Embed Size (px)
Citation preview
S.F.E.C.A.G., Actes du Congrès de Lezoux, 1989.
Armand DESBAT(*)
APERÇU ET REFLEXIONS SUR LES TECHNIQUES TRADITIONNELLES DES CERAMIQUES
A PARTIR D'EXEMPLES MAROCAINS
L'ethnoarchéologie n'est pas une discipline récente, même si l'on en parle beaucoup actuellement, et il est certain qu'on a vu, depuis longtemps, l'intérêt de l'enquête ethnographique en particulier pour des artisanats dont les techniques ont peu évolué jusqu'aux époques récentes.
Les enquêtes ethnoarchéologiques peuvent être une source de renseignements très utile, voire irremplaçable, et peuvent, sans doute, fournir des modèles pour l'interprétation des données archéologiques. Cela suppose, cependant, des enquêtes nombreuses et l'observation de faisceaux de convergences car l'ethnoarchéologie présente également des dangers, le principal étant de tirer des lois générales à partir d'un ou deux exemples; on pourrait citer des cas récents de ce type de dérapage qui débouche sur des aberrations, pas toujours perçues hélas! Aussi, avant de vouloir demander à l'ethnoarchéologie d'apporter des réponses précises aux questions nombreuses que l'on se pose, il faut d'abord la considérer comme un élément de réflexion qui permet d'avoir une vision plus large et plus saine des problèmes et de prendre conscience que notre discipline véhicule beaucoup d'idées reçues et d'a priori qui n'ont, souvent, aucun fondement.
Cet exposé (1) ne se propose donc pas d'apporter des réponses péremptoires ou de faire des démonstrations mais de soulever des questions et fournir des éléments de réflexion en montrant des exemples empruntés aux ateliers traditionnels marocains et concernant différents aspects de la production céramique (2).
J'aborderai, successivement, cinq aspects:
• la préparation de l'argile • le façonnage • les structures d'ateliers • la cuisson et les fours • la production et la commercialisation.
143
1. LA PREPARATION DE L'ARGILE
La première phase est, bien évidemment, l'extraction de l'argile elle-même. Celle-ci peut prendre toutes les formes depuis l'extraction de surface dans de toutes petites carrières, l'extraction en puits, voire même, dans le cas de l'atelier de Fès, l'existence de gigantesques carrières souterraines.
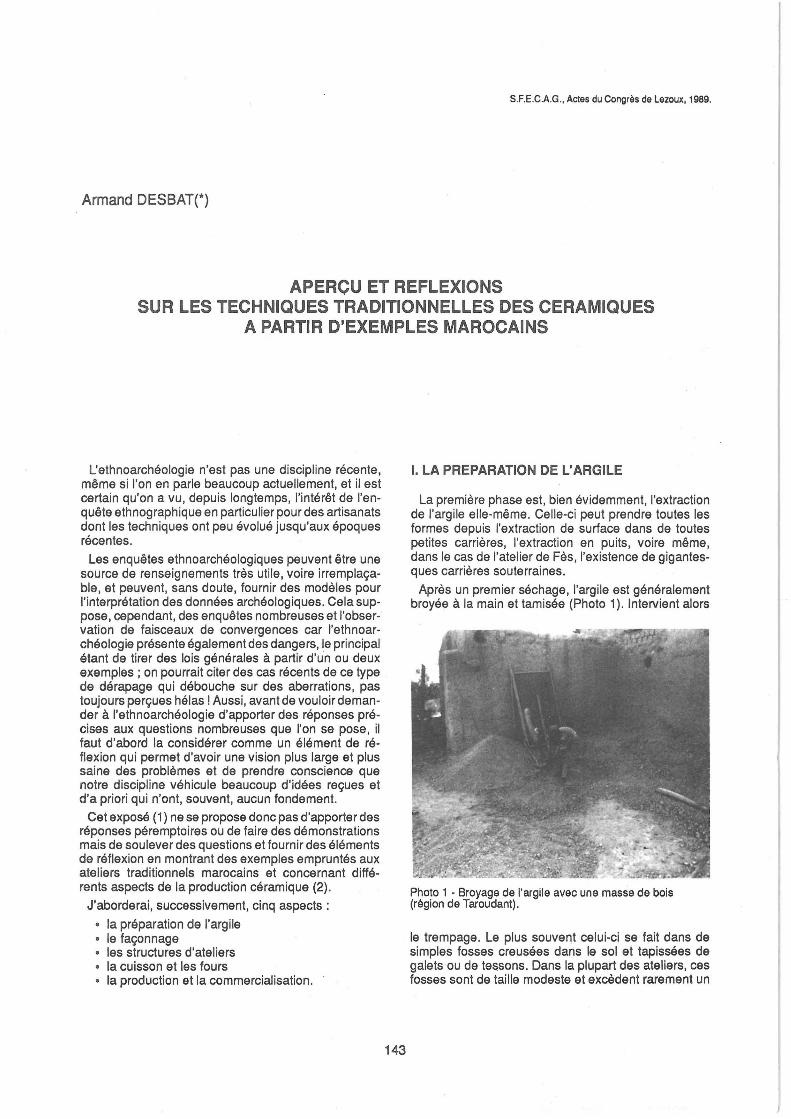
Après un premier séchage, l'argile est généralement broyée à la main et tamisée (Photo 1). Intervient alors
Photo 1 - Broyage de l'argile avec une masse de bois (région de Taroudant).
