Revue ABB 2/2002 11
a clé de la réussite des systèmes de
production et de gestion tient dans
l’assimilation et l’intégration de toute la
chaîne de valeur fournisseur-client (de la
commande à la livraison) et des circuits
d’information entre l’atelier et la gestion.
Aussi de nombreux fabricants se sont-ils
lancés ces dernières années dans la gestion
globale de la chaîne logistique, plus
connue sous le sigle SCM (Supply Chain
Management), mais dans la pratique il
existe souvent un immense fossé entre pro-
duction et gestion. Il leur faut intégrer SCM
et production pour optimiser cette logis-
tique étendue. C’est dans cette optique
qu’ABB prône le concept de « gestion colla-
borative de la production», couplé à des
solutions de pilotage de l’entreprise en
temps réel regroupées sous la bannière
IndustrialIT.
Faire dialoguer en temps réel
production et logistique
Un rapport publié récemment par l’ARC
Advisory Group, cabinet américain spécia-
liste de l’automatisation (cf. ci-dessous),
pointe du doigt le décalage entre les profits
escomptés d’un projet SCM et ses apports
réels. Selon ARC, 48 % de ces outils ne
répondent toujours pas aux attentes du
client. Nombreuses sont en effet les mises
en œuvre d’applications SCM à ne pas tenir
leurs promesses, faute d’intégration, source
majeure de déconvenues pour les utilisa-
teurs interrogés.
La nature de la solution de pilotage
temps réel de l’entreprise dépendra bien
entendu des stratégies et pratiques de ges-
tion mises en œuvre. La plupart des entre-
Le secteur manufacturieret des biens de consommation à l’heure du pilotage temps réelAndreas Renulf
La satisfaction du client, le recentrage sur les métiers de base et son pendant, l’externalisation
des activités sans valeur stratégique, sont devenus ces dernières années les maîtres mots de
bon nombre d’industries. Or, cette logique s’est soldée par une plus grande complexité de la
chaîne de production, de la prise de commande à la livraison. Fournisseurs, sous-traitants, pro-
ducteurs et clients s’orientent alors vers une nouvelle approche favorisant une plus large colla-
boration entre acteurs industriels : planification pilotée par la demande, ordonnancement de la
production, réduction des stocks et du besoin en fonds de roulement, augmentation des rende-
ments et optimisation de la performance… sont autant de démarches à l’ordre du jour.
L
«...le mariage de la logistique et de la production est déterminant dans l’essorde l’e-production sur fond de travail collaboratif et dans l’optimisation de lachaîne logistique globale.»
1) D’après Supply chain planning strategies, ARC Advisory Group Report, January 1999
Le verdict de l’ARC Advisory Group1) sur l’intégration logistique-production :
12 Revue ABB 2/2002
Industries
prises doivent faire face, dans leur secteur
d’activité, à de vives pressions sur les prix;
si l’efficacité économique est primordiale,
l’accroissement du cash flow l’est tout
autant. Dans ce contexte, niveau et rotation
des stocks sont en ligne de mire. La taille
des stocks est en effet un précieux indica-
teur de la performance logistique globale.
Pour réduire leur niveau et accélérer leur
rotation – deux mesures qui ont un impact
positif non seulement sur la trésorerie de
l’entreprise mais aussi sur l’efficacité et la
qualité de la production – il faut impérati-
vement coupler, en temps réel, production
et logistique. L’encadrement peut alors plei-
nement maîtriser le processus de fabrica-
tion et communiquer instantanément les
changements de planification aux fournis-
seurs et sous-traitants.
Si la production devient très personnali-
sée, avec des produits extrêmement modu-
laires, la capacité de produire sur com-
mande revêt bien des attraits. Elle permet
en effet de réduire largement le niveau des
stocks et les rebuts, bien plus qu’avec des
produits fabriqués sur stock. Cela requiert
toutefois la mise en place d’une chaîne
d’approvisionnement qui réagisse immé-
diatement aux commandes clients et à leur
modification. Pour réduire les stocks ma-
tières, fournisseurs et sous-traitants doivent
anticiper les spécificités de la commande.
