Embed Size (px)
Citation preview

WA
4?.? f, .S 6 S
G 34 6
Ï985
0 CcHtt-l! régional de la sancê et des serv ices soc iaux d * VAbU lb i -Tém i s cam ingue 435, Vu* Gagné Pouyn iQusœc; j9X 3PQ • Téi. S19r 764-3204

SANTÉCOM

Conseil régional de la santé et des services sociaux de l 'Abitibi-Témiscamingue 435, rue Gagné, Rouyn (Québec) J9X 3P8 - Tél.: (819) 764-3264

GUIDE TECHNIQUE POUR L1 IDENTIFICATION
DES RISQUES ET LE CONTRÔLE
DES FUMËES DE SOUDURE
Par: Daniel Gagné
Hygiéniste industriel
CRSSS-AT
Novembre 1985

AVANT-PROPOS
Ce guide technique s'adresse à des hygiénistes ou des techniciens en
hygiène industrielle. Il présuppose que le lecteur possède des connais-
sances de base en hygiène industrielle et une certaine expérience de
travail dans le domaine des fumées de soudure. 11 vise surtout à fournir
une aide pour le travail sur le. terrain autant pour l'identification des
risques que pour le contrôle des fumées de soudure. A ce titre il dépasse
le niveau des simples généralités pour traiter plus en profondeur de ces
deux sujets, à la lumière des recherches récentes, en évitant autant que
possible d'être trop théorique.
Nous espérons qu'il pourra aider les intervenants sur le terrain à mieux
comprendre et effectivement prévenir les problèmes de santé reliés au
soudage.

TABU: DES MATIÈRES
Partie A: Caractérisation des fumées de soudure
INTRODUCTION: Qu'y-a-t'il exactement dans les fumées de soudure? p. 1
DEFINITIONS: A. Contaminants p.3
B. Classification AWS des électrodes et baguettes.......p.4
C. Procédés de soudage p.7
I ECHANTI LLONNAGE: A. Quoi échantillonner?
- Liste A: liste des principaux contaminants par technique de soudure p. 17
- Liste B: schéma des contaminants dans l'air pour 50 des électrodes les plus utilisées pi 19
B. Comment échantillonner?
- où placer la cassette: intérieur ou extérieur
du masque p . 20
TAUX DE GÉNÉRATION DES FUMÉES ET RATIO FUMEES/METAL DÉPOSÉ... p.23
COMPOSITION DES ELECTRODES P.30
ETUDE DÉTAILLÉE DES TGF, RATIO F/MD ET COMPOSITION DE DIVERSES
TECHNIQUES DE SOUDAGE.
A- Electrodes enrobées p
B- Electrodes à fil fourré... p.3b
C- Electrodes à fil nu p 4q
D- Baguettes pour TIG
E- Baguettes pour brasage p 49
l;- Coupage oxyacéty lénique p
Partie B: Contrôle des fumées de soudure

TABLES DES MATT HRliS
Page
I- CONTRÔLE DU PROCÉDÉ
II- VENTILATION GÉNÉRALE (zone libre) 60 A- Le choix difficile B- Recirculation d'air 61 C- Comment calculer les debits nécessaires 62 D- La circulation de l'air frais ou filtre
dans la ventilation générale 67
III- VENTILATION LOCALE (zone du soudeur) ' 74 A- Les hottes mobiles ou fixes 77 B- Les hottes suspendues 85 C- Évaluation sur le terrain 87
IV- LA VENTILATION DANS LA ZONE DE L'ARC 88 A- Ajustement de la vélocité 89 B- Conception de la poignée 89 C- Conception de la buse 92 D- Vélocité de capture nécessaire 92 E- Soudure dans les coins 93 F- Réduction des excursions 93 Cî- Evaluation sur le terrain 94
I'- PARAMÉTRES A ETUDIER LORSQU'ON DOIT CHOISIR ET/OU . . . .
HVALUER UN SYSTÈME D'ASPIRATION POUR FUMÉES DE SOUDURE. . 95 A- Documenter les conditions d'utilisation dans
1 'atel icr 1)5 B- Consulter la fiche technique de l'appareil . 95 C- Evaluer les avantages et inconvénients du type. . . .
d'appareil utilise D- Observations et mesures sur le terrain 97 E- Avantages et inconvénients de divers tvpes
d ' appa re i 1 s i)c>

i I
i ; t /
Page
VII- DEMONSTRATION PRATIQUE EN ATELIER DE SOUDURE (illustrée sur vidéo) A- Video sur l'influence du voltage, de l'amperage, du
dinmctre et de la composition des electrodes sur la quantité de fumées générées.
B- Video sur l'influence du 0 % de C02 dans le gaz protecteur et du type de soudure sur la quantité de fumées générées
C- Vidéo sur les paramètres influençant l'efficacité d'un système d'aspiration à bras mobile
D- Vidéo sur les paramètres influençant l'efficacité d'un système d'aspiration sur la poignée
. '.ïtrt

ANNEXE I: gaz produits par le soudage
ANNEXE II: TCÎI- et ratio F/MD
ANNEXE III: composition des. fumées
ANNI-XI; IV:" TGF de 1'oxycoupage
ANNEXE V: étude des différentes compositions d'une même électrode en fonction du manufacturier
ANNEXE VI: contrôle des fumées par un changement de procédé
ANN F. XI: VII: contrôle de la contamination par la CO.
ANNEXE VIII: solutions des exercices
ANNEXE. IX: illustrations des systèmes d'aspiration

PARTIE A
CARACTERISATION DES FUMÉES DE SOUDURE

INTRODUCTION
Qu'y-a-t'L1 exactement dans les "fumées" de soudure?
lin santé au travail et en hygiène industrielle en général, on a tendance
a utiliser le mot "fumée" en parlant de l'ensemble des particules émises
dans l'air lors du soudage. Or si l'on se fie à la définition classique (en
hygiène industrielle) du mot "fumée", celle-ci ne concerne que les. métaux
et, dans les soi-disant "fumées" de soudure, i-1 n'y a pas que des métaux.
En effet, contrairement à un mythe assez répandu, les fumées de soudure ne
contiennent pas que de l'oxyde de fer (Fe 20 3) avec en plus, quelques traces
de certains autres métaux, car, même pour le soudage "bénin" comme le sou-
dage d'acier doux avec l'électrode E . 7 0 1 8 , l'oxyde de fer ne compte que pour
moins de 50 % de la concentration totale de "fumées". Du strict point de vue
du soudage, ceci est bien logique car le métal d'apport contenu dans la ba-
guette (en grande partie du fer) n'est pas destiné à s'envoler en fumée mais
à être déposé dans le joint de soudure. En fait, pour la plupart des baguettes
il y a moins de 1 % du poids total de la baguette qui s'envole en fumée. Qui
plus est, de ce 1 %, la majeure partie provient de 1'enrobage ou des flux
lorsqu'applicab le, car le "flux" lui, est destiné à être brûlé lors de la sou-
du re.
Aussi, la vision populaire qu'on a du soudeur comme un gars qui "mange du fer"
à l'année longue est peut-être à reviser. Il ne mange peut-être pas que. du fer
Le gros problème qu'on a, c'est d'arriver a identifier précisément les autres
constituants de la fumée. Comme il s'agit pour la plupart de produits non
métalliques rcqutM-nnt des techniques d'analyses multiples et que, d'autre part
les manufacturiers sont réticents à fournir des données sur les contaminants
générés lors du soudage avec leurs électrodes, il existe encore une grande
part d'inconnu dans la caractérisation de l'exposition des soudeurs aux diffé-
rents contaminants du soudage.
L'AWS (American Welding Society) a cependant publié en 1979 un rapport assez
exaustif qui nous donne un bon aperçu des problèmes potentiels reliables à
l'utilisation des principales techniques de soudure.

On t rouvcra dans la see t ion I 11 une liste (liste B) schéma t ique des pri'n-
cipaux contaminants émis par des électrodes ou baguettes spécifiques. Cette
liste est suivie d'une seconde liste où les contaminants à échantillonner
sont classés par type de soudage (électrodes enrobées, "stainless", fil
fourré, etc J.
A la section VI, on trouvera des commentaires détaillés sur le taux de
génération des fumées de plusieurs électrodes pour chaque type de soudage,
ainsi qu'une discussion sur les principaux contaminants émis dans l'atmos-
phère .
Ces sections seront précédées d'une définition de termes et de précisions
au sujet de l'échantillonnage personnel des fumées de soudage.
Le deuxième volet de cette formation sur les fumées de soudure portera sur
le contrôle à la source ou le long des voies de transmission des fumées de
soudage.

il- UEEINITIONS
A) Contaminants
Puînées: formées par des constituants de l'électrode et dans une faible
mesure1 du métal de base, qui sont vaporisés dans l'air (suite
à la chaleur produite par la soudure) et qui peu après se con-
densent (en goutelettes) dans l'air plus froid â proximité du
point de soudure.
Ces particules sont très petites (l^v^-et moins)1*'
5 et peuvent
rester en suspension dans l'air pendant très longtemps. Cepen-
dant, sous l'effet combiné des courants d'air, des champs élec-
triques, de la gravité, de la diffusion moléculaire et d'autres
forces extérieures, ces particules ont tendance à s'agglomérer
ensemble avec le temps et à.former des poussières qui, à cause
de leur masse et leurs dimensions plus importantes, tombent
rapidement sur le sol.
La fuinée de soudure peut être facilement inhalée jusqu'aux
poumons des travailleurs dans l'entourage de la soudure. Par
contre, la poussière de soudure a beaucoup moins de chances
de se rendre aux poumons des travailleurs.
Gaz: les principaux guz présents sont l'ozone, les oxydes d'azote
et le CO.
U ;V.: les rayons U.V. émis lors du soudage sont intenses et sont à
spectre large (ils couvrent autant les U.V.a, les U.V.b que
les U.V.c).
En plus de leurs effets directs sur la rétine et 1'épiderme,
ces U.V, sont responsables (par réaction photochimique) de la
formation d'ozone et. d'oxydes d'azote dans certains procédés
de soudure, de même que de la formation de phosgene (COCL2) en
présence de vapeurs de solvants chlorés.

Bruit: règle générale la soudure comme telle est pou bruyante. Cepen-
dant les opérations connexes (martelage et polissage du laitier)
sont bruyantes. Il est- rare que les doses de bruit (en moyenne
sur une semaine) quotidiennes dépassent 90 à 95 dBA.
: P
o u r plusieurs types de soudure, des brouillards aci-
des (principalement acide fluorhydrique, acide chlorhy-
drique et acide borique) sont dégagés.
Dans le présent exposé, on parlera uniquement des fumées. On trouvera
cependant en annexe, une liste de concentrations attendues de CO et N02
pour différentes électrodes (dans un milieu sans ventilation) ainsi qu'un
graphique illustrant le taux de CO dans l'atmosphère en fonction du % de
C02 dans le gaz protecteur. On y constatera que, sauf pour quelques types
de soudure en particulier, les gaz ne sont pas un problème important en
soudure.
Signification de la classification AWS.
Il s'agit d'un code permettant de déterminer à quels usages peut être
destinée une électrode.
a) Electrodcs_enrobces
TABLEAU II-1.1
Les deux ctemtefs chiffres donnent les mêmes propriétés. Une E6010 sera semblable à une E8010, sauf pour les propriétés physiques.
Le dernier chiffre dans la classification AWS est le plus vague et le pl
difficile à interpréter. On trouvera dans le tableau des explications
p1 us déta i11 ces su r sa s i n i ficat ion.

- 5 -
TABI.EAU I [-1.2
Inlerpretalion ol Last Olglt in AWS Electrode Classification
L a t l OlQit
Power Supgly 1 at S l a t
Type of ftrc
Pen a t i l l ion Iron Powder to C o u i n r i
0 ta) « • I DtyyiftQ <*> O IO-*.
1 AC or OC iev polarity
Organic Digging Ocop None
2 AC or OC Rutile Medium Medium 0 - 1 0 %
3 AC or DC Rutile Sort Light 0 - 1 0 %
4 AC or OC Rutile Son Ligrn 3 0 - 5 0 %
5 DC rev polarity
Low
Hydrogen Medium Medium None
6 AC or OC rev polarity
Low
Hydrogen Medium Medium None
? AC or DC Mineral Sort Medium 50% e AC or DC
rev polarity Low
Hydrogen Medium ' Med ium 3 0 - 5 0 %
Notes: ( a )E -6010 is DC fevers® polarity; E -6020 is AC or OC (b)E-60JO is organic: £ - 6 0 2 0 is minerai ( O E - 6 0 1 0 is deep penetration: 6 - 6 0 2 0 is medium penetration
^ C:I?9ï!:°des_20ur gazprotecteurs ou fil fourré
TABLEAU 11-2
c) 0 I^Ç Ï 1' _ Ï ? h a u t emen t _ a 11 ié_ct/ou inoxydable
.Je ne connais pas la signification exacte de leur code. Il semble
que cette codification s'apparente à la codification de l'acier
selon l'AlSI (American Iron ans Steel Institute).

Le tableau suivant nous fournit des renseignements sur la composition
des electrodes des séries E 500 et E 400, en regard de la classifica-
tion AI SI.
Tab 1 eau 11-3.1
Catégorie 2 — acicrs nu nickcl
23xx — 3.5'"; nick cl ; 25xx — 5 r ; nickel.
Catégorie 3 — acicrs au chromc-nickcl
30xx — 0.50', ' chrome 0 . 5 0 ' ; nickcl: 31 xx — 0 . 6 0 ' ' c h r o m e 1.25' ; nickcl: 32xx — I . 0 0 r ; chrome l . 7 5 % nickcl; 33xx — 1.50*;; chrome 3.50'.;. nickel.
Catégorie 4 — acicrs au molybdène
41 xx — acier au chrome-molybdène; 43xx — acier nickel-chromc-molybdcne; 4Û.\.\ — 1.65e; nickcl 0.25' molybdène; 4Sxx — 3.25' ; nickcl 0.25' :; molybdène.
Catégorie 5 — acicrs au chrome
50xx — basse teneur do chromo; 51 xx — moyenne teneur do chrome; 52xx — chiome et haute teneur de carbone.
Catégorie 6 — aciers au chrome-vanadium 6l. \x — 0.70 à 0 . 9 0 % chrome et m i n . 0 . 0 1 % vanadium.
Catégorie 7 — acicrs au tungstène 7xxx.
Catégorie 8 — acicrs au nickcl-chrome-molybdène 86xx 87xx
Catégorie 9 — acicrs au silicium-manganèse 92xx
La lettre qui précède parfois les chiffres indique ordinairement le procédé pour fabriquer l'acier.
Elect rodes correspondantes
AISl USA
307 303
3CM
305
306
309 309 S
310
310 S
316
321
347
403 405 410 4 16 «30
Composition suivant AISl
Cr Mo
(Autres)
OIS 17-19 r0 IS 17-19
•>008 16 - 20
6 10 8 - to
e - io i
0 03 16 - 20 a -12
«:0 12 17-19 10 5-13
t. 0 06 19 - 21 10 12
0.20 22 - 24 12-15 .0 06 22-24 12 - 15
"«0.25 24 -26 19 -22
<0.06 24 - 26: 19 - 22
• 0 06 16 - 18 10 - 14
003 16 - 18 10 - 14
->006 >0 03
18-20 11-15 16-20 11-15
3-4 3 - 4
•-0'
17 - 19
17 - 19 9 - 12
ai)
INO)
*-0 15 11.5-13 <:0 06 11.5 - 14 S »0 15 11 5 - 13 5 * 0 15 12-14 •0 1? 16 16
E'ect'ooe conseillé* AWS A5.4 j classi- | '•cation
E306L
E306
E309L E309
£310
E316
£317 E317L
E347
E4 10 £410 £410 £410 £«t0
lin plus des électrodes des séries E 300, 400 et plus, il y a des électro-
des portant des classifications de fabricants (comme la lnconel, la llaynes,
etc.) dont nous ne pouvons prédire la signification des cotes.

- 7 -
Dans la classification AWS, il se peut qu'il y ait deux autres elements
ajoutés au code, lix: 7018 - XX. On trouvera dans le tableau ci-dessous
la signification de ces deux éléments, lesquels précisent la composition
de l'alliage de l'électrode.
TABLEAU IT-3.2
AWS Designation ot Major Alloying Elements
in Arc Welding Electrodes
Suffix to A W S Elec-trode No.
Alloy Element, ( % ) Suffix to A W S Elec-trode No.
Mo (molyb-denum]
Cr (Chro-m i u m )
Ni (Nickel)
M n
(Man-
Danes e!
V
(Vana-dium)
At 0.5
81 0.5. 0.5
82 0.5 1.25
83 1.0 2.25
B4 0.5 2,0
CI 2.5
C2 3.5
C3 1.0
01 0.3 1.5
02 0.3 1.75
G* 0.2 0.3 0.5 1.0 0.1
' N eed have m i n i m u m
nient only. content ol one ele-
C) Procédé de soudage2.

T a b l e a u 1 1 - 4
a r c-a 1 r

-{J-
l• Les p r o c é d é s de s o u d a g e :
Le s o u d a g e est une o p é r a t i o n qui c o n s i s t e à unir deux m a t é r i a u x lors d ' a c t i v i t é s de r é p a r a t i o n , f a b r i c a t i o n , a s s e m b l a g e , e t c . . . Cette o p é r a t i o n s'est t e l l e m e n t dé v e 1 o p pe e au cours des vingt (2U) d e r n i è r e s a n n é e s que la Liste des d i f f é r e n t s procédés serait Im p o s s i b L e à éta-blir avec e x a c t i t u d e .
C ' e s t p o u r q u o i , nous traiterons des p r o c é d é s les plus c o u r a m m e n t rencontrés dans nos e n t r e p r i s e s . Dans un pre-mier t e m p s , on peut cLasser les p r o c é d é s de s o u d a g e à l ' i n t é r i e u r de deux (2) grandes c a t é g o r i e s :
- le s o u d a g e par f u s i o n .
- le s o u d a g e sans f u s i o n .
Le t a b l e a u l nous d o n n e une vue d ' e n s e m b l e fi cation des p r o c é d é s de s o u d a g e .
de la c l a s s i -
1•l Le soudage par f U S I O Q :
Le soudage par fusion e n g l o b e la m a j o r i t é des p r o c é -dés qui cons is tent à a s s e m b l e r ou à réparer des piè-ces de métal par fusion des p a r t i e s en c o n t a c t . Les deux (2) c a t é g o r i e s les plus c o u r a m m e n t r e n c o n t r é e s sont le s o u d a g e au chalumeau et le s o u d a g e à l ' a r c .
A• Le s o u d a g e au c h a l u m e a u :
Ce procédé pourrait é g a l e m e n t s ' a p p e l e r le "sou-dage au g a z " puisqu'il u t i l i s e la c h a l e u r four-nit par la c o m b u s t i o n d'un gaz pour fondre le métal à s o u d e r . Les p r i n c i p a u x gaz c o m b u s t i b l e s utilisés dans ce procédé sont:
- l ' a c é t y l è n e
- le rnê t h a ne
- le p r o p a n e
- l ' h y d r o g è n e
La m é t h o d e la plus a c é t y L é n i q u e dont u t i l i s a t i o n s sont m é t «i u x .
c o u r a n t e es.t Le s o u d a g e oxy-les deux (2) p r i n c i p a l e s
le s o u d a g e et le c o u p a g e des
. . . 10

- 1 0 -
Le soudage Lmpllque l'a fusion du metal lui-même qui se lie pièce à p i è c e , soit d i r e c t e m e n t , soit par l ' e n t r e m i s e d'un métal d ' a p p o r t qui remplit la cavité du bain de f u s i o n . Pour ce qui est du c o u p a g e , IL s'agit d'une o x y d a t i o n qua s i - i n s t a n t année du métal â haute t e m p é r a t u r e par La p r é s e n c e de L'oxygène p u r . Le coupage peut se faire avec ou sans s u b s t a n c e d ' a p p o r t qui peut être une b a g u e t t e d'acier doux qui élè-ve la c h a l e u r par sa fusion ou encore une poudre de silice qui aide l ' o x y d a t i o n .
L e s o u d a g e à l ' a r c :
Il s'agit du procédé le' plus répandu dans les usines où s ' e f f e c t u e du s o u d a g e . Il est s i m p l e , rapide d ' e x é c u t i o n et peu c o û t e u x . F. n fabrica-t i o n , il est utlLisé de préférence au c h a l u m e a u pour tout ce dont l ' é p a i s s e u r excède 3 / 1 6 " .
La c h a l e u r dégagée est fournie par un c o u r a n t é l e c t r i q u e continu ou alternatif mais t o u j o u r s à Intensité (ampé rage) é l e v é e . Un c o n d u c t e u r aboutit à l ' é l e c t r o d e tandis qu'un autre est fixé à la piece à souder en guise de mise à la terre ( g r o u n d ) .
A i n s i , un "arc é l e c t r i q u e " est, produit entre une é l e c t r o d e et la pièce à s o u d e r . La t e m p é r a t u r e de l'arc dépend ra des facteurs s u i v a n t s :
- la nature des é l e c t r o d e s
- la d i s t a n c e de leur pointe
- l'intensité du courant
la d i f f é r e n c e de potent ie L entre Les élec-trodes .
Les p r i n c i p a u x p r o c é d é s de s o u d a g e à L ' a r c , sont :
- Le s o u d a g e â l'arc avec é l e c t r o d e s e n r o b é e s ( M M A , manuaL metal a r c )
- Le soudage à L'arc avec é l e c t r o d e s au T u n g s -ten.* ( T L G , T u n g s t e n Inert gas)

- 1 1 -
- le s o u d a g e à L'arc sous protection gnznuse ( M U ; , me t a L Inert gas et M A C , metal active gas )
- le s o u d a g e à L'arc avec fil fourré ( K C A W , flux cored arc w e l d i n g )
- Le s o u d a g e à L'arc s u b m e r g é
- le c o u p a g e à l ' a r c - a i r .
Voyons Les principales c a r a c t é r i s t i q u e s de cha-cun de ces procédés:
B _ 1 - le soudage â l'arc avec 6 le et rodes enro-bées :
Un arc é l e c t r i q u e esc produit entre la pointe d'une é l e c t r o d e et Le métal de La pièce à s o u d e r . A i n s i , l'électrode et la s u r f a c e de la pièce fondent pour remplir le joint de s o u d u r e .
C ' e s t l'enrobage de l'électrode qui:
a) protège la s o u d u r e contre les gaz de 1 'atmosphère et déxosyde le bain de soudure ;
b) apporte des f e r r o - a l l i a g e s pour ali-menter le bain de soudure;
c) contient des éléments mineurs qui assistent l ' a m o r ç a g e de l'arc et assu-rent sa s t a b i l i t é .
L ' e n r o b a g e des éLectroiies varie selon l'utilisation s p é c i f i q u e que L'on en fait. A i n s i , La c l a s s i f i c a t i o n des é l e c t r o d e s est basée sur des s p é c i f i c a t i o n s p r é c i s e s é m i s e s par l'ACNOR (Association C a n a d i e n n e de N o r m a l i s a t i o n ) et par L'AWS (American W e l d i n g S o c i e t y ) qui sont:
- La charge m i n i m u m de rupture
- la position de soudage
- le type d ' e n r o b a g e
- le type de courant A u t i l i s e r .