le trempage. Le plus souvent celui-ci se fait dans de simples fosses creusées dans le sol et tapissées de galets ou de tessons. Dans la plupart des ateliers, ces fosses sont de taille modeste et excèdent rarement un
A. DESBAT
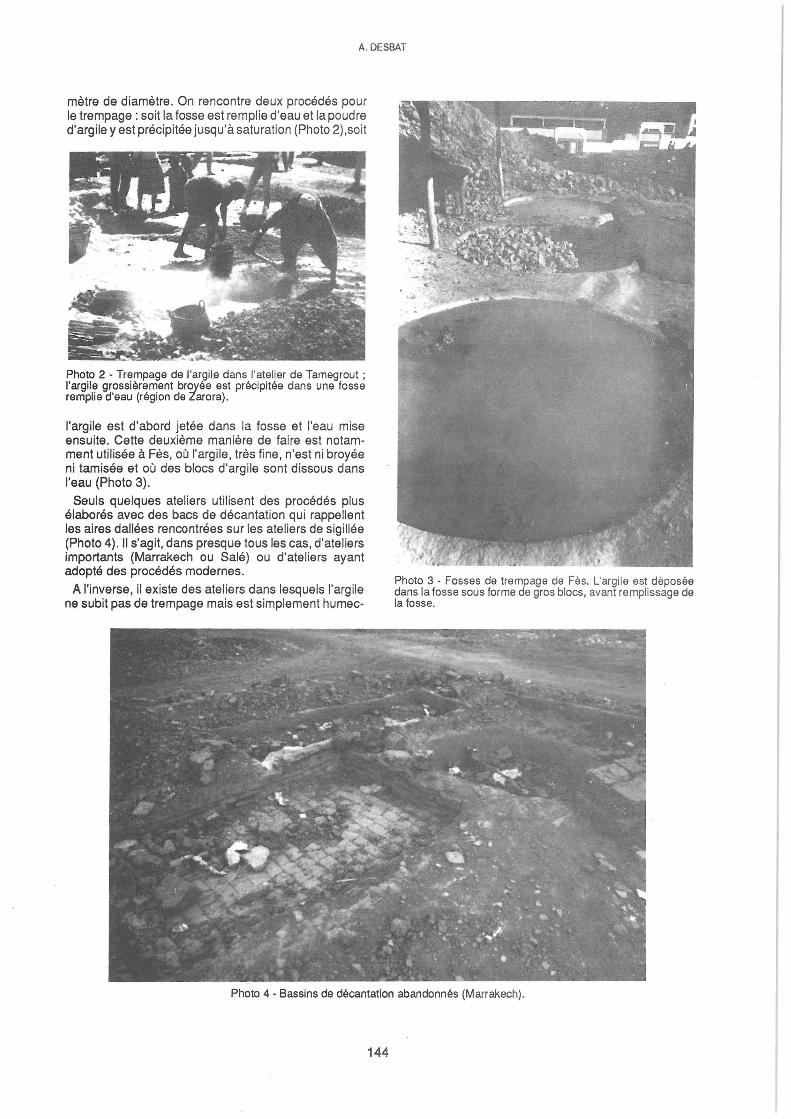
mètre de diamètre. On rencontre deux procédés pour le trempage: soit la fosse est remplie d'eau et la poudre d'argile y est précipitée jusqu'à saturation (Photo 2),soit
Photo 2 - Trempage de l'argile dans l'atelier de Tamegrout ; l'argile grossièrement broyée est précipitée dans une fosse remplie d'eau (région de Zarora).
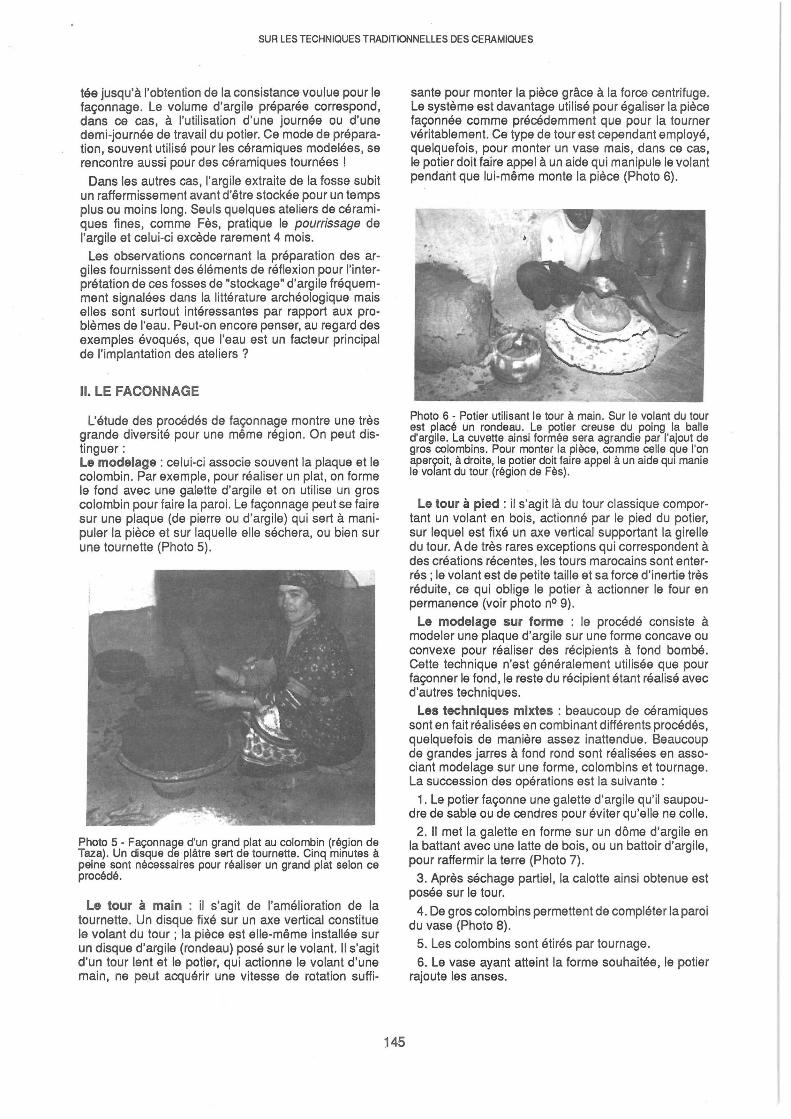
l'argile est d'abord jetée dans la fosse et l'eau mise ensuite. Cette deuxième manière de faire est notamment utilisée à Fès, où l'argile, très fine, n'est ni broyée ni tamisée et où des blocs d'argile sont dissous dans l'eau (Photo 3).
