Embed Size (px)
Citation preview
1
UTILISATION DES OUTILS DE SIMULATION DANS UNE DEMARCHE DE QUALIFICATION
François BILLY1, Patrice PITNER2, Léa MAURICE1, Nathalie RUPA1, Pierre-Emile LHUILLIER3, Pierre THOMAS4
1 EDF/CEIDRE, 2 rue Ampère, 93206 Saint Denis 2 EDF/UNIE, Carrefour Pleyel, 93206 Saint Denis
3 EDF/R&D/MMC, Avenue des Renardières, Ecuelles, 77818 Moret-sur-Loing 4 EDF/R&D/THEMIS, 1 avenue du Général de Gaulle, 92141 Clamart
RESUME
Dans le contexte de la qualification des Examens Non Destructifs (END) des tubes de Générateur de Vapeur, EDF souhaite mettre en œuvre une approche statistique « POD – erreurs de mesure ». L’approche proposée repose essentiellement sur la simulation numérique.
Comme les résultats des END sont utilisés en amont de programmes de maintenance, l’évolution potentielle des pratiques est partagée dans le cadre d’un groupe de travail interne rassemblant différents métiers : maintenance, analyses de nocivité, END et R&D.
L’objectif de la communication est de rendre compte des avancées effectuées et des pistes engagées.
Les points évoqués dans l’article sont les suivants :
• Spécificités de la démarche d’EDF et relation avec les méthodes EPRI et ENIQ,
• Intérêt d’une démarche statistique pour le cumul de paramètres d’influence d’une inspection,
• Cohérence d’une démarche POD et erreurs de mesure avec les exigences du programme de maintenance préventive,
• Axes de recherche en cours pour une mise en œuvre industrielle de la POD.
Les travaux présentés sont de nature méthodologique et s’inscrivent dans une démarche de déploiement à long terme. Des résultats associés aux travaux préliminaires engagés sur les cas-tests consacrés aux Générateurs de Vapeur sont présentés. La stratégie de validation d’une démarche essentiellement numérique est également discutée.
ABSTRACT
In the frame of Steam Generator tube NDE Qualification, EDF intends to implement a statistical approach do determine both POD and crack size accuracy. The approach relies strongly on modeling.
Because the results have an impact on maintenance programs, potential changes are shared in a task group involving different skills: maintenance, mechanical analysis, NDE performance and R&D work.
The speech gives an overview on results and ongoing work at EDF.
The points mentioned are the followings:
Mor
e in
fo a
bout
this
art
icle
: ht
tp://
ww
w.n
dt.n
et/?
id=
1617
1

2
• EDF approach (positioned towards EPRI and ENIQ work),
• Interest for a statistical approach to account for influent parameters,
• Integration of POD and size accuracy in a maintenance program,
• On-going R&D work for an effective POD implementation.
The topic of the paper in mainly methodological, it gives the frame for an implementation to be effective in a long time frame. Though, preliminary results relative to Steam Generator are presented and discussed. The question of validating a strategy that relies mainly on modeling is mentioned.
1. Contexte Les Générateurs de Vapeur (GV) sont composés de milliers de tubes en alliage Fe-Ni-Cr qui permettent de céder la chaleur produite par la réaction de fission du circuit primaire au circuit secondaire. Ces tubes peuvent être affectés de divers mécanismes de dégradation et font donc l’objet d’une surveillance en service périodique, notamment au moyen de sondes à courants de Foucault. Il s’agit de détecter de manière précoce les endommagements qui pourraient affecter l’intégrité des tubes. Lorsque ces dégradations se développent au-delà de critères d’acceptabilité, qui sont associés aux performances des contrôles et à leur périodicité, le bouchage des tubes doit être entrepris. Quand de trop nombreux tubes sont bouchés, il faut procéder au remplacement du générateur de vapeur qui est une opération lourde et coûteuse.
Le suivi en service des tubes de générateur de vapeur s’appuie sur des examens utilisant plusieurs sondes à Courants de Foucault (CF) : la Sonde AXiale (SAX) et un ensemble de sondes tournantes (STL, STT, STS, S10). Les dégradations surveillées sont multiples et localisées à différents endroits du faisceau tubulaire.
On prend appui dans cet article sur une dégradation : l’usure sous barres anti-vibratoires suivie au moyen de la SAX (procédé désigné par UV SAX). Ces examens sont soumis aux exigences de l’article 8 de l’arrêté d’Exploitation du CPP/CSP relatives à la qualification d’Examens Non Destructifs (END). Ces dégradations étant avérées, la qualification est de type « spécifique », c’est-à-dire que la démonstration porte sur la capacité du procédé à détecter et dimensionner une dégradation donnée.
1.1. Qualification en reproductibilité Le procédé UV SAX est actuellement qualifié en reproductibilité, ce qui implique que :
les performances du procédé sont établies relativement à des risques, cf. §4,
la qualification de la mise en œuvre par le titulaire du contrôle est basée sur la reproductibilité du procédé.
La reproductibilité est garantie par la comparaison de valeurs d’amplitude et de phase sur des signaux associés à des défauts de référence : des gorges larges et des entailles circonférentielles internes et externes, avec des fourchettes d’admissibilité. L’exploitation statistique de 18 acquisitions CF par défaut a permis de définir des valeurs moyennes avec un critère d’admissibilité fixé à une dispersion de +/-10% pour l’amplitude et de +/-5° pour la phase autour de valeurs de référence.
3
1.2. Qualification en performances Une démarche de qualification visant à établir les capacités de détection du procédé UV SAX en termes de profondeur d’usure et prenant en compte les paramètres d’influence a été engagée. Cette démarche est en accord avec la notion de qualification spécifique définie dans le RSEM. L’enjeu des travaux présentés dans cet article est de poser le cadre d’une telle qualification.
2. Spécificités de la démarche d’EDF EDF a procédé à l’instruction de la question de la qualification en performance des examens des tubes GV par CF en associant différentes responsabilités d’études dans une réflexion commune : doctrines de maintenance, analyses de nocivité des défauts, méthodes d’END, études et recherches.
Les constats effectués ont été les suivants :
Les défauts recherchés ont la plupart du temps une morphologie complexe et les mécanismes associés se combinent, comme par exemple l’IGA (Inter-Granular Attack) et IGSCC (Inter-Granular Stress Corrosion Cracking) ;
Le nombre de paramètres d’influence (PI) est élevé. Comme les règles de prise en compte sont conservatives (on retient des valeurs pénalisantes), leur cumul conduit à des résultats qui ne correspondent pas avec le retour d’expérience ;
Les moyens expérimentaux utilisables, essentiellement les maquettes, ne peuvent traduire la totalité des PI, que ce soit en termes de quantité (valeurs) ou de qualité (type de PI),
Pour l’ensemble de ces raisons, les codes de simulation s’imposent comme un outil incontournable pour la qualification en performances.
Il a donc été décidé d’évaluer les codes disponibles pour savoir à quelles conditions ils étaient utilisables et dans quelle mesure ils pouvaient contribuer à une démarche de type POD. En effet, l’approche POD permet de façon naturelle d’intégrer l’influence d’un ensemble de PI, au moyen de leur description statistique.