- 1 2 -
B - 2 . Le s o u d a g e à l ' a r c a v e c , é l e c t r o d e a u t u n g a t d ne :
C o m p a r a t i v e m e n t au procédé p r é c é d e n t , I 'elect rode est p e r m a n e n t e et non f u s i b l e . De p l u s , on u t i l i s e r a un flux gazeux (ar-g o n , hélium ou m é l a n g e des d e u x ) émanant du pistolet de s o u d a g e pour protéger le bain de soudure et l ' é l e c t r o d e contre la c o n t a m i n a t i o n a t m o s p h é r i q u e .
Le métal d'apport peut se p r é s e n t e r sous forme de baguettes ou de fils et LL aura une composition s i m i l a i r e au métal à sou-d e r . CeLui-ci f o n d e r a . a u contact du métal et formera avec le métal en fusion le j o i n t de soudu re.
B - 3 . L e s o u d a g e â l ' a r c s o u s p r o t e c t i o n g a z e u -
s e :
Dans ce p r o c é d é , ou uti U s e un flL m é t a l -lique fusible qui sert à la fois d ' é l e c -trode et de métal d ' a p p o r t . C e l u i - c i est amené a u t o m a t i q u e m e n t j u s q u ' a u bain de f u s i o n . Comme dans le procédé T I C , l'arc et le bain de fusion sont p r o t é g é s par un gaz inerte ( a r g o n , h é l i u m ) . D'où le nom MIC pour "metal inert g a s " .
Par é c o n o m i e , on peut u t i l i s e r le bioxyde de carbone comme gaz p r o t e c t e u r d'où le nom de MAG pour "metal active g a s " .
B - 4 . L e s o u d a g e â l ' a r c a v e c f i l f o u r r é :
Le procédé est le même que le soudage à l'arc sous p r o t e c t i o n gazeuse (MIG) à l'exception que le fil utilisé peut être c o m p a r é à une b a g u e t t e e n r o b é e . En e f f e t , un flux ainsi que des agents dés o x y d a n t s sont contenus au centre du fil. i; n gaz p r o t e c t e u r peut é g a l e m e n t être utilisé comme dans le procédé TIC ou M I G .
B - 5 . L e s o u d a g e 3 l ' a r c s u b m e r g é :
L ' u t i l i s a t i o n de ce procédé permet de réa-liser des s o u d u r e s de grande qualité sur des pièces n é c e s s i t a n t des traits de sou-dure larges et p r o f o n d s . L ' é l e c t r o d e est un fil m é t a l l i q u e comme dans le procédé MIG sauf que la p r o t e c t i o n est assuré.: par un flux g r nn u1 alr e qui recouvre c o m p l è t e -ment l'arc.

De p l u s , ce p r o c é d é a L'avantage d ' ê t r e s e m l - a u t o m a t l q u e ou a u t o m a t i q u e , ce qui Limite le travail du soudeur à s u r v e i l l e r l ' o p é r a t i o n et à a l i m e n t e r la m a c h i n e en p i è c e s , flux et f l L à soutier.
B - 6 . L e c o u p a g e 3 l ' a r c - a l r :
Bien que ce procédé n'en soit pas un de s o u d a g e proprement d i t , il convient ici d'en discuter compte tenu de sa grande u t i l i s a t i o n par les s o u d e u r s .
Le procédé u t i l i s e une tige de carbone ( g r a p h i t e ) m a i n t e n u e dans une poignée qui est alimentée en air c o m p r i m é . La tige est fusible et sert é g a l e m e n t d ' é l e c t r o d e a l o r s que le jet d'air sert â nettoyer les p a r t i c u l e s en fusion qui sont p r o d u i t e s de façon à ce que c e l l e s - c i ne se s o l i d i f i e n t pas sur la pièce .
Ce procédé est p a r t i c u l i è r e m e n t bruyant en plus de produire b e a u c o u p de f u m é e . De p l u s , l ' é l i m i n a t i o n â la source est rendue d i f f i c i l e par l'effet du jet d ' a i r qui p r o j e t t e particules et fumées dans toutes les d i r e c t i o n s .
La m é c a n i s a t i o n :
Cet te t e c h n i q u e consiste à pulvériser sur la pièce de b a s e , le métal d ' a p p o r t provenant d'une poudre ou d'un fil m é t a l l i q u e amené au point de fusion par l'action d'un c h a l u m e a u ou d'un arc é l e c t r i q u e .
Les p r i n c i p a l e s u t i l i s a t i o n s de cette techni-que sont:
e n - La p r o t e c t i o n an ci -c o r r o s i o n d'une pièce la r e c o u v r a n t d'un métal ou d'un a l l i a g e ;
- La réparation ci e pièces corrodées présen-tant des cavitations;
- la p r o t e c t i o n contre l'usure en recouvrant La pièce d'un métal plus r é s i s t a n t ;
l 'application d'une a m é l i o r e r l'es thé tique
couche décorât Ive pour de la p i è c e .

Les p r i n c i p a u x procédés de iné ta! Lisation sont:
- la m é t a l l l s a t l o n par c o m b u s t i o n
- la m é t a l l l s a t l o n par d é t o n a t i o n
- la m é t a l l l s a t l o n au plasma
- la m e t a l l i s a t i o n à l'arc é l e c t r i q u e .
C - l » L a m é t a l l l s a t l o n p a r c o m b u s t i o n . :
Le métal d ' a p p o r t (poudre ou fil) est fondu sous l'action d'une fLamme produite par un gaz c o m b u s t i b l e ( a c é t y l è n e , propa-n e , ...) et projeté sur la pièce de base avec un jet d'air c o m p r i m é .
C - 2 . L a m é t a l l l s a t l o n p a r d é t o n a t i o n ( " j e t k o t e ** ) :
Le métal d ' a p p o r t (poudre, s e u l e m e n t ) et les gaz c o m b u s t i b l e s sont amenés dans une c h a m b r e de c o m b u s t i o n . Une bougie produi-sant 260 a l l u m a g e s par minute ignitie le gaz en p r o d u i s a n t une e x p l o s i o n qui con-d u i t le métal fondu sur la pièce de b a s e .
C - 3 • L a m é t a l l l s a t l o n a u p l a s m a :
Ce procédé r e s s e m b l e au soudage au tungs-tène en se sens qu'il utilise un é l e c t r o d e au tungstène et un gaz I n e r t e . L'arc g é n é r é ionise le gaz inerte pour former un plasma qui p r o d u i r a de hautes t e m p é r a t u r e s (30,0 00° F ) . Le métal d ' a p p o r t (poudre s e u l e m e n t ) est r a p i d e m e n t fondu et projeté sur la pièce de b a s e .
C - 4 • L a m é t a l l l s a t l o n à l ' a r c é l e c t r i q u e :
Le métal d ' a p p o r t se présente sous forme de deux (2) f L L s entre Lesquels se produit un arc é l e c t r i q u e . Le métal fondu est projeté sur la pièce au moyen d'un jet d ' a i r c o m p r i m é .

- 1 5 -
1•2 Le soudage sans fusion :
Le soudage sans fusion esc l'ensemble des p r o c é d é s qui consiste à assembler des pièces sans fusion des parties en c o n t a c t . Le b o u l o n n a g e , le r l v e t a g e et tous Les procédés s e m b l a b l e s ne sont pas des procé-dés de soudage comme t e l .
Les trois (3) principaux procédés de soudage sans fusion sont:
- le forgeage
- le soudage par résistance
- le b r a s a g e .
A . L e f o r g e a g e
Dans ce p r o c é d é , les pièces à a s s e m b l e r sont chauffées au feu de f o r g e . Pendant la c h a u f f e , les pièces reposent sur une épaisse couche de coke et sont m a i n t e n u e s aussi propres que possi-ble; elles sont p o r t é e s à une température 'donnée et ceci d'une m a n i è r e u n i f o r m e . P u i s , elles sont mises en p o s i t i o n et battues au m a r t e a u . C'est la pression p r o d u i t e par les coups de marteau qui unit les m é t a u x . Ils ne sont pas fondus comme dans le s o u d a g e par f u s i o n .
B . L e s o u d a g e p a r r é s i s t a n c e : -
Ce sont aussi la .chaleur et la p r e s s i o n qui unissent deux pièces de métal dans ce p r o c é d é . Les pièces à a s s e m b l e r sont placées entre d e u x é L e c t r o d e s de c u i v r e et serrées L'une contre L'autre à L'aide d'un p o s i t i o n n e u r . La chaleur provient d'un courant é l e c t r i q u e qui passe par Les elect rodes et traverse les pièces à L'endroit où La soudure doit être f a i t e . le soudage en bout , le soudage par points , Le soudage continu et Le soudage par et in cetLage sont des procédés de soudage par r é s i s t a n c e .
C • L e b r a s a g e :
Le brasage est un procédé par Lequel un métal d'apport n o n - f e r r e u x ayant une température de fusion inférieure à celle du métal de b a s e , fond et adhère à c e l u i - c i .
. . . 1()

-Il)- .
Les deux procédés les pLus c o u r a m m e n t u t i l i s é s sont le brasage ( b r a z i n g ) et le bra sage tendre ( s o l d e r i n g ) . Voyons les c a r a c t é r i s t i q u e s de c h a c u n .
C—1. Le b r a s a g e :
Pour b r a s e r , on u t i l i s e une baguette' à souder dont le point de fusion est infé-rieur à celui du m é t a l â braser mais supé-rieur à 4 2 7 ° C . Les métaux d'apport les plus couramment u t i l i s é s sont: le c u i v r e , les alliages de c u i v r e , les a l l i a g e s d'ar-gent et les a l l i a g e s d ' a l u m i n i u m .
Les pièces à a s s e m b l e r sont portées à une t e m p é r a t u r e I n f é r i e u r e à leur point de fusion et s u p é r i e u r e â celui de La baguet-te à s o u d e r . Ceci peut se faire â l'aide d'un c h a l u m e a u ou e n c o r e d'un f o u r . La fusion de la b a g u e t t e fournit le métal d ' a p p o r t qui unira les pièces b r a s é e s . L ' u t i l i s a t i o n d'un "flux" * est souvent n é c e s s a i r e pour p r é v e n i r l'oxydation de la pièce ou des pièces à s o u d e r . L ' a v a n t a g e de ce procédé est surtout que la pièce d e m e u r e propre et n é c e s s i t e très peu de t r a v a u x de f i n i t i o n .
C - 2 . L e b r a s a g e t e n d r e :
Dans la brasage t e n d r e , le métal d'apport doit fondre à moins de 427°C. Le métal d ' a p p o r t le plus souvent utilisé consiste en un alliage de plomb et d'étain conte-nant un peu d ' a n t i m o i n e . On utilisera un fer à souder comme s o u r c e de c h a l e u r .
T o u s les métaux connus ont la tendance à se ternir avec le t e m p s . C ' e s t - à - d i r e qu'un film se forme à la surface de ceux-ci contenant des o x y d e s , des s u l f i d e s , des c a r b o n a t e s et d ' a u t r e s produits de c o r r o s i o n . C'est p o u r q u o i , dans ce pro-c é d é , l "utilisation d'un "flux" est rendue n é c e s s a i r e . C e l u i - c i sera s o l i d e , Liquide ou g a z e u x . Sa fonction est d ' e n l e v e r le t e r n i s s e m e n t au niveau de la surface de la pièce et de garder c e l l e - c i propre jusqu'à ce que 1 o p é r a t i o n de braôage tendre soit a c c o m p l i e . Le métal d'apport en fusion d é p l a c e r a le "flux" résiduel et a s s é c h e r a la piece à braser pour accomplir le joint de s o u d u r e .
v M , l rl" V
H |' " V
6 f o n i i' ?
n C 0 U ^ c . i p a n t ,i s t ..tUlsé p o i! r ' p i- Ô
, r
; , 1
'S S°"
, , r* "" ^ L U t e r 1 'enlevement dos oxf.lo, .,„
•>"tr,., i n .1 e s i r a h l e s p r o d u i t e s lors ,1 n so,M,,,'.
... 1 7

- 1 7 -
III- 1:CI IANTI LLQNNAGl-
A) Quoi echanti1lonncr?
Liste A: Principaux contaminants par technique de soudure
a) Soudure électrique
1. Fumées totales
Pour la majorité des électrodes enrobées, mieux vaut échantillonner
la fumée totale plutôt que les métaux, car les métaux représentent
moins de 60 % du total des particules émises. Si les concentrations
mesurées dépassent 7 à 10 mg/m^, on pourra doser le manganèse dans
les électrodes suivantes: E 6013, E 7018, E 7024, 8018, 9018.
2. Fluorures
E 7018, 7028, 7016, 8018 et 9018, 316-16, ENi-CI, Haynes 25, Sodel 530,
Certanium 707.
5. Silice amorgherespirable
Si les fumées totales dépassent 7 à 10 mg/m3.
E 6013, 7024, Sodel 1413, Certanium 211.
4. Mçtauxet sels métalligues
- manganèse: 1:316-15, E316-16, 410-16
- chrome: E316-15, 316-16 et la série E-500 en général, Certanium 707 SP
Inconcl 625, Haynes C-276, llayncs 25, Sodel 330, Certanium 707
- chromâtes: 65 "ù du chrome total se retrouve sous forme de chromate
hcxavalent et 95 % des chromâtes sont sous forme soluble
en soudure1.
- Nickel: Toutes les électrodes de la série E-200, série E-300, E. 46X et
E 48X, la ENi-CI, la ENL-Cu2, la Inconcl 625 et la llaynes-25,
Sodel 330.
- Molybdène: Inconcl 625, série E86X et ES7X.
. . . 1 S

- 1 3 -
- Magnésium: llaynes C-276
- Cobalt: lilectrodes pour hard facing en général (Fx: MG-700)
llayncs-25, Fntecdur, Stcllitc. .
b) Brasage
1. Argent
Métaux:- Cadmium: BAg-1, BAg-2, BAg-2a, BAg-3, (Fasy-Flo 45,55),
BAg-la, BAg-4, BAg-13.
- Cuivre: BCup-3, 4, 5, 6 (Sil-Fos), BAg 2a, BAg 4, BAg 5, 6,
7, 19, 17.
- Zinc: QQS-561d, (braze TL), (Safety-Silv 15XX)
- Etain: QQS-561d (TEC) (Stay Brite).
Phospore (et/ou acide phosphorique): BCup-3, 4, 5, 6 (Sil^Fos, Stay-
Silv 0, 2, 5, 6, 15).
Fluorures (et/ou acide fluorhydrique): La plupart des "fluxes" pour
brasage en contiennent beaucoup.
2. Bronze
Métaux: - Cuivre: la plupart des baguettes en contiennent plus de 50 'î;
- Zinc : la plupart des baguettes en contiennent plus de 40 '"„
- Chromâtes: Steelite
Fluorures: tous les "fluxes" en contiennent.
c) Oxycoupagc
Poussière tot;i le
cl J A rc ;i i r
Poussière totnle
. . . 1 M

TABMiAlJ II 1-1
Sehorna Jes contaminants dans l'air pour une cinquantaine d'électrodes parmi plus utilisées (en fonction des codes AWS dans la mesure du possible,).
- Enrobées K-6010 6013
(A V
(0 w o w «n U
VO S a
I L
X x
Fluo
rure
s
• •
Silice
VI 'O c n so c 3 •
o e o L. JZ u
l/l o M Cl E O u .C U Ni
ckel
u c *> "D .O
i Magnésium
Coba
1t
Cadm
ium
Cuiv
re
Zinc
c n M
UJ
O
HCL
u .
Acide borique
Ozone
o u
x
Plom
b
Calcium
• Titane
u v
Lu
1
Ï l X.
" I
7018 70*4 7016 7028 8018 9018 316-1S 316-16 série 300 410-16 série 400 série 200
Inconcl 625 série 86 X série 87 X
X X X X X X
X X
X X
X X
X x
*
• • • * •
X X
X X
X X X •
• •
X
XXX*
X
• •
X •
X X
•
*
•
X
•
X
X
X X X X
i
série 46 X Haynes C-276 Haynes 25 Certanium 211 Certanium 707 Certanium 707 SP Sodé 1 330 Sodel 14 13 b-NiCl NiCu-2 MG-700
Klectrode hard tacing L-308-16
Fil fourré K-70T-1 E-70T-4 K-70T-5
X
r-
X
X X y
Je' »
•
)C
X
4«
4 •
•
*
X
X X
i X
X
X
X X
X X X
X
XX
X X
X
*
X
X X
• • • * •* 4*
4 •
1
E-316L t-70T-3,6,7,8
Fil solide F.-70S-3
70S-5 Inconcl 625 Stcl 1 ite 1 à 6
X
X X
X
*
X
X
X
X X
X
• 5* 5 *
5 *
• * • • t • * * •
4 "
-
\ \
1
Mavne 25 Mayno C-276 Sodel 112
Aluminium bKÎ>356 X
X X X
X X X
\ X
X
5* § *
5 *
5 *
x
• • • • • • • * *
1
4043
Cu i vre I:K Ni-Cu-7
X
X X
X
1
LR Cu-AL
Brasage Argent X X
X
• • • • Y
1
Oxycoupage ) Sur du galvanisé
X X • • x X —
1
"Soldering" K
A
\ y
1
A r c - a i r \
_
1
n\\l •'m;

- Jo-
li j Comment ochantiIlonner?
1 - Çû_insta Hcr_la cassette?
Il s'agit d'une question controversée à l'heure actuelle, qui constitue
un problème majeur lorsqu'on veut quantifier les doses d'exposition des
soudeurs.
La grande question est de savoir si l'on doit placer la cassette (le
filtre) à l'intérieur du masque anti U.V. du soudeur ou à l'extérieur.
Il semble que le masque procure une certaine protection contre les
fumées de soudure, bien qu'il ne soit pas destiné à cet usage. Ce phé-
nomène est probablement dû au fait qu'avec le masque, le soudeur est
forcé d'inhaler l'air provenant des cotés et du dessus dè sa tête, au
lieu de l'air situé devant lui. Or il a été démontré que c'est dans la
zone entourant l'arc, situé habituellement devant le soudeur, que les
fumées sont les plus denses1. En étant forcé d'aller chercher son air '
- j -
sur les côtés plutôt que devant lui, le soudeur se trouve à respirer
un air moins contaminé.
Du strict point de vue toxicologique, il paraît, très justifiable d'é-
chantillonner derrière le masque, car c'est la mesure qui est la plus
reliée à là dose d'absorption par le corps des fumées de soudure. Pour
les fins d'un programme de surveillance médicale, ce type d'échantillon-
nage apparaît souhaitable.
Cependant, d'un point de vue de l'évaluation de l'efficacité du contrôle
des contaminants, l'échantillonnage derrière le masque présente des
inconvénients, l-n effet, lorsqu'on examine les données provenant de la
1itterature'sur la comparaison entre les résultats d'échantillonnage au
collet vs l'intérieur du masque, on réalise que les résultats sont très
variables. Les facteurs de protection varient de -0,5 (2 fois pire der-
rière le masque1) à +10 (10 fois moins pire derrière le masque), bien
que la majorité des facteurs de protection se situent autour de 1,4
il 2, S3.
C'est donc dire que pour une même technique de soudure, même électrode
et dans les mêmes conditions de ventilation, l'exposition de doux soudeurs
. - . . 2 1

- 2 1 -
varicra en fonction'de la façon dont ils courbent la tête au-dessus
Par contre lorsque la cassette est attachée au collet, la variation
des concentrations sera moins sensible car les épaules sont moins
courbées que la tête au-dessus du bain de fusipn.
Donc, lorsqu'on veut évaluer l'efficacité d'un moyen de contrôle,
mieux vaut échantillonner au collet afin de diminuer les facteurs de
variation autres que la ventilation. Par contre pour évaluer le ris-
que à la santé d'un soudeur en particulier, mieux vaut échantillonner
derrière le masque avec comme inconvénient cependant que l'on peut
plus difficilement extrapoler nos résultats aux soudeurs non échantil-
lonnés mais qui travaillent dans des conditions similaires.
Ceci dit, comment installer la cassette lorsqu'on veut échantillonner
derrière le masque?
Il est recommandé de l'attacher au serre-tête du masque anti U.V. (par
une pince de préférence à une broche) et de laisser pendre la cassette
(rattachée au tuyau) le long de la joue en prenant soin de ne pas
l'amener trop près de la bouche au point que la cassette pourrait se
charger d'humidité provenant de l'haleine du soudeur4.
Il est préférable de ne pas accrocher la cassette au masque comme tel,
car de cette façon, lorsque le soudeur relève son masque, le filtre
sort de la zone respiratoire du soudeur.
du bain de fusion, tel qu'illustré ci-dessous.
éloigné du bain de fusion fortement penché au-dessus du bain de fusion.
) •>

Pour diminuer 1 'embarras causé au soudeur par cette procédure, on
pourra remplacer les cassettes standard 57mm par des cassettes
de 25inm (style l;Ag pour la silice) lorsqu'on échantillonne les
fumées totales. La cassette étant moins grosse, elle risque moins
de gêner le soudeur. Cependant, pour échantillons avec FECM, il
n'y. a pas de cassette 25mm disponibles à l'IRSST actuellement.
Cette procédure est de plus assez incommode lorsqu'on échantillonne
un soudeur qui a à enlever et remettre fréquemment son masque au
cours de l'échantillonnage. En fait, il faut à ce moment être cons-
tamment à surveiller ce travailleur pour être prêt à décrocher le
filtre lorsqu'il veut enlever son masque. Dans ces conditions, un
pis aller acceptable serait de placer la cassette au collet mais le
long du cou, de façon à ce qu'elle soit recouverte par le bas du
masque. Il faut cependant surveiller fréquemment ce travailleurs pour
s'assurer que la cassette ne se retrouve pas accidentellement à 1'ex-
rieur du masque.

- 2 . V
IV- TAUX 1)1; GENERATION DES FUMEUS (TCP) ET RATIO POIDS DE FUMEES/POIDS DE METAI DEPOSE (RATIO F/MD~ —
Principes de base gouvernant la génération de fumées de soudure.
Le mécanisme en est un de vaporisation - condensation lequel peut être
augmenté par la capacité oxydante du procédé5. Tous les facteurs qui
vont influencer ces trois mécanismes vont avoir une incidence sur la -
génération de fumées.
Le courant est l'un des facteurs les plus importants affectant la vapo-
risation. Plus il augmente, plus la température augmente et plus la
pression partielle des métaux augmente. La nature du gaz protecteur
peut influencer la capacité oxydante. Plus le gaz protecteur est riche
en oxygène (ou en C0 2), plus l'oxydation favorisera la vaporisation
métallique.
1- Définitions
" fumées_^TGF2
C'est la quantité de fumées émises (lors de la soudure avec une électrode)
par unité de temps.
Ainsi, sous certaines conditions par ex.': la E 7018 va produire 1,6 g/min.
de fumées dans l'air, alors que la E 7024 va en produire. 2,13 g/min. Donc,
la 7024 produit plus de fumées par unite de temps que la 7018 (toutes
autres conditions étant égales).
~ F/MU) .
C'est la proportion de fumées par rapport à la quantité de métal de l'élec-
trode déposé sur la soudure (autrement dit la proportion de l'électrode
qui s'envole en fumées par rapport à la proportion qui va dans le joint de
soudure). Ainsi, plus l'enrobage d'une électrode sera volatil ou plus il
sera épais, plus le ratio F/M!) augmentera.
Dans notre exemple la 7018 a un ratio F/Ml) de 27,91 g/kg (où 2,79 uô du
inétal déposé vont en fumées) alors que la 7024 a un ratio F/MD de
19,28 g/kg (où 1,95 du métal déposé vont en fumées).
i i
. . . 2-1

- 2 4 -
Donc, memo si le TGF de la 7024 est 1,53 fois supérieur à la 7018,
pour un même poids de cordon de soudure, la 7018 produira plus de
fumées dans-l'air que la 7024.
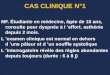
Si l'on compare entre eux les principaux types de soudure en fonction
de leur ratio F/MD, comme dans le graphique ci-dessous, on se rend
compte que, à courant égal ce sont les électrodes à fil solide avec
gaz protecteur (C02 et argon) qui produisent le moins de fumées par
gramme de métal déposé donc qui paraissent les plus "propres".
! /
Fig.1; Comparaison des ratios F/MD pour divers procédés de soudure
00 N ÛÛ £
O N
O •H •M C0 U
100 "2ÏÏÔ -JÔQ 400 ' 500
cou ra nt ( Ampè rcs)
ios F/MD
Les TGF sont utiles lorsqu'on veut calculer les débits nécessaires pour
diluer les fumées de soudure, ou pour calculer la capacité d'un système
de filtration.
Le ratio F/MD est quant à lui utile lorsqu'on veut comparer une électrode
à une autre du point de vue de leur "propreté", si on peut s'exprimer
ainsi. Ceci nous permet de choisir parmi les différentes techniques de
soudure, la plus -propre" en termes de quantités des fumées émises par
poids d'électrode consommé.

