Embed Size (px)
Citation preview

\G
60'
valorisation des ressourfrançaises en Tungsti
compte rene'u des travaux réalisés endans te cadre de la convention A F M E n° 9.02
J.-M
avec la collaborateCERMeP(Gren
KREBS (I
marsR3
BlDIRECTION DES ACTIVITÉS MINI
Département MinéralB.P. 500C - 45060 ORLÉANS CEDEX 2 - France - Tél. : (33) 38.64

RESUME
Ce rapport rend compte des travaux effectués en 1990 dans le cadrede la phase III du programme "Valorisation des ressources françaises entungstène", convention ÂFME n° 9,02.0029.
L'objectif recherché et atteint a consisté en la mise au point d'unprocédé d'obtention d'ammonium paratungstate d'une qualité comparable àcelui rencontré sur le marché, à partir de déchets de plaquettes encarbure de tungstène.
Le rapport final, rédigé par la CEBMEP, présente les étudesréalisées par tous les organismes associés au projet :
• EUROTUNGSTENE POUDRES, pour la partie Uxiviation des plaquetteset estimation de la qualité de l'ammonium paratungstate obtenuaprès précipitation
+ KREBS, pour toute l'ingénierie et 1 'étude de faisabilité
4 BRGM, pour la mise au point, tant au laboratoire qu'au niveaupilote, de la purification par extraction liquide-liquide des solutionsissues de la Uxiviation des plaquettes.

VALORISATION DES RESSOURCES FRANÇAISESEN TUNGSTENE
CONVENTION AFME N° 9.02.0029RAPPORT INTERMEDIAIRE A FIN 1990
Chapitre 1 : Introduction
Chapitre 2 : Essais de fusion oxydante des déchets de plaquettes carbure enfour de Laboratoire.
Chapitre 3 : Essai de précipitation de Ti, Ta et N b dans les solutions deN a 2 W O 4 ex plaquettes carbure.
Chapitre 4 : Préparation de 1 m 3 de solution de tungstate de sodium destinée àalimenter le pilote d'extraction par solvant.
Chapitre 5 : Rapport du B R G M sur le procédé d'extraction par solvants
- mise au point au Laboratoire
- campagne d'essais sur l'installation pilote
Chapitre 6 : Cristallisation de l 'APT.
Chapitre 7 : Conclusions.
Annexe : Méthodes analytiques C E R M e P

CHAPITRE 1
INTRODUCTION

INTRODUCTION
Le présent rapport rend compte des travaux réalisés en 1990 dans le cadre de laphase III du programme "valorisation des ressources françaises en tungstène".
Cette troisième phase fait l'objet de la convention A F M E n° 9.02.0029 qui endonne le contenu détaillé ainsi que le calendrier et la répartition des travaux entre lestrois sociétés concernées : E U R O T U N G S T E N E P O U D R E S , B R G M et K R E B S .
Faisant suite aux travaux antérieurs les objectifs principaux de cette troisièmephase sont les suivants :
- Mettre au point au laboratoire un procédé d'extraction liquide-liquidepermettant de substituer les ions a m m o n i u m aux ions sodium dans lessolutions de tungstate ex déchets et tester ce procédé à l'échelle pilote.
- Etablir par l'étude d'ingénierie les coûts d'investissement et defonctionnement d'une installation industrielle de traitement de déchets demétal lourd et de carbure cémenté basée sur le procédé : oxydation à l'air -fusion alcaline - extraction par solvants - cristallisation de P A P T .
Dans le présent rapport, le chapitre 5 qui décrit la mise au point du procédéd'extraction par solvants est constitué intégralement du rapport du B R G M à ce sujet( D A M / M I N / 9 1 n° 72 du 22/1/1991) qui comprend les deux parties :
- mise au point du procédé au laboratoire ;
- application en installation pilote.

CHAPITRE 2
ESSAIS DE FUSION OXYDANTE DES DECHETS
DE PLAQUETTES CARBURE EN FOUR DE LABORATOIRE

2 - ESSAIS DE FUSION OXYDANTE DES DECHETS DEPLAQUETTES CARBURE EN FOUR DE LABORATOIRE
2 - 1 - C e procédé avait déjà été appliqué avec succès aux déchets de copeauxde métal lourd : cf rapport final de la phase I (LPR 9468 de mars 1987).
Il consiste à effectuer en m ê m e temps les deux réactions :
- oxydation des déchets par l'air
- et réaction des oxydes avec le carbonate de sodium fondu.
O n opère en four basculant à chauffage par induction.
Pour les tests sur copeaux de métal lourd on avait utilisé un creuset en acierdoux équipé d'un dispositif d'insufflation d'air en anneau acier inoxydable en fond decreuset :
A i a
Schéma 1
2.2 - Pour la première série de tests sur plaquettes carbure on a réutilisé cem ê m e montage.
O n introduit à froid :
1 kg de plaquettes soit brutes, soit concassées en morceaux de moins de 5m m à la presse à friction.
0,6 kg de N a 2 C O 3 soit environ 1,25 fois la quantité stoéchiométrique parrapport au tungstène contenu.

Ü n chauffe sous léger débit d'air, jusqu à 1ÜOO°C et l'on règle ie débit d'air àenviron 200 l/h, ce qui donne un barbottage assez fon mais sans éclaboussures.
Résultats :
O n effectue différentes durées de palier. E n fin de palier on bascule le four touten maintenant le chauffage pour couler le bain fondu dans une lingotière.
- Après 4 heures de palier à 1000°C les plaquettes sont encore très peuattaquées.
- Après 8 heures : l'attaque est à peine plus marquée.
- en prolongeant de quelques heures on se rend compte que le barbottagen'est plus du tout bien réparti dans le bain, ce qui est dû à l'évasement par oxydationde certains trous de l'anneau d'amenée d'air, et que les plaquettes qui sont contre lesparois du creuset ne sont pratiquement pas attaquées.
Il apparaît donc que le dispositif d'amenée d'air en anneau et en acier inoxydablene convient pas pour les déchets de plaquettes (répartition de l'air et tenue à lacorrosion non suffisantes).
2 - 3 - Pour la 2 è m e série d'essais on a réalisé un creuset spécial, en inconel,équipé d'un fond percé de trous de diamètre 0,3 m m pour l'insufflation d'air : cf.schéma 2 .
Les essais dans ce creuset n'ont porté que sur des plaquettes non concassées.
O n introduit 1 kg de plaquettes et 0,5 kg de N a 2 C O 3 , soit environ 1,1 fois laquantité stoéchiometrique rapport au tungstène.
O n chauffe sous Iceer débit d'air jusqu'à 1000°C et l'on règle le débit à environ300 l/hcure.
Résultats :
Sur une m ê m e charge on a effectué 4 opérations successives avec un palier à1000°C de 6 heures chacune.
A la fin de chaque opération on effectuait une coulée du sel fondu en lingotièrepour voir l'aspect des plaquettes, puis on rechargeait le mélange figé plaquettes +sels pour l'opération suivante.
O n a constaté une attaque progressive des plaquettes, mais irrégulière d'uneplaquette à l'autre, vraisemblablement selon la nuance de carbure.
Toutefois après 24 heures d'attaque les plaquettes les plus fortement attaquées(reperces d'après les formes) n'avaient perdu qu'environ la moitié de leurs poids.
D'autre part les trous d'amenée d'air situés au centre du fond du creuset s'étaientévasés à environ 2 m m de diamètre et d'autres s'étaient bouchés ce qui donnait unbarbottage mal reparti dans le bain. Toute la partie immergée du creuset inconelmontrait également des traces de corrosion. Le tube d'amenée d'air s'étant percé dufait de l'oxydation dans la zone chaude, et compte tenu des constatations ci-dessus,on n'a pas prolongé cette série d'essais.
2 - 4 - Conclusion.
Il apparaît que le traitement des plaquettes par fusion-oxydation pose plusieursproblèmes technologiques.
Le point principal pour que la réaction soit la plus rapide possible et touchetoutes les plaquettes mises en oeuvre est la qualité du barbottage d'air.

O n a vu dans nos essais que bien avant la fin de la réaction les trous dudispositif d'amenée d'air s'étaient nettement évasés par corrosion, que ce soit dansl'acier inoxydable ou dans l'inconel.
U n e solution pour ne pas avoir de corrosion serait d'utiliser un dispositif desoufflage en céramique ou réfractaire ; par exemple il serait possible de réaliser uncreuset en béton de magnésie avec une boite à air au fond et un fond percé de trous(schéma semblable à celui de notre creuset en inconel).
Mais il semble que m ê m e avec un bon dispositif d'amenée d'air, il resteratoujours des chemins préférentiels et donc des zones de plaquettes non attaquées.
Il serait donc souhaitable de pouvoir remuer de temps en temps les solidesprésents dans le bain, par exemple à l'aide d'une pale - mais en quel matériau - oupar l'usage d'un panier contenant les plaquettes.
Il apparaît donc qu'avant de reprendre les essais nous devrions débattre avecK R E B S de la conception et de la réalisation d'un montage pilote qui permette deréaliser des attaques complètes de plaquettes par fusion-oxydation pour chiffrer ceprocédé en comparaison avec le procédé en deux étapes.

A >35J

CHAPITRE 3
ESSAI DE PRECIPITATION DE Ti, Ta et Nh
DANS LES SOLUTIONS DE Na2WO4
EX PLAQUETTES CARBURE

ESSAI DE PRESTATION DU Ti Ta ET Nb DANS LES SOLUTIONS DE Na2WO4
INTRODUCTION
Le procodé da récupération du tungstène par fusion alcaline (carbonate de sodium) de
déchets préalablement oxydés conduit après dissolution dans l'eau et filtration, a une solution de
tungstate de sodium. Dans le cas de déchets constitués de plaquettes de coupe contenant du
titane, du tantale et du niobium, le procédé ne permet pas de séparer totalement ces éléments qui
subsistent donc partiellement dans la solution de tungstate de sodium.
Le but de cette étude est d'éliminer le Ti, T a et N b de ces solutions de tungstate de
sodium. Pour ce faire nous avons d'abord étudié leur précipitation naturelle puis, par addition
d'acide, nous avons diminué le p H de la solution pour augmenter le taux de précipitation.
P A R T I E E X P E R I M E N T A L E
• Matière première : solution de tungstate de sodium fraîchement préparée titrant à :
AOAqA en W . 192mg/l en Ti. 777mg/l en T a et 129mg/l en N b
• Diminution du p H par addition d'acide sulfurique 3,6N (dilution pour éviter la formation
locale d'acide tungstique).
• Méthodes d'analyse :
• W : gravimétrie
• T L T a et N b : dosage par émission plasma (ICP)
R E S U L T A T S
Les effets des paramètres suivants sur la concentration en Ti,Ta et N b ont été testés
• Effet du temps (figures 1 et 2)
• Effet de la dilution (figure 1)
• Effet du p H d e la solution (figure 1 et 3)
• Effet d e la température et du p H (figure 1)

•écipitation naturelle à
»mpérature ambiante :
solution mère t = o
solution mère t = 1j
solution mère t = 5j
solution mère t = 30j
solution mère diluée x2
solution mère diluée x4
Diminution du pH
par ajout d'H2SO4
à température ambiante
à T = 80*C
à T = 80'C
PH
13,7
13,7
13,7
13,7
13,3
13,0
13,0
12,5
11,9
11,5
11,0
10,4
10,1
9,5
9,0
11,0
9,9
W (9/1)
404
406
384
391
394
390
353
Ti (mg/1)
192
194
140
145
154
134
134
139
157
84
67
44
42
93
121
167
82
Ta (mg/1)
777
620
360
355
537
607
565
566
625
484
398
354
340
521
553
786
532
Nb (mg/1)
129
109
80
66
95
100
88
90
98
75
65
56
57
85
86
130
85
Figure 1 : ré su Kots des différents essais

Ta (mg/1)
w (g/1)
Ti (mg/1) N b (mg/1)
-X—I
10 15
Jours
20 25 30
Figure 2 : effet du temps sur les concentrations en Ti. T a et N b
m
800 y
700 --
6 0 0 -•
500 T
400
3 0 0 -•
200 --
100 $
0
D
D D
* *H h
D
D
D D
9,5 10 10,5 11 11,5
pH
D
X•
XX
Ti
Ta
Nb
X
D
•
12 12,5 13 13,5 14
Figure 3 : effet du p H sur les concentrations en TL T a et N b

D I S C U S S I O N
La précipitation de Ti. T a et N b evsc le temps est nette mais elle ne permet pas d'obtenir
une purification suffisante puisque seulement 25% du Ti. 55% du T a et 50% du N b précipitent après
5 jours. Notons le faible taux de purification en titane.
Sous l'effet de la diminution du p K Ti. T a et N b précipitent progressivement U n max imum
de précipitation est atteint pour des p H compris entre 10 et 10,5 où 78% du TL 5 6 % du T a et 56% du
N b précipitent Aux p H inférieurs à 10 a lieu une redissolution du précipité ; celle ci est complète à
p H - 8. Si le p H est encore abaissé, la solution se teinte alors progressivement en jaune; En
dessous de p H - 2.5 l'acide tungstque c o m m e n c e a précipiter. La précipitation d e Ti T a et N b par
abaissement du p H apparaît donc nettement plus efficace et surtout beaucoup plus rapide que la
précipitation naturelle, en particulier dans le cas du titane. Cependant cette purification n'est pas
complète puisque dans le meilleur des cas la solution finale contient 10Oppm de Ti. 840ppm de T a
et 140ppm de N b par rapport au tungstène.
D'autres méthodes de séparation pourraient être envisagées (precipitation du T a et N b
par les tanins... ). Hélas ces méthodes sont beaucoup trop complexes pour être appliquées ici.
Remarques :
• Les effets de la dilution de la solution mère et de la température, lors de la diminution
du p K n'apportent aucune amélioration a la purification de la solution de tungstate de
sodium.
• Le précipité formé au cours ^e l'abaissement de p H estextrêmentfin puisqu'il traverse
partiellement les filtres millip_ as de 5um.
• L'utilisation d'acide chlorhydrique 3N pour abaisser le p H conduit aux m ô m e s résultats
que ceux obtenus avec l'acide sulfurique.