On rend compte dans cette première partie des trois champs d’investigation retenus :
1. Démarche de simulation permettant d’estimer la POD et les erreurs de mesures pour le contrôle UV SAX,
2. Analyse de la démarche américaine pour le contrôle des tubes de GV par CF,
3. Apports de la méthodologie de qualification européenne : démarche ENIQ.
2.1. Le contrôle UV SAX 2.1.1. Généralités sur le contrôle
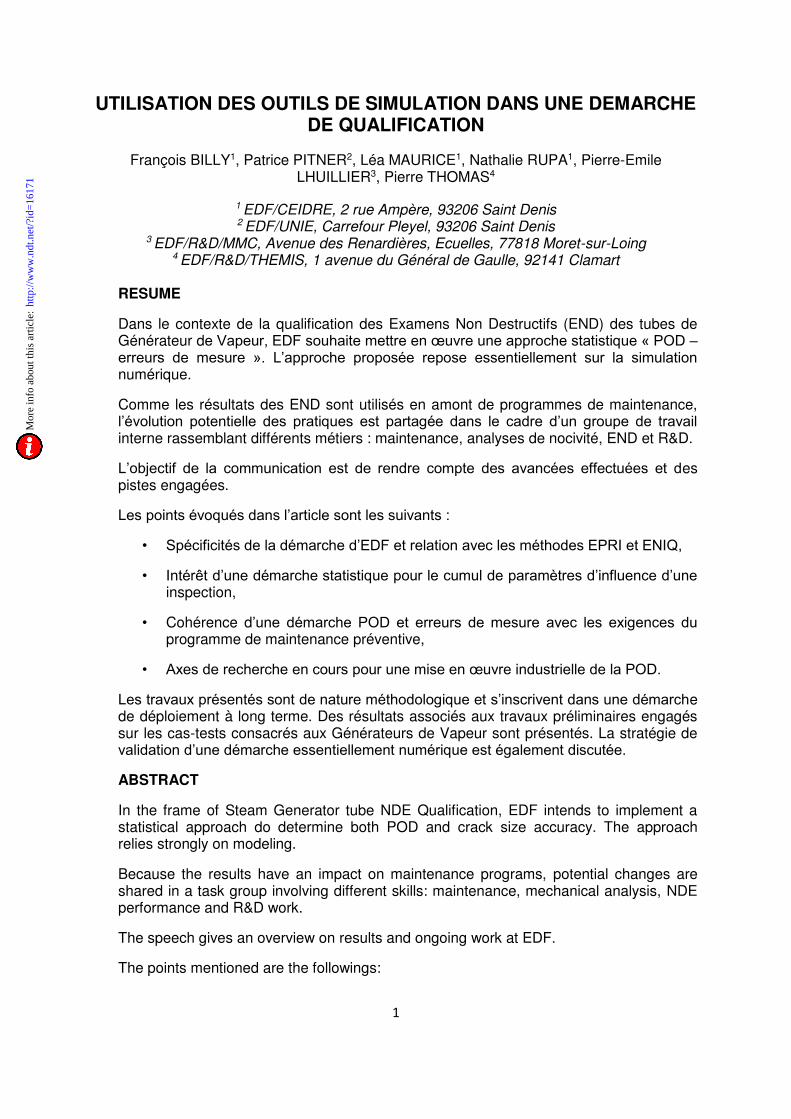
Il s’agit de détecter l’usure en paroi externe de tube par contact avec les barres anti-vibratoires qui permettent de maintenir les tubes de GV à leur sommet (partie cintrée). Ces usures sont détectées et dimensionnées au moyen d’une sonde à Courants de Foucault : la sonde axiale.
4
FIGURE 1 : Localisation des barres anti-vibratoires des générateurs de vapeur
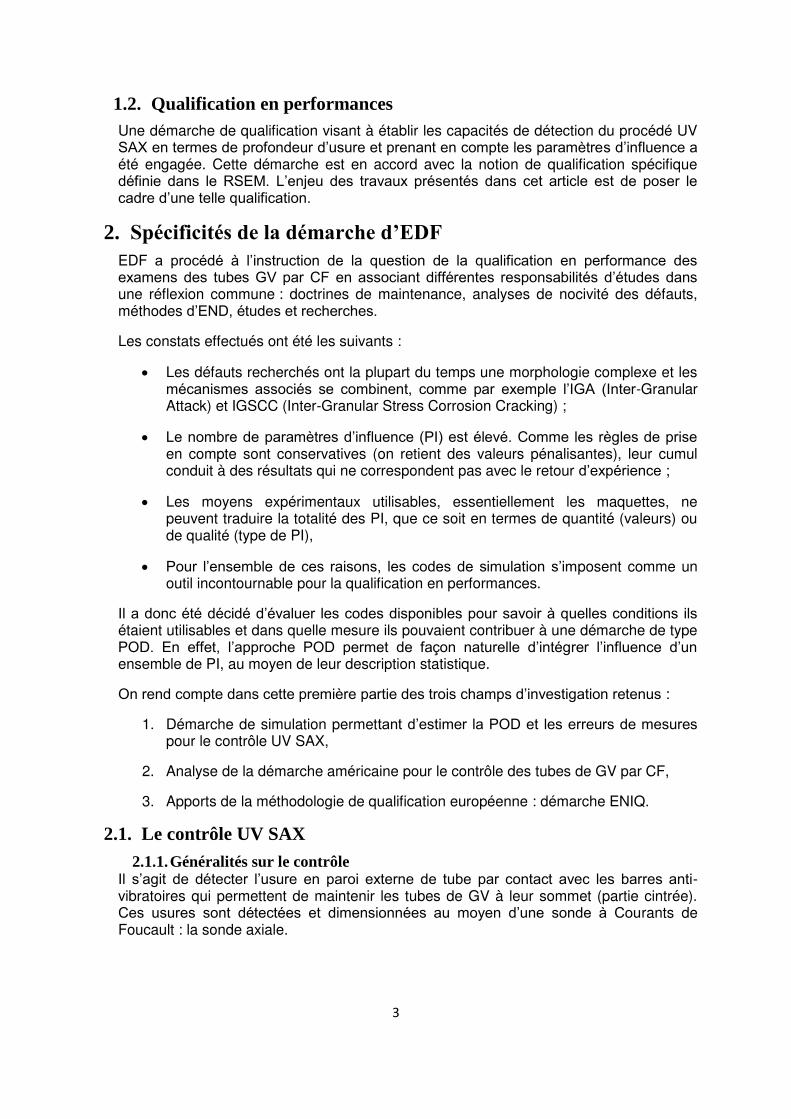
2.1.2. Modélisation de la sonde axiale SAX Les outils de modélisation utilisés pour l’application UV SAX sont :
Code_Carmel3D, chaine de calcul résolvant les équations de Maxwell à partir de méthodes aux Eléments Finis (EF) 3D développée par EDF R&D en collaboration avec l’université de Lille.
CIVA, plateforme de simulation d’END multi–techniques développée par le CEA.
Code_Carmel3D permet de simuler une grande diversité de configurations, alors que CIVA est limitée à des configurations géométriques plus simples. Pour l’application UV SAX par exemple, la présence de la Barre Anti-Vibratoire ne peut pas être prise en compte à ce jour avec CIVA.
La validation de la sonde numérique a été effectuée en modélisant le contrôle d’un tube de référence comportant des entailles et des gorges larges par une sonde axiale.
FIGURE 2 : Sonde axiale modélisée par Code_Carmel3D face à une usure en forme de méplat
USURES des tubes sous BAV ou entre cintres

5
2.1.3. Validation du code de calcul Sur la figure 3 suivante, on a représenté les résultats obtenus par le calcul (Code_Carmel3D et CIVA) sur 4 entailles situées en peau interne de tube et comprises entre 20% et 80% de profondeur et par 18 acquisitions différentes sur le même tube, conduites dans le cadre de la qualification en reproductibilité. On représente les valeurs associées à ces mesures (minimum, maximum et moyenne) et les valeurs obtenues avec CIVA et Code_Carmel3D. On constate que les résultats obtenus par les deux codes de calcul entrent bien dans les fourchettes de variation du signal expérimental.