- 2 5 -
Ccs deux paramètres sont cependant interreliés et ce qu'il faut viser,
c'est de choisir l'électrode, le procédé ou les paramètres de la tech-
nique qui donnent à la fois le plus bas T(.il: et le plus bas ratio F/MD.
Voici un exemple d'application pratique des TGF:
CEoblème: - Assumant une distribution (diffusion uniforme) de la fumée
dans toute la pièce.
- Aucune ventilation
- Si F.G.R = 0,4 g/min
- Volume de pièce = 283 m* (10,000 pi3)
1- Fn combien de temps allons-nous dépasser la norme de 5 mg/m^
2- Quel volume d'air de dilution est nécessaire pour ne pas
dépasser la norme.
Réponse: 1- 0.,4 g = 400 mg
Conc.= 400 mg/283 m*/min.
= 1,4 mg/m3
1,4 mg/m3 > 1 min .
5 îng/m* ^ x = 3 , 6 min.
2- Il faut un changement d'air à toutes les 3,6 min.
Donc, 283 : 5,b = 7S m V m i n . (2,800 cfm)
2- Varie scion le courant:
TGF = alb
où: b = 2 (en moyenne, mais peut jouer entre 1,17 et 5)1
Les électrodes qui consomment plus de courant (comme les électrodes avec
gaz protecteurs) produiront' plus de fumées. Une même électrode utilise un
courant plus élevé si son diamètre est plus grand, donc produit plus de
fumées.
2t)

- 4 2 7 -
•>~ Varie scion le type d'électrodes dans un même groupe et même diamètre
Ainsi, les électrodes enrobées utilisant un courant semblable n'émettent
pas tous la même quantité de fumées. Dans le tableau IV-1 on remarque
que la 116010 a un TGF de 0,66 g/inin à 170 A, alors que la 137018 a un TGF
de 0,28 g/min (2 fois moinsj à 160 A. Cela dépend vraisemblablement de la
composition des flux.
TABLEAU IV-1
Fume I-lerrrc ». !c Current. £oner;irion
classification A nite. i»/rnin. [•6010 MO 0.32 EiSOlO 170 0.66 F70I8 160 0.28 K7(HS 220 0.65 1:7024 ! S0 0.29
230 0.47
"•Si-^'M nt
fume/wgt. of cpt'siKd metal
*/ke
19 24 8 18 S 8
Une liste plus complète des TGF est présentée en annexe (table 2.2) et
couvre une grande partie des électrodes les plus utilisées en région.
On note que, à courant égalées électrodes "Stainless" dégagent moins de
fumées que les autres en général. Qui plus est, pour une même électrode,
le poids et la concentration varient selon le manufacturier et en consé-
quence le TGF variera aussi. On en a un exemple dans le tableau IV-2 à la
page suivante.
) •>

- 2 7 -
TABLIiAU IV-2
TGF Pli LA 1:6010 (5/32) .
Funic generation rate Measured Normalircd
Wgt. of fume/ wgi. of
electrode used
Electrode Code .ivg ave ?/min g/min/I 2x10 -5 x 100
£6010 11' ; 51 1-15 1.08 4.82 . 3.74 l-ôCI 0 IP I ISO 1.07 4.77 3.65 LiûOl'O IP I 31 150 1.09 5.13 3.70 i-:6010 IP 1 30 150 i.os 4.82 3.51
Avr. 1.08 4.89 Avg 3.65 Si) >0.01 0.17 SO 0.10
FIGOIO ip 2 :s 150 0.59 2.62 2.13 F.60I0 IP 2 2? 143 0.58 2.63 . 2.19 1:6010 IP i 29 ISO 0.57 2.47 2.13 ECO 0 IP 2 28 150 O.SS 2.59 2.23
A-.- 0.58 2.58 Avg 2.19 r-0.01 0.07 SD 0.04
£6010 IP i ; 27 160 1.19 4.97 3.65 1:6010 IP 11 2.9 155 1.20 4.70 3.68 E6010 IP i i :s IS 5 1.20 4.68 3.67 1:6010 IP u 28 160 1.20 4.99 5,79
Av,-. 1.20 4.84 Avg 3.70 >0.01 0.17 SD 0.06
F.6010 i :7 i <J 5 0.4 5 2.15 • 1.60 1:6010- i 27 i'i5 • 0.4 6 2.20 1.64 1:6010 i 26 jrt 5 0.43 2.06 1.46-i-6010 1 26 i -15 0*4 2.09 1.54 R6010 1 26 145 O.i'i 2.09 1.43
A • 0.4 5 2.1 : Avg 1.5-1 } i' 0.01 0.00 SD 0.08
1:601 0 IP : • i 50 o.s? 3.69 2.74 IÎ60:o IP 1 i r.vo i 50 0.S.Î 3.69 2.70 1-6010 IP 11 23.0 150 M i 3.69 2.6S
A v" 0.83 , 3.69 Avg 2.71 >0.01 ' >0.01 SI) 0.03
E l e c t r o d e we ight : Co i te 1 e lee t rodc : C o d e 2 e l r c t r o d e : C o d e 11 c lec t rode :
l l t .n2 g/in (2.82 fjin.) 1 0 8 . 2 7 t J m ( 2 . 7 5 p / i n . ) I M . 5 7 p / m ( 2 . 9 1 p / i n . )
M e t a l depos i t ion rate d c i r r t n i n e d for on ly J te<t per e l r c t r o d e .
S I ) : f t an i i a rd d e v i a t i o n (si f .ma)
On remarque que le TGF pour la 1:6010 (1) à 150 A, 30 V est de 1 t0S g/inin
et pour la F6010 (2) à 150 A, 29 V, il est de 0,58 g/min (soit près de
deux fois moins). Or, la libOK) (lj a une densité de 111,02 g/m et la
1:6010 (2) a une densité de 108,27 g/m.
.30

- 2 8 -
4- Varie selon le voltage et lu longueur Je l'arc.
Ces deux paramètres sont relies. Plus l'électrode est éloignée de l'arc,
plus le voltage augmente. Plus la longueur de l'arc est courte, plus le
temps de transport du métal d'apport au joint de soudure sera court et
moins la vaporisation des goutelettes de métal en fusion dans l'arc sera
augmenté.
Concernant les TGF, on note que, pour une même électrode à un même courant,
plus le voltage est élevé, plus le TGF sera important. On en a une illus-
tration dans le tableau ci-dessous.
Fig.2:TGF POUR LA E6010 ET LA E70T-1 EN FONCTION DU VOLTAGE A DIFFÉRENTS COURANTS
2.50 O £6010 O E70T-1 ° E70T-Î
2.00
1 . 5 0 - ,
1.G0 «
E6G10 ( îfjiîî
0.50 —
0.00 20 25 . J0
VoU.vj»:. V 35 40

La vitesse <Ju travail de soudure affecte peu le TGF. Si on double la
vitesse, le TGF n'augmente que de 5 '0s.
Que conclure de tout ceci?
Le TGF varie en fonction de plusieurs paramètres:
- le courant (I2 en moyenne)
- la composition de 1'electrode
- la "recette" propre au manufacturier
- le poids et le diamètre de 1 'électrode
- le voltage (longueur d'arc)
En pratique il est très difficile d'obtenir une valeur très précise
pour le TGF, tellement les facteurs de variation sont nombreux. Il est
cependant possible de dégager certaines conclusions générales:
- Dans les conditions "normales" d'utilisation (voltage et ampérage
recommandé par le manufacturier) , à diamètre égal :
. les électrodes enrobées et surtout les électrodes à fil fourré
dégagent plus de fumées que les électrodes à fil solide.
. les électrodes pour soudure sur des alliages à haute teneur (ex:
stainless) dégagent moins de fumées que les électrodes pour acier
doux.
. pour une même électrode plus son diamètre augmente, plus le TGF
augmente.
. plus le courant augmente, pour une même électrode, plus le TGF
augmente (cf. fig.l, en annexe II, pour obtenir des équations
prédictives pour certaines électrodes les plus utilisées).
. plus le voltage augmente, pour une même électrode, plus le TGF
augmente.

- LA COMPOSITION DCS HLI-CTRODl-S
Pour analyser de façon complète les divers contaminants contenus dans les
electrodes, il faut être en mesure d'analyser non seulement les fumées
métalliques mais aussi les contaminants non métalliques provenant de l'en-
robage (flux).
Le rôle des "flux" (fondant) est plutôt complexe. Pour synthétiser brièvement
l'information à ce sujet, disons que historiquement le flux avait pour but de
protéger la soudure contre l'oxydation par P a i r (ce qui affaiblit une soudu-
re). Avec la venue de la soudure électrique, on a ajouté au flux des éléments
qui contribuent à stabiliser l'arc électrique (et ce notamment pour les élec-
trodes fonctionnant sur-AC). Peu à peu on a ajouté d'autres éléments permettant
des soudures en position, des soudures plus ou moins pénétrantes, des soudures
sur des aciers plus pu moins alliés, etc, etc.
A titre indicatif, dans le tableau suivant on a la composition de-l'enrobage
de quatre électrodes ainsi que les différentes fonctions jouées par chaque
constituant-.
TABl.F.AU V-l.l E l c c t r o d 6 £ 6 0 1 0 £ 6 0 1 1 E 6 0 1 3 E 7 0 I 8 E 7 0 2 4
Type ot C o i l i n g ^ ^ T i tan i i ) f o n
losic tosic P o t a s - P o w d e r i ron S o d i u m P o t a s - s i u m i ron Powder
s i u m O i i d e
W e l d i n g Current ^ ~ a c o r d c a c Q r a c o r d c
dcrp dcrp
Const i tuent Funct ion Pr imary S e c o n d a r y C h e m i c a l C o m p o s i t i o n ( % )
A lumina Slag Former _ 2.7 _ Asbes ios Stag Former Ext rus ion to.s Calc ium Carbonate C a C O i Shielding Gas Fluxing Agen l 6 . 5 2 . 7 3 6 . 4 Cellulose C j H 1 0 0 5 Shielding Gas 2 1 . 0 16.0 12.0 1 . 0 Clay Extrusion Slag Former _ 3 . 3 Oolomi ie Shielding Gas Fluxing Agen l _ Feldspar Slag Former Arc Stabiliser 1 4 . 3 8.2 Fer romanganese Alloying Ocoxid i ter . 5 . 3 5 . 3 5 . 6 4 . 6 5 . 4
. Fer rosi i icon Deoxidi /er _ F . 6 4 . 4 Glycer in Extrusion
I ron Oxide Slag Former _ I ron Powder Oeposit ion Coniac i
Rale Weld ing — 2 7 . 4 3 9 . 0 M a n g a n e s e Oioxide S l a g F o r m e r Al loying _ 6 . 9 Mica Extrusion Arc Stabiliser 6 . 6 Potass ium
Silicate K j S i O j Arc S t a b l e r Binder _ 1 8 . 6 1 6 . 6 7 . 0 P o t a s s i u m
1 8 . 6 1 6 . 6 7 . 0
ïïlanale K j f i O j Arc S t a b l e r S'a g Former 1 8 . 9 1 2 . 3 Silica S lag Former _ 1.6 2 . 7 S o d i u m Silicate N a S i O j Binder Fluxing Agent 5 2 7 3 6 . 8 , _ 7 . 0 Talc Extrusion Binder 8 . 3 7.7 l i t a n i w n 0»onde l iO» Slag Former Arc Stabilizer 1 0 . 5 _ 1 0 . 3 3 . 6 2 2 . 0 Zircon Slag f o m i e r Arc Stabilizer _ _ 1 3 . 8 2.7 l i r c o m a Slag Former Arc Stabilizer — 6 6

-Si-
ll est bon de savoir que la majorité (sinon la totalité) des fumées de
soudure proviennent de l'électrode et non de la pièce soudée et ce pour
la plupart des types de soudure1.
Ceci dit, il est évident que l'analyse des constituants des fumées d'é-
lectrodes sans flux (fil solide) sera beaucoup plus simple. Ainsi, par
absorption atomique, on devrait être capable de retrouver 90 à 100 %
des fumées totales en dosant les différents composés métalliques de
1'électrode.
Pour les électrodes avec flux (enrobées et à fil fourré), les fumées
métalliques ne constituent que de 30 à 60 % des .particules totales émi-
ses. Des analyses autres que l'absorption atomique doivent être, faites
pour doser la présence de contaminants possible comme les fluorures, la
silice, la chaux, le potassium, l'alumine, le monoxyde de carbone, etc.
Parmi les électrodes enrobées ce sont la E7018 et la E7024, à enrobage
plus épais, qui ont la plus grande proportion de leurs fumées provenant
de l'enrobage. Parmi les éléments à surveiller dans certaines électrodes,
mentionnons le CO, la chaux et les fluorures.
Le C0 sera présent surtout lorsqu'on a des enrobages de cellulose ou
autres produits organiques. Ceci peut se produire particulièrement avec
la E6010, 6011 et 6013. La réaction est la suivante:
2 C II 0 + 0 2 > 12 C0T + 10 H 6 1 u S 4 2
La chaux est un problème avec les électrodes pour une soudure à basse
teneur en hydrogène, lesquelles contiennent du carbonate de calcium
comme la E7016, 7018. La réaction est la suivante:
Ca C03 + chaleur » CaO + CO,?
Les fluorures sont également présents dans certaines électrodes. Leur
rôle exact ne nous est pas connu à ce jour. On en retrouve en quantité
importantes dans la E7018. A noter cependant que cela dépend du manufac-
turier. Ainsi la E7018 fabriquée par Arcweld (vendue par Canox) ne semble
pas en contenir.
32

Certaines électrodes à fil fourré peuvent également en contenir. On
trouvera dans le tableau ci-dessous la répartition des fluorures (so-
lubles, insolubles) pour la E7018 et la E70T-1.
TABLEAU V-1,2
Fluorids conicni of funics, wgi. le Electrode To ta] Water-soluble Wnier-insoluhlc* H70IR 22.1 . 5 .9 16.2 •E70T-I 0 .23 0 .16 0.07
'Obiaincd by suhinidinn.
Il s'agit ici de moyennes de plusieurs manufacturiers et les valeurs peuvent
varier considérablement pour la même électrode. Ainsi, parmi la E70T-1, il
y a eu 4 électrodes avec une proportion de fluorures inférieure à 0,5 % et 2
électrodes avec des proportions de 6 et 8 %. Ceci s'applique d'ailleurs à
l'ensemble des autres contaminants provenant des "fluxes". A titre d'exemple,
on trouvera à l'annexe V l'analyse des composés de la 6010 et de la 6013 telles
que produites par différents manufacturiers4'
8.
Pour ce qui est de la silice, elle est présente en des proportions non négli-
geables (de 2 à 30 % des fumées totales) dans les électrodes avec flux.
Cependant, il ne s'agit pas d'une forme cristalline mais plutôt de formes
complexées avec le sodium et le potassium.
En ce qui concerne les oxydes métalliques, il est bon de rappeler que l'ana-
lyse par absorption atomique ne nous renseigne pas sur le type d'oxydes que
l'on retrouve. Quelques études par diffraction des rayons Xu ont permis de
constater que très souvent les métaux se combinaient pour former des oxydes
mixtes (par ex.: (Fe, Mn)3 0 ) dont on ne connaît guère les propriétés toxi-
cologiques. Ceci est particulièrement vrai pour les fumées ferreuses qui ont
tendance à se cristalliser en refroidissant, contrairement aux fumées ferro-
silicieuses qui elles ne se cristallisent pas mais forment des sphères de
magnétites enrobées de silice amorphe.

VI- l:TUDE PES TGF ET DE LA COMPOSITION DES DIFFERENTS TYPES D ' f-LECTRODES
A- Electrodes enrobées (dc flux)
• tableau 2_en_annexe tlj.
Les ratios F/MD sont plus élevés à courant égal pour la E6010 et les
électrodes à base de cellulose en général, que pour les autres types
d'électrodes. Viennent ensuite les électrodes à enrobage à basse te-
neur en hydrogène (ex.: 7018) et finalement celles à enrobage à base
de rutile et rutile-fer5. On s'en convaincra en examinant le graphi-
que suivant :
Fig. 3: Comparaison des ratios F/MD pour quelques électrodes enrobées.
30
1 20
u. o
•H
tf
" 10
0 2. Composition
Une bonne partie du contenu total de ces fumées (de 30 à 50 %) provient
de l'enrobage. Ceci est particulièrement vrai de la 7018 et 7024 qui
ont un enrobage plus épais que la 6010 et la 6013.
Il est assez difficile de détailler de façon précise le contenu des
fumées dû à l'enrobage. Cela varie d'ailleurs beaucoup d'une électrode
à l'autre, comme en fait foi le tableau VI-1.
i . r T • , t
Toô ' 150 1
200 1
5sÔ courant (Ampères)

- 34 -
TABLEAU V I - 1
Composition of fumes produced by typical Scandinavian covered electrodes (Ref. 220)
Compos i t ion , weight % \ 1 • • • • • •••
C o m p o u n d Electrode I Electrode 2 Elec t rode 3 E lec t rode 4
S i 0 2 7.0 9.5 10.0 3 0 . 5
25.5 21.5 36.5 4 3 . 5
A! . O ; IÏ.S 0.2 - 0.1
TiOn .1.1 0.2 0 .5
ZrO<> 0 .6 —
MnO 4.7 7.2 S.2 9 .8 ZnO 0.04 0 .07 0 . 0 9 0 . 0 2 CaO 15.9 5.3 0 .4 < 0 . 1
MgO 0.1 0.1 1.0 0.1
k 2 o 24.4 17.6 17.6 7 .2
N a 2 0 2.4 17.2 M.O 5.4
Cu 0 .03 0 .07 0 . 0 3 0 . 0 6
Pb 0 .02 0 .02 0 .04 0 . 0 5
Cr 0.01 0 .04 0 .01 0 .04
Fe 19.8 15.7 17.1 . . .
On note que l'oxyde de. fer (Fe 20 3 ) ne représente que 43 % au maximum de
la fumée totale (moyenne de.32 %) pour les électrodes enrobées. On note
par ailleurs que des composés comme la silice (Si 0 2 ) peuvent représenter
jusqu'à 3 0 % du poids total, la chaux (CaO) peut représenter jusqu'à 16 %
du poids total, l'oxyde de potassium (K 20) peut représenter jusqu'à 24 % ,
etc. On note par ailleurs que le fer élémental (sous forme non oxydée)
représente 17 % en moyenne du poids total pour 3 types d'électrodes. C'est
donc dire qu'il serait hasardeux de convertir automatiquement tout le
poids de fer trouvé par absorption atomique en oxyde de fer (lorsqu'on
veut appliquer la norme sur l'oxyde de fer).
Il est par ailleurs important de savoir que les constituants de l'enro-
bage ne se retrouvent pas nécessairement dans l'air dans les mêmes pro-
portions qu'on les retrouve dans l'enrobage.