Cette réactivité et cette flexibilité de la
chaîne logistique exigent de la gestion de
l’entreprise qu’elle s’articule autour de la
commande du client tout en garantissant,
à chaque étape, la traçabilité de la com-
mande et des pièces associées. En d’autres
termes, il faut une maîtrise totale de la
commande client tout au long de la pro-
duction. D’où une interaction temps réel
entre la logistique et la fabrication pour
permettre les modifications de commande
et le contrôle de tous les maillons de la
chaîne industrielle.
Autre moteur favorisant la convergence
de l’exécution et de la planification: le
besoin, pour nombre de fabricants, d’être
capables d’indiquer à leurs clients, très en
amont, la date de livraison exacte de leurs
marchandises. De solides applications fon-
dées sur les démarches de «disponibilité à
la vente» (ATP), de «capacités disponibles»
(CTP) et de « transactions bénéficiaires»
(PTP) exigeront l’intégration de la planifica-
tion et de l’exécution de la production,
même si les composantes de l’exécution
seront les vrais garants de la robustesse.
Voilà, selon ARC, un axe de développe-
ment majeur du SCM.
La majorité des entreprises valorisent
tellement la qualité des produits qu’elles
sont souvent amenées à multiplier leurs
fournisseurs de composants critiques pour
se ménager une marge de sécurité en cas
de problème. Or leur capacité à résoudre
efficacement ces problèmes passe par un
lien entre l’assurance qualité intégrée à leur
fabrication et les fournisseurs et sous-trai-
tants de l’entreprise, ainsi que par un lien
direct avec chaque commande. De fait, plus
Automatisation, contrôle-commande, qualité,
sécurité, instrumentation
Aujourd’hui
Demain
Intégration des systèmesd’information
ERP, SCM, CRM
Fabrication Gestion et support
Ap
pro
che
tran
sact
ionn
elle
Ap
pro
che
tem
ps
réel
s s
outiormanc
e
em
Fosséproduction-
gestion
Industrialnanabledenaenana
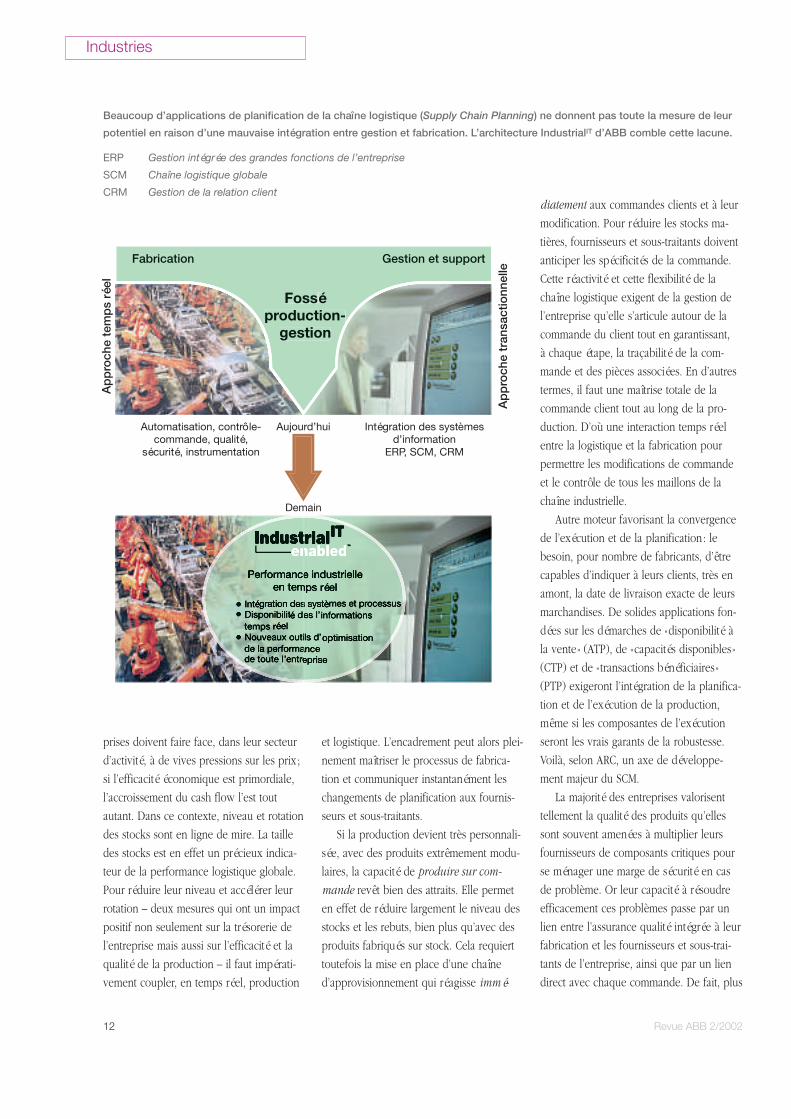
Beaucoup d’applications de planification de la chaîne logistique (Supply Chain Planning) ne donnent pas toute la mesure de leur
potentiel en raison d’une mauvaise intégration entre gestion et fabrication. L’architecture IndustrialIT d’ABB comble cette lacune.
ERP Gestion intégrée des grandes fonctions de l’entreprise
SCM Chaîne logistique globale
CRM Gestion de la relation client
Revue ABB 2/2002 13
vite l’information transite du producteur
aux fournisseurs et sous-traitants, plus on a