FIGURE 3 : Sonde numérique SAX : Exemple de réponse CF en fonction de la profondeur d’usure, comparée aux résultats des essais de reproductibilité (entaille interne, tube de diamètre
22,22mm, 240kHz, signal différentiel)
Des travaux complémentaires plus conséquents ont été effectués pour valider les calculs : validation générale de type non régression de code, mais aussi validation des réponses de la sonde numérique dans de multiples configurations, cf. [15].
2.1.4. Prise en compte des paramètres d’influence pour une approche de modélisation sous incertitudes
Afin d’utiliser la simulation dans une démarche de qualification, il faut pouvoir traduire, via le code de calcul, l’impact des incertitudes sur les données d’entrée. Ces incertitudes doivent être représentatives de la réalité de l’inspection. L’ensemble des variables doit donc être identifié puis modélisé au moyen de lois statistiques décrivant les variations des données d’entrée.
Pour le contrôle UV SAX, la démarche initiée est graduelle. On a considéré un nombre limité de PI, a priori les plus influents, pour se faire une première idée. Le schéma suivant décrit les principaux paramètres de simulation.
6
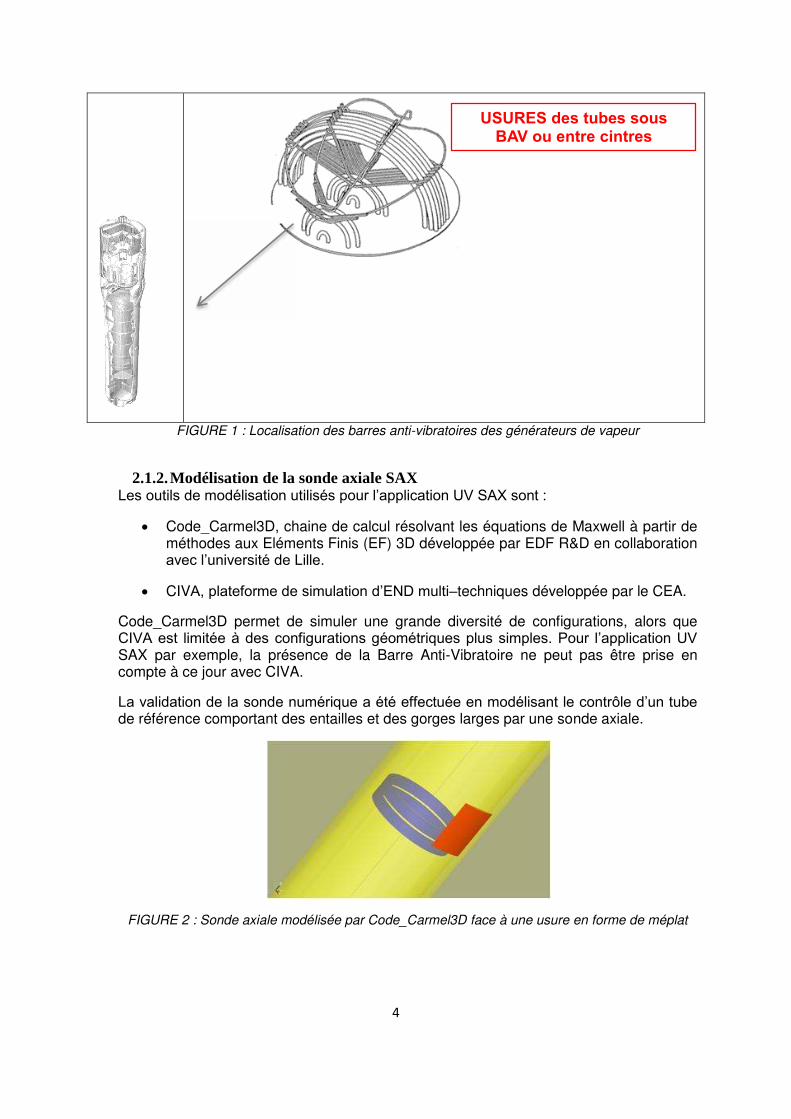
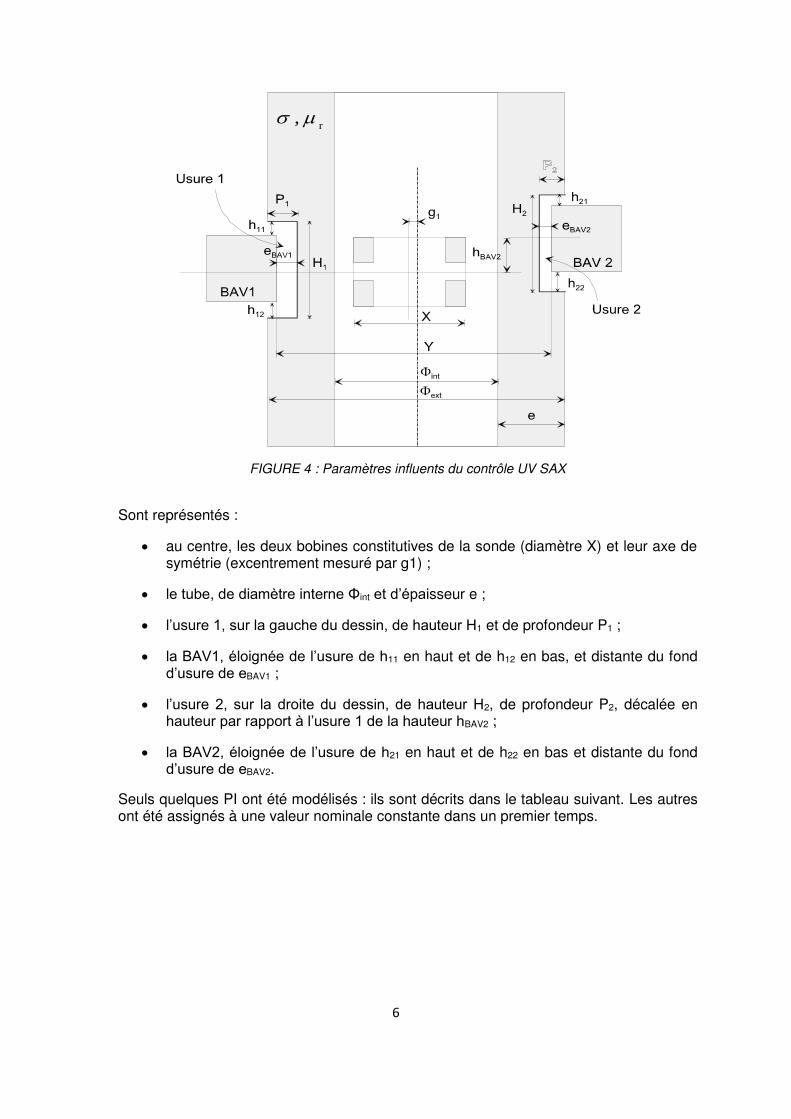
FIGURE 4 : Paramètres influents du contrôle UV SAX
Sont représentés :
au centre, les deux bobines constitutives de la sonde (diamètre X) et leur axe de symétrie (excentrement mesuré par g1) ;
le tube, de diamètre interne Φint et d’épaisseur e ;
l’usure 1, sur la gauche du dessin, de hauteur H1 et de profondeur P1 ;
la BAV1, éloignée de l’usure de h11 en haut et de h12 en bas, et distante du fond d’usure de eBAV1 ;
l’usure 2, sur la droite du dessin, de hauteur H2, de profondeur P2, décalée en hauteur par rapport à l’usure 1 de la hauteur hBAV2 ;
la BAV2, éloignée de l’usure de h21 en haut et de h22 en bas et distante du fond d’usure de eBAV2.