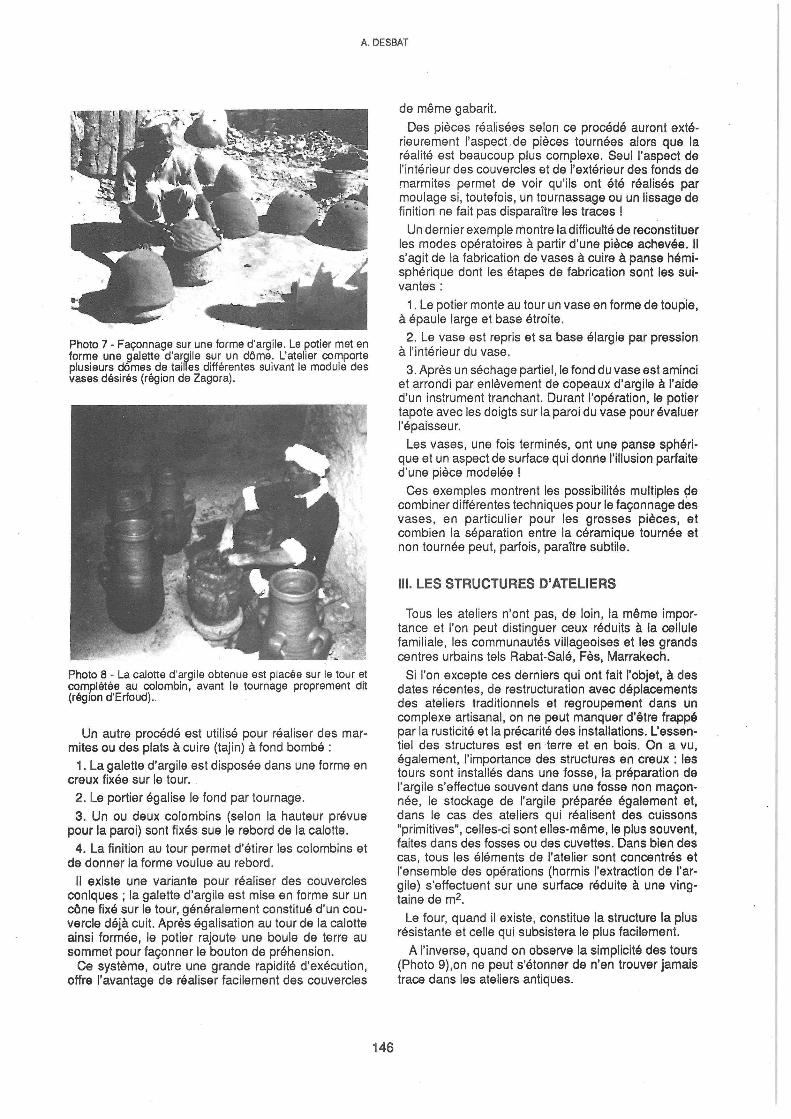
Seuls quelques ateliers utilisent des procédés plus élaborés avec des bacs de décantation qui rappellent les aires dallées rencontrées sur les ateliers de sigillée (Photo 4). "s'agit, dans presque tous les cas, d'ateliers importants (Marrakech ou Salé) ou d'ateliers ayant adopté des procédés modernes.
A l'inverse, il existe des ateliers dans lesquels l'argile ne subit pas de trempage mais est simplement humec-
Photo 3 - Fosses de trempage da Fès. L'argile est déposée dans la fosse sous forme de gros blocs, avant remplissage de la fosse.
Photo 4 - Bassins de décantation abandonnés (Marrakech) .
144
SUR LES TECHNIQUES TRADITIONNELLES DES CERAMIQUES
tée jusqu'à l'obtention de la consistance voulue pour le façonnage. Le volume d'argile préparée correspond, dans ce cas, à l'utilisation d'une journée ou d'une demi-journée de travail du potier. Ce mode de préparation, souvent utilisé pour les céramiques modelées, se rencontre aussi pour des céramiques tournées!
Dans les autres cas, l'argile extraite de la fosse subit un raffermissement avant d'être stockée pour un temps plus ou moins long. Seuls quelques ateliers de céramiques fines, comme Fès, pratique le pourrissage de l'argile et celui-ci excède rarement 4 mois.
Les observations concernant la préparation des argiles fournissent des éléments de réflexion pour l'interprétation de ces fosses de "stockage" d'argile fréquemment signalées dans la littérature archéologique mais elles sont surtout intéressantes par rapport aux problèmes de l'eau. Peut-on encore penser, au regard des exemples évoqués, que l'eau est un facteur principal de l'implantation des ateliers?
Il. LE FACONNAGE
L'étude des procédés de façonnage montre une très grande diversité pour une même région . On peut distinguer: Le modelage: celui-ci associe souvent la plaque et le colombin. Par exemple, pour réaliser un plat, on forme le fond avec une galette d'argile et on utilise un gros colombin pour faire la paroi. Le façonnage peut se faire sur une plaque (de pierre ou d'argile) qui sert à manipuler la pièce et sur laquelle elle séchera, ou bien sur une tournette (Photo 5).
Photo 5 - Façonnage d'un grand plat au colombin (région de Taza). Un disque de plâtre sert de tournette. Cinq minutes à peine sont nécessaires pour réaliser un grand plat selon ce procédé.
Le tour à main : il s'agit de l'amélioration de la tournette. Un disque fixé sur un axe vertical constitue le volant du tour; la pièce est elle-même installée sur un disque d'argile (rondeau) posé sur le volant. Il s'agit d'un tour lent et le potier, qui actionne le volant d'une main, ne peut acquérir une vitesse de rotation suffi-
145
sante pour monter la pièce grâce à la force centrifuge. Le système est davantage utilisé pour égaliser la pièce façonnée comme précédemment que pour la tourner véritablement. Ce type de tour est cependant employé, quelquefois, pour monter un vase mais, dans ce cas, le potier doit faire appel à un aide qui manipule le volant pendant que lui-même monte la pièce (Photo 6).
Photo 6 - Potier utilisant le tour à main. Sur le volant du tour est placé un rondeau. Le potier creuse du poing la balle d'argile. La cuvette ainsi formée sera agrandie par l'ajout de gros colombins. Pour monter la pièce, comme celle que l'on aperçoit, à droite, le potier doit faire appel à un aide qUi manie le volant du tour (région de Fès).
Le tour à pied: il s'agit là du tour classique comportant un volant en bois, actionné par le pied du potier, sur lequel est fixé un axe vertical supportant la girelle du tour. A de très rares exceptions qui correspondent à des créations récentes, les tours marocains sont enterrés; le volant est de petite taille et sa force d'inertie très réduite, ce qui oblige le potier à actionner le four en permanence (voir photo nO 9).
Le modelage sur forme : le procédé consiste à modeler une plaque d'argile sur une forme concave ou convexe pour réaliser des récipients à fond bombé. Cette technique n'est généralement utilisée que pour façonner le fond, le reste du récipient étant réalisé avec d'autres techniques.
