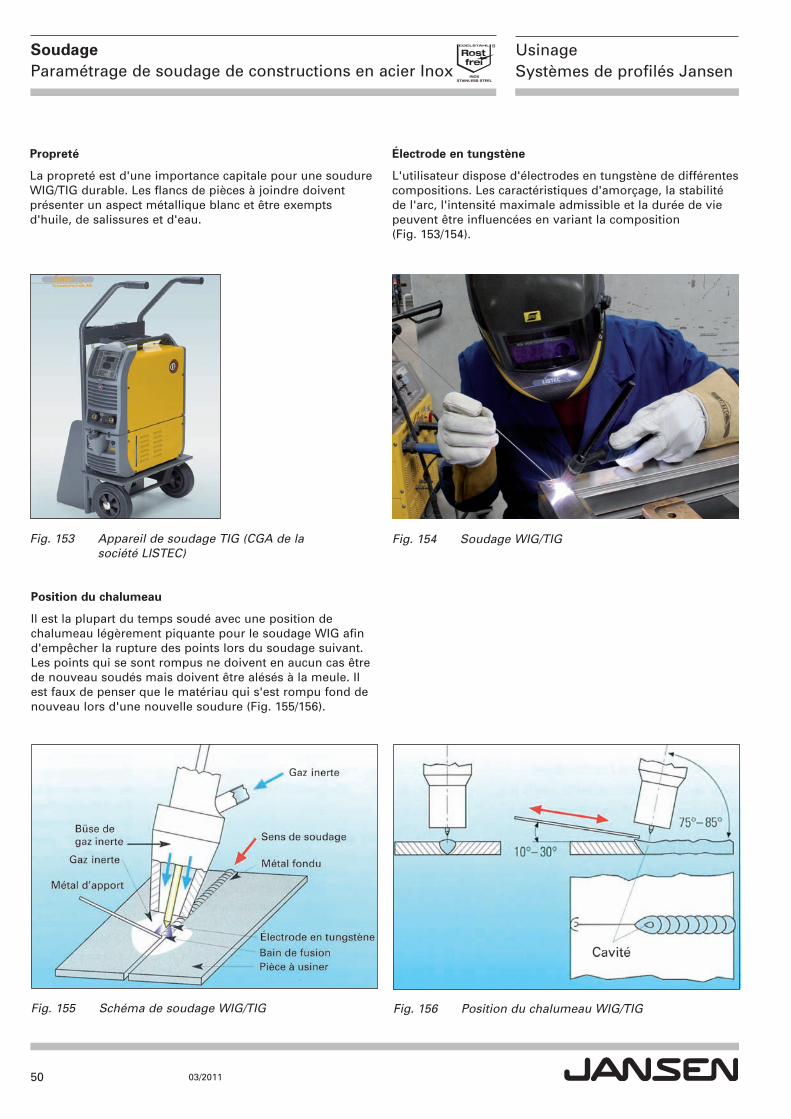
Propreté
La propreté est d'une importance capitale pour une soudureWIG/TIG durable. Les flancs de pièces à joindre doivent présenter un aspect métallique blanc et être exempts d'huile, de salissures et d'eau.
Fig. 155 Schéma de soudage WIG/TIG Fig. 156 Position du chalumeau WIG/TIG
Position du chalumeau
Il est la plupart du temps soudé avec une position de chalumeau légèrement piquante pour le soudage WIG afind'empêcher la rupture des points lors du soudage suivant.Les points qui se sont rompus ne doivent en aucun cas êtrede nouveau soudés mais doivent être alésés à la meule. Ilest faux de penser que le matériau qui s'est rompu fond denouveau lors d'une nouvelle soudure (Fig. 155/156).
Électrode en tungstène
L'utilisateur dispose d'électrodes en tungstène de différentescompositions. Les caractéristiques d'amorçage, la stabilitéde l'arc, l'intensité maximale admissible et la durée de viepeuvent être influencées en variant la composition (Fig. 153/154).
51
SoudageSoudage de constructions en acier Inox
UsinageSystèmes de profilés Jansen
03/2011
Fig. 157 Manuel traitant des techniques de soudage et de coupe
Informations plus détaillées sur le sujet
Vous trouverez des informations sur le soudage WIG/TIG etMIG/MAG, les réglages de l'installation de soudage dans lapratique, les techniques de travail, les types d'arc, le rechar-gement, les matériaux, les gaz inertes, etc. dans le manueldes techniques de soudage et de coupe de la société LindeGas «PanGas» (Fig. 157).
52
UsinageSystèmes de profilés Jansen
SoudageSoudage de constructions en acier Inox
03/2011
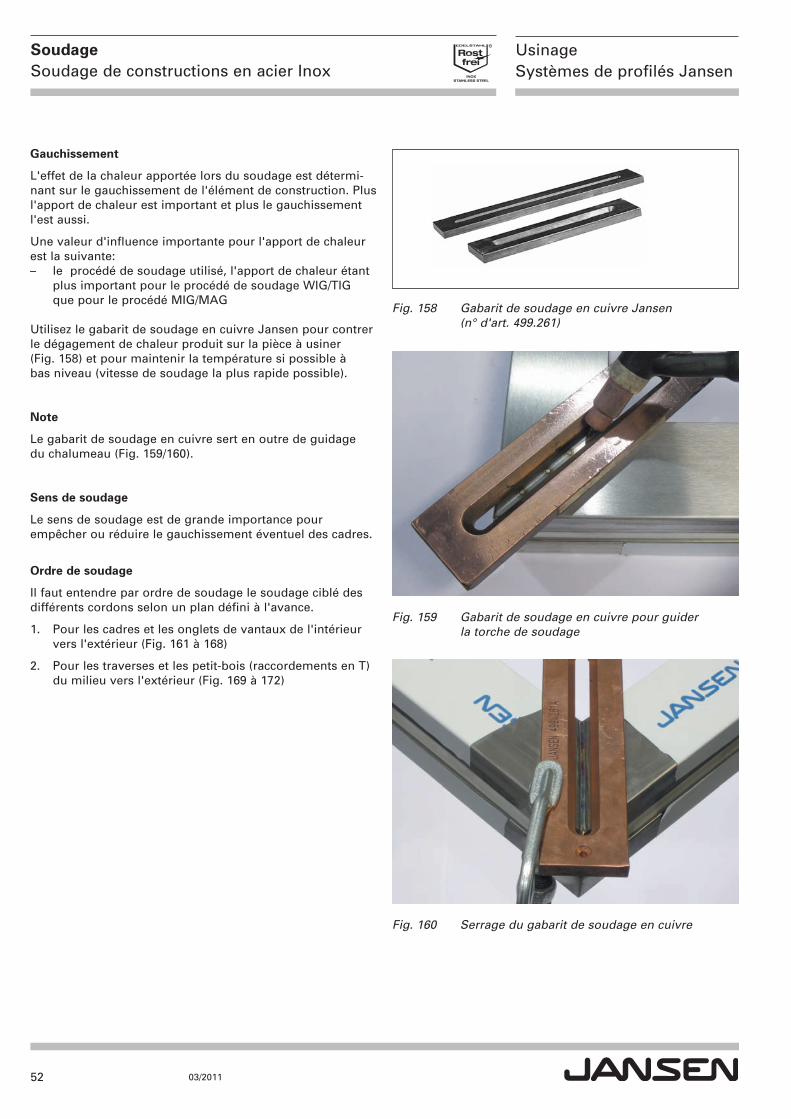
Fig. 158 Gabarit de soudage en cuivre Jansen (n° d'art. 499.261)
Fig. 159 Gabarit de soudage en cuivre pour guider la torche de soudage
Fig. 160 Serrage du gabarit de soudage en cuivre
Gauchissement
L'effet de la chaleur apportée lors du soudage est détermi-nant sur le gauchissement de l'élément de construction. Plusl'apport de chaleur est important et plus le gauchissementl'est aussi.
Une valeur d'influence importante pour l'apport de chaleurest la suivante: – le procédé de soudage utilisé, l'apport de chaleur étant
plus important pour le procédé de soudage WIG/TIG que pour le procédé MIG/MAG
Utilisez le gabarit de soudage en cuivre Jansen pour contrerle dégagement de chaleur produit sur la pièce à usiner (Fig. 158) et pour maintenir la température si possible à bas niveau (vitesse de soudage la plus rapide possible).
Note
Le gabarit de soudage en cuivre sert en outre de guidage du chalumeau (Fig. 159/160).
Sens de soudage
Le sens de soudage est de grande importance pour empêcher ou réduire le gauchissement éventuel des cadres.
Ordre de soudage
Il faut entendre par ordre de soudage le soudage ciblé desdifférents cordons selon un plan défini à l'avance.
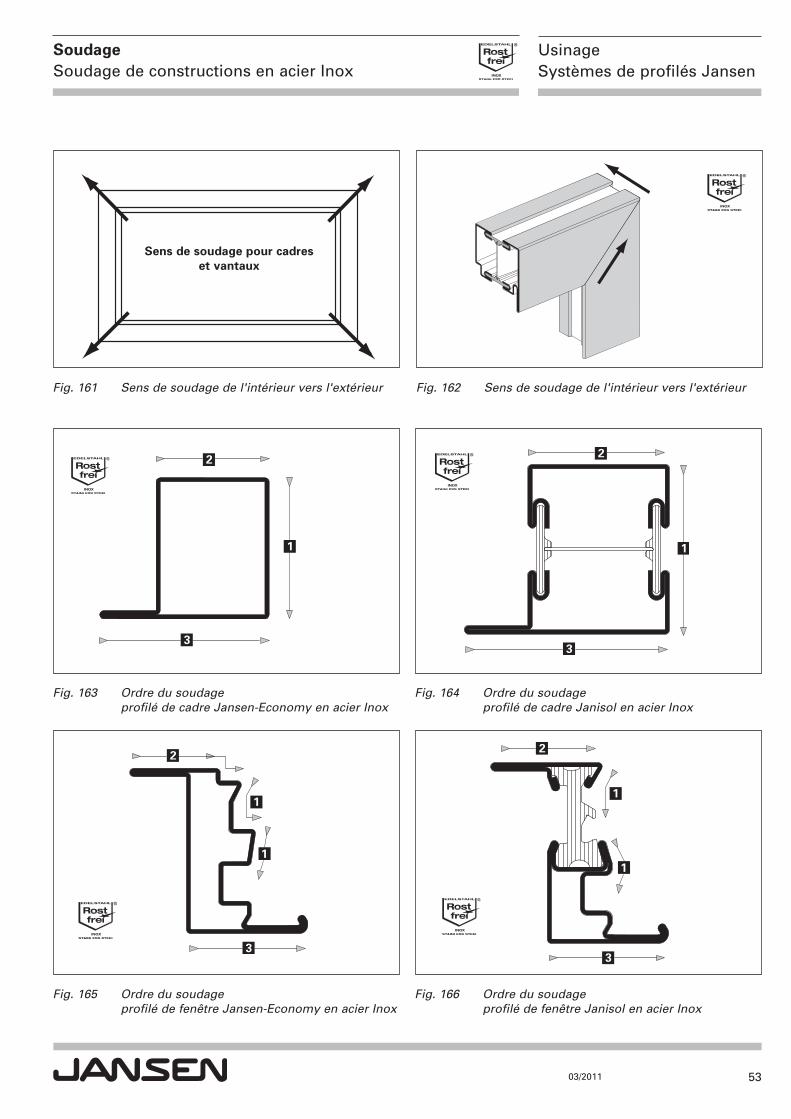
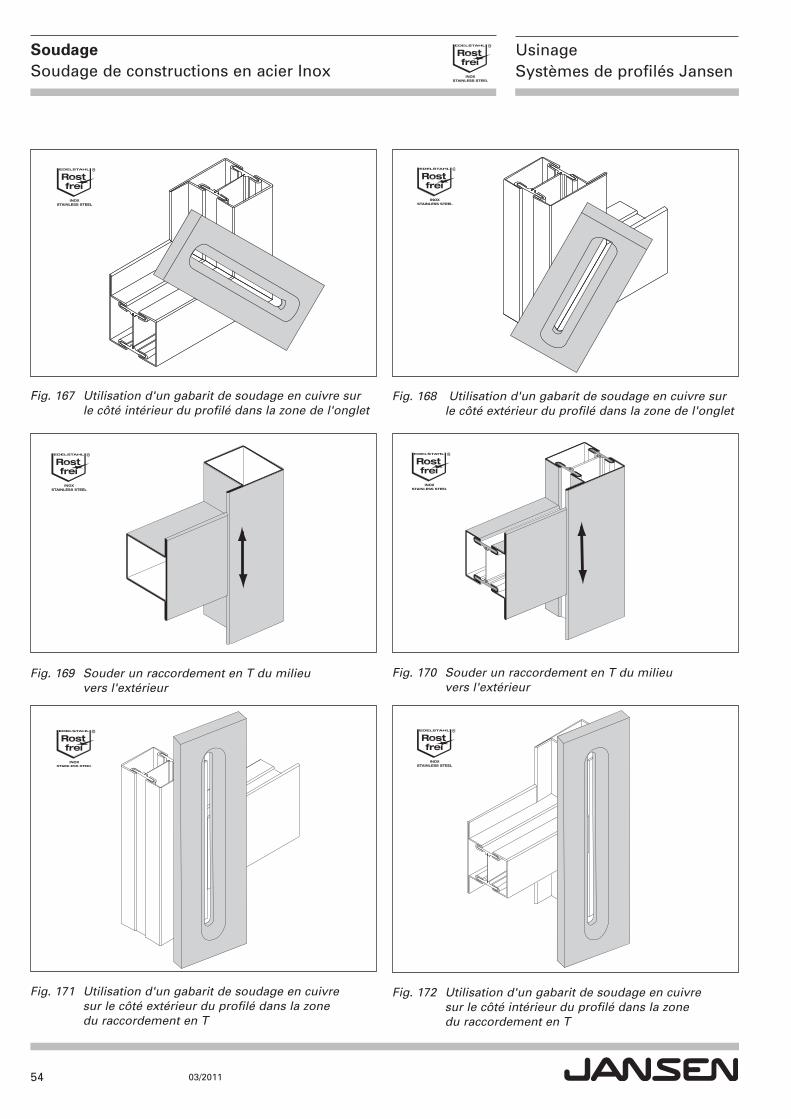
1. Pour les cadres et les onglets de vantaux de l'intérieur vers l'extérieur (Fig. 161 à 168)
2. Pour les traverses et les petit-bois (raccordements en T) du milieu vers l'extérieur (Fig. 169 à 172)
53
SoudageSoudage de constructions en acier Inox
UsinageSystèmes de profilés Jansen
03/2011
Fig. 161 Sens de soudage de l'intérieur vers l'extérieur Fig. 162 Sens de soudage de l'intérieur vers l'extérieur
Sens de soudage pour cadres et vantaux
2
1
3
Fig. 164 Ordre du soudage profilé de cadre Janisol en acier Inox
2
1
3
Fig. 163 Ordre du soudage profilé de cadre Jansen-Economy en acier Inox
2
3
1
1
Fig. 165 Ordre du soudage profilé de fenêtre Jansen-Economy en acier Inox
2
3
1
1
Fig. 166 Ordre du soudage profilé de fenêtre Janisol en acier Inox
54
UsinageSystèmes de profilés Jansen
SoudageSoudage de constructions en acier Inox
03/2011
Fig. 168 Utilisation d'un gabarit de soudage en cuivre sur le côté extérieur du profilé dans la zone de l'onglet
Fig. 167 Utilisation d'un gabarit de soudage en cuivre sur le côté intérieur du profilé dans la zone de l'onglet
Fig. 170 Souder un raccordement en T du milieu vers l'extérieur
Fig. 169 Souder un raccordement en T du milieu vers l'extérieur
Fig. 171 Utilisation d'un gabarit de soudage en cuivre sur le côté extérieur du profilé dans la zone du raccordement en T
Fig. 172 Utilisation d'un gabarit de soudage en cuivre sur le côté intérieur du profilé dans la zone du raccordement en T
55
SoudageSoudage de constructions en acier Inox
UsinageSystèmes de profilés Jansen
03/2011
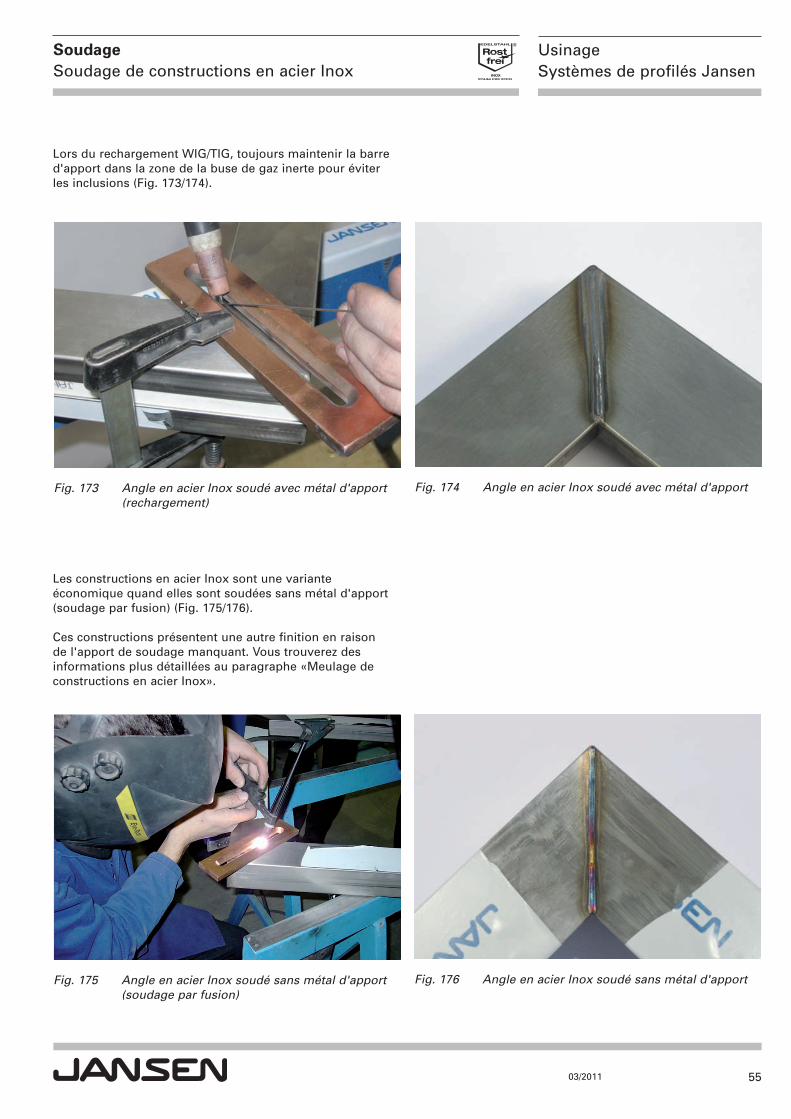
Fig. 173 Angle en acier Inox soudé avec métal d'apport (rechargement)
Fig. 174 Angle en acier Inox soudé avec métal d'apport
Fig. 175 Angle en acier Inox soudé sans métal d'apport (soudage par fusion)
Fig. 176 Angle en acier Inox soudé sans métal d'apport
Lors du rechargement WIG/TIG, toujours maintenir la barred'apport dans la zone de la buse de gaz inerte pour éviterles inclusions (Fig. 173/174).