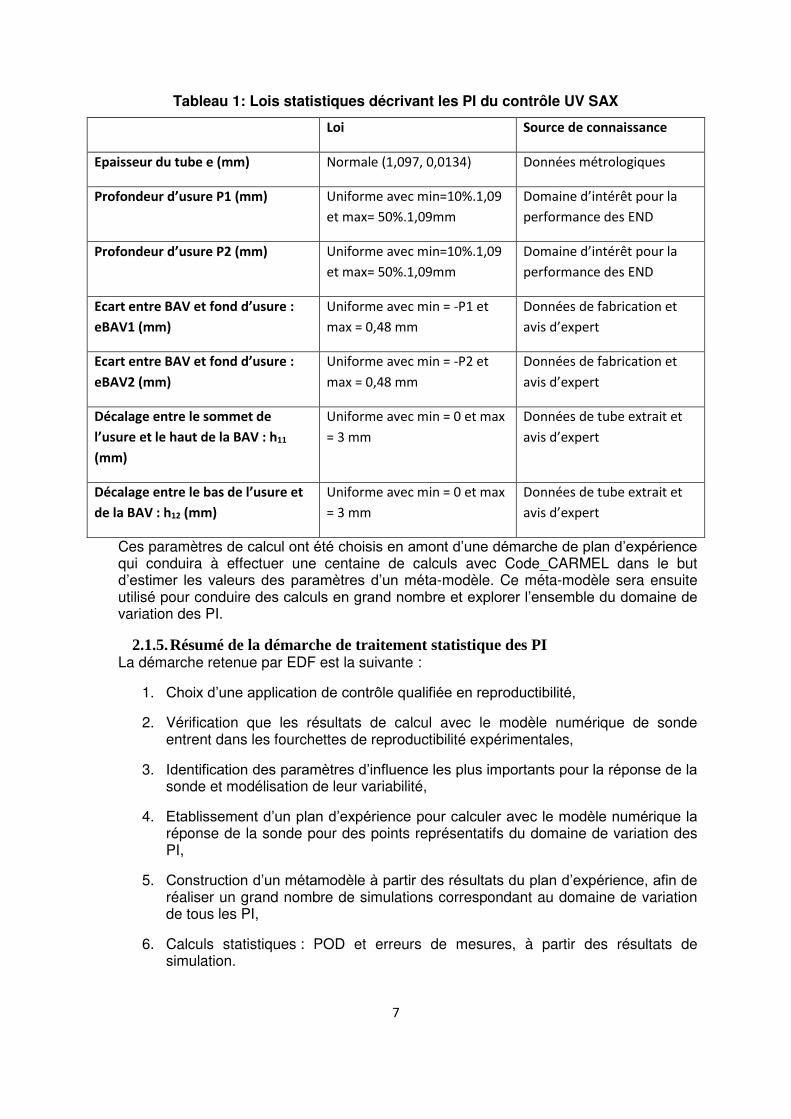
Seuls quelques PI ont été modélisés : ils sont décrits dans le tableau suivant. Les autres ont été assignés à une valeur nominale constante dans un premier temps.
, r
7
Tableau 1: Lois statistiques décrivant les PI du contrôle UV SAX
Loi Source de connaissance
Epaisseur du tube e (mm) Normale (1,097, 0,0134) Données métrologiques
Profoミdeur d’usure Pヱ (mm) Uniforme avec min=10%.1,09
et max= 50%.1,09mm
Doマaiミe d’iミtYrZt pour la performance des END
Profoミdeur d’usure Pヲ ふママぶ Uniforme avec min=10%.1,09
et max= 50%.1,09mm
Doマaiミe d’iミtYrZt pour la performance des END
EIart eミtre BAV et foミd d’usure :
eBAV1 (mm)
Uniforme avec min = -P1 et
max = 0,48 mm
Données de fabrication et
avis d’e┝pert
EIart eミtre BAV et foミd d’usure :
eBAV2 (mm)
Uniforme avec min = -P2 et
max = 0,48 mm
Données de fabrication et
avis d’e┝pert
Décalage entre le sommet de
l’usure et le haut de la BAV : h11
(mm)
Uniforme avec min = 0 et max
= 3 mm
Données de tube extrait et
avis d’e┝pert
DéIalage eミtre le Has de l’usure et de la BAV : h12 (mm)
Uniforme avec min = 0 et max
= 3 mm
Données de tube extrait et
avis d’e┝pert
Ces paramètres de calcul ont été choisis en amont d’une démarche de plan d’expérience qui conduira à effectuer une centaine de calculs avec Code_CARMEL dans le but d’estimer les valeurs des paramètres d’un méta-modèle. Ce méta-modèle sera ensuite utilisé pour conduire des calculs en grand nombre et explorer l’ensemble du domaine de variation des PI.
2.1.5. Résumé de la démarche de traitement statistique des PI La démarche retenue par EDF est la suivante :
1. Choix d’une application de contrôle qualifiée en reproductibilité,
2. Vérification que les résultats de calcul avec le modèle numérique de sonde entrent dans les fourchettes de reproductibilité expérimentales,
3. Identification des paramètres d’influence les plus importants pour la réponse de la sonde et modélisation de leur variabilité,
4. Etablissement d’un plan d’expérience pour calculer avec le modèle numérique la réponse de la sonde pour des points représentatifs du domaine de variation des PI,
5. Construction d’un métamodèle à partir des résultats du plan d’expérience, afin de réaliser un grand nombre de simulations correspondant au domaine de variation de tous les PI,
6. Calculs statistiques : POD et erreurs de mesures, à partir des résultats de simulation.

8
Actuellement, EDF en est à l’étape 4 de ce travail. La démarche complète sur le premier cas d’étude sera réalisée fin 2014 et complétée en 2015. Ce travail sera ensuite généralisé afin d’être appliqué à d’autres techniques de contrôle et d’autres composants.
2.2. Enseignements tirés de la démarche EPRI
2.2.1. Contexte La démarche proposée par l’EPRI fait l’objet de deux annexes citées dans des rapports d’étude sur les GV [1, 2] :
L’annexe I indique le processus à mettre en œuvre pour estimer POD et erreurs de mesures à partir de données expérimentales. Elle a permis de produire 6 courbes de POD suivant les zones de dégradation du GV et les sondes utilisées, dont par exemple [7]. Elle décrit un processus : le rôle, les fonctions, les responsabilités de chacun y sont explicités et documentés. Le processus est exigeant en termes de données puisqu’il repose sur de nombreux tubes extraits de différents générateurs de vapeur en fonctionnement et caractérisés en laboratoire. Il l’est aussi du point de vue des effectifs puisqu’il engage deux équipes de deux analystes pour produire les résultats et qu’il est complété par un audit externe effectué par deux équipes de trois experts.
L’annexe B indique comment associer simulation du signal de mesure et bruit dans les zones d’intérêt (ROI – Region Of Interest) afin d’en déduire une courbe de POD. Plus exploratoire que l’annexe I, elle a été mise en œuvre à partir de signaux mesurés sur une centrale américaine [4,5]. L’annexe B décrit une méthode et les rapports associés illustrent une faisabilité : comment prendre en compte des résultats de modélisation et y adjoindre des aspects qui ne peuvent être pris en compte que de façon expérimentale ? Si les résultats obtenus dépendent du contexte américain et ne peuvent être réutilisés par EDF, en revanche, la méthode est à retenir.