Les techniques mixtes : beaucoup de céramiques sont en fait réalisées en combinant différents procédés, quelquefois de manière assez inattendue. Beaucoup de grandes jarres à fond rond sont réalisées en associant modelage sur une forme, colombins et tournage. La succession des opérations est la suivante:
1. Le potier façonne une galette d'argile qu'il saupoudre de sable ou de cendres pour éviter qu'elle ne colle.
2. Il met la galette en forme sur un dôme d'argile en la battant avec une latte de bois, ou un battoir d'argile, pour raffermir la terre (Photo 7).
3. Après séchage partiel, la calotte ainsi obtenue est posée sur le tour.
4. De gros colombins permettent de compléter la paroi du vase (Photo 8).
5. Les colombins sont étirés par tournage.
6. Le vase ayant atteint la forme souhaitée, le potier rajoute les anses.
A. DESBAT
Photo 7 - Façonnage sur une forme d'argile, Le potier met en forme une galette d'argile sur un dôme. L'atelier comporte plusieurs dômes de tailles différentes suivant le module des vases désirés (région de Zagora) .
Photo 8 - La calotte d'argile obtenue est placée sur le tour et complétée au colombin, avant le tournage proprement dit (région d'Erfoud).
Un autre procédé est utilisé pour réaliser des marmites ou des plats à cuire (tajin) à fond bombé:
1. La galette d'argile est disposée dans une forme en creux fixée sur le tour.
2. Le portier égalise le fond par tournage.
3. Un ou deux colombins (selon la hauteur prévue pour la paroi) sont fixés sue le rebord de la calotte.
4. La finition au tour permet d'étirer les colombins et de donner la forme voulue au rebord.
Il existe une variante pour réaliser des couvercles coniques; la galette d'argile est mise en forme sur un cône fixé sur le tour, généralement constitué d'un couvercle déjà cuit. Après égalisation au tour de la calotte ainsi formée, le potier rajoute une boule de terre au sommet pour façonner le bouton de préhension.
Ce système, outre une grande rapidité d'exécution, offre l'avantage de réaliser facilement des couvercles
146
de même gabarit.
Des pièces réalisées selon ce proc~dé auront extérieurement l'aspect .de pièces tournées alors que la réalité est beaucoup plus complexe. Seul l'aspect de l'intérieur des couvercles et de l'extérieur des fonds de marmites permet de voir qu'ils ont été réalisés par moulage si, toutefois, un tournassage ou un lissage de finition ne fait pas disparaître les traces!
Un dernier exemple montre la difficulté de reconstituer les modes opératoires à partir d'une pièce achevée. Il s'agit de la fabrication de vases à cuire à panse hémisphérique dont les étapes de fabrication sont les suivantes :
1. Le potier monte au tour un vase en forme de toupie, à épaule large et base étroite.
2. Le vase est repris et sa base élargie par pression à l'intérieur du vase.
3. Après un séchage partiel, le fond du vase est aminci et arrondi par enlèvement de copeaux d'argile à l'aide d'un instrument tranchant. Durant l'opération, le potier tapote avec les doigts sur la paroi du vase pour évaluer l'épaisseur.
Les vases, une fois terminés, ont une panse sphérique et un aspect de surface qui donne l'illusion parfaite d'une pièce modelée!
Ces exemples montrent les possibilités multiples ~e combiner différentes techniques pour le façonnage des vases, en particulier pour les grosses pièces, et combien la séparation entre la céramique tournée et non tournée peut, parfois, paraître subtile.
III. LES STRUCTURES D'ATELIERS
Tous les ateliers n'ont pas, de loin, la même importance et l'on peut distinguer ceux réduits à la cellule familiale, les communautés villageoises et les grands centres urbains tels Rabat-Salé, Fès, Marrakech.
Si l'on excepte ces derniers qui ont fait l'objet, à des dates récentes, de restructuration avec déplacements des ateliers traditionnels et regroupement dans un complexe artisanal, on ne peut manquer d'être frappé par la rusticité et la précarité des installations. L'essentiel des structures est enterre et en bois. On a vu, également, l'importance des structures en creux: les tours sont installés dans une fosse, la préparation de l'argile s'effectue souvent dans une fosse non maçonnée, le stockage de l'argile préparée également et, dans le cas des ateliers qui réalisent des cuissons "primitives", celles-ci sont elles-même, le plus souvent, faites dans des fosses ou des cuvettes. Dans bien des cas, tous les éléments de l'atelier sont concentrés et l'ensemble des opérations (hormis l'extraction de l'argile) s'effectuent sur une surface réduite à une vingtaine de m2.
Le four, quand il existe, constitue la structl,Jre la plus résistante et celle qui subsistera le plus facilement.
A l'inverse, quand on observe la simplicité des tours (Photo 9),on ne peut s'étonner de n'en trouver jamais trace dans les ateliers antiques.