-35-
A titre indicatif, voici la composition de l'enrobage de trois
électrodes (à noter que la E7018 a une composition similaire à
la E7016, excepté qu'elle contient de la poudre de fer en plus).
TABLEAU V I - 2
Composition of coverings on representative carbon steel electrodes (Refs. 2.18, 2.19)
Covering composi t ion , weight %
Consti tuent E60I0 E60I3 E70I6
S i 0 2 32.0 25.9 16.0 T i 0 2 + Z r 0 2 18.0 30.6 6.5
A L 2 ° 3 2.0 5.9 1.0
C a F 2 - - - — 27.0 CaO t . 6 ... MGO 6 .0 2.6 . . . NA20 8.0 l . l 1.4 K 2 O - - - 6.7 1.0 co2 . . . 1.7 ... Organ les 30.0 17.7 Fe 2.0 2.1 Mn 7.0 4.8 2.5 C a C 0 3 . . . 38.0
Remarquez l'importance des fluorures (Ca F 2 ) et des carbonates (CaC0 3)
pour la E7016 (et E7018).
On trouvera en annexe I I I , table 5 , une liste des principaux consti-
tuants des électrodes enrobées, tel que détectés par absorption atomi-
que
ElÊÇÏI9dÇS_enrobées_gour a c i e r i n o x ^ d a b l e
Bien que les TGF pour ces électrodes soient plus faibles, les normes
pour les chromâtes (surtout les insolubles) hexavalents étant très
sévères, on considère6 que 90 % des soudeurs utilisant régulièrement
ces électrodes sont exposés au-dessus des normes légales sans venti-
lation adéquate.
.55

-36-
Electrodes à fil fourré (flux cored) avec ou sans gaz protecteur.
. Ï2ïï_ëS_S§DÉE5£i25_ëǧ_fy!D§®Ë_(cf, table_3_en annexe II)
Le contenu en fluorures dans le flux a une importance puisque plus
il y a des fluorures, plus la quantité de fumées générées est im-
portante. De même, les électrodes sans gaz protecteurs (E70T-4 et
E70T-5) produisent plus de fumées, comme en témoigne le graphique
suivant:
Fig.4:Comparaison des ratios F/MD pour des électrodes à fil fourré.
30
u.
o
20
2 IO
E70T-4
E70T-1
2 0 0 3 0 0 4 0 0
courant (Ampères)
500
La E70T-4 s'utilise sans gaz protecteur et montre des ratios F/MD
très élevés.
De même la composition du gaz protecteur a de l'importance car plus
la proportion de C0 2 augmente, plus la quantité.de fumées émises est
importante, comme en témoigne le tableau VI-3.
r.
. . .37

TABLEAU V I - 3
Comparison of average fume generation characteristics of 2 A m m ( 3 / 3 2 in.) diameter E70T-1 flux cored electrodes
as a function of shielding gas
HIcctrode number
Shielding gas1 Current, A
Fume generation
raic, g/min.
Weight of fumeV weight of
deposited metal , fi/kfi
E70T-1 (40 ) " c o 2 475 1.35 10.40
E70T-1 (40) Ar-25 C 0 2 465 1.01 7.78
E70T-1 (42) C 0 7 440 2.27 17.51
E70T-1 (4 2) Ar-25 CO n 44 5 1.93 14.91
1. Ar-25 CO-» is a convention mcd IO designate a pas mixture of 25% CO,. 75% Ar. 2. The number in parentheses after the AWS clectrode classification is a code number identi-
fying the specific proprietary clectrode.
Compos it i o n d e s ftunées
L e s v a r i a t i o n s d a n s la c o m p o s i t i o n d e s f u m é e s s o n t a v a n t t o u t d é p e n d a n t e s
d e la c o m p o s i t i o n du f l u x .
La c o m p o s i t i o n t y p i q u e d e s p r i n c i p a l e s é l e c t r o d e s u t i l i s é e s e s t p r é s e n t é e
d a n s les t a b l e a u x s u i v a n t s :
T A B L E A U V I - 4
Typical f lux compositions of the three carbon dioxide C r o L ) shielded f lux cored electrode types, percent (Ref. 2 .17 )
Composition, weight percent
Compound or element
Type 1 Tit a nia type (non-basic)
flux
Type
Liine-titania type (basic or neutral)
flux
Type 3 Lime type
(basic) flux
S i 0 2
A1 2Ot TiOi
ZiO,
CaO
Na20
K 2 o
CO2 (as carbonate)
C
Fe
Mn
Car . ,
21.0 2.1
40.5
U 7
1.6
1.4
0.5
0.6
20.1
15.8
AWS i hissifif.tlion fTTuT-1 or ]
17.8
4.3
9.8 f-.?
/
1.9
1.5
0.3
24.7
13.0
18.0
I-70T-1
7.5
0.5
^ >
0.5
2.5
1.1
55.0
7.2
20.5
1.70 M or .38

-439-
TABLEAU VI-5
Typical f lux compositions of the four types of self-shielded f lux cored electrodes, percent (Ref. 2 . 1 7 } * * ^ T )
Composition, weight percent T y p e l Ty pe 2 Type 3 Type 4
Compound or element
Fluorspar-a luminum .
f lux
Fluorspar-titania flux
Fluorspar-lime-titania
flux
Fluorsnar-lirne flux
S iO z 0.5 3.6 4;2 6 .9
Al 15.4 1.9 1.4 —
A I 2 O 3
T Ï 0 2 20.6 14.7
0.6.
1.2
o o 4.0 3.2
MSO \Z.i> 5 \ »
K 2 O OA 0.6 - - -
0.2 0.1 . . . 0.6
C 1.2 0.6 0.6 0 .3
C 0 2 (as carbonate) 0.4 0.6 2.1 1.3
Fe 4 .0 50.0 50.5 58:0
Mn 3 .0 4.5 2.0 7.9
-Ni 2.4
C a F 7 63.5 22.0 15.3 22.0
AWS classification E70T-4 E60T-7 E60T-S
E70T-3 E70T-6 E70T-5
On y remarque que la plupart des enrobages contiennent d'importantes
quantités de fluorure.Ceci est particulièrement vrai pour les électro-
des sans gaz protecteur (où on peut retrouver jusqu'à 63 % de fluorures).
La E70T-1 en contiendrait moins cependant (surtout celle riche en tita-
ne). D'autre part, les fils fourrés avec gaz protecteurs sont 3 fois
plus riches en silice et 2 fois plus riches en manganèse que ceux sans
gaz protecteurs. Ces derniers sont cependant plus riches en fer.
Si maintenant on examine le contenu des fumées comme telles (qui diffè-
rent en proportion du contenu de l'enrobage). On a dans le tableau VI-6,
l'étendue des concentrations pour les principaux éléments décelés par
spectroscopic optique.
.55

-39-
TABLEAU VI-6
Optical emission spectroscopic analysis of fumes produced by E70T-1. E70T-4. and E70T-5 flux cored electrodes
Composit ion, weight %
fOxit le) ' H70T-I f 4 2 > 2 E7 UT-4 ( - 9 ) 2 E 7 0 T - 5 ( $ 0 ) 2
l-'t: JO-HJ 442.9-57.2) 13-25 l2 l .4 -35 .o ï 1-Ï2.9-57 2)
Si <sio2) 2-3 (3 .1-4.6) 0 . ) (0.2) 2-3 (3 .1 -4 .6 )
K <K 2 O) 1.0 ( 1 - 2 ) 2.0 (2 .4) 4-6 (4 .S-7 .2)
Na < N a 2 0 ) 4 6 (5 .4-3 .1) 0.1 (0.1) 1.0 (1 -4 )
Mn ( M n Q 2 ) 4-6 (6 .3-9 .5) 2-3 (3.2-*. 7) 4 -6 (6 .3 -9 .5 )
Ca (CaO) 0.1 (0 .1 ) 15-25 (21-3$) 8 -12 (11 .2 -16 .8 )
Zn ( Z n O ) 0.) (0 .1 ) 0.1 (0.1) 0.1 (0 .1) '
Ti ( T i 0 2 ) 0 .5 (0 .8 ) 0.01 (0.02) 0 .2 (0 .3 )
Al ( A I 2 O 3 ) 0.4 (0 .8 ) 7-10 (13.2-18.9) 1-2 (1 .9 -3 .8 )
(MgO) 0.02 ( 0 . 0 3 ) 7-10 (11.6-16.6) 0 . 2 ( 0 . 3 )
t . A s s u m e ^ ( h a t e l e m e n t s a r e c o m p l e t e l y c o n v e r t e d l o o x i d e s .
2 . I "he n u : r . b e e i n p a r e n t h e s e s f o l l o w i n g t h e e l e c t r o d e d e s i g n a t i o n i s t h e c o d e n u m b e r i d e n t i f y i n g t h e s p e c i f i c e l e c t r o d e .
Une liste des éléments trouvés par absorption atomique pour des
électrodes du même type se trouve au tableau 6 de l'annexe III.
Un examen de ces deux tables montre que les quantités de fer trouvées
sont un peu plus importantes qu'avec les électrodes enrobées. Les
taux de silice sont par contre plus faibles. Le manganèse s'y trouve
à des proportions comparables.
Concernant les fluorures, une ambiguïté subsiste. Certaines études
ont trouvé 7 % et plus de fluor dans la E70T-1, mais la majorité en
ont peu mesuré. Il semble que la composition de l'électrode varie
d'un manufacturier à l'autre e t , selon que l'électrode est plus ou
moins basique, on retrouvera plus ou moins dc fluorures.
Dépendance des gaz protecteurs
Une des différences les plus notables dans la composition des fumées
entre la soudure à l'argon et celle à C0 2 c'est la présence importante
.55

-io-
de silice dans les fumées de soudure au C0 2 comparativement à
celles de soudure à l'argon. Ceci est dû à la capacité oxydante
plus grande du C 0 25. On peut voir dans le tableau ci-dessous,,
l'influence du % de C0 2 sur le % de silice.
T.. .^••ïi.-.y o f .
Pur-. -.ut. Ar - Ar- Af-
A Af 0, CO: ,'i.O 2 5 14 ?5 <00 • 1 ? • 14 i ; 27 '•J }0 14 -
C- Electrodes à fil nu avec gaz protecteur
T i î ï ï - ë Ë - S f n É E ê ^ 0 1 1 ^es fumées
L'influence du courant sur ce type d'électrodes est assez remarquable.
En effet, les TGF n'augmentent pas proportionnellement au courant mais
suivent une courbe hyperbolique. Le courant optimal (là où les TGF sont
les plus bas) se situe autout de 250 A . Plus on s'en éloigne (intérieu-
rement ou supérieurement), plus les TGF augmentent, tel qu'illustré sur
le graphique ci-dessous.
Fig.5a:Comparaison des ratios F/MD pour soudure à l'argon avec fil nu (argon-2 % 0 2 )
courant (Ampères)
L'influence du voltage est egalement très sensible pour ce type
de soudure comparé aux autres types. En e f f e t , une variation de
voltage de 1 à 5 % peut entraîner un changement de l'ordre de 20 °ô
.41

-41-
dans le T G F , ce qui est loin d'etre aussi marque pour les autres
types d e soudure (électrodes enrobées, fil fourré, etc.). Les va-
leurs optimales pour le ratio F/MD sont de 28 V et 250 A.
.En comparaison avec les électrodes enrobées et les électrodes à
fil fourré, ces électrodes produisent cependant peu de fumées.
Les facteurs qui influencent le plus le TGF (en plus du courant)
sont: . - la quantité d'électrodes utilisées
- la composition du gaz protecteur
- les caractéristiques du transfert du métal
d'apport au métal soudé.
On trouvera au tableau 4 en annexe II, la table indiquant les TGF
pour les différentes électrodes de cette catégorie. On remarquera
que lorsque le transfert du métal d'apport est fait par court-
circuitage, le TGF est environ deux fois moindre que les autres
procédés pour les électrodes d'acier (E70S-3 et E70S-5).
Pour ce qui est de l'influence du gaz protecteur, on réalise en
examinant les TGF normalisés* dans le tableau ci-dessous que plus
la proportion de C0 2 augmente, plus le TGF normalisé augmente:
TABLEAU V I - 7
,V.3 •j>Uf.îd :NJJ n o r s n n l u f t ' J {Réf . 2 . 1 ) fuiii:? ( t t f ivsra i ion rur.-ïs for fc?CS'
Metal t ransfer
Fume cent-ration rate g/rnin Metal
t ransfer Shielding gas
E 7 0 S - 3 ( 5 4 ) - E 7 0 S - 3 ( 5 7 ) 2 E 7 0 S - 3 ( 5 8 ) 2
m o d e Shielding
gas Measured N o r m a l i z e d 1 M cas u red Normat i /cd Measured Normal ized
Spray AR-2 0 2 0.4 1 0 .35 0 .46 0 .36 0.4 5 0 . 3 5
Spray AR-9 CO 2 0.41 0 . 5 8 0 .44 0 . 6 2 0 . 4 9 0 .61
Globular CO-, 0.51 0 .29 0 .46 0 . 2 8 0 . 4 5 0 . 2 7
Short circuit Ar-25 C 0 2 0 .20 0 .33 0 .25 0 .3S 0 .24 0 .3S
i. Funu- { ciirulmn rate* rtpiinuli/t'd 10 a current of 250 A.
* TGF normalisé: TGF ramené à un courant commun de référence par
une équation mathématique: TGF = TGF/al^ où "a" varie d'une élec-
trode à l'autre et "b"= 2. Ceci permet de comparer les résultats
de TGF à différents courants pour une même éiectrode.
.55

-42-
Dans cette catégorie d'électrodes comme dans les autres, les
électrodes pour soudure stainless ou alliages riches en métaux,
. génèrent moins de fumées que les électrodes à acier doux. Cepen-
dant pour les électrodes à aluminium, on note que la ER .4043
produit peu de fumées mais la ER 5356 en produit beaucoup plus.
2. Comgositiondes électrodes
Comme il n'y a pas d'enrobage sur ces. électrodes, le contenu des
fumées est directement relié à la composition de l'électrode.
Aussi, ne faudra-t'il pas s'étonner de retrouver de très fortes
proportions en fer, comme en témoigne le tableau VI-8.
TABLEAU VI-8
Fume composition, weight percem Electrode no. Fe (FcgQ3> Mn (MnO. ) Si (SiO?) Cu E70S-3(54) 63.7 (91.1) 5.3 (8.4) 0.05 (0.1) 0.11 E70S-3(57) 65.7 (93.9) 3.8 (6.0) 0 .79 (1.2) 0 .60 E70S-3 (58 62.5 (89.4) 8.5 (13.4) 0 .53 (0.3) 1.00
Il est à noter que la E70S-3 (58) était recouverte d'un mince film
de cuivre. Des recherches ont démontré que la norme pour les fumées
de cuivre ne sera pas excédée pour les électrodes enrobées de cui-
vre si la norme pour le fer n'est pas excédée.
D- Baguettes pour TIG (soudure à l'arc avec électrode au tungsten)
Les TGF pour tous les courants entre 50 et 450 A sont voisins de
z é r o5. Cependant, en ajoutant un peu d'oxygène à l'argon, on notait
1'apparition de fumées de soudure à cause d'une vaporisation métal-
lique favorisée par l'oxydation.
E- Electrodes pour soudure à l'oxy-gaz (soudure à l'argent),
a) Brasage à l'argent
Une comparaison a été faite par 1'AWS entre les fumées produites par
les baguettes riches en cadmium de type BAg-1 (contenant environ 25 %
de Cd) et les baguettes pauvres en cadmium (contenant 7 % de Cd).
.55

-43-
Le flux utilisé était le AWS 3A, riche en fluorures ou un gaz
protecteur (C0 2).
1. TGF
Il y a eu des problèmes méthodologiques, présumément à cause
des très faibles quantités des fumées générées. Cependant, il
apparaît évident que dès qu'on atteint des températures de
1500°F (816°C), la quantité de fumées augmente considérablement,
comme en fait foi le graphique suivant:
1 —
/ Filler Fume Ingot loss metal wgl wgL
Low Cd — X — 1
T~
/ / G
/ /
!/ A
-/ / / /
S t
' / j y / f •
Y / X
— • — / /
/ /
•
/ /
1200 1300 1400 1500
Temperature. * F
Kit».5b: — Braz ing fume genera t ion and metal losses bv f lux covered f i l l e r meta l
. . .37

- 44 -
On peut constater également â l'examen du graphique que la quantité
de fumées générées par les baguettes pauvres en cadmium, est moin-
dre (près de 30 % de moins) que celles riches en cadmium. Dans les
deux cas cependant, la majorité des fumées produites provenaient du
flux.
Concernant l'effet d'utiliser un gaz protecteur (C0 2) plutôt qu'un
flux, les résultats obtenus ne correspondent pas à ceux attendus et
les chercheurs pensent que les expériences devraient être refaites.
2. Composition des fumées
La composition des baguettes est la suivante:
- BAg-1: 15 % Cuivre, 16 % Zinc, 25 % Cadmium, 44 % Argent.
- Pauvre en Cd: 22 % Cuivre, 20 % Zinc, 7 % Cadmium, 1 % Etain,
50 % Argent,
Les fumées produites sont attribuables surtout au flux et à des
éléments inconnus. Les tableaux ci"dessous nous donnent une idée
de la répartition en % des principaux contaminants identifiés en
fonction de la température de fusion.
TABLEAU VI-9 Composit ion o f fumes f rom f lux covered filler metals covered w i th AWS Type 3A f lux
1200° F (649* C) 1250" F (677* C)
BAg-1 filler metal Low c a d m i u m filler metal
F u m e • Element % as F u m e Element % as Element wgt . , g wgt. . g c lement ' wgt . , g wgt . , g element
Cadmium 0 . 0 8 2 1 - . . 0 . 0 0 0 3 2 0 0.39 0 . 1 0 3 5 0 . 0 0 0 1 1 0 0.11 Copper 0 . 0 8 2 1 O.OOOOOS 0.01 0 . 1 0 3 5 0 . 0 0 0 0 1 0 0.01 Zinc 0 .0821 0 . 0 0 0 0 2 3 0.03 0 . 1 0 3 5 0 . 0 0 0 0 2 0 0.02 Fluorine-total 0 . 0 4 5 3 0 . 0 0 0 4 2 0 0 .93 O.OISfi .0.0008.70 4 .39 Fluorine-soluble 0 . 0 4 5 3 0 .0001 2 0 Q.2Ù (TÔT98 0 . 0 0 0 1 50 0 .76
1350° F ( 7 3 2 s C)
Cadmium 0 . 0 8 0 2 0 . 0 0 0 3 9 0 0.49 0 . 0 3 3 2 0 . 0 0 0 2 4 0 0 .72 Copper 0 . 0 8 0 2 0 . 0 0 0 0 0 8 0.01 0 . 0 3 3 2 0 . 0 0 0 0 1 0 0 .03 Zinc 0 . 0 8 0 2 0 : 000019 0.02 0 . 0 3 3 2 0 . 0 0 0 0 5 0 0 .15 Fluorine-total 0 . 0 6 4 5 — • • 0 . 0 3 6 5 0 . 0 0 1 8 0 0 4 .93 Fluorine-soluble 0 . 0 6 4 5 0 . 0 0 0 3 3 0 0.51 0 . 0 3 6 5 0 . 0 0 0 2 5 0 0 .69
1500° F ( 8 1 6 ° C)
Cadmium 0 . 2 8 0 9 0 . 0 0 7 5 0 0 2.67 0 . 1 2 6 9 0 . 0 0 2 1 0 0 1.65 Copper 0 . 2 8 0 9 0 . 0 0 0 0 1 ! 0 . 0 1 0 . 1 2 6 9 0 . 0 0 0 0 1 0 0 . 0 1 Zinc 0 . 2 8 0 9 0 . 0 0 5 4 5 0 1.94 0 . 1 2 6 9 0 . 0 0 5 2 0 0 4 . 1 0 Fluorine-total 0 . 0 8 3 1 0 . 0 0 6 4 0 0 7.70 0 . 0 6 8 7 0 . 0 1 2 1 0 0 17.61 Fluorine-soluble 0 . 0 8 3 1 0 . 0 0 3 2 0 0 3.85 0 . 0 6 8 7 O.OO6SOO 9 .90
•Sample destroyed dur ing analysis procedure.
Notes:
1. Copper in hbnk f i l ler shows 0.000007 £ equivalent lu 0.01 pcrccnl in the table. T l . uv cupper mus! he a! ;t very low level in the fn 2. Ci idinium ;»nd zine arc found in the blank f i l ler at a slightly lower level t h j n copper.

-45-
L'examen du tableau VI-8 nous démontre que le % de cadmium est en
moyenne 1,5 fois plus élevée dans le cas des baguettes BAg-1 vs les
baguettes pauvres en cadmium, si on considère l'ensemble des tempé-
ratures. Les quantités de cuivre sont presque à l'état de traces
pour les 3 températures. Les quantités de zinc sont comparables pour
les deux types de baguettes, Là où la différence est la plus appré-
ciable, c'est au niveau des fluorures totaux. Il y en a 2,5 fois
plus dans les électrodes pauvres en cadmium que dans celles riches
en cadmium. Il semble bien que dans ce cas-ci on ait diminué un
problème mais en en augmentant un autre.
Il est également intéressant de constater à quel point la tempéra-
ture de fusion joue un rôle important. Ainsi, pour les baguettes
Ag-1, les concentrations de cadmium passeront de 0,39 % à 2,67 (7
fois plus) si on augmente la T° de 1200°F à 1500°F. Ce phénomène
est du au fait que le cadmium a un point d'ébullition situé à 1400°F
environ.
En général, le soudeur ne devrait pas dépasser beaucoup des tempéra-
tures de 1300°F lorsqu'il soude à l'argent, ce type de soudure étant
souvent employé dans des cas où on ne veut pas trop chauffer des
aciers martensitiques (trempés). Or, la température critique pour le
détrempage se situe entre 1300°F et 1400°F pour la plupart des aciers
riches en carbone, ce qui fait qu'ordinairement des températures
de 1500°F ne seront pas atteintes. Mais comme le contrôle de la tem-
pérature est malaisé dans la soudure au gaz, il est possible qu'un
contrôle serré de la température soit la clé de la solution dans le
contrôle des fumées produites et ceci, particulièrement pour les
baguettes pauvres en cadmium ("lowcad" ou "cadmium-free").
.46

-46-
b) Brasage au bronze ?
1. TGF
Ils n'ont pas été étudiés à notre connaissance par l'AWS. Si l'on
se fie aux résultats pour le brasage à l'argent, les TGF devraient
être faibles et composés en majeure partie des ingrédients du flux.
2. Composition
La baguette la plus populaire est la "Tobin" qui a la composition
suivante: 60 % cuivre, 39 % zinc, 1 % étain. Les flux contiennent
souvent du borax et/ou de l'acide borique.
F- Coupage à 1'oxy-gaz
Nous n'étudierons ici que le coupage à 1'oxyacétylène. Le coupage à
l'oxyméthane est moins employé et les caractéristiques sont compara-
bles à celles pour 1'oxyacétylène.
XÇF -et_ratio_Fumée/longueur_de_la couge (ratio F/LC)
Aux conditions prescrites par le manufacturier, le TGF et le ratio
F/C varient en fonction de l'épaisseur de la plaque de métal qui
est coupée. On trouvera dans le graphique à la page suivante, une
illustration de ce phénomène:
.55

-47-
12.7
Plaie thickness, m m
25 38 50.8 65
( y
/
/ C . /
/
jme weight
îngth of c u t
(
/ /
/ ^ Fume générât on rate
/ < / / r / /
> / t
>
/ / 1 /
/ /
/ é
1/
O *a»io
1.00
4.0
3.0
2.0
1.0
1/2 1 M / 2
Plate thickness, in.
2-1/2
5c - F u m e genera t ion ra te and weight o f Fumes pe r length o f pïate cut as a f unc t i on o f p la te thickness d u r i n g oxyacetylene cu t t ing at recommended oxygen and acetylene pressures
On remarque que le ratio F/LC est directement proportionnel à
l'épaisseur de la plaque r quant au T G F , son augmentation avec
l'épaisseur de la plaque est moins marquée.
Si on déroge aux conditions recommandées, on peut noter les effets
suivants :
- plus la pression des gaz (02 et CM E Cil) augmente, plus
le TGF et le ratio F/LC augmente.
. . .50

-48-
- plus la vitesse de coupe augmente, plus le TGF augmente
mais plus le ratio F/LC diminue.
Ces phénomènes sont illustrés dans les graphiques suivants:
137 172 Oxygen pressure. kPa
206 241 276 310
30 35 Oxygen pressure, psi
F i " . 6: - F u m e generation rate as a function of gas pressure during oxyacetylene cutting at
r e c o m m e n d e d speeds
.49

-49-
2.1 Cutt ing speed, mm/*
4.2 6.4 1.00
8.5
«1
V
y 2 in. thick plate
/ / / / <
1 in. thick plate _ . — o - —
o
> ^ — 1 / 2 in. thtc
o
k plate
1
0.80
0.60
0.40
0 '/ 0
Legend
G 1/2 in.
O 1 in.
© 2 in.
10 Cutt ing speed, in . /min
15 ?0
Fig. 7 - F u m e generation as a function of cutting speed during oxyacetylcne cutting of carbon
steel plate at r e c o m m e n d e d oxygen and acetylenc pressures
. . .50

- 50 -
Cutt ing speed, m m/s
4.2 6.4 8.5 10.3 »
\\ -
\ 2 in. \
\ :
1 in. N % \ \
\
L'r.jSnd
O 1/2 in.
( 3 1 in.
O 2 in.
— — j 1/2 in.
0 5 10 i s 20 25 Cutt ing speed, in . /min
8 - W e i g h t of f u m e s per length of plate cut as a function of speed during oxyacctylene
cutting at r e c o m m e n d e d oxygen a n d acctylene pressures
On trouvera à l'annexe IV, les résultats chiffrés correspondant
à ces résultats