Les constructions en acier Inox sont une variante économique quand elles sont soudées sans métal d'apport(soudage par fusion) (Fig. 175/176).
Ces constructions présentent une autre finition en raison de l'apport de soudage manquant. Vous trouverez des informations plus détaillées au paragraphe «Meulage deconstructions en acier Inox».
56
UsinageSystèmes de profilés Jansen
SoudageSoudage de constructions en acier Inox
03/2011
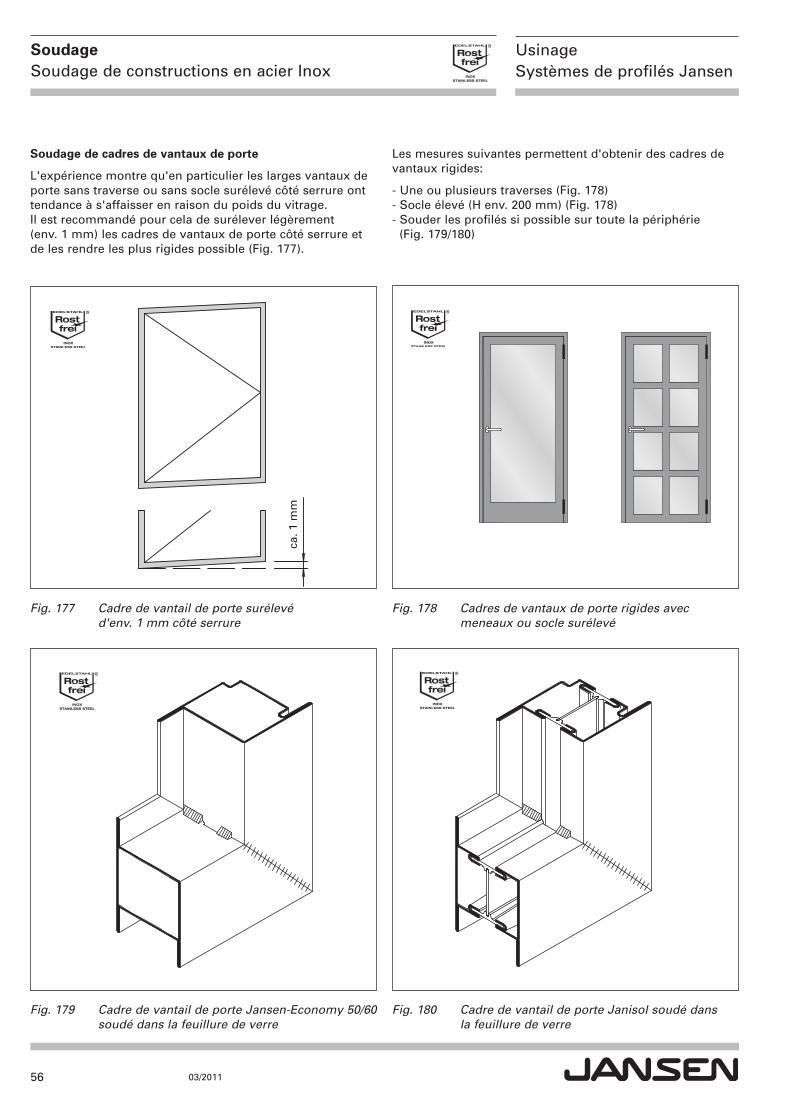
Soudage de cadres de vantaux de porte
L'expérience montre qu'en particulier les larges vantaux deporte sans traverse ou sans socle surélevé côté serrure onttendance à s'affaisser en raison du poids du vitrage.Il est recommandé pour cela de surélever légèrement (env. 1 mm) les cadres de vantaux de porte côté serrure etde les rendre les plus rigides possible (Fig. 177).
Les mesures suivantes permettent d'obtenir des cadres devantaux rigides:
- Une ou plusieurs traverses (Fig. 178)- Socle élevé (H env. 200 mm) (Fig. 178)- Souder les profilés si possible sur toute la périphérie (Fig. 179/180)
ca. 1
mm
Fig. 177 Cadre de vantail de porte surélevé d'env. 1 mm côté serrure
Fig. 178 Cadres de vantaux de porte rigides avec meneaux ou socle surélevé
Fig. 179 Cadre de vantail de porte Jansen-Economy 50/60 soudé dans la feuillure de verre
Fig. 180 Cadre de vantail de porte Janisol soudé dans la feuillure de verre
57
Redressage UsinageSystèmes de profilés Jansen
03/2011
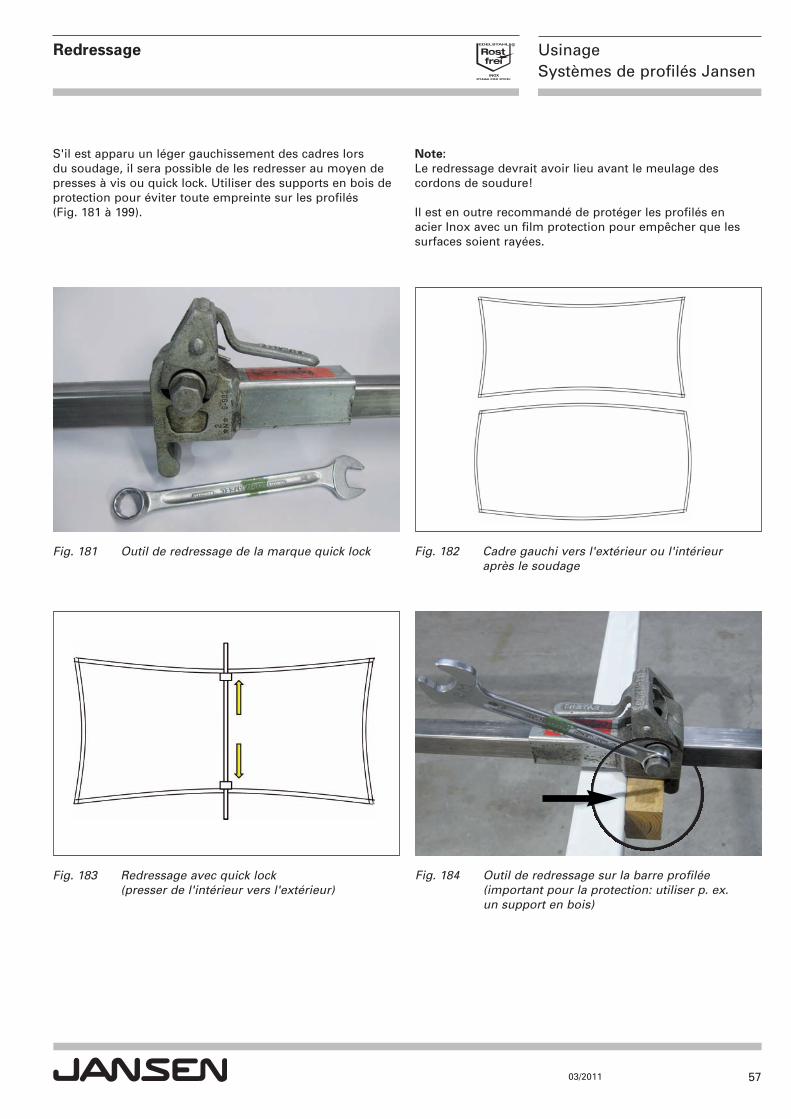
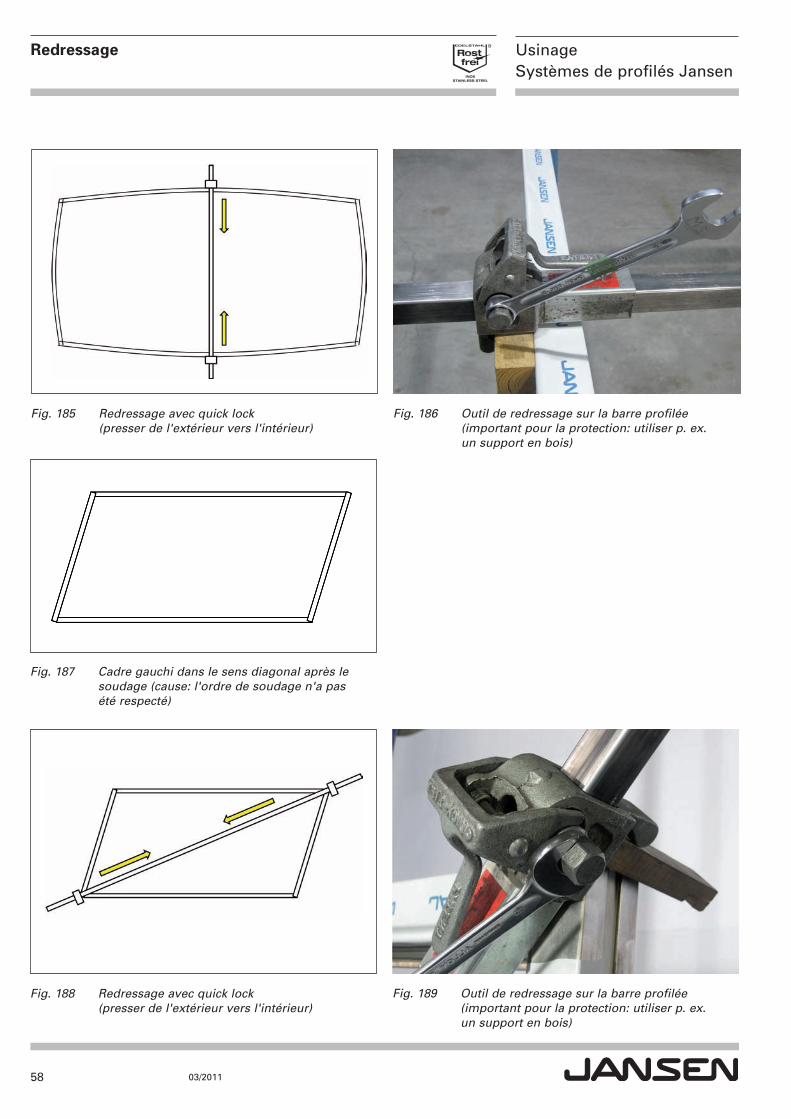
S'il est apparu un léger gauchissement des cadres lors du soudage, il sera possible de les redresser au moyen depresses à vis ou quick lock. Utiliser des supports en bois deprotection pour éviter toute empreinte sur les profilés (Fig. 181 à 199).
Fig. 181 Outil de redressage de la marque quick lock
Fig. 184 Outil de redressage sur la barre profilée (important pour la protection: utiliser p. ex. un support en bois)
Fig. 182 Cadre gauchi vers l'extérieur ou l'intérieur après le soudage
Fig. 183 Redressage avec quick lock (presser de l'intérieur vers l'extérieur)
Note:Le redressage devrait avoir lieu avant le meulage descordons de soudure!
Il est en outre recommandé de protéger les profilés en acier Inox avec un film protection pour empêcher que lessurfaces soient rayées.
58
UsinageSystèmes de profilés Jansen
Redressage
03/2011
Fig. 186 Outil de redressage sur la barre profilée (important pour la protection: utiliser p. ex. un support en bois)
Fig. 185 Redressage avec quick lock (presser de l'extérieur vers l'intérieur)
Fig. 187 Cadre gauchi dans le sens diagonal après le soudage (cause: l'ordre de soudage n'a pas été respecté)
Fig. 189 Outil de redressage sur la barre profilée (important pour la protection: utiliser p. ex. un support en bois)
Fig. 188 Redressage avec quick lock (presser de l'extérieur vers l'intérieur)
59
Redressage UsinageSystèmes de profilés Jansen
03/2011
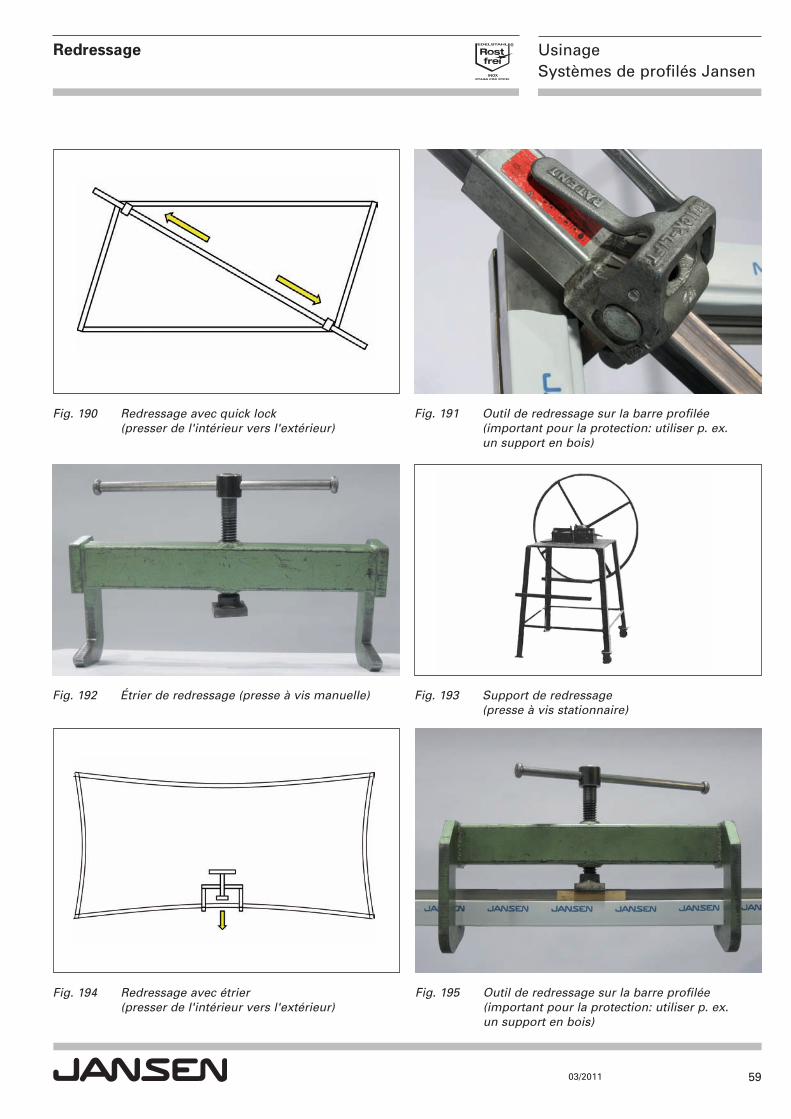
Fig. 193 Support de redressage (presse à vis stationnaire)
Fig. 192 Étrier de redressage (presse à vis manuelle)
Fig. 191 Outil de redressage sur la barre profilée (important pour la protection: utiliser p. ex. un support en bois)
Fig. 190 Redressage avec quick lock (presser de l'intérieur vers l'extérieur)
Fig. 195 Outil de redressage sur la barre profilée (important pour la protection: utiliser p. ex. un support en bois)
Fig. 194 Redressage avec étrier (presser de l'intérieur vers l'extérieur)
60
UsinageSystèmes de profilés Jansen
Redressage
03/2011
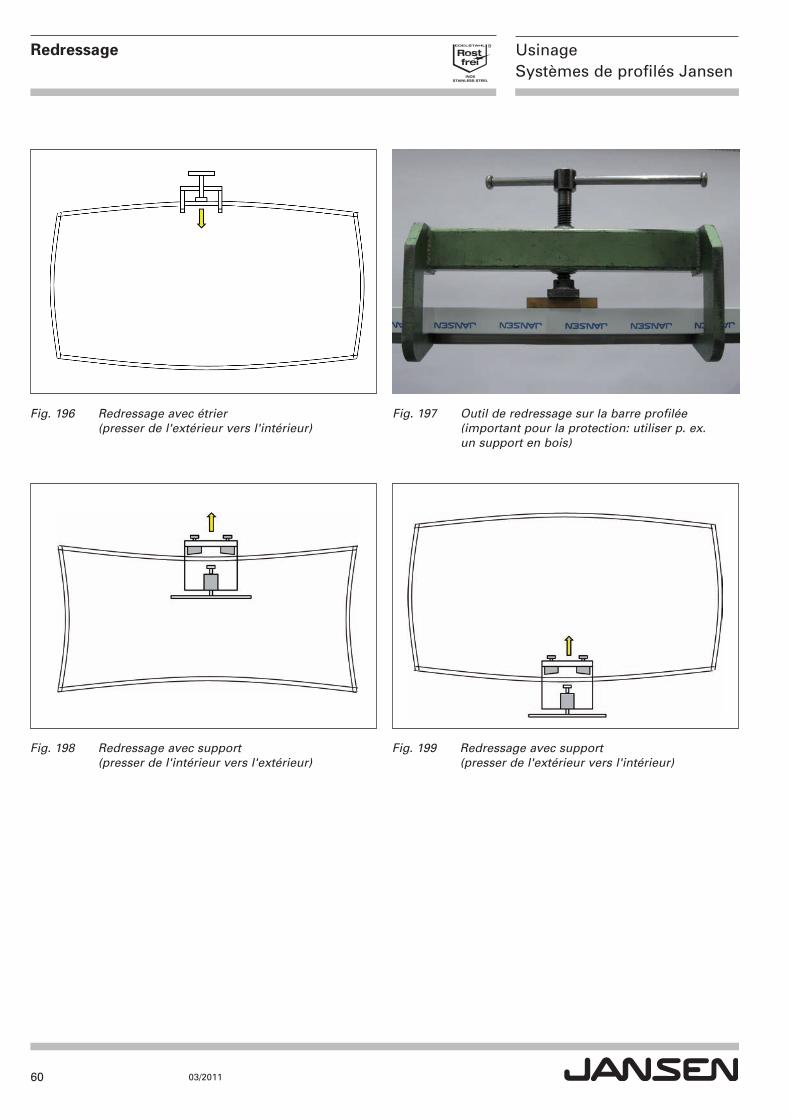
Fig. 197 Outil de redressage sur la barre profilée (important pour la protection: utiliser p. ex. un support en bois)
Fig. 196 Redressage avec étrier (presser de l'extérieur vers l'intérieur)
Fig. 198 Redressage avec support (presser de l'intérieur vers l'extérieur)
Fig. 199 Redressage avec support (presser de l'extérieur vers l'intérieur)
61
Décapage UsinageSystèmes de profilés Jansen
03/2011
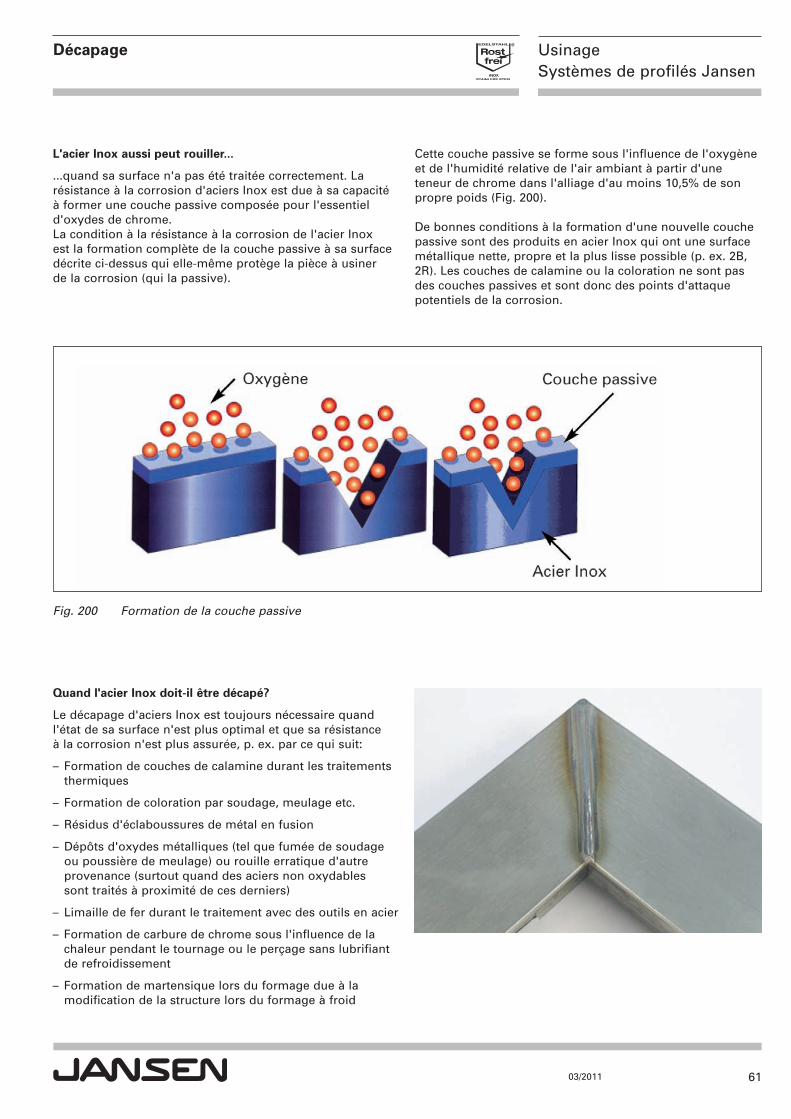
L'acier Inox aussi peut rouiller...