SUR LES TECHNIQUES TRADITIONNELLES DES CERAMIQUES
IV. LA CUISSON ET LES FOURS
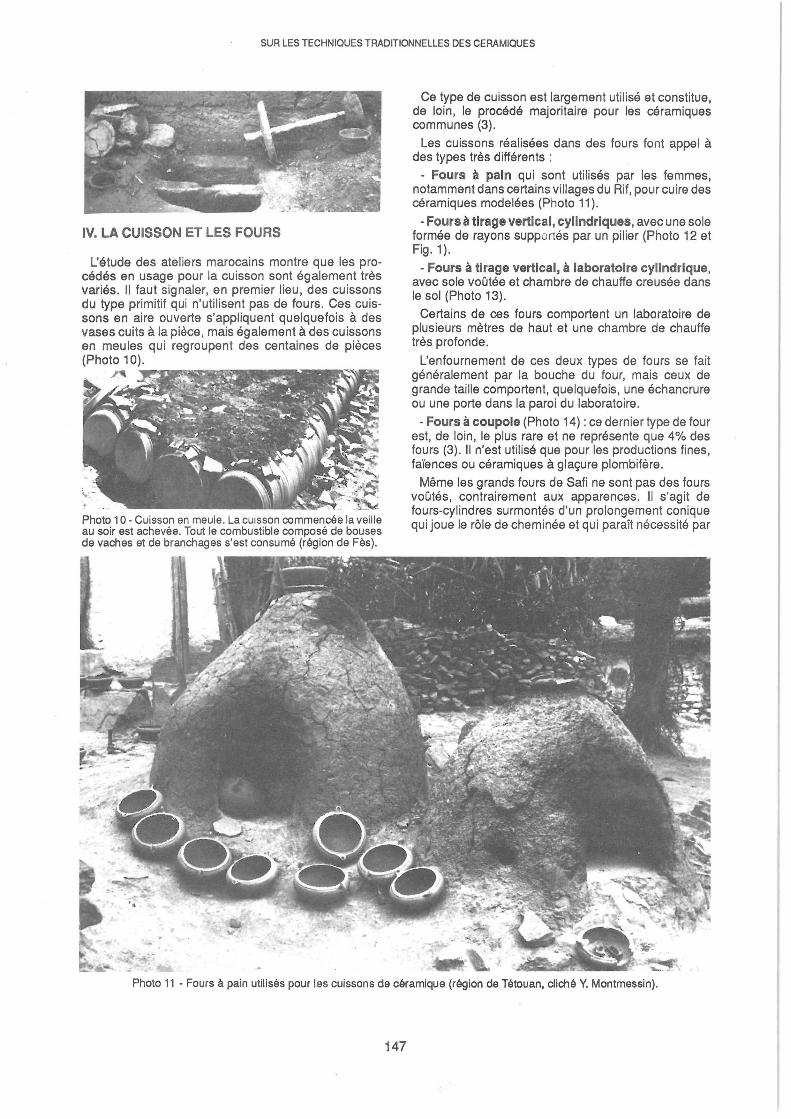
L'étude des ateliers marocains montre que les procédés en usage pour la cuisson sont également très variés. Il faut signaler, en premier lieu, des cuissons du type primitif qui n'utilisent pas de fours. Ces cuissons en aire ouverte s'appliquent quelquefois à des vases cuits à la pièce, mais également à des cuissons en meules qui regroupent des centaines de pièces (Photo 10).
/ '"
Photo 1 0 - Cuisson en meule. La cuisson commencée la veille au soir est achevée. Tout le combustible composé de bouses de vaches et de branchages s'est consumé (région de Fès).
Ce type de cuisson est largement utilisé et constitue, de loin, le procédé majoritaire pour les céramiques communes (3).
Les cuissons réalisées dans des fours font appel à des types très différents:
- Fours à pain qui sont utilisés par les femmes, notamment dans certains villages du Rif, pour cuire des céramiques modelées (Photo 11).
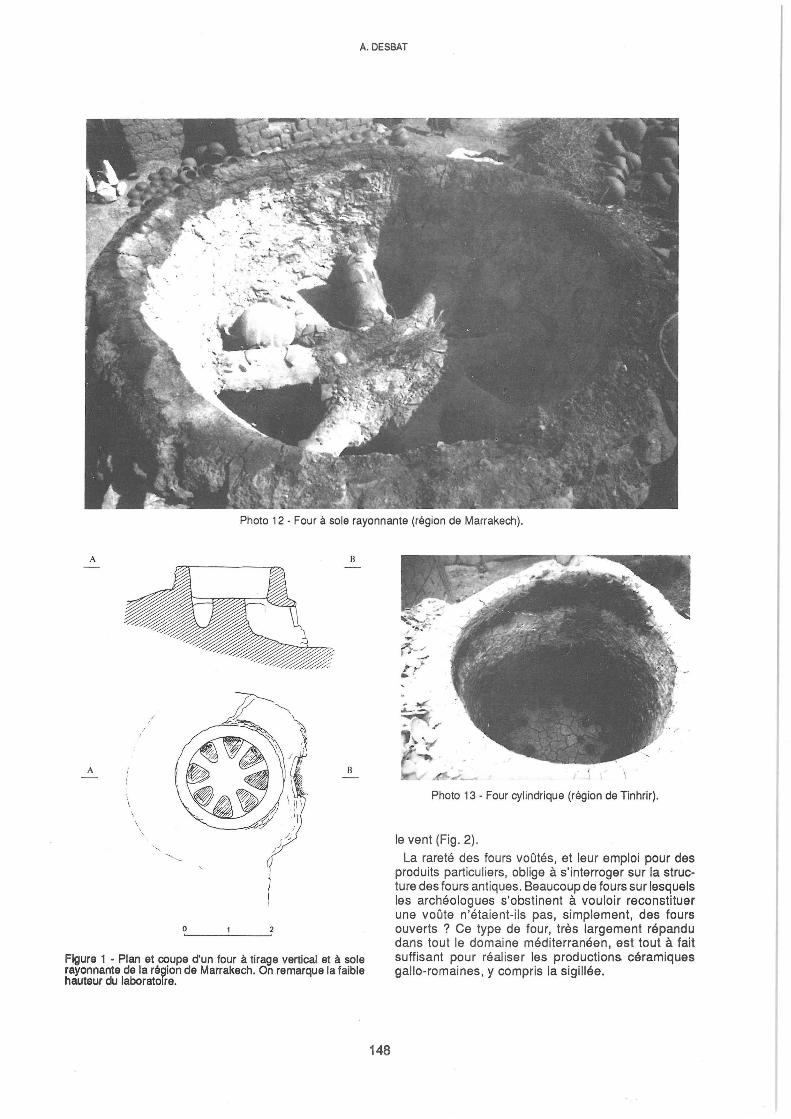
- Fours à tirage vertical, cylindriques, avec une sole formée de rayons supportés par un pilier (Photo 12 et Fig. 1).
- Fours à tirage vertical, à laboratoire cylindrique, avec sole voûtée et chambre de chauffe creusée dans le sol (Photo 13).
Certains de ces fours comportent un laboratoire de plusieurs mètres de haut et une chambre de chauffe très profonde.
L'enfournement de ces deux types de fours se fait généralement par la bouche du four, mais ceux de grande taille comportent, quelquefois, une échancrure ou une porte dans la paroi du laboratoire.