- 51 -
On y remarquera que les TGF (de .34 à .49 g/kg) sont comparables
à la moyenne de plusieurs techniques de soudage électrique (elles '
varient de .15 à 2,0 g/kg), et ceci, contrairement au soudage oxya-
cétylénique qui lui génère moins de fumées que le soudage électrique.
Concernant les variation du TGF en fonction de la pression des gaz
et la vitesse de coupe, il est bon de mentionner que l'on ne peut
pas déroger à l'extrême aux recommandations du manufacturier sans
sacrifier énormément à la qualité de la coupe. Si bien qu'une coupe
excessivement lente ou rapide ou à très forte ou très basse pression
des gaz n'aura pas lieu en pratique.
. Comgosition des fumées
Comme il n'y a pas de flux ici, la somme des constituants approche 100
On remarque dans le tableau ci-après, que le fer, lorsque converti en
F e 2 0 3 (en supposant que tout le fer s'est oxydé) représente plus de 98
des fumées totales. Tous les autres éléments se retrouvent à l'état de
traces négligeables.
TABLEAU VI-10 Composition of fumes produced during
oxygen cutting of carbon steel plate with acetylene and methane fuel gases by
optical emission spectroscopy
Concentrat ion according to cut t ing method, weight percent
Element Oxyacetylene
cutt ing O x y m e t h a n e
cut t ing
Ba
Si
Mn
Fe
Mg
Cr
Sn
Ga
Ni
Al
Mo
Ca
V
Cu
Zn
Co Zr K
0.01 0.1 0.3
69.28*
<0.01 0.02 0.01
0.01 0.05
0.3
67.22*
<0.01 0.02
0.01 0.01 0.05
0.02 0.04
0.02 <0.01
0.1 <0.1 0.02
0.02 <0.1
0.01 0.05
0.02
0.03
0.02
<0.01 0.1
<0.1 0.02 0.02
<0.1

PARTIE B
CONTROLE DES FUMÉES DE SOUDURE

- 53 -
I- Contrôle du procédé
Lorsqu'on parle de contrôle, on pense immédiatement ventilation mais ce
n'est pas nécessairement la première chose à envisager. Le contrôle ou le
changement de procédé est le moyen à privilégier car il se rapproche plus
d'une élimination à la source que l'utilisation de la ventilation.
Lorsqu'on connaît bien les paramètres d'émission de fumées, des différentes
techniques de soudage et qu'on connaît assez la métallurgie pour passer
d'un mode de soudure à un a u t r e , il est souvent plus économique et plus
efficace de passer d'un mode de soudure à un autre que d'installer de gros
systèmes de ventilation ou de grossir les systèmes existants.
Le contrôle du procédé peut se faire sur deux plans séparément ou simulta-
nément:
1 - le changement de technique de soudage (ex.: passer de l'électrode
enrobée au soudage avec gaz protecteur).
2 - le contrôle des paramètres d'une technique (ex.: contrôle du courant,
du débit des gaz protecteurs, etc.).
i
* * l a E l u s g rog re
En étudiant les ratios F/MD de la section A précédente que nous avons
reproduit ci-dessous, on se rend compte que la technique de soudure à
l'argon avec fil nu est la plus propre si on la compare au soudage avec
électrode enrobée, à fil fourré ou au C 0 2 - fil nu. D'autres options
sont également possibles, comme l'arc submergé ou le TIG à l'argon qui
sont encore plus propres que le fil nu à l'argon.
c\'i.j»,»r;»i<i>ii «les r a t i o s F/Mt) p o u r d i v e r s p r o c f i l g s de s o u d u r e
.10 i « »—— *— • ' I
"too S 00 54

-54-
Gvidemment, ce n'est pas toujours possible de changer de technique
dc soudure, dépendant de la qualification du soudeur, de la fréquen-
ce d'utilisation et des conditions de travail. Ainsi par exemple,
il serait plus difficile de remplacer la soudure avec 1'électrode
enrobée par la soudure automatique avec gaz protecteur dans les cas
de soudure d'entretien sur de la machinerie installée dans l'usine,
surtout si le soudeur n'a pas vraiment la formation requise. Mais
remplacer le C0 2 par l'argon dans le gaz protecteur ou passer du fil
fourré au. fil solide est sans doute un changement plus facilement
envisageable du strict point de*vue technique. Cependant, une analyse-
coût - bénifice est à faire au préalable, car il est plus dispendieux
de souder à l'argon sur fil nu qu'au C0 2 sur fil fourré. Dans nos ré-
gions, il est bon de faire intervenir le facteur coût de l'assainisse-
ment de l'air dans ces calculs coût - bénifice. En effet, si l'on!
choisit d'évacuer à l'extérieur l'air vicié capté par les systèmes de
contrôle, il en coûtera nécessairement plus cher pour "dépoLluer" un
atelier de soudure au C0 2 vs soudure à l'argon.
Le changement de technique de soudure devient vraiment une alternative
sérieuse lorsqu'on a affaire à une technique utilisée à longueur de
journée et qui génère beaucoup de fumées.
A titre d'exemple, mentionnons le remplacement de la soudure avec
électrode enrobée E-11018 par de la soudure à l'arc submergé. Un cas
intéressant a été vécu dans notre région et est décrit à l'annexe VI.
Ç2DÏE2l®_Ëʧ_E§r?[D®t r e s
d'une même technique.
Contrôle_du_courant et du voltage (longueur d'arc).
On a ci-après un tableau représentant les courants recommandés par un
manufacturier (Arcweld, distribué par Canox) pour différentes électro-
des. Il serait bon dc vérifier, de routine, les réglages des soudeuses
utilisées en industrie. On serait surpris de constater à quel point on
peut exercer une bonne prévention primaire en abaissant les ampérages
inutilement trop élevés.
.55

- 55 -
Electrode 0 Courant Voltage
G-6010 3/32" 50-80 22-26
1/8" 80-120 24-26
5/32" 120-160 24-28
1/4" 200-300 28-32
E-6011 3/32" 50-80 22-26
1/8" 80-120 26-30
5/32" 120-160 26-30
1/4" 225-325 28-32
E-6013 1/16" 20-40 17-20 ;
5/64" 25-60 17-20
3/32" 50-80 18-20
1/8" 80-120 18-22
5/32" 120-190 18-22
1/4" 250-350 22-26
E-7010 A-l 1/8" 80-120 24-26
5/32" 120-160 24-28
3/16" 140-220 24-28
E-701S 3/32" 70-120 20-22
1/8 100-150 22-24
5/32" 120-200 22-24
3/16" 200-275 22-24
1/4" 500-400 24 -2<î

-5(>-
1 Electrode 0 Courant Voltage
E-7028 5/32" 155-260
3/16" 250-325
7/32" 280-370
E - 7 0 1 8 A - l 3/32" 100-120. . 20-22
1/8" 120-150, 22-24
5/32" 150-220 22-24
3/16" 250-300 22-24
E-7024 3/32" 80-120 26-28
1/8" 120-150 28-32
5/32" 175-225 32-35
3/16" 150-300 : 32-35
1/4" 350-425 ' 32^35
E-8016 B-2 3/32" 60-100 j
20-22
5/32" 140-190 22-24
E-8018 B-2 3/32" 100-120 20-22
1/8" 120-150 22-24
3/16" 250-300 22-24
E-8016 C-l 1/8" 80-120 22-24
5/32" 150-185 22-24
1/4" 300-425 24-26
E-9016 B-3 1/8" 80-120 22-24
3/16" 130-250 . 24-26

- 57 -
ïilcctrode 0 Courant Voltage
£-9018 B-3L 3/32" 70-120 18-22
1/8" 100-150 18-22
3/16" 180-275 20-24
E-10016 D-2 1/8" 80-120 22-24
3/16" 180-250 24-26
E-11018-M 1/8" 100-150 18-22
5/32" 120-200 20-24
3/16" 180-275 20-24
ulectrode 0 Courant Voltage Débit gaz
E-70S-3 (solidarc) 101 et 105
- court circuitage
0,030
0,045 25-200 14-20 20pi3/hre
- en pluie (spray) 175-450 20-32 25 à 40 p i V h r e
E-70T-5 (tubularc) 759
- avec C0 2 1/16 250-350 27-29
E-70T-5 (tubularc) 759
- avec C0 2
5/64 250-450 26-33
E-70T-5 (tubularc) 759
- avec C0 2
3/32 350-550 28-35
E-70T-5 (tubularc) 759
- avec C0 2
1/8 600-850 32-40
E-70T-4 (tubularc)
3/32 350-550 28-35
74
- sans gaz protecteur 3/32 350-550 28-35
74
- sans gaz protecteur
7/64 550-700 30-38
E-NiCi (Nicrode) 3/32 50-80 17-21
1/8 80-110 18-22
5/32 100-140 18-22
3/16 120-160 19-23

-58-
II est à noter que le voltage indiqué est le voltage réel mesuré aux
bornes des électrodes et non celui réglé sur la soudeuse. Le voltage
aux bornes dépend de là longueur de l'arc.
On remarquera, le net avantage à utiliser des électrodes de petits
diamètres par rapport aux gros diamètres. En effet à 1/4", les cou-
rants exigés sont de l'ordre de 300 A , alors qu'à 1/8", ils sont de
l'ordre de 100 A . Comme le TGF augmente en fonction du carré du cou-
rant:, le TGF augmente de 4 fois chaque fois qu'on double la quantité
du courant (laquelle dépend de la grosseur du diamètre de la baguette).
Ainsi, pour la E-7010, en se servant des formules pour calculer le
TGF en fonction du courant (annexe II, fig.l), on s'aperçoit qu'avec un
courant de 100 A , le TGF est de 0,039 g/min alors qu'il est de 0,351 g/min
soit 9 fois plus pour un courant de 300 A.
Souvent pour accélérer un travail, les soudeurs vont préférer prendre
une électrode de gros diamètre plutôt qu'une de petit diamètrè. Il est ^
vrai que la durée de l'exposition double avec une electrode de diamètre
deux fois moindre, mais comme le TGF lui va quadrupler, en bout de li-
gne, la dose d'exposition risque d'être deux fois moindre pour une
électrode de petit diamètre e t-c e , même si la durée d'exposition est
deux fois plus longue.
Un autre facteur à considérer c'est le sur-ampérage auquel ont souvent
recours les soudeurs inexpérimentés afin de diminuer les problèmes de
contact initial de l'arc. En effet, il est toujours assez délicat
d'approcher la baguette servant d'électrode, de la pièce à souder. Si
on s'approche trop ou pas assez de la pièce à souder, l'arc se fait mal.
En augmentant le courant on peut augmenter la distance d'où on peut
s'éloigner de la pièce, ce qui facilite l'"approche" pour le soudeur
inexpérimenté. L'inconvénient c'est que pendant le reste de la soudure,
le courant demeurera trop élevé, générant par le fait même trop de
fumées inutilement.
Concernant les gaz protecteurs, surtout le C 0 2 , il est important d'en
bien régler le débit. En effet, trop de C0 2 rie nuit pas à la soudure
.49

-sy-
et certains soudeurs peuvent avoir tendance à en augmenter le débit
inutilement. Cela augmentera cependant la contamination de l'air par
le CO comme en fait foi une observation sur le terrain qu'on retrouve
à l'annexe VII. L'autre point à surveiller, c'est la proportion C 0 2 -
argon ou 0 2 - argon. En effet, comme mentionné dans la section VI-B,
le C0 2 et 1'0 2 de par leur pouvoir oxydant, favorisent 1'evaporation
des métaux de la baguette de soudure et. de ce fait augmente les ratios
F/MD. S'il était impossible, pour des raison économiques, de remplacer
le C0 2 par l'argon, on peut utiliser des mélanges Ar + 25 % C0 2 qui
peuvent réduire les TGF de 15 à 25 -ô.
.60

- 60 -
II- VENTILATION GENERALE
A) Le. choix difficile
La ventilation générale est la façon la moins économique d'assainir
l'atmosphère de travail, dès que les dimensions des ateliers de soudure
sont grandes. De ce fait on la rejette souvent du revers de la main
au départ, en se disant que la ventilation locale est préférable.
Cependant il vaut la peine d'y réfléchir à deux fois avant de rejeter
complètement la ventilation générale. Par exemple, dans certains cas
il est très difficile d'installer une ventilation locale efficace à 100 %
et en plus du soudeur, on expose l'ensemble des travailleurs de l'atelier
aux fumées de soudure. En effet, si la ventilation locale n'est pas effi-
cace à 100 %, elle est d'une utilité très limitée pour assainir l'atmos-
phère générale de travail, étant donné les faibles volumes qu'elle manipule
La deuxième chose à considérer c'est la possibilité de recirculer l'air,
au moins partiellement. Une des raisons majeures qui rend la ventilation
générale si peu intéressante, c'est le coût élevé du chauffage de l'air
de remplacement. Mais un système adéquat et efficace de recirculation
d'air peut rendre la ventilation générale plus attrayante comme solution.
Dans notre région, le coût'du chauffage peut atteindre jusqu'à 2000.00 $
par année par 1000 pcm là^oû les ventilateurs fonctionnent 24 heures par
jour, 7 jours par semaine. (Il en coûtait 1500.00$ par année à Montréal
pour, la même chose en '85). C'est donc dire qu'une usine qui évacue 20,000
pcm dehors à l'année longue, peut s'attendre à une facture de 40,000.00$
par année. Si l'on pouvait diminuer de 75 % cette facture de chauffage,
par recirculation , la ventilation générale deviendrait une alternative
valable à la ventilation locale.
Car bien que la ventilation locale soit la méthode a envisager d'emblée
pour le contrôle des fumées de soudure, elle donne souvent des résultats
mitigés dans les cas où le soudeur se déplace d'un endroit à l'autre

- 61 -
dans 1'usine, ou lorsqu'il travaille de grosses pièces en hauteur ou
largeur ; là ou l'encombrement réduit les possibilités de l'extraction
locale sans parler des problèmes reliés à la présence des ponts-
roulants, grues, équipement mobile, etc, qui gênent considérablement
le transport rapide de l'équipement de ventilation locale.
C'est pourquoi la ventilation générale doit souvent être utilisée
comme un pis aller à l'inefficacité de la ventilation locale. Autrement
dit, dans la plupart des applications, une combinaison de ventilation
locale et générale représente la solution la plus réaliste aux problè-
mes de fumées de soudure, surtout depuis que nous avons sur le marché
des systèmes permettant de recirculer l'air.
B) Recirculation d'air
,La recirculation d'air est un chapitre en soi dans le domaine de la
.ventilation industrielle et nous ne l'aborderons pas dans les détails
dans le cadre de ce cours. Mentionnons ici cependant les principes de
base à respecter:
1° Tout système de recirculation d'air doit être conçu de façon
à pouvoir évacuer directement à l'extérieur en cas de nécessité.
2° On ne devrait pas dépasser 90 % de recirculation de l'air (marge
de sécurité en cas d'accident, de panne, etc.).
3° S'il y a présence de gaz toxiques dans l'atmosphère de travail,
on ne devrait pas en principe les recirculer. Cependant, si après
échantillonnage le taux de dilution paraît satisfaisant, ce pro-
blème devient mineur.

- 62 -
4° II faut essayer de respecter les changements d'air minima
requis par le règlement (4 changements d'air à l'heure pour
les ateliers de soudure) en amenant de l'air dé remplacement
frais et chauffé.
5° Point le plus important: il doit y avoir une personne res-
ponsable pour l'entretien du système de filtration et ce,
même si le nettoyage est automatisé. Cette personne devra
régulièrement vérifier le système en plus d'en assurer l'en-
tretien de routine.
Ç) Comment calculer les débits nécessaires
Si, après que les systèmes de ventilation locale ont été essayés, on se
rend compte que 1'atmosphère générale de travail demeure quand même con-
taminée, on peut songer à la possibilité d'assainir l'air ambiant dans
1'usine.
Supposons que la concentration moyenne dans l'air ambiant est de 5 mg/m^
avec un système d'aspiration locale d'une capacité totale de 1000 pcm,
et qu'on veuille abaisser la concentration ambiante à 2 mg/m3. Quel
devra être le débit du système de ventilation générale?
Sachant que nous devons diminuer notre concentration à 40 % (2 mg/5 mg)
de notre concentration initiale, nous devrons augmenter notre volume
d'air frais par un facteur de 2,5 (1/0,4), ce qui nous donnera un débit
de 2500 pcm pour le système de ventilation générale.
Maintenant si au lieu de diluer nos concentrations avec de l'air frais,
nous les diluons avec de l'air filtré, nous devons tenir compte de
l'efficacité de notre système de filtration (puisque aucun système n'est
efficace à 100 %). Il faut se méfier également des 'ï, d'efficacité publiés

- 63 -
par les manufacturiers. En effet, rares sont les systèmes qui ont une
efficacité constante (par ex.: 95 %). Certains filtres sont plus effi-
caces au début qu'à la fin de leur usage. Pour d'autres c'est l'inverse.
Il faut prendre le % d'efficacité pratique (et non le % théorique).
Supposons que dans notre exemple, nous ayons choisi un système de fil-
tration ayant une efficacité pratique de 90 quel volume d'air filtré
devrons-nous avoir pour diluer nos concentrations de 5 à 2 mg/rn*?
Nous devrons pondérer nos volumes en fonction de l'inverse du % d'effi-
cacité, ici 1/Qp. C'est-à-dire que nous aurons 5 mg x 1 = 2,778
2,5 0,9
et nous aurons donc besoin de 2,800 pcm supplémentaire (au lieu de 2,500).
Prenons maintenant le problème par l'autre bout de la lorgnette. Si nous
ne connaissons pas la concentration moyenne dans l'air ambiant mais que
nous connaissons le TGF moyen dans l'usine ainsi que le débit total des
systèmes de ventilation en place, nous pouvons estimer la concentration
moyenne à l'aide des graphiques 1 et 2 ci-après:

- 64 -
Room venti lat ion race, std in^ / in in
Room venti lat ion raie, std f t ^ /m in * 10**
Fig. 1. Ventilation générale requise pour différents TGF

- 65 -
Arc time, min
Fig. 2. Concentration ambiante estimée en fonction de la durée de l'arc et du taux de changement d'air.

- 66 -
Par exemple si le TGF moyen est de 0,8 g/min et que les systèmes en
place ont une capacité de 1000 pcm. Sachant que l'atelier a un volume
de 20,000 pcm, et que le soudeur passe environ 40 % de son temps à
effectivement souder, quel sera le niveau de contamination de l'air
ambiant?
Nous devrons d'abord calculer la constante de temps du système (Qv/Vr)
c'est-à-dire le rapport volume de ventilation sur le volume de la
pièce. Ici 1,000/20,000 = 0,05. Sachant que la durée moyenne de l'arc
est de 40 % c 'est—a—dire - 24 min/hre t sur le graph i que 2 pour une durée
d'arc de 25 min/hre, avec un Qv/Qr de 0,05, nous obtenons une fraction
du niveau de concentration égale à environ 0,7, soit 70 % d'une con-
centration égale à ce qui se passerait si le soudeur soudait constam-
ment. Reportons-nous maintenant au graphique 1 pour connaître cette
concentration. A l'intersection de 1,000 et 0,8 g/min, nous obtenons
la valeur de 28 mg/m3 environ. Dans notre cas, 70 % de cette valeur
équivaut à 19,5 m g / m3.
Supposons maintenant que nous voulions abaisser cette contamination
à 2 m g / m3, quel devrait être le débit du système de ventilation géné-
ral? Toujours sur le même graphique 1, nous allons à l'intersection
de la ligne correspondante à 0,8 g/min et celle correspondante à une
contamination égale à 2,85 mg/m3*et nous obtenons au bas du graphique
une valeur de 11,000 pcm environ, soit environ 33 changements d'air
à l'heure.
Ceux qui veulent obtenir une valeur plus précise pour calculer le ni-
veau de contamination peuvent utiliser l'équation suivante:
C s = 3,53 x 1 0 V f _ ; dans le cas ici: 3,53 x 104 x 0,8 g/min
Qv 1000 pcm
= 28,24 mg/m3 x 0,2
= 19,77 mg/m3
où: f - TGF moyen en g/min
Qv = débit des systèmes existants, en pcm standards
* (2 mg/m3 x 1/0,7)

a t * . ' . 1 ^ 1 MI n - i-i laaaMMMMta—attifarv"' • • . - - v • *VÊt*wtrftr*<rrmreWiAffffT-'TIHW
- 6 7 -
Pour obtenir le TGF moyen, il suffit de pondérer Les TGF individuels
de chaque électrode en fonction de leur durée d'utilisation respective
Exemple: Dans une entreprise X, il y a 1,5 soudeurs qui ont à peu près
la même routine. Leur consommation est la suivante:
TGF % d'utilisation TGF pondéré
E-7018, 5/32 a 180 A: 0,6 75 % : 0,45
E-7024, 5/32 ** a 225 A: 0,54 15 % 0,081
E-6013, 5/32 ^ a 155 A: 0,63 10% : 0,063
TGF x = 0,594 g/ r ai n
Pour connaître la contamination ambiante, nous pouvons également
effectuer nos calculs en se basant sur les valeurs en terme de poids
d'électrode ou de fil à souder consommé:
Exemple: Consommation par semaine % de fumées sur
poids d'électrodes*
- 22,73 kg de E-7018, 180A, 5/32: 1 > 3 5 % = 3 0 7
- 136,36 kg de E-70S-3, 250A, : n fid < - «7- « 38 P i 3 / h r e Ar - 9CO, °'
6 4 ° '
8 ? J g
- 91 kg de E70T-1, 450A, 45 pi3/hre: 0.69 % = 628 B
CO ®
Total/scm =1808 g/sem
TGF moyen: semaine de 5 jours, 480 min/jour: 1808g -: 2400 min = 0 , 7 5 g / m i
D ) L a circulation de l'air frais ou filtré dans la ventilation générale
Une des raisons pour lesquelles la ventilation générale n'est parfois pas
très efficace, c'est qu'on néglige de considérer de quelle façon l'air
* Données provenant des tables de l'annexe II

- 68 -
fra is ou 1'air filtre sera ramené dans 1'atelier.
Tout le monde est familier avec les petits schémas de 1'ACGIH (Ind. Vent
Manual) expliquant ce qu'est, un bon et un mauvais système d'apport d'air
frais.
S
ffl
Poor air inlet
x
X
Fair air inlet Good, air inlet
O / î
Poor air inlet
r &
Poor air inlet
® v =
Fair air inlet POOR FAN LOCATIONS
Fair air inlet
® r Good air inlet
I T
Good a'r inlet
|
L -3 c*
£ m
m
Best air iniet t t H H M
Plenum m Best air iniet
GOOD FAN LOCATION
Note: Inlet air requires tempering during winter months. See Section 7 DATE /-6o Y Fig. 2-f
Plenum ill X —-m i n i
Best exhaust (local) Calculate air volume as booth I00cfm/sq. ft open area:
Best air inlet
AMERICAN CONFERENCE OF
GOVERNMENTAL INDUSTRIAL HYGIENISTS
PRINCIPLES OF DU IJTiûN VF nth Arm a/

- 69 -
Cependant on a tendance à croire que ces principes s'appliquent uniquement
pour de petits ateliers ou pour un seul poste de travail. Dans les grands
comme dans les petits ateliers, il ne suffit pas dc percer un trou quelque
part au hasard dans un mur pour s'assurer que l'air de remplacement va
automatiquement diluer les contaminants de façon uniforme dans l'atelier.
Prenons l'exemple classique des évacuateurs de toit. Très souvent on
n'essaie pas de tirer avantage de la possibilité de faire exécuter un
"balayage" de l'air ambiant par l'air de remplacement.
On a souvent la situation suivante:
On note que l'air contaminé stagne aux endroits de travail des soudeurs
alors que le ventilateur d'extraction tire le maximum de son air par des
trous dans le mur situés au-dessus de leur zone de travail. Avec un balaya-
ge de la zone de travail on aurait la situation suivante: (voir graphique
à la page suivante).