...quand sa surface n'a pas été traitée correctement. La résistance à la corrosion d'aciers Inox est due à sa capacité à former une couche passive composée pour l'essentield'oxydes de chrome.La condition à la résistance à la corrosion de l'acier Inox est la formation complète de la couche passive à sa surfacedécrite ci-dessus qui elle-même protège la pièce à usiner de la corrosion (qui la passive).
Quand l'acier Inox doit-il être décapé?
Le décapage d'aciers Inox est toujours nécessaire quandl'état de sa surface n'est plus optimal et que sa résistance à la corrosion n'est plus assurée, p. ex. par ce qui suit:
– Formation de couches de calamine durant les traitements thermiques
– Formation de coloration par soudage, meulage etc.
– Résidus d'éclaboussures de métal en fusion
– Dépôts d'oxydes métalliques (tel que fumée de soudage ou poussière de meulage) ou rouille erratique d'autre provenance (surtout quand des aciers non oxydables sont traités à proximité de ces derniers)
– Limaille de fer durant le traitement avec des outils en acier
– Formation de carbure de chrome sous l'influence de la chaleur pendant le tournage ou le perçage sans lubrifiant de refroidissement
– Formation de martensique lors du formage due à la modification de la structure lors du formage à froid
Fig. 200 Formation de la couche passive
Cette couche passive se forme sous l'influence de l'oxygèneet de l'humidité relative de l'air ambiant à partir d'une teneur de chrome dans l'alliage d'au moins 10,5% de son propre poids (Fig. 200).
De bonnes conditions à la formation d'une nouvelle couchepassive sont des produits en acier Inox qui ont une surfacemétallique nette, propre et la plus lisse possible (p. ex. 2B,2R). Les couches de calamine ou la coloration ne sont pasdes couches passives et sont donc des points d'attaque potentiels de la corrosion.

62
UsinageSystèmes de profilés Jansen
Décapage
03/2011
Préparation du décapageLes surfaces doivent être nettoyées de toutes les substancescontaminantes avant le décapage afin que les produits déca-pants puissent agir uniformément. Les lubrifiants organiques, les huiles de forage, les émulsi-ons de refroidissement grasses, les agents conservateurs,les marquages à la peinture, les films protecteurs, les auto-collants et même les résidus de colle agissent au dépend durésultat du décapage car les acides de décapage ne peuventpénétrer jusqu'à la surface de l'acier Inox.
Les produits décapants à base d'acide fluorhydrique et nitri-que possèdent eux-mêmes un effet légèrement dégraissant,de manière que d'infimes traces de graisse telles que cellesd'une empreinte de doigt n'ont aucune influence négativesur le résultat du décapage.
- Décapeur tel que celui de la marque Surfox (LISTEC Schweisstechnik AG) (Fig. 201/202)
Décapants et temps de décapageLe décapage est un traitement chimique intensif de la surface en acier Inox durant lequel les impuretés inorganiques sont dissoutes (Fig. 203).
Le choix du bon décapant dépend avant tout de trois critères:
– Quel type d'acier Inox et quelle structure de ce dernier doit être décapé?
– Quel degré de calaminage présente t-il?– À quelles exigences la surface de l'acier décapé doit elle satisfaire?
Note importanteL'acier décapé doit être rincé après le nettoyage pour éliminer tout acide et être sec avant le traitement suivant.Les cadres contiennent des vides dans lesquels l'acier décapé peut se déposer. De telles constructions doivent êtrestockées debout pendant une journée avant leur meulage. Il n'y aura ainsi plus de restes d'acide qui, après la finition,pourrait laisser une coloration blanche à la surface de l'acier Inox.
Fig. 201 Décapage du cordon de soudure
Fig. 203 Cordon de soudure en acier Inox avant et après le décapage
Fig. 202 Décapeur
Chimique Mécanique Décapage dans un bain Grenaillage abrasif (p. ex. avec du corindon)
Décapage avec de la pâte décapante (décapage de cordon) Grenaillage aux microbilles de verre
Passivage de complément (après le décapage) Granulés CO2
Décapage anodique et polissage électrochimique Polissage
Meuler
Débris de noisettes et de noix
Brosses et poils en acier Inox
Vous obtiendrez de plus amples informations sur l'acier Inox et son traitement auprès de l'association suivante:Informationsstelle Edelstahl Rostfrei, Postfach 10 2205, 40013 Düsseldorf (www.edelstahl-rostfrei.de)

63
Brossage UsinageSystèmes de profilés Jansen
03/2011
Fig 204 Collage d'un film protecteur sur les supports de travail
Fig. 205 Supports de travail dotés de caoutchouc
Fig. 206 Fig. 207 Utiliser des supports en bois ou en plastique pour le serrage
Les surfaces d'appui des blocs de travail doivent d'abordêtre recouvertes d'un film protecteur ou être pourvues decaoutchouc avant d'usiner des cadres en acier Inox. Les cadres à meuler pourraient sinon se décaler en raison desvibrations des meuleuses et laisser des rayures sur la surface meulée (Fig. 204/205).
Un serrage supplémentaire du cadre avec des supports detravail empêchent que ce dernier ne se déplace et confère àla construction un appui sûr.
Avis:Utiliser impérativement des supports en bois ou en plastique pour protéger les surfaces meulées en acier Inox(Fig. 206/207).
Incorrect Correct
64
UsinageSystèmes de profilés Jansen
Brossage
03/2011
Fig. 208 Meuleuses pour acier Inox Fig. 209 Disque fibre et plateau
Fig. 210 Traitement de l'angle soudé de l'intérieur vers l'extérieur
Fig. 211 Utilisation d'un masque respiratoire protecteur et de lunettes
Pour le meulage des cordons de soudure, nous recomman-dons p. ex. des meuleuses d'angle et des disques fibre àréglage progressif de la vitesse (Fig. 208/209).Une pression de serrage trop élevée peut entraîner une coloration du matériau due à la chaleur. Veiller à ce qu'ungrain trop grossier ne puisse provoquer des rayures de meulage qui seraient difficiles à éliminer avant la finition. Meuler si possible les angles soudés en partant de l'intérieurde l'angle. Vous disposerez ainsi de la plus grande surfaced'appui possible qui vous permettra de guider la machineavec précision (Fig. 210).
Nous renvoyons dans les illustrations suivantes (Fig. 208 à264) à des produits de meulage et à des recommandationsde la société 3M AG.
AvisVeiller lors du meulage de profilés en acier Inox à ne pas exercer une pression trop élevée sur la meule. Il en résulterait une surchauffe du matériau qui se gauchiraitdans l'angle de soudage. Une telle erreur ne peut plus êtrecorrigée.
Mesures de protectionIl est impératif de porter un masque respiratoire protecteuret des lunettes pour le meulage et le soudage d'acier Inox(Fig. 211).

65
Brossage Variante 1: Profilé soudé avec du métal d'apport (5 étapes)
UsinageSystèmes de profilés Jansen
03/2011
Fig. 213 Meuleuse d'angle à disque fibre haut rendement 3M spécial pour acier Inox grain de 100-120
Fig. 214 Toujours meuler le profilé dans le même sens
Fig. 212 Angle de profilé WIG/TIG soudé avec métal d'apport (rechargement)
Variante 1
Profilé soudé avec métal d'apport.Rechargement.En 5 étapes pour obtenir la finition désirée.
Opération recommandée quand les profilés en acier Inoxsont dégrossis
Situation de départ:Profilé WIG/TIG soudé (avec métal d'apport) conformémentau chapitre Soudage de profilés en acier Inox (Fig. 212).
Étape 1
Dégrossissage: P. ex. avec une meuleuse d'angle (un réglage progressif de la vitesse serait avantageux), un disque fibre haut rendement 3M spécial pour l'acier Inox, grain de 100-120 et le plateau haut rendement correspondant (Fig. 213)
Veiller lors du dégrossissage à respecter le sens de meulage des profilés
Sens de brossageLes profilés en acier Inox que nous livrons sont dans la plupart des cas brossés à un grain de 200-240. Après le soudage, les deux sens du brossage se situent enun angle à 90° l'un par rapport à l'autre. Nous recomman-dons de meuler les profilés de l'intérieur vers l'extérieurpour obtenir une micrographie optimale (Fig. 214 à 217).
But:Obtention d'une surface géométriquement plane pour letraitement ultérieur.
Incorrect
Sens du brossage
Sen
s du brossag
e
66
UsinageSystèmes de profilés Jansen
Brossage Variante 1: Profilé soudé avec du métal d'apport (5 étapes)
03/2011
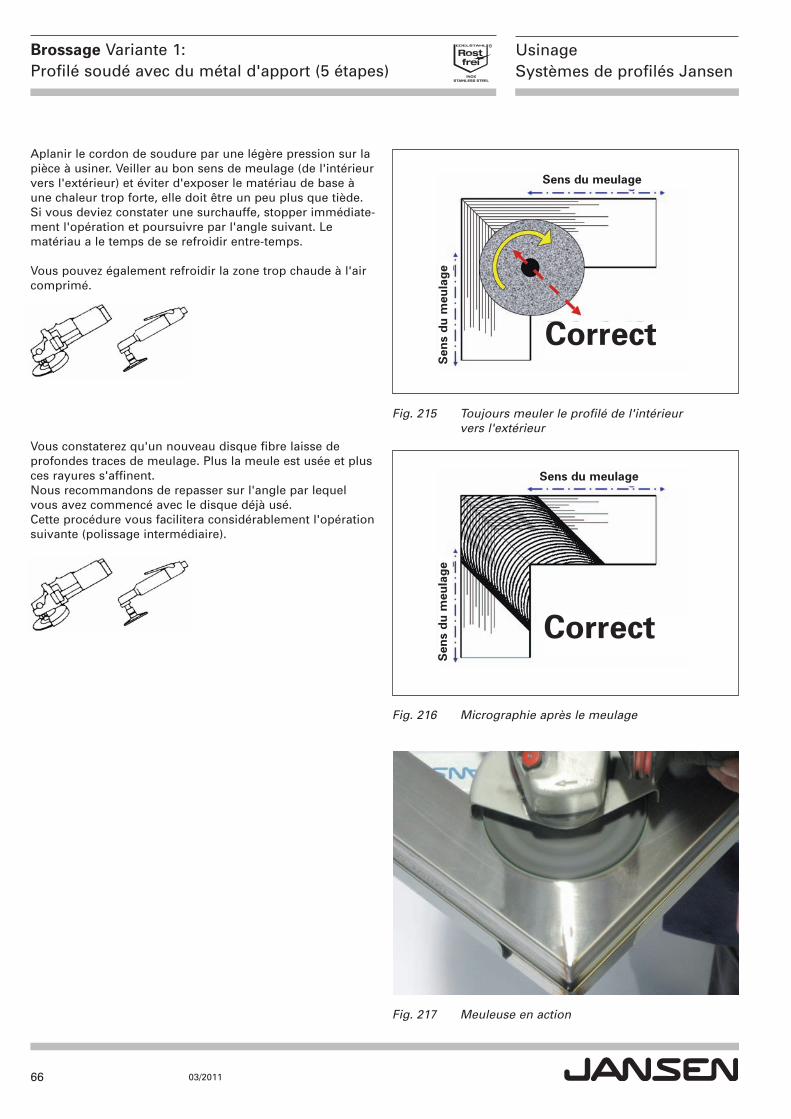
Aplanir le cordon de soudure par une légère pression sur lapièce à usiner. Veiller au bon sens de meulage (de l'intérieurvers l'extérieur) et éviter d'exposer le matériau de base àune chaleur trop forte, elle doit être un peu plus que tiède. Si vous deviez constater une surchauffe, stopper immédiate-ment l'opération et poursuivre par l'angle suivant. Le matériau a le temps de se refroidir entre-temps.
Vous pouvez également refroidir la zone trop chaude à l'aircomprimé.
Vous constaterez qu'un nouveau disque fibre laisse de profondes traces de meulage. Plus la meule est usée et plusces rayures s'affinent.Nous recommandons de repasser sur l'angle par lequelvous avez commencé avec le disque déjà usé.Cette procédure vous facilitera considérablement l'opérationsuivante (polissage intermédiaire).
Fig. 215 Toujours meuler le profilé de l'intérieur vers l'extérieur
Fig. 216 Micrographie après le meulage
Fig. 217 Meuleuse en action
Sens du meulage
Sen
s du m
eulage
Sens du meulage
Sen
s du m
eulage
Correct
Correct
67
Brossage Variante 1: Profilé soudé avec du métal d'apport (5 étapes)
UsinageSystèmes de profilés Jansen
03/2011
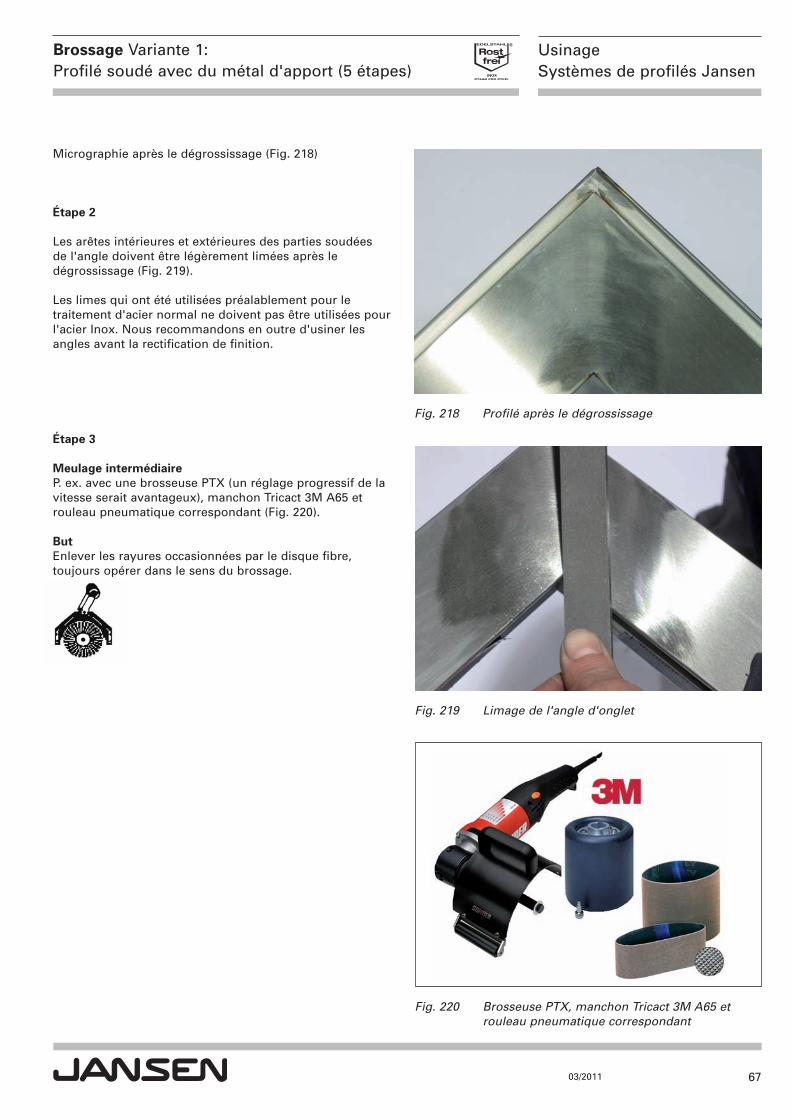
Fig. 218 Profilé après le dégrossissage
Fig. 220 Brosseuse PTX, manchon Tricact 3M A65 et rouleau pneumatique correspondant
Fig. 219 Limage de l'angle d'onglet
Micrographie après le dégrossissage (Fig. 218)
Étape 2
Les arêtes intérieures et extérieures des parties soudées de l'angle doivent être légèrement limées après le dégrossissage (Fig. 219).
Les limes qui ont été utilisées préalablement pour le traitement d'acier normal ne doivent pas être utilisées pourl'acier Inox. Nous recommandons en outre d'usiner les angles avant la rectification de finition.
Étape 3
Meulage intermédiaire P. ex. avec une brosseuse PTX (un réglage progressif de lavitesse serait avantageux), manchon Tricact 3M A65 et rouleau pneumatique correspondant (Fig. 220).
ButEnlever les rayures occasionnées par le disque fibre, toujours opérer dans le sens du brossage.

68
UsinageSystèmes de profilés Jansen
Brossage Variante 1: Profilé soudé avec du métal d'apport (5 étapes)
03/2011
Fig. 221 Brossage intermédiaire avec polisseuse longitudinale et manchon abrasif
Fig. 222 Poli avant le brossage de l'onglet
Fig. 223 Bande de glissement 3M
Brossage intermédiaire avec polisseuse longitudianle et manchon abrasif Tricact.Veiller à ce que toutes les traces du dégrossissage disparaissent. Elles resteraient sinon définitivement visibles(Fig. 221).