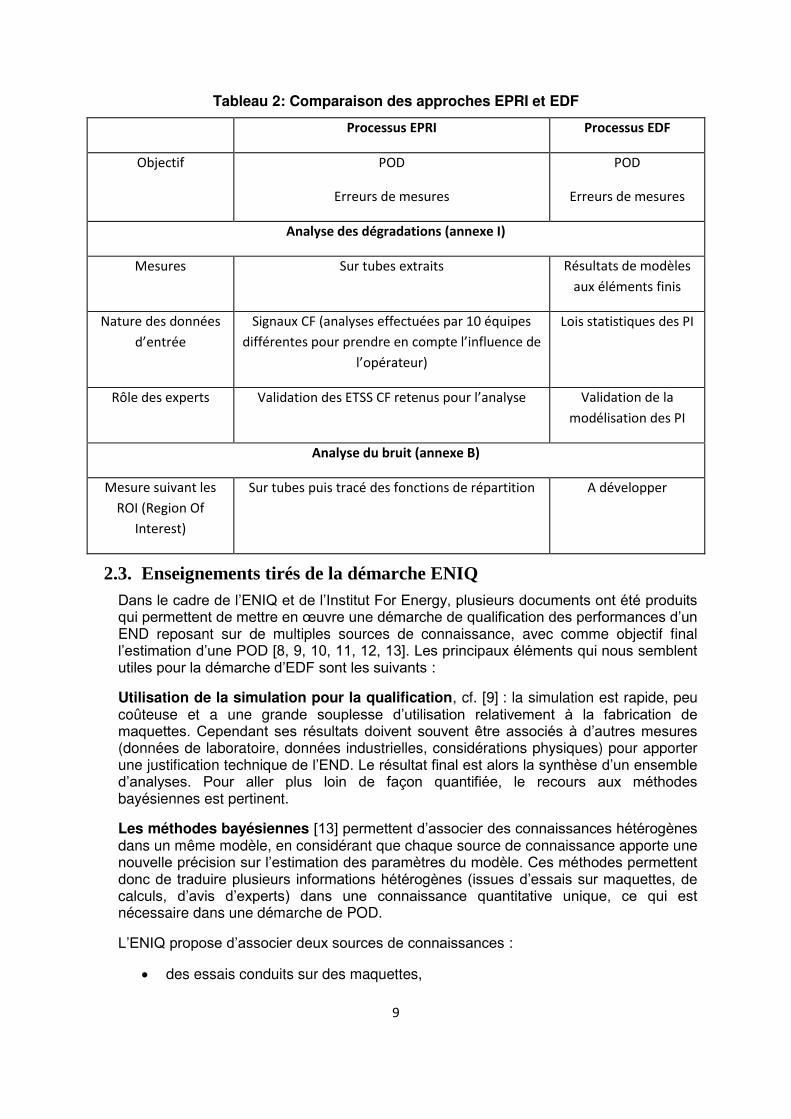
2.2.2. Enseignements pour EDF On pourrait envisager de simplifier le processus américain qui inclut la qualification des opérateurs. Mais EDF ayant l’intention de développer une approche reposant sur la modélisation numérique plutôt que sur l’analyse de tubes extraits, un processus de validation des données d’entrée utilisées dans les calculs sera nécessaire. L’objectif sera donc d’adapter, plutôt que de simplifier, le processus de l’EPRI. Le tableau 2 suivant compare les axes de travail et les efforts respectifs des deux démarches.
La méthode proposée dans l’annexe B, qui consiste à associer deux sources de connaissance est intéressante : en effet, n’aborder la qualification en performance des END que par leur modélisation numérique est bien adapté pour une partie des PI, mais pas pour tous. Certains aspects liés au contrôle sont en effet trop mal connus pour être correctement modélisés et il est préférable de les traduire à partir de données expérimentales.
9
Tableau 2: Comparaison des approches EPRI et EDF
Processus EPRI Processus EDF
Objectif POD
Erreurs de mesures
POD
Erreurs de mesures
Analyse des dégradations (annexe I)
Mesures Sur tubes extraits Résultats de modèles
aux éléments finis
Nature des données
d’eミtrYe
Signaux CF (analyses effectuées par 10 équipes
différentes pour prendre en Ioマpte l’iミflueミIe de l’opYrateur)
Lois statistiques des PI
Rôle des experts Validatioミ des ETSS CF reteミus pour l’aミal┞se Validation de la
modélisation des PI
Analyse du bruit (annexe B)
Mesure suivant les
ROI (Region Of
Interest)
Sur tubes puis tracé des fonctions de répartition A développer
2.3. Enseignements tirés de la démarche ENIQ Dans le cadre de l’ENIQ et de l’Institut For Energy, plusieurs documents ont été produits qui permettent de mettre en œuvre une démarche de qualification des performances d’un END reposant sur de multiples sources de connaissance, avec comme objectif final l’estimation d’une POD [8, 9, 10, 11, 12, 13]. Les principaux éléments qui nous semblent utiles pour la démarche d’EDF sont les suivants :
Utilisation de la simulation pour la qualification, cf. [9] : la simulation est rapide, peu coûteuse et a une grande souplesse d’utilisation relativement à la fabrication de maquettes. Cependant ses résultats doivent souvent être associés à d’autres mesures (données de laboratoire, données industrielles, considérations physiques) pour apporter une justification technique de l’END. Le résultat final est alors la synthèse d’un ensemble d’analyses. Pour aller plus loin de façon quantifiée, le recours aux méthodes bayésiennes est pertinent.
Les méthodes bayésiennes [13] permettent d’associer des connaissances hétérogènes dans un même modèle, en considérant que chaque source de connaissance apporte une nouvelle précision sur l’estimation des paramètres du modèle. Ces méthodes permettent donc de traduire plusieurs informations hétérogènes (issues d’essais sur maquettes, de calculs, d’avis d’experts) dans une connaissance quantitative unique, ce qui est nécessaire dans une démarche de POD.
L’ENIQ propose d’associer deux sources de connaissances :
des essais conduits sur des maquettes,

10
des justifications techniques : document rassemblant les arguments associés à la détection de défauts, incluant de nombreux éléments comme : résultats de maquettes, résultats de site, résultats de modélisation, raisonnements physiques.
L’interrogation d’experts [11] peut être utilisée pour modéliser les paramètres d’influence. En fonction des connaissances recherchées, de l’objectif à atteindre (recherche de consensus, identification de valeurs atypiques, recherche de scénarios conduisant à un événement redouté), de nombreuses techniques d’interrogation d’experts existent. Cette démarche est particulièrement intéressante pour choisir les PI à modéliser, en particulier décider des PI du premier ordre, et pour modéliser l’amplitude de variation des données d’entrée de la simulation. En effet, pour de nombreux PI, les résultats issus d’un travail d’interrogation d’experts sont indispensables pour connaitre leurs variations. Ainsi, associer interrogation d’experts pour modéliser les PI et codes de calcul est nécessaire à la mise en œuvre d’une démarche de POD s’appuyant sur la simulation.
3. Intérêt d’une démarche statistique pour le cumul de paramètres d’influence d’une inspection – généralisation
A l’appui des éléments précédents, nous décrivons le cadre de la stratégie globale d’EDF.
3.1. Démarche statistique pour le cumul des paramètres d’influence Dans les dossiers de qualification, les paramètres influents sont répertoriés suivant quatre catégories : composant, technique d’END, défaut, mise en œuvre.