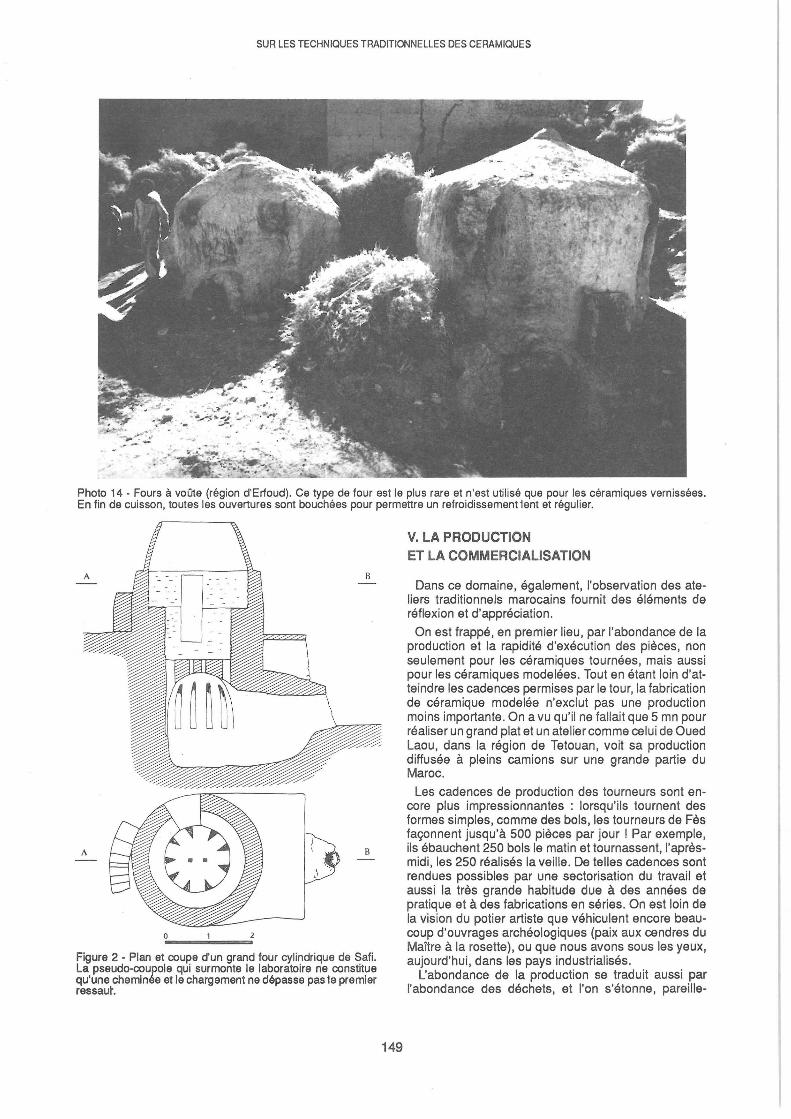
- Fours à coupole (Photo 14) : ce dernier type de four est, de loin, le plus rare et ne représente que 4% des fours (3). Il n'est utilisé que pour les productions fines, faïences ou céramiques à glaçure plombifère.
Même les grands fours de Safi ne sont pas des fours voûtés, contrairement aux apparences. Il s'agit de tours-cylindres surmontés d'un prolongement conique qui joue le rôle de cheminée et qui paraît nécessité par
Photo 11 - Fours à pain utilisés pour les cuissons de céramique (région de Tétouan, cliché Y. Montmessin).
147
A. DESBAT
Photo 12· Four à sole rayonnante (région de Marrakech).
A B
/
A B
o
Figure 1 - Plan et coupe d'un four à tirage vertical et à sole rayonnante de la région de Marrakech. On remarque la faible hauteur du laboratoire.
148
Photo 13 - Four cylindrique (région de Tinhrir).
le vent (Fig. 2) .
La rareté des fours voûtés, et leur emploi pour des produits particuliers, oblige à s'interroger sur la structure des fours antiques. Beaucoup de fours sur lesquels les archéologues s'obstinent à vouloir reconstituer une voûte n'étaient-ils pas, simplement, des fours ouverts ? Ce type de four, très largement répandu dans tout le domaine méditerranéen, est tout à fait suffisant pour réaliser les productions céramiques gallo-romaines, y compris la sigillée.
SUR LES TECHNIQUES TRADITIONNELLES DES CERAMIQUES
Photo 14 - Fours à voûte (région d'Erfoud). Ce type de four est le plus rare et n'est utilisé que pour les céramiques vernissées. En fin de cuisson, toutes les ouvertures sont bouchées pour permettre un refroidissement lent et régulier.
Figure 2 - Plan et coupe d'un grand four cylindrique de Safi. La pseudo-coupole qui surmonte le laboratoire ne constitue qu'une cheminée et le chargement ne dépasse pas le premier ressaut.
149
V. LA PRODUCTION ET LA COMMERCIALISATION
Dans ce domaine, également, l'observation des ateliers traditionnels marocains fournit des éléments de réflexion et d'appréciation.
On est frappé, en premier lieu, par l'abondance de la production et la rapidité d'exécution des pièces, non seulement pour les céramiques tournées, mais aussi pour les céramiques modelées. Tout en étant loin d'atteindre les cadences permises par le tour, la fabrication de céramique modelée n'exclut pas une production moins importante. On a vu qu'il ne fallait que 5 mn pour réaliser un grand plat et un atelier comme celui de Oued Laou, dans la région de Tetouan, voit sa production diffusée à pleins camions sur une grande partie du Maroc.
Les cadences de production des tourneurs sont encore plus impressionnantes : lorsqu'ils tournent des formes simples, comme des bols, les tourneurs de Fès façonnent jusqu'à 500 pièces par jour! Par exemple, ils ébauchent 250 bols le matin et tournassent, l'aprèsmidi, les 250 réalisés la veille. De telles cadences sont rendues possibles par une sectorisation du travail et aussi la très grande habitude due à des années de pratique et à des fabrications en séries. On est loin de la vision du potier artiste que véhiculent encore beaucoup d'ouvrages archéologiques (paix aux cendres du Maître à la rosette), ou que nous avons sous les yeux, aujourd'hui , dans les pays industrialisés.