NoteVeiller à ce que le rouleau pneumatique ne soit pas tropgonflé. Il est recommandé de réduire de nouveau un peu la pression après avoir rempli le rouleau avec p. ex. de l'air comprimé ou une pompe à main. Il doit être possible d'opérer une légère pression sur le rouleau. Cela garantiraque le manchon abrasif Tricact s'adaptera mieux à la surfaceà traiter lors du brossage.
Profilé après le brossage intermédiaire (Fig. 222).
Étape 4
Pour obtenir un onglet propre, utiliser p. ex. une brosseusePTX, un rouleau pneumatique, un manchon Tricact A65 etune bande de glissement autocollante 3M surcomprimée capable de résister à de grandes sollicitations mécaniques(Fig. 223).
69
Brossage Variante 1: Profilé soudé avec du métal d'apport (5 étapes)
UsinageSystèmes de profilés Jansen
03/2011
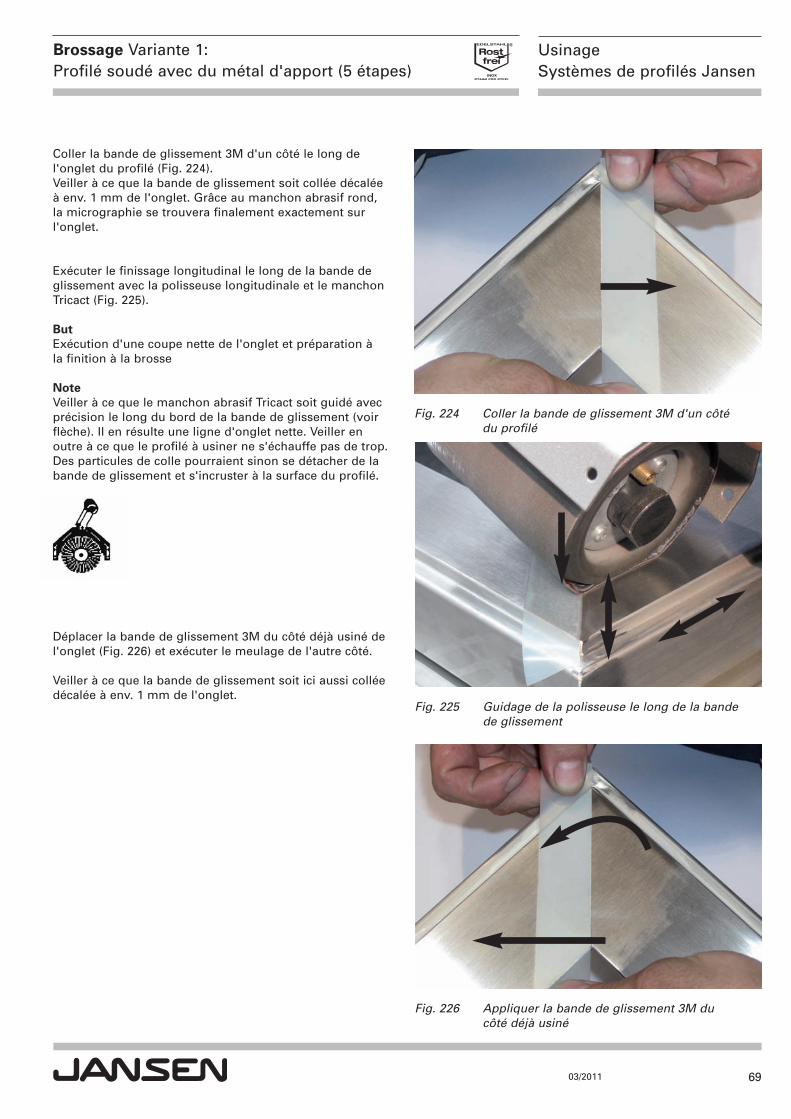
Fig. 224 Coller la bande de glissement 3M d'un côté du profilé
Fig. 225 Guidage de la polisseuse le long de la bande de glissement
Fig. 226 Appliquer la bande de glissement 3M du côté déjà usiné
Coller la bande de glissement 3M d'un côté le long de l'onglet du profilé (Fig. 224).Veiller à ce que la bande de glissement soit collée décalée à env. 1 mm de l'onglet. Grâce au manchon abrasif rond, la micrographie se trouvera finalement exactement sur l'onglet.
Exécuter le finissage longitudinal le long de la bande de glissement avec la polisseuse longitudinale et le manchonTricact (Fig. 225).
ButExécution d'une coupe nette de l'onglet et préparation à la finition à la brosse
NoteVeiller à ce que le manchon abrasif Tricact soit guidé avecprécision le long du bord de la bande de glissement (voirflèche). Il en résulte une ligne d'onglet nette. Veiller en outre à ce que le profilé à usiner ne s'échauffe pas de trop.Des particules de colle pourraient sinon se détacher de labande de glissement et s'incruster à la surface du profilé.
Déplacer la bande de glissement 3M du côté déjà usiné del'onglet (Fig. 226) et exécuter le meulage de l'autre côté.
Veiller à ce que la bande de glissement soit ici aussi colléedécalée à env. 1 mm de l'onglet.
70
UsinageSystèmes de profilés Jansen
Brossage Variante 1: Profilé soudé avec du métal d'apport (5 étapes)
03/2011
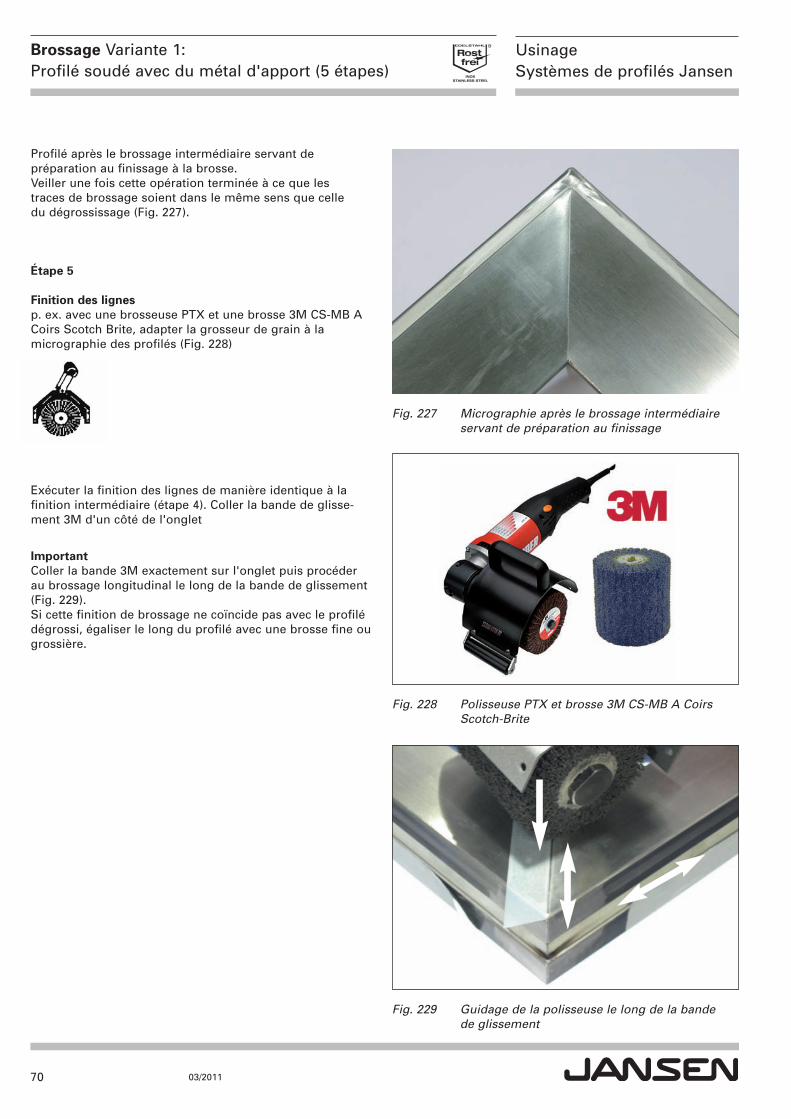
Fig. 227 Micrographie après le brossage intermédiaire servant de préparation au finissage
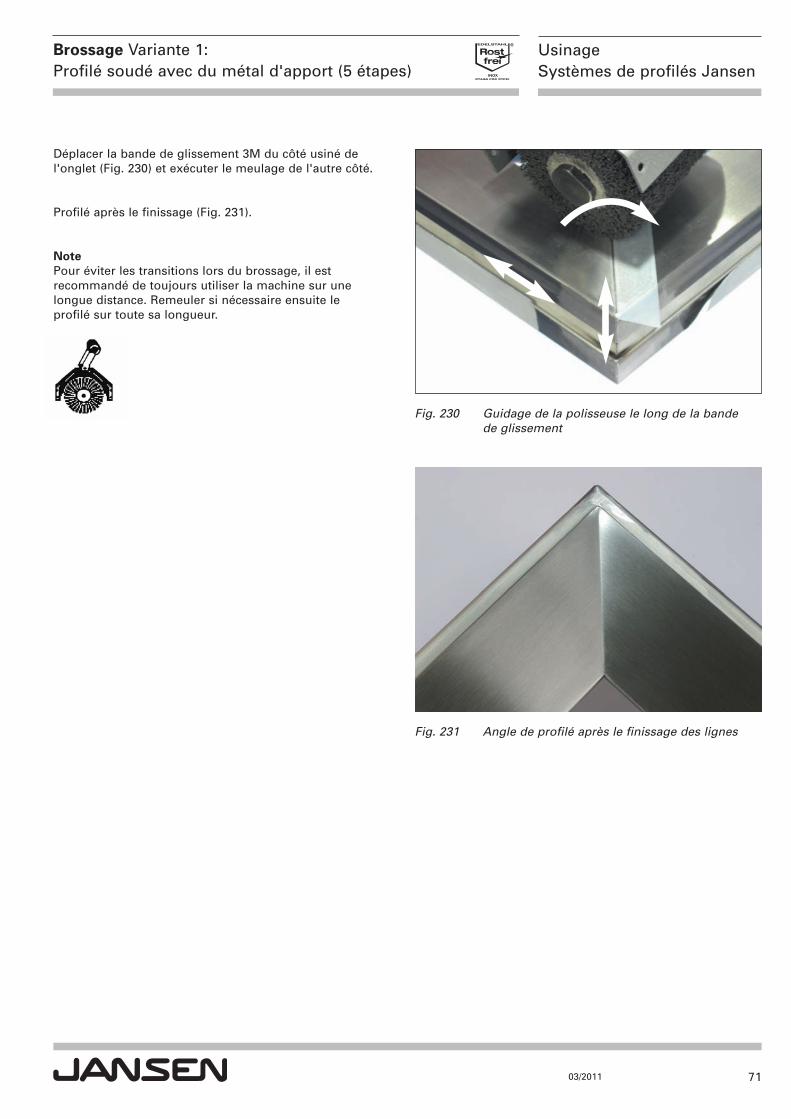
Fig. 229 Guidage de la polisseuse le long de la bande de glissement
Fig. 228 Polisseuse PTX et brosse 3M CS-MB A Coirs Scotch-Brite
Profilé après le brossage intermédiaire servant de préparation au finissage à la brosse.Veiller une fois cette opération terminée à ce que les traces de brossage soient dans le même sens que celle du dégrossissage (Fig. 227).
Étape 5
Finition des lignesp. ex. avec une brosseuse PTX et une brosse 3M CS-MB ACoirs Scotch Brite, adapter la grosseur de grain à la micrographie des profilés (Fig. 228)
Exécuter la finition des lignes de manière identique à la finition intermédiaire (étape 4). Coller la bande de glisse-ment 3M d'un côté de l'onglet
ImportantColler la bande 3M exactement sur l'onglet puis procéder au brossage longitudinal le long de la bande de glissement(Fig. 229).Si cette finition de brossage ne coïncide pas avec le profilédégrossi, égaliser le long du profilé avec une brosse fine ougrossière.
71
Brossage Variante 1: Profilé soudé avec du métal d'apport (5 étapes)
UsinageSystèmes de profilés Jansen
03/2011
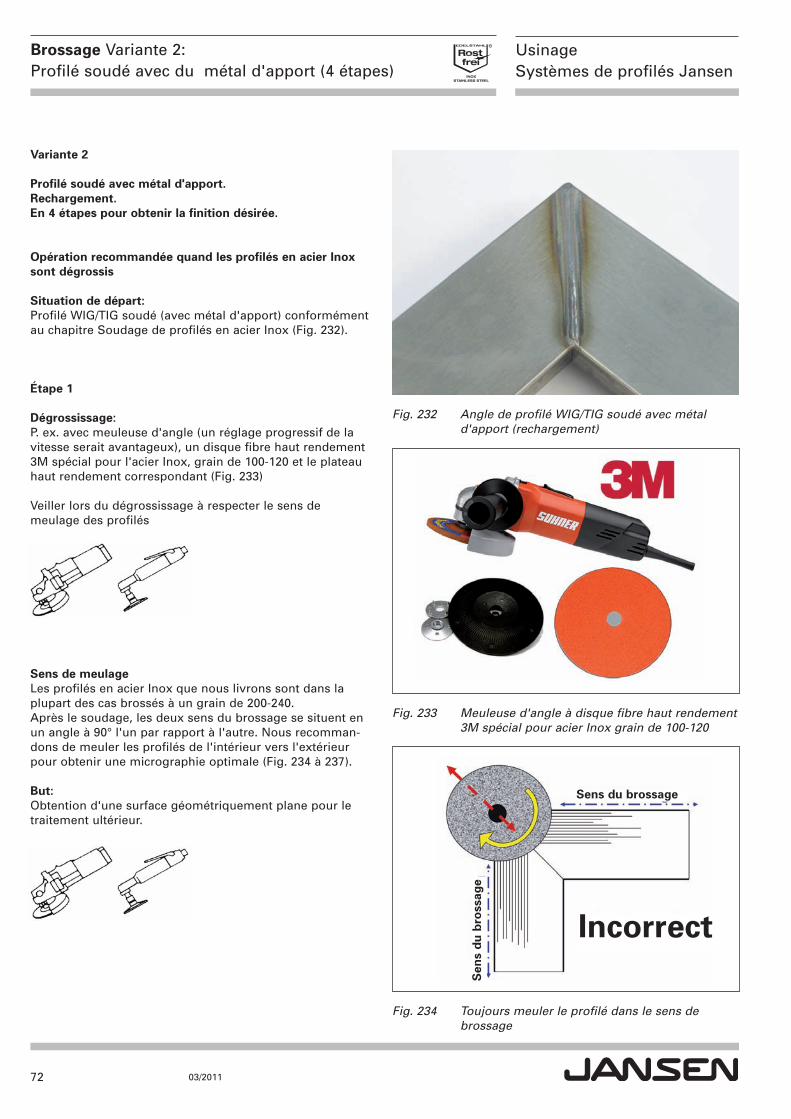
Fig. 231 Angle de profilé après le finissage des lignes
Fig. 230 Guidage de la polisseuse le long de la bande de glissement
Déplacer la bande de glissement 3M du côté usiné de l'onglet (Fig. 230) et exécuter le meulage de l'autre côté.
Profilé après le finissage (Fig. 231).
NotePour éviter les transitions lors du brossage, il est recommandé de toujours utiliser la machine sur une longue distance. Remeuler si nécessaire ensuite le profilé sur toute sa longueur.
72
UsinageSystèmes de profilés Jansen
Brossage Variante 2: Profilé soudé avec du métal d'apport (4 étapes)
03/2011
Fig. 233 Meuleuse d'angle à disque fibre haut rendement 3M spécial pour acier Inox grain de 100-120
Fig. 234 Toujours meuler le profilé dans le sens de brossage
Fig. 232 Angle de profilé WIG/TIG soudé avec métal d'apport (rechargement)
Variante 2
Profilé soudé avec métal d'apport.Rechargement.En 4 étapes pour obtenir la finition désirée.
Opération recommandée quand les profilés en acier Inoxsont dégrossis
Situation de départ:Profilé WIG/TIG soudé (avec métal d'apport) conformémentau chapitre Soudage de profilés en acier Inox (Fig. 232).
Étape 1
Dégrossissage: P. ex. avec meuleuse d'angle (un réglage progressif de la vitesse serait avantageux), un disque fibre haut rendement3M spécial pour l'acier Inox, grain de 100-120 et le plateauhaut rendement correspondant (Fig. 233)
Veiller lors du dégrossissage à respecter le sens de meulage des profilés
Sens de meulageLes profilés en acier Inox que nous livrons sont dans la plupart des cas brossés à un grain de 200-240.Après le soudage, les deux sens du brossage se situent enun angle à 90° l'un par rapport à l'autre. Nous recomman-dons de meuler les profilés de l'intérieur vers l'extérieurpour obtenir une micrographie optimale (Fig. 234 à 237).
But:Obtention d'une surface géométriquement plane pour letraitement ultérieur.
Sens du brossage
Sen
s du brossag
e
Incorrect
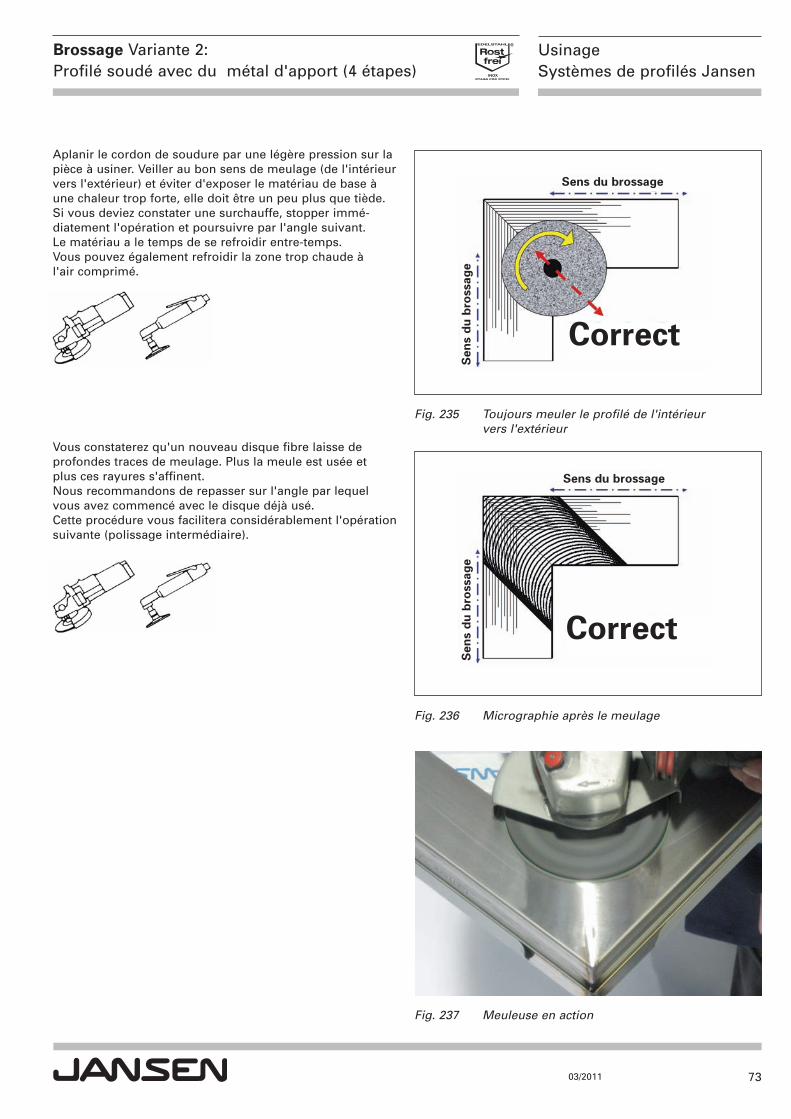
73
Brossage Variante 2: Profilé soudé avec du métal d'apport (4 étapes)
UsinageSystèmes de profilés Jansen
03/2011
Aplanir le cordon de soudure par une légère pression sur lapièce à usiner. Veiller au bon sens de meulage (de l'intérieurvers l'extérieur) et éviter d'exposer le matériau de base àune chaleur trop forte, elle doit être un peu plus que tiède.Si vous deviez constater une surchauffe, stopper immé-diatement l'opération et poursuivre par l'angle suivant. Le matériau a le temps de se refroidir entre-temps.Vous pouvez également refroidir la zone trop chaude à l'air comprimé.