CHAPITRE 4
PREPARATION DE 1 M3 DE SOLUTION
DE TUNGSTATE DE SODIUM DESTINEE A ALIMENTER
LE PILOTE D'EXTRACTION PAR SOLVANT

4 - PREPARATION DE 1 M3 DE SOLUTION DE TUNGSTATE DESODIUM DESTINEE A ALIMENTER LE PILOTED'EXTRACTION PAR SOLVANT
4 - 1 - Cette préparation a été faite à partir de déchets de plaquettes carbureachetées à un négociant et de copeaux de métal lourd (type D X 2) provenant de lasociété C I M E B O C U Z E .
La répartition du tungstène mis en oeuvre a été d'environ 75 % ex plaquettes et25 % ex copeaux.
Le procédé utilisé pour cette préparation a été :
- oxydation des déchets
- broyage des oxydes (pour les plaquettes carbure uniquement)
- fusion au carbonate de sodium
- dissolution dans l'eau du tungstate de sodium formé
- filtration et lavage des insolubles
- purification partielle en Ti, Ta , N b de la solution de tungstate de sodium.
La figure 1 présente un schéma plus détaillé du procédé.
O n aurait préféré appliquer le procédé de fusion-oxydation simultanées maisles problèmes technologiques explicités dans le chapitre Ú nous ont obligés à revenirau procédé en deux étapes distinctes.
4 - 2 - Traitement d'oxydation des plaquettes.
300 kg de plaquettes ont été traites.
Ce traitement s'effectue dans le four statique à résistance (n° 1937). Lesplaquettes sont étalées dans des nacelles en acier N S 30 (dimensions 38 x 18 x 9cm).
Chaque nacelle est chargée de 2 kg de plaquettes et de 0,5 kg de produits àrecycler (refus de tamis à 350 /¿m après broyage des oxydes obtenus lors desopérations précédentes).
Le four pouvant contenir 4 nacelles, à chaque opération on met donc en oeuvre,8 kg de plaquettes + 2 kg de recycles.
Le traitement s'opère à 950°C et dure 24 heures, sous un balayage d'air de
1 mVh.
Les nacelles sont extraites chaudes du four et refroidies à l'ambiante.
L'oxydation s'accompagne d'une augmentation de volume, pour un lit d'environ
2 c m au départ on retrouve environ 5 c m de plaquettes oxydées.
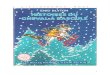
La plupart des plaquettes prennent un aspect particulier : cf planche n° 1.
4 -3 - Broyage - Tamisage :Les plaquettes oxydées issues d'une opération (" 12 kg) sont versées dans un fût
inox de 40 litres avec 5 kg de billes carbure 0 20 m m (agents broyants). L'ensembleest placé sur le mélangeur Röhn à vitesse moyenne de rotation pendant 3 heures.

S C H E M A DE P R O C E D E
Na2CO3
H 2 S O 4
Déchets de carbure de tungstène(plaquettes de coupe)
IOxydation en lit statique
>95O°C/24 h sous 1 m 3 air/h
Broyage des oxydes
Tamisage
<350 ¿/m
Fusion 900°C/1 h
1MétaJ lourd oxydé( W O 3 ,NiO, Fe2O3)
Coulée en lingotière
1Broyage < 5 m m
Dissolution de N a 2 W O 4dans l'eau sous agitation
80°C/2 h
1 insolubles insolubles
Filtration Lavage eau 60°C
e a u x - m è r e s
^ Purification à pH = 10,5(élimination partielle des tantalate - 4
eaux de lavage
séchage100°C/8h
Décantation 48 h ^ insolubles
jus clairs
Solution de N a 2 W O 4 pour l'extraction liquide/liquide
Figure 1
3

Sur crible de 8 m m , on élimine les agents broyants. La fraction passante estensuite tamisée à 350 fsm sur tamis vibrant. La fraction supérieure à constituée defragments de plaquettes mal oxydées est renvoyée en traitement thermiqued'oxydation.
A u total 305,1 kg de matière oxydée, inférieurs à 350 /¿m sont récupérés et 13,0kg de refus de tamis.
4 - 4 - Analyses sur les plaquettes oxydées :
C o m m e les premiers oxydes obtenus ont été traités en fusion alcaline avant lafin de la campagne d'oxydation, il n'a pas été possible d'homogénéiser tout le lotd'oxyde. O n n'a fait qu'un prélèvement ponctuel donc partiellement représentatif.
Résultats d'analyse
wTa
Ti
Nb
Co
Si
Fc
%
69,1
4,79
1,20
1,07
6,50
1,50
0,038
Fraction < 350 / / m
% W ]
100
6,93
1,70
1,55
9,40
2,17
0,06
Vlatière contenuedans 305,1 kg
210,8 kg
14,6 kg
3,7 kg
3,2 kg
19,8 kg
4,6 kg
0,1 kg
Fraction > 350/an
%
51,2
5,05
2,60
0,92
5,90
0,095
0,012
%W
100
9,86
5,08
1,80
11,52
0,19
0,02
Matière contenuedans 13 kg
6,7 kg
0,7 kg
0,3 kg
0,1 kg
0,8 kg
0,01 kg
-
Ces résultats d'analyse amènent les remarques suivantes :
a) Malgré le doute sur la représentativité de l'échantillon, on trouve unpoids total de W de 217,5 kg, soit 72,5 % des 300 kg de plaquettes traitées ce qui estun ordre de grandeur vraisemblable.
b) La teneur forte en silicium (0,98 % ) est surprenante et pourrait être dueà la présence dans le lot de plaquettes à base de nitrure de silicium, qui sont desnuances peu courantes.
c) La fraction > 350 / / m est nettement plus riche en Tí + T a + N b(E = 16,7 % / W ) que la partie < 350/¿m ( £ = 10,1 % / W ) . Cest notamment le caspour le titane où les teneurs respectives sont 1,7 et 5,1 %. Ceci confirme que lesplaquettes à fortes teneurs en Ti sont plus difficilement oxydables.
4 - 5 - Fusion
A u x plaquettes oxydées et broyées, on ajoute 93 kg de métal lourd (type D X 2)oxydé.
C e métal lourd oxydé avait été produit lors d'essais antérieurs.
Les copeaux oxydés de longueur inférieure ou égale à 5 m m sont très friables, etsont donc utilises tels quels sans broyage préalable.
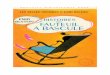
Aspect : cf planche 2 .

Leur composition es1, la s ivar
W
Fe
Ni
D X 2 vierge(pour mémoire)
92,3
3,2
4,5
D X 2 oxydé
73,0
2,6
3.6
Matière contenuedans 93 kg
67,9 kg
2,4
3.3
A u total on dispose donc de 398,1 kg (305,1 + 93) de déchets oxydés contenant
206,1 kg
14,6
3,7
3,2
19,8
4,6
2,4
3.4
W
Ta
Ti
Nb
Co
Si
Ni
Fe
(210,8 + 67,9)
(3,3 + 0,1)
Pour des raisons de commodité de pesée on prépare des charges contenant 7 kgd'oxyde ex-plaquettcs ou ex-métal lourd auxquels on ajoute respectivement 3 kg ou5 kg de carbonate de sodium. Dans les deux cas l'excès de carbonate de sodium estd'environ 65 % par rapport à la stoéchiométrie de la réaction :
900° CW O 3 + Na2Co3 Na2WO4 + CO2
La fusion de ces mélanges s'effectue dans un four basculant chauffé parinduction. Le CTeuset en carbure de silicium a un volume utile d'environ 16 litres. U nthermocouple plongé dans le creuset permet de suivre l'évolution de la température.
Le four est chauffé à 700°C en 1 h 30 (puissance nécessaire : 20 k W ) . O n versealors l'équivalent d'une charge (10 kg ou 12 kg suivant le cas) et on attend qu'ellesoit fondue avant d'ajouter les suivantes.
Chaque opération utilise 3 charges ;
U n e fois que tout est liquide on augmente la température jusqu'à atteindre900°C et on reste en palier pendant 1 h 30 (puissance nécessaire : 10 k W ) . D e tempsà autre la masse en fusion est remuée à l'aide d'une tige cylindrique en graphite. Lepalier terminé, on bascule lentement le four et on coule en nacelle inox, un produitfluide. Il reste toutefois au fond du creuset, un culôt pâteux que l'on extrait parraclage.
La coulée se solidifie rapidement et mis à part le culot, elle est facilementconcas sable.
O n verse alors les morceaux concassés dans un broyeur biconique où ils sontréduits en poudre inférieure à 2 m m .
Cf clichés du four basculant sur planche n° 3

4 - ó - Dissolution du tungstate de sodium :
Les fragments broyés sont dissous par fraction d'environ 30 kg dans 100 litresd'eau à 80°C. La dissolution se déroule sous agitation et dure environ 1 h puis onlaisse décanter 2 heures.
Les jus relativement clairs sont soutirés et transvasés dans une cuve. Lesinsolubles sont filtrés et lavés sur filtre avec environ 20 1 d'eau à 60°C. Ces eaux delavage sont jointes aux eaux-mères.
4 - 7 - Composition des insolubles :
Les insolubles lavés sont placés en nacelle et séchés à 100°C pendant 8 h. Aprèsséchage ils sont fortement agglomérés et on doit les fragmenter dans un concasseur àmâchoires.
O n récupère 101,5 kg d'insolubles broyés (< 5 m m ) que l'on homogénéise en2 lots au Röhn. Ces 2 lots sont ensuite analysés.
Résultats :
wTa
Ti
Nb
Co
Fc
Cr
Si
Ni
%
12,4
10,11
2,18
2,11
15,6
2,15
0.01Í
3,01
2,13
Lot n° 1 (52 kg)Matière contenue
(kg)
6,4
5,2
1,1
1,1
8,1
1,1
1,6
1,1
Lot n° 2 (49,5 kg)Matière contenue
%
15,9
8,65
2,06
1,86
15,25
2,8
0,064
2,56
2,88
(kg)
7,9
4,3
1,0
0,9
7,5
1,4
-
1,2
1,4
Total
(kg)
14,3
9,5
2,1
2,0
15,6
2,5
-
2,8
2,5
4 - 8 - Traitement acide de la solution de N a 2 W O 4 pour purification en Ta, TictNb
4-8 -1 - M o d e opératoire
L'étude décrite au chapitre II a montré que l'on élimine, par précipitation,environ 60 % du titane, tantale, niobium en abaissant le p H à 10,4.
Ce traitement est donc appliqué à la solution de tungstate de sodium obtenueprécédemment. O n ajoute à cette solution, en cuve de 100 litres, à températureambiante, sous agitation et contrôle d'un pHmètre, de l'acide sulfurique 3,6 N (acidecommercial dilué 10 fois) aux solutions obtenues précédemment.
Il se forme un précipité blanc. Lorsque le p H atteint la valeur fixée, l'agitationest arrêtée et le contenu de la cuve est transvasé dans un premier conteneur de 1 m 3
pour décantation.

O n traite ainsi la totalité du lot d'essai (ce qui remplit totalement le premierconteneur). O n laisse alors décanter 60 heures environ.
Passé ce délai on transvase la solution décantée du premier conteneur dans unsecond en veillant à ne pas entraîner le dépôt formé. O n homogénéise par bullaged'air et on titre la solution finale. Celle-ci servira ultérieurement pour l'extractionliquideAiquide du tungstène.
Résultats d'analyses sur la solution de tungstate de sodium purifiée :
Concentrations
W
Co
Ti
Ta
Nb
Fe
Ni
Si
Cr
212,2 g/1
5,8 mg/1
3,4 mg/1
12,4 mg/1
41,4 mg/1
1,4 mg/1
2,0 mg/1
300 mg/1
2,0 mg/1
Matière contenuedans 0,988 m 3
209,4 kg
5,7 g
3,3 g
12,3 g
40,9 g
1,4 g
2,0 g
296,4 g
2,0 g
Analyse/W
100%
27ppm
16 I58 > 269 ppm
195 J7 ppm
9 ppm
1415 ppm
9 ppm
A noter que la précipitation est lente (particules très fines) et qu'elle se poursuitpendant plusieurs semaines après le traitement acide. Ainsi à la fin de la campagned'extraction par solvant s'est formé un dépôt au fond du conteneur n° 2 .
4 - 8 - 2 - Analyses des précipités obtenus :
Les dépôts recueillis au fond des deux conteneurs sont filtrés, lavés et séchéspour analyses :
Analyses d e s précipités obtenus
W
Ti
Ta
Nb
Si
Conteneur n° 1
Filtrat 1(86 I)
181 ,2 g/1
< 2 mg/1
< 3 mg/1
ND
ND
Précipité 1(1,02 kg)
12,40%
1.20%
3,60%
3,13%
20,10%
Matièrecontenue
dans filtrat! +précipité 1
15,7 kg
12.2 g
36,6 g
31,9 g
205,0 g
Filtrat 2(50 I)
22.4 g/1
0,2 mg/1
0,85 mg/1
ND
ND
Conteneur i
Précipité 2(0.186 kg)
<0,5%
0,85%
2.90%
7.02%
25.50%
V2
Matièrecontenue
dans firtrat2+précipité 2
1.1 kg
1.6 g
5,4 g
13.1g
47.4 g
r
TOTAL
16,8 kg
13.8 g
42.0 g
45.0 g
252.4 g

4 - 8 - 3 - Efficacité du traitement acide :
Si on rapporte les quantités de Ti, Ta, N b , Si calculées précédemment, à laquantité de tungstène mis en solution (209,4 kg), on obtient les résultats suivants :
Ti =
Ta =
N b =
66ppm
200 ppm
215 ppm
Si = 1205 ppm
Total 481 p p m
Cette solution contient après purification 269 p p m / W en Ti + Ta + N b , on peutsupposer qu'elle titrait initialement 750 p p m (481 + 269).
La purification a donc permis d'éliminer (481/750) x 100 = 64,1 % de ceséléments, ce qui est conforme aux prévisions.
Si on applique le m ê m e raisonnement au silicium, on a :
Solution avant purification = 2620 p p m Si (1415 + 1205)
Solution après traitement = 1415 p p m
% Si éliminé = 54,0 %
L'élimination de Ti, Ta, N h est donc meilleure que celle de Si. U n traitementcomplémentaire sera nécessaire pour l'éliminer.
4-9 - Bilan matière
Les résultats sont rassemblés dans le tableau récapitulatif 1.
Quantités mises en oeuvre Quantités récupérées
nents
W
Ta
Ti
Nb
Co
Si
Ni
Fe
1Plaquettes
; oxydées< 350 ^ m305,1 kg
210,8 kg
14,6 kg
3.7 kg
3,2 kg
19,8 kg
4,6 kg
-
0.1 kg
2Métal lourd
oxydé
93 kg
67, 9 kg
-
-
-
-
-
2.4 kg
3.3 kg
3Total1 +2
398,1 kg
278,7 kg
14,6 kg
3.7 kg
3,2 kg
19.8 kg
4.6 kg
2.4 kg
3.4 kg
4Solution
N a 2 W O 4
1 m 3
209,4 kg
12g
3g
41 g
6g
3O0g
2.0 g
1.4 g
5Insolublesdissolutionaqueuse101.5 kg
14,3 kg
9.5 kg
2,1 kg
2,0 kg
15.6 kg
2.8 kg
2.5 kg
2.5 kg
6Insolubles
décantation+filtrats
16,8 kg
42,0 g
13.8 g
45,0 g
ND
ND
ND
ND
7Total
4 + 5 + 6
240,5 kg
9.5 kg
2,1kg
2,0 kg
15,6 kg
3.1kg
2,5 kg
2,5 kg
II apparaît que les quantités récupérées dans la solution + les insolubles sont plusfaibles que celles mises en oeuvre : pour W on récupère 86 % de la mise en oeuvrecalculée sur les oxydes.
Ces écarts sont dûs à des pertes au cours des manipulations et peut être aussi àl'échantillonnage peu représentatif sur les oxydes qui peut avoir conduit àsurévaluer les quantités de métaux présents dans les oxydes.