de temps pour réagir à la demande du mar-
ché et replanifier la production. Pour les
produits à cycle de vie court, il est judi-
cieux de récupérer l’information en temps
réel de l’assurance qualité, dès qu’un pro-
blème survient. Pour revoir la planification
et l’ordonnancement de la fabrication, cette
information doit se propager – en temps
réel également – chez les fournisseurs,
sous-traitants et commerciaux.
Le cycle de production, à savoir la durée
entre la commande et la livraison d’un pro-
duit, est un critère économique de poids
pour beaucoup d’entreprises industrielles.
Les solutions temps réel peuvent ici ap-
porter une contribution décisive. L’industrie
informatique qui peut surfacturer ses pro-
duits si le client veut être livré en un temps
record, compte parmi les secteurs bénéfi-
ciant de ces solutions intégrées à la chaîne
logistique SCM. Pour être à même de modi-
fier la planification et l’ordonnancement de
la fabrication pour répondre à des com-
mandes clients prioritaires, les entreprises
ont besoin d’une grande souplesse d’appro-
visionnement et d’une maîtrise totale de
toutes les composantes du processus de
fabrication. L’accès à des informations temps
réel, à tous les stades de la fabrication, à
commencer par la réception des pièces, per-
met de donner plus facilement la priorité à
une commande donnée et d’en accélérer le
traitement et l’exécution. Planification et
ordonnancement peuvent s’effectuer en
ligne et en temps réel, et non par lots.
Les solutions de pilotage
industriel temps réel d’ABB
Pour mieux appréhender ces concepts et
leur fonctionnement, imaginez une usine
dont le niveau des stocks est optimisé pour
assurer tout au plus 4 à 5 heures de pro-
duction, cas type de l’industrie automobile
ou électronique.
L’une des pièces maîtresses de ce scéna-
rio réside dans la solution retenue pour la
maintenance de l’outil de production, côté
fournisseur. En effet, si la production s’ar-
rête pour une quelconque raison, ce der-
nier n’aura que 4 à 5 heures pour rectifier
le tir avant que le producteur ne soit
contraint d’arrêter ses machines, avec le
risque de coûteuses pénalités en sus. La
stratégie de maintenance préventive du
fournisseur – parmi les premières préoccu-
pations permettant d’éviter les interruptions
de fabrication – occupe également le
devant de la scène, surtout quand on sait
le temps qu’il faut pour reconstituer ses
stocks.