Vous constaterez qu'un nouveau disque fibre laisse de profondes traces de meulage. Plus la meule est usée et plus ces rayures s'affinent.Nous recommandons de repasser sur l'angle par lequelvous avez commencé avec le disque déjà usé.Cette procédure vous facilitera considérablement l'opérationsuivante (polissage intermédiaire).
Fig. 235 Toujours meuler le profilé de l'intérieur vers l'extérieur
Fig. 236 Micrographie après le meulage
Fig. 237 Meuleuse en action
Sens du brossage
Sen
s du brossag
e
Correct
Sens du brossageSen
s du brossag
e
Correct
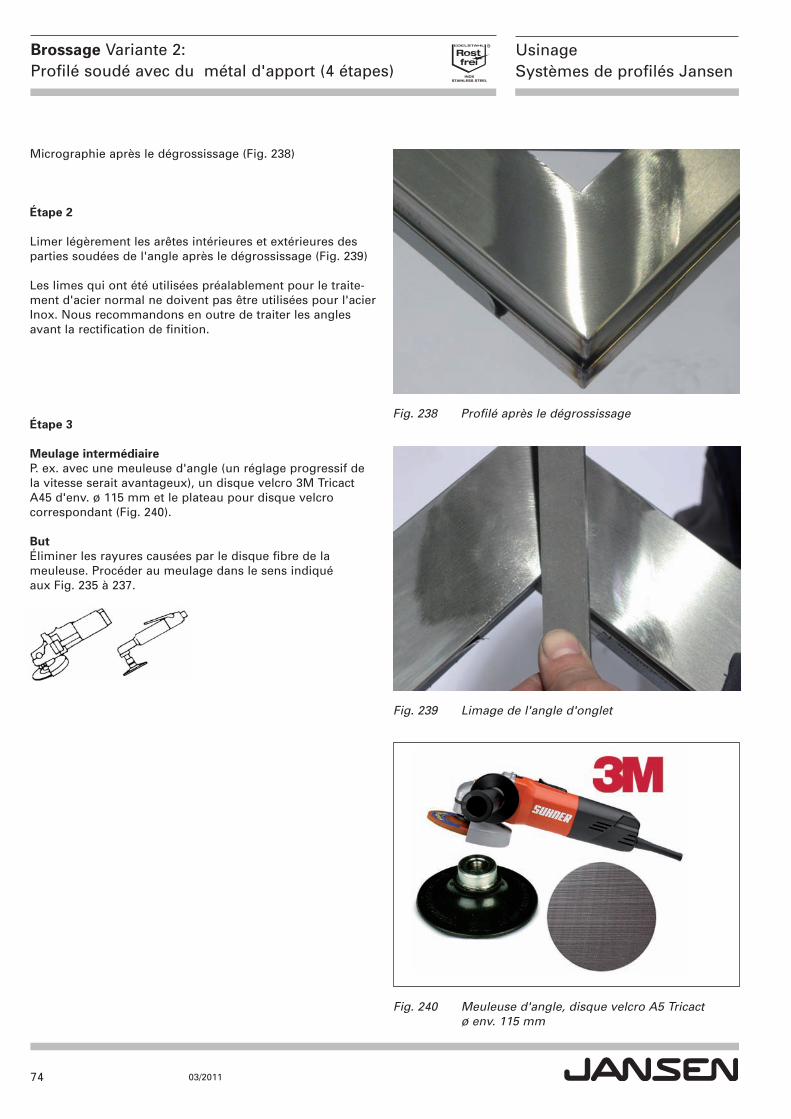
74
UsinageSystèmes de profilés Jansen
Brossage Variante 2: Profilé soudé avec du métal d'apport (4 étapes)
03/2011
Fig. 238 Profilé après le dégrossissage
Fig. 240 Meuleuse d'angle, disque velcro A5 Tricact ø env. 115 mm
Fig. 239 Limage de l'angle d'onglet
Micrographie après le dégrossissage (Fig. 238)
Étape 2
Limer légèrement les arêtes intérieures et extérieures desparties soudées de l'angle après le dégrossissage (Fig. 239)
Les limes qui ont été utilisées préalablement pour le traite-ment d'acier normal ne doivent pas être utilisées pour l'acierInox. Nous recommandons en outre de traiter les anglesavant la rectification de finition.
Étape 3
Meulage intermédiaire P. ex. avec une meuleuse d'angle (un réglage progressif dela vitesse serait avantageux), un disque velcro 3M TricactA45 d'env. ø 115 mm et le plateau pour disque velcro correspondant (Fig. 240).
ButÉliminer les rayures causées par le disque fibre de la meuleuse. Procéder au meulage dans le sens indiqué aux Fig. 235 à 237.
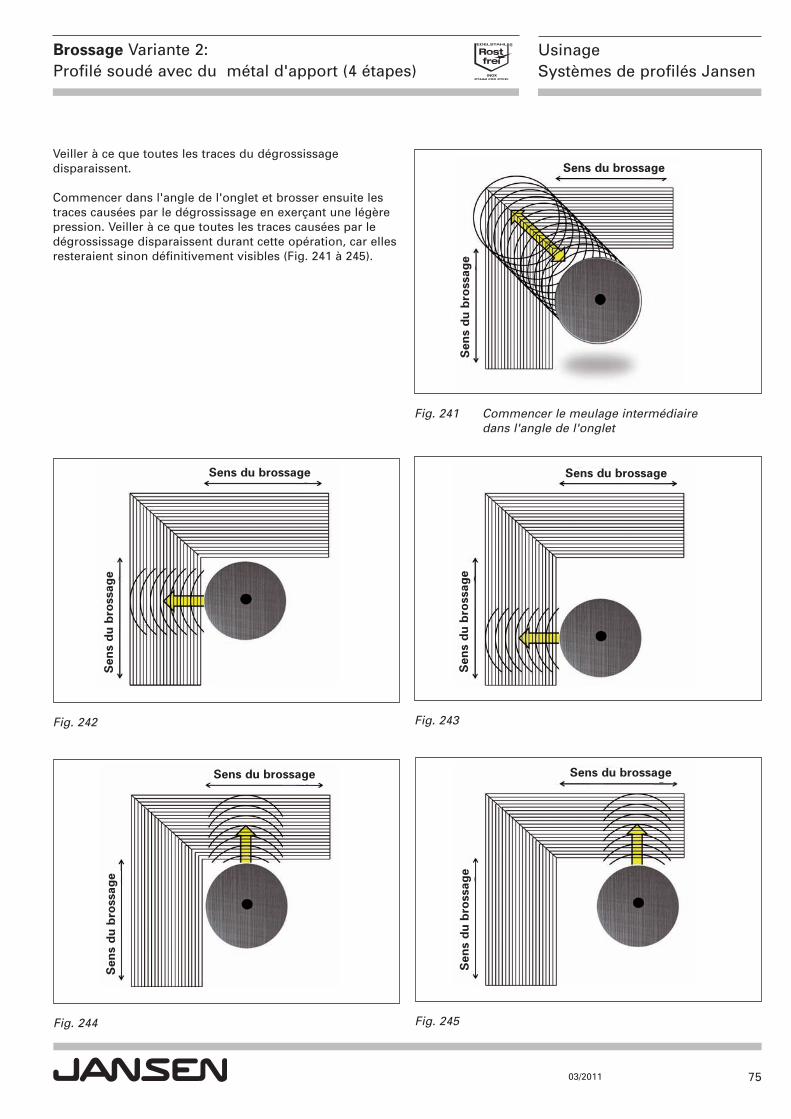
75
Brossage Variante 2: Profilé soudé avec du métal d'apport (4 étapes)
UsinageSystèmes de profilés Jansen
03/2011
Fig. 241 Commencer le meulage intermédiaire dans l'angle de l'onglet
Fig. 243
Fig. 245
Fig. 242
Fig. 244
Veiller à ce que toutes les traces du dégrossissage disparaissent.
Commencer dans l'angle de l'onglet et brosser ensuite lestraces causées par le dégrossissage en exerçant une légèrepression. Veiller à ce que toutes les traces causées par le dégrossissage disparaissent durant cette opération, car ellesresteraient sinon définitivement visibles (Fig. 241 à 245).
Sens du brossage
Sen
s du brossag
e
Sens du brossage
Sen
s du brossag
eSens du brossage
Sen
s du brossag
e
Sens du brossage
Sen
s du brossag
e
Sens du brossage
Sen
s du brossag
e
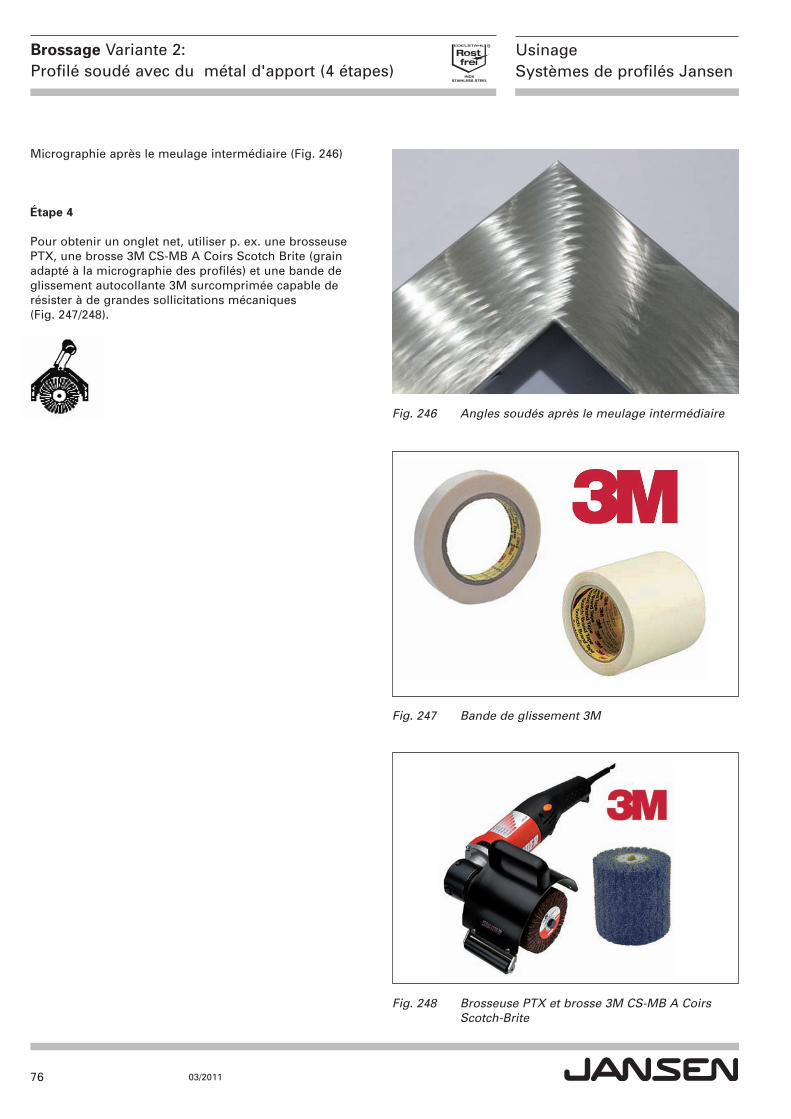
76
UsinageSystèmes de profilés Jansen
Brossage Variante 2: Profilé soudé avec du métal d'apport (4 étapes)
03/2011
Micrographie après le meulage intermédiaire (Fig. 246)
Étape 4
Pour obtenir un onglet net, utiliser p. ex. une brosseusePTX, une brosse 3M CS-MB A Coirs Scotch Brite (grainadapté à la micrographie des profilés) et une bande de glissement autocollante 3M surcomprimée capable de résister à de grandes sollicitations mécaniques (Fig. 247/248).
Fig. 248 Brosseuse PTX et brosse 3M CS-MB A Coirs Scotch-Brite
Fig. 247 Bande de glissement 3M
Fig. 246 Angles soudés après le meulage intermédiaire
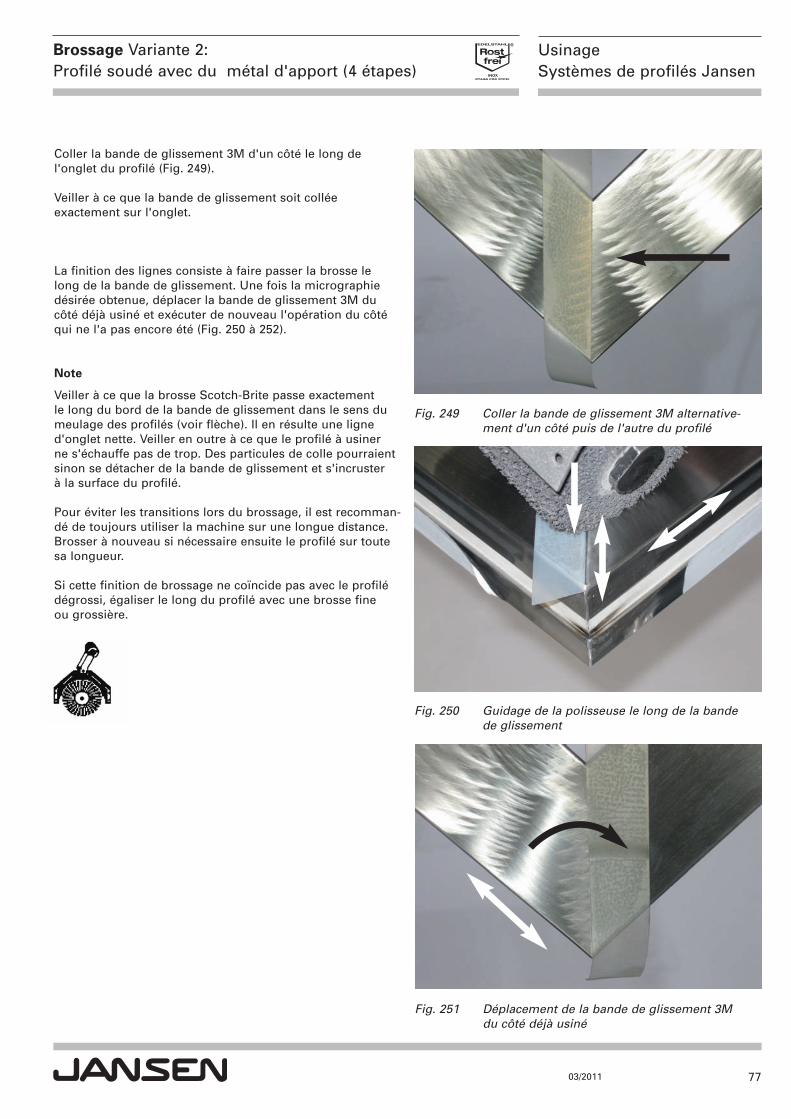
77
Brossage Variante 2: Profilé soudé avec du métal d'apport (4 étapes)
UsinageSystèmes de profilés Jansen
03/2011
Coller la bande de glissement 3M d'un côté le long de l'onglet du profilé (Fig. 249).
Veiller à ce que la bande de glissement soit collée exactement sur l'onglet.
La finition des lignes consiste à faire passer la brosse le long de la bande de glissement. Une fois la micrographiedésirée obtenue, déplacer la bande de glissement 3M du côté déjà usiné et exécuter de nouveau l'opération du côtéqui ne l'a pas encore été (Fig. 250 à 252).
Note
Veiller à ce que la brosse Scotch-Brite passe exactement le long du bord de la bande de glissement dans le sens dumeulage des profilés (voir flèche). Il en résulte une ligned'onglet nette. Veiller en outre à ce que le profilé à usiner ne s'échauffe pas de trop. Des particules de colle pourraientsinon se détacher de la bande de glissement et s'incruster à la surface du profilé.
Pour éviter les transitions lors du brossage, il est recomman-dé de toujours utiliser la machine sur une longue distance. Brosser à nouveau si nécessaire ensuite le profilé sur toutesa longueur.
Si cette finition de brossage ne coïncide pas avec le profilédégrossi, égaliser le long du profilé avec une brosse fine ou grossière.