• 70
Fig. 4 a) Air de remplacement avec balayage
Lorsqu'on a affaire à plusieurs unités de filtration de .l'air, il faut essayer
de les disposer de façon à tirer profit de leur capacité de refiltrer l'air
qui a déjà été filtré par les unités précédentes. Ceci est illustré dans la
figure 4 b ci-dessous. _ A P P A R E I L S D E T R A I T E M E N T D E L ' A I R
Fig. 4 b) llcfil tration de l'air filtré
i

- 71 -
Pour obtenir un "balayage" de la zone de travail- avec des unités
filtrantes', on aménage des conduits de ventilation qui redescendent
l'air filtré dans la zone de travail tel qu'illustré dans la figu-
re 4 c) suivante.
a p p a r e i l s d e
Pig. 4 c)"Balayage" avec air filtré
Lorsqu'il n'est pas possible de faire un bon "balayage" de l'aire de
travail, on peut au minimum tirer profit de la création de courants
d'air secondaire par l'apport d'air frais, tel qu'illustré sur la
figure suivante. . U N I T E
D ' A I . I M E N T A T I O N D ' A I R
* I
C O U H A N f l ) A I R S H C O N D A I W É
I» I o d HI f 'r<' ' i f inn r m i r n nf #1 • <i î f :

- 72 -
Cependant, si le soudeur doit changer fréquemment de position par rapport
à la direction des courants d'air, cette dernière technique est à déconseil
1er car bien souvent elle empire la situation pour le soudeur au lieu de o)
1'améliorer. L'AWS a démontré que le meilleur angle pour l'arrivée de l'ap-
port d'air frais était de 90°. Un angle de 180° empire la situation au lieu
de l'améliorer. Un angle de 45° serait efficace uniquement à des vélocités
supérieures à 100 pieds par minute (ppm). Les graphiques 5 et 6 illustrent
leurs données.
Venti lat ion air velocity, m /m in
10 15 20 25 ...
40 C0 80 Venti lat ion air velocity, ft/min
' 1 0 0 " 120
Fig. 5. Concentration de fumées dans la zone respiratoire du
soudeur en fonction de la vitesse de l'air (angle 90°).

- 73 -
Venti lat ion air velocity, m/min
F ig . '6 . - F u m e concen t ra t ion as a func t ion o f vent i la t ion a i r velocity fo r 0 V = 0 and 180°

- 74 -
III- VENTILATION LOCALE
Avant d'aborder comme tels les divers aspects théoriques de la ventilation
locale, on peut étudier brièvement comment se comportent les fumées de
soudure dans l'arc.
On peut délimiter autour du soudeur trois zones différentes en ce qui a
trait au comportement de la fumée de soudure. Elles sont représentées dans
l'illustration suivante:
A z
Welding ïable
Welding p lume
Fig. 7. Illustration des différentes zones de contamination autour du soudeur.

- 75 -
1° La zone de l'arc: c'est une zone située verticalement entre 0 et 5
pouces de l'arc. Dans cotte zone, les mouvements
des fumées sont presqu'uniquement dépendants de
l'énergie libérée (sous forme de chaleur) par l'arc.
2° La zone du soudeur: c'est une zone située entre 5 et 14 pouces envi-
ron (verticalement) de l'arc. Dans cette zone, la
présence et les mouvements du soudeur peuvent in-
fluencer beaucoup les mouvements des fumées.
3° La zone libre: c'est la zone située à 14 pouces et plus au-dessus de
l'arc. Les mouvements des fumées de soudure y sont sur-
tout déterminés par les courants d'air ambiant dans la
pièce.
Dans la zone de l'arc, les fumées tourbillonnent en mouvement ascendant
ou descendant à une vitesse élevée (en comparaison de la vitesse dans les
autres zones). Le contrôle des fumées dans cette zone exige des fortes
vélocités pour dominer la forte vélocité naturelle des gaz et fumées.
Toutefois, induire de fortes vélocités dans cette zone peut grandement
affecter la qualité de la soudure.
Dans la zone du soudeur, le mouvement des fumées est, de façon prédominante,
ascendant (de bas en haut). Les mouvements horizontaux (avant-arrière ou
droite-gauche) présents dans la zone de l'arc, deviennent ici minimes. La
vélocité du panache de fumées est relativement basse (100 à 500 ppm) et de
ce fait, la direction que prend la fumée peut être influencée par les cou-
rants d'air ambiant. Toutefois, la présence de la tête et du corps du soudeur
dans cette zone, surtout lorsqu'il bouge, influence la direction des fumées.
C'est dans cette zone que les contaminants risquent d'affecter le soudeur
car c'est là que se situe sa zone respiratoire.
Dans la zone libre, les mouvements des fumées sont très lents et elles se
mélangent rapidement avec l'air ambiant de sorte que les concentrations y

- 76 -
sont diluées. Le mouvement des fumées dans cette zone suit les mouvements
de l'air ambiant. S'il n'y a pas de courants d'air ambiant les fumées vont
monter au plafond et par la suite redescendre lentement pour contaminer
l'ensemble de la pièce, des murs, planchers et objets s'y trouvant.
Les techniques de ventilation générale vont surtout contrôler la contami-
nation dans la zone libre alors que les techniques de ventilation locale
vont surtout contrôler la contamination dans la zone du soudeur..Les tech-
niques de ventilation à la source (sur la poignée) quant à elles, vont
contrôler les fumées dans la zone de l'arc.

- 11 -
A) Les hottes mobiles ou fixes.
La plupart des techniques de captation des fumées de soudure utilisent
des hottes soit fixées à des bancs de soudure, soit petites et portati-
ves, à être placées dans la zone du soudeur. L'AWS1 a étudié les prin-
cipaux facteurs pouvant influencer l'efficacité des hottes à conduits
circulaires avec déflecteurs ("flange").
raggort au soudeur.
Pour des hottes sans fente , il n'y a pas de différences importantes
selon que l'angle varie entre 45° et 90° par rapport au soudeur.
Par contre, pour un angle de 180° (hotte en face du soudeur), à
distance et volume d'air égal, le facteur d'exposition du soudeur
est plus important qu'à 90° (augmentation de 25 à 50 % environ).
Ce phénomène est important surtout à des distances supérieures à 2
diamètres. Cet effet va dans le même sens (mais dans une moindre
mesure) lorsque c'est la contamination globale de l'air ambiant que
l'on observe (plutôt que l'exposition du seul soudeur).
2• 'arc}.
Il semble que ce paramètre n'ait pas une grande influence du moins
pour les hottes à une fente, tant que l'on demeure en deçà d'une
hauteur de 4 à 18 pouces de l'arc. Pour les hottes sans fente, situées
à 90°, la hauteur optimale semble être un ratio de 2 à '2.5 diamètres
du conduit.
DffËÏ-^l: * 'éloignemcnt dc P a r c .
Cet effet est sans doute l'un des plus marqué , puisque dès qu'on
s'éloigne à plus dc deux diamètres de conduit de l'arc, il faut
augmenter considérablement les volumes évacués pour conserver la

- 78 -
même efficacité. Ainsi, à un angle de 180°, il faut augmenter le
volume de 180 à 350 pcm lorsqu'on augmente la distance de 1,5 à 2
diamètres de conduit pour conserver la même efficacité. Mais pour
passer de 2 à 2,66 diamètres (augmentation de même proportion-), il
faut augmenter le volume de 360 à plus de 1000 pcm.
• Ëff?5_^y.î§yx_d^elimination_des^fumées gue, l'on veut obtenir.
Ce taux est égal à un (1) moins (-) la fraction des fumées totales
générées qui sont captées par le système de ventilation (1 - effica-
cité du système).
L'AWS a reproduit des courbes pour des taux de 0(100% d'élimination),
0,5 et 0,8. On remarque que lorsque le taux désiré est de n,5 plutôt
que de 0 (deux fois moins d'efficacité), la distance de l'arc peut
augmenter d'environ 1 diamètre.
En ce qui concerne le débit, pour maintenir une efficacité de 50 % (au
lieu de 100 %) f"à distance égale , les débits nécessaires sont de beau
coup inférieurs surtout pour des distances inférieures à 2 diamètres.
Les études portant sur ces différents facteurs sont illustrées dans
les graphiques 8 et 9.

- 79 -
Ô g / A g . std j j m ^ / m i » • rnm^
Fig. 9. Facteurs d'exposition du soudeur avec déflecteurs (angle de 180°).

- 80 -
Fig. 8. Facteur d'exposition du soudeur pour des hottes avec déflecteurs (angle de 53° et 90°).

- 81 -
5. Exercice:
a) Pour une hotte à déflecteurs, située à 180° du soudeur, et ayant
un diamètre de conduit de 6 " , calculer:
i - Pour un Q e/Ae = 10, calculer à quelle distance devra être située
la hotte pour maintenir une efficacité de 100 % vs 50 %?
ii - Pour un X e / d e = 2,5, calculer les débits nécessaires pour mainte-
nir une efficacité de 100 % vs 50 %?
b) Dans un atelier de 30,5 m . x 15,15 m. x 6,06 m . , on retrouve 8
soudeurs utilisant la E70S-3, avec Ar-9C0 2 à 230 A, 29 V, procédé
en pluie. Chaque soudeur soude environ 1,273 Kg/hre de fil à souder.
i - Calculer le débit, de ventilation générale nécessaire pour diluer
les concentrations à 2 m g / m3.
ii- Calculer la capacité requise (pour un soudeur exposé à 7 m g / m3)
d'une hotte à déflecteurs pour réduire à 2 mg/m3 la contamination
de chaque soudeur, sachant que la hotte sera située à environ 14
pouces de l'arc, que le diamètre du tuyau sera de 8 pouces. Compa-
rer l'efficacité relative de fixer le bras à 90 ° ou à 180° par
rapport au soudeur.
c) Calculer le débit nécessaire pour un précipitateur électrostatique
ayant une efficacité de 90 % qui doit être installé dans un atelier
de soudure où l'on consomme 3000 lbs/mois de E-70T-5 (420A, 29V),
19 LPn C0 2 et 1000 lbs/mois de E-70T-1 (450A, 29V), 19 LPM C 0 2 .
On veut que l'ajout du précipitateur amène une diminution des con-
centrations ambiantes à 5 m g / m3. L'atelier est déjà ventilé par des
extracteurs de toit ayant une capacité totale de 10,000 pcm. (N.B.
essayer de faire les calculs sans vous servir des graphiques 1 et 2).
Solutions à l'annexe VIII

- 82 -
IJottes_à fentes (slot)
Les résultats de l'AWS1 sont présentés dans le graphique 10.
Fig. 10. Facteur d'exposition du soudeur pour une hotte à fente unique.

- 83 -
Si on compare ces données avec les résultats pour des hottes à
déflecteurs ("flange"), on s'aperçoit que ces dernières sont plus
efficaces que les hottes à fente simple, lin effet pour, par excm-
ple ;un débit de 300 pcm dans un conduit de surface équivalente à
la surface de la fente (36 po.* ici), à un angle de 90°, le facteur
d'exposition du soudeur sera de 0,1 pour une hotte à déflecteurs
alors qu'il sera de 0,S5 pour une hotte à fentes, ceci à une dis-
tance de 16". A un angle de 180°, la différence entre les deux
devient moins importante avec un facteur d'exposition de 0,5 pour
hottes à déflecteurs ("flange") et 0,68 pour les hottes à fente sim-
ple.
L'AWS présente aussi les données pour des hottes à fentes doubles,
à surface équivalente à une fente simple. Cependant, pour les tests
à 180°, des panneaux latéraux ont été ajoutés de chaque côté du sou-
deur. L'effet s'en fait immédiatement ressentir. En effet, alors que
le facteur d'exposition du soudeur se situe à 0,25 pour une hotte à
déflecteurs ("flange"), il tombe à 0 pour une hotte à double fente,
à 180° (ce qui est même supérieur à une hotte avec déflecteur à 90°).
On trouvera dans le graphique 11, les résultats de l'AWS.

- 84 -
E x h a u s t v o l u m e f l o w i d l e ( Q ç ) , S td i n ^ / m i n
Exhaust volume flew ;«,ie (Oc). $ul fj^/rrun
Fig. 11. Facteur d'exposition du soudeur pour une hotte à double fente.

- 85 -
B) Les hottes suspendues (à baldaquin)
En fait ces hottes sont une solution intermédiaire entre la ventilation .
locale et la ventilation générale. Elles captent les fumées de soudure
dans la zone libre au-dessus du soudeur. Mais, sfi l n'y a pas de courant
d'air dans la pièce, elles peuvent aller chercher les fumées jusque dans
la zone du soudeur. C'est pourquoi on peut les considérer comme faisant
partie de la ventilation locale.
Leur efficacité pour diminuer la contamination du soudeur est moindre
que les hottes aspirant directement-dans la zone dû soudeur. Cependant,
leur efficacité pour diminuer les concentrations dans l'air ambiant en
général est supérieure (à volume égal) aux hottes à fentes ou à déflec-
teurs. Les résultats de l'AWS1 sont présentés dans les graphiques 12
et 15 ci-après.
2§
"D
C'OO '/00
Fig. 12. Facteur de contamination de l'atelier pour des
hottes suspendues au-dessus du soudeur.

- 86 -
1.0
0.9
0.8
0.7
0.6
g 0.5 3 V» O a x 41 w O 2 0.4 V $
0.2
0 .2
0.1
Exhaust volume Mo-.v rate (Ô^). sM m^ /m in
^ 6 9 12
Overhead shelf type
Slanted overhead - — type
100 200 200 <00 500 nOO 700 Exhaust voiu.T-.e flnw r j t e (Qu) std fx 3 /mîn
Fig. 13. Facteurs de contamination du soudeur pour des hottes suspendues.

- 87 -
On remarque que si on les compare aux hottes avec déflecteurs ("flange
à 300 pcm par exemple, la contamination de la pièce passe de 0,5 (pour
une hotte à 180°) à 0,06 pour une hotte au-dessus du soudeur (soit dix
fois moins).
Toutefois, en ce qui concerne la contamination du soudeur comme tel,
à 300 pcm, le facteur d'exposition passe de 0,25 pour une hotte avec
déflecteurs (180°) à 0,92 pour une hotte à 17 pouces au-dessus du sou-
deur. Ceci peut facilement s'expliquer par le fait que' les fumées ont
le temps de contaminer la zone respiratoire du soudeur avant d'être
captées par la hotte.
c) Evaluation sur le terrain de système d'aspiration à bras mobile .
Cf. Annexe X.

- 88 -
'IV - LA VENTILATION DANS LA ZONE DE l'AKC
En principe, il s'agit là du meilleur endroit pour capter les fumées de
soudure puisque les fumées sont captées au point d'émission avant
même qu'elles n'atteignent la zone du soudeur là où elles peuvent conta-
miner la zone respiratoire du soudeur.
De plus, et c'est peut-être là le point le plus important, un des princi-
paux avantages c'est que la ventilation suit le soudeur, peu importe où
il soude, car elle est attachée à sa poignée de soudure. Ainsi, il ne
risque jamais de "l'oublier". Veut, veut pas il en viendra à penser que
"souder" et "souder avec aspiration" des fumées ne font qu'un.
En principe, ce système peut s'adapter à tous les endroits de travail du
soudeur, de sorte qu'on peut espérer que la protection assurée par ce
type de captation sera constante, peu importe s'il doit souder en hauteur,
dans les tunnels, dans des endroits exigus, en-dessous des pièces qu'il
soude, etc.
Malheureusement, les systèmes existants actuellement ne sont conçus que
pour la soudure en continu (automatique et semi-automatique). Avec les
électrodes enrobées, la distance entre la poignée de soudure et l'arc
n'étant pas constante, il devient difficile d'ajuster les débits nécessai-
res à la captation des fumées. Comme cette distance change très rapidement
il faudrait un système capable de maintenir constamment une vélocité de
capture de 200 à 250 ppm près de l'arc, ce qui n'est pas possible avec la
technologie actuelle.
Par contre avec la soudure à déroulement automatique de l'électrode, il est
facile de maintenir une distance constante entre l'arc et la poignée dc "
soudure. L'inconvénient de l'utilisation de ce type dc systèmes d'aspiration
c'est qu'il peut nuire à la protection gazeuse souvent associée aux techni-
ques de soudure automatique et semi-automatique. L'ajustement dc la vélocité
de capture ainsi que la forme de la base du système d'aspiration revêt donc

- 89 -
une importance capitale si l'on veut à la fois maintenir un bon contrôle
des fumées et une bonne qualité de soudure. Pour le soudeur, une période
d'apprentissage est nécessaire afin de s'habituer à travailler avec ce
système. Notons cependant que le problème semble moindre lorsqu'on a
affaire à la soudure avec fil fourré, parce qu'on peut augmenter le débit
de gaz protecteur (C0 2) sans augmenter beaucoup les coûts (le C0 2 revient
moins cher que 1'argonJ.
Parmi les différents facteurs à considérer lors de l'évaluation d'un sys-
tème avec aspiration sur la poignée, mentionnons principalement les sui-
vants:
A) La capacité de pouvoir ajuster la vélocité du système sur la buse même.
Certains systèmes sont dotés d'une base mobile et le soudeur fait varier
la vélocité de capture à l'arc en approchant ou reculant cette buse au
bout de sa poignée. Cela constitue un avantage certain car dans certaines
situations (soudure dans un coin par exemple) le soudeur aura besoin de
diminuer la vélocité de capture pour conserver une bonne protection gazeu
se. Une autre façon d'obtenir le même résultat serait de souder de droite
à gauche au lieu de souder de gauche a droite (comme font la plupart des
soudeurs). Cette façon de procéder augmenterait l'efficacité du gaz pro-
tecteur et compenserait un peu l'aspiration plus grande de gaz protecteur
qui se produit dans la soudure dans les coins.
B) La conception (design) de la poignée
Il est important d'avoir en tête que la poignéo de soudure est un
instrument qui ne peut être modifié beaucoup sans que cela n'entrave
le travail du soudeur.

90
La plupart des systèmes d'aspiration conçus pour être adaptes aux poignces
déjà existantes ont le désavantage soit d'alourdir et/ou dc débalancer la
poignée et/ou de nuire à son libre mouvement. Compte tenu du nombre d'heures
par jour que le soudeur passe à tenir cet objet et de la précision requise
pour ce travail, une poignée mal conçue sera rapidement rejeté par le sou-
deur.
Les poignées conçues spécialement pour l'aspiration à l'arc doivent être
aussi légères (à quelques trente grammes près] que les poignées convention-
nelles, leur centre de gravité doit correspondre à la position centrale de
la main et il doit y avoir un mécanisme dans le tuyau d'aspiration qui
facilite le travail à angles. Par exemple, sur un certain modèle, on avait
installé un genre d'émerillon ("swivel") à environ un mètre du bout de la
poignée, tel qu'illustré sur la figure suivante:
émérilIon
Fig. 14.

- 91 -
Pig.15. Exemples de poignées modifiées pour l'aspiration dans la zone de l'arc.

- 92 -
C) La conception de la buse d'aspiration
La base ne doit pas élargir beaucoup l'extrémité de la poignée sinon
elle nuira au travail du soudeur lorsqu'il soude une pièce présentant
des angles aigus (90° et moins).
Nous avons constaté que la forme de la buse influence la vélocité de
capture à l'arc. En effet, une buse en forme de cloche donne un rende-
ment supérieur à une base circulaire droite ou une buse à effilement
pour un débit égal. Ces trois types de buse sont illustrés ci-après:
Fig.16: Diverses formes possibles pour les buses
D) Vélocité de capture nécessaire
Selon nos mesures sur le terrain, la vélocité de capture au point de
contact de l'arc peut atteindre 25U ppm sans que cela nuise à la protec-
tion gazeuse (si une buse en cloche est utilisée). Nous ne savons pas
s'il s'agit là de la valeur optimale, mais en deçà dc 200 ppm à l'arc,
l'efficacité du système semble diminuer de façon appréciable. Il faut
se souvenir ici que dans la zone de l'arc, la vélocité et la turbulence
des fumées sont très importantes à cause des fortes températures impli-
quées (2000 à 6000°C) de sorte qu'une vélocité de capture qui ne serait
que de 100 ppm (comme dans le cas dc l'aspiration dans la zone du sou-
deur) serait nettement insuffisante. Cependant, à cause même de cette
forte vélocité dans la zone de l'arc, la captation des fumées devrait
être moins influencée par la présence de courants d'air ambiant.