4 - 1 0 - Hssais Je K'-iiâitcn'.erit des insolubles de ¿issoiu'.ion aqueuse :
O n peut se demander si le tungstène qu'ils contiennent est dû à :
- soit à une oxydation insuffisante des plaquettes
- soit à un lavage insuffisant des insolubles
- soit à la formation d'un composé tel que C o W O 4 formé au cours de lal'oxydation et stable à la fusion au carbonate. . ;
Pour répondre à ces questions, on procède aux essais suivants : / i
1) Traitement thermique à l'air (950°C/24 h) d'une quantité connue d'oxydes ;, gex-plaquettes : il n'y a pas de prise de poids. L'hypothèse d'une oxydation ?
insuffisante des plaquettes est donc rejetée.
2) Reprise à l'eau chaude (80°C) de 100 g d'insolubles lots 1 et 2, puis titragedes solutions de lavage.
Résultats :
i
1
! W
Ti
Tat
i1t
W
Ti
Ta
Compositioninitiale
%
12,4
2,18
10,11
Compositioninitiale
%
15,9
2,06
8,65
lot
Matièredans 100g
(g)
12,4
2,18
10,11
lot
Matièredans 100g
(g)
15,9
2,06
8,65
insoluble n° 1
Solutionde lavage(1,1011)
126 g/1
< 1 mg/1
3,8 mg/1
insoluble n° 2
Solutionde lavage(1,1011)
135 g/1
< 1 mg/1
< 2 mg/1
Matière contenuedans la solution
de lavage
11,68 g
. -
3,5 m g
Matière contenuedans la solution
de lavage
14,86 g
-
—
% extrait/conposition
initiale
94,2
-
0,35
% extrait/COQposition
initiale
93,5
-
—
A noter que sur les insolubles relavés un examen par diffraction X confirmequ'il n'y a plus de compose de W décelable.
O n peut donc conclure que la quasi totalité du tungstène présent dans lesinsolubles peut être redissout dans l'eau chaude.
Ceci peut s'expliquer par le fait que lors de ces première opérations dedissolution dans l'eau le lingot de sel n'avait pu être finement broyé.

O n peu; donc caicjici combien Je tungstène sera redissout lors de la reprise àl'eau des insolubles :
W réextrait du lot d'insolubles 1 = 6,1 kg (52 x 0,124 x 0,942)
W réextrait du lot d'insolubles 2 = 7,3 kg (49,5 x 0,159 x 0,935)
Soit un total de 13,4 kg sur 14,3 kg, c'est-à-dire 93,7 % du tungstène contenu.
4 - 8 - 1 1 - Bilan matière corrigé - Rendement de mise en solution dutungstène à partir du laitier de fusion alcaline :
O n vient de voir que par reprise à l'eau des insolubles on pourra repasser13,4 kg de W en solution.
U n e autre correction doit être faite dans la répartition des insolubles dedécantation (dépôts au fond des deux conteneurs de stockage de la solution).
E n effet, on a calculé qu'il restait au total 16,8 kg de tungstène dans ces dépôts.En toute rigueur, les précipités n'en contiennent que 0,13 kg (0,124 x 1,02).
La quasi totalité (16,8 - 0,13 = 16,7 kg) se trouve dans les solutionssurnageantes et que l'on n'a pas transvasées afin de ne pas entrainer les précipités.
Industriellement le problème ne se poserait pas et on peut donc rajouter ces 16,7kg de tungstène à la solution de tungstate de sodium.
A u total donc on estime que l'on a mis en solution :
239,5 kg de tungstène (209,4 + 13,4 + 16,7)
Soit un rendement global de mise en solution du tungstène à partir du laitier dela fusion alcaline :
(239,5 x 100)/240,5 = 9 9 , 6 %
Le tableau récapitulatif 2 regroupe les résultats corrigés.
Tableau 2
Quantités récupérées après reprise à l'eau des insolubles
Element
W
Ta
Ti
Nb
Co
Si
Ni
Fe
4Solution de
N a 2 W O 4(0,988 m 3 )
239,5 kg
12,3 g
3,4 g
40,4 g
5,7 g
296,4 g
2.0 g
1,4 g
5Insolubles de
dissolutionaqueuse
0,9 kg
9,5 kg
2,1 kg
2.0 kg
15.6 kg
2,8 kg
2,5 kg
2,5 kg
6Insolubles dedécantation
0.1 kg
42 g
13,8 g
45,0 g
ND
ND
ND
ND
TOTAL(4) + (5) + (6)
240,5 kg
9.5 kg
2.1 kg
2.0 kg
15,6 kg
2,8 kg
2,5 kg
2,5kg

4 - 8 - 1 2 - Conclusion :
O n a donc constitué 1 m 3 d'une solution de tungstate de sodium à 212 g/1 en\ V , à partir de déchets de plaquettes carbure et de copeaux de métal lourd.
O n constate un écart assez important entre les quantités de métaux récupéréesdans l'ensemble : [solution + insolubles] et les quantités mesurées dans les oxydesavant fusion alcaline : pour W on ne récupère que 86 % de la quantité mise enoeuvre. Ceci est attribué à des pertes au cours des manipulations et à unesurévaluation des quantités de métaux présentes dans les oxydes.
Le passage en solution du tungstène à partir du laitier de fusion alcaline a étépratiquement de 100 %. U n broyage préalable du laitier et l'utilisation d'eau à 90°Cfacilite cette mise en solution.
E n ce qui concerne Ta , Ti, N b , C o , Ni et Fe on vérifie qu'il n'en passe qu'unepartie très faible en solution (quelques millièmes des quantités présentes dans lelaitier).
Toutefois pour N b le passage en solution est plus fort : environ 4 %
Malgré les titres faibles en Ti, Ta et N b il est nécessaire de les abaisser pourobtenir en final des teneurs conformes aux spécifications de l 'APT.
O n a ainsi pu vérifier à l'échelle pilote que le procédé de purification en Ti, Ta ,N b par précipitation à p H = 10,4 (cf. chapitre III) donnait les m ê m e s rendementsqu'au laboratoire (environ 65 % ) .
Pour le silicium le passage en solution est nettement plus fort : 10 %. O n a vuque cela posait des problèmes dans l'extraction par solvant ce qui rend nécessaire dela purification par coprécipitation ? ''ilumínate de sodium.
11

Déchets de plaquettes carbure
10788Bruts
10789Oxydés

Copeaux de métal lourd
10790Bruts
10791
Oxydés

PUNCHE IV - 3
1079,
10796
Coulée du laitier en fin de fusion alcaline en four basculant

CHAPITRE 5
RAPPORT DU BRGM SUR LE PROCEDE D'EXTRACTION
PAR SOLVANTS :
- Mise au point au Laboratoire
- C a m p a g n e d'essais sur l'installation pilote

RESUME
Ce rapport présente la synthèse des travaux entrepris pourla mise au point d'un procédé d'extraction liquide-liquide dutungstène contenu dans les solutions de tungstate de sodium,obtenues par lixiviation alcaline de déchets industriels. Cetteétude a été réalisée en 1990 sur fonds AFME et avec lacollaboration du Centre Européen de Recherche en Métallurgiedes Poudres (CERMEP) et la société KREBS.
Les travaux réalisés en batch au laboratoire ont permis devérifier globalement les données de la littérature sur lesprocédés existants. La phase organique est constituée d'uneaminé tertiaire (agent d'extraction) et d'un diluant de typefaiblement aromatique. Le modificateur est 1'isodécanol. Lecoefficient de partage du tungstène est élevé; la cinétique etle désengagement des phases étant relativement rapide'. Dans lesconditions testées, l'épuisement de la solution de tungstèneest achevé en deux étages, avec un rapport 0/A de 2/1 à 2,5/1,pour une concentration en tungstène de la solution influente de120 à 150 g/1. La désextraction s'effectue en présenced'ammoniaque 30 % à 50 'C. Un seul étage suffit pour ressortirla totalité du tungstène.
Le pilotage sur site industriel, objectif final de laphase III du projet, a démontré la faisabilité du procédéretenu, malgré quelques difficultés initiales qui ont conduit àrallonger d'une semaine la campagne d'essais.
A l'issue du pilote une réunion entre les différentsintervenants du projet, a permis de figer les paramètresopératoires du procédé et d'établir les données nécessaires àla société KREBS pour le dimensionnement d'un atelierindustriel.

TABLE DES MATIERES
INTRODUCTION 4
I. Résumé des travaux préliminaires 6
I.1. Etude bibliographique 6I.'2. Essais d'extraction 8
1.3. Conclusions 15
II. Mise au point du procédé 16
II. 1. Extraction 16II . 1.1. Matériel et méthode 1611.1.2. Sélection du mélange extractant 1711.1.3. Composition volumique et effet dumodificateur 19II. 1.4. Conditions d'extraction 20
II . 2 . Stripping 20II . 3 . Sélectivité de 1'échange 23
II . 3 . 1 . Métaux 23II. 3.2. Sodium et sulfate 23
II.4 . Etude de propriété industrielle 24
III . Description du procédé en vue du pilotage 25
III.1. Extraction 25
III . 2 . Stripping 26
IV. Pilotage sur site industriel 27
IV . 1 . Montage 27IV. 2 . Préparation des solutions 29IV. 3 . Chronologie des événements 30IV.4. Bilans et profils 32
IV.4.1. Profils 32IV.4.2. Bilan matière 35IV . 4 . 3.Comportement du solvant 36IV . 5 . Conclusions 36
CONCLUSION 38

INTRODUCTION
L'objectif du procédé est de produire de l'ammoniumparatungstate à partir d'une solution issue de la lixiviationalcaline de déchets tungstiques. Les différentes étapes sontles suivantes (cf figure 1):
* Lixiviation alcaline:
L'attaque des plaquettes ou des copeaux detungstène s'effectue par lixiviation alcaline aucarbonate fondu, après oxydation à l'air. Le tungstatede sodium obtenu est dissous dans l'eau et lesinsolubles sont séparés par filtration.
* Neutralisation de la solution d'attaque:
La solution de lixiviation, riche en carbonate desodium est neutralisée à l'acide suifurique avantpassage en purification. L'abaissement ménagé du pHprovoque la précipitation partielle du titane, dutantale et du niobium. L'élimination de ces impuretésconnexes du tungstène se réalise par décantation.
* Purification en sodium, par extraction solvant:
La purification en sodium s'effectue par extractionliquide-liquide, avec un échangeur cationique. Letungstène est extrait de la phase aqueuse, puis strippéen milieu arrjncniacal conduisant ainsi au tungstateci ' ammonium.
* Précipitation de l'ammonium Paratungstate (APT):
La solution de tungstate d'ammonium est évaporéepartiellement, conduisant ainsi à la précipitation del'APT.
Les travaux réalisés par le BRGM, tant au laboratoirequ'en pilote ont visé à démontrer la faisabilité du procédéretenu et à estimer les données nécessaires au dimensionnementd'un atelier industriel.

1 : Schéma de Procédé
Déchets W
¡2SO4
Lixiviation
•
W,r
Na
Neutralisation
W,r
Extraction
•
Na
• < -
Solvant + W ' NH3
Stripping
i
i
. _ i
Precipitation A P T
Na2CO3
Ta, Ti; Nb
Raffinat N a
Solvant
A P T

I. Résumé des er avjLyjL. .préliminaires -
I.1. Etude bibliographique
L'étude bibliographique a été exposée en détail dans lerapport final DAM/MIN 90 R30346 publié en janvier 1990; aussiseuls, les points importants en seront brièvement rappelés.
Extraction du tungstène :
L'obtention d'un ammonium paratungstate de qualité, àpartir du milieu sodique nécessite le passage au milieuammoniacal et l'élimination de la plupart des impuretés,principalement le sodium.
Ceci est obtenu par une extraction solvant, utilisant unmécanisme d'échange d'anions. L'extractant, très souvent uneaminé à haut poids moléculaire, extrait le tungstène de lasolution aqueuse, laissant le sodium en solution.
Les éléments métalliques connexes du tungstène dans lesjus de lixiviation et formant des espèces anioniques stables oudes hétéropolytungstates (Ta, Ti, Nb, Mo) suivent le tungstèneet doivent donc être éliminés préalablement.
Le mécanisme d'extraction peut se représenter par lesréactions suivantes:
2 R3N o r g + K2SO4 a q > [(R3NH)2SO4] o r g (1)
2 R3N o r g + 2 H2SO4 a q > [(R3NH)HSO4]2 Org (2)
L'extractant est utilisé sous sa forme saline, suite à uneacidification (régénération) par l'acide sulfurique. Le type desel obtenu dépend de la concentration en H2SO4 utilisée(réactions (1) et (2) ) .
(n/2) [(R3NH)HSO4]2 Org + [(WxOyHz)"~]aq >
[(R3NH)nWxOyHz]org + n [HSO4-]aq (3)
La littérature indique que l'espèce extraite de manièreprépondérante est le métatungstate, de formule H2Wi204o^~(réaction (3)). Le coefficient d'extraction varie avec latempérature et présente un optimum aux alentours de 30 à 40 *C.
[(R3NH)nWxOyHz]org + n [NH40H]aq > n[(R3NH)OH]org
+ [(NH4)nWxOyHz]aq ( 4 )

Le stripping (réacnic" (4;) s'effectue à chaud à unetempérature comprise entre 50 et 60 "c, avec une solutionammoniacale titrant de 9 à II %. Une désextraction trop rapidepeut conduire, du fait d'une sursaturation locale, à laprécipitation d'APT au sein du mélange; ce d'autant plus quel'on se rapproche de la limite de solubilité du tungstène.
Paramètres opératoires du procédé
Mélange extractant
Le choix d'un mélange extractant correct est fondamentalpour la bonne marche du procédé. Le système est sélectionné àpartir des critères suivants:
o sélectivité vis à vis du tungstène,o capacité de charge en métal,o vitesse de désengagement des phases,o isothermes d'extraction et de désextraction,o facilité de recyclage du solvant,o disponibilité des réactifs,o incidences sur l'environnement et sur les rejets.
De nombreuses combinaisons ont été proposées pourl'extraction du tungstène; les plus récentes sont regroupéesdans le tableau 1.
Les alkylamines en solution dans le kérosène ou dans undiluant aromatique sont le plus souvent utilisées. Lesmodificateurs employ'3 le p±us fréquemment sont l'isodécanol oule tributylphosphate.
Mac Innis M.B. et KIM T.K. de la GTE Products Corporationrecommandent de supprimer le modificateur en choisissant uncouple agent d'extraction-diluant adéquat, tel que latnoctylamine dans le xylène.
Conditions opératoires
Dans tous les cas et selon la proportion d'agentextractant dans le mélange, la phase organique après extractiona une concentration en tungstène de 50 à 100 g/1. La charge enmétal du solvant doit être fixée en pratique à un niveaulégèrement inférieur à sa capacité de charge pour éviter laformation d'une troisième phase, ou d'émulsion stable.
La teneur en tungstène des solutions de lixiviation desdéchets tungstiques est généralement très forte, si bien qu'ilest nécessaire d'opérer avec des rapports 0/A élevés, pouréviter tout recyclage de phase aqueuse. Le pH à l'extraction setient dans l'intervalle 2 à 3. En dessous de la limiteinférieure, l'acide tungstique précipite. A partir de pH 3, lecoefficient d'extraction est nettement plus faible.
L'extraction est généralement suivie d'un lavage à l'eau,pour éliminer les gouttelettes de phase aqueuse entraînées dansle solvant. Mac Innis souligne l'intérêt d'employer de l'eaudésionisée, pour limiter la pollution en sodium.