Fig. 249 Coller la bande de glissement 3M alternative- ment d'un côté puis de l'autre du profilé
Fig. 250 Guidage de la polisseuse le long de la bande de glissement
Fig. 251 Déplacement de la bande de glissement 3M du côté déjà usiné
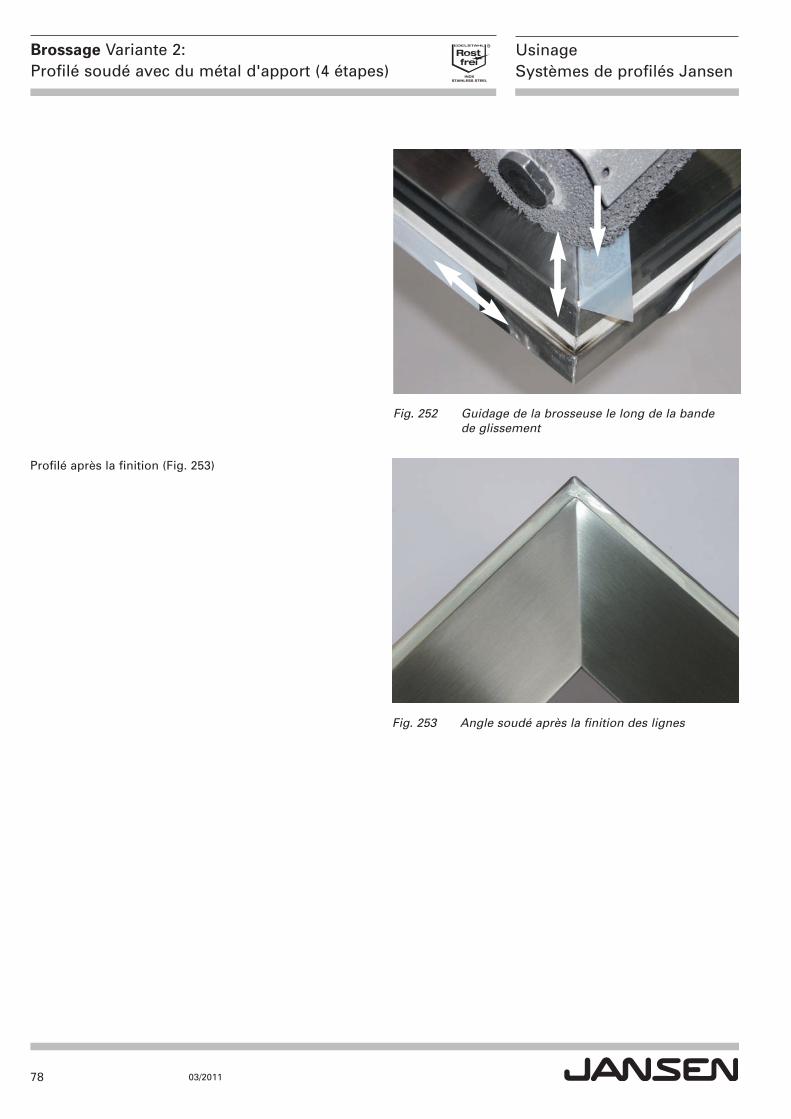
78
UsinageSystèmes de profilés Jansen
Brossage Variante 2: Profilé soudé avec du métal d'apport (4 étapes)
03/2011
Profilé après la finition (Fig. 253)
Fig. 252 Guidage de la brosseuse le long de la bande de glissement
Fig. 253 Angle soudé après la finition des lignes
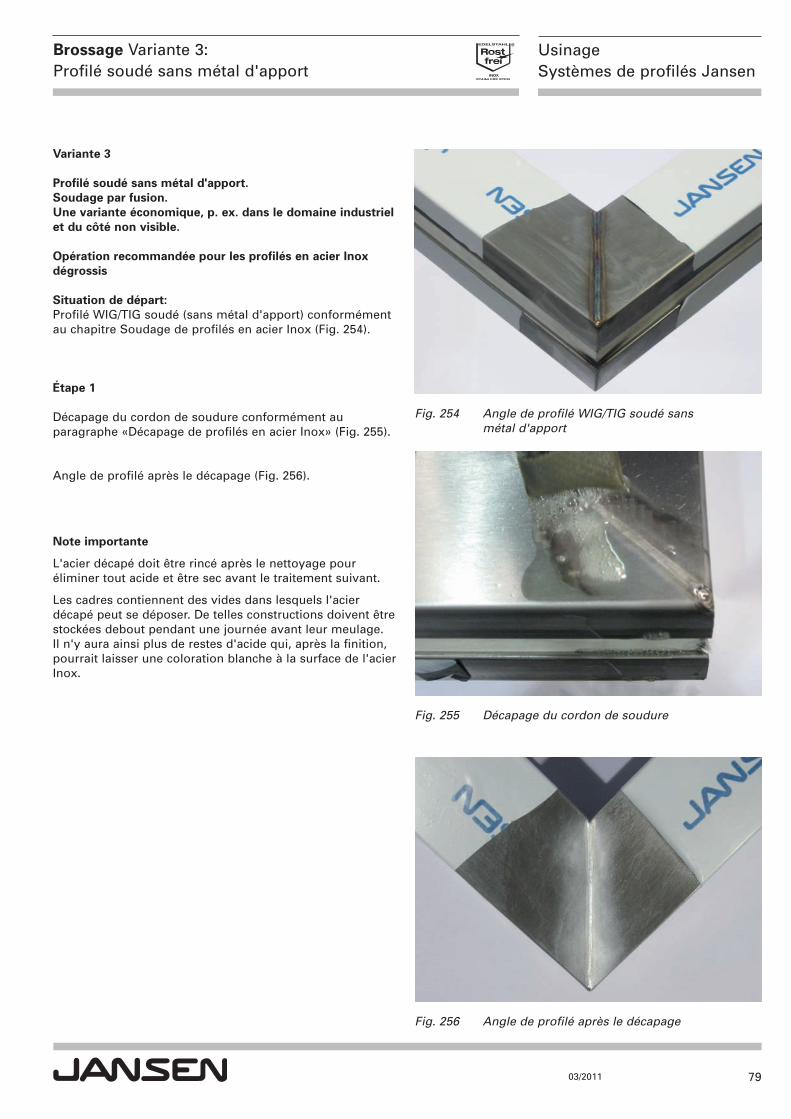
79
Brossage Variante 3:Profilé soudé sans métal d'apport
UsinageSystèmes de profilés Jansen
03/2011
Fig. 254 Angle de profilé WIG/TIG soudé sans métal d'apport
Fig. 255 Décapage du cordon de soudure
Fig. 256 Angle de profilé après le décapage
Variante 3
Profilé soudé sans métal d'apport.Soudage par fusion.Une variante économique, p. ex. dans le domaine industrielet du côté non visible.
Opération recommandée pour les profilés en acier Inox dégrossis
Situation de départ:Profilé WIG/TIG soudé (sans métal d'apport) conformémentau chapitre Soudage de profilés en acier Inox (Fig. 254).
Étape 1
Décapage du cordon de soudure conformément au paragraphe «Décapage de profilés en acier Inox» (Fig. 255).
Angle de profilé après le décapage (Fig. 256).
Note importante
L'acier décapé doit être rincé après le nettoyage pour éliminer tout acide et être sec avant le traitement suivant.
Les cadres contiennent des vides dans lesquels l'acier décapé peut se déposer. De telles constructions doivent êtrestockées debout pendant une journée avant leur meulage. Il n'y aura ainsi plus de restes d'acide qui, après la finition,pourrait laisser une coloration blanche à la surface de l'acierInox.

80
UsinageSystèmes de profilés Jansen
Brossage Variante 3:Profilé soudé sans métal d'apport
03/2011
Fig. 258 Brosseuse PTX et brosse 3M CS-MB A Coirs Scotch-Brite
Fig. 257 Bande de glissement 3M
Fig. 259 Coller la bande de glissement 3M alternative- ment d'un côté puis de l'autre du profilé (coller la bande de glissement directement sur l'onglet)
Étape 2
Pour obtenir un onglet net, utiliser p. ex. une brosseusePTX, une brosse 3M CS-MB A Coirs Scotch Brite (grainadapté à la micrographie des profilés) et une bande de glissement autocollante 3M surcomprimée capable de résister à de grandes sollicitations mécaniques (Fig. 257/258).
Coller la bande de glissement 3M d'un côté le long de l'onglet du profilé (Fig. 259).
Veiller à ce que la bande de glissement soit collée exactement sur l'onglet.
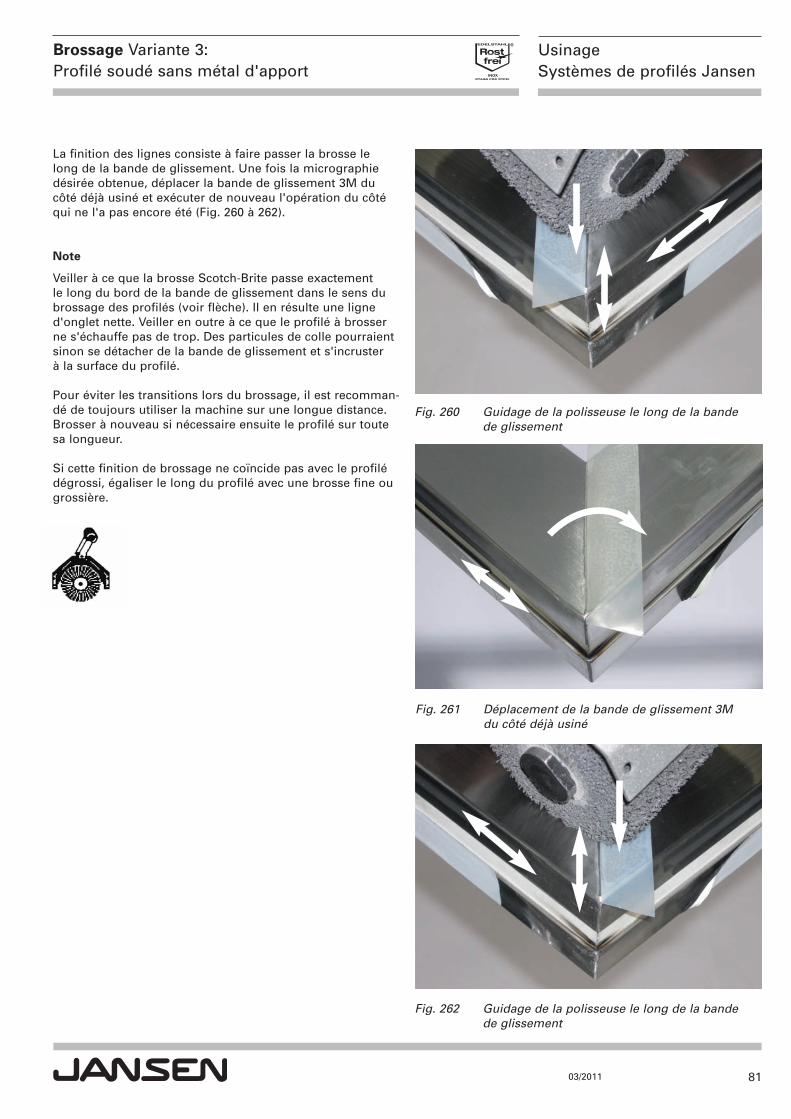
81
Brossage Variante 3:Profilé soudé sans métal d'apport
UsinageSystèmes de profilés Jansen
03/2011
Fig. 260 Guidage de la polisseuse le long de la bande de glissement
Fig. 261 Déplacement de la bande de glissement 3M du côté déjà usiné
Fig. 262 Guidage de la polisseuse le long de la bande de glissement
La finition des lignes consiste à faire passer la brosse le long de la bande de glissement. Une fois la micrographiedésirée obtenue, déplacer la bande de glissement 3M du côté déjà usiné et exécuter de nouveau l'opération du côtéqui ne l'a pas encore été (Fig. 260 à 262).
Note
Veiller à ce que la brosse Scotch-Brite passe exactement le long du bord de la bande de glissement dans le sens dubrossage des profilés (voir flèche). Il en résulte une ligned'onglet nette. Veiller en outre à ce que le profilé à brosser ne s'échauffe pas de trop. Des particules de colle pourraient sinon se détacher de la bande de glissement et s'incruster à la surface du profilé.
Pour éviter les transitions lors du brossage, il est recomman-dé de toujours utiliser la machine sur une longue distance.Brosser à nouveau si nécessaire ensuite le profilé sur toutesa longueur.
Si cette finition de brossage ne coïncide pas avec le profilédégrossi, égaliser le long du profilé avec une brosse fine ougrossière.
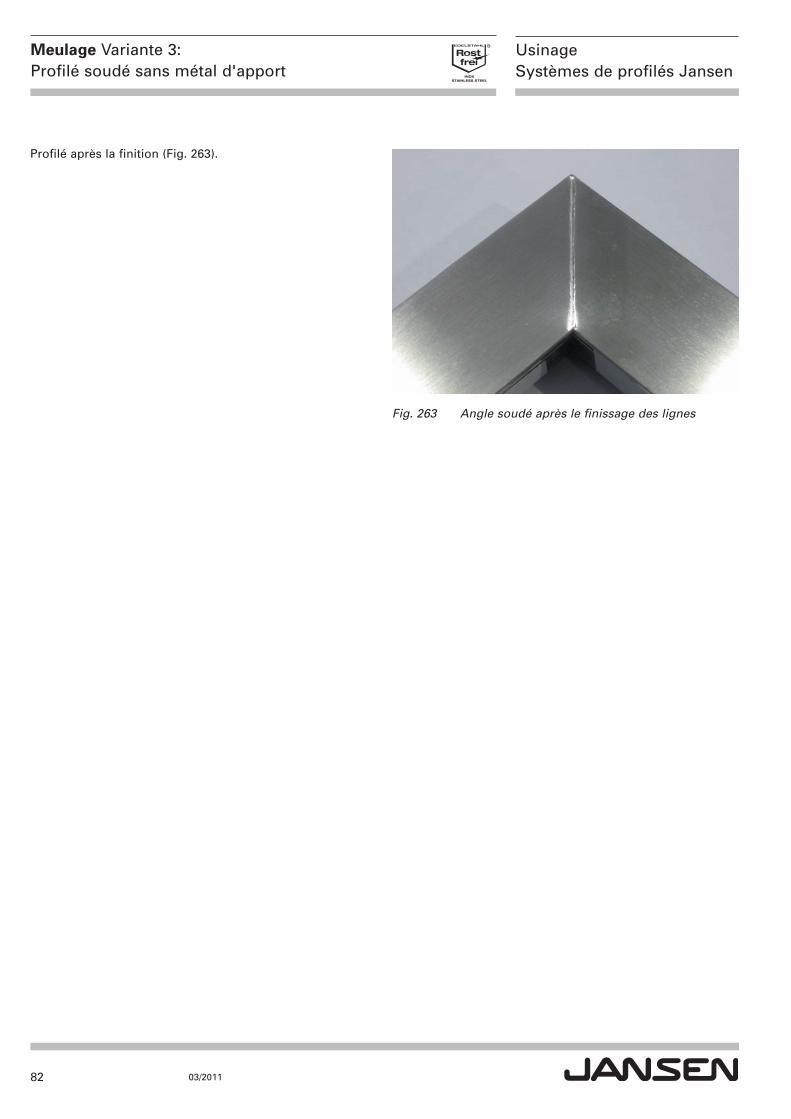
82
UsinageSystèmes de profilés Jansen
Meulage Variante 3:Profilé soudé sans métal d'apport
03/2011
Fig. 263 Angle soudé après le finissage des lignes
Profilé après la finition (Fig. 263).

83
Nettoyage et entretien de profilés en acier Inox UsinageSystèmes de profilés Jansen
03/2011
Fig. 264
AvisL'acier Inox doit sa résistance à la corrosion à une couchemicroscopique de protection auto-oxydante qui est cepen-dant détruite lors du meulage. Cette dernière se reforme cependant en l'espace d'environ 24 heures et empêche lesprofilés de se corroder et de se colorer. La condition à la formation d'une couche passive homogène et dense est unesurface métallique nette et propre.
L'application immédiate de détergents pour acier Inox et autres produits de protection empêche la couche passive dese former. La surface du profilé pourrait p. ex. se colorer ultérieurement.
Nettoyage et entretien de profilés en acier InoxUn chiffon humide suffit à l'entretien quotidien de l'acierInox. Nous recommandons p. ex. l'utilisation d'un chiffonde nettoyage non-tissé en microfibre 3M Scotch-Brite 2060.Nettoyer l'élément en acier Inox avec un chiffon humide (lecas échéant avec un peu de produit à vaisselle usuel) et polirensuite avec un chiffon doux non pelucheux jusqu'à ce quela surface soit sèche.
Un détergent pour acier Inox devrait cependant être utiliséplusieurs fois par mois (tel que Clean & Polish 3M). Ce dernier protège le matériau après le nettoyage avec un film de protection en huile silicone.
L'entretien de l'acier Inox permet d'enlever sans problème lagraisse et tout autre type de contamination.
Ne pas utiliser de produit abrasif ou de solvant. Des produitsd'entretien spéciaux pour l'acier Inox poli sont en vente chezles spécialistes (Fig. 264).
Vous obtiendrez de plus amples informations sur l'acier Inox et son traitement auprès des associations suivantes:
Informationsstelle Edelstahl RostfreiPostfach 10 2205 40013 Düsseldorf
www.edelstahl-rostfrei.de
International Stainless Steel ForumRue Colonel Bourg 1201140 Brüssel/BE
www.worldstainless.org
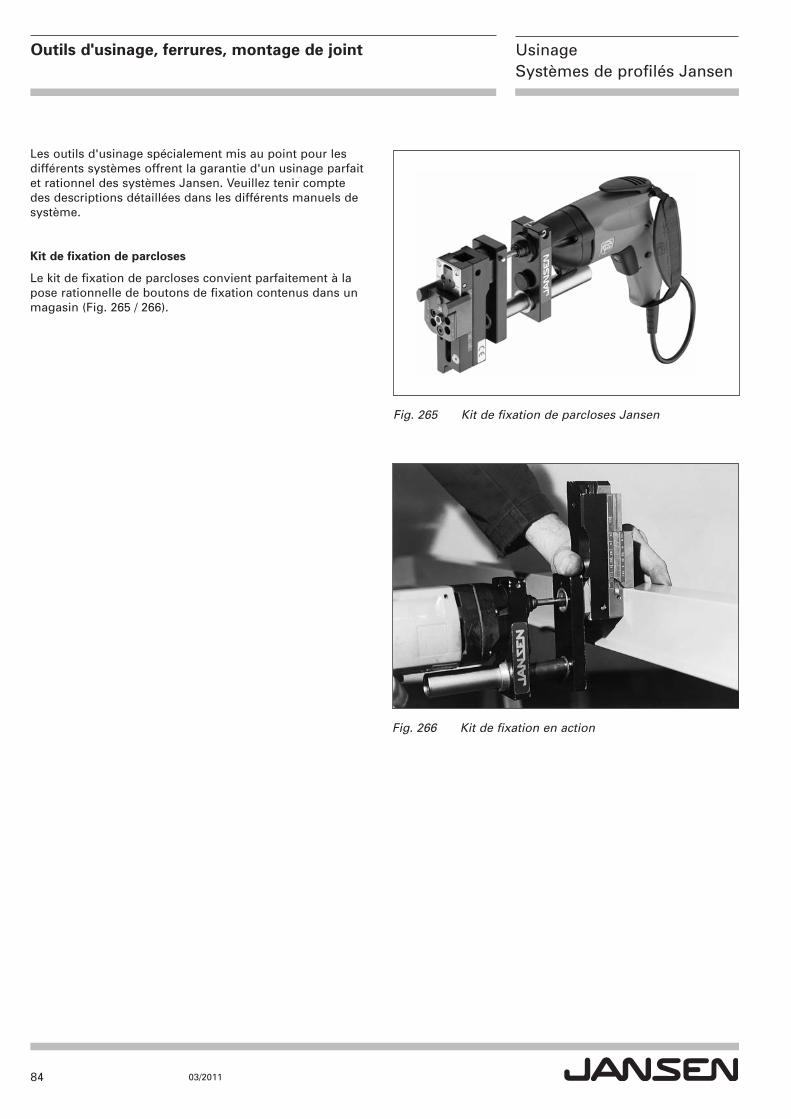
84
UsinageSystèmes de profilés Jansen
Outils d'usinage, ferrures, montage de joint
03/2011
Les outils d'usinage spécialement mis au point pour les différents systèmes offrent la garantie d'un usinage parfaitet rationnel des systèmes Jansen. Veuillez tenir compte des descriptions détaillées dans les différents manuels desystème.
