EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
Optimisation de la thermique par le
Conformal Cooling
Guillaume Vansteenkiste, chef de projet PEP
EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
CONFORMAL
COOLINGFabrication des outillages d’injection
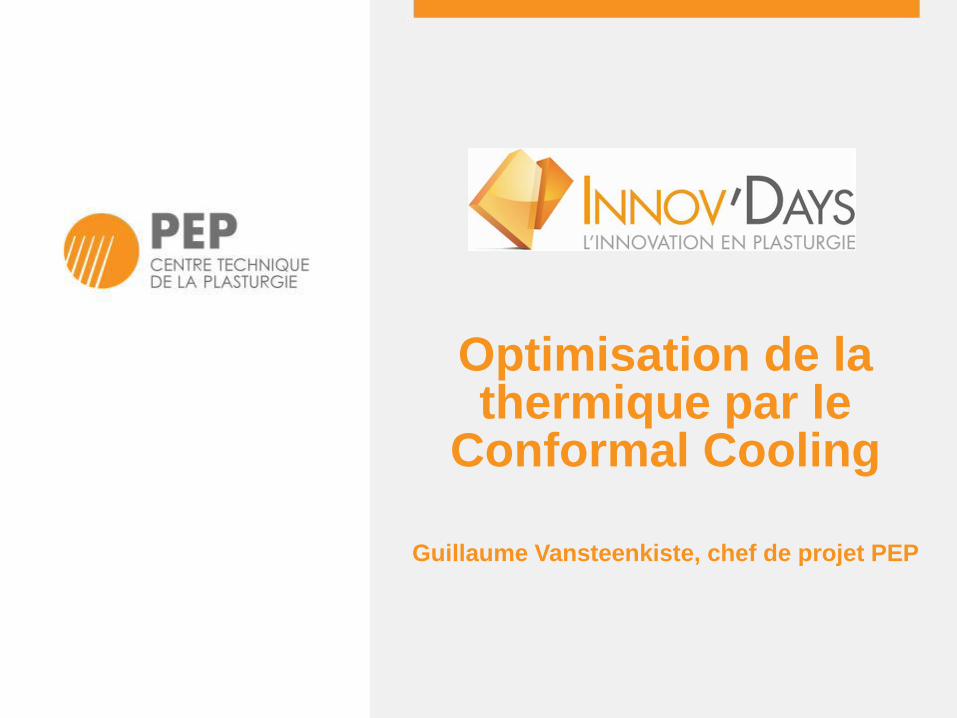
Problématique: comment maitriser la température dans le moule d’injection?
Manque de place pour les canaux de refroidissement,
Zone critique difficile d’accès, soit important gradient de température,
Inertie Thermique du moule.
Solution du CONFORMAL COOLING avec l’ADDITIVE MANUFACTURING
Fabrication d’outillage d’injection :
Usinage : refroidissement succession de
cylindres
Fusion Laser : refroidissement avec canaux
complètement libre de forme
Conséquences :
Rapprochement des surfaces moulantes :
gain en temps de cycles (~10 à 40%)
Meilleure répartition des canaux : meilleur
contrôle de la température et une plus
grande homogénéité

EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
CONFORMAL
COOLINGAdditive Manufacturing
Grandes familles de Mise en Forme des matériaux :
Par ablation Par déformation Par addition
Sculpture Poterie Architecture
Usinage Emboutissage Fabrication rapide/
Procédé génératif
?

EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
CONFORMAL
COOLINGAdditive Manufacturing
Principes des procédés génératifs : fabriquer une pièce directement à partir de sa CAO par
apport de matière et sans outillage
Possibilité de créer des formes internes complexes
CAO pièce
Apport de matière
Pièce
Exemple de canal complexe
EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
CONFORMAL
COOLINGAdditive Manufacturing
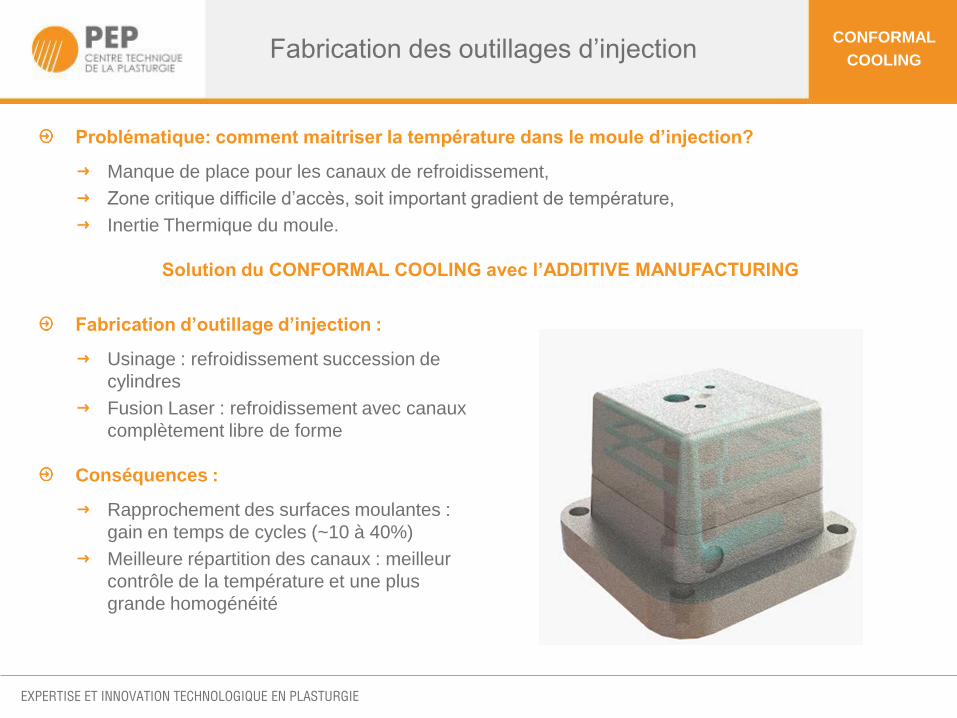
Principes de la fusion laser métallique : transformer poudre métallique en bloc de métal

EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
CONFORMAL
COOLINGAdditive Manufacturing
Principes de la fusion laser métallique : transformer de la poudre métallique en bloc de métal

EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
CONFORMAL
COOLINGAdditive Manufacturing
Exemple de machine de fusion laser métallique:
Machine PHENIX PXL
Machine EOS M270
Caractéristiques machine EOS :Volume de construction : 250 x 250 x 215 mmPrécision : +/- 0.05mmÉpaisseur de couches : 20 ou 40 µm
Caractéristiques machine PHENIX:Volume de construction : 250 x 250 x 300 mm Précision : +/- 0.05mmÉpaisseur de couches : 20, 40 et 80 µm
Poudres utilisées :Acier outillage Maraging (1.2709)Inox 1.4545 PH1
Pour autres domaines d’application:CoCr, Ti6Al4V, Inconel, Aluminium…

EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
CONFORMAL
COOLINGAdditive Manufacturing
Exemple de machine de fusion laser métallique:
EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
CONFORMAL
COOLINGFusion laser en injection
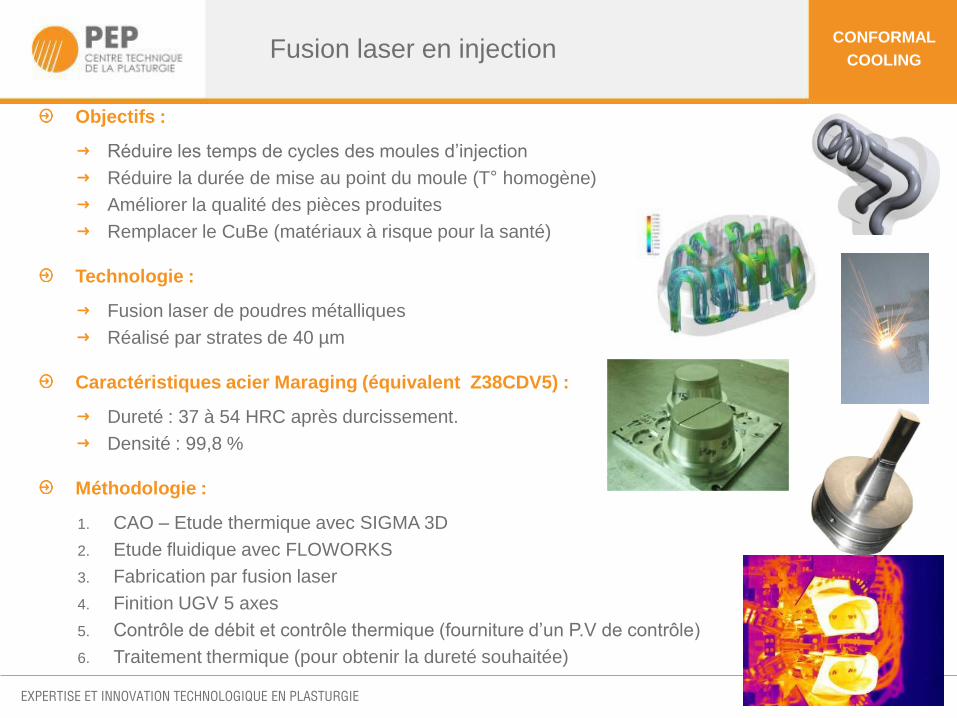
Objectifs :
Réduire les temps de cycles des moules d’injection
Réduire la durée de mise au point du moule (T° homogène)
Améliorer la qualité des pièces produites
Remplacer le CuBe (matériaux à risque pour la santé)
Technologie :
Fusion laser de poudres métalliques
Réalisé par strates de 40 µm
Caractéristiques acier Maraging (équivalent Z38CDV5) :
Dureté : 37 à 54 HRC après durcissement.
Densité : 99,8 %
Méthodologie :
1. CAO – Etude thermique avec SIGMA 3D
2. Etude fluidique avec FLOWORKS
3. Fabrication par fusion laser
4. Finition UGV 5 axes
5. Contrôle de débit et contrôle thermique (fourniture d’un P.V de contrôle)
6. Traitement thermique (pour obtenir la dureté souhaitée)
EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
CONFORMAL
COOLINGFusion laser en injection
Retour d’utilisateurs: Fusion laser pour refroidissement
Retour d’utilisateurs: Fusion laser en application Chaud / Froid

EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
CONCEPTION ET REALISATION D’OUTILLAGES METALLIQUESUSINAGE DE PIECES MECANIQUES DE PETITES ET MOYENNES SERIES
GABARITS ET MOYENS DE CONTRÔLE
Accompagnement dans la différenciation Produits/Process/Services
• Technologies Généralistes(mono-matière, multi-matières, dévissage, surmoulage d’inserts, silicone liquide)
• Technologies Innovantes (Plastronique, Optimisation thermique, Chaud/Froid)
■ Contact commercial : Nathalie DIDIERLAURENT21, rue François Rochaix 01104 OYONNAXTél : 04 74 12 12 60 - Fax : 04 74 77 99 85www.technimold.eu
EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
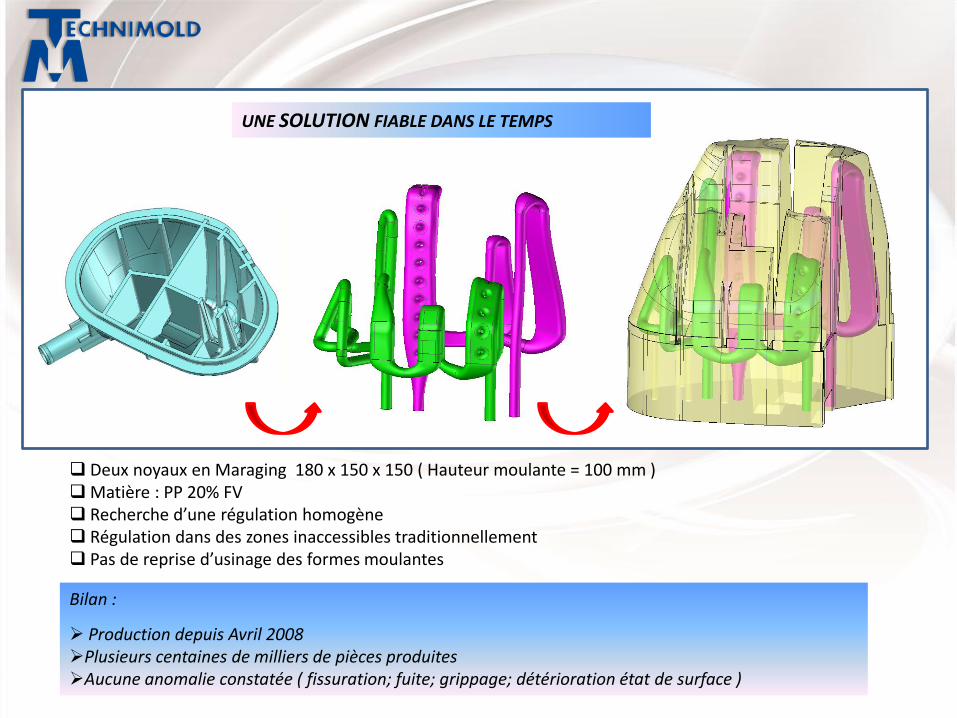
UNE SOLUTION FIABLE DANS LE TEMPS
Deux noyaux en Maraging 180 x 150 x 150 ( Hauteur moulante = 100 mm )Matière : PP 20% FV Recherche d’une régulation homogène Régulation dans des zones inaccessibles traditionnellement Pas de reprise d’usinage des formes moulantes
Bilan :
Production depuis Avril 2008Plusieurs centaines de milliers de pièces produitesAucune anomalie constatée ( fissuration; fuite; grippage; détérioration état de surface )
EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
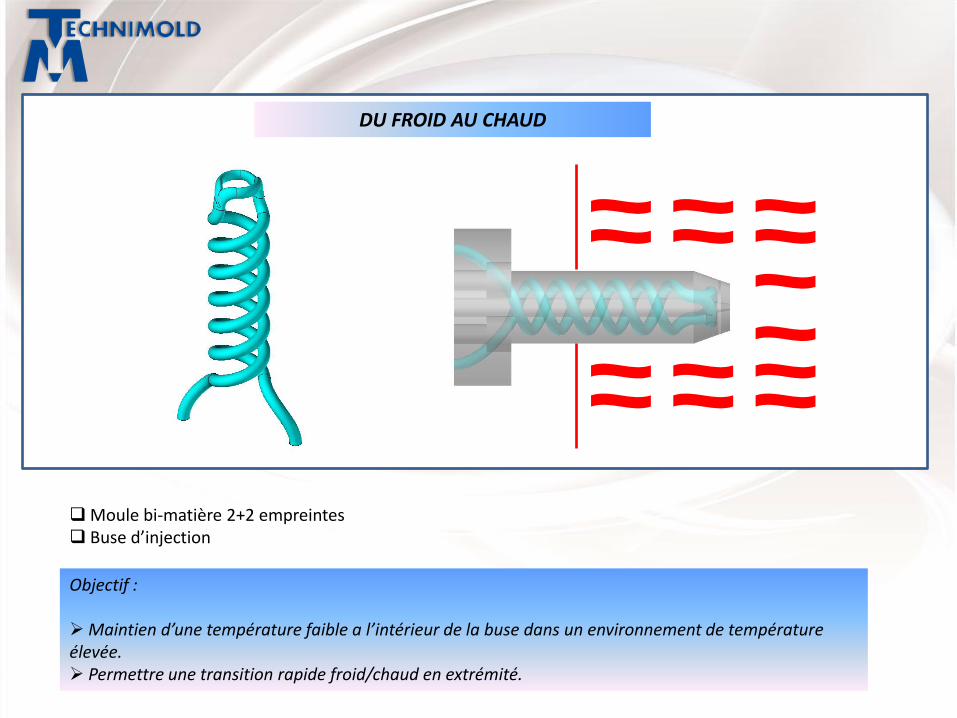
Moule bi-matière 2+2 empreintes Buse d’injection
Objectif :
Maintien d’une température faible a l’intérieur de la buse dans un environnement de température élevée. Permettre une transition rapide froid/chaud en extrémité.
DU FROID AU CHAUD
EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
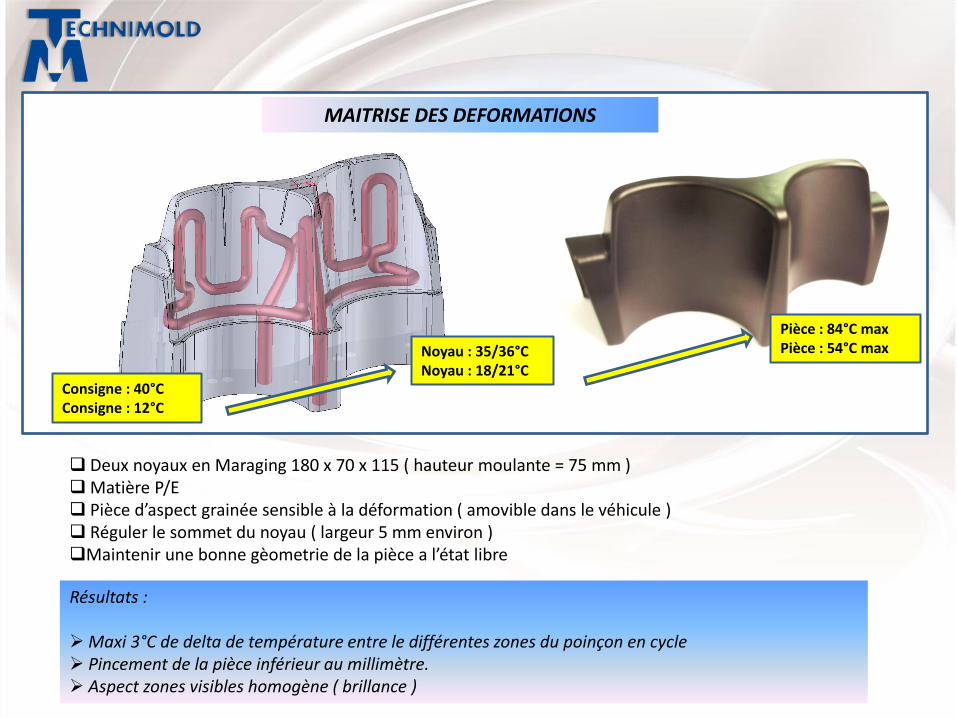
Deux noyaux en Maraging 180 x 70 x 115 ( hauteur moulante = 75 mm )Matière P/E Pièce d’aspect grainée sensible à la déformation ( amovible dans le véhicule ) Réguler le sommet du noyau ( largeur 5 mm environ )Maintenir une bonne gèometrie de la pièce a l’état libre
Résultats :
Maxi 3°C de delta de température entre le différentes zones du poinçon en cycle Pincement de la pièce inférieur au millimètre. Aspect zones visibles homogène ( brillance )
Consigne : 40°CConsigne : 12°C
Noyau : 35/36°CNoyau : 18/21°C
MAITRISE DES DEFORMATIONS
Pièce : 84°C maxPièce : 54°C max
EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
CONCLUSIONS
Bilan et perspectives :
Une technologie fiable et éprouvée Une bonne opportunité de différenciation (qualité et cout ) Mais une diffusion encore difficileOutil d’amélioration de performance et non un palliatif
Les axes de progrès :
Rapidité et dimensions des équipements Prix de la techno (matière première et mise en œuvre )
EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
CONFORMAL
COOLINGFusion laser en injection
Retour d’utilisateurs: Fusion laser pour refroidissement
Retour d’utilisateurs: Fusion laser en application Chaud / Froid

EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
AGPDéveloppement
Nombre d’employés: 170
Chiffre d’Affaires: 20 M€
Nombre de moules par an 200
MOULES TECHNOLOGIES MULTI
INJECTION
MOULES HAUTE CADENCE
EMBALLAGE A PAROIS MINCES
MOULES PRODUITS TRES TECHNIQUES
QUI EST AGP Développement
Iso 9001
German Institute
Innovations axées sur la performance des moules
Mandat crédit impôts recherches

EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
TECHNOLOGIE FUSION LASER
Dans le cadre des innovations axées sur la performance des moules:Georges Pernoud propose depuis 8 ans:
EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
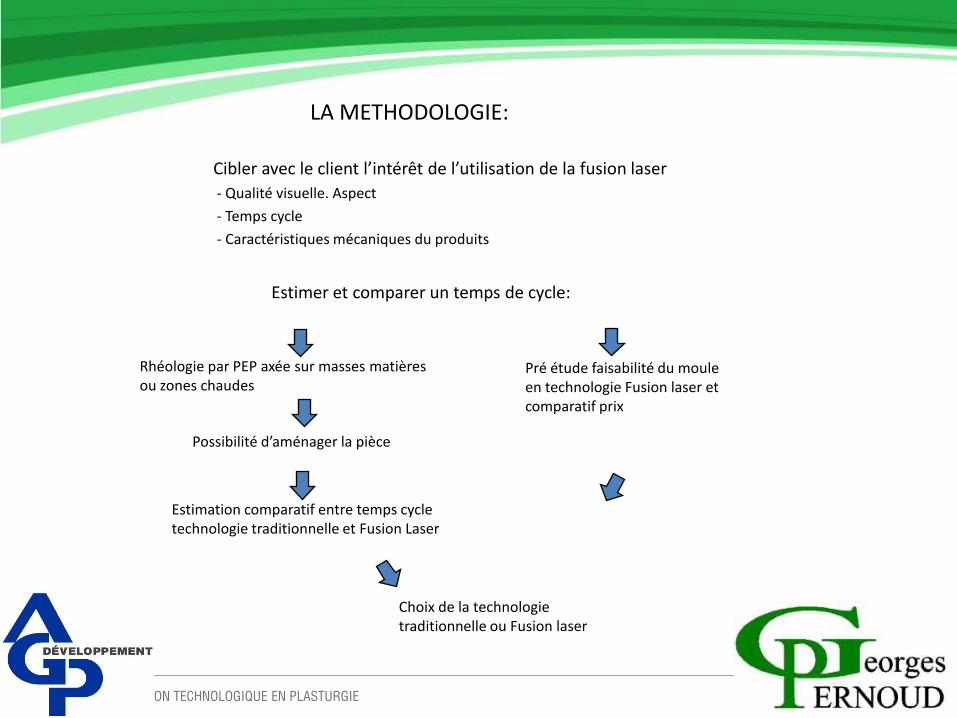
LA METHODOLOGIE:
Cibler avec le client l’intérêt de l’utilisation de la fusion laser
- Qualité visuelle. Aspect
- Temps cycle
- Caractéristiques mécaniques du produits
Estimer et comparer un temps de cycle:
Rhéologie par PEP axée sur masses matières ou zones chaudes
Possibilité d’aménager la pièce
Choix de la technologie traditionnelle ou Fusion laser
Estimation comparatif entre temps cycle technologie traditionnelle et Fusion Laser
Pré étude faisabilité du moule en technologie Fusion laser et comparatif prix
EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
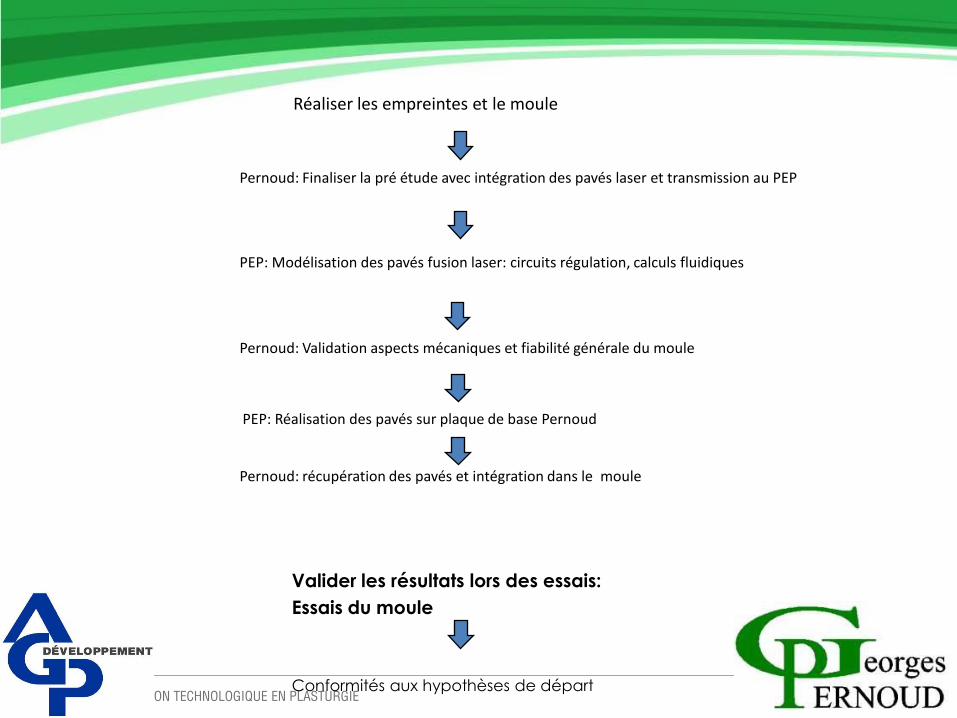
Réaliser les empreintes et le moule
Valider les résultats lors des essais:
Essais du moule
Conformités aux hypothèses de départ
Pernoud: Finaliser la pré étude avec intégration des pavés laser et transmission au PEP
PEP: Modélisation des pavés fusion laser: circuits régulation, calculs fluidiques
Pernoud: Validation aspects mécaniques et fiabilité générale du moule
PEP: Réalisation des pavés sur plaque de base Pernoud
Pernoud: récupération des pavés et intégration dans le moule
EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
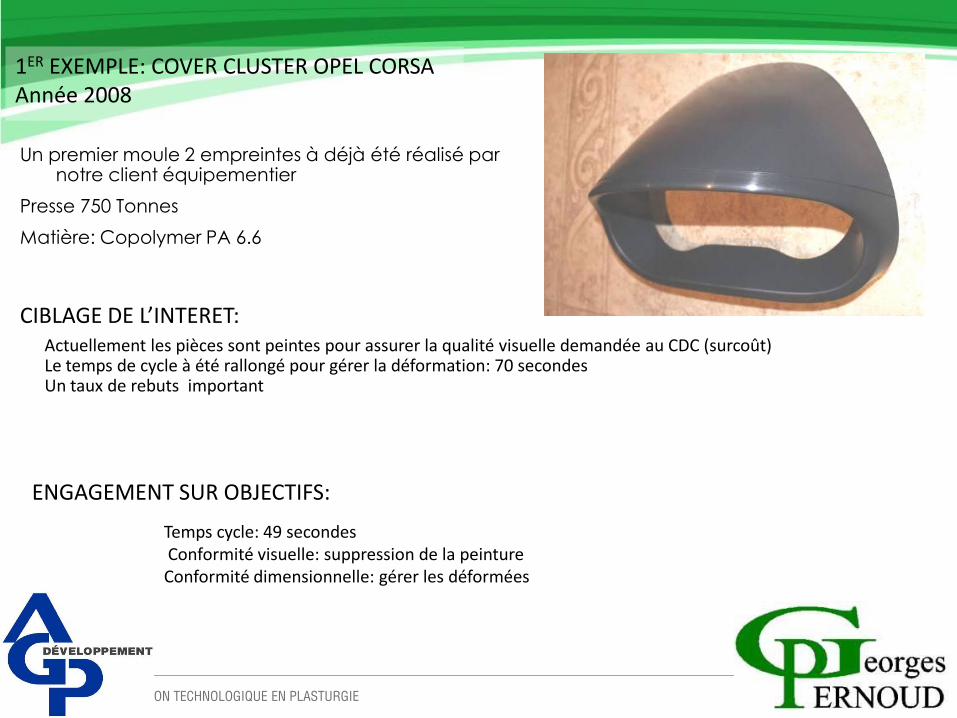
Un premier moule 2 empreintes à déjà été réalisé par notre client équipementier
Presse 750 Tonnes
Matière: Copolymer PA 6.6
1ER EXEMPLE: COVER CLUSTER OPEL CORSAAnnée 2008
Actuellement les pièces sont peintes pour assurer la qualité visuelle demandée au CDC (surcoût)Le temps de cycle à été rallongé pour gérer la déformation: 70 secondesUn taux de rebuts important
CIBLAGE DE L’INTERET:
Temps cycle: 49 secondesConformité visuelle: suppression de la peintureConformité dimensionnelle: gérer les déformées
ENGAGEMENT SUR OBJECTIFS:
EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
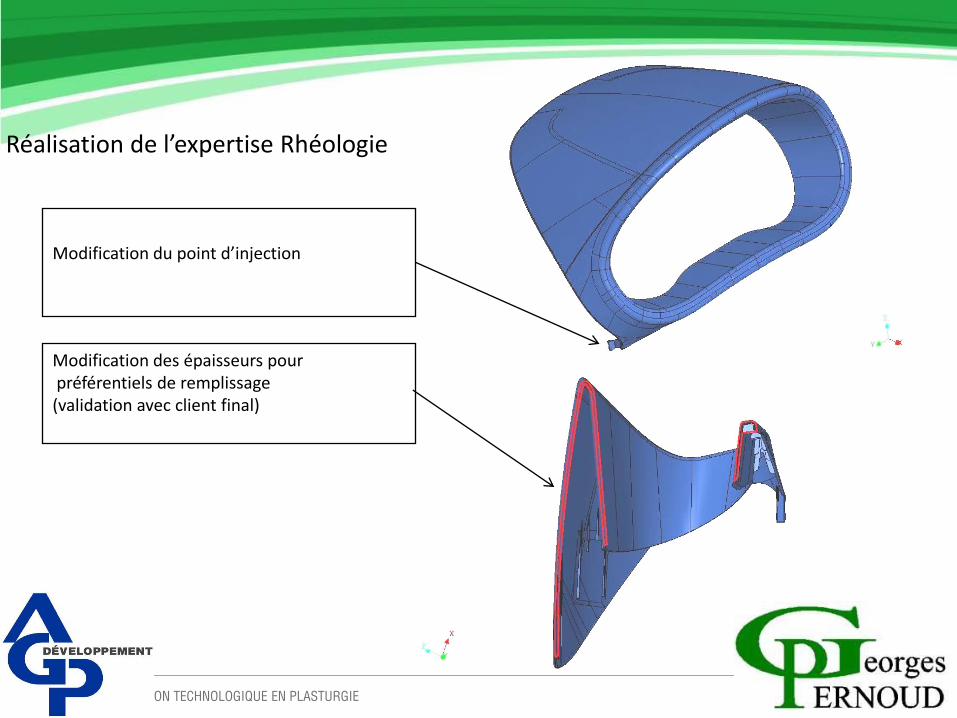
Modification des épaisseurs pour préférentiels de remplissage(validation avec client final)
Modification du point d’injection
Réalisation de l’expertise Rhéologie
EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
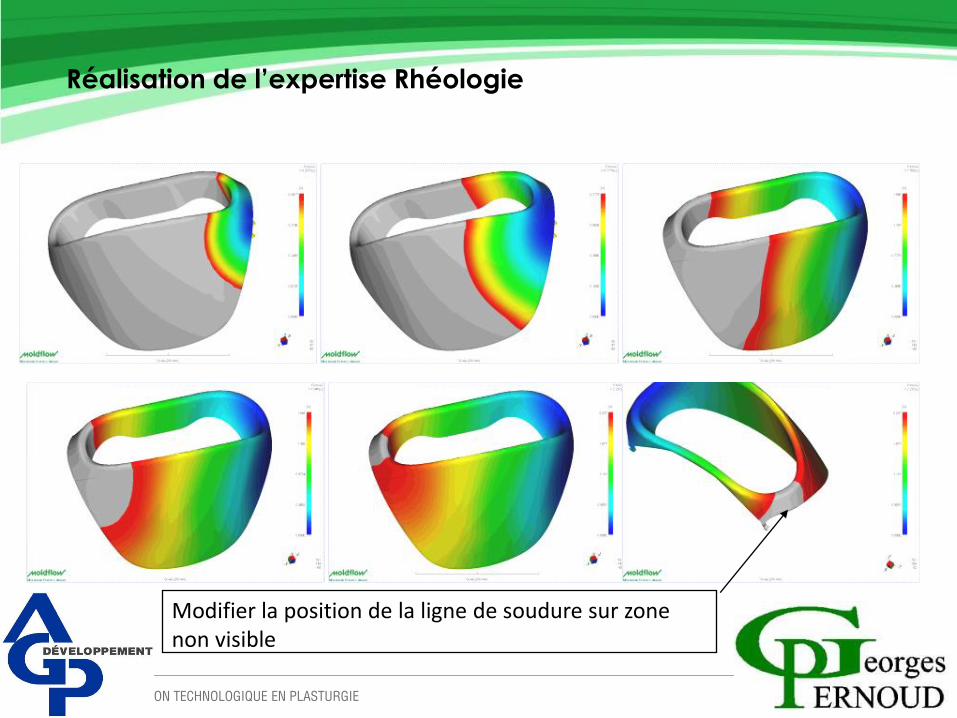
Réalisation de l’expertise Rhéologie
Modifier la position de la ligne de soudure sur zone non visible
EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
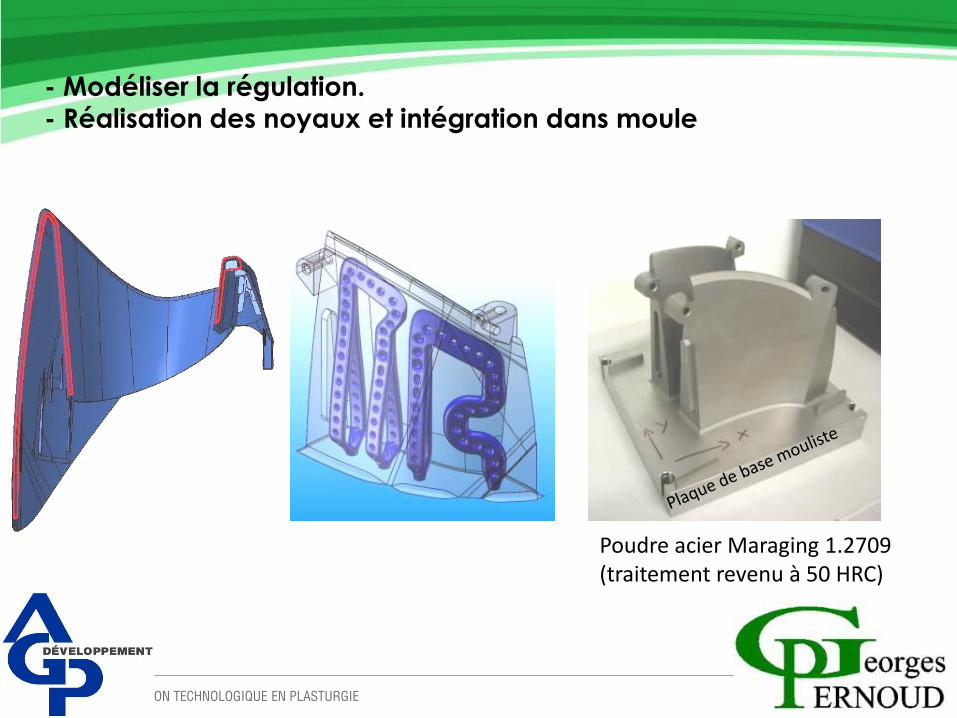