References BibliographiquesESNAULT F. et al.
KIM US Patent 4,175,1091979 KIM et alUS Patent 4,374,0991983ALLEN A. et al1981
PIETSCH HB.1982
BECKSTEAD et al1982US Patent 4,328,190MYASHITA F. et al1986
RADDATZ A.E.1988
Sxtractants proposesPRIMENE JMT 5 %ethyl 2 hexanol 1 4 %Dodécane 91 %ALAMINE 308 OU AD0GENE 381 8 %Solvant SC 150 92 %
ALAMINE 336 5 à 10 %Isodécanol ou TBP 5 à 10 %KérosèneHOSTAREX A 324 ou HOSTAREX A327 7 %Décylalcool ou isodécanol 7 %Kérosène 86 %ADOGEN 283 8 %Isodécanol 12 %Escaid 200 80 %ALAMINE 336 0,01 MDécanol 7 %KérosènePRIMENE JMT 5 %Décanol 10 %Kérosène 85 %
Tableau 1 : Mélanges extractants proposés par la littérature
Le stripping est assuré par contact avec une solutionammoniacale recyclée de la cristallisation de l'APT et ajustéeen ammoniaque. C'est une opération délicate dans la mesure oùil y a risque de précipitation de l'ammonium paratungstate. Ladésextraction est réalisée à cocourant, de telle manière qu'ily ait toujours une concentration en ammoniaque libre élevée.Le temps de contact est important. Le rapport de phase,compris entre 3 et 7, s'obtient par recyclage interne de laphase organique. Les concentrations en tungstène de lasolution de stripping se situent selon les auteurs dans lagamme de 130 à 260 g/1 W.
Le solvant déchargé du tungstène passe par une étape delavage à l'eau préalablement à l'acidification, pour élimine]les traces d'ammoniaque.
1.2. Essais d'extraction
Ces travaux ont été réalisés en 1989, à partir de 10 1d'une solution fournie par la CERMEP fin 1988 et obtenue pargrillage alcalin de déchets de métal lourd. L'analyse globalefigure dans le tableau 2.
Cette solution relativement pure ne nécessite pasd'épuration préalable, notamment en silice et molybdène. Unedilution d'un facteur 2 a été effectuée avant les essais pourtenir compte de la capacité de charge des extractants.

ElémentWAsFeMoNaNiPSi
Sur solution363.2 g/1< 0.4 mg/119.00 mg/115.25 mg/1
98.00 g/112.00 mg/1<10 mg/1<10 mg/1
Sur W
< 1 ppm52 ppm42 ppm
33 ppm< 28 ppm< 28 ppm
Tableau 2: Analyse sur solution W ex copeaux métal lourd
Préparation des différentes phases:
La solution de tungstate de sodium titrant environ 180 g/1en W a été neutralisée à pH= 2 par de l'acide sulfuriqueconcentré.
Chacun des extractants employés a fait l'objet d'uneacidification préalable par contact dans un rapport 0/A de 1avec de l'î^SC^ 1 M, pendant 5 minutes. La consommation d'acideest d'une demi mole par mpie d'aminé dans le solvant, celle-cise trouve donc sous la forme ( )
Tous les essais ont été réalisés sur des quantités desolution aqueuse+organique de 200 ml, en bêcher et avec uneagitation de 500 tr/mn. Seules les solutions aqueuses sontanalysées pour le calcul des bilans.
Sélection du mélange extractant:
La comparaison des deux mélanges testés, dans les rapports0/A= 1/2 et 0/A= 2/1 (cf tableau 3) montre que lorsque la phaseaqueuse est continue, le désengagement est rapide dans tous lescas avec cependant un avantage à la tri-N-octylamine dans lexylène. Par contre, lorsque la phase organique devientcontinue, le kérosène est moins favorable. La tri-N-octylamine,dans le xylène conduisant aux meilleurs résultats, ce mélange aété seul employé pour la suite des travaux.
Cinétique d'extraction:
Dans les essais précédents, le temps de contact avait étéfixé arbitrairement. La cinétique réalisée (cf tableau 4,figure 2) révèle que l'équilibre est atteint en 5 minutes.
Isotherme d'extraction:
Elle exprime la relation des concentrationsdans les deuxphases à l'équilibre, pour une température donnée. L'isothermea été obtenue en faisant varier le rapport de phase 0/A de 1/5à 5/1. Les résultats sont regroupés dans le tableau 5 etreprésenté en figure 3. On remarque une saturation rapide dusolvant pour une concentration en phase aqueuse de 15 g/1. Lacapacité en métal du solvant, à saturation est de l'ordre de 80g/1 de w.

TABLEAU 3 : EXTRACTLES SOI
Comparaison des qu
ION PAR SOLVANT DU TUNGSTENE CONT1iUTIONS DE TUNGSTATE DE SODIUMalités extractantes de divers ext.
ENU DANS
ractants
CONDITIONS :
Température : ambianteTemps de contact : 5 mn Nombre de contact : 1Vitesse d'agitation : 500 tr/mnMobile : hélice diam. 55 mmDiamètre du mélangeur : 65 mmRapport hauteur/diamètre : 1Rapport O/A : 1/2 et 2/1 Liqueur influente : W =177.6g/l
EXTRACTANTS
TRI-ISO-OCTYLAMINE8 % XYLENE 92 %
TRI-ISO-OCTYLAMINE 8 %N-DECANOL 8 %KEROSENE 84 %
TRI-N-OCTYLAMINE 8 %
XYLENE 92 %TRI-N-
OCTYLAMINE 8 %N-DECANOL 8 %KEROSENE 84 %
EXTRACTANTS
TRI-ISO-OCTYLAMINE 8 %
XYLENE 92 %TRI-ISO-
OCTYLAMINE 8 %N-DECANOL 8 %KEROSENE 84 %
TRI-N-OCTYLAMINE 8 %
XYLENE 92 %TRI-N-
OCTYLAMINE 8 %N-DECANOL 8 %KEROSENE 84 %
O/A : 1/2ORGA.g/i78.80
84.80
77.80
84 .80
AQUEUSEg/i
138.20
135.20
138.70
135.20
EXTRACT. %
22.18
23.87
21.90
23.87
kD
0.57
0.63
0.56
0.63
DESENG.mn
1.00
3.00
0.50
0.50
O/A : 2/1ORGA.g/i
80.20
79.50
80.70
80.80
AQUEUSEg/i
17 .20
18.60
16.20
16.00
EXTRACT•%
90.32
89.53
90.88
90.99
kD
4.66
4.27
4.98
5.05
DESENG.mn
4.00
7.00
1.00
10.00
10

TABLEAU 4: EXTRACTION PAR SOLVANT DU TUNGSTENECONTENU DANS LES SOLUTIONS DE TUNGSTATE DE SODIUM
CINETIQUE D'EXTRACTIONCONDITIONS :
Température : ambiante Tri-N-octylamine 8 %Xylène 92 %
Nombre de contact : 1Vitesse d'agitation : 500 tr/mnMobile : hélice diam. 55 mmDiamètre du mélangeur : 65 mmRapport hauteur/diamètre : 1 Rapport 0/A : 2/1Liqueur influente : W= 177,6 g/1
TEMPS DE CONTACTminutes
123510
ORG.g/i74.0576.8077 .2580.7080.15
AQUEUSEg/i
29.5024.0023.1016.2017 .30
EXTRACT%
83.3986.4986.9990.8890.26
Kd
2.513.203.344.984.63
TABLEAU 5 : EXTRACTION PAR SOLVANTCONTENU DANS LES SOLUTIONS
DU TUNGSTENEDE TUNGSTATE DE
ISOTHERME D'EXTRACTIONCONDITIONS :Température : ambiante
Nombre de contact : 1
SODIUM
Tri-N-octylamine 8Xylène
Vitesse d'agitation : 500 tr/mnMobile : hélice diam. 55 mmDiamètre du mélangeur: 65 mmRapport hauteur/diamètre : 1Liqueur influente : W= 177,6RAPPORT DE PHASES
O/A1/51/31/21/12/13/15/1
ORG.g/i76.5066.6077.8078.2080.7059. 1735 .52
92 %
Temps de contactg/iAQUEUSE
g/i162.30155.40138.7099.4016.200.100.00
EXTRACT1
8.1221449099100
k615090038894.00
:: 5
%
mn
kD
0.0.0.0.4.
591
4743567998.67
11

TA3LBAU 5 : EXTRACTION PAR SOLVANT DU TUNGSTENECONTENU DANS LES SOLUTIONS DE TUNGSTATE DE
SODIUM EPUISEMENT DE LA PHASE AQUEUSECONDITIONS:Température: ambianteRapport 0/A : 2,5/1Vitesse d'agitation :Mobile : hélice diam.Diamètre du mélangeur
Tri-N-octylamine 8 %Xylène 92 %
500 tr/mn55 mm: 65 mm
Rapport hauteur/diamètre : 1Temps de contact: 5 mnLiqueur influente : W= 177,6 g/1
ORG.g/i
AQUEUSEg/i
EXTRACT.%
Premier contact 71.02 0.04 99.98Deuxième contact 0.02 0.00 100.00Troisième contact 0.00 0.00 100.00
Figure 2
100 -
90 -
80 -
70 -
60
Extraction % 50 -
40 -
30 -
20
10
0 I
(
Cinétique» d'extraction du Tungstène
Tri-N-octylamii.e 8 % - Xylène 92 %
1
/
/
/
[LZ1
i
1 i
1
3 1 2 3
1 _•1— "
t
l
i
i
4 5 6 7 8 9 10
Temps minutes
12

TABLEAU 7: EXTRACTION PAR SOLVANT DU TUNGSTENECONTENU
DANS LES SOLUTIONS DE TUNGSTATE DE SODIUMComparaison des résultats obtenus avec et sans
acidification du solvantCONDITIONS:
Rapport O/A: 1/1 Nombre de contact: iVitesse d'agitation: 500 tr/mnMobile : hélice diam. 55 mmDiamètre du mélangeur : 65 mmRapport hauteur/diamètre: 1 Temps de contact: 5 mnLiqueur influente:
W= 177,6 g/1 (Solvant acidifié)W= 182,0 g/1 (Solvant non acidifié)
CONDITIONSD'EXTRACTION ET DE
REEXTRACTIONSolvant Acidifié
(H2S04) IMO/A : 1/1
Solvant nonacidifié
réextraction à50*C
Solvant nonacidifié
réextraction afroid
CONDITIONSD'EXTRACTION ET DE
REEXTRACTION
Solvant AcidifiéH2S04 IM O/A : 1/1
Solvant nonacidifié
réextraction à50"C
Solvant nonacidifié
réextraction afroid
EXTRACTIONOrg g/1
78.20
56.70
48.70
Aqueuseg/i
99.40
125.30
133.30
Extrac.%
44.03
31.15
26.76
Kd
0.79
0.45
0.36
STRIPPINGNH3 30 % O/A: 1/1
Orgg/i
Aqueuseg/i
Extrac.%
Kd
Précipitation d'APT8.30
3 .10
48.40
45.60
85.36
93.63
0.17
0.07
13

Figure 3
W organiqueg/i
90
80
70
60
50
40
30
20
10
0
Isotherme d'extraction du Tungstène
Tri-N-octylamine 8 % - Xylène 92 %
/r~m
» ^ ^ — m. • = 1 1 1
1
20 40 60 80 100 120 140 160 180
W aqueux g/1
Au vu des résultats, il apparaît souhaitable de choisir unrapport 0/A élevé, afin d'éviter un recyclage trop important dela phase aqueuse. Sous ces conditions, le diagramme de Mac CABEet TKIELE montre que deux étages théoriques sont suffisants.
L'épuisement de la phase aqueuse, avec un 0/A de 2,5/1 apermis de vérifier ces données (tableau 6).
Stripping Ammoniacal :
* Lavage du solvant:
Le lavage du solvant s'est effectué avec une solution desulfate d'ammonium à 5 g/1, pendant 5 minutes et dans unrapport 0/A de 1/1. Le tungstène ne s'est pas désextrait aucours du contact.
* Désextraction:
Les essais de désextraction réalisés sur la base desdonnées bibliographiques se sont soldés par une précipitationd'APT. Les différentes tentatives conduites pour éviter cephénomène sont regroupées dans le tableau 8.
Par contre, on a pu observe»; que dans le cas où l'étaped'acidification du solvant avant extraction est supprimée, ilne se forme aucun précipité.
Il ne faut cependant pas tirer de conclusions trop hâtivesquant à une quelconque influence de l'acidification. En effet,les résultats restent critiquables, dans la mesure où la chargeen métal de la phase organique est peu importante, ce quicompte tenu du rapport 0/A élevé pratiqué lors du stripping,entraîne une teneur en W dans la solution ammoniacale faible,éloignée de la limite de saturation.
14

rabieau 3 : Stripping ammoniacal, ¿ssais realises pour ev::er jle précipitation d'APT. j
Paramètre Modifié Domaine de variation
Variation de la concentrationen NH3.O/A: 4/1 - 5 mn de temps decontact
[NH3]= 10 et 15 %
Variation du rapport de phase,NH3 = 15. %
Variation de la température deréextraction, 0/A: 1/1, NH3 30%
0/A: 1/10/A: 1/1 et [NH3]=30 %
T= 50 "C
Variation des conditionsd'agitation, 0/A: 1/1,NH3 30 %, T= 50°C
Utilisation d'une celluled1attrition de formehexagonale avec hélice doubleétage, double effet.Utilisation d'un agitateur detype ultraturax utilisé pourl'obtention d1emulsion.
Dilution du solvant charge0/A: 1/1, NH3 30%T= 50°C
Dilution avec solvant acidifié(50 et 70 %)Dilution avec solvant nonacidifié (50%)Dilution avec xylène pur
Modification de la procédured'acidification du solvantavant extractionMêmes conditions dedésextraction que ci-dessus
0/A: 3/1 H2SO4 IM0/A: 10/1 H2SO4 IM
1.3. Conclusions
Les travaux réalisés dans cette première phase avec dessolvants constitués de produits purs ont montré quel'extraction ne présentait aucune difficulté majeure. Ladésextraction reste à priori l'étape délicate, car il seproduit une précipitation d'APT non contrôlée.
L'étape suivante effectuée courant 1990, devait permettrede résoudre ce problème, et de définir un schéma de procédé,après sélection d'un mélange extractant et détermination desconditions opératoires optimales.
15