Kit de fixation de parcloses
Le kit de fixation de parcloses convient parfaitement à la pose rationnelle de boutons de fixation contenus dans unmagasin (Fig. 265 / 266).
Fig. 266 Kit de fixation en action
Fig. 265 Kit de fixation de parcloses Jansen
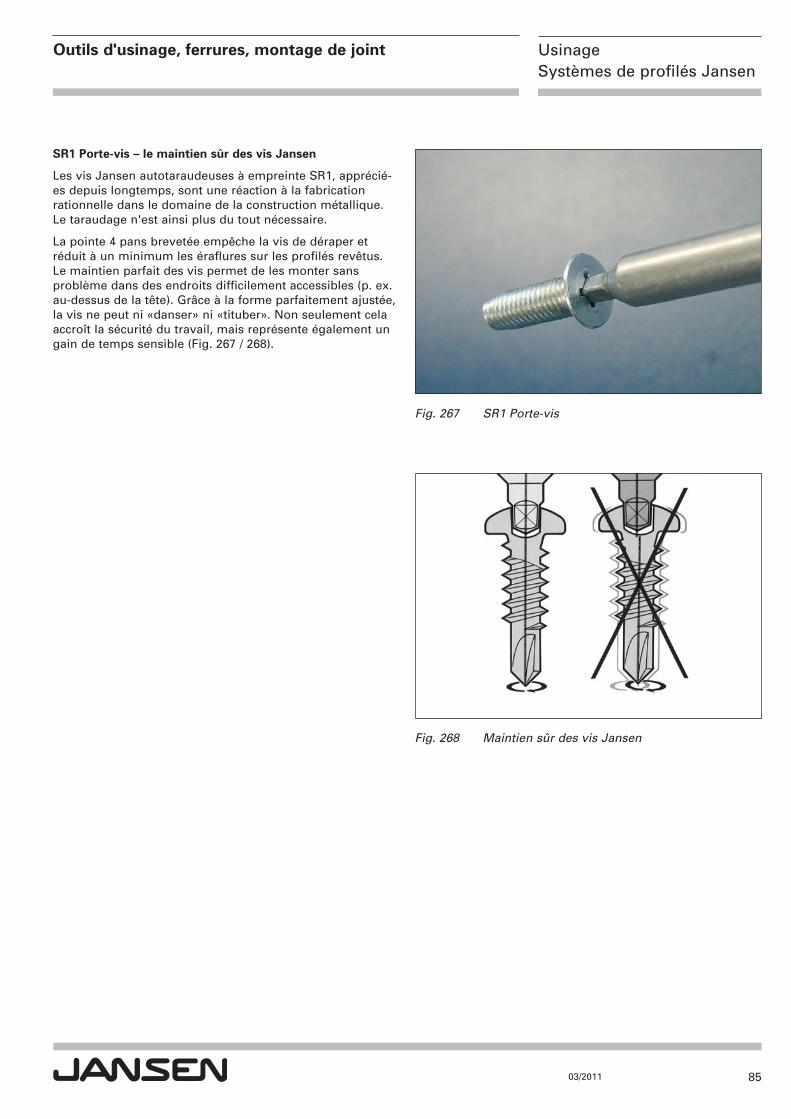
85
Outils d'usinage, ferrures, montage de joint UsinageSystèmes de profilés Jansen
03/2011
SR1 Porte-vis – le maintien sûr des vis Jansen
Les vis Jansen autotaraudeuses à empreinte SR1, apprécié-es depuis longtemps, sont une réaction à la fabrication rationnelle dans le domaine de la construction métallique.Le taraudage n'est ainsi plus du tout nécessaire.
La pointe 4 pans brevetée empêche la vis de déraper et réduit à un minimum les éraflures sur les profilés revêtus.Le maintien parfait des vis permet de les monter sans problème dans des endroits difficilement accessibles (p. ex.au-dessus de la tête). Grâce à la forme parfaitement ajustée,la vis ne peut ni «danser» ni «tituber». Non seulement celaaccroît la sécurité du travail, mais représente également ungain de temps sensible (Fig. 267 / 268).
Fig. 268 Maintien sûr des vis Jansen
Fig. 267 SR1 Porte-vis
86
UsinageSystèmes de profilés Jansen
Outils d'usinage, ferrures, montage de joint
03/2011
Guides d'usinage
La société Jansen propose un grand nombre de directivesd'usinage et de montage qui garantissent un usinage dansles règles de l'art des systèmes:
- Kit de fixation de parcloses- Gabarits de perçage- Gabarits de montage de ferrures- Outils spéciaux / outils de montage
Grâce à la structure simple des brochures informatives avecgraphiques et illustrations, le constructeur métallique est enmesure d'usiner des constructions complexes de manièresimple durant la production et le montage. Veuillez tenircompte des descriptions détaillées dans les différents manuels (Fig. 269 / 270).
Fig. 269
Fenster Jansen-Economy 50Verarbeitung und Montage
Fenêtre Jansen-Economy 50Usinage et montage
Jansen-Economy 60 WK3Verarbeitung und Montage
Jansen-Economy 60 WK3Usinage et montage
Fig. 270
TrockenverglasungVerarbeitung und Montage
Vitrage à secUsinage et montage
Janisol-FensterVerarbeitung und Montage
Fenêtres JanisolUsinage et montage
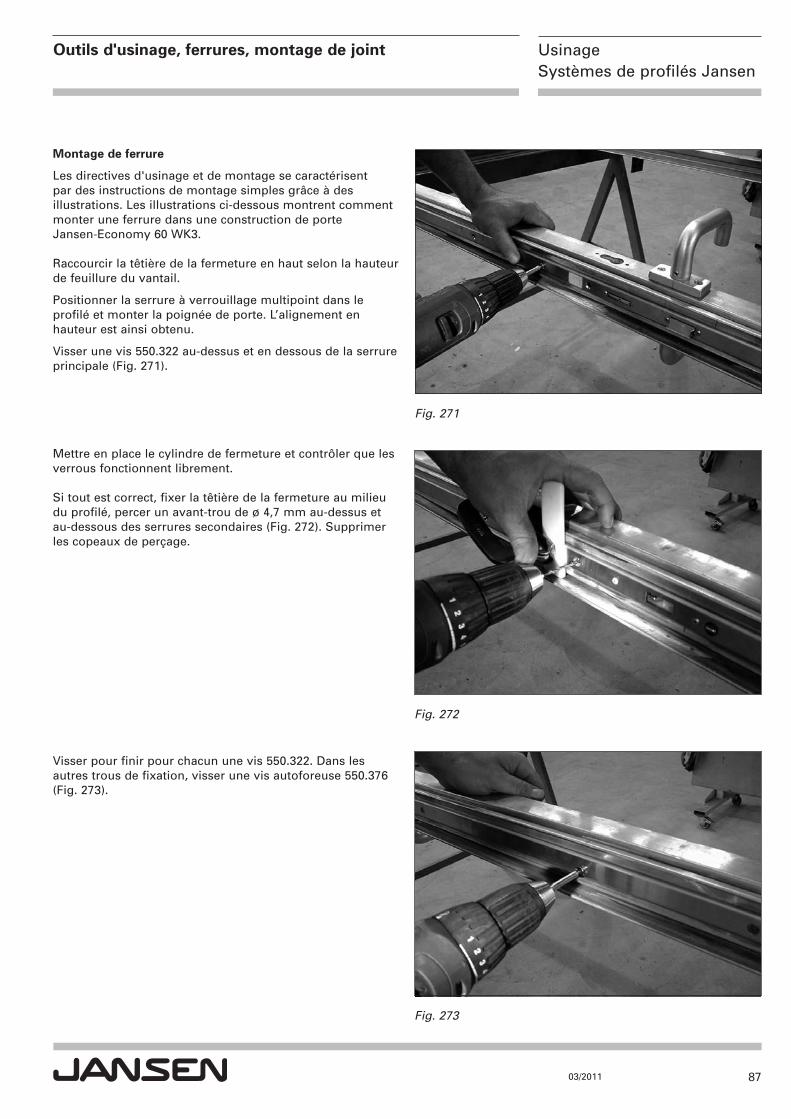
87
Outils d'usinage, ferrures, montage de joint UsinageSystèmes de profilés Jansen
03/2011
Montage de ferrure
Les directives d'usinage et de montage se caractérisent par des instructions de montage simples grâce à des illustrations. Les illustrations ci-dessous montrent commentmonter une ferrure dans une construction de porte Jansen-Economy 60 WK3.
Raccourcir la têtière de la fermeture en haut selon la hauteurde feuillure du vantail.
Positionner la serrure à verrouillage multipoint dans le profilé et monter la poignée de porte. L’alignement en hauteur est ainsi obtenu.
Visser une vis 550.322 au-dessus et en dessous de la serrureprincipale (Fig. 271).
Mettre en place le cylindre de fermeture et contrôler que lesverrous fonctionnent librement.
Si tout est correct, fixer la têtière de la fermeture au milieudu profilé, percer un avant-trou de ø 4,7 mm au-dessus etau-dessous des serrures secondaires (Fig. 272). Supprimerles copeaux de perçage.
Visser pour finir pour chacun une vis 550.322. Dans les autres trous de fixation, visser une vis autoforeuse 550.376(Fig. 273).
Fig. 271
Fig. 272
Fig. 273
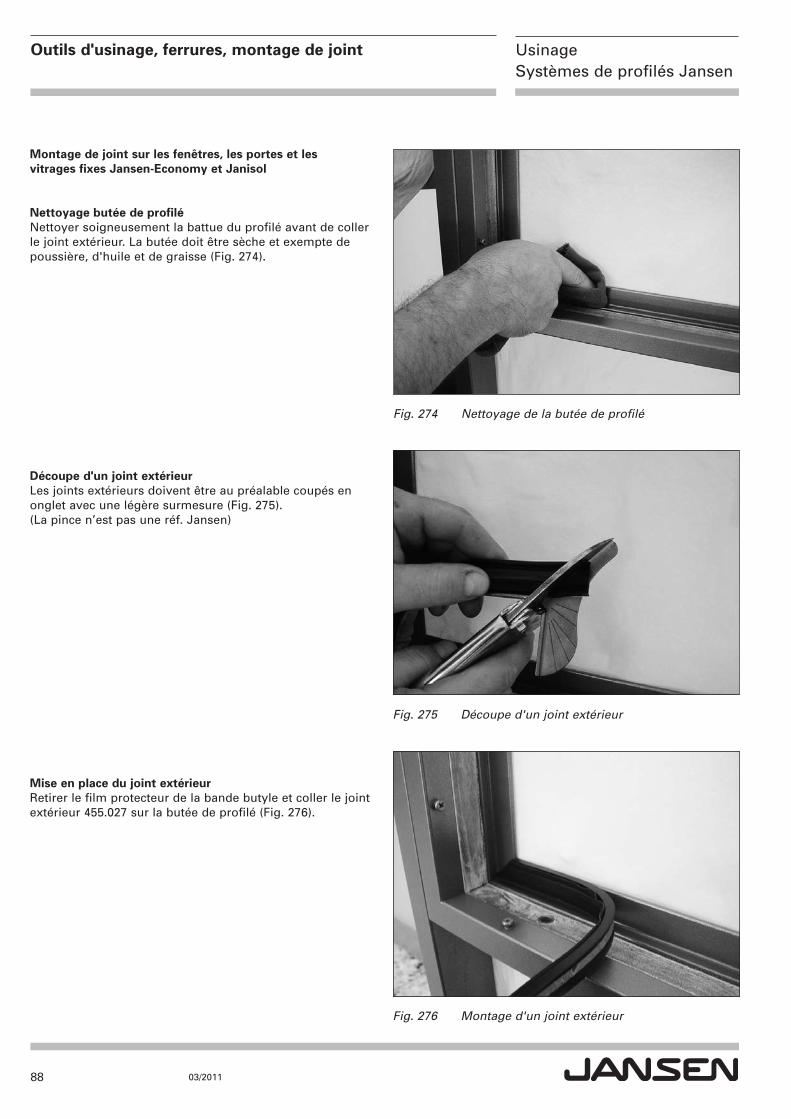
88
UsinageSystèmes de profilés Jansen
Outils d'usinage, ferrures, montage de joint
03/2011
Montage de joint sur les fenêtres, les portes et les vitrages fixes Jansen-Economy et Janisol
Nettoyage butée de profiléNettoyer soigneusement la battue du profilé avant de collerle joint extérieur. La butée doit être sèche et exempte depoussière, d'huile et de graisse (Fig. 274).
Découpe d'un joint extérieurLes joints extérieurs doivent être au préalable coupés en onglet avec une légère surmesure (Fig. 275).(La pince n’est pas une réf. Jansen)
Mise en place du joint extérieurRetirer le film protecteur de la bande butyle et coller le jointextérieur 455.027 sur la butée de profilé (Fig. 276).
Fig. 274 Nettoyage de la butée de profilé
Fig. 275 Découpe d'un joint extérieur
Fig. 276 Montage d'un joint extérieur
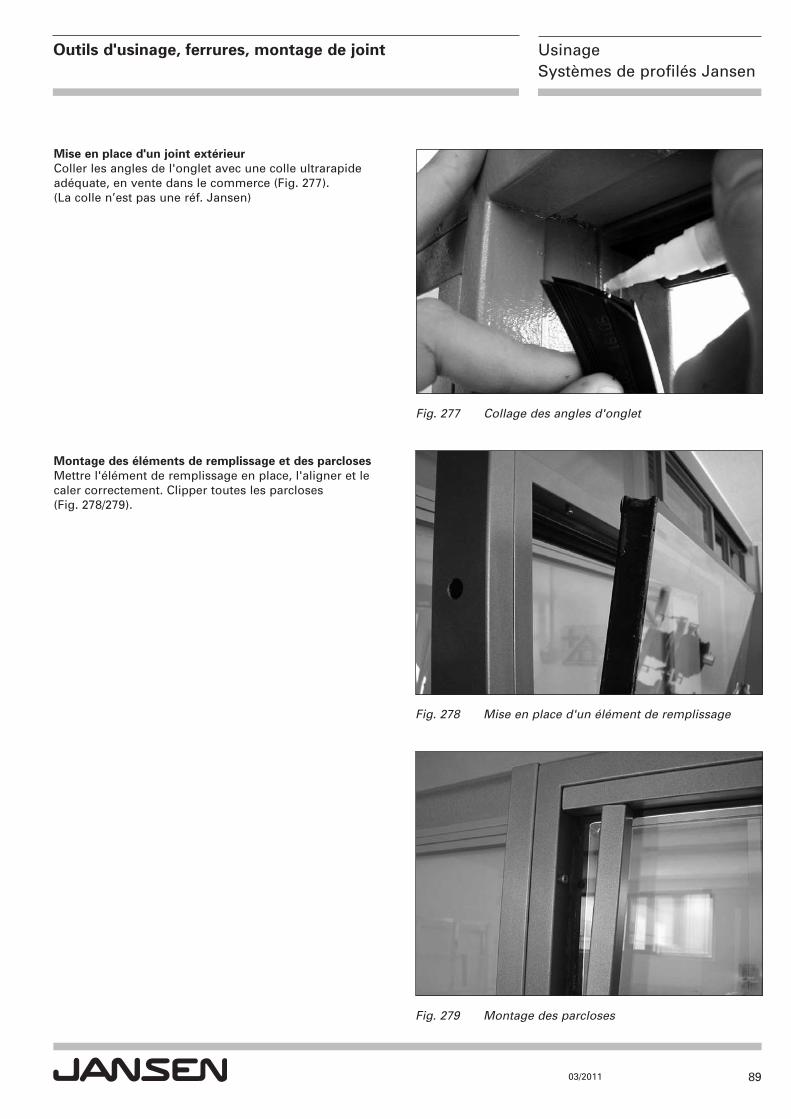
89
Outils d'usinage, ferrures, montage de joint UsinageSystèmes de profilés Jansen
03/2011
Mise en place d'un joint extérieurColler les angles de l'onglet avec une colle ultrarapide adéquate, en vente dans le commerce (Fig. 277).(La colle n’est pas une réf. Jansen)
Montage des éléments de remplissage et des parclosesMettre l'élément de remplissage en place, l'aligner et le caler correctement. Clipper toutes les parcloses (Fig. 278/279).
Fig. 277 Collage des angles d'onglet
Fig. 278 Mise en place d'un élément de remplissage
Fig. 279 Montage des parcloses
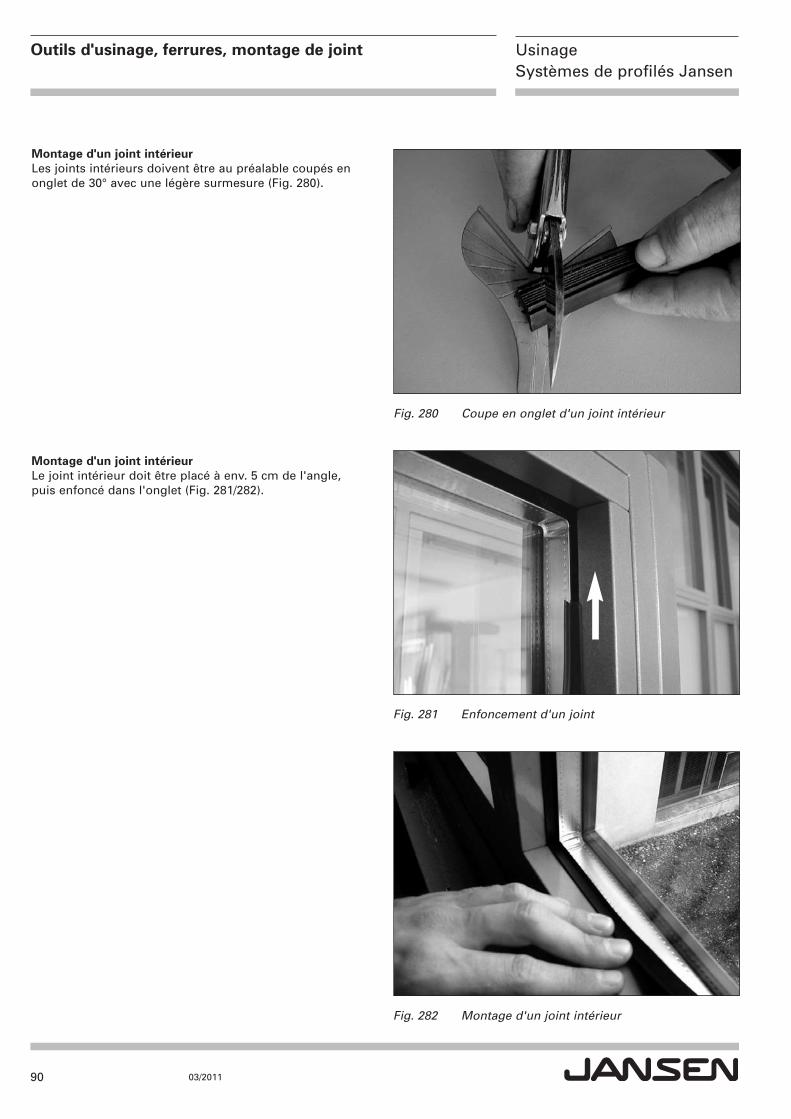
90
UsinageSystèmes de profilés Jansen
Outils d'usinage, ferrures, montage de joint
03/2011
Montage d'un joint intérieurLes joints intérieurs doivent être au préalable coupés en onglet de 30° avec une légère surmesure (Fig. 280).