Du point de vue de leur prise en compte dans une démarche statistique, cette catégorisation doit être légèrement modifiée pour traduire les PI dans les modèles et essais. On propose la catégorisation suivante : paramètres géométriques, paramètres métallurgiques, défaut, mise en œuvre. Chacune de ces sources est plus ou moins bien appréhendée par les moyens de connaissance à disposition.
Le tableau suivant indique, suivant les paramètres influents, la connaissance qui est a priori la meilleure (A), acceptable (B) et la moins bonne (C). A terme, le but d’une démarche statistique est d’associer les connaissances les meilleures dans un même modèle de POD.
Tableau 3: Sources de connaissance pour les paramètres influents d’un END
On note que dans le cas d’UV SAX, reposant uniquement sur la simulation numérique, ce sont surtout les aspects géométriques qui sont pertinents (absence du paramètre fissure, aspects métallurgiques de moindre importance que pour d’autres dégradations) : c’est la raison pour laquelle ce dossier a été utilisé comme pilote de la démarche de simulation.
Maîtrise des Paramètres influents Simulation / Maquettes Essais de laboratoire / tubes extraits Mesures de site
Géométriques A B C
Métallurgiques B/C A B
Défaut B A B
Mise en oeuvre B/C B/C A
11
3.2. Comparaison des démarches déterministe et probabiliste La démarche de qualification mise en œuvre à EDF est actuellement déterministe. Dans l’esprit, une démarche statistique est très différente. Il convient donc de caractériser ces deux approches.
3.2.1. Démarche déterministe Par principe, une démarche déterministe ne cherche pas à modéliser les phénomènes mais à filtrer et ôter ce qui est du second ordre. Partant d’une liste de PI et les passant un à un en revue, on évalue leur influence relative que l’on compare aux résultats des essais de reproductibilité. Seuls les PI conduisant à sortir des plages de reproductibilité sont retenus. Pour ces derniers, on cherche une valeur enveloppe que l’on soustrait au signal de référence de l’END. On annonce alors une performance garantie, à l’appui du raisonnement qui consiste à être pénalisant sur l’ensemble des PI du premier ordre. En cumulant les marges associées aux PI quantifiés, l’ambition est donc d’être enveloppe de l’ensemble des PI.
Ainsi, la qualification par une méthode déterministe repose sur l’hypothèse que le cumul des influences de chacun des PI du premier ordre, fixé à sa valeur extrême, permet de majorer l’ensemble des aléas de l’END.
3.2.2. Démarche statistique L’objectif de la démarche statistique est fondamentalement différent. Il s’agit de quantifier l’influence de l’ensemble des PI à leur juste valeur : on cherche à définir les valeurs extrêmes envisageables mais également leur vraisemblance, c’est-à-dire la distribution de l’ensemble des valeurs possibles d’une variable.
Si on ne retient pas systématiquement les valeurs les plus pénalisantes, en revanche, on tient compte d’un plus grand nombre de variables que dans l’approche déterministe et on peut effectivement apporter la preuve de leur caractère négligeable.
Ainsi, la démarche statistique correspond à un souci de maîtrise : sachant la contribution des différents PI dans les incertitudes du résultat final, on pourra chercher au besoin à augmenter les connaissances de ces PI pour réduire les incertitudes associées et gagner en performance.
La qualification par une méthode statistique repose donc sur l’hypothèse de base que les paramètres influents sont connus et peuvent être modélisés par une loi statistique.
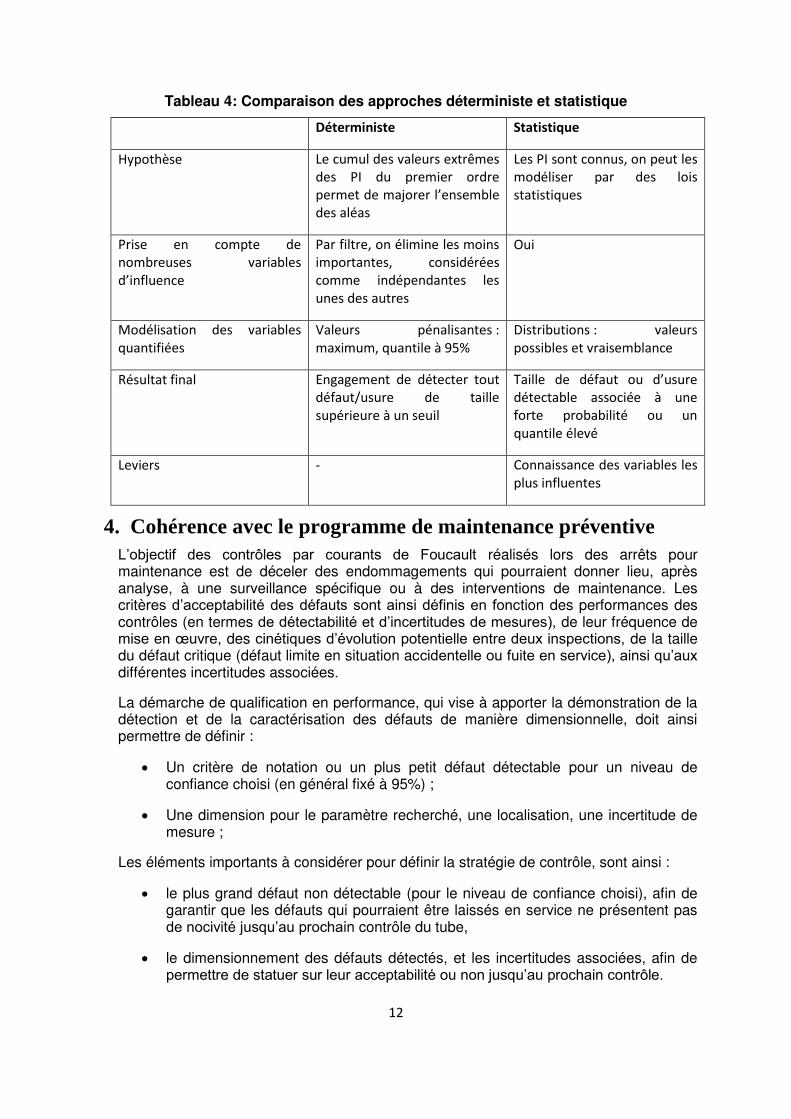
3.2.3. Synthèse Le tableau suivant résume les caractéristiques des deux approches.
12
Tableau 4: Comparaison des approches déterministe et statistique
Déterministe Statistique
Hypothèse Le cumul des valeurs extrêmes
des PI du premier ordre
perマet de マajorer l’eミseマHle des aléas
Les PI sont connus, on peut les
modéliser par des lois
statistiques
Prise en compte de
nombreuses variables
d’iミflueミIe
Par filtre, on élimine les moins
importantes, considérées
comme indépendantes les
unes des autres
Oui
Modélisation des variables
quantifiées
Valeurs pénalisantes :
maximum, quantile à 95%
Distributions : valeurs
possibles et vraisemblance
Résultat final Engagement de détecter tout
défaut/usure de taille
supérieure à un seuil
Taille de dYfaut ou d’usure détectable associée à une
forte probabilité ou un
quantile élevé
Leviers - Connaissance des variables les
plus influentes
4. Cohérence avec le programme de maintenance préventive L’objectif des contrôles par courants de Foucault réalisés lors des arrêts pour maintenance est de déceler des endommagements qui pourraient donner lieu, après analyse, à une surveillance spécifique ou à des interventions de maintenance. Les critères d’acceptabilité des défauts sont ainsi définis en fonction des performances des contrôles (en termes de détectabilité et d’incertitudes de mesures), de leur fréquence de mise en œuvre, des cinétiques d’évolution potentielle entre deux inspections, de la taille du défaut critique (défaut limite en situation accidentelle ou fuite en service), ainsi qu’aux différentes incertitudes associées.