La solution? Une connexion temps réel
avec l’équipement de production et une
fonction d’alerte renseignant instantané-
ment sur les arrêts de production et leurs
causes. De quoi donner au fournisseur tout
le temps de réagir et la liberté nécessaire
pour parer à ces interruptions. Cette solu-
tion doit s’accompagner d’un plan de main-
tenance portant sur l’ensemble du parc pro-
ductif : il peut s’agir, par exemple, d’infor-
FacturationAchatsMaîaîa triseîtriseî
ûts
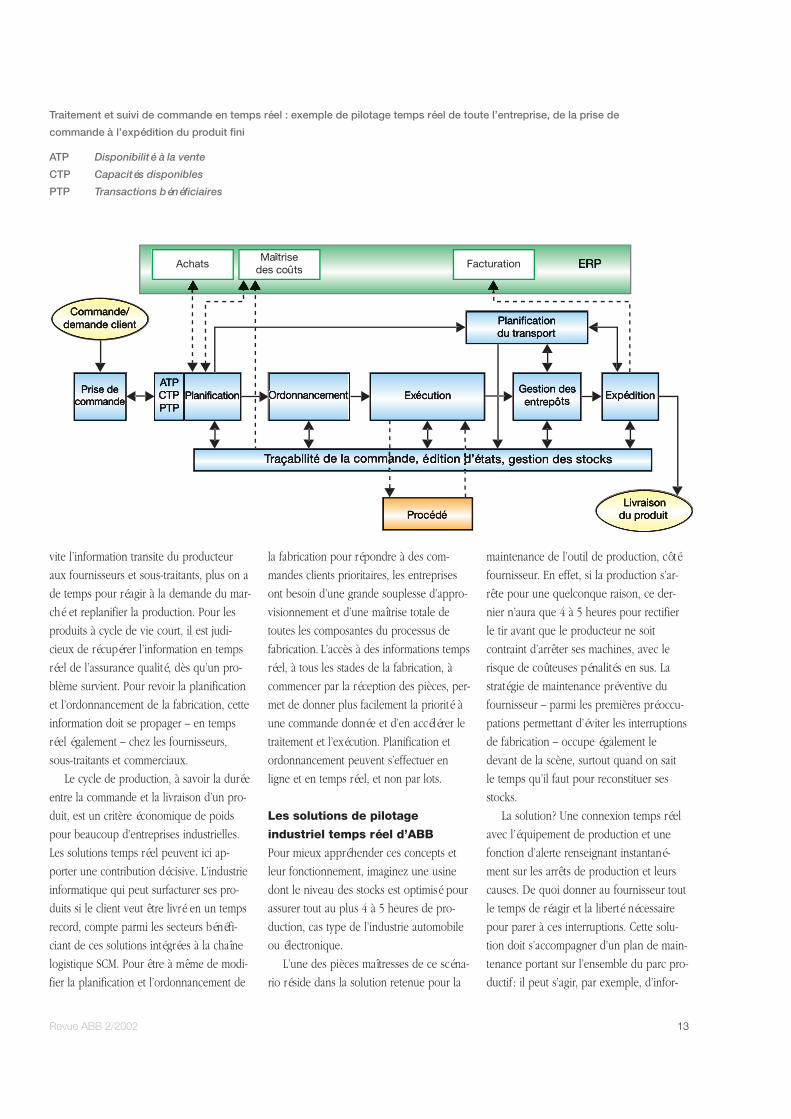
Traitement et suivi de commande en temps réel : exemple de pilotage temps réel de toute l’entreprise, de la prise de
commande à l’expédition du produit fini
ATP Disponibilité à la vente
CTP Capacités disponibles
PTP Transactions bénéficiaires

14 Revue ABB 2/2002
Industries
mations sur la performance opérationnelle
des robots d’une ligne de fabrication,
extraites du logiciel de ces derniers.
Autre solution: le suivi de production en
temps réel qui permet de réduire au mini-
mum, côté fournisseur, le niveau des stocks
de la chaîne fournisseur-producteur. Tant
que la production se déroule conformé-
ment au programme de fabrication, pas de
problème! Mais si le client final modifie sa
commande, ce changement est automati-
quement répercuté par le producteur sur le
fournisseur, auquel il appartient de réagir
très rapidement et d’honorer ses nouveaux
engagements.