Montage d'un joint intérieurLe joint intérieur doit être placé à env. 5 cm de l'angle, puis enfoncé dans l'onglet (Fig. 281/282).
Fig. 280 Coupe en onglet d'un joint intérieur
Fig. 281 Enfoncement d'un joint
Fig. 282 Montage d'un joint intérieur
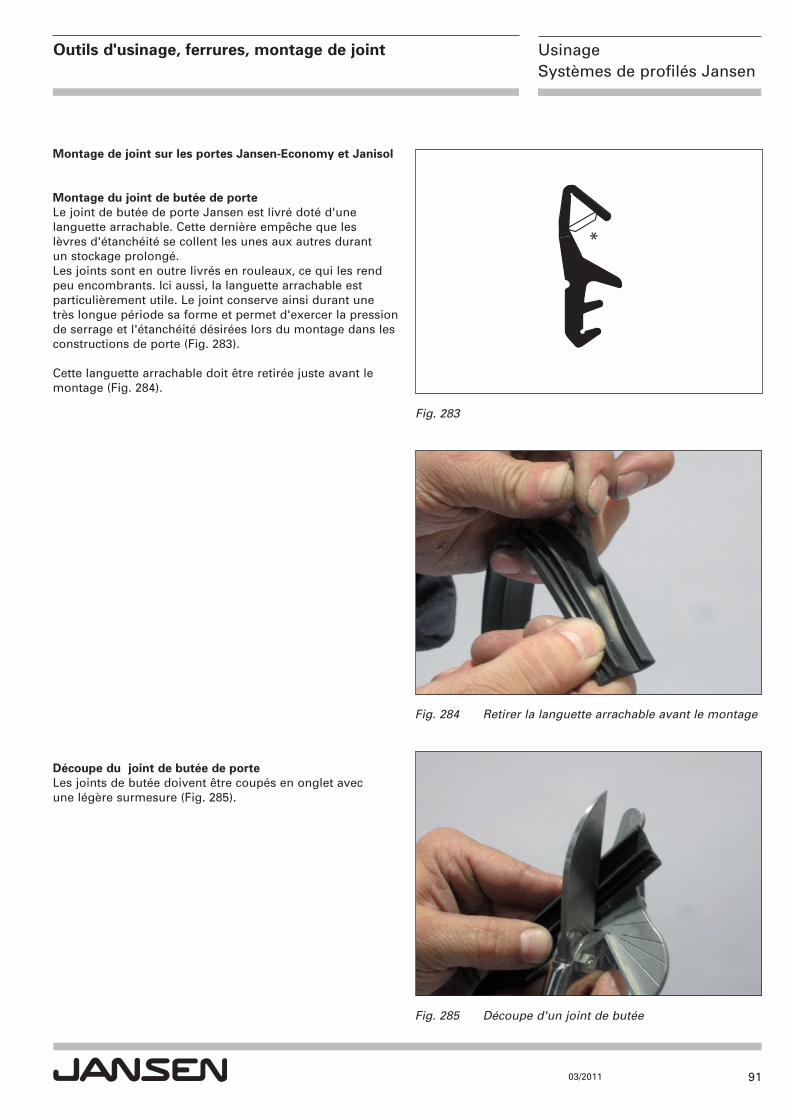
91
Outils d'usinage, ferrures, montage de joint UsinageSystèmes de profilés Jansen
03/2011
Montage de joint sur les portes Jansen-Economy et Janisol
Montage du joint de butée de porteLe joint de butée de porte Jansen est livré doté d'une languette arrachable. Cette dernière empêche que les lèvres d'étanchéité se collent les unes aux autres durant un stockage prolongé.Les joints sont en outre livrés en rouleaux, ce qui les rendpeu encombrants. Ici aussi, la languette arrachable est particulièrement utile. Le joint conserve ainsi durant une très longue période sa forme et permet d'exercer la pressionde serrage et l'étanchéité désirées lors du montage dans lesconstructions de porte (Fig. 283).
Cette languette arrachable doit être retirée juste avant lemontage (Fig. 284).
Découpe du joint de butée de porteLes joints de butée doivent être coupés en onglet avec une légère surmesure (Fig. 285).
Fig. 283
Fig. 284 Retirer la languette arrachable avant le montage
Fig. 285 Découpe d'un joint de butée
*
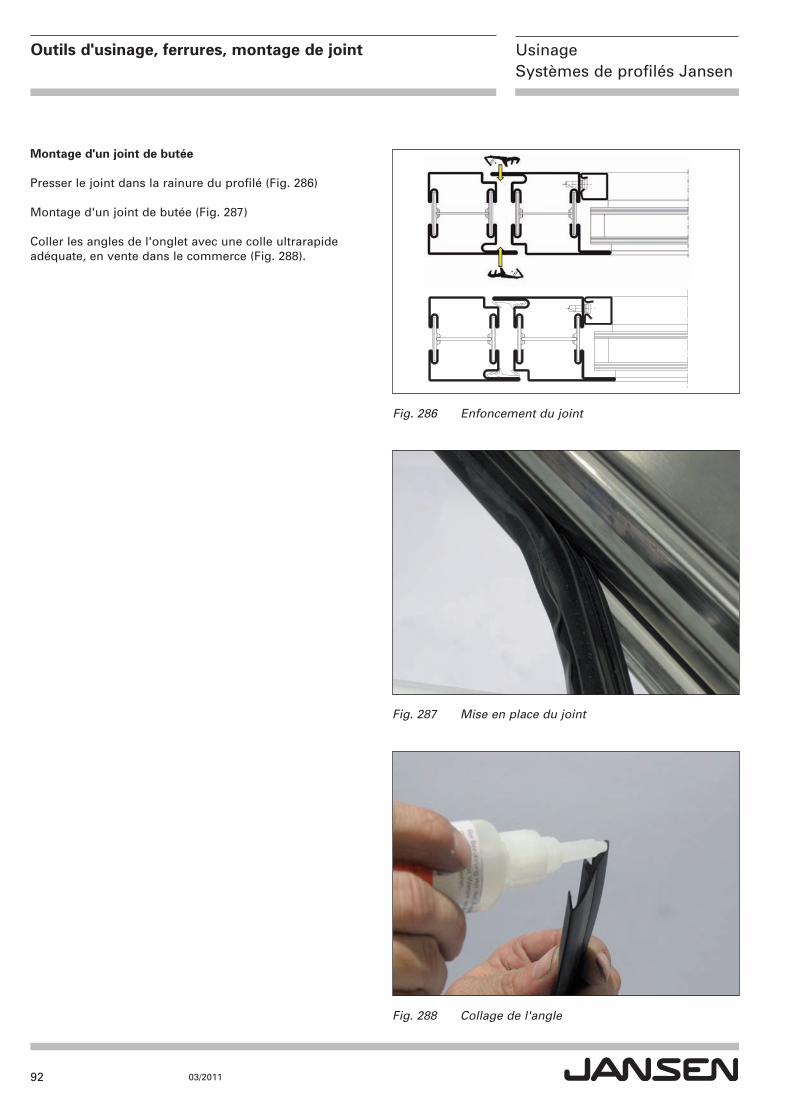
92
UsinageSystèmes de profilés Jansen
Outils d'usinage, ferrures, montage de joint
03/2011
Montage d'un joint de butée
Presser le joint dans la rainure du profilé (Fig. 286)
Montage d'un joint de butée (Fig. 287)
Coller les angles de l'onglet avec une colle ultrarapide adéquate, en vente dans le commerce (Fig. 288).
Fig. 286 Enfoncement du joint
Fig. 287 Mise en place du joint
Fig. 288 Collage de l'angle
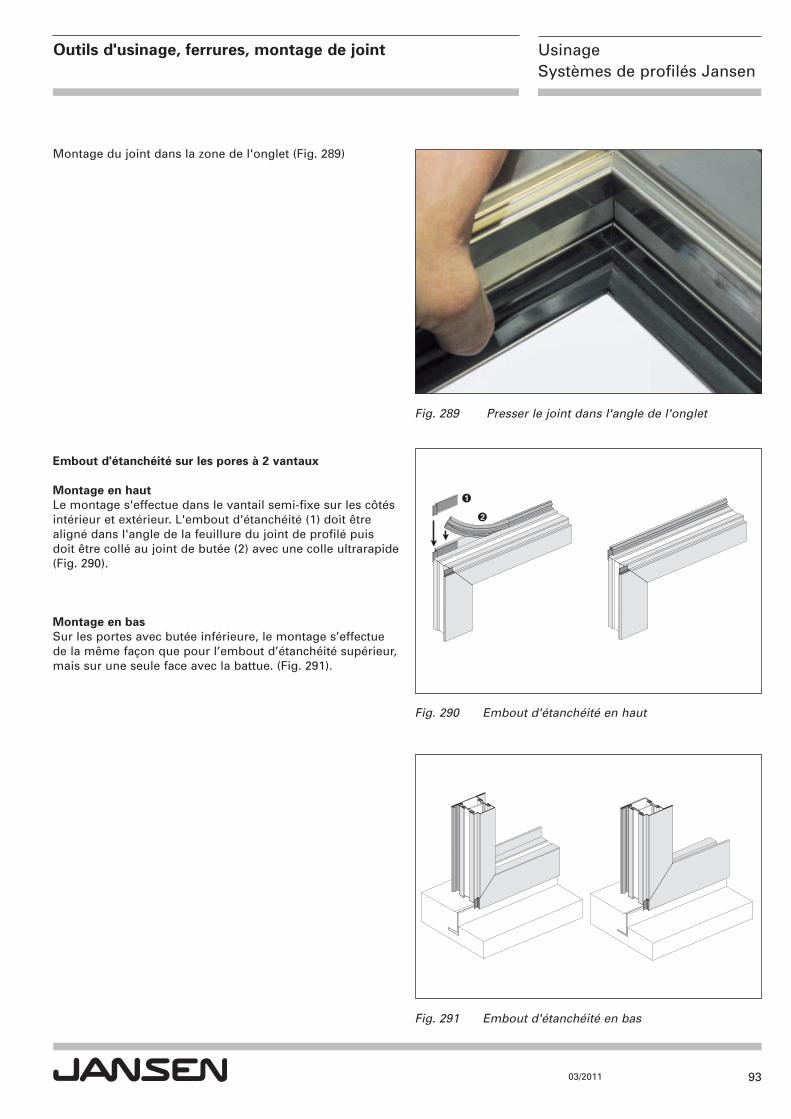
93
Outils d'usinage, ferrures, montage de joint UsinageSystèmes de profilés Jansen
03/2011
Montage du joint dans la zone de l'onglet (Fig. 289)
Embout d'étanchéité sur les pores à 2 vantaux
Montage en hautLe montage s'effectue dans le vantail semi-fixe sur les côtésintérieur et extérieur. L'embout d'étanchéité (1) doit être aligné dans l'angle de la feuillure du joint de profilé puis doit être collé au joint de butée (2) avec une colle ultrarapide(Fig. 290).
Montage en basSur les portes avec butée inférieure, le montage s’effectuede la même façon que pour l’embout d’étanchéité supérieur,mais sur une seule face avec la battue. (Fig. 291).
Fig. 290 Embout d'étanchéité en haut
2
1
Fig. 291 Embout d'étanchéité en bas
Fig. 289 Presser le joint dans l'angle de l'onglet
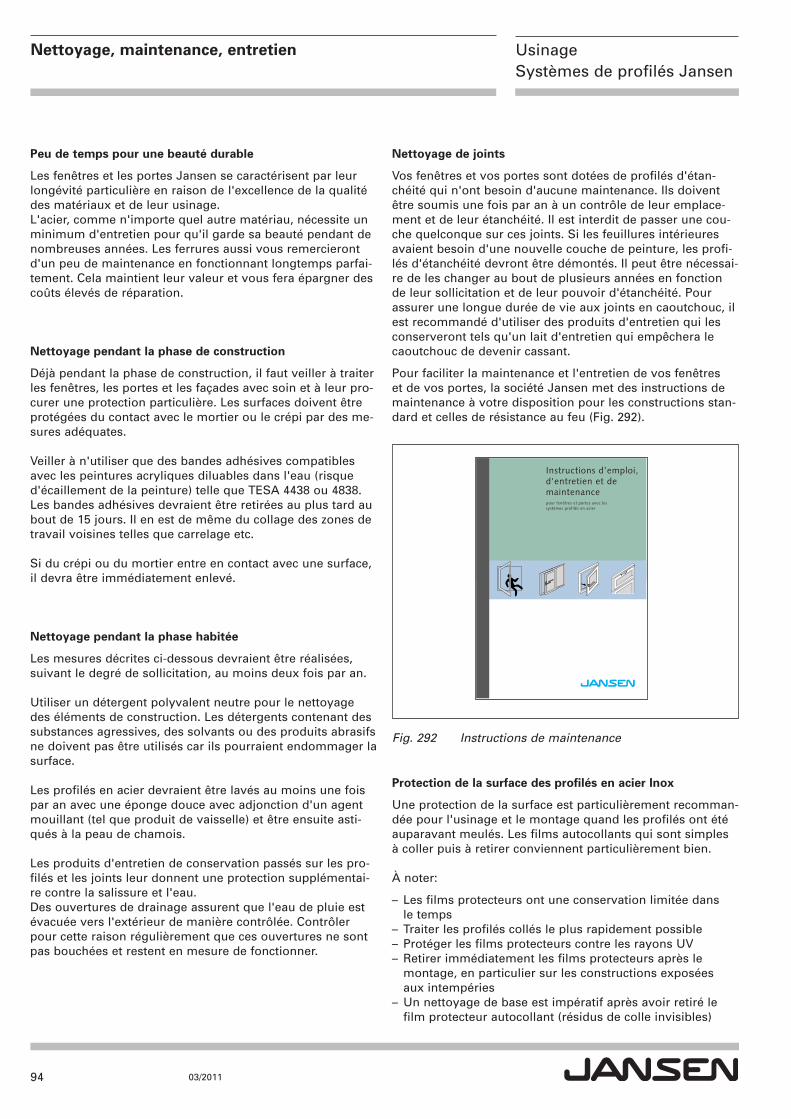
94
UsinageSystèmes de profilés Jansen
Nettoyage, maintenance, entretien
03/2011
Peu de temps pour une beauté durable
Les fenêtres et les portes Jansen se caractérisent par leurlongévité particulière en raison de l'excellence de la qualitédes matériaux et de leur usinage.L'acier, comme n'importe quel autre matériau, nécessite unminimum d'entretien pour qu'il garde sa beauté pendant denombreuses années. Les ferrures aussi vous remercierontd'un peu de maintenance en fonctionnant longtemps parfai-tement. Cela maintient leur valeur et vous fera épargner descoûts élevés de réparation.
Nettoyage pendant la phase de construction
Déjà pendant la phase de construction, il faut veiller à traiterles fenêtres, les portes et les façades avec soin et à leur pro-curer une protection particulière. Les surfaces doivent êtreprotégées du contact avec le mortier ou le crépi par des me-sures adéquates.
Veiller à n'utiliser que des bandes adhésives compatiblesavec les peintures acryliques diluables dans l'eau (risqued'écaillement de la peinture) telle que TESA 4438 ou 4838.Les bandes adhésives devraient être retirées au plus tard aubout de 15 jours. Il en est de même du collage des zones detravail voisines telles que carrelage etc.
Si du crépi ou du mortier entre en contact avec une surface,il devra être immédiatement enlevé.
Nettoyage pendant la phase habitée
Les mesures décrites ci-dessous devraient être réalisées, suivant le degré de sollicitation, au moins deux fois par an.
Utiliser un détergent polyvalent neutre pour le nettoyagedes éléments de construction. Les détergents contenant dessubstances agressives, des solvants ou des produits abrasifsne doivent pas être utilisés car ils pourraient endommager lasurface.
Les profilés en acier devraient être lavés au moins une foispar an avec une éponge douce avec adjonction d'un agentmouillant (tel que produit de vaisselle) et être ensuite asti-qués à la peau de chamois.
Les produits d'entretien de conservation passés sur les pro-filés et les joints leur donnent une protection supplémentai-re contre la salissure et l'eau. Des ouvertures de drainage assurent que l'eau de pluie estévacuée vers l'extérieur de manière contrôlée. Contrôlerpour cette raison régulièrement que ces ouvertures ne sontpas bouchées et restent en mesure de fonctionner.
Nettoyage de joints
Vos fenêtres et vos portes sont dotées de profilés d'étan-chéité qui n'ont besoin d'aucune maintenance. Ils doiventêtre soumis une fois par an à un contrôle de leur emplace-ment et de leur étanchéité. Il est interdit de passer une cou-che quelconque sur ces joints. Si les feuillures intérieuresavaient besoin d'une nouvelle couche de peinture, les profi-lés d'étanchéité devront être démontés. Il peut être nécessai-re de les changer au bout de plusieurs années en fonctionde leur sollicitation et de leur pouvoir d'étanchéité. Pour assurer une longue durée de vie aux joints en caoutchouc, ilest recommandé d'utiliser des produits d'entretien qui lesconserveront tels qu'un lait d'entretien qui empêchera le caoutchouc de devenir cassant.
Pour faciliter la maintenance et l'entretien de vos fenêtres et de vos portes, la société Jansen met des instructions demaintenance à votre disposition pour les constructions stan-dard et celles de résistance au feu (Fig. 292).
Protection de la surface des profilés en acier Inox
Une protection de la surface est particulièrement recomman-dée pour l'usinage et le montage quand les profilés ont étéauparavant meulés. Les films autocollants qui sont simplesà coller puis à retirer conviennent particulièrement bien.
À noter:
– Les films protecteurs ont une conservation limitée dans le temps– Traiter les profilés collés le plus rapidement possible– Protéger les films protecteurs contre les rayons UV– Retirer immédiatement les films protecteurs après le montage, en particulier sur les constructions exposées aux intempéries– Un nettoyage de base est impératif après avoir retiré le film protecteur autocollant (résidus de colle invisibles)
Instructions d’emploi, d'entretien et demaintenancepour fenêtres et portes avec lessystèmes profilés en acier
Fig. 292 Instructions de maintenance
95
UsinageSystèmes de profilés Jansen
03/2011

Jansen AG
Steel Systems
Industriestrasse 34
9463 Oberriet
Schweiz
jansen.com
St
eel
Sy
stem
s I
0
6.2
01
4 I
Ä
nd
eru
nge
n v
orb
ehal
ten