II. Mise au point du procédé.
Deux solutions ont été expédiées par ETP, pour l'étude del'extraction, en janvier et avril 1990; Celles-ci correspondentrespectivement, à des jus issus de la lixiviation de déchets demétal lourd et de plaquettes de carbure cémenté. Les analysesen sont résumées dans les tableaux 9 et 10.
Tableau 9 : Asolution ex
ElémentWO 3
FeNiNa
Na2CO3
nalyse de lamétal lourd
Teneur202.4 g/10.046 g/10.057 g/145.90 g/113.30 g/1
Tableau 10: Analyse de lasolution ex-carbure
ElémentWTiTaNbNaAsCoCrFeMnMoNiPSiV
Teneur191 g/10.023 g/10.040 g/10.023 g/167.50 g/1< 0.2 mg/19.6 mg/11.4 mg/111.6 mg/16.1 mg/154 mg/1< 1 mg/1< 3 mg/1< 4 mg/11.2 mg/1
Compte tenu des faibles teneurs en Ti, Ta, Nb, aucuneévaluation précise du comportement de ces impuretés n'a pu êtreobtenue. Aussi, il n'a été réalisé qu'un seul essai sur cettesolution.
II.1. Extraction
II.1.1. Matériel et méthode
Tous les essais (extraction et stripping) sont réalisés enbatch, dans des réacteurs thermostatés de 1 1, munis de 4contrepâles. L'agitation est assurée par une turbine de typerushton et deux hélices 4 pâles.
Les phases aqueuses et organiques sont préchauffées avantmise en contact. Les bilans s'effectuent à partir de lasolution, par différence entre l'entrée et la sortie. Lestechniques analytiques employées figurent dans le tableau 11.
16

Tableau 11: Techniques analytiquesElernen
ts
w
FeMoNaS04
Technique
Colorimétrie
Gravimétrie
Absorption AtomiqueAbsorption AtomiqueAbsorption Atomique
Gravimétrie
Commentaires
Analyse rapide,"témoin de présence"Analyse deconfirmation, pourbilan
Préalablement à l'extraction, le solvant est conditionné,selon la procédure suivante:
o Lavage du solvant brut par une solution d'ammoniaque1,5 N
o Lavage H20o Acidification par l'acide sulfurique 1,5 No Lavage H20
Ces différentes opérations sont effectuées dans un rapport0/A de 1/1, à 40°C et pour une durée de 5 minutes.
II. 1.2. Sélection du mélange extractant
Les produits industriels sélectionnés, compte tenu desrésultats antérieurs et des facilités d'approvisionnement, sontdonnés en tableau 12.
Tableau 12: Produits industriels employes pourl'extraction
Categorie
Produit industrielet Fournisseur
Nature chimique
AgentExtracta
nt
H0STAREXA3 24 HOECHSTHOSTAREXA327 HOECHSTALAMINE 308 HENKELALIQUOT 336 HENKEL
Tri-iso-octylamineTri-N-octylamineTri-iso-octylamineAminé quaternaire
Modificateur
IsodecanolTributylphosphate
Diluant Escaid 200 - EXXONSolvesso 150 - EXXON
Varsol 80 - EXXON
ParaffiniqueAromatique pur
Faiblement aromatique(< 20% )
Les mélanges préparés sont employés pour l'extraction dutungstène, à partir d'une solution neutralisée à pH= 2 et d'unesolution neutralisée à pH = 3,5. Les résultats obtenus sontreprésentés en figure 4 (tableau 13).
17

Figure 4
SOLVESSOpH 2
¡W g/1 Phase|Organique
Extraction du Tungstène: Test des extractants etdiluants
Ü VARSOLpH 2
SOLVESSOpH 3.5
IVARSOLpH 3.5
ALI. 336 ALA. 308 HOS. 324 HOS. 327
ExtractantsI
1 Tableau 13: Capacité métal pour les divers systèmes testésDILUANT
SOLVESSO 150
VARSOL 8 0
80 % Vol.
MODIFICATEUR
ISODECANOL
ISODECANOL
8 % Vol.
EXTRACTANTHOSTAREX A 3 24
HOSTAREX A 327
ALAMINE 308
ALIQUOT 336
HOSTAREX A 324
HOSTAREX A 327
ALAMINE 308
ALIQUOT 336
12% Vol.40 C - Rapport O/A - 2/1 - 10 minutes de
Essai à pH 2, W influent = 162.60 g/1Essai à pH 3.5, W influent = 156.30 g/1
CapacitépH=pH=PH=PH=pH=PH=PH=pH=PH=PH=pH=pH=pH=PH=pH=PH=
2323232323232323
.0
.5
.0
.5
.0
.5
.0
.5
.0
.5
.0
.5
.0
.5
.0
.5
contact
W75756565677474667374666676775865
g/i.18.28.70.94.17.16.13.30.07.75.68.30.56.19.34.69
18

réalisées e: er. ~ acsenca a'ur.e ecucie sysce.TidCique aes siversmélanges extractants, il reste difficile d'attribuer unequelconque signification aux écarts de charges mesurés.
Cependant, on peut observer les faits suivants:
o Le coefficient de partage de 1'aliquot 336 (aminéquaternaire) semble plus sensible au pH et à la naturedu diluant
o L'Hostarex A327 (Tri-n-octylamine) est légèrement moinsperformant que les trioctylamine (Alamine 308 et
• Hostarex A 324)o L'aromaticité du solvant favorise apparemmentlégèrement la fixation
II.1.3. Composition volumigue et effet du modificateur
* Composition volumique:
L'influence de la composition volumique du mélange a ététestée dans les conditions suivantes:
o Hostarex A 324 (8 ,12 et 16 %)o Isodécanol 8%o Escaid 200 en q.s.p. pour 100 %
L'extraction s'effectue à partir d'une solution environ150 g/1 W, neutraliser à pH= 2 et chauffée à 40*C. Les phasesorganiques ont toutes été conditionnées au préalable.
On peut observer, que dés lors que la concentration enHcstarex A 324 dépasse 12 %, la phase organique forme uneemulsión stable, avec une partie de la phase aqueuse. Aprèsdécantation, le solvant reste d'aspect laiteux avec formation àl'interface d'un précipité blanc (non analysé).
* Modificateur:
Les tests réalisés entraînent:
o en l'absence de modificateur, la démixtion de l'agentextractant après acidification du solvant; il se formeune troisième phase à l'interface des phases organiqueet aqueuse
o avec du tributylphosphate, une démixtion moinsprononcée
o en présence d'isodécanol, l'extraction se réalise toutà fait normalement
19

II.1.4. Conditions d'extraction
* Isothermes d'extraction:
On a examiné le partage du tungstène entre les deuxphases, pour une même température, mais à des pH différents, cedans les conditions suivantes:
o température 40"Co solvant conditionné par acidificationo temps de contact 10 minuteso rapport 0/A variant entre 1/2 et 4/1o pH du jus influent égal à 2 (W= 130.55 g/1) ou pH=4.5
(W=122.70 g/1)o Mélange constitué par:
- Hostarex A324 8%- Isodécanol 12 %- Escaid 200 80%
On observe (figure 5), que la capacité maximale du solvanten tungstène s'établit autour de 70 à 80 g/1, pour le jus àpH=2 et à 60 à 70 g/1 dans le deuxième cas.
Compte tenu de la pente à l'origine de l'isotherme, onpeut voir que le coefficient de partage est très élevé. Laconstruction du diagramme de Mac CABE et THIELE révèle quel'épuisement de la phase aqueuse est réalisée au maximum endeux étages théoriques.
Cependant, il faut noter, que pour des rapports O/Asupérieurs à 3/1, il y a une diminution progressive de lacharge du solvant, qui s'accompagne de la formation d'uneemulsion dar.s la phase organique, et de l'apparition d'unprécipité blanc à l'interface. Ce phénomène est accru lorsquele pH du jus influent est plus élevé.
* Cinétique d'extraction:
La cinétique d'extraction (figure 6) est relativementrapide et l'équilibre est atteint en 5 minutes.
II.2. Stripping
Les premiers essais ont tous abouti à la formation d'unprécipité d'APT, qui stagne à l'interface, puis passe pargravité dans la phase aqueuse. Ce résultat a été obtenu quelquesoit :
o la concentration en ammoniaque (10 à 30 %)o la vitesse d'ajout de l'ammoniaqueo la nature de la phase continueo le rapport O/Ao la température (50 à 70 *C)
20

Figure 5
W Solvantg/i
80
70
60
50
40
30
20
10
0
ISOTHERME D'EXTRACTION DU TUNGSTENE
pHII
• \
— • _
20 40 60 80 100 120
W aqueux g/1
Figure 6
W solvantg/i
50
45
40
35
30
25
20
15
10
": 1;/
; /
\ /
\lil
•
CINETIQUE D'EXTRACTION
^m — - •• • — • —=i
1i
i
DU TUNGSTENE
1 1
8 10
Temps minutes
21

L'^-uie b • r. 1 :c"ríi;;:;uí revele i'ue l'espèce ex::2i:eoréf érer.i -lle-.T.er.t. es: un .-.létat Ji~gstate, or ce composé réagittrès rapidement an solution ammoniacale, pour former de l'APT,dés lors que la concentration en NH3 est insuffisante. Ceciamène aux hypothèses suivantes:
o Tous les précipités blancs restant en phase organique,au cours des tests d'extraction ou de désextractionsont une forme d'APT, dans laquelle le radical NH4 esten fait fourni par le solvant.
o Le mécanisme de stripping passe obligatoirement par laprécipitation d'APT, au sein de la phase organique,même si la concentration en ammoniaque est suffisantepour maintenir le tungstène en solution.
En conséquence, l'objectif devient non pas d'éliminer lephénomène de précipitation, qui paraît inéluctable; mais de lecontrôler, en laissant un temps de séjour suffisamment long,pour permettre au précipité de se dissoudre dans la phaseaqueuse.
Pour ce faire, on a adopté la procédure expérimentaledécrite ci-dessous.
l.mise en contact, à 50 *C de 100 ml de NH3 30 % et 100ml de solvant (Hostarex A324 8%, Isodécanol 12 %,Escaid 200) non conditionné. La phase organique estcontinue.
2.ajout à faible débit de 400 ml de solvant chargé, aprèsréchauffage à 50*C.
Compte tenu de la durée du stripping (1 à 2 heures), ilfaut ajuster périodiquement le volume de la phase aqueuse, paraddition d'ammoniaque 30 % pour compenser 1'evaporation.
Dans ces conditions, ..a désextracticn a pu se faire sansproblème et l'on a pu ainsi fabriquer une solution ammoniacaletitrant 228 g/1 en W (après filtration), à partir d'un solvantchargé à 7 7 g/1.
Qualitativement, on a observé au sein du réacteur qu'il seproduisait une précipitation d'APT dans la phase organique,laquelle prend une apparence laiteuse à chaque addition desolvant chargé. Cet APT se dissout progressivement, le solvantreprenant son aspect initial.
Le temps nécessaire à la complète dissolution del'ammonium paratungstate et la taille des cristaux formésaugmente au fur et à mesure que l'on se rapproche de la fin del'expérience. La solution ammoniacale obtenue en définitivecontient un léger précipité.
Ces résultats ont été totalement confirmés par des testsréalisés, selon une procédure de stripping strictementéquivalente à celle décrite, sur des solvants de composition(diluant varsol 80 ou solvesso 150) et de charge différentes.
Il est difficile de donner une estimation de la cinétiquede stripping, du fait que l'essai batch n'est pas l'outiladéquat pour l'étude de la désextraction.
22

II.3. Sélectivité de l'échange
II.3.1. Métaux
Le comportement des métaux connexes (Ta, Ti, Nb) dutungstène a été suivi au cours d'un essai portant sur lasolution ex-carbure. Les teneurs de ces éléments, pour toutesles étapes du procédé sont consignées dans les tableaux 14(phase aqueuse) et 15 (phase organique).
Tableau 14: Analyses phases aqueusesSolution ex-carbure
ElémentSolution
neutralisée, avantfiltrationSolution
neutralisée, aprèsfiltrationRaffinat
1er lavage H202ième lavage H20
Stripping
W g/1130
131
1.940.0950.02577.6
Ta mg/122.8
17
5.85< 0.1
< 0.1
7 .6
Ti mg/113.1
10.9
2.6< 0.1< 0.12.8
Nb mg/114.5
12.6
2< 0.1< 0.17.4
Bien que les teneurs en Ta, Ti et Nb soient faibles dansles jus, on observe °n première analyse les faits suivants:
1.1a neutralisation ménagée de la solution de lixiviationpermet d'éliminer une partie du Ta, Ti et Nb.
2.les impuretés ne suivent pas en totalité le tungstènedans le solvant, mais se partagent entre les phases.
3 . les coefficients de partage ne seit certainement paséquivalents; il semble que compte tenu des molaritésdans le jus influent, le titane soit moins bien extraitque le niobium et certainement le tantale.
4 . au cours du stripping, la totalité des impuretés passedans la solution ammoniacale.
Tableau
ElémentCharge
Extraction %
15: BilanSolution
W g/148.2499.28
sur phase <ex-carbureTa mg/14.1765.63
srganique
Ti376
mg/110.09
Nb384
mg/1.96.08
II.3.2. Sodium et sulfate
Sodium :
Les analyses des différentes phases aqueuses montrent quel'épuration en sodium est efficace; mais elle resteinsuffisante, pour envisager de produire l'APT par evaporationtotale de la liqueur ammoniacale.
23

Le lavage à l!eau, suite à l'extraction est important, caril permet l'élimination du sodium provenant entre autrescauses, de l'entraînement de la phase à extraire dans lesolvant.
Sulfate:
Aucune teneur en sulfate n'a pu être déterminée sur lesjus, en raison de problèmes analytiques divers.
II.4. Etude de propriété industrielle
La recherche préliminaire effectuée à l'INPI, auprès deMadame Alice de PASTORS a porté sur les publications de brevetsfrançaises, européennes ou allemandes postérieures à 1970 etrelatives à l'obtention de tungstène ou de composés detungstène.
Aucun document français ou européen ne décritspécifiquement des procédés de strippage. Seul un brevetallemand DE 2834452 décrit un procédé d'extraction du tungstèneutilisant spécifiquement un strippage; ce procédé est appliquéau traitement des minerais et passe par une lixiviationchlorhydrique.
En tout état de cause, il faudra préalablement à la déposeéventuelle d'un dossier d'investissement, vérifier auprès del'INPI, que la technologie (de l'attaque des plaquettes, àl'obtention de l'APT) préconisée ne va pas à 1'encontre d'unbrevet.
24