- 93 -
E) La soudure dans les coins
Lorsque le soudeur utilise cet équipement dans les coins, la vitesse de
capture dans la zone de l'arc va augmenter, ce qui à un moment donné
pourra nuire à la protection gazeuse (par aspiration du gaz protecteur),
tel qu'illustré ci-après:
En effet, lorsque la buse est située dans un angle, la majorité de l'air
aspiré doit provenir de la zone de l'arc (il y a diminution de 50 de
l'apport d'air provenant des côtés puisque 2/4 côtés- sont bouchés). Il
faut alors diminuer la vélocité de capture dans la zone de l'arc (par
exemple: en reculant la base plus loin de l'arc) ou en utilisant une b:tsc
moins efficace (par exemple: celle ù effilement).
F) Réduction des excursions
NIOSH a évalué un extracteur de fumées sur poignée et a découvert que l'un
des aspects intéressants de ce type de système d'aspiration c'est qu'il
réduisait de beaucoup les fortes excursions de courtes durées (STEL).
En effet, alors que les concentrations moyennes de fumées totales n'étaient
réduites que par un facteur de deux, les valeurs maximales sur 15 minutes
étaient réduites par un facteur de 4,6 lorsqu'on les compare aux concentra-
tions avec ventilation générale seulement. Vraisemblablement, ceci pourrait
Soudure sur plan Soudure dans -un angle

- 94 -
s'expliquer -par l'influence des courants d'air ambiants sur les concentra-
tions instantanées, influence qui devient minime avec l'utilisation d'as-
piration sur la poignée.
G) Evaluation sur le terrain d'un.système d'aspiration sur la poignée.
cf: annexe X

- 95 -
V - PARAMETRES A ETUDIER LORSQU'ON DOIT CHOISIR ET/OU EVALUER UN SYSTEME
D'ASPIRATION POUR LES. FUMEES DE SOUDURE. (5eçtion_preparée_2ar_Miçhel
Galarneau J_hygiéniste_au_ÇRSSS)
Plusieurs systèmes de capture de fumées de soudure sont offerts sur le
marché. Les vendeurs nous vantent les mérites de tel ou tel appareil.
Qu'en est-il vraiment?
Dans bien des cas, nous aurons à évaluer un système de capture afin de
conseiller l'employeur et le travailleur sur l'utilisation et l'effica-
cité de l'appareil utilisé. Il est donc important de se donner une
méthode d'approche ainsi que des critères de base afin de mieux juger
de l'efficacité relative des différents systèmes.
Voici la démarche qui nous semble la plus appropriée:
A) Questionner le travailleur sur l'utilisation normale de l'appareil.
- Le pourcentage d'utilisation
- Le poids et le type d'électrode utilisée
- La mobilité de l'appareil
- Comment il est nettoyé (par qui et à quelle fréquence)
- Si il y a quelqu'un d'attitré au nettoyage
- Le voltage et 1'empérage pour chaque électrode utilisée
B) Demander si la fiche technique de l'appareil est disponible
Vérifier si il y a une plaque signalétique sur l'appareil
C) Documenter le type d'appareil utilisé
- Efficacité du système utilisé
(Quantité de fumées émises vs quantité de fumées filtrées).
- Le volume d'air à filtrer
- La température de l'air à filtrer
- Débit
- Pression statique
- Vitesse de capture vs distance

- 9 6 -
- Perte de charge
- Puissance du moteur
- Le type d'installation électrique et le voltage
• Mobilité de l'appareil
• Maniabilité du bras de capture (si il peut adopter une certaine posi-
tion et la maintenir; accès aux endroits difficiles).
Forme de la hotte ou de la buse (si elle est appropriée au genre de
travail habituel)
Grosseur et la nature des particules captées
Fréquence suggérée de nettoyage en fonction de la diminution de
performance du système de dépoussiérage.
Documenter la quantité de poussières (en poids) pouvant être captées
par l'appareil sans affecter (d'une façon appréciable) son rendement.
Vérifier si l'appareil est muni d'un avertisseur indiquant le moment
où l'on doit le nettoyer.
Vérifier si l'appareil a une fiche de maintenance indiquant le dernier
nettoyage (si non le suggérer)
Vérifier le système de récupération des poussières (après filtration)
Vérifier la propreté de l'appareil
Vérifier le nombre, la grandeur (m2) et les matériaux des différents
filtres ou cellules utilisés.
Documenter l'efficacité des filtres ou cellules en fonction du temps.
Vérifier l'environnement de .travail. Ex.: s'il y a une ventilation
générale.
Le nombre de changements d'air à l'heure effectués par le système de
ventilation.
La grandeur de la pièce
Noter l'adresse du vendeur et du fabriquant
Demander le prix de l'appareil

- 9 7 -
G) Observer et mesurer les différents paramètres qui peuvent nous guider
lors de l'évaluation de l'appareil.
- S'assurer que l'appareil est utilisé dans des conditions normales
d'opération.
- Vérifier si le débit de capture est comparable à celui décrit par le
fabriquant.
- Comparer le débit d'entrée et de sortie
- Mesurer la distance du point de capture qui correspond à une vitesse
de capture d'environ 0,5. m/s ou 100 pi/min.
- Echantillonner l'environnement autour du poste de travail.
- Echantillonner la poussière sur le travailleur
- Echantillonner à la sortie de l'appareil. Il peut arriver que la
surface d'évacuation soit grande et que la vélocité de sortie soit
faible. Dans ce cas, il sera préférable de diminuer l'aire de sor-
tie en fabriquant un cône en carton qui pourra être fixé à la
surface de sortie de l'appareil. Nous devrons par la suite ajuster
la vélocité de sortie en ouvrant ou en étranglant la sortie du cône
afin d'avoir une vélocité de sortie voisine de celle de la pompe qui
échantillonnera avec une cassette fermée placée au centre de la sor-
tie (ayant ajusté le débit de la pompe à 2,5 t/min ce qui permettra
d'obtenir une vélocité à l'entrée de l'orifice de la cassette d'en-
viron 1,1 m/s). Voir figure en annexe.
- Se servir d'un soudeur témoin opérant dans les mêmes conditions
mais sans le système de capture.
- Prendre note du poids et de la nature des électrodes utilisées.
Après avoir recueilli ces données, vous serez en mesure de juger de
l'efficacité de l'appareil et vous pourrez aussi la comparer avec
celle prescrite par le fabriquant.

- 9 8 -
Vous allez probablement en conclure qu'aucun système n'est parfait et
qu'il faut tirer les avantages et subir les inconvénients de chacun d'eux.
Il est aussi possible d'utiliser une ventilation générale pour compenser
la- part d'inefficacité d'une ventilation locale et pour se débarrasser des
gaz qui pourraient possiblement se former et qui "ne seraient pas éliminés
par le système de filtration. Ex.: ozone dans soudure à l'argon.
Afin de vous éclairer sur le choix le plus avantageux, voici un bref ta-
bleau des différents avantages et inconvénients des appareils de traite-
ment de l'air, tiré d'un rapport présenté à un colloque de l'association
pour l'hygiène industrielle au Québec (A.H.I.Q.).

- 9 9 -
AVANTAGES HT INCONVENIENTS.
'APPAREILS DE TRAITEMENT DE L'AIR
Après avoir sélectionné le type de ventilation qui répond le plus
possible aux besoins de l'industrie et des travailleurs, la ven-
tilation locale par extraction se doit d'être fortement considé-
rée pour des postes de travail non fixes. Des appareils de trai-
tement d'air permettent de capter les particules et de recirculer
l'air dans l'usine. Un écharigeur de chaleur à plaque convention-
nelle accomplit le même travail à un coût inférieur mais à une
efficacité ce 50 à 60?, ce qui affecte la rentabilité d'un tel
système. Far contre, la surface d'échange peut se bloquer et
affecter considérablement le rendement. A cause de la quantité
de systèmes de traitement d'air disponibles sur le marché et. de
leur efficacité, les appareils de traitement d'air sont nettement
à conseiller.
Les appareils sont les suivants:
Précipitateurs électrostatiques
Les précipitations sont constituées de pré-filtres en aluminium,
d'ionisc-ur pour changer les particules par l'effet corona, de la
cellule collectrice en aluminium qui retient les particules char-
gées et des filtres en a] urnimum en aval des cellules peur rete-
nir les particules collées sur la plaque qui se détache lors du
départ du système. Un cabinet avec ventilateur complète le tout
ainsi qu'une boite de retenue de récupération des particules.
Depuis quelques années, un déoniseur est ajouté pour empêcher que
les particules chargées se collent sur les surfaces I t a l i a ques
au bâtiment. Le nettoyage ces plaqués collectrices se fait de
trois façons:

- 1 0 0 -
a) CejIules nettoyées à la main
La cellule est retirée du cabinet et nettoyée à lfe a u avec
. un détergent spécial. Ces précipitateurs peuvent, dans les
cas de concentration élevée de poussière, nécessiter un en-
tretien trop régulier et décourager les utilisateurs.
b) M^fteaux pneurnatiques
Après l'arrêt de l'unité, un système de marteaux fait vibrer
les cellules et l'oxyde de fer accumulé sur les plaques se
dépose dans le collecteur.
c) A l'eau/détergent de façon automatique
Après l'arrêt de l'unité, un systc-me de gicleurs mobiles
traverse les plaques et y déloge les particules qui tombent
dans le collecteur et ensuite vers les égouts. Dans cer-
taines provinces, l'interdiction de laisser passer ccs par-
ticules dans les égouts nécessite l'addition de barils de
sédimentation. Les barils sont-ensuite transportés vers un
site d'enfouissement reconnu.
Filtres h sac_s (sacs en U)
L'air passe cans un pré-filtre, puis dans dos sacs en U c-t enfin,
dans un filtre à charbon activé pour éliminer les ode-urs. Les
poussières sont délogées par un vibrateur mécanique lors de l'ar-
rêt du système.

- 1 0 1 -
n_ltres à colmatage
Un . produit à base de cellulose est aspiré dans le collecteur et
se colle sur les sacs pour former un "gateau" pour permettre de
capter les particules. Lorsque la pression atteint une valeur
suffisamment élevée après quelques .mois, le système est. arrêté,
les poussières sont manuellement délogées des sacs et se déposent
dans la trémie.
Dépoussiérgu_r_à _cartouche
L!a i r passe à travers des cylindres ou cartouches avec médium
filtrant ondulé permettant un rapport surface/volume très élevé
(300 pieds carrés par cartouche de deux pieds de longueur et un
pied de diamètre). Les particules sont délogées grâce à des jets
d!a i r comprimé à très haute vitesse à contre courant et se dépo-
sent dans la trémie.

- 1 0 2 -
AVA^IAGKS E T mX)iJV|-:NIK^rS
P R E C I P I T A T O R S EL^CTHQS-RATJQLJJG (NETJ'OYAGE A LA MAIN)
AVANTAGES
- Ils requièrent péu d'espace •
(unités compactes).
- Ils consomment peu d'énergie -
électrique car les pertes de
charge internes sont de 1"
de pression statique:
1 HP/1000 PCM soit i?30$/an
en consommation électrique à
24h/jr, 7 jrs/sern, 52 sem/an -
.030$/kWh.
• L'énergie électrique néces-
saire pour la collection des
particules est très peu éle-
vée 25 W/1000 PCM.
Coût de capitalisation peu
élevé.
Capte les brouillards d'huile
INCONVENIENTS
Entretien très élevé, parti-
culièrement à un taux de con-
centration élevé de poussière.
Génèrent de l'ozone et du NO x
par lfionisation de l'air.
Peut-être un problème lors du
soudage de l'aluminium à
1'argon.
Lés particules non captées et
chargées par la précipitation
se collent sur les parois
d'acier de l'usine si un dé-
ioniseur à la sortie du préci-
pitateur n'est pas utilise.
L'efficacité décroit en fonc-
tion du temps d'opération par-
ticulièrement important à des
concentrations-élevées.
Leur capacité de charge n'est
que de 9 mg/rn3 donc des char-
ges de concentration ambiante
et non à la source.
- Reparation régulière des
'tiges.

- 1 0 J -
y T A T O J R S Kl «ËCTRQST AT1 QUKS (HARTKAUX PNEUMATIQUES )
AVANTAGES
Mêmes avantages qu'avec les
précipltateurs (nettoyage
à la main).
Entretien moins élevé et
nécessite un nettoyage des
cellules a v e c le détergent
environ deux fois par an
selon les charges.
Capte les brouillards d'huile
INCONVENIENTS
- Peut présenter des problèmes
d'entretien dans le cas de
collection à la source.
- Morne que précédemment sauf
l'entretien.
- Système pneumatique et mar-
teaux possédant des pièces mo-
biles qui se brisent réguliè-
rement. En particulier si la
pression d'air dépdsse les re-
oo"LT,andations du manufactu-
rier.

- 104 -
PHECIPITATKUHS Kl ._KCTI<OSTATIQUKS
(NETTOYAGE A L' EAU/DhTKKGRNT DE KACON AUTOMATIQUE)
AVANTAGES
- Mêmes avantages que précé-
demment .
- nécessitent très peu d'en-
tretien si le nettoyage est
fait régulièrement pour cra-
pecher qu e les pa rti c u1es se
collent de façon définitive -
sur les plaques.
Peut prendre des charges
assez élevées comparative-
ment aux autres précipita-
teurs telles les charges
provenant de la collection
à la source.
INCONVENIENTS
Mêmes que précédemment sauf le
système pneumatique.
Le système de gicleurs possède
des pièces mobiles et présente
des possibilités tic bris.
L'équipe d'entretien ou de
production doit s'assurer que
le lavage se fait régulière-
ment et une inspection men-
suel le est recommandée.
Ne peut être installés à l'ex-
térieur sans abris "penthouse"
(possibilité de gel), particu-
lièrement important dans les
espaces confinés.
Capte les brouillards d'huile.

- 105 -
H L T R K S ^ SAC
AVANTAGES
Efficacité élevée - 99?.
Ils consomment peu d'éner-
gie électrique à cause de
leur perte de charge interne
approx. 2" P.S.
Coût de capi talisation
assez bas.
lNC0N^NJ_Ejgrs
Fabrication pour des volumes
peu élevés 5000 PCM et augmen-
te les coûts en capitalisation
pour un gros système.
Requièrent des plaques 'de dé-
fi oc t ion dans le cas d'une
eol-1 ecti.on près du dépoussié-
reur.
- Remplacement des filtres,
pre-filtres 12/an, filtres
U-Bag 2/an, charbon 1/an
(200$/an/1000 PCM)..

- 1 0 6 -
FILTRES A COLMATAGE
AVANTAGES
Système très simple sans
aucune pièce mobile.
Efficacité très élevée 99%.
INCONVENIENTS
- Nécessitent un entretien
annuel ou semi-annuel selon la
charge de particule.
- La capacité varie en fonction
du temps et crée des problèmes
d'ajustement pour le volume
au bras mobile. Qualité de
soudure peut être modifiée en
particulier lors de l'utilisa-
tion de gaz (argon ou hydro-
gene) lors du soudage.
- Opèrent à une pression de J"
de pression statique au moment
de régénérer le dépoussiéreur.
- Occupent un volume très grand
par rapport à tout autre dé-
poussiéreur à filtre.

- . 1 0 7 -
DEimSgjKHhXfH A CARTOUCHKS
AVANTAGES
Ne requiert que très peu
d'entretien (vérification
générale annuelle).
Efficacité très élevée 99?.
Pas de partie mobile.
Système relativement com-
pact.
Fonctionnement continu ne
nécessitant pas d'arrêt pour
le nettoyage.
Installation à l'extérieur
minimisant l'occupation
d'espace intérieur.
Eas "air-to-cloth-ratio".
INÇO'WENIENTS
- Coût de remplacement des fil-
tres à tous les 3 à 5 ans
selon la charge et les condi-
tions d'opération (100$/an
/1C00 PCM).
- rîr-qurert de l'air comprimé
1 SPCM/1000 PCM.
- Cpère à une pression statique
plus élevée que les précipita-
teurs donc une énergie élec-
trique supplémentaire.
1 HP/1000 PCM soit 230$/an.
- Peut prendre feu si un pare-
étincc-.l le n'e-st pas installé
dans le cas d'installation
p;-ès du dépoussiéreur.
Certains depoussiéreurs
sont modulaires.

- 1 0 8 -
ËXTRAC1>:URJ)E_ KUMEE DE SOUDURE
AVANTAGES
Requiert très peu d'espace. -
Coût de capitalisation très
peu élevé.
L'énergie nécessaire à la
collecte des fumées est
très faible 1 1/2 HP/soudeur.
Convenable pour les ateliers
où les soudeurs se déplacent
beaucoup.
Entretien peu élevé.
Très bas volume évacué
50-60 PCM/soudeur.
INCONVENIENTS
Di.minue l'efficacité de sou-
dure (par aspiration des gaz
inertes.
Ail ourdit le fusil à souder.
Les boyaux flexibles peuvent
etre encombrants dans certai-
nes applications.

- 1 0 9 -
Dans beaucoup de cas, l'entretien est un facteur important par
rapport au coût de capitalisation. En effet, l'utilisation des
bras mobiles ainsi que les problèmes au niveau de la production
et de l'acceptation du travailleur ne doivent pas s'ajouter à des
problèmes d'entretien., de réparation, d'attente pour le nettoyage
ou le décollement des particules. Une installation minimisant
l'entretien devra être préconisée au niveau de l'industrie car
les coûts en capitalisation pour un système de collection à la
source avec dépoussiéreur à cartouche ou précipitatour électro-
statique ne varie pas de façon significative. L'installation de
dépoussiéreur à cartouche devient alors particulièrement intéres-
sante. Cette technologie est n o n t e n a n t bien éprouvée.
Dans le cas d'une installation au niveau institutionnel, l'appro-
che est différente mais l'aspect entretien demeure important. En
effet, pour un mcme produit, une école s'est déclarée satisfaite
alors que l'autre ne l'était pas.
CONSERVATION DE L'ENERGIE
Que ce soit la réduction de la ventilation générale pour une ins-
tallation existante ou l'installation d'appareils de traitement
de l'air pour une nouvelle construction, l'aspect conservation de
l'énergie devrait être considéré. La recirculation de l'air de-
vient particulièrement intéressante dans le cas d'une opération
de 16 heures/jour, 7 jours/r-emaine. Pour ce qui est d'une opéra-
tion à un quart par jour, l'extraction directe au dehors peut
dans certains cas réduire considérablement les coûts de capitali-
sation.

- 1 1 0 -
Il est à noter que l'Installation d'un système de ventilation pour
réduire la pollution permet de déduire l'investissement et de réduire
l'impôt de l'entreprise (imposé à 46 uj.
Les déductions pour l'amortissement accéléré représentent la déduction
permettant à la compagnie de soustraire le coût en capital de biens
amortissables pour le matériel de lutte pour la pollution.

l i X K K U U i S
Lors d'une visite dans un atelier de soudure, vous observez les faits
suivants :
l'atelier a la forme semi-cylindrique et a une superficie de plancher
de 20 X 30 m 2 ,
- le représentant de l'employeur vous demande gentiment ce que vous
pensez du "Airbox 3000" a l'essai présentement,dont l'effi cacitc théo-
rique est de 95
- vous mesurez un débit de 0,439 m V s à l'entrée,
- l'appareil est une boîte formée de quatre panneaux rectangulaires
de 0,9 m X 2,44 m permettant un échange extérieur sur 60 % de leurs
surfaces,
- le soudeur vous informe qu'il utilise:
a) 25 kg/semaine de E7018 soit:
1. 75 % l/8"4> 1,63 X 10-2 poids fumée
poids électrode
2. 15 % 3/16"$ 1,56 X 10"2 poids fumée
poids électrode
3. 10 % 5/32"<(> 1,53 X 10"2 poids fumée
poids électrode
b) 10 kg/semaine de H7024 à 0,82 X 10~2 poids fumée
poids électTode
c) 5 kg/semaine de 1:410-16 à 0,73 X 10"2 pouls fumée
po id s elect rode

- 1 1 2 -
1) Calculer le diamètre de sortie du cône de carton que vous devez
fabriquer en bouchant les trois, autres surfaces filtrantes et en
considérant la vélocité de sortie voisine de 1,1 m/s.
Le représentant à la prévention vous sort une petite boîte ressem
blant à une balayeuse appelée "Airlux" dont le débit d'aspiration
est .de 0,058 nU/s et l'efficacité de 90 %.
2) En vous basant sur la courbe du débit actuel/débit•initial en fonc-
tion de la quantité de fumées accumulées, sur les informations du
soudeur et en sachant qu'il serait préférable de changer le filtre
lorsque le débit actuel est à 70 % du débit initial:
a) Dans combien de temps devrez-vous changer le filtre de chacun de
ces appareils pour les mêmes conditions d'exposition?
b) Evaluez la concentration ambiante journalière pour chancun des cas
- Airbox 3000
- Airlux
- Sans appareil de capture
c) Est-il favorable dans ce cas d'employer le airlux? Si non, dans
quel cas le sera t'il et pourquoi?
d) Vous observez qu'il y a environ 50 % de la fumée émise qui est
captée par la buse et que l'atelier est muni d'une ventilation
generale apportant 4 changements d'air à l'heure. Calculez la
concentration ambiante journalière pour chacun de ces cas:
- airbox 3000
- sans appareil de capture
Solutions à l'annexe VIII.

-115-
Débit actuel vs Fumée accumulée
Débit initial
Fumée accumulée
(Kg)
I )

- 114 -
BIBLIOGRAPHIE*
(1): A.W.S. Fumes and Gases in the Welding Hnvironment, a research
report, 1979.
(2): CRSSS 09 (Côte-Nord), Session de formation sur les risques du
soudage.
(3): Gol1er, J.W., Paik, N.W., A comparison of Iron Oxide Fume Inside
and Outside of Welding Helmets, AIHA. J. vol 46, no 2, p. 49.
(4): Jenkins, A, et al, Welding fumes, sources, characteristics, control,
vol. 1, British Weldong Institute, Cambridge 1981.
(5) Heile, R.F., Hill, D.C., Particulate Fumes Generation in Welding
Processes, Welding Research, Suppl. to Welding Journal, Juillet 1975
p. 201-5
(6) Ulfverson, U., A Field Investigation of Air Contaminant in Gas ShLeding
Welding of Aluminium and Aluminium Alloys. Proceedings of the llunt;arian-
Finnish - Ital ian - Scandinavian Symposium on Industrial Dust Problems
Helsinki (Report to National Board of Occupational Health and Safety,
Stockholm), 1977, cité dans (7).
(7) Van Wagenen, H.D., Assessment of selected Control Technology Technique
for Welding Fumes, NIÔSH, 1979, it 79 - 125.

ANNEXE I
GAZ PRODUITS PAR LE SOUDAGE

1-1
TABLEAU 1
ANALYSE DES GAZ ASSOC LP.S AU SOUDACE A L'ARC
*» Cases (ppm) Supplementary
Electrode (code) CO NO 2 shielding
E6010 ( I I ) 5 mm* None E6010 ( \ ) 5 None E6013 (3) 5 . . . None Ef i0 l3 (4) 3 None E7018 (10) 7.5 . . . None E7018 (12) 7 . . . None E7024 (7) 3 . . . None E7024 (9) 10 None E S 0 I 8 C3 (13) 10 _ . . None E 8 0 I 8 C3 (15) 5 None E 9 0 I 8 B3 (18) 5 None E 9 0 I 8 B3 (16) 5 None E3I6 -15 (27) 8 0.25 None E316-16 (27) 5 0 .25 None ENiCu 2 (33) 3 0.25 None E70T-1 (40) 100 0 .50 c o 2
E70T-I . (40) 50 0 .75 Ar-25 C 0 2 E70T-1 (41) 80 0.50 c o 2
E70T-I (41) 50 0 .75 Ar-25 CO? E70T-4 (50) — 0.50 None E70T-5 (44) 50 0 .50 - CO 2 E70S-3 (58) 80 0.75 Ar-9 CO-> E70S-3 (58) 20 1.50 Ar-2 0 2 " E70S-3 (58) 150 0.25 CO o E5356 (60) 1.00
z Ar
Inconcl 625 7.00 Ar 1. A d j sh (- • •) signifies th jJ CO or NO-j w j s not present in (Ictccii iblc j m o u n l s
2. rhc number in pjrenihescs fo l lowing the electrode dcsicnal ion is the rode number iden t i f y ing ihtr spécifie cleclrode.
200
40 60 HO 100 Amount of carbon rtioode in sbitldimj yn\. vol. %
F i p 2.19-Content of enrhon r i n 111 ï f f u in tin- ;i!mos;>!>i;ri' ::s n
fund inn of ihv ;mimin( ofcîirÏKin «iioxicu- i;i fisc siiii'(ï;n<; pis t i n p i s mi-till ;nx ;HUÎ îmx t*>rt-<f ;irc \wWinj;

ANNEXE II
TAUX DE GENERATION DES FUMEES (TGF)

1 i - 1
Fig. 1 K u m e generation rates for selected covered, flux cored.
and .solid 0 M A W electrodes as a function of current