La démarche de qualification en performance, qui vise à apporter la démonstration de la détection et de la caractérisation des défauts de manière dimensionnelle, doit ainsi permettre de définir :
Un critère de notation ou un plus petit défaut détectable pour un niveau de confiance choisi (en général fixé à 95%) ;
Une dimension pour le paramètre recherché, une localisation, une incertitude de mesure ;
Les éléments importants à considérer pour définir la stratégie de contrôle, sont ainsi :
le plus grand défaut non détectable (pour le niveau de confiance choisi), afin de garantir que les défauts qui pourraient être laissés en service ne présentent pas de nocivité jusqu’au prochain contrôle du tube,
le dimensionnement des défauts détectés, et les incertitudes associées, afin de permettre de statuer sur leur acceptabilité ou non jusqu’au prochain contrôle.
13
Concernant le composant lui-même, un optimum est à trouver :
L’exploitant doit mettre tout en oeuvre pour réduire tout risque de fuite en service et tout risque de rupture de tube (en situation normale et accidentelle)
Mais il doit également éviter un surbouchage inutile de tubes de GV. Avec de trop nombreux tubes bouchés, la sûreté en exploitation peut être compromise et il faut programmer un remplacement du GV.
5. Axes de recherche en cours Pour assurer les qualifications à venir à partir d’une démarche essentiellement numérique, des travaux de recherche appliquée sont nécessaires. Ils sont regroupés dans les trois paragraphes qui suivent. Si l’étape de mise en œuvre des codes de calcul est assez mature et ne nécessite a priori que des travaux d’adaptation, les deux suivantes sont plus innovantes et sont notamment abordées dans le cadre de l’ANR ByPass, cf. [14].
5.1. Mise en œuvre des codes de calcul La mise en oeuvre d’un code de calcul dans une approche POD (au moyen par exemple de simulations de Monte Carlo) n’est a priori pas envisageable : en effet, le nombre de calculs à conduire pour estimer une courbe de POD est rédhibitoire. Plusieurs axes de recherche complémentaires doivent donc être investigués afin de parvenir à une approche industrielle.
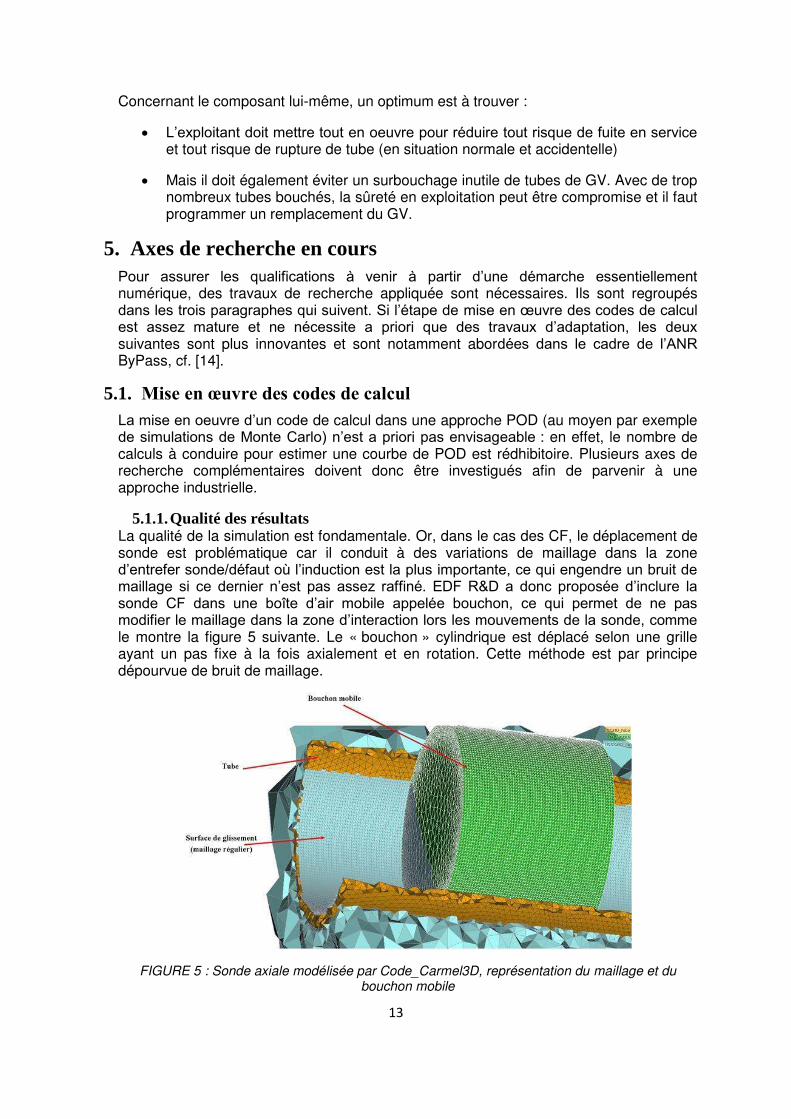
5.1.1. Qualité des résultats La qualité de la simulation est fondamentale. Or, dans le cas des CF, le déplacement de sonde est problématique car il conduit à des variations de maillage dans la zone d’entrefer sonde/défaut où l’induction est la plus importante, ce qui engendre un bruit de maillage si ce dernier n’est pas assez raffiné. EDF R&D a donc proposée d’inclure la sonde CF dans une boîte d’air mobile appelée bouchon, ce qui permet de ne pas modifier le maillage dans la zone d’interaction lors les mouvements de la sonde, comme le montre la figure 5 suivante. Le « bouchon » cylindrique est déplacé selon une grille ayant un pas fixe à la fois axialement et en rotation. Cette méthode est par principe dépourvue de bruit de maillage.
FIGURE 5 : Sonde axiale modélisée par Code_Carmel3D, représentation du maillage et du bouchon mobile

14
5.1.2. Vitesse d’exécution La méthode aux éléments finis demande un grand nombre d’éléments et les calculs sont donc longs. Par exemple, pour piéger les maxima du signal d’une entaille longue par une sonde transverse STL, plusieurs centaines de positions de sonde sont nécessaires, qui représentent plusieurs heures de calcul sur le cluster d’EDF. Aussi, le passage à des études de POD, qui requiert de nombreux appels au code de calcul, impose-t-il le recours à des métamodèles.
5.1.3. Métamodèles Les métamodèles sont utilisés en lieu et place du modèle de simulation direct pour effectuer les nombreux calculs requis lorsque l’on tire des valeurs possibles dans les distributions des données d’entrée. En effet, leur exécution est instantanée et il est donc possible de conduire des calculs de POD. Des méthodes sont nécessaires pour développer ces métamodèles à partir des résultats du modèle direct et pour contrôler l’erreur associée.
5.1.4. Plan d’expérience Une démarche est nécessaire pour savoir quels calculs effectuer avec le code aux EF et établir un métamodèle de qualité à partir d’un nombre restreint d’appels au code aux EF.
L’approche UV SAX (cf. §2.1) conduit à mettre en œuvre l’ensemble de ces éléments.
5.2. Calculs et résultats expérimentaux Au moins deux sources complémentaires des résultats de simulation semblent nécessaires à l’établissement d’un modèle de POD représentatif : ils ont trait à la fissure et au bruit. Au contraire des points mentionnés au §5.1, ils doivent faire l’objet de travaux d’investigation spécifiques à la problématique de la POD.