III. Description du procédé en vue du pilotage
III.1. Extraction
Composition du solvant
L.'hostarex A 324, de la société HOECHST a étésélectionné, pour sa bonne capacité d'extraction et safacilité d'approvisionnement. Le modificateur employéest constitué par 1'isodécanol (produit EXXON). Comptetenu des difficultés d'approvisionnement en escaid 200,il a été retenu un produit voisin: 1'escaid 120, bienqu'il n'est pas été testé au niveau laboratoire. Lesolvesso 150 et le varsol 80 sont écartés du fait de laprésence d'aromatiques, non souhaités pour des raisonsd'hygiène et sécurité du travail. La composition enpourcentage volumique du mélange extractant est:
o Hostarex A 324 8 %o Isodécanol 10 %o Escaid 120 92 %
Préparation de la solution de tungstène
La solution de tungstate d'ammonium obtenue parlixiviation des déchets, sera neutralisée à pH=2, avantextraction. La neutralisation s'effectuera de façonménagée, afin que le titane, le niobium et le tantaleprécipitent en partie. Un essai de neutralisation serafait, au préalable, pour déterminer la quantité d'acidesulfurique à ajouter. La teneur en tungstène seraajustée à 120 g/1.
Acidification du solvant
Le solvant sera acidifié par mise en contact, à 40*C etdans un rapport 0/A de 1, avec une solution d'acidesulfurique 1,5 N.
Extraction
On a choisi d'opérer l'extraction dans une batterie detrois mélangeurs décanteurs, thermostatés à 40 *C etfonctionnant à contrecourant. Dans ces conditions, laphase à extraire devrait être totalement épuisée entungstène. La charge attendue se situe à 60 g/1 de Wsur le solvant, pour un rapport O/A fixé à 2.
Lavage
Deux étages de lavage de la phase organique sontprévus. On emploiera de l'eau désionisée, afin de nepas amener une pollution du solvant en sodium. Lesconditions opératoires sont: 40*C, rapport O/A de 1/1,circulation des phases à contrecourant.
25

I I 1 . 2 . _S_tr.ip.Ein.g
Stripping
II ne comporte qu'un seul mélangeur, maintenu à 50 "c.Le titre en ammoniaque est fixé à 30 % et le rapportO/A à 4. On prévoira un recyclage interne du solvant,de façon à atteindre un 0/A de 6 à 7 à l'entrée dumélangeur. Les effets attendus du recyclage sont:
o la dilution du solvant chargéo l'épuisement de la phase organique en Wo l'augmentation du temps de séjour du solvant
chargé dans le mélangeur
Lavage avant acidification
Le solvant avant régénération acide, sera lavé à l'eaudésionisée (50 °C), pour éliminer les traces de NH3issues du stripping. Le rapport O/A est de 1/1.
26

IV. Pilotage sur site industriel
Le schéma de procédé, tel que décrit au chapitreprécédent, est donné en figure f. Le démarrage du pilotage à laCERMEP (Grenoble) s'est effectué conformément au planningétabli. La batterie de mélangeur-décanteur de même çpielematériel d'accompagnement ont été loués à la société Minèmet-Recherches, pour une durée de 4 semaines, àjpartir dû;24/10/90
IV.1. Montage
La période de montage s'est étalée du 24/10 au '28/10/90,elle a comporté les étapes suivantes:
Installation de la régulation de température
Les mélangeurs n'étant pas munis de régulation detempérature, ils ont été placés dans deux bains thermostatés à40 c et à 50 *C. Les solutions d'alimentation et le solvantsont stockés dans des bidons de 30 1, répartis dans troisbains. Le réglage de la température s'obtient en jouant surl'ouverture ou la fermeture des vannes de circulation d'eauchaude, à l'entrée des bacs.
Raccordement des mélangeurs
Les mélangeurs décanteurs (type POLLY) utilisés ont unecapacité maximale de 10 1/h en 0+A, pour un volume utile de 31, départagé ainsi:
o volume méJingeur: 0,5 ?o volume décanteur: 2,5 1
L'agitation est constituée par une curbine, commandée parun moteur à courant continu. Le dispositif de mélange assure lamise en contact des phases et leur pompage d'un contacteur àl'autre. Le passage dans le décanteur s'effectue pardébordement.
Les tuyaux utilisés pour le raccordement des étages sonten verderprène, matériau compatible avec le type de diluantemployé.
Au total, 8 étages ont été installés, avec dans le détailet partant de l'étape de régénération du solvant:
o 1 étage pour la régénération du solvanto 3 étages d'extractiono 2 étages de lavageo 1 étage pour le strippingo 1 étage de lavage à l'eau
27

l9 xCD roo Öto
"OZT0>en<DO
aS.cCD
ZT03coCD
CD —
CDV)
31
3CD
° ICD œCO OCD
X
O
Z
CO
28

. ci. 1 JL O I -
Les circuits d'alimentation sor.t constitués par 6 pompes àpiston d'une capacité maximale de 6 1/h (disposition ci schémade procédé, la figure 7). Les débits et rapports de phases sontdonnés ci-dessous.-
Etage
Lavage solvantchargé
Extraction
Régénération
Stripping
LavageStripping
Débit1/h
H20 5.0Solvant 5.0Solution W 2.5Solvant 5.0H2SO4 5.0Solvant 5.0NH3 1.25Solvant 5.0H2O 5.0Solvant 5.0
Rapport dephaseO/A= 1
O/A= 2
O/A= 1
O/A= 4
O/A= 1
Mise en eau du pilote
La mise en eau du pilote s'est faite le 1/10/90, aprèspréparation du solvant et des solutions aqueuses. La solutionneutralisée de tungstène a été remplacée par de l'eau, demanière à procéder tranquillement aux divers réglages de1'installation :
o températureo débit des pompeso vitesse d'agitationo position des interfaces
IV.2. Préparation des solutions
Acide de régénération: l'acide sulfurique 1,5 N estpréparé par batch de 100 litres (7,754 kg d'acideindustriel à 95 % ) .
Solution de tungstène: 1 m3 de solution, titrant 212g/1 en W a été préparé par la CERMEP. Le tungstèneprovient à 61,5 % de plaquettes carbure, le solde étantconstitué (38,5 %) de copeaux de métal lourd.L'abaissement du pH à 10 - 10,4 du jus de lixiviation,lors de la dissolution dans l'eau du Na2WO4, a entraînéla précipitation d'une partie du Ta, Nb et Ti et leurséparation par décantation. La liqueur ainsi obtenueest neutralisée à pH= 2-3 par ajout de 11 à 15 kgd'acide sulfurique à 95 %, par batch de 100 1. Lateneur en W est ajustée par dilution à l'eau, à 120-130g/1 avant extraction.
Ammoniaque:1'ammoniaque industriel employé pour lestripping titre 32 % en NH3. le bidon d'alimentation,préchauffé à 50 *C est complété à 30 litres, lors dechaque prise de poste.
29

Eau désionisée: l'eau désionisée est disponible àvolonté et ne nécessite donc pas de préparationparticulière.
Solvant: La charge en solvant initiale est de 25 1, cequi autorise un hold-up d'environ 10-15 litres, comptetenu du remplissage des mélangeurs. Les quantités enchacun des constituants de la phase organique sont:
o Hostarex A 324 8 % : L62 kg (2 litres)o Isodécanol 10 %: 2,5 litreso Escaid 120 en qsp pour 25 litres
IV.3. Chronologie des événements
24/09/90 au 28/09/90:Montage du pilote
01/10/90:Mise en eau
02/10/90:Fonctionnement sur deux postes et
démarrage de l'unité. La solution neutralisée est introduite àdébit nominal et chasse progressivement l'eau. On constatel'apparition lente d'un solide blanc, en suspension dans laphase organique,à partir ¿_ l'étage de régénération; lephénomène se propage au fur et à mesure dans tous les étages,hormis à la désextraction. L'analyse de la solution influentede W révèle que l'on se situe à 185 g/1 W, pour 150 g/1 voulu.Ce qui amène à penser, que 1'emulsion et le précipité obtenudans les mélangeurs sont liés à une charge trop importante dusolvant. L'accumulation du solide devenant gênante, il a étédécidé d'arrêter le pilote et de vidanger les contacteurs. Lorsdu redémarrage, le débit de phase aqueuse est diminué aumaximum, puis remonté progressivement, jusqu'à obtenir unrapport 0/A d'environ 3, afin de diluer le solvant à une valeuracceptable en tungstène. Malheureusement, l'essai n'a pu êtrepoursuivi, du fait de la rupture d'un tuyau, conduisant àl'arrêt définitif du pilote pour réparation.
03/10/90:Réparation du pilote et ajustement de
la solution d'alimentation à 130 g/1 en W, le débit de phaseaqueuse étant remis à sa valeur nominale. Le précipité obtenula veille, réapparaît empêchant rapidement le bonfonctionnement de l'installation. Le pilote est alors suspendupour effectuer des essais d'extraction en batch.
04/10/90:
Poursuite des essais batch, avec testcomparatif de 1'escaid 120 et du varsol 80. A ce stade, lediluant est mis en cause: il semble que le pouvoir solvant soitinsuffisant pour assurer la solubilisation du complexe amine-tungstène. En effet, on observe qu'il ne se forme aucunprécipité, dans le cas de l'utilisation de xylène pur etseulement un léger précipité avec le varsol 80.
30

Il es: donc décider de remplacer lediluant et: d'approvisionner le pilote en varsol 30; ce quiimplique le changement de toute la tuyauterie au contact dusolvant, en raison de problèmes de compatibilité.
05/10/90:Réunion AFME/CERMEP/KREBS/BRGM, pour
visiter le pilote et faire le point sur le projet.
08/10/90:
Passage sur trois postes. Le pilote esttotalement nettoyé et remis en eau avec le varsol 80 dans la^journée. Le précipité se reforme de manière identique, malgréle changement de diluant. Un échantillon de la phase solide estalors prélevé pour analyse.
9/10/90:
II s'avère que le solide est constituéen majorité de silice; ce que confirme l'analyse de la solutionde tungstate de sodium: 0,3 g/1 Si. La silice proviendrait descreusets utilisés pour la fusion oxydante. Le problème n'avaitpas été rencontré dans les solutions fournies lors de l'étudelaboratoire (Si= 0). L'élimination de cet élément, sur lasolution de tungstate de sodium avant neutralisation à pH=2,s'effectue sans aucune difficulté par l'aluminate de soude.Cependant, la concentration en Al doit être minimisée, car l'ons'est aperçu à la surprise générale, que ce dernier suivaitparfaitement le tungstène, polluant ainsi la solution destripping. Le pilote démarré avec une solution épurée en siliceet une nouvelle charge en solvant (varsol 80) fonctionne alorstout à fait normalement.
10/10/90 au 12/10/90:
Les seuls problèmes rencontrés danscette période sont de nature technique:
o l'alimentation stabilisée du moteur d'agitation placédans le 2ième mélangeur de lavage (suite à 1'extraction) prend feu et un autre moteur tombe en pannepeu de temps après.
o les pompes doseuses ne sont pas stables en débit etdoivent être contrôlées très fréquemment,
o des engorgements se produisent de temps en temps auniveau du débordement de la phase organique dans lemélangeur du stripping, suite à la présence d'APTcristallisé.
Ces événements déséquilibrent le pilotedans son fonctionnement:
o variation des interfaceso perte de solvant dans les sortieso variation en dents de scie des teneurs
31

recár.dan-, les résultats restant enmoyenne très corrects. La phase à extraire étant à 120 g/1, leraffinât s'avère épuisé dans sa quasi-totalité (W < 2 mg/1) etla solution ammoniacale titre 222 g/1 pour 236 g/1 théorique,compte tenu des débits mesurés. Le sodium varie entre 15 et 25mg/1. Une mesure du titre en ammoniaque à l'entrée du strippingmontre qu'il n'est plus qu'à 8 N; le bidon d'alimentation estdonc sorti du bain thermostaté, l'ammoniaque étant alorsalimenté à froid. Aucune influence notable n'est enregistréesur la marche de la désextraction.
Une réunion entre les responsables dupilote'aboutissait aux conclusions suivantes:
o nécessité de stabiliser le pilote, pour effectuer desbilans matières sur les entrées et les sorties
o augmentation du débit d'eau de lavage du solvantchargé, afin de diminuer le titre en sodium dans lasolution ammoniacale
o diminution du débit d'ammoniaque, pour limiter aumaximum la précipitation d'APT et suppression durecyclage solvant.
15/10/90 au 18/10/90:
Les paramètres étant réglés à leursnouvelles valeurs, on constate l'apparition d'une emulsionstable (30 minutes de décantation) dans les mélangeurs delavage, après extraction; l'entraînement de phase aqueuse dansle diluant est estimée à environ 39 %. Divers essais batchmenés pour remédier à cet état de fait (ajustement du pH, ajoutde sels), ce sont révélés infructueux. En définitive, leréglage de la hauteur et de la vitesse de rotation du moteurd'agitation du mélangeur d'entrée de l'eau de lavage permettaitde résoudre le problème. Le reste- de l'installation n'a connuaucune perturbation notable. Il y a toujours précipitationd'APT au stripping, mais sans accumulation de solide. Un bilanmatière sur 12 heures de fonctionnement a été réalisé le17/10/90.
18/10/90 au 25/10/90:
Le fonctionnement du pilote est tout àfait satisfaisant, des bilans matières sont effectuéspériodiquement. Le passage à de l'ammoniaque 15 %, pour lestripping n'amène pas de changement. On a testé l'influence dupH initial de la solution de tungstène, par injection d'un jusneutralisé à pH= 5,12, aucune variation n'est enregistrée.
26/10/90:
Arrêt de la campagne de pilotage,l'installation est démontée et les équipements nettoyés.
IV.4. Bilans et profils
IV.4.1. Profils
Les profils réalisés par prélèvement dans les décanteurssont donnés dans les tableaux 16 à 18. L'analyse tungstèneporte sur la phase aqueuse et la phase organique.
32

Extraction:
Le raffinât, en sortie de l'étage 3 titre au maximum 50mg/1 en W (limite de dosabilité de l'ICP), le coefficientd'extraction est donc excellent. La charge du solvant, de 60 à70 g/1, est conforme à ce que l'on pouvait attendre, comptetenu du rapport 0/A instantané, lors du prélèvement.
Le premier profil réalisé paraît normal, dans la mesure oùle premier étage a la plus grande efficacité (81 % ) . Cependant,on observera une inversion pour les deux autres profils:l'étage' intermédiaire effectue l'essentiel de l'extraction. .Tout se passe comme si l'extraction ne nécessite que deuxétages, mais que le temps de séjour en mélangeur estinsuffisant pour atteindre l'équilibre.
Stripping:
Le solvant semble totalement déchargé en tungstène; lesteneurs en phase aqueuse sont un peu élevées par rapport auxvaleurs théoriques, mais restent cohérentes, dans l'ensemble.
Régénération:
La présence de métal dans la phase aqueuse ou organiqueest fortuite et indique plutôt une perturbation sur le pilote.
Lavages solvant:
On constate dans tous les cas, une légère fuite entungstène, elle correspond à l'entraînement de phase aqueusedans le solvant.
pH:
Les mesures de pH ont été relativement stables duranttoute la marche du pilote, on donne à titre indicatif dans letableau 19, le profil type obtenu. Le solvant relâche del'acide (échange W / HSO4) au cours de l'extraction et dulavage.
Soufre,Tantale, Niobium et Titane:
Le tableau 20 donne la composition de la solutionammoniacale obtenue après stripping; le soufre se trouve sousforme de sulfate, à une teneur de l'ordre de 30 mg/1. Cetteteneur est admissible, puisque lors de la précipitation del'APT par evaporation partielle de la solution, le rapport S/West inférieur à 10 ppm.
Les éléments connexes du tungstène suivent celui-ci, maisil reste difficile d'estimer les partages, dans la mesure oules titres de la solution entrante sont trop faibles.
Sodium:
La teneur en sodium dans la solution d'APT s'est tenuedans la fourchette 15 - 25 mg/1, sans qu'il soit possible defranchir la limite inférieure. Une courbe de lavage (O/A: 1/1 -10 minutes) effectuée en batch montre que la sortie en sodiumest très fortement limitée dés le troisième contact, bien quele solvant contienne encore du sodium.
33