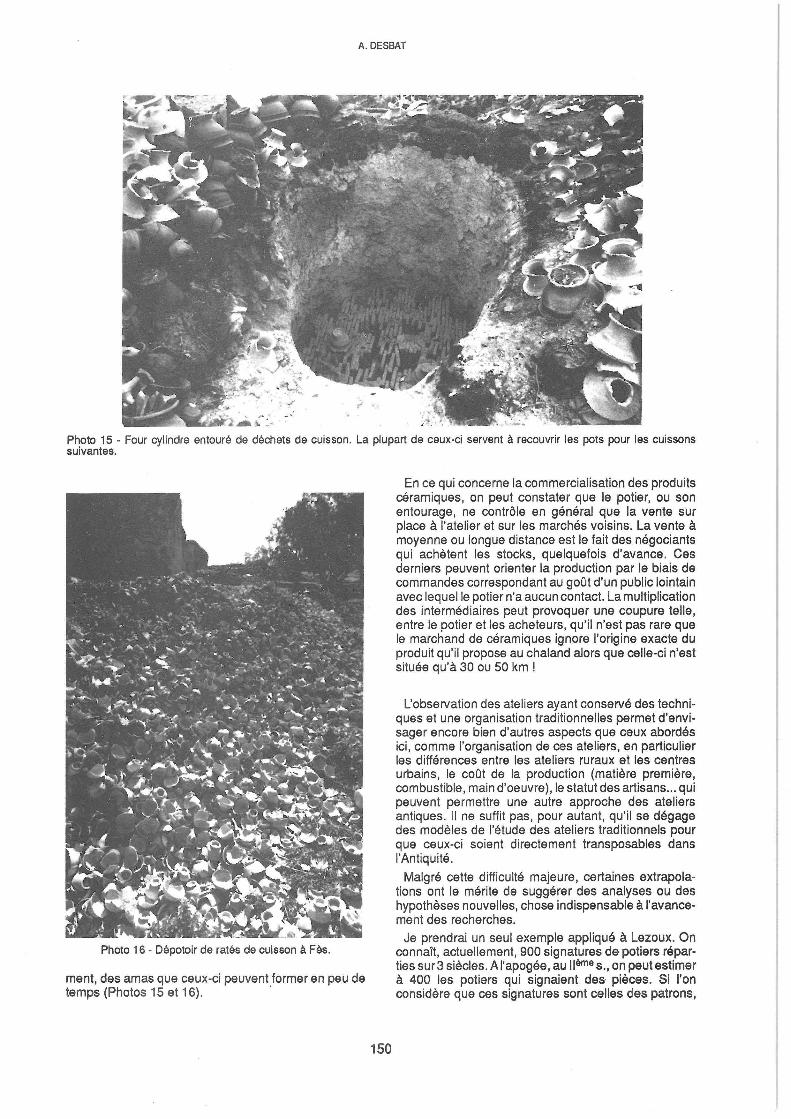
L'abondance de la production se traduit aussi par l'abondance des déchets, et l'on s'étonne, pareille-
A.DESBAT
Photo 15 - Four cylindre entouré de déchets de cuisson. La plupart de ceux-ci servent à recouvrir les pots pour les cuissons suivantes.
Photo 16 - Dépotoir de ratés de cuisson à Fès.
ment, des amas que ceux-ci peuvent former en peu de temps (Photos 15 et 16). .
150
En ce qui concerne la commercialisation des produits céramiques, on peut constater que le potier, ou son entourage, ne contrôle en général que la vente sur place à l'atelier et sur les marchés voisins. La vente à moyenne ou longue distance est le fait des négociants qui achètent les stocks, quelquefois d'avance. Ces derniers peuvent orienter la production par le biais de commandes correspondant au goût d'un public lointain avec lequel le potier n'a aucun contact. La multiplication des intermédiaires peut provoquer une coupure telle, entre le potier et les acheteurs, qu'il n'est pas rare que le marchand de céramiques ignore l'origine exaète du produit qu'il propose au chaland alors que celle-ci n'est située qu'à 30 ou 50 km !
L'observation des ateliers ayant conservé des techniques et une organisation traditionnelles permet d'envisager encore bien d'autres aspects que ceux abordés ici, comme l'organisation de ces ateliers, en particulier les différences entre les ateliers ruraux et les centres urbains, le coût de la production (matière première, combustible, main d'oeuvre), le statut des artisans ... qui peuvent permettre une autre approche des ateliers antiques. Il ne suffit pas, pour autant, qu'il se dégage des modèles de l'étude des ateliers traditionnels pour que ceux-ci soient directement transposables dans l'Antiquité.
Malgré cette difficulté majeure, certaines extrapolations ont le mérite de suggérer des analyses ou des hypothèses nouvelles, chose indispensable à l'avancement des recherches.
Je prendrai un seul exemple appliqué à Lezoux. On connaît, actuellement, 900 signatures de potiers réparties sur3 siècles. A l'apogée, au lIème s., on peut estimer à 400 les potiers qui signaient des pièces. Si l'on considère que ces signatures sont celles des patrons,
SUR LES TECHNIQUES TRADITIONNELLES DES CERAMIQUES
des tourneurs ou des décorateurs, même en supposant des ateliers de petite taille, c'est une population de 1500 à 2000 potiers au minimum qu'il nous faut restituer. D'autre part, si l'on appliquait les cadences de production constatées au Maroc, il faudrait créditer chaque tourneur de 200 à 300 pièces par jour en moyenne (4). En admettant que 150 à 200 tourneurs ont travaillé au même moment, on arrive à une production journalière de 30 000 à 60 000 vases. Même si l'on ne compte que 200 jours de production par an, ce qui est peu (soit un arrêt de 165 jours équivalant à 5 mois), on arrive, en prenant un chiffre moyen de 40 000 vases par jour, à
NOTES
(*). Laboratoire de céramologie, ERA 3 du CRA.
une production annuelle de 8 millions de vases, dans une hypothèse plutôt basse.
Chaque potier faisant des vases moulés est donc amené à utiliser une centaine de moules au minimum; compte-tenu de la demande, il est donc tout à fait possible que des fabricants de moules aient pu se limiter à ce type de production.
Il est bien certain qu'avec de telles hypothèses de travail, on ne peut avoir le même regard sur les ateliers antiques ni considérer sous l'angle habituelles études des décors.
(1). Cet exposé ne peut être qu'un résumé succinct de la communication présentée à Lezoux dans la mesure où celle-ci reposait sur une documentation très abondante qu'il n'est pas possible de reproduire intégralement dans ces Actes. Les illustrations sont toutes de l'auteur, sauf la photo no 11.
(2). Les exemples sur lesquels s'appuient l'exposé résultent d'observations réalisées par une enquête menée, depuis 1984, par le Laboratoire de céramologie de Lyon en collaboration avec l'Institut Marocain du Patrimoine. Cette enquête qui a porté, à l'heure actuelle, sur plus de 30 ateliers a donne lieu à une thèse: R. ELHRAIKI, Recherches ethnoarchéologiques sur la céramique du Maroc, thèse de "Ième cycle dactylographiée, sous la direction de M. Picon, Lyon, 1989,2 vol.