- Modéliser la régulation.
- Réalisation des noyaux et intégration dans moule
Poudre acier Maraging 1.2709 (traitement revenu à 50 HRC)
EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
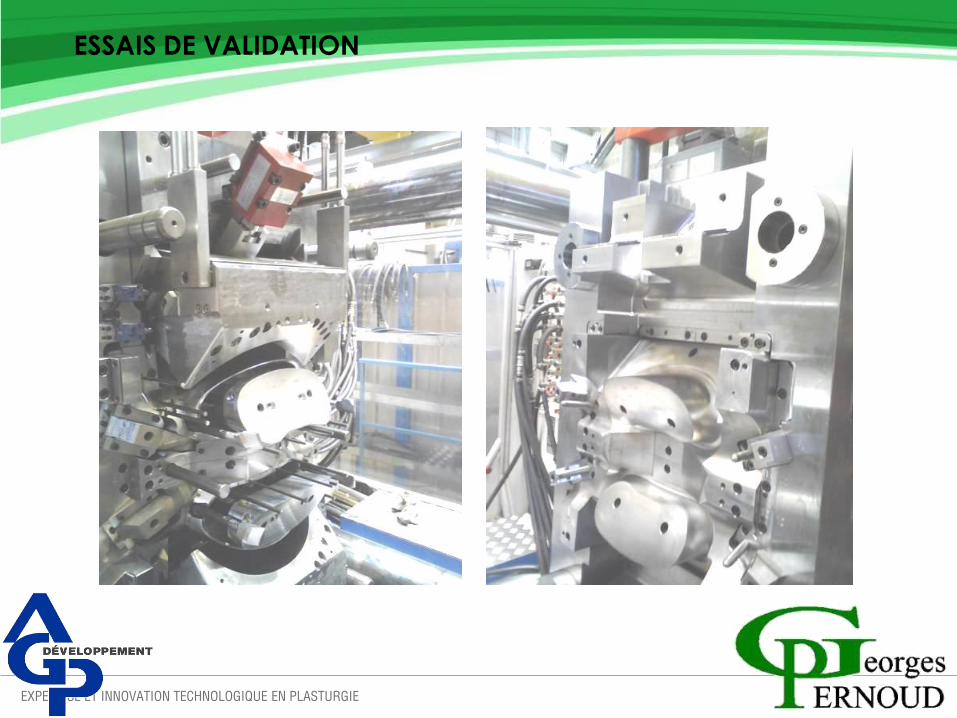
ESSAIS DE VALIDATION
EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
VALIDER LES HYPOTHESES
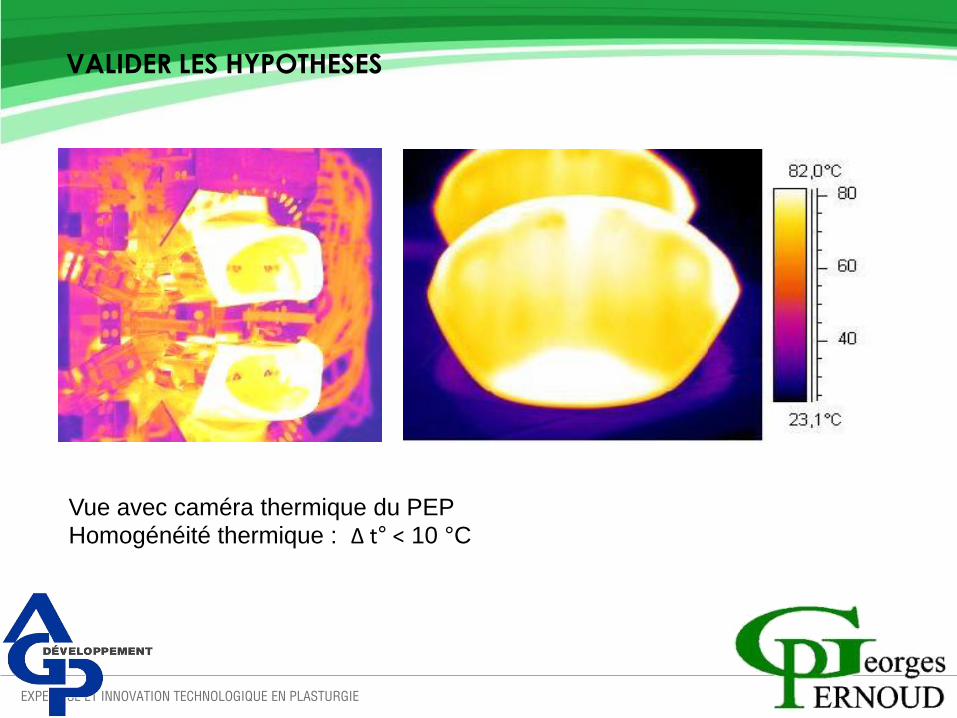
Vue avec caméra thermique du PEP
Homogénéité thermique : ∆ t° < 10 °C
EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
VALIDER LES RESULTATS ET L’ENGAGEMENT
Temps cycle: Initial: 70 sec. – Engagement: 49 sec. – Réalisé: 43 secConformité visuelle: accepté par client final: suppression de la peintureConformité dimensionnelle: Dimensionnel et montabilité acceptée
ENGAGEMENT SUR OBJECTIFS:
Septembre 2012:550000 injections réalisées
EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
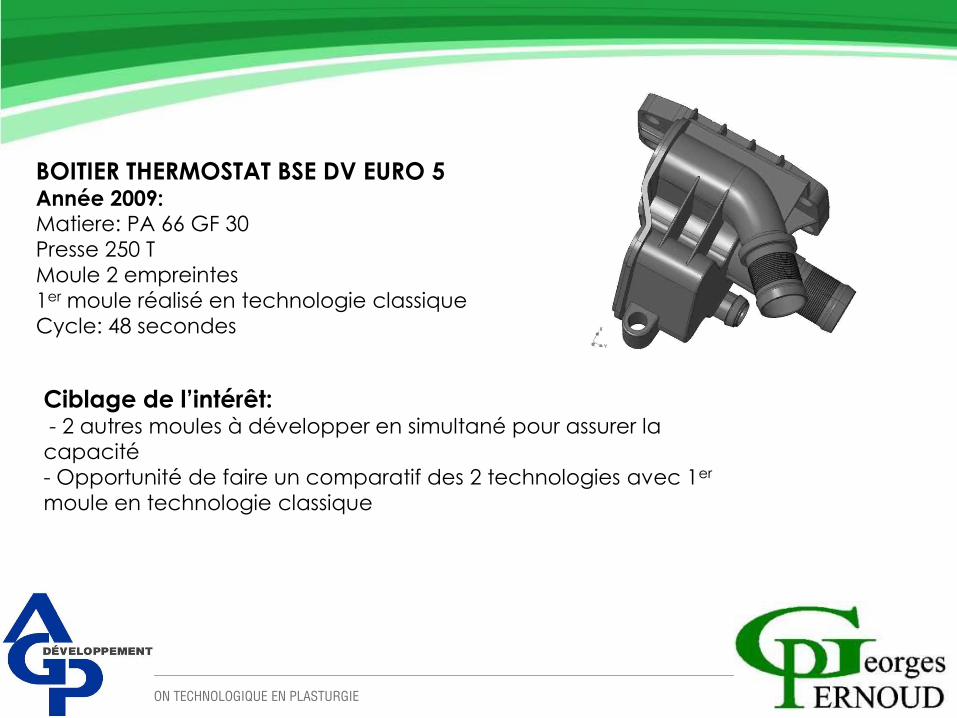
Ciblage de l’intérêt:- 2 autres moules à développer en simultané pour assurer la
capacité
- Opportunité de faire un comparatif des 2 technologies avec 1er
moule en technologie classique
BOITIER THERMOSTAT BSE DV EURO 5Année 2009:Matiere: PA 66 GF 30
Presse 250 T
Moule 2 empreintes
1er moule réalisé en technologie classique
Cycle: 48 secondes
EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
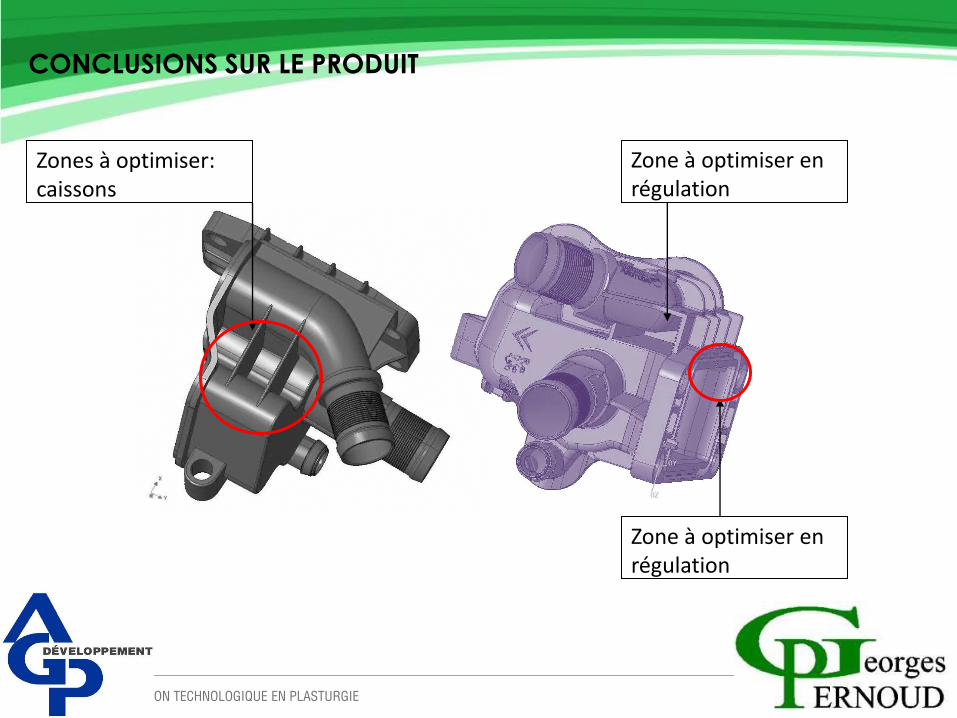
CONCLUSIONS SUR LE PRODUIT
Zones à optimiser: caissons
Zone à optimiser en régulation
Zone à optimiser en régulation
EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
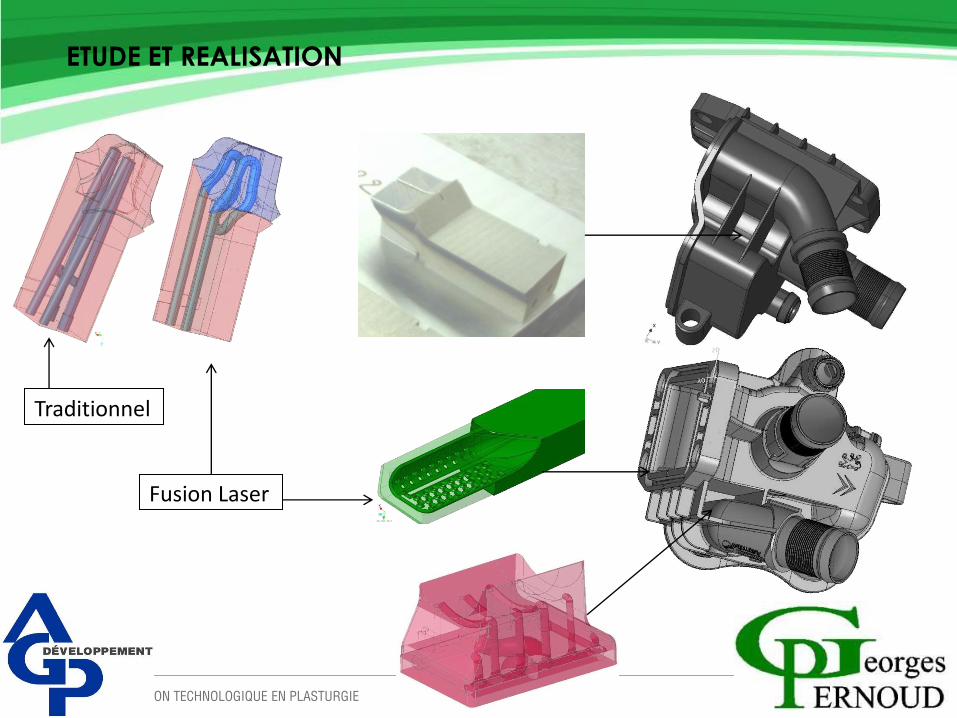
ETUDE ET REALISATION
Traditionnel
Fusion Laser
EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
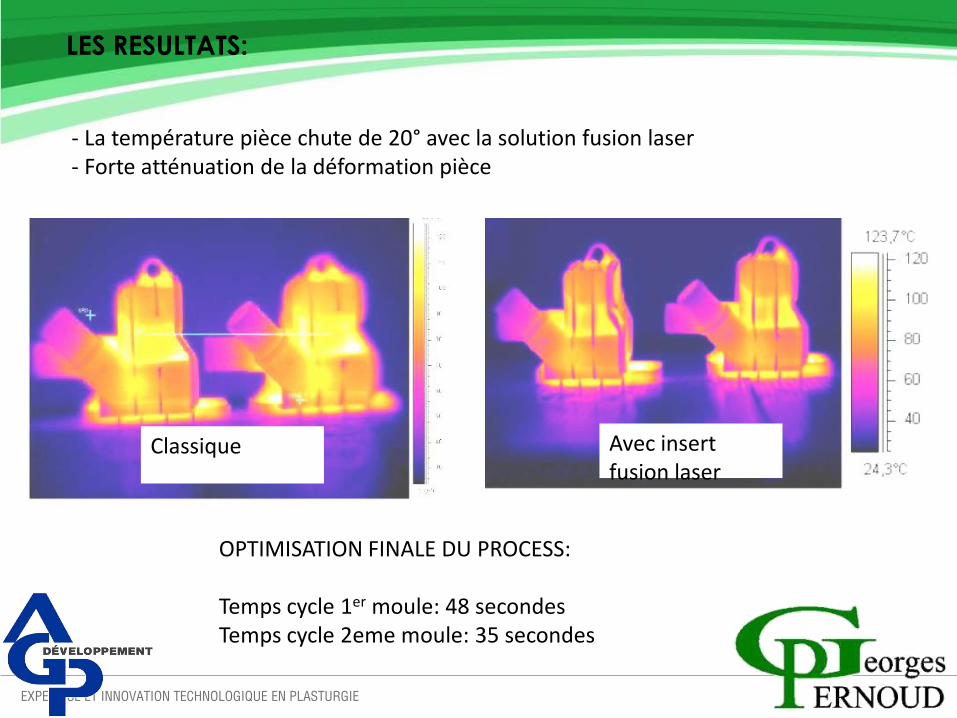
LES RESULTATS:
Homogénéité
thermique sur
pièce à moins
de 10 °C
- La température pièce chute de 20° avec la solution fusion laser- Forte atténuation de la déformation pièce
Classique Avec insert fusion laser
OPTIMISATION FINALE DU PROCESS:
Temps cycle 1er moule: 48 secondesTemps cycle 2eme moule: 35 secondes
EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
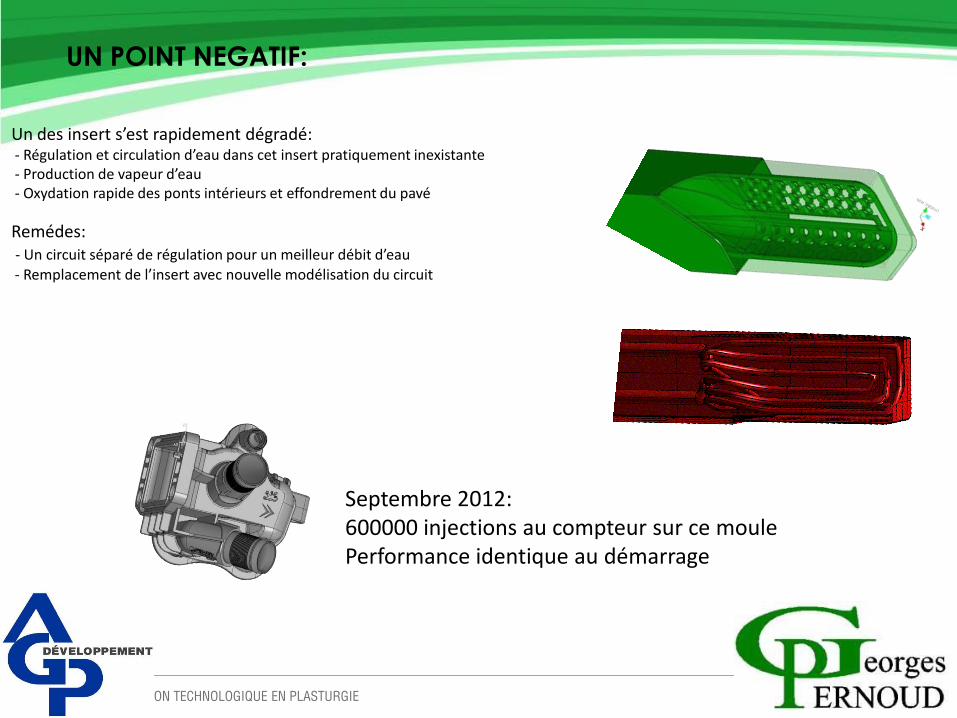
UN POINT NEGATIF:
Un des insert s’est rapidement dégradé:- Régulation et circulation d’eau dans cet insert pratiquement inexistante- Production de vapeur d’eau- Oxydation rapide des ponts intérieurs et effondrement du pavé
Remédes:- Un circuit séparé de régulation pour un meilleur débit d’eau
- Remplacement de l’insert avec nouvelle modélisation du circuit
Septembre 2012:600000 injections au compteur sur ce moulePerformance identique au démarrage

EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
Presse: 750 Tonnes
Moule: 2 empreintes
Matière: PA 6.6 GF30
Design figé par client final: fortes épaisseurs liées à contraintes températures et
effort
Les objectifs:
Objectif temps cycle:
- techno classique: 70 sec
- Engagement objectif: 50 sec
REPARTITEUR ADMISSION AIR FORD
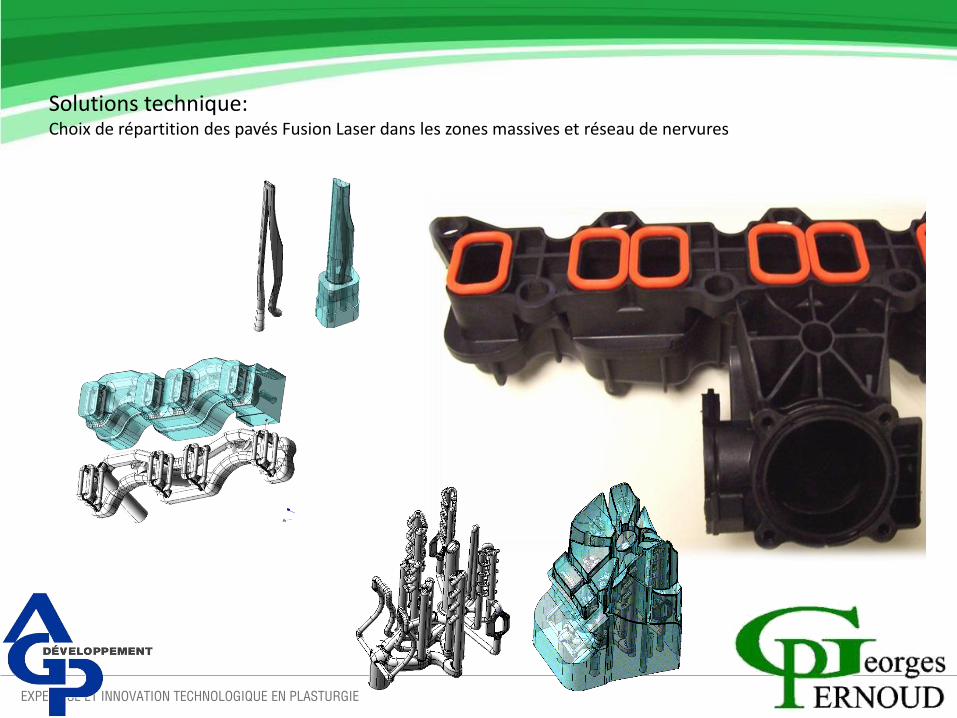
EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
Homogénéité
thermique sur
pièce à moins
de 10 °C
Solutions technique: Choix de répartition des pavés Fusion Laser dans les zones massives et réseau de nervures
EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
Nous vous remercions de votre attention

EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
Système chaud-froid
Mise en place d’un système de contrôle en température SISE dans le cadre du projet NewPIM
Problématique d’injection d’un pièce MIM (fortement chargé en particules métalliques) /
synthèse du cahier des charges soumis à la SISE:
Principe : Monter en température pour faciliter l’injection, la répartition des particules et améliorer
les états de surfaces, descendre en température pour éjecter la pièce
Besoin : Mise en dialogue de la presse et du système chaud / froid pour un pilotage en fonction de
la température dans le moule
Choix technique : liquide caloporteur huile, utilisé par ALLIANCE
CONFORMAL
COOLING

EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
LA PLASTURGIE SOUS CONTRÔLE
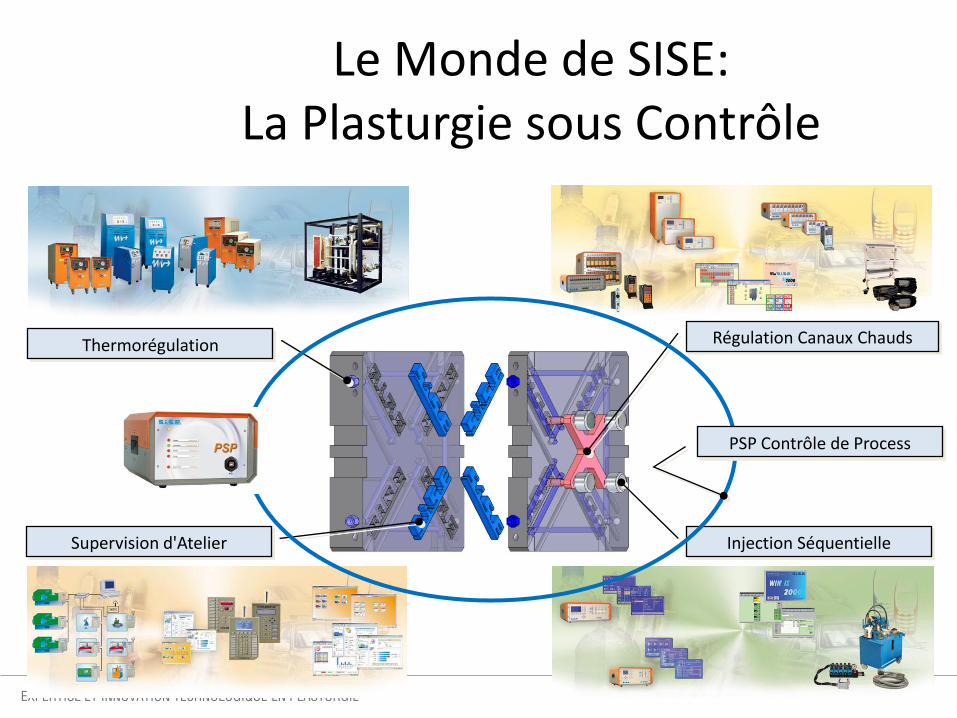
Spécialiste dans les systèmes de contrôle de température et de process dédiés principalement
à l'industrie de transformation des matières plastiques par injection
EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
Le Monde de SISE:La Plasturgie sous Contrôle
Régulation Canaux Chauds
Injection SéquentielleSupervision d'Atelier
Thermorégulation
PSP Contrôle de Process
EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
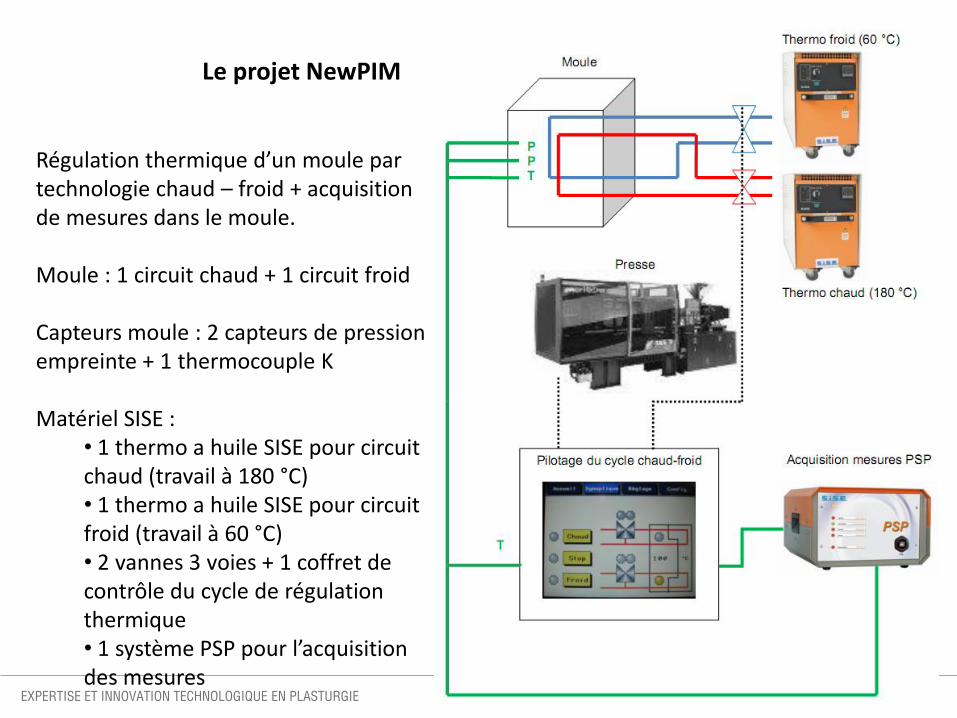
Régulation thermique d’un moule par technologie chaud – froid + acquisition de mesures dans le moule.
Moule : 1 circuit chaud + 1 circuit froid
Capteurs moule : 2 capteurs de pression empreinte + 1 thermocouple K
Matériel SISE : • 1 thermo a huile SISE pour circuit chaud (travail à 180 °C)• 1 thermo a huile SISE pour circuit froid (travail à 60 °C)• 2 vannes 3 voies + 1 coffret de contrôle du cycle de régulation thermique• 1 système PSP pour l’acquisition des mesures
Le projet NewPIM
EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
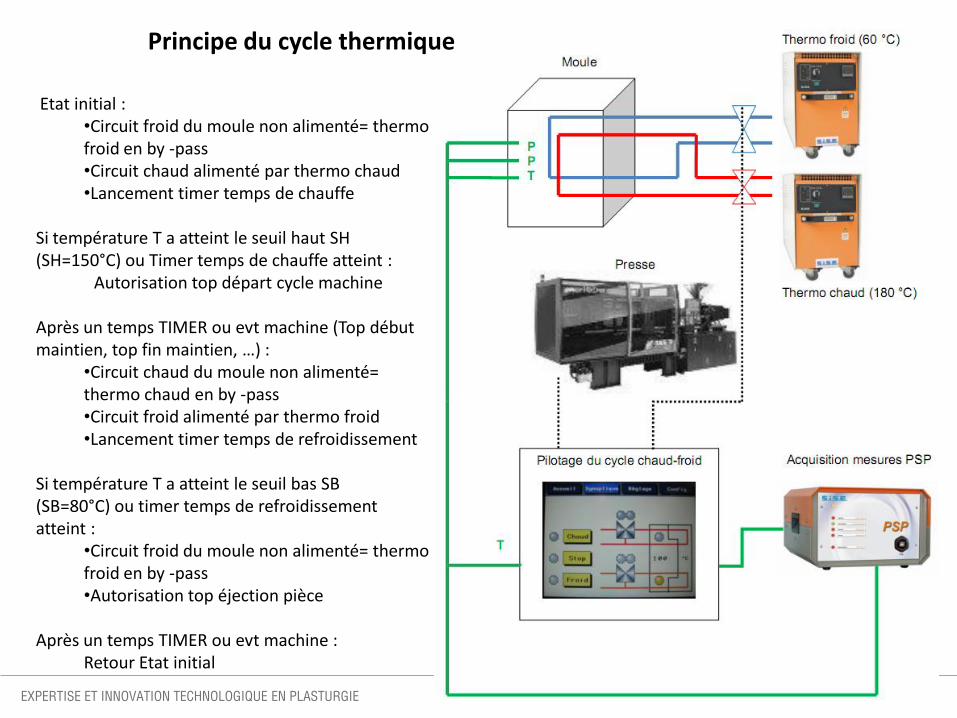
Etat initial :•Circuit froid du moule non alimenté= thermo froid en by -pass•Circuit chaud alimenté par thermo chaud•Lancement timer temps de chauffe
Si température T a atteint le seuil haut SH (SH=150°C) ou Timer temps de chauffe atteint :
Autorisation top départ cycle machine
Après un temps TIMER ou evt machine (Top début maintien, top fin maintien, …) :
•Circuit chaud du moule non alimenté= thermo chaud en by -pass•Circuit froid alimenté par thermo froid•Lancement timer temps de refroidissement
Si température T a atteint le seuil bas SB (SB=80°C) ou timer temps de refroidissement atteint :
•Circuit froid du moule non alimenté= thermo froid en by -pass•Autorisation top éjection pièce
Après un temps TIMER ou evt machine :Retour Etat initial
Principe du cycle thermique
EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
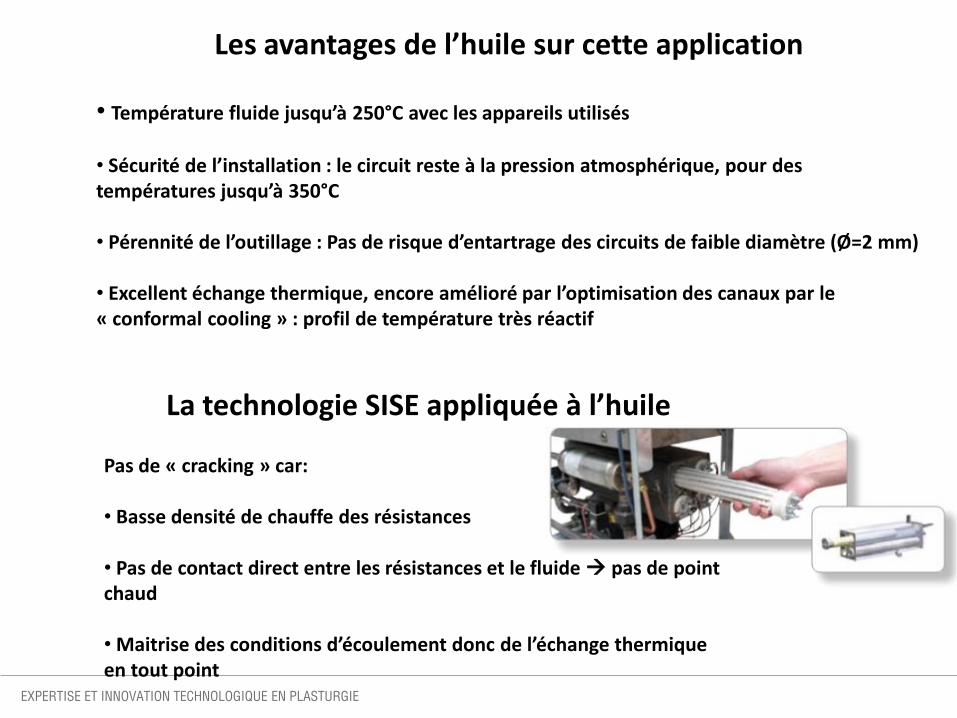
Les avantages de l’huile sur cette application
• Température fluide jusqu’à 250°C avec les appareils utilisés
• Sécurité de l’installation : le circuit reste à la pression atmosphérique, pour des températures jusqu’à 350°C
• Pérennité de l’outillage : Pas de risque d’entartrage des circuits de faible diamètre (Ø=2 mm)
• Excellent échange thermique, encore amélioré par l’optimisation des canaux par le « conformal cooling » : profil de température très réactif
La technologie SISE appliquée à l’huile
Pas de « cracking » car:
• Basse densité de chauffe des résistances
• Pas de contact direct entre les résistances et le fluide pas de point chaud
• Maitrise des conditions d’écoulement donc de l’échange thermique en tout point
EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
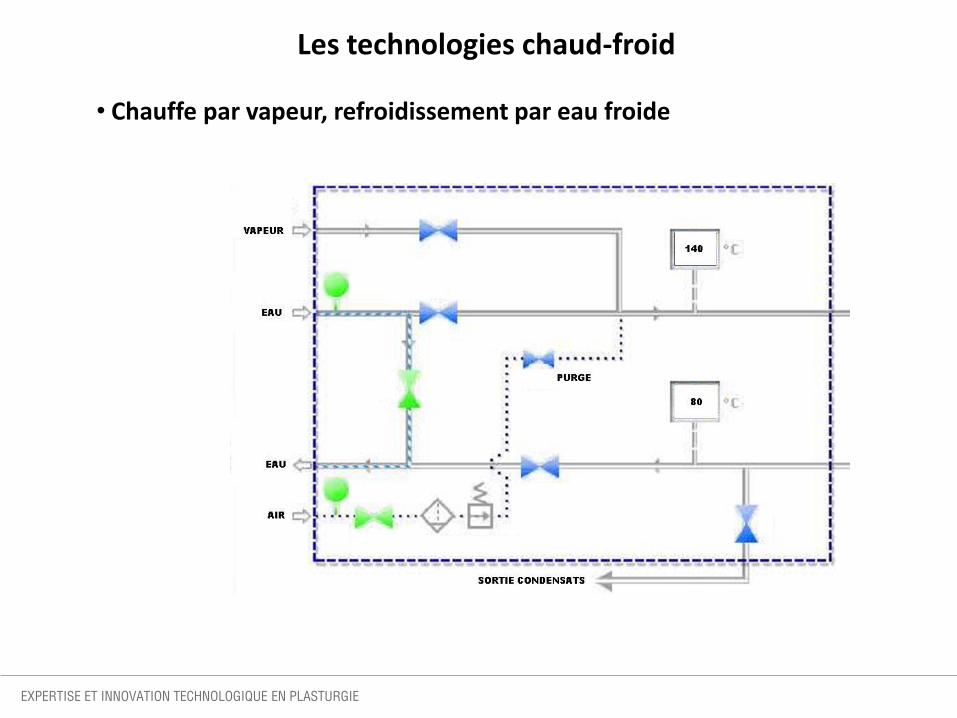
Les technologies chaud-froid
• Chauffe par vapeur, refroidissement par eau froide
EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
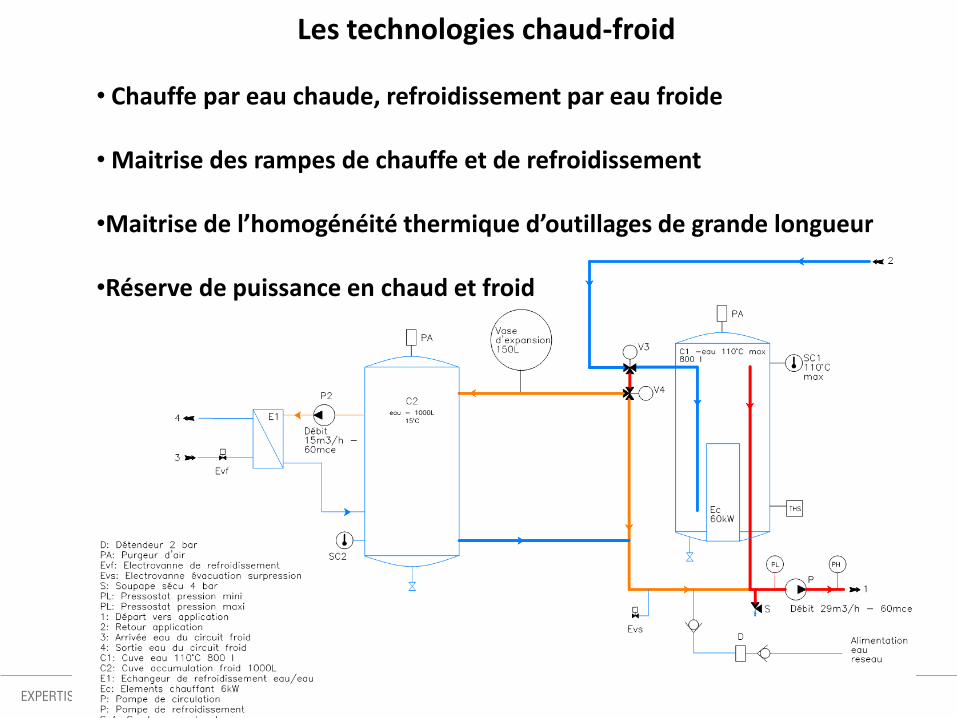
Les technologies chaud-froid
• Chauffe par eau chaude, refroidissement par eau froide
• Maitrise des rampes de chauffe et de refroidissement
•Maitrise de l’homogénéité thermique d’outillages de grande longueur
•Réserve de puissance en chaud et froid
EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
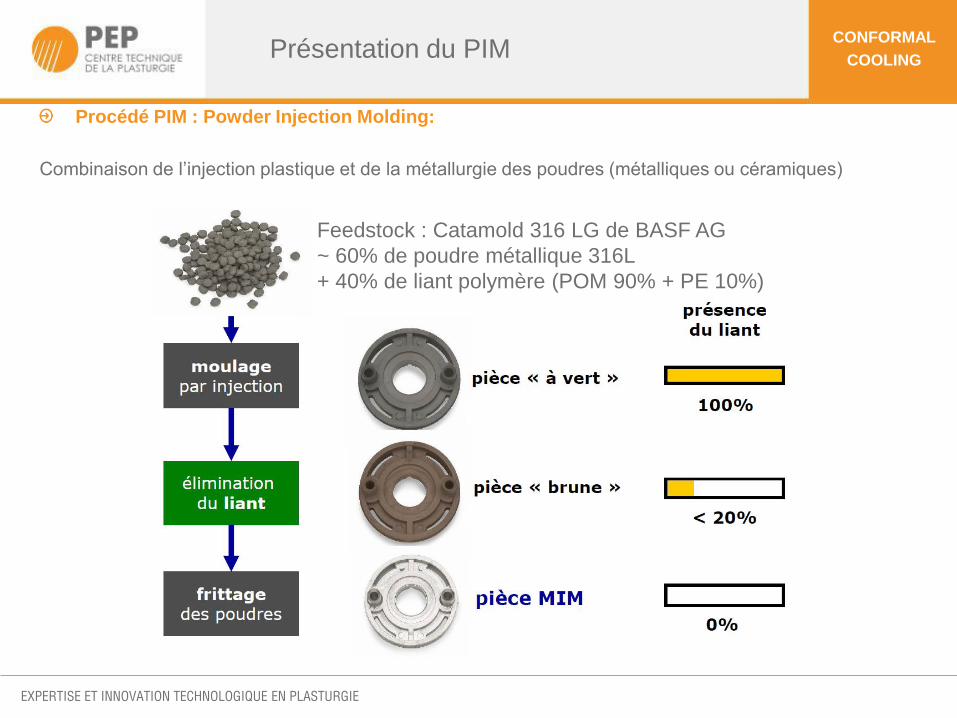
Présentation du PIM
Procédé PIM : Powder Injection Molding:
Combinaison de l’injection plastique et de la métallurgie des poudres (métalliques ou céramiques)
CONFORMAL
COOLING
Feedstock : Catamold 316 LG de BASF AG
~ 60% de poudre métallique 316L
+ 40% de liant polymère (POM 90% + PE 10%)
EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
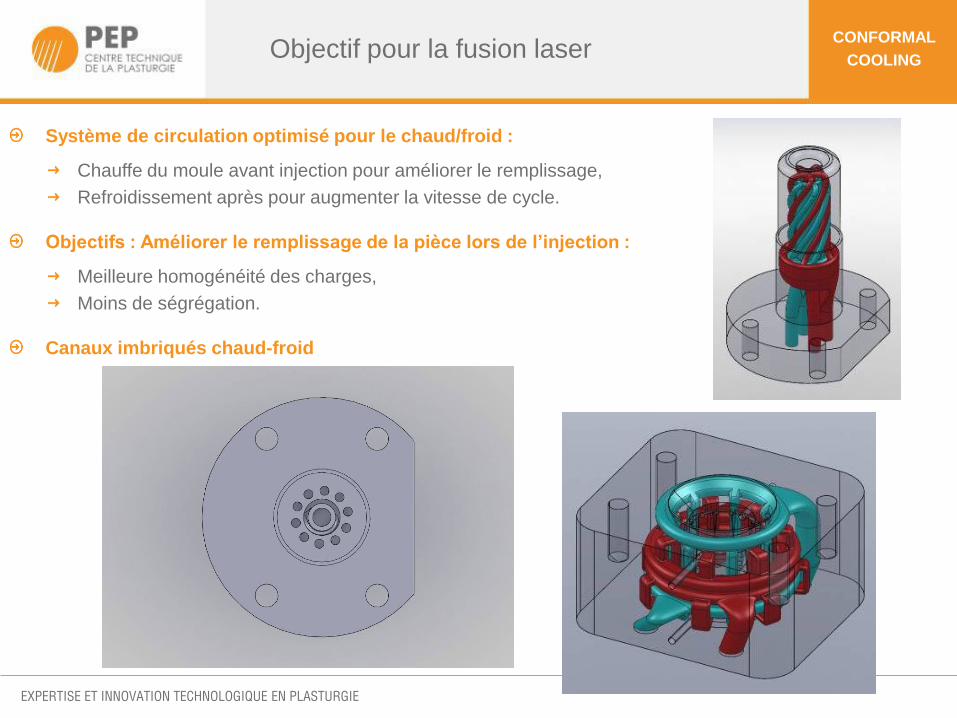
Objectif pour la fusion laser
Système de circulation optimisé pour le chaud/froid :
Chauffe du moule avant injection pour améliorer le remplissage,
Refroidissement après pour augmenter la vitesse de cycle.
Objectifs : Améliorer le remplissage de la pièce lors de l’injection :
Meilleure homogénéité des charges,
Moins de ségrégation.
Canaux imbriqués chaud-froid
CONFORMAL
COOLING
EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
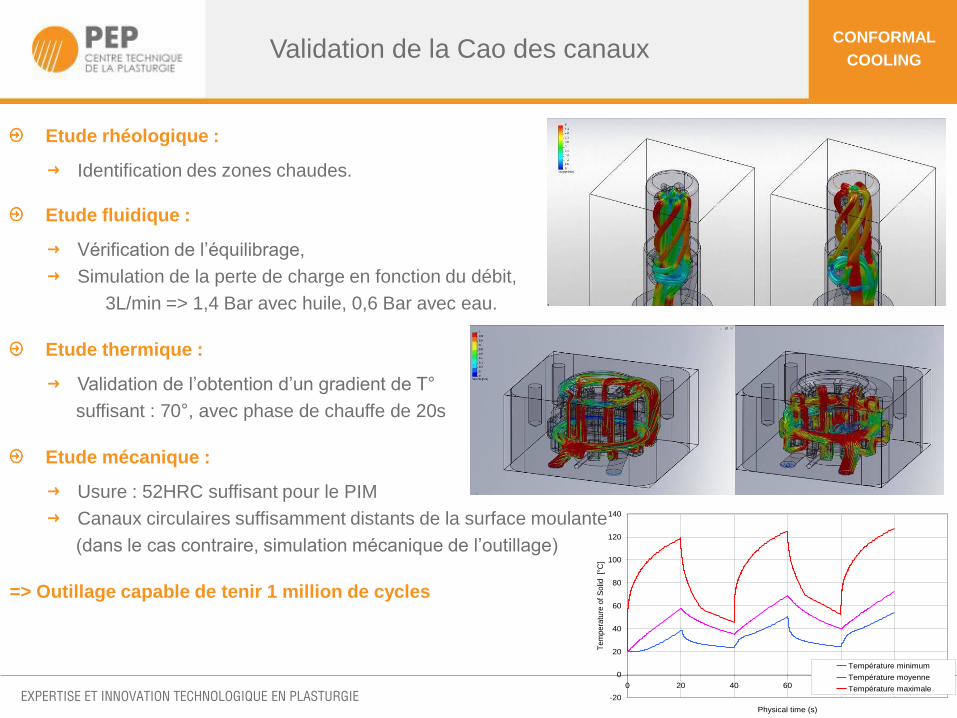
Validation de la Cao des canaux
Etude rhéologique :
Identification des zones chaudes.
Etude fluidique :
Vérification de l’équilibrage,
Simulation de la perte de charge en fonction du débit,
3L/min => 1,4 Bar avec huile, 0,6 Bar avec eau.
Etude thermique :
Validation de l’obtention d’un gradient de T°
suffisant : 70°, avec phase de chauffe de 20s
Etude mécanique :
Usure : 52HRC suffisant pour le PIM
Canaux circulaires suffisamment distants de la surface moulante
(dans le cas contraire, simulation mécanique de l’outillage)
=> Outillage capable de tenir 1 million de cycles
-20
0
20
40
60
80
100
120
140
0 20 40 60 80 100 120
Physical time (s)
Te
mpera
ture
of
Solid
[°
C]
Température minimum
Température moyenne
Température maximale
CONFORMAL
COOLING
EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
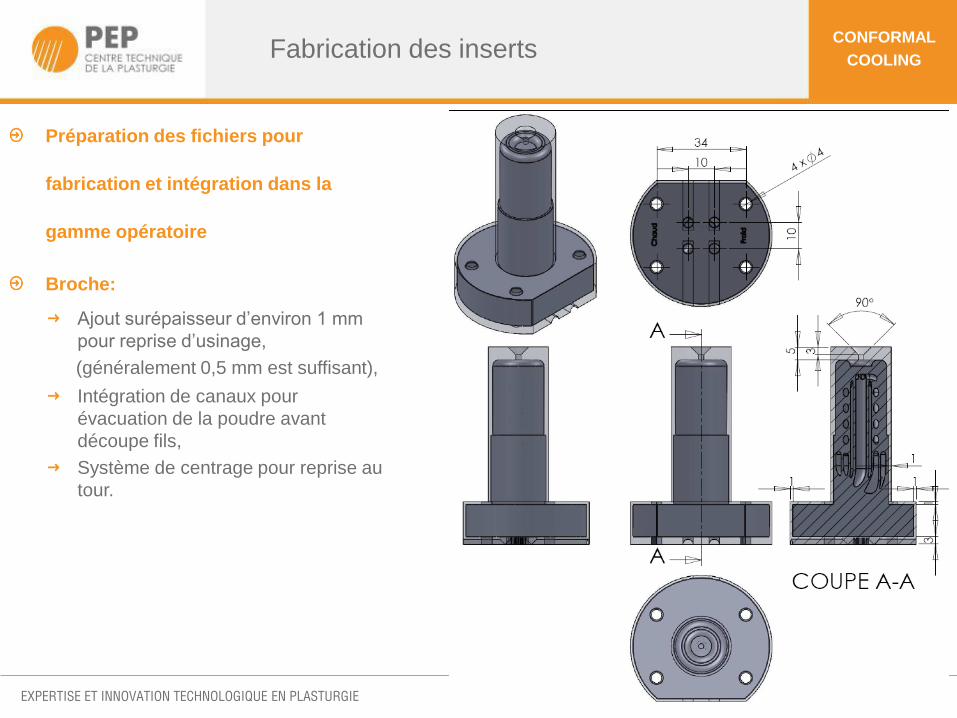
Fabrication des inserts
Préparation des fichiers pour
fabrication et intégration dans la
gamme opératoire
Broche:
Ajout surépaisseur d’environ 1 mm
pour reprise d’usinage,
(généralement 0,5 mm est suffisant),
Intégration de canaux pour
évacuation de la poudre avant
découpe fils,
Système de centrage pour reprise au
tour.
CONFORMAL
COOLING
EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
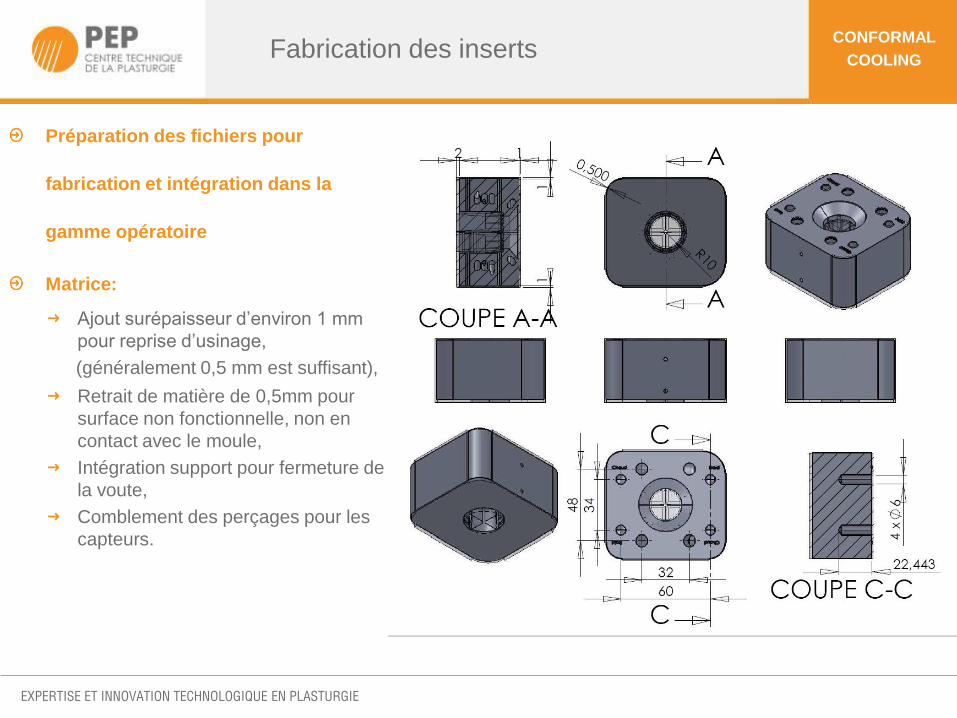
Fabrication des inserts
Préparation des fichiers pour
fabrication et intégration dans la
gamme opératoire
Matrice:
Ajout surépaisseur d’environ 1 mm
pour reprise d’usinage,
(généralement 0,5 mm est suffisant),
Retrait de matière de 0,5mm pour
surface non fonctionnelle, non en
contact avec le moule,
Intégration support pour fermeture de
la voute,
Comblement des perçages pour les
capteurs.
CONFORMAL
COOLING

EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
Fabrication des inserts
Préparation des fichiers pour fabrication et
intégration dans la gamme opératoire
Fabrication:
Inserts fabriqués sur la EOS M270 en acier
maraging 1.2709,
Traitement thermique de vieillissement,
Reprise en usinage par le mouliste:
- tournage et surfaçage de la broche,
- surfaçage de la matrice,
- enfonçage des surface moulantes de la
matrice,
- perçage des emplacements des capteurs
de la matrice.
CONFORMAL
COOLING
EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
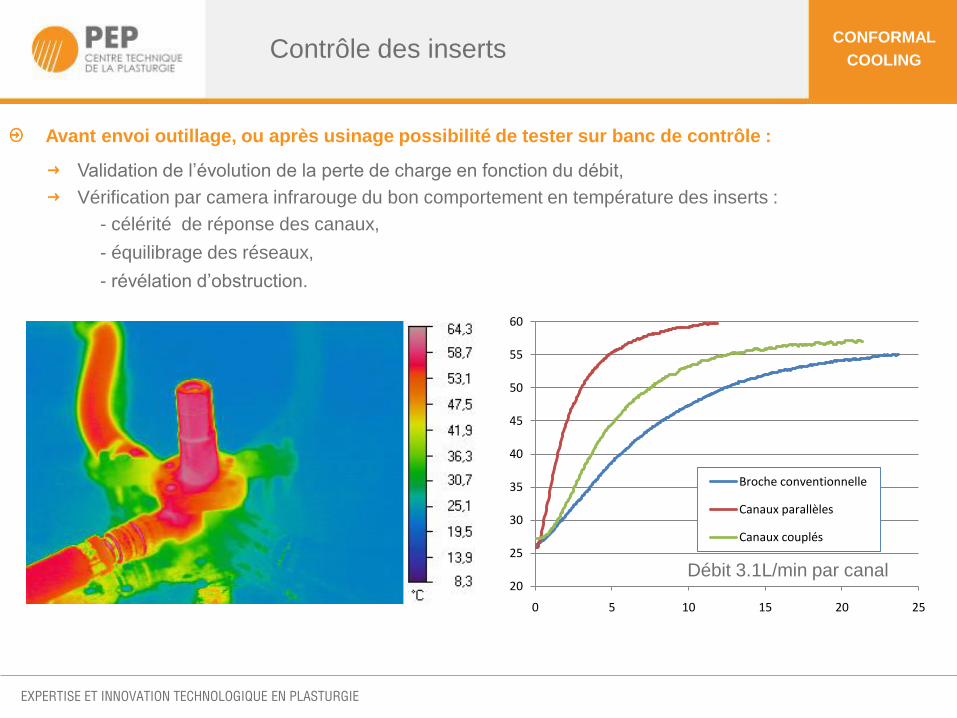
Contrôle des inserts
Avant envoi outillage, ou après usinage possibilité de tester sur banc de contrôle :
Validation de l’évolution de la perte de charge en fonction du débit,
Vérification par camera infrarouge du bon comportement en température des inserts :
- célérité de réponse des canaux,
- équilibrage des réseaux,
- révélation d’obstruction.
20
25
30
35
40
45
50
55
60
0 5 10 15 20 25
Broche conventionnelle
Canaux parallèles
Canaux couplés
Débit 3.1L/min par canal
CONFORMAL
COOLING

EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
Pièce après déliantage et densification
Résultat avec injection Catamold 316L:
Cycle chaud/froid efficace avec cyclage commandé par capteur thermique
dans le moule,
Meilleur aspect de surface : ouverture de nouveaux domaines
d’application : joaillerie, aéronautique…
Réduction de 70% du temps d’injection avec la fusion laser
Moule traditionnel
Moule fusion laser
CONFORMAL
COOLING
Liquide caloporteur / système de
régulationCanaux
Températures
consignes
Temps de cycle
(en s)
Huile / SISE
Usinés 75-140 179
Fusion laser
75-140 50
75-160 71
75-180 73
EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
Synthèse sur la fusion laser
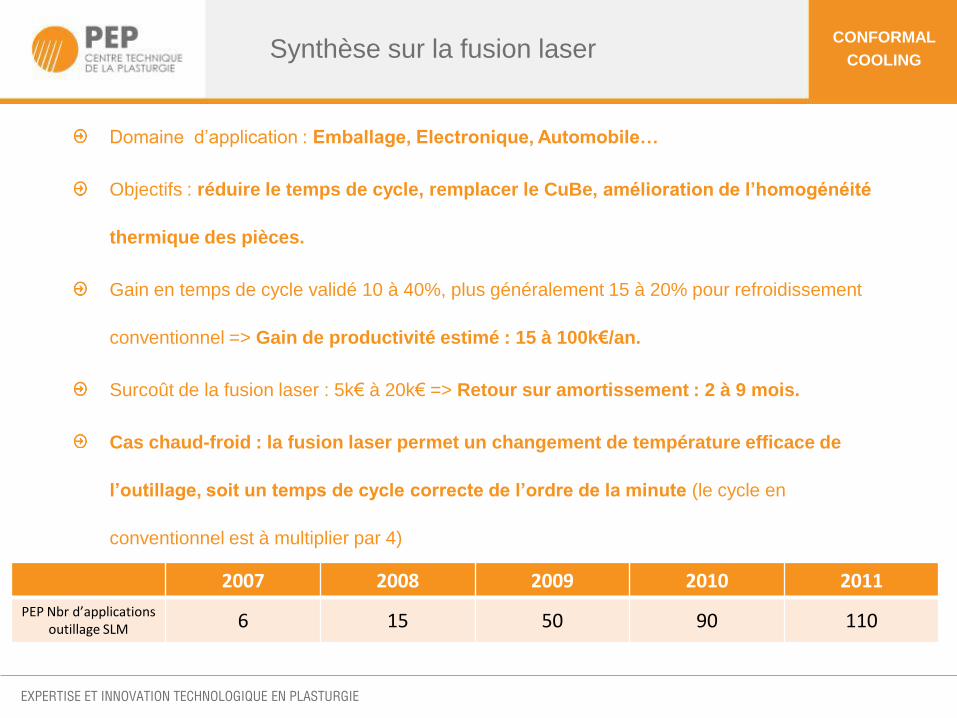
Domaine d’application : Emballage, Electronique, Automobile…
Objectifs : réduire le temps de cycle, remplacer le CuBe, amélioration de l’homogénéité
thermique des pièces.
Gain en temps de cycle validé 10 à 40%, plus généralement 15 à 20% pour refroidissement
conventionnel => Gain de productivité estimé : 15 à 100k€/an.
Surcoût de la fusion laser : 5k€ à 20k€ => Retour sur amortissement : 2 à 9 mois.
Cas chaud-froid : la fusion laser permet un changement de température efficace de
l’outillage, soit un temps de cycle correcte de l’ordre de la minute (le cycle en
conventionnel est à multiplier par 4)
CONFORMAL
COOLING
2007 2008 2009 2010 2011
PEP Nbr d’applications outillage SLM 6 15 50 90 110

EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
Contact :
M. Guillaume Vansteenkiste
Chef de Projet R&D
2, rue Pierre et Marie Curie
BP 1204 – Bellignat
01117 Oyonnax Cedex – France
: +33 (0) 4 74 81 92 60
: +33 (0) 4 74 81 92 61
www.poleplasturgie.com
Cré
dit
ph
oto
s :
PE
P –
Olivie
r G
UE
RR
IN P
HO
TO
GR
AP
HE
-L
PK
F
EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
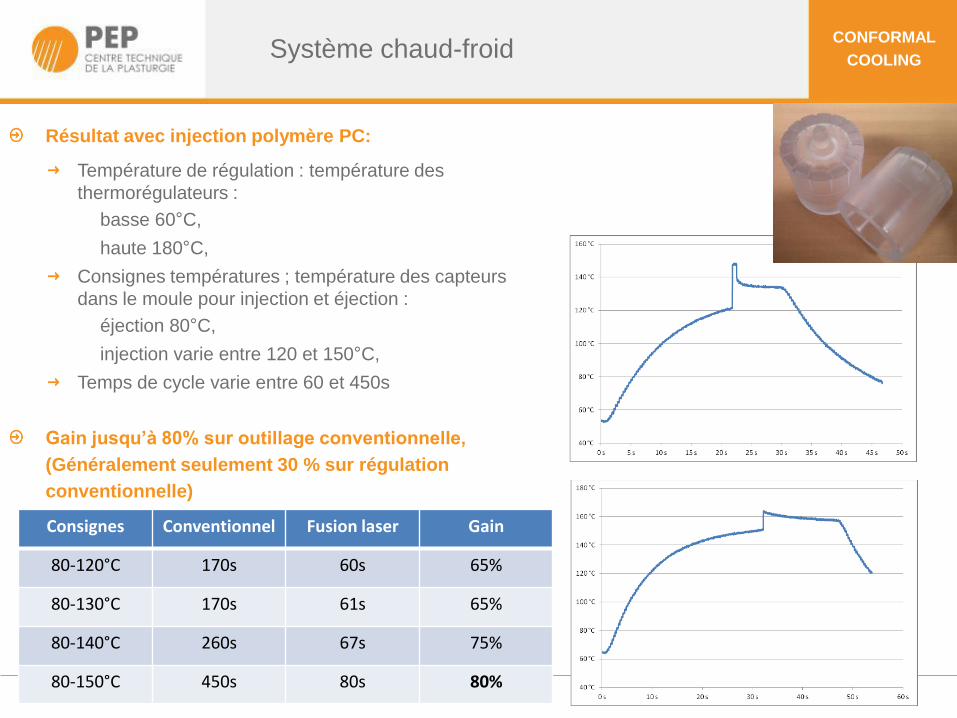
Système chaud-froid
Résultat avec injection polymère PC:
Température de régulation : température des
thermorégulateurs :
basse 60°C,
haute 180°C,
Consignes températures ; température des capteurs
dans le moule pour injection et éjection :
éjection 80°C,
injection varie entre 120 et 150°C,
Temps de cycle varie entre 60 et 450s
Gain jusqu’à 80% sur outillage conventionnelle,
(Généralement seulement 30 % sur régulation
conventionnelle)
Consignes Conventionnel Fusion laser Gain
80-120°C 170s 60s 65%
80-130°C 170s 61s 65%
80-140°C 260s 67s 75%
80-150°C 450s 80s 80%
CONFORMAL
COOLING
EXPERTISE ET INNOVATION TECHNOLOGIQUE EN PLASTURGIE
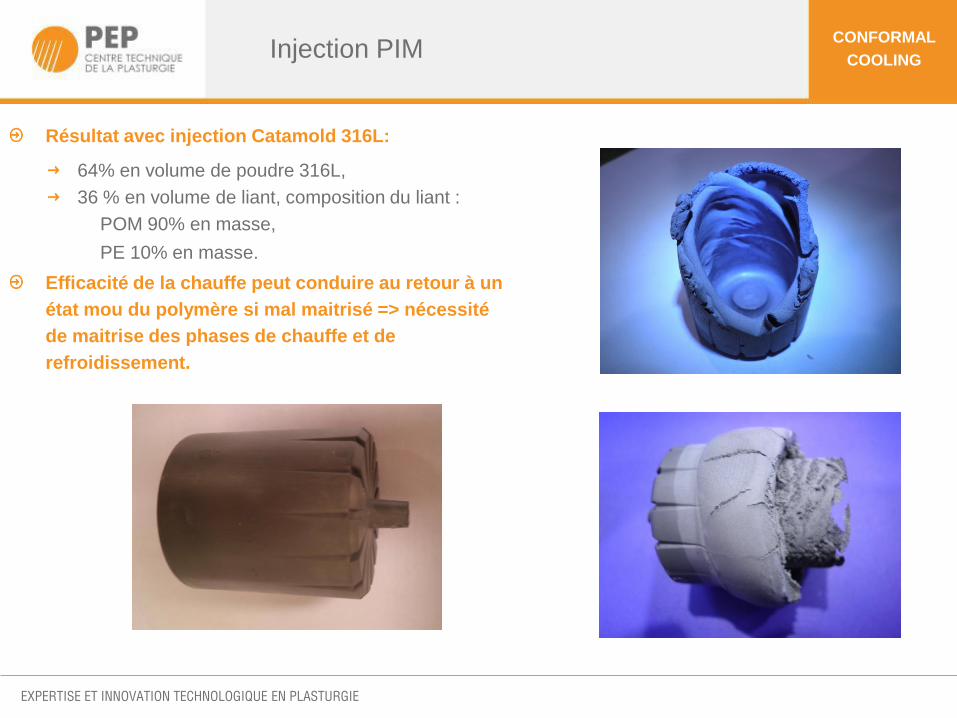
Injection PIM
Résultat avec injection Catamold 316L:
64% en volume de poudre 316L,
36 % en volume de liant, composition du liant :
POM 90% en masse,
PE 10% en masse.
Efficacité de la chauffe peut conduire au retour à un
état mou du polymère si mal maitrisé => nécessité
de maitrise des phases de chauffe et de
refroidissement.
CONFORMAL
COOLING
Recommended





![NOTE RELATIVE AU FONCTIONNEMENT DU VENTILATEUR …[ENGLISH] Note regarding cooling fan operation and motor cooling The wheel’s cooling system is composed of a heat sink and a fan](https://img.pdfslide.fr/doc/110x75/60d90f8a8acb8229b22be2a1/note-relative-au-fonctionnement-du-ventilateur-english-note-regarding-cooling.jpg)