Avec ce type de solution temps réel,
n’importe quelle modification du plan de
production se reproduit à coup sûr dans le
processus de production. Un contrôle de
disponibilité en temps réel est effectué sur
les pièces concernées, les matières et four-
nitures sont commandées et la commande
est prise en compte dans l’ordonnancement
de production. En accordant différentes
priorités aux commandes clients, il est pos-
sible de modifier la planification et l’ordon-
nancement de la production en ligne,
lorsque toutes deux sont reliées en temps
réel. Du coup, la commande d’un donneur
d’ordre privilégié, auquel on peut deman-
der une majoration de prix, sera traitée plus
vite qu’à l’ordinaire.
Voyons maintenant une autre solution,
cette fois de «niche», qui s’inscrit dans la
droite ligne du concept d’optimisation
industrielle : la gestion des racks d’approvi-
sionnement. Dans l’automobile, ces
convoyeurs transportent les pièces des
équipementiers de rang 1 chez le construc-
teur; on les retrouve principalement dans
deux zones de production, l’atelier de car-
rosserie qui reçoit les tôles des presses
d’emboutissage, prêtes au soudage par
robots, et la chaîne de montage final, où
ces racks acheminent les pièces plastiques
et d’isolation telles que les ailes et tabliers.
Fabriqués sur mesure, tout spécialement
pour le véhicule produit, ils sont chers et
en nombre limité.
A l’heure actuelle, la plupart des cons-
tructeurs automobiles ne disposent d’aucun
système leur indiquant, à un instant « t »,
l’emplacement exact du rack «x» ; leurs
fournisseurs privilégiés n’intègrent pas non
plus ces racks à leur programme de pro-
duction. La situation peut alors devenir pro-
blématique quand, par exemple, la produc-
tion s’arrête dans une usine alors que le
fournisseur de rang 1 continue à lui
envoyer des racks approvisionnés sans les
récupérer. Au fil du temps, ce fournisseur
se retrouve à court de racks pour approvi-
sionner d’autres sites industriels et se
heurte à une alternative: soit stopper la
production dans l’attente de récupérer les
racks, soit la poursuivre, quitte à recondi-
tionner les pièces au retour des racks. Dans
les deux cas, le moindre dérapage est très
coûteux.
Le remède: une solution de gestion de
racks en temps réel qui se compose d’une
fonction de suivi indiquant au fournisseur,
à tout moment, la position exacte de ses
racks, ainsi que d’une fonction de planifica-
tion optimale de leur utilisation. La combi-
naison de ces deux fonctions permet d’évi-
ter les problèmes découlant d’un arrêt de
production chez le constructeur automo-
bile. Pour perfectionner cette solution et
gagner en précision, il est possible d’inté-
grer le volet planification des racks à la
gestion de la disponibilité des matières et
fournitures, des hommes et des machines,
dans le planning de production général des
fournisseurs de rang 1.
A usine virtuelle, bénéfices réels
ABB met actuellement en place une solu-
tion de pilotage industriel en temps réel.
Son objectif à long terme est de transmettre
automatiquement les commandes issues
des équipes commerciales régionales à
l’usine la mieux adaptée, où elles seront
systématiquement intégrées dans le plan-
ning de production et suivies à la trace de
façon à garantir une visibilité optimale de
leur exécution, en temps réel.
Les commandes reçues des équipes de
vente régionales sont d’abord regroupées,
puis attribuées à une des usines en fonction
de critères spécifiques (moyens techniques,
couverture géographique et capacités
disponibles). Le traitement local de la com-
mande s’appuie sur une intégration étroite
des processus métiers de l’entreprise avec
Revue ABB 2/2002 15
les applications de soutien IndustrialIT : par
exemple, planification avancée et couplage
par SKYVA, gestion des nomenclatures et
exécution de la commande dans SAP,
gestion et optimisation de l’atelier avec
ABB OperateIT.