(3). Ces données ressortent de la confrontation des résultats de nos enquêtes avec le répertoire des ateliers marocains réalisés par R. VOSSEN et W. EBERT, "Marokkanische TOpfere7", Poterie marocaine, R. Hatelt, Bonn, 1986.
(4). De tels chiffres ne sont pas du tout excessifs. Un petit atelier comme celui des Chales (près de Vienne), qui occupait quatre personnes, réalisait une cuisson de 17 m2 tous les 45 jours, encore au début du siècle. Les pots à lait, qui ne constituaient qu'une des formes du répertoire, étaient produits à raison de 10000 pièces par an. Le patron potier estimait que pour vivre le tourneur devait tourner 250 kg de terre par jour 1 (renseignements communiqués par J.-J. Dubernard, actuel potier de Chales, à qui nous adressons nos plus vifs remerciements).
** * DISCUSSION
Président de séance: R. LEQUEMENT
Jean-Jacques HATT: Vous parlez de la production cyclique. Nous en avons un exemple en Lorraine, notamment à Boucheporn et autre. Les sites lorrains sont pratiquement inhabitables; on ne peut pas y séjourner, pendant toute la mauvaise saison, à cause du vent, de l'humidité, de la neige, etc. Or on a trouvé, dans un voisinnage géographique assez proche, ce que l'on appelle "Les Mardelles" qui sont contemporaines, d'après la céramique qu'on y trouve. Je pense que les potiers, qui étaient occupés à tourner à la belle saison, faisaient du bois à la mauvaise saison, parce que la poterie exige des quantités astronomiques de bois.
Armand DESBAT : C'est possible. On a les comptes d'enfournement de La Graufesenque qui sembleraient indiquer que les cuissons ne se faisaient pas toute l'année. Pour les productions possibles, on arrive à des chiffres tout à fait considérables, et je pense que ces chiffres sont réels et justifient des fours de 40.000 pièces.
Christian VERNOU : A propos du bois,quelle est la nature de la végétation autour d'eux ? Comment se fournissent-ils ? Quel bois utilisent-ils ?
151
A. DEStjAT
Armand DESBAT: Oui. Je n'ai pas parlé du combustible. Pour l'essentiel, il s'agit de productions de céramiques communes qui ne demandent pas des températures très élevées. Le cas de la sigillée est tout autre. Les ateliers utilisent donc tout et n'importe quoi : les écorces de cacahuètes, la sciure de bois, les tourteaux d'olives (qui donnent une flamme très élevée), tout ce qui est végétation, comme les genêts (à Safi, par exemple) et tous types de bois; mais toutes les productions ne peuvent être faites avec ce type de combustible. Ce sont des pays où le bois est rare et on est donc amené à utiliser tout ce qui peut brûler. Ainsi, le grand développement actuel dans tous les ateliers, c'est le pneu; c'est le combustible parfait; dans les dépotoirs on voit des échevaux immenses de fil de fer qui sont les carcasses de pneu.
Christian VERNOU : Et l'aspect fini est le même? Armand DESBAT: A tout à fait. Ca sert, notamment, à faire des céramiques plombifères qui sont tout à fait vertes. Didier PRO: Je voudrais faire une remarque, pour le Haut Moyen Age. J'ai fouillé plusieurs mois sur un site où
on a trouvé des fonds de cabanes pourvus de fosses centrales pour lesquelles on n'a pas pu donner d'interprétation. A côté d'une de ces fosses il y avait deux trous qui n'avaient rien à voir avec les trous de poteaux de la structure. Or, sur l'une de vos diapositives, on remarque deux tours côte à côte et installés dans de petites fosses; pour notre cabane il pourrait donc s'agir d'une installation de potier. On avait également des cabanes très excavées qui étaient des cabanes de tisserands.
Armand DESBAT: Pour vérifier l'hypothèse d'un atelier de potier, il y a des déchets (ce qui n'est pas le cas des tisserands).
Hugues VERTET: Je pense que ce que tu as remarqué sur les tours enterrés pourrait être applicable aux fosses que l'on a trouvées dans les ateliers du Jar s. et dont on ne connaissait pas du tout la destination; on se demandait les raisons du creusement de ces trous, de leur remplissage. Ce pourrait être des trous destinés à recevoir les bases de tours.
Deuxièmement, il y aurait des analyses à faire. On a souvent envoyé, à la Direction des Antiquités, des morceaux de charbon de bois qu'on avait trouvés dans les dépotoirs des fours; on n'a jamais eu de résultats mais c'est une recherche à poursuivre pour savoir quels étaient les combustibles utilisés dans les fours de Lezoux, de Coulanges et d'ailleurs.
Et, troisièmement, pour ce qui est des périodes de production, j'ai vu à Naborne (qui est un village de potiers près de Bourges) des hangars où les potiers travaillaient même l'hiver; dans ces hangars, ils savaient faire un feu sans fumée, avec des fagots. Mais, comme le disait J.-J. Hatt, il yeu d'autres méthodes, comme celle d'aller faire du bois pendant la mauvaise saison; il pouvait y avoir des façons de faire très diverses, selon les endroits.
Armand DESBAT : J'ai pris l'exemple de /'interruption mais je n'ai pas dit que c'était la règle; même dans le cas où il y a interruption, les productions restent conséquentes. Je ne pense pas qu'on puisse dire qu'il y ait une règle; dans la mesure où la production céramique devient préindustrielle, le potier essaie de travailler tout le temps. Et il Y a des moyens pour travailler tout le temps. On n'est pas dans le cas des potiers des communautés rurales qui commencent la poterie après les moissons. Ce n'est pas le cas des ateliers gallo-romains. En ce qui concerne le combustible, il y a quand même des analyses qui ont montré, comme à La Graufesenque, qu'on a utilisé beaucoup le pin; je crois que, en effet, pour la sigillée il faut, non seulement une température élevée, mais aussi une flamme vive et longue du fait des tubulures. Tous les combustibles ne se prêtent pas à produire ce type de flamme; je crois que le chêne n'est pas /'idéal, le pin est bien meilleur.
* * *
152





