Tableau 16: Profil dLSolution W: 128 g/1
EtageLavage
extraction 1Lavage
extraction 2Extraction 1Extraction 2Extraction 3Régénération
LavageStrippingStripping
AqueuxW g/10.152
< 0.02
530.375< 0.02< 0.022.95
245
Na19.2 mg/1
151 mg/1
38.3 g/137.3 g/137.2 g/10.75 mg/10.52 mg/1
23 mg/1
19/10/90- pH= 2,3Organiquew g/161.4
61.3
62.511.70.370.24< 0.05
< 0.05
Efficacité%
81.2818.130.59
Tableau 17: Profil du 24/10/90Solution W: 137 g/1 - pH= 2,2
EtageLavage
extraction 1Lavage
extraction 2Extraction 1Extraction 2Extraction 3Régénération
LavageStrippingStripping
aqueuxW g/10.148
0.580
107.521.450.032< 510-22.24
200
Na14.2 mg/1
135 mg/1
36 g/138.8 g/137.8 g/14.2 mg/1.
2.7 mg/1
15.8 mg/1
organiqueW g/169.8
69.8
71.851.34.38
< 5 10-2
< 5 10-2
Û.87
Efficacité%
28.5565.356.10
Tableau 18: Profil du 25/10/90Solution W: 133 g/1 - pH= 5,1
EtageLavage
extraction 1Lavage
extraction 2Extraction 1Extraction 2Extraction 3
Régénération
LavageStrippingStripping
aqueuxW g/10.189
1.17
130.590.5< 510-2< 510-22.09
228
Na24.3 mg/1
240 mg/1
34.5 g/134.6 g/134.6 g/1
16 mg/1
3.5 mg/1
18.6
organiquew g/162.2
63.2
62.9564.4
< 5 10-2
< 5 10-2
< 5 10-2
Efficacité%
10.9782.047.00
34

Tableau 19: ?rori_ zvçEtage
Lavaje 1Lavage 2
Extraction 1Extraction 2Extraction 3Régénération
LavageStripping
, Stripping
PH2.92.82.42.81.70.58.1
9.7
Phase continueaqueuxaqueux
organiqueaqueux
organiqueorganiqueorganique
aqueux
Tableau 20: Solution d'APTavant cristallisation
ElémentWTiTaNbNaS04
Teneur116 g/1< 1 mg/12.1 mg/16.5 mg/119 mg/129.4 mg/1
IV.4.2. Bilan matière
Les bilans (tableau 21 et 22) sont réalisés sur letungstène et le sodium, par différence entre l'entrée et lasortie. Le bilan N*2 est donné en alimentation reconstituée. 95à 98 % du tungstène est récupéré dans le jus de stripping etde lavage. L'épuration en Sudium, est fortement influencée parle lavage après extraction.
Tableau 21: Bilan matière N"l
EntrantRaffinatLavage
extractionStrippingLavage
strippingAcidification
Volume
récupéré555564
4698
88
W g/1
1232.950.86
124.222.72
0.05
Na g/1
37.435.720.214
0.0210.004
0.003Total:
W%
1092.620.89
92.134.29
0.07100.00
Na%
10499.220.69
0.050.02
0.01100.00
35

Tableau 22: Bilan matière N 2 j
EntrantRaffinatLavage
extraction. Stripping
Lavagestripping
Acidification
Volume
récupéré232358
15.552
52.5
W g/1
1330.050.74
1892.06
0.05
Na g/1
37.235.10.154
0.0330.001
0.002Total:
W%
1000.041.40
95.773.50
0.09100.80
Na%
10094.365.02
0.060.006
0.01599.46
IV.4.3.Comportement du solvant
Entraînement de phase aqueuse:
On a mesuré 1,5 % de phase aqueuse dans la phase organiqueà l'issue de l'extraction, se réduisant à 0.04 % d'entraînementaprès le premier lavage à l'eau. Ces données sont voisines dece que l'on atteint généralement dans ce type de procédé (del'ordre de 1 à 2 %) .
Evaporation du solvant:
Le solvant présente un très fort taux d'evaporation du diluant : le «uivide la perte de poids en bêcher ¿ 50°C a indiqué environ 0,1 % à l'heure. Cecinécessitera un renouvellement continu de la réserve.
IV.5. Conclusions
Le programme d'études concernant l'extraction liquide-liquide du tungstène à partir de déchets s'est achevé avec lepilotage du procédé et les résultats en sont satisfaisant dans1'ensemble :
o la phase aqueuse est totalement épuisée en tungstène,en trois étages
o la précipitation massive de l'APT, tant redoutée lorsdes essais batch ne s'est pas produite. Le peu deprécipité formé n'est pas gênant pour le procédé, caril ne s'accumule pas et donne au contraire l'impressionde se redissoudre lentement dans le temps. Il y auraitlieu d'augmenter éventuellement le temps de séjour enmélangeur
o II n'est pas utile d'employer de l'ammoniaque 30 %, lestripping n'étant pas modifié avec une solution à 14 %NH3.
36

Le seul point négatif est :
o la teneur en sodium qui ne peut être descendue au dessous de 20 mg/1.
On a constaté également :
o qu'il est nécessaire d'effectuer une purification du silicium en amontde l'extraction par solvant pour éviter la formation de précipitégélatineux. Le procédé de coprécipitation par 1*alumínate de sodiumconvient bien pour cette purification
o que le fort taux d'evaporation du solvant conduit à un hold upimportant pour l'atelier.
37

CONCLUSION
L'étude réalisée par le BRGM, pour le recyclage des déchetstungstiques par extraction liquide-liquide s'est achevée avec la campagnede pilotage. Les résultats obtenus ont démontré la faisabilitéchimique et technique du procédé et permis d'acquérir les donnéesnécessaires au dimensionnement des équipements pour la constructiond'un atelier industriel.
La quasi-totalité des paramètres opératoires et le schéma définitifde procédé sont maintenant fixés, en accord avec les différents intervenantsdu projet.
Les points qui restent à préciser sont :
o le choix du diluant : En effet on a utilisé avec de bons résultatsle VARSOL 80. Toutefois, si du fait de la présence de 27 % d'aromatiquesdans ce diluant les contraintes législatives étaient trop fortes - cequi ne semble pas être le cas d'après les fiches de sécurité - ondevrait utiliser ESCAID 120 ou 200
o l'optimisation de la précipitation de l'APT
o le traitement des effluents
Ces points devront être traités avant réalisation de tout investissementéventuel, sur des essais batch en tenant compte des contraintes particulièresau site.
38

3acs thermostatéspour lesmélangeurs -décanteurs
Partie —extraction
Bacs thermostatipour les réserv«de réactifs
P. 10802
Partiestripping
P. 10799
Mélangeurs-décanteurs
P. 10801

CHAPITRE 6
CRISTALLISATION DE L'APT
EVALUATION DE LA QUALITE DE L'APT

CRISTALLISATION D U P A R A T U N G S T A T E D ' A M M O N I U M
INTRODUCTION
Compte tenu du taux d'impuretés relativement élevé, notamment le sodium
(100-200ppm/W), I'evaporation à sec de la solution de tungstate d'ammonium n'est pas
envisageable. Il est indispensable d'ajouter une étape de purification. La cristallisation doit donc
être conduite en trois étapes :
• Evaporation partielle de la solution au cours de laquelle a lieu la cristallisation
• Filtration
• lavage(s) du précipité d 'APT.
Le but de ces essais de cristallisation a donc été d'étudier d'une part l'influence du taux
d'évaporation et d'autre part celle du lavage du précipité sur la pureté de l'APT produit.
Rappelons que les spécifications visées en ce qui concerne la pureté chimique de l'APT
sont les suivantes : Na < 10 p p m , S < 10 p p m , Si < 10 p p m . Al < 5 p p m , Ti < 10 p p m .
MATIERES PREMIERES
Les solutions de tungstate d 'ammonium produites par le pilote d'extraction liquide-liquide
ont servi de matière première. En fonction des conditions de fonctionnement du pilote, leur
composition en tugstène et sodium varie dans la fourchette suivante :
• W : 100-250 g/l
• N a : 10-50 mg/l.
Pour la réalisation de nos essais de cristallisation, nous avons utilisé une solution de
tungstate d'ammonium de composition :
• W : 122 g/l
• N a : 18 mg/l soit 148 p p m / W
• S O 4 2 " : 29.4 mg/l
• Ti : <1 mg/l
• Ta : 2,1 mg/l
• N b : 6,5 mg/l
• Al : 5,0 mg/l
• Si : 4,0 mg/l.

MODE OPERATOIRE
U n volume connu de solution de tungstate d 'ammon ium, généralement compris entre 1et 1,81, est évaporé sous agitation à une température comprise entre 80 °C et 100°C. La solutionrestante est filtrée sur buchner. Le filtrat appelé eaux mères est volume pour le calcul du tauxd'évaporation et conservé en vue d'analyses ultérieures. Le précipité d ' A P T est lavé plusieurs foissoit sur le buchner par simple ajout d'eau soit par pulpage pendant 15 m n ; les eaux de lavageétant chaque fois volumées et conservées pour analyses. L 'APT est séché à l'étuve à 80 °C, peséet analysé.
RESULTATS ET COMMENTAIRES
Influence du taux d'évaporation
Trois essais de cristallisation ont été réalisés avec des taux d'évaporation s'élevantrespectivement à 79 %, 85 %, 93 %. Les précipités d ' A P T ont été chaque fois lavés trois fois parpulpage. L'analyse des résultats compilés dans les tableaux 1 et 2 permet de tirer les conclusionssuivantes :
• La pureté chimique de l'APT est satisfaisante, en particulier la concentration ensodium (7 p p m ) .
• Les impuretés (Na, S O 4 , Ti, Ta, N b , Al, Si) sont concentrées dans les eaux mères defiltration ainsi que dans les eaux de lavage. Plus le taux d'évaporation est élevé, plusles concentrations en impuretés des eaux mères et des eaux de lavage sontimportantes.
• Le rendement de cristallisation (W A P T / W solution Na¿W0«) s'élève à 90 % environpour un taux d'évaporation supérieur à 80 %.
• Pour les cristallisations 1 et 2 , la mise en oeuvre de trois lavages est excessive ; un oudeux aurait suffit. En effet dès le deuxième lavage la concentration en sodium tombesous la barre du mg/l ce qui. compte tenu du volume des eaux de lavage (0,2 I),correspond à moins de 1 p p m de sodium par rapport au tungstène. Dans ce cas, étantdonné les quantités non négligeables de tungstène en solution dans les eaux delavage, le rendement aurait alors pu atteindre 95 % pour la cristallisation N°2 (85 %d'évaporation).
• Pour la cristallisation N°3, correspondant au plus fort taux d'évaporation (93 %) , lestrois lavages sont nécessaires dans la mesure ou la quantité de sodium extraite aucours du troisième lavage correspond encore à plus de 6 p p m par rapport autungstène.
• En ce qui concerne les concentrations en tungstène des solutions à 20°C :
• Les eaux mères de cristallisation contiennent des quantités importantes detungstène en solution (50-60 g/1) qui dépassent la limite de solubilité de TAPT à20°C (environ 20 g/1). Ceci indique qu'une fraction du tungstate d 'ammoniumcontenu dans la solution initiale n'est pas encore cristallisée. Cependant pour

des taux d'évaporation compris entre 75 et 93 %, nous ne notons pas dedifférence sensible de concentration du tungstène en solution dans les eauxmères. Existe fil un métatungstate d 'ammonium en solution ?
• Les eaux de lavage de l'APT contiennent entre 10 et 35 g/1 de tungstène en
solution ce qui correspond à la solubilité de l'APT.
Influence de la nature des eaux de lavage
Par une série d'essais comparatifs nous avons essayé d'améliorer l'efficacité du lavagedu précipité d ' A P T tout en limitant la quantité de tungstène passant en solution. Pour ce faire nousavons testé en parallèle trois solutions de lavage : eau, solution ammoniacale à p H 9,5 et unesolution chlorhydrique à p H 3,4 ,et ce pour deux taux d'évaporation différents : 83 % et 88 %.
Les résultats rassemblés dans le tableau 3 montrent que le p H de la solution de lavagen'a pas d'influence sur la teneur en sodium de l'APT. En effet pour l'essai à 83 % d'évaporation lesteneurs en sodium des A P T ainsi que celles des solutions de lavage sont identiques. Pour l'essaià 88 % d'évaporation, bien que les concentrations en sodium des solutions de lavage soientidentiques nous notons une teneur en sodium légèrement plus faible dans le cas du lavage àl'eau. En ce qui concerne les concentrations en tungstène des solutions de lavage, là encoreaucune influence du p H de la solution initiale de lavage n'a été notée. Ceci est logique dans lamesure où quelques soient les conditions de lavage, les filtrats sont tamponnés à un p H comprisentre 6,5 et 6,9.
Lors d'un essai complémentaire nous avons également comparé l'efficacité d'un lavagealcoolique (méthanol) à un lavage classique à l'eau (tableau 4). il apparaît que le méthanol n'estpas un solvant de lavage efficace puisque la teneur en sodium de l'APT produit passe de 70 ppmpour un lavage à l'eau à 116 ppm pour le lavage à l'alcool. Par contre la concentration entungstène des solutions de lavage est très faible : moins de 1 g/l.
Remarque : U n essai complémentaire nous a permis de déterminer la quantité d'eau restant dansle précipité après filtration sur buchner ; celle ci s'élève à 9 % en masse.
Conclusion partielle
• Pour un taux d'évaporation inférieur à 85 %, un seul lavage par pulpage suffit pourobtenir un A P T contenant moins de 10 ppm de sodium. Nous pouvons alors supposerque le sodium se trouve en solution dans les 9 % d'eaux mères qui reste dans legateau après filtration sur buchner. Ceci expliquerait alors l'efficacité du premierlavage dont l'action serait tout simplement de diluer le sodium en solution dans l'eauemprisonnée dans le gateau.
• A u delà de 85 % deux lavages sont insuffisants puisque les teneurs en sodium desA P T sont supérieures à 70 ppm. Dans ce cas il est possible que le sodium cristallisesous forme d'un tungstate (normal, para ....) difficile à redissoudre et à éliminer aucours des lavages.