Les bénéfices techniques et écono-
miques tirés de ces projets prouvent qu’il
est possible d’optimiser les sites industriels
pour former une seule et unique «usine vir-
tuelle» garantissant un meilleur usage des
capacités de production, des stocks réduits
et des cycles de vie toujours plus courts.
Autre intérêt : les forces de vente gagnent
en compétitivité grâce à une réactivité
accrue, bâtie sur une planification évoluée
et une livraison conforme au modèle ATP.
Des solutions similaires sont proposées
aux fournisseurs de rang 1 de l’industrie
automobile. Imaginons, par exemple, les
avantages financiers que peut dégager un
fournisseur apte à basculer l’essentiel de sa
fabrication vers les usines où la production
est moins chère.
Tous ces avantages découlent d’une
chaîne logistique optimisée, reliée en temps
réel à toutes les étapes de la fabrication et
capable de renseigner avec précision le
constructeur sur les performances de son
usine et sa capacité à honorer les com-
mandes, à un instant donné.
ABB: fournisseur de solutions
globales temps réel
ABB figure parmi les grands automaticiens
mondiaux au service des industries manu-
facturières et des biens de consommation.
Fort de cette position, le Groupe porte ses
efforts sur l’optimisation des ressources de
l’entreprise, au travers d’une unité dénom-
mée Enterprise Solutions Group. Celle-ci a
pour ambition de fournir des solutions
d’optimisation industrielle aux secteurs
automobile, manufacturier et grand public.
Pour qu’une entreprise puisse tirer le
meilleur de ces solutions, six domaines clés
doivent fonctionner de façon optimale:
n La logistique de la production (temps de
cycle et assurance qualité),
n Une stratégie d’approvisionnement et de
recherche de fournisseurs mettant
l’accent sur leurs performances et leur
gestion de la qualité,
n Une planification amont (offre) et aval
(demande), prenant en compte l’optimi-
sation des processus,
n La gestion du transport,
n La gestion du stockage,
n La satisfaction client assurée par le suivi
des commandes et la qualité de service.
La logistique de la production, la
gestion du transport et du stockage sont
des activités de la division Industries
d’ABB. La recherche de fournisseurs et les
approvisionnements, la planification de
l’offre et de la demande, le traitement des
commandes et le service-client, sont autant
d’activités stratégiques ayant bénéficié ces
dernières années d’investissements massifs
et de la mise en œuvre de solutions visant
à optimiser notre propre performance
industrielle. Nous sommes épaulés par des
consultants, spécialistes de la gestion et des
processus, officiant aussi bien à l’intérieur
qu’à l’extérieur d’ABB, dans les six domai-
nes clés précités. Cette infrastructure en
place, ABB occupe une place de choix
pour offrir des solutions d’optimisation glo-
bale à ses clients de l’automobile, du manu-
facturier et des biens de consommation.
ABB dispose en outre de trois atouts
maître garantissant la réussite des projets
d’optimisation auxquels il participe. Primo,
sa réputation de ne jamais « lâcher» un pro-
jet : pas question, autrement dit, de baisser
pavillon tant que le client n’a pas obtenu
totale satisfaction. Secundo, son expérience
du traitement et de la gestion de l’informa-
tion temps réel – principaux « ingrédients »
de l’optimisation de l’entreprise – dans
les projets d’automatisation couvrant tout
l’éventail des industries manufacturières
et grand public. Tertio, sa démarche Indus-
trialIT [1], dans laquelle les solutions d’opti-
misation globale jouent un rôle capital.
L’ensemble constitue une nouvelle plate-
forme appelée à bouleverser les modes de
travail et d’échange du monde industriel.
Bibliographie[1] L’ABCdaire d’IndustrialIT. Revue ABB 1/2002, 6-13
Auteur
Andreas RenulfABB IndustriesBadenerstrasse 780CH-8037 [email protected]
Recommended

