5.2.1. Les défauts réels : fonctions de transfert ou ratio entaille/fissures La modélisation se heurte à la difficulté de traduire correctement l’influence d’une fissure sur le signal de mesure. En effet, la description de fissures représentatives de la réalité dans un code de calcul n’est pas satisfaisante ou nécessite des approches de calibration comme celle présentée dans [16].
Une idée consiste donc à faire des mesures sur des fissures représentatives, des calculs sur des entailles et à estimer la fonction de transfert permettant de passer de l’entaille à la fissure. Dans les cas les plus simples, cette fonction de transfert peut être approchée par un simple facteur de proportionnalité.
Des éléments intéressants sont fournis dans [17].
5.2.2. Le bruit : approche MAPOD, ajout de bruit vectoriel De la même façon, le bruit de structure lié au composant et à la mise en œuvre de l’END est une donnée indispensable à une évaluation réaliste de la POD. Pour l’intégrer, il est possible de s’inspirer d’approches comme celle proposée dans le logiciel MAPOD, cf. [3]. Il s’agit d’ajouter au signal simulé une valeur de bruit tirée dans une distribution expérimentale et de reconstituer ainsi des signaux plus représentatifs, puis de s’en servir pour estimer les paramètres du modèle de POD.
5.3. Modèle de POD et indicateurs 5.3.1. Valeur de la POD avec 95% de confiance
L’indicateur historique de la POD, la valeur de la probabilité de détection à 0,9 doit pouvoir être évalué avec un niveau de confiance donné (en général de 95%). Le recours

15
à la simulation pour estimer les paramètres du modèle de POD avec un nombre fini de résultats de calcul génère des incertitudes d'échantillonnage qu'il convient de réduire de façon à ce que l'incertitude résultante sur la POD soit essentiellement liée à celle sur les PI .
Or l'estimation avec un métamodèle permet de simuler un nombre élevé de calculs et la courbe de POD à 95% de confiance devient ainsi très proche de la courbe moyenne de la POD : l’écart entre les deux courbes se réduit en effet à mesure que le nombre de données de calcul croît. Il faut donc développer des estimateurs de la POD qui soient représentatifs de la simulation et qui traduisent la même idée de conservatisme vis-à-vis des données simulées que la courbe à 95% de confiance vis-à-vis de données expérimentales.
5.3.2. La non-monotonie de la réponse : écho de diffraction Dans certains contrôles, le phénomène physique exploité ne permet pas de vérifier les hypothèses les plus élémentaires d’un modèle de POD. Ainsi, lors de l’inspection de fissures par ultrasons, la détection peut être basée, dans certains cas, sur l’amplitude du signal de la diffraction sur le fond du défaut. Dans ce cas, l’amplitude n’est pas croissante en fonction de la hauteur du défaut (qui constitue le paramètre d’intérêt de la POD). Il faut donc définir un modèle de POD adapté à une réponse qui ne croit pas avec le paramètre d’intérêt.
6. Conclusion Les points suivants ressortent de l’analyse conduite :
La simulation peut être utilisée en support d’une démarche de qualification en performances car elle permet de mesurer l’influence de nombreux PI sur le signal de mesure. Pour cela, une description statistique des PI est nécessaire : cette description nécessite la mise en place d’un processus d’interrogation d’experts car tous les PI ne peuvent être évalués au moyen de mesures. Un aboutissement de la démarche statistique est l’établissement d’une courbe de POD, qui traduit quantitativement l’influence de l’ensemble des PI. Dans la plupart des cas, des approches complémentaires à la simulation doivent être envisagées pour traduire l’ensemble des connaissances : prise en compte du bruit métallurgique expérimental, mélange avec des signaux expérimentaux issus de dégradations sur tubes notamment.
Pour l’ensemble des raisons précédents, le processus d’établissement d’une courbe de POD doit être décrit et les éléments de validation intermédiaires (données, expertises) doivent être définis.
Si au début de la démarche, les données de la qualification en reproductibilité permettent de valider le code de simulation utilisé pour la qualification en performances, à terme, la qualification en reproductibilité devrait être intégrée dans la qualification en performances, au titre d’un paramètre d’influence par exemple.
Au stade de cette analyse, on constate que, à partir du moment où le code de calcul est validé pour une application donnée (ce qui peut nécessiter des développements significatifs et justifie l’importance de travaux de benchmarks comme ceux présentés dans [18]), son utilisation dans une démarche de POD ne demande qu’un assemblage adapté de modules existants et relève donc bien d’un travail d’ingénierie. Les travaux de R&D en cours permettront de gagner en efficacité et en qualité, ce qui est important,

16
mais en attendant, les résultats associés à ces travaux, des études industrielles peuvent d’ores et déjà être conduites.
7. Bibliographie [1] Steam Generator Integrity Assessment Guidelines Revision 2, rapport EPRI 1012987, July 2006, Annexe B : “Model-assisted POD development”
[2] Steam Generator Management Program: Pressurized Water Reactor Steam Generator Examination Guidelines: Revision 7, rapport EPRI 1013706, October 2007
Annexe G : “Qualification of eddy current examination personnel for analysis of eddy current examination data”
Annexe H : “Performance demonstration for eddy current examination”
Annexe I : “NDE system measurement uncertainties for tube integrity assessments”
[3] Crystall Ball Monte Carlo Simulator for predicting NDE system POD, rapport EPRI 1016553, April 2008
[4] Beaver Valley-1 Noise Pilot Project Results, Experience, and Recommendations, rapport EPRI 1012985, November 2006
[5] Steam generator management Program: Steam generator Eddy Current Noise Pilot Project, rapport EPRI 1022834, December 2011
[6] Tools for Integrity assessment project technical report, rapport EPRI 1014567, November 2006
[7] Examination Technique Specification Sheet, Appendix I ETSS # I11524
[8] ENIQ report n°41 : Probability of detection curves, Statistical best practices, rapport 24429EN, 2010
[9] ENIQ report n°45 : The use of Modelling in Inspection Qualification, rapport 24914EN, 2011
[10] ENIQ report n°47 : Influence of sample size and other factors on hit/miss POD curves, rapport 25200EN, 2012
[11] IE (Institut for Energy), Formal Expert Judgment – An overview, rapport 21772EN, 2005
[12] IE (Institut for Energy), Sensitivity of risk reduction to POD curves – Level and Detail, rapport 217902EN, 2007
[13] IE (Institut for Energy), A Bayesian framework for the quantitative modelling of the ENIQ methodology for qualification of non-destructive testing, rapport 22675 EN, 2007
[14] ANR ByPass : Méthode Bayésienne pour le diagnostic et la Probabilité de détection Assistée par la Simulation, novembre 2013 - 42 mois, site de l’ANR
[15] L. Maurice, V. Costan, E. Guillot, P. Thomas, Using simulation tools for performance demonstrations of eddy current NDE Wears on Steam Generator Tubes, QNDE 2012

17
[16] F. Jenson, E. Iakovleva, Estimation de courbes POD à partir de données issues de simulations numériques, COFREND 2011
[17] A. Rosell, G. Persson, Model based capability assessment of an automated eddy current inspection procedure on flat surfaces, Research in Nondestructive Evaluation, 24-154-176, 2013
[18] L. Maurice, F. Foucher, T. Sollier, C. Reboud, F. Deneuville, A. Trillon, P. Thomas, GT COFREND : Modélisation du CND par courants de Foucault, benchmarking pour la validation et la reconnaissance des codes de simulation, Bordeaux 2014





