Essai de cristallisation N°
Taux d'évaporation (%)
Volume initial de solution (1)
Masse cfAPT (g)
Rendement de cristallisation (%)
Pureté chimique de l'APT : N a (ppm/W)
S O 4 (ppm/W)
Ti (ppm/APT)
Ta (ppm/APT)
Nb (ppm/APT)
AI (ppm/APT)
Si (ppm/APT)
1
79
1.6
223,8
80,3
7
<10
<5
<20
14
5
5
2
85
1.6
253,3
90,8
7
<10
<5
<20
13
6
6
3
93
1.6
249,5
89,5
7
<10
<5
<20
15
5
6
Tableau 1 : influence du taux d'évaporation sur le rendement de cristallisation
et la pureté chimiaue de l'APT lavé trois fois.

rristaltisation N°1
• aporation à 7 9 %
Eaux mères
Lavage 1
Lavage 2
Lavage 3
Cristallisation N°2
evaporation à 85 %
Eaux mères
Lavage 1
Lavage 2
Lavage 3
Cristallisation N°3
evaporation à 93 %
Eaux mères
Lavage 1
Lavage 2
Lavage 3
Volume (ml)
340
250
. 175
240
235
215
215
160
110
218
185
335
W(g/ )
57,2
21,2
22,2
24,6
53,3
11,2
12,3
12.5
62,5
24.8
32,5
38,3
N'a (mg/l)
81,3
3,0
0,5
0,2
110,0
7,5
0,7
0,2
223,0
10.0
4,5
3,4
S O 4 (mg, I)
1050,0
43,4
:
Ti (mg/l
6,4
1,7
12,5
Ta (mg/l
<1
2,5
4,5
Nb (mg/l
42,3
16,7
120,7
AL(mg/
28,4
44,5
Si (mg/l)
28,6
14
65
Figure 2 : influence du taux d'évaporation sur la composition des eaux mères
et des eaux de lavage.

ne e ß B A E | np oouanijui :
aidd gil
-
-
Ludd oi
l/ßuj c'9
l/ßuj/'z
-
Z'Q
fr'O
-
(l/ß) M
H09W idV
Z
l HO9W eßBABl
nBaidV
Z
l nea 86BAB"I
S3J^ u xnB3
%68
uoiiBJOdeA^.p
xnEi
O)
ep Lunipos ua jnausj B| jns 8 6 B A B | ep suoijnios sop 9Jn}BU B| ep eouenijuj : e
wddggl i/ßiug'g mddet-l
2'6
8'9
i/DLug'e u d d o ë l | / 6 w 8 >
0'2l
6 '9 - 9 '9
UJddß i/öuig'o uiddg i/ßuje'9
fr'9
S ' 9 - Z ' 9
tudde |/ßiue'o uuddg i/ß
fr'8 - f'8
Z'9 - ¿'9
|/ßius2'o ujddtr i/ßujg'g
' - 6'¿
9'9 - 8'9
UdV n

EVALUATION DE LA QUALITE DE L'APT PRODUIT
U n lot d ' A P T contenant 7 p p m de sodium a été réduit à 830°C pendant 2 h sous 300 |/h
d'hydrogène. Le tungstène produit possède les caractéristiques suivantes :
• Diamètre Fisher brut : 2,8 ¿/m
• Diamètre Fisher désaggloméré A S T M : 2,2 fim
• Teneur en sodium : 7 p p m .
C e lot de tungstène a été ensuite carburé à 1500° durant 2h. Le carbure de tungstène
obtenu, de diamètre Fisher brut 2,3 p m , a été mélangé à une poudre de cobalt et fritte suivant le
test Standart PR01 :
• Composition du mélange (% masse) : W C 90,5, C o 9, T a C 0,5
• Mélange en attritor
• Compression : éprouvette ISO B / PS21
• Frittageà1450°C.
Les caractéristiques de la pièce frittée sont les suivantes :
• Porosité : A04
• Phase èta : R A S
• Phase g a m m a : PE3
• Recristallisation : R 1 / R 2
• Dureté vickers : Hv50 = 1408
• Micrographie : voir figure 5.
Les propriétés mécaniques ainsi que l'examen métallographique de l'éprouvette frittée
étant tout à fait classiques, la poudre de carbure de tungstène produite en aval de la chaîne de
traitement de déchets pourrait donc être utilisable au m ê m e titre que n'importe quel autre carbure
de tungstène.

Figure 5 : micrographie de la pièce frittée à partir d'un carbure de tungstène obtenu
par recyclage de déchetc.
CONCLUSION
La dernière étape du procédé de récupération de déchets de tungstène consiste à
cristalliser un paratungstate d 'ammonium ue grande pureté uiimique, en particulier avec une
teneur en sodium inférieurs à 10 p p m , à partir d'une solution de tungstate d ' a m m o n i u m contenant
de 100 à 200 p p m / W de sodium ainsi que d'autres impuretés : Ti, T a , N b . . . . Si la plupart des
impuretés sont éliminées au cours de la cristallisation, nos essais montrent que dans le cas du
sodium il est nécessaire d'optimiser les paramètre de la cristallisation de manière à trouver un
compromis entre la pureté de l'APT, qui dépend du taux d'évaporation et du nombre de lavages, et
le rendement de la cristallisation. Les conditions de cristallisation les plus favorables ont été
obtenues en évaporant la solution de tungstate d 'ammon ium entre 80 et 85 % et en réalisant un
lavage à l'eau par pulpage. La teneur en sodium de l'APT ainsi produit est inférieure à 10 p p m et
le rendement de cristallisation se situe aux environs de 90 %. Signalons toutefois que ces résultats
s'appuient sur un nombre limité d'essais et qu'ils ont été obtenus à partir de quantités de solution
de tungstate d 'ammon ium inférieures à 2 I ; II est donc évident que d'autres essais sont
nécessaires pour optimiser le taux d'évaporation ainsi que le lavage du précipité à une échelle
pilote.
Enfin la transformation de l'APT produit en carbure de tungstène suivi d'un test de frittage
a permis de montrer que la qualité du paratungstate d 'ammonium produit à partir de déchet était
tout à fait compable à celle d'un A P T issu d'un procédé de métallurgie extractive classique.
8

CHAPITRE 7
CONCLUSIONS

7 - CONCLUSIONS.
Les travaux réalisés dans l'année 1990 ont bien respecté le p r a g r a m m e de laconvention.
Ceci a permis d'apporter une suite aux travaux antérieurs et de donner leséléments nécessaires à la Société K R E B S qui a pu commencer l'étude d'ingénierie.
Les principaux résultats de cette année sont donc :
- L a mise au point par le B R G M à l'échelle Laboratoire d'un procédéd'extraction par solvant adapté aux solutions ex-déchets, permettant de substituer lesions a m m o n i u m aux ions sodium.
- L'enquête de propriété industrielle a permis de vérifier que ce procédé pouvaitêtre exploité sans obstacles.
- L'application à l'échelle pilote a confirmé que ce procédé pourrait êtreappliqué à l'échelle industrielle et on a pu définir les paramètres de fonctionnementd'un atelier.
Toutefois il est apparu que les solutions sortantes (tungstate d ' a m m o n i u m )auront toujours une teneur en sodium trop élevée pour permettre une evaporationtotale lors de la cristallisation de l 'APT. O n devra donc procéder par evaporationpartielle.
- L'étude de la cristallisation fractionnée de l 'APT à partir de solutions obtenuesdans le pilote d'extraction par solvant a prouvé qu'en n'évaporant pas à plus de 80 %et après lavage des cristaux d ' A P T on obtenait toujours un niveau d'impuretésconforme à la spécification de l 'APT, en particulier pour le sodium : < 10 p p m .
- La combinaison extraction par solvant + cristallisation fractionnée permetdonc d'obtenir un A P T de qualité satisfaisante. U n e première vérification de laqualité de l 'APT a d'ailleurs été effectuée par transformation de 1 kg en W puis enW C puis en carbure fritte dont les propriétés se sont révélées bonnes.
- Ces résultats ont permis d'établir un schéma de procédé, figure 1, pour lesdeux étapes : solvant + cristallisation. Ce schéma prévoit le recyclage descaux-mères de cristallisation dans la préparation de la solution de tungstate desodium et inclut le traitement des effluents. Il permettra d'effectuer en 1991, lechiffrage des équipements industriels.
- O n a également mis au point au Laboratoire, et appliqué à l'échelle pilote unprocédé de purification en titane, tantale et niobium sur les solutions de tungstate desodium, par ajustement du p H . En effet, l'étude de laboratoire avait montré que laséparation en Ti, T a et N b dans l'extraction par solvant était trop faible pour garantirla conformité à la spécification de l'APT, ce qui rendait nécessaire de purifier lasolution en ces 3 éléments en amont de l'extraction par solvant.
- E n ce qui concerne la partie amont du procédé des essais de fusion-oxydationsur déchets de plaquettes carbures ont été réalisés. U n e telle opération avait déjà étéappliquée avec succès aux déchets de copeaux de métal lourd. A v e c les plaquettes, ladurée d'oxydation étant nettement plus longue, on rencontre des problèmes decorrosion notamment des orifices d'amenée d'air dans le bain de carbonate de sodiumfondu. Il est également difficile d'assurer une bonne distribution de l'air pour que laréaction touche toutes les plaquettes.

Nous avons donc rencontré des problèmes technologiques (choix des matériaux,dessin du dispositif d'amenée d'air) qui ne sont actuellement pas résolus et que nousdevons remettre au programme de 1991.
- Il était prévu dans le programme d'effectuer un chiffrage du procédé"scheelite artificielle" avec réutilisation au mieux des équipementsd ' E U R O T U N G S T E N E P O U D R E S . C e travail a été c o m m e n c é avec une premièreexpertise de la chaîne scheelite d 'ET.P et l'établissement d'un schéma de procédé.
Les principaux points qui restent à effectuer en 1991 sont donc :
- l'enquête sur les approvisionnements en déchets ;
- établir le schéma de procédé et chiffrer la partie amont : oxydation et fusionalcaline ;
- finir de chiffrer la partie aval : solvant + cristallisation de l 'APT ;
- définir le procédé de traitement pour la valorisation du cobalt et du tantalecontenus dans les insolubles (on dispose actuellement d'environ 100 kg d'insolubles"type") ;
- caractériser, par transformation en W , W C et carbure fritte, l 'APT cristallisé àpartir des solutions sortantes de l'extraction par solvant.

I. '_ V . • I _
f c u. r-tt t fi.
glOûol 2I0GO2. 2IOÛO3 a ¿ 5 o G o |
(J2^oGot
•¿iJCiJi
ZZo G03

ANNEXE
METHODES ANALYTIQUES CERMeP

M E T H O D E S ANALYTIQUES C E R M e P
Dosage du tungstène
1) Par gravimétrie sur les solutions de tungstate de sodium
• Neutralisation de la solution par l'acide nitrique
• Précipitation du tungstate mercureux
• Filtration et lavage du précipité à l'eau
• Calcination et pesée
• Précision de la méthode : 1% en valeur relative
2) Par ICP (spectroscopie d'émission par plasma induit) sur les solutions tungstiques
• Dilution
• Dosage par ICP par comparaison avec des étalons de tungstène dont la concentration
est comprise entre 0 et 1 g/l
• Précision de la mesure : 5 % en valeur relative
3) Dans les solutions organiques
• Extraction du tungstène par la soude 2 N en ampoule à décanter
• Dosage par ICP
• Précision de la mesure : 10 % en valeur relative
Dosage du sodium
1) Dans les solutions de tungstaie de sodium
• Dilution
• Acidification par l'acide fluorhydrique
• Dosage par absorption atomique (lambda = 330,2 n m ) par comparaison avec des
étalons contenant du sodium et du tungstène en solution fluorhydrique
• Précision de la mesure : 3 % en valeur relative
2) Dans les solutions de tungstate d 'ammonium
• Dilution
• Acidification par l'acide fluorhydrique
• Dosage par absorption atomique (lambda = 589,0 n m ) à l'aide d'étalons de tungstated'ammonium en milieu fluorhydrique
• Précision de la mesure : 3 % en valeur relative
3) Dans le paratungstate d 'ammonium
• Attaque de l'APT à chaud par l'acide fluorhydrique puis par l'acide nitrique
1

» D o s a g e par aosorpuon atomique .lair.bda = 589-,û n m ) avec des étalons en milieu
fluorhydrique - nitrique
• Précision de la m e s u r e : 3 % en valeur relative
4) D a n s les phases organiques : trois méthodes ont été testées, les résultats n e sont p a s
fiables
• Essai 1
• Evaporation en capsule d e platine puis calcination à 7 0 0 ° C
• Reprise en milieu fluorhydrique - nitrique
• D o s a g e du sodium par absorption atomique : la phase organique, en brûlant,
semble entraîner«sodium
• Essai 2 :
• Evaporation lente à 110°C
• Reprise en milieu fluorhydrique - nitrique
• D o s a g e du sodium par absorption atomique : les résultats ne sont pasreproductibies
• Essai 3 :
• Evaporation en capsule de platine.calcination à 700°C
• Fusion au carbonate de lithium : attaque du platine
D o s a g e du soufre ou des sulfates
1) D a n s les solutions de tungstate de sodium acidifiées à l'acide sulfurique
• Précipitation du sulfate de baryum en milieu fluorhydrique
• Filtration, calcination et pesée
• Précision de la mesure : 5 % en valeur relative
2) D a n s les solutions contenant peu de sulfates et dans les A P T
• Evaporation à sec à 110°C pour les solutions
• Calcination à 400°C et pesée
• D o s a g e du soufre au L E C O sur le résidu
• Précision de la mesure : 5 % en valeur relative
3) D a n s les solutions ne contenant pas de tungstène et fortement acides (raffinât)
• D o s a g e par acidimétrie par la soude
• Précision de la mesure : 2 % en valeur relative

Dosage du Titane, du Tantale et du Niobium
1) Dans les solutions tungstiques
• Dilution et acidification par l'acide fluorhydrique
• Dosage par ICP par comparaison avec des étalons de Ti, Ta , N b dans une matrice
tungstique ou par ajouts dosés
• Précision de la mesure : 5 % en valeur relative
2) Dansl 'APT
• Dissolution en milieu fluorhydrique - nitrique
• Dosage par ICP
• Précision de la mesure : 5 % en valeur relative
Dosage de l'aluminium et du silicium
1 ) Dans les solutions de tungstate d 'ammonium et de sodium ainsi que sur l'APT
• Attaque fluorhydrique - nitrique dans le cas de l'APT
• Dilution des solutions
• Dosage par ICP ou par absorption atomique avec des étalons dans une matrice
tungstique
• Pour les faibles teneurs (APT), dosage par absorption atomique avec utilisation du
FIAS (injection de flux non segmenté) pour les solutions concentrées en tungstène ou
par ajouts dosés
• Précision de la mesure : 30 % en valeur relative
2) Dans l'APT
• Oxydation à 650°C
• Fusion alcaline aux carbonates de sodium et de potassium
• Reprise à l'eau
• Dosage par ajouts dosés en absorption atomique avec FIAS
• Précision de la méthode : 30 % en valeur relative