Embed Size (px)
Citation preview

7/23/2019 2406_Konv_Fertig_Schleifen_11.02.15.pdf
http://slidepdf.com/reader/full/2406konvfertigschleifen110215pdf 1/5
Berufsbildung
5ème édition – juin 2014
Art. n° 2406f
Module Usinage conventionnel - La rectification
Index
La rectification 7
Prescriptions sur la sécurité au travail 10
Les matières abrasives 11
Le serrage des pièces 21
Les procédés de rectification 23
Questions d‘examen 25

7/23/2019 2406_Konv_Fertig_Schleifen_11.02.15.pdf
http://slidepdf.com/reader/full/2406konvfertigschleifen110215pdf 2/5
© 2014 by SWISSMECHANIC 5
Usinage conventionnel - La rectification
Formation professionnelle
Index
La rectification . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
La structure d‘une machine à rectifier (rectifieuse) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7Le système à coordonnées . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
L‘entretien et les soins d‘une machine à rectifier . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
Prescriptions sur la sécurité au travail . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
Prescriptions sur la sécurité au travail . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
L‘entreposage des meules . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
Les matières abrasives . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
La structure d‘une meule . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
Les matières abrasives (grains) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
Les types d‘agglomérants . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12La grosseur des grains . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
La dureté des meules . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
La structure d‘une meule . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
Les agglomérants . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
Les formes des meules . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
Exemple de marquage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
Les vitesses de coupe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
Formule pour la fréquence de rotation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
Formule pour la vitesse de coupe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
Le montage des meules . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
L‘équilibrage des meules . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19Le dressage des meules . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
Le processus de dressage avec un diamant mono-grain . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
Les liquides de refroidissement . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
Le serrage des pièces . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
Les plaques de serrage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
Les plaques magnétiques (électromagnétiques) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
Les plaques de serrage magnétiques permanentes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
Les appareils de démagnétisation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
Les étaux de précision positionnés à l‘équerre . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
Les procédés de rectification . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
La rectification plane périphérique . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
La rectification cylindrique longitudinale extérieure . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
La rectification cylindrique intérieure . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
Questions d‘examen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25

7/23/2019 2406_Konv_Fertig_Schleifen_11.02.15.pdf
http://slidepdf.com/reader/full/2406konvfertigschleifen110215pdf 3/5
© 2014 by SWISSMECHANIC 7
Usinage conventionnel - La rectification
Formation professionnelle
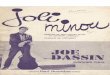
rectifieuse plane
banc de
machine
broche porte-meule avec meule
colonne
table avec plaque magnétique
commande
volant axe Y
La rectification
La rectificationLa rectification avec un outil rotatif est un procédé d’usinage à enlèvement de copeaux. L’enlèvement des copeaux se
fait par un outil à tranchants multiples dont la géométrie de chaque tranchant individuel n’est pas défini.
La structure d‘une machine à rectifier (rectifieuse)
Adapté aux besoins des tâches d’usinage diverses, il existe un grand nombre de machines de rectification avec des
structures diverses. Ces machines sont en général nommées selon le type de tâche qu’elles accomplissent, p. ex.
rectifieuse plane, rectifieuse cylindrique, rectifieuse de forets.
broche porte-piècebroche porte-meule avec meule
poupée
volant
glissière
banc de
machine
rectifieuse cylindrique

7/23/2019 2406_Konv_Fertig_Schleifen_11.02.15.pdf
http://slidepdf.com/reader/full/2406konvfertigschleifen110215pdf 4/5
16 © 2014 by SWISSMECHANICFormation professionnelle
Usinage conventionnel - La rectification
Les vitesses de coupe
Les vitesses de coupe / la fréquence de rotation / l’avance :
La vitesse de coupe vc correspond à la vitesse périphérique de la meule. Elle ne doit pas dépasser les limites admises,
car sinon, la meule peut éclater sous l’influence de la force centrifuge. La vitesse périphérique maximale pour lesmeules est indiquée par un bandeau diagonal en couleur.
vitesse périphérique maximale de la meule
bande couleur bleu jaune rouge vert
vc en m/s 50 63 80 100
Formule pour la fréquence de rotation
Formule pour la vitesse de coupe
Sur la plupart des rectifieuses, la fréquence de rotation ne peut pas être modifiée. Cela signifie que la rectification se
fait avec des fréquences de rotation constantes.
Pour la rectification plane, la vitesse d’avance vf correspond à la vitesse de la table. Pour la rectification cylindrique,
elle correspond à la vitesse périphérique de la pièce.
Le quotient de vitesse q est le rapport entre la vitesse périphérique de la meule et celle de la pièce. Il est déterminé
en fonction du procédé d’usinage et du matériau.
Les matières abrasives
vc =
Ø =
n =
� =
60 =
vitesse de coupe en m/sec
diamètre de la meule
fréquence de rotation min-1
3.141
conversion de minutes en secondes
vitesse de coupe vc = Ø x � x n
1000 x 60
www.meinlehrmittel.ch
Les vitesses périphériques recommandées pour les différentes sortes de rectification
www.meinlehrmittel.ch
Les vitesses périphériques de travail des meules et les fréquences de rotation
vc x 1000 x 60
Ø x �n=

7/23/2019 2406_Konv_Fertig_Schleifen_11.02.15.pdf
http://slidepdf.com/reader/full/2406konvfertigschleifen110215pdf 5/5
© 2014 by SWISSMECHANIC 23
Usinage conventionnel - La rectification
Formation professionnelle
Les procédés de rectification
Les procédés de rectification
La rectification plane périphérique
Le diamètre et la largeur de la meule doivent être aussi grands que possible afin de
faire participer un nombre maximal de grains à l’enlèvement de copeaux. Idéalement,
la largeur de la meule correspond à la largeur de la pièce.
L’avance latérale doit être de 1/4 à 1/5 de la largeur de la meule. Une petite profondeur
de passe combinée à une grande avance latérale engage un maximum de grains de la
périphérie. Cela permet d’éviter une usure importante des arêtes et un échauffementlocal.
La rectification cylindrique longitudinale extérieure
Dans la rectification cylindrique longitudinale, la pièce est déplacée le long de la meu-
le par l’avance longitudinale du banc. Sur les pièces qui sont cylindriques de bout en
bout, il est conseillé de déplacer la meule à chaque passe jusqu’à ce qu’elle dépassepartiellement la pièce pour éviter que le diamètre en bout soit plus grand.
Les pièces longues et fines fléchissent sous la pression de la meule et doivent être
soutenues par des lunettes. Pour le dégrossissage, l’avance latérale devrait s’élever
à environ 3/4 de la largeur de la meule. Pour la finition, elle devrait être d’environ 1/3.
Lors de la rectification cylindrique en plongée, l’approche de la meule n’est que radia-
le. La meule est un peu plus large que la pièce, ce qui rend l’avance latérale superflue
et le nombre de grains en action peut être très élevé. Ceci permet un enlèvement de
copeaux important lors de la rectification cylindrique et à profil.
La rectification cylindrique intérieure
Dans la rectification cylindrique intérieure on distingue aussi la rectification latérale et
en plongée. A l’inverse de la rectification cylindrique extérieure, les surfaces de cont-
act dans les alésages entre meule et pièce sont très grandes. Il en résulte des copeaux
fins et longs et un refroidissement défavorable.
Afin d’éviter de saturer les pores et de diminuer le diamètre de la meule par une usure
importante, le diamètre de la meule doit être de 6/10 à 8/10 du diamètre de l’alésage.
Les meules tendres, ouvertes, avec des gros grains s’avèrent les plus avantageuses.
La pièce et la broche ne doivent pas être soumises à de grands efforts de coupe.
Lors de la rectification plane périphérique, l’efficacité est particulièrement grande quand on travaille
avec des meules larges de grand diamètre et avec une grande avance latérale.
Lors de la rectification plane périphérique, l’effort de l’enlèvement des copeaux est principalement fourni par les
grains sur la périphérie de la meule. La longueur de contact est réduite. De ce fait, les pores sont rarement trop rem-
plis et arrivent à se vider facilement par la force centrifuge et la pression du liquide de refroidissement.






![Pdf pdf projet_educatif-2[1]](https://img.pdfslide.fr/doc/110x75/5499da0bac7959092e8b5a10/pdf-pdf-projeteducatif-21.jpg)




![ARCHIVÉ - PDF, 337.83[ARCHIVÉ - PDF, 337.83 kb ]](https://img.pdfslide.fr/doc/110x75/588428861a28abf4188bf543/archive-pdf-33783archive-pdf-33783-kb-.jpg)