A C3
.o ^ • r o - l
ICS *cs -
0.4l"°04fa
O-V"
o.a6

Table B32 Fume generation characteristics of E7018 covered electrodes with different diameters
E l e c t r o d e C o d e V o l t a g e , V C u r r e n t . A
avg avg m m
Hlcc l rode d iameter
F u m e genera t ion rate
Measured N o r m a l i s e d
g / m i n g / m i n / I 2 x I 0 " 5
Wgt. o f f u m e / wgt . o f
e lec t rode used
A 1 0 0
W g i . o f f u m e / Wgt . o f f u m e / w g i . o f depos i ted length o f
M e l t i n g rate D e p o s i t i o n rate m e t a i e lec t rode used
k g / h I b / h k g / h I b / h g / k g * g / m g/ in .
0 . 9 0 1 . 9 7 0 . 5 9 1 . 2 9 1 9 . 6 9 0 . 7 7 0 . 0 2 0 . 9 0 1 . 9 7 0 . 5 8 1 .25 1 9 . 6 1 0 . 7 6 0 . 0 2 0 . 8 6 1 . 8 9 0 . 5 7 1 .25 1 9 . 7 9 0 . 7 9 0 . 0 2 0 . 8 8 1 .94 A v g 0 . 5 8 1 . 2 8 A v g 1 9 . 6 9 A v g 0 . 7 7 O Ô 2 0 . 0 2 0 . 0 4 S D 0 . 0 1 0 . 0 2 S D 0 . 0 9 S D 0 . 0 1 > 0 . 0 1
1 . 2 3 2 . 7 1 0 . 9 0 1 .98 2 2 . 2 6 1 .62 0 . 0 4 1 .24 2 . 7 3 0 . 8 5 1 .88 2 2 . 4 2 1 .54 0 . 0 4 1 .24 2 . 7 2 0 . 9 1 2 . 0 0 2 2 . 0 7 1 .62 0 . 0 4
1 .24 2 . 7 2 A v g 0 . 8 9 1 .95 Avg 2 2 . 2 5 Avg 1 . 5 9 0 . 0 4 0 . 0 1 0 . 0 1 S D 0 . 0 3 0 . 0 6 S D 0 . 1 8 S D 0 . 0 4 > 0 . 0 1
1 .96 4 . 3 2 1.45 3 . 2 0 2 0 . 6 4 2 . 2 7 0 . 0 6 1 . 9 8 4 . 3 5 1 . 4 9 3 : 2 8 2 0 . 1 3 2 . 2 5 0 . 0 6 1 . 9 8 4 . 3 5 1 .48 3 . 2 5 2 0 . 0 7 2 . 2 2 0 . 0 6 1 . 9 7 4 . 3 4 A v g 1 .47 3 , 2 4 A v g 2 0 . 2 8 Avg 2 .25 0 1 ) 6 0 . 0 1 0 . 0 2 S D 0 . 0 2 0 . 0 4 S D 0 . 3 1 S D 0 . 0 2 > 0 . 0 1
2 . M 6 . 2 5 2 . 1 6 4 . 7 4 2 0 . 2 1 2 . 9 7 0 . 0 7 2.K5 6 . 2 8 2 . 1 7 4 . 7 8 2 0 . 3 6 3 . 0 0 0 . 0 8 2 . 7 9 6 . 1 3 2 . 1 3 4 . 6 8 2 0 . 4 0 2 . 9 8 0 . 0 8
2 . 8 3 6 . 2 2 A v g 2 . 1 5 4 . 7 4 Avg 2 0 . 3 2 Avg 2 . 9 8 0.QS 0 . 0 4 0 . 0 8 S D 0 . 0 2 0 . 0 5 S D 0 . 1 0 S D 0 . 0 1 > 0 . 0 1
E 7 0 1 8 10 21 6 5 2 . 3 8 E 7 0 I 8 10 2 2 6 3 2 . 3 8 E 7 0 1 8 10 21 6 5 2 . 3 8
E 7 0 1 8 • 10 21 1 0 0 3 . 1 8 E 7 0 I 8 10 23 1 0 0 3 . 1 8 E 7 0 I 8 10 22 1 0 0 3 . 1 8
1 : 7 0 1 8 10 •> •» 1 6 0 3 . 9 7 117018 10 2 2 155 3 . 9 7 K 7 0 I 8 10 22 155 3 . 9 7
P. 7 0 1 H 10 > 1 2 3 0 4 . 7 6 1 -701 H 10 2 3 0 4 . 7 ft E 7 0 1 8 10 21 2 2 0 4 .7 f t
3 / 3 2 3 / 3 2 3 / 3 2
1/8 1/8 1/8
5 / 3 2 5 / 3 2 5 / 3 2
3 / 1 6 3/1 ft 3 /1 ft
0 . 1 9 0 . 1 9 0.19
A v g 0 . 1 9 S D > 0 . 0 1
0 . 3 3 0 . 3 2 0 . 3 3
A v g 0 . 3 3 S D 0 . 0 1
0 . 5 0
0 . 4 9
O.SO Avg 0 . S 0
S D > 0 . 0 1
0 . 7 3 0.7.1 0 . 7 2
Avg 0 . 7 3 SI) 0.01
4 . 5 8 4 . 8 7 4 . 4 S
4 . 6 4 0.21 3 . 3 4 3 . 1 9 3 . 3 4 3 . 2 9 0 . 0 9
i:95 2.10 2.06 2 . 0 3 0 . 0 7
1.37 t . 3 4 1 .56
1 . 4 2 0.12
A v g S D
A v g S D
A v g S D
A v g S D
1 . 3 0 1.28 1.31 1 . 3 0
0.02 1.63 1 .54
1.62 1 . 3 0
0 . 0 5
1 .53 1 .52 1 . 5 0
1 .52 0.01
1.53 1 .55 1 .56
1 .55 0.01
A v g S D
Avg S D
A v g SI)
A v g S D
Nolcs
Direct current: elci'iMiiU- |><nitivc
U'eldinp jpced: 3/32 in. ilium.: I /S in. d u m , 5 '32 in. dijrn.: 3 /16 in. diatn,:
10 • ur t^hi ! <> 111 >' I'MMCsstil j-. 4 peri l nt Jf.-»' nf the dep>>Ml «r i^hl .
2.54 rnrti/% 16 in./nun); 3,07 m m / u 7 . 2 5 m. /min): 3.HI m m / i (9 in./niin>; 3.81 m m / t i9 in./inin)
electrode weight 3/32 in. d u m . . 59.46 f j m 11.5103 g.'in.i.
I /S in. d u m . : 99.01 f j m i 2 . 5 U 9 g/m.r . 5 /32 in. dum. : 147.98 f / m (3 .7587 y/in.K 3/16 in. dùm. : 194.40 p/m i 4 . 9 ) T 9 p/ in. l
Metal deposition rate determined for only 1 ten per elecuodc. SI): standard déviation digma).
•0

Fume generation characteristics of a 3.
I. le t t rod y
1 : 7 0 1 8
1 : 7 0 1 *
I - 7 0 I X
11701 «
1 : 7 0 I X
I ; 7 O I K
1 : 7 0 1 8
1 : 7 0 1 K
1 : 7 0 I X
Table B26 9 7 m m 1 5 / 3 2 d l a m e , e r E 7 " 1 8 electrode a, a function of current
Voilage, V C u r r e n t . A C o d e avg avg
1 0 2 1 1 3 0
1 0 2 0 1 5 0
1 0 21 1 6 0
1 0 2 0 1 7 0
1 0 2 0 . 5 1 8 5
1 0 2 1 . 5 1 8 5
1 0 2 1 1 9 0
1 0 2 2 2 1 0
1 0 2 1 2 1 0
I ' u m e g e n e r a t i o n r a t e
Measured Normalized B / m i n g / m i n / l 2 « l o ~ -
0 . 3 6
0 . 4 0
0 , 4 2
0 . 4 1
0 . 5 0
0 . 5 5
0.60
0 . 7 2
0 . 7 3
2.16
1 . 7 6
1 . 6 3
1 . 4 2
1 . 4 5
1.60
1.66 1.62 1.66
. 0 = w « * h l i u m € c p r e s s c d a p . ™ ^ „ f l h c d c p i n j , ^
l . l t -cUudc pu lur i i y : p m i i j v c
Wc lUm* vpeed: 3 .K I m m / s ( 9 i n . / m i n i
w g l . o f f u m e / w g t . o f
e l e c t r o d e used
x 1 0 0
1 . 2 3
1 . 2 3
1.20 1.18 1 . 3 4
1.38 1 . 5 0
1 . 6 9
1 . 7 6
M e l t i n g r a t e D e p o s i t i o n r a t e
k g / h I b / h k g / h I b / h
1 . 7 8 3 . 9 1 1 . 2 6 2 . 7 6 1 . 9 3 4 . 2 4 1 . 3 7 3 . 0 1 2 . 0 9 4 . 6 1 1 . 4 5 3 . 1 8 2 . 0 9 4 . 6 0 1 . 4 4 3 . 1 7 2 . 2 2 4 . 8 9 1 . 4 8 3 . 2 6 CO
r-i r*
5 . 2 3 1 . 7 4 3 . 8 3 2 . 4 0 5 . 2 8 1 . 7 5 3 . 8 5 2 . 5 4 5 . 5 8 1 . 7 5 3 . 8 5 2 . 4 9 5 . 4 7 1 . 8 7 4 . 1 1
W g t . o f f u m e / w g t . o f d e p o s i t e d
m e t a l
g/kg'
1 7 1 4 5
1 7 . 3 3
1 7 . 3 8
1 7 . 0 3
2 0 . 1 4
> 8 . 8 3
2 0 . 4 9
2 2 . 6 9
2 3 . 4 4
Welding l i m e : J m i n u t e
I J e d / o d e weight : 1 4 8 . 4 2 6 / m ( 3 . 7 7 * / ] „ . )
Mc la l deposi t jun u » e de te rmined for only t per e lectrode.
S I ) : s landard deviat ion (sigma).
W g t . o f f u m e /
l e n g t h o f e l e c t r o d e u s e d
8 / m g / i n .
1 . 8 4 0 . 0 5
1 . 8 4 0 . 0 5
1 . 7 9 0 . 0 5
1 . 7 5 0 . 0 4
2 . 0 1 0 . 0 5
2 . 0 5 0 . 0 5
2 . 2 3 0 . 0 6
2 . 6 2 0 . 0 7
2 . 6 3 Ô . 0 7
I.

Table B38 Fume generation characteristics of some 3.97 mm {5/32 in.) diameter low hydrogen
mild steel covered electrodes with iron powder additions
E l e c t r o d e V o l t a g e . V
C o d e avg
F u m e g e n e r a t i o n r a l e
C u r r e n t , A M e a s u r e d
a v g g / m i n g / m ' n / l N o r m a l i z e d
2 v |o-5
W g t . o f f u m e /
w g t . o f
e l c c t r o d c
u s e d
x 1 0 0
M e l t i n g r a l e D e p o s i t i o n r a t e
W g t . o f f u m e /
w g t . o f
d e p o s i t e d
m e t a l
W e i g h t o f f u m e /
l e n g t h o f
e l e c t r o d e used
k g / h I b / h k g / h I b / h g / k g * g / m g / i n .
E 7 0 1 6 2 9 2 3 1 7 0 0 . 4 8 1 . 6 7 L 7 0 1 6 2 9 2 3 1 7 5 0 . 5 1 1 . 6 7 1 : 7 0 1 6 2 9 2 3 1 7 0 0 . 4 9 1 . 7 0
A v g 0 . 5 0 1 . 6 8 A v g S D 0 . 0 1 0 . 0 1 S D
E 7 0 I 8 3 6 2 4 1 7 5 0 . 5 1 1 . 6 6 1 : 7 0 1 8 3 6 2 4 1 8 0 0 . 5 1 1 . 5 9 t 7 0 1 8 3 6 2 4 1 7 5 0 . 5 1 1 . 6 8
A v g 0 . 5 1 1 . 6 4 A v g S D > 0 0 1 0 . 0 5 S I )
1 -17028 3 2 3 3 2 3 5 1 . 0 4 1 . 8 9 1 : 7 0 2 8 r 2 3 2 2 3 5 1.01 1 . 8 2 • E 7 0 2 8 3 2 3 4 2 2 5 1 . 0 3 2 . 0 3
A v g 1 . 0 3 1 . 9 1 A v g S D 0 . 0 2 0.01 S D
1 . 3 7
1 . 4 4
1 . 3 8
1 . 4 0 0 . 0 4
1 . 3 3
1 . 3 6
1 . 3 6
1 . 3 5
0.02
1 . 4 8
1 . 4 3
1 . 4 6
1 . 4 5
0.02
A v g
S D
A v g
SD
A v g
SI)
• g / k j i r 1 0 s weight o f fume expressed as percentage o f the deposit weight .
Notes:
L l e r t r o d e p o l a r i t y : positive
Welding speed: C e d e 32 and 36 electrodes; 4 . 2 3 mm/s ( 1 0 i n . / m i m : Code 29 e lectrode: 3.8 I m m / s (9 in . , 'min i .
2.12 2 . 1 4
2 . 1 4
2 . 1 3
0.01
2 . 3 0 2 . 2 7 2.28 2.28 0.01
4 . 2 4
4 . 2 3
4 . 2 4
4 . 2 4
0.01
4 . 6 6
4 . 7 1
4 . 7 0
4 . 6 9
0 . 0 3
5 . 0 6 5 . 0 0 5 . 0 1
5 . 0 2 0 . 0 3
9 . 3 4
9 . 3 0
9 . 3 2
9 . 3 2
0.02
A v g
S D
A v g
S D
A v g
S D
1 . 4 0 1 . 4 8 1 . 4 0
1 . 4 3
0 . 0 5
1.68 1 . 6 5
1.68 1 . 6 7
0.02
2 . 9 6
2.88
2 . 8 5
2 . 9 0
0.06
3 . 0 7
3 . 2 6
3 . 0 9
3 . 1 4
0.10
3 . 7 0 3 . 6 3 3 . 7 0
3 . 6 8 0 . 0 4
6 . 5 2
6 . 3 4
6.26
6 . 3 7
0 . 1 3
2 0 . 7 8 2 0 . 7 7 2 0 . 9 9
A v g 2 0 . 8 4
S I ) 0 . 1 3
18.16 1 8 . 6 9 1 8 . 3 3
A v g 1 8 . 3 9
S D 0 , 2 8
2 1 . 1 ) 2 0 . 9 6
2 1 . 7 1
2 1 . 2 7
0 . 3 9
A v g
S D
A v g
S D
A v g
S D
A v g
S D
1.80 1 . 7 9
1.81 1.80 0.01
1 . 9 8 2.02
2.02 2.00 0.02
3 . 5 3
3 . 4 5
3 . 5 2
3 . 5 0 0 . 0 4
1-1 lect rode we ight : Code 29 c lec t rode: 130.71 g / m (3.32 g / i n . ) Code 32 e lectrode: 196,46 g / m ( 4 . 9 9 g / in . ) Code 36 e lec t rodc: 146.85 g / m (3.73 g / in . )
Me ta l deposi t ion rate de te rmined for on ly I test pet e lcct rodc.
S I ) : standard dev ia t ion (sigma).
0 . 0 5
0 . 0 5
0 . 0 5
0 . 0 5
0.00
0 . 0 5 0 . 0 5 0 . 0 5
0 . 0 5
0.00
0 . 0 9
0 . 0 9
0 . 0 9
0 . 0 9
0.00

ï
Table B37 Fume generation characteristics of some 3.97 mm (5/32 in.) diameter high titania
mild steel covered electrodes with iron powder additions
H l c c l r o d e
1 - o O U
1 . 6 0 1 3
1.6013
V o l t a g e ,
C o d e a v g
V C u r r e n t , A
a v g
l ' u n i e g e n e r a t i o n r a t e
M e a s u r e d N o r m a l i z e d
g / m i n g / m i n / | 2 x 1 0
Wgt. of fume/ wgi. of
_ e l e c t r o d e
u s e d
•5 » i n n
M e l t i n g r u l e D e p o s i t i o n r a l e
W g i . o f f u m e /
w g t . o f
d e p o s i t e d
m e t a l
W e i g h t o f f u m e /
l e n g t h o f
e l e c t r o d e used
A v g 2 . 0 1 A v g 2 . I K
S I ) 0 . 0 2 S D 0 . 0 1
1 : 7 0 1 4 3 0 3 0 1 7 5 1 : 7 0 1 4 3 0 2 9 1 7 5 1 : 7 0 1 4 3 0 2 9 1 7 5
H 7 0 2 4 3 5 4 1 2 1 0 1 : 7 0 2 4 3 5 4 1 2 1 0 K 7 0 2 4 3 5 4 1 2 1 0
U.72 0 . 7 2
0 . 7 2
A v g 0 * 7 2
S I ) > 0 . 0 !
0 . 6 9
0.68 0.68
Avg SI)
0.68 0.01
2 . 3 4 '
2 . 3 5
2 . 3 5
2 . 3 5
>0.01
1 . 5 6
1 . 5 4
1 . 5 5
1 . 5 4
0.01
1 . 6 3
1.62 1 . 6 3
2 . 6 5
2 . 6 7
2.66
A v g 1 . 6 3 A v g 2 . 6 6
S I ) > 0 . 0 1 S I ) 0 . 0 1
0.82 0.81 0.82
5 . 0 1
S.0I 5 . 0 1
A v g
SI)
* 10 « « e i g h t ol" t u n i c e x p o s e d a» percentage u f the de|>usit weight .
No tes :
K l c c t r o d e p o l a r i t y : posi t ive
W e l d i n g speed: C o d e 3 0 and 3 4 e lec i rodev : 4 . 2 3 M M / 4 , J O i n . / i n i n ) ; C o d e 4 . 4 5 i n m / s ( 1 0 . 5 i n . / m i n ) .
0 . 8 2 A v g 3 . 0 1
0 . 0 1 S D 0 . 0 0
5 . 8 3
5 . 8 7
5 . 8 5
5 . 8 5
0.02
1 1 . 0 3
11.02 11.02
11.02 0.01
A v g
SI)
A v g
S D
1 . 8 3
l.8i 1.81
1.82 0.01
3 . 3 5
3 . 4 1
3 . 3 8
3 . 3 8
0 . 0 3
4 . 0 3
3 . 9 9
3 . 9 9
4 00 0.02
7 . 3 7
7 . 5 0
7 . 4 4
7 . 4 4
0.06
A v g 2 9 . 8 6 A v g
S D 0 . 1 5 S D
2 3 . 5 3
2 3 . 8 6
2 3 . 8 1
A v g 2 3 . 7 2 A v g
S D 0 . 1 8 S D
1 2 . 3 4
1 1 . 9 3
12.12 A v g 1 2 . 1 3
S D 0 . 2 2
A v g
S D
2 . 4 2
2 . 4 3
2 . 4 1
2 . 4 2
0.01
2 . 1 3
2.10 2 . 1 1
2 . 1 1 0.02
35' e l ec t rode :
l i l e c t i o d e w e i g h t : C o d e 3 0 e lec t rode: 1 4 7 . 6 4 g / m ( 3 . 7 5 g / i n . )
Code 34 e lec t rode: I I 5 . 7 5 g / m ( 2 . 9 4 g / in . )
C o d e 35 e lec i rodc : 1 4 6 . 8 5 g / m ( 3 . 7 3 g / i n . j
M e t a l d e p o s i t i o n rate d e t e r m i n e d for on ly I test per e lectrode.
S D : s tandard dev ia t ion (s igma) .
0.06 0.06 0.06
0.06 0.00
0 . 0 5
0.05 0.05
0 . 0 5
0.00
a
h' CD

Table BIO
E l e c t r o d e C o d e a v g
E N i - C I 2 8 : i E N i - C I 2 8 : i E N i - C I 2 8 21
ENiCu-2 ENiCu-2 ENiCu-:
I n c o n e l 6 2 5 I n c o n e l 6 2 5 I n c o n e l 6 2 5
H a y n e s C - 2 7 6
H a y n e s 2 5 H a y n e s 2 5 H a y n e s 2 5
3 3 2 5 3 3 2 7 3 3 2 7
6 2 2 4 6 2 2 6 6 2 2 6
6 9 2 4 6 9 6 9 2 3
7 0 1 9 7 0 1 9 7 0 1 9 . 5
C u r r e n t , avg
1 3 5 -1 3 5 1 3 5 •
1 4 3 1 4 3 1 4 3
l u m e gener -a t i o n r a t e
1 5 5 1 4 0 1 4 5
1 3 0 1 3 5 1 3 5
1 4 0 1 4 0 1 3 5
g/»nin g/min/l-Aio
A v g
S D
0 . 3 6 0 . 3 6 0 . 3 8
0 . 3 7 0 01
0 . 3 1 0 . 3 1 0 . 3 1
A v g 0 . 3 1 S I ) > 0 . 0 1
0 . 3 : 0 . 3 1 0 . 3 2
0 . 3 : 0.01
1 . 9 7
1 . 9 8 2.06
2.01 0 . 0 5
1 . 5 2 1 . 5 1 1 . 5 2
1 . 5 2
A v g SD
A v g
S D
Avg S D
0 . 3 7 0 . 3 7 0 . 3 7
0 . 3 7 0.00
0.26
0.26 0.26
0.26
0.00
1 0 • f - ~ - pcrccnuge u f , h c d c p o l j ,
Direct current: electrode positive
Welding speed: Code 28 electrode: 3-81 mm/* i , / m i n >
rnconeiV cC,.r°
dC: 5 9 3
n i m / j (9 .5 i n . / m i n ) C o d e 70 e lectrode: 4 . 4 5 m m / 4 ( 10 .5 i n . / m i n )
Wgt. of l'ume/ wgt. of
— electrode 1 ... used- • Meli
x 100 kg/h
1.18 1.83 1.20 1.80 1.26 1.79
Avg 1.22 Avg 1.81 S I ) 0.04 S D 0.02
0.74 2.51 0.73 2.51 0.74 2.51
A v g 0 . 7 4 0.01 S D 0 . 0 1
1 . 3 5 1.61 1 . 5 4
0 . 7 1 0 . 6 8 0 . 7 0
1 . 5 0 0 . 1 4
A v g
S D 0 . 7 0 0.01
0 . 0 6 0 . 0 7 0 . 0 7
0 . 9 8 0 . 9 8 0 . 9 8
0 . 0 7 0.01
A v g
S D 0 . 9 8
0.00 0 . 0 5 0 . 0 5 0 . 0 5
0 . 6 6 0 . 6 4 0 . 6 6
0 . 0 5
0.00 A v g S D
0 . 6 5 0.01
g / m g / i n
1.57 0.04 1.57 0.04 1.63 0.04
- —
1.51 0.04 0.07 >0.01
1.02 0.03 1.02 0.03 1.02 0,03 1.02 ÔÔ3 0.00 >0.01 0.97 o.o: 0.93 o.o: 0.96 0.02 0.96 ô ô : 0.02 >0.01 1 . 5 1 0 . 0 4 1 . 4 0 0 . 0 4 1 . 5 0 0 . 0 4
~ • ' -1.4 7 0 . 0 4 0.06 >0.01
0 . 9 8 0.02 0 , 9 7 0.02 0 . 9 7 - 0.02 0 . 9 7 0.02 p.oi > 0 . 0 1
Composi t ions: t N ^ C I : 2 C - » S i . . M n - 8 l e - 2 . 5 C u - 8 5 N i "
Me la l deposi t ion rale d e t e r m i n e d lor o n l y I ,e>. p e r e lectrode
S D : standard deviat ion (>igma)

Table B 3 6 F u m e generation rates of 3 . 9 7 m m ( 5 / 3 2 in.) d iameter E 6 0 1 0 , E 6 0 1 3 , and E 7 0 1 8
electrodes as a func t ion of arc length
Electrode
E6010
E6010
E6010
E6010
E 6 0 I 0
E 6 0 I 0
116010
E60 I3
E6013
E6013
E60 I3
1:601 3
1:6013
E6013
E6013
E70 I8
E7018
E7018
E70 I8
E7018
Code
3
3
3
3
3
3
3
3
10
10
10
10
10
• A l l f u m e g e n e r a t i o n r a t e s n o r m a l i z e d l o c u r r e n t o f I SO a m p e r e s .
N o l c s :
E l e c t r o d e p o l a r i t y : p o s i t i v e
W e l d i n g t i m e : 3 0 s e c o n d s ( n o m i n a l ) .
Arc length Voltage, Current, Fume generation rate, g/m
mm in. V A Measured Normalized" 0 0 23 140 0.53 0.61 0 0 24 140 0.47 0.54 1.59 1/16 29 135 0.68 0.84 3.18 1/8 33 140 0.77 0.88 4.76 3/16 35 140 0.68 0.78 6.35 1/4 41 150 0.98 0.98 6.35 1/4 43- 150 1.08 1.08
0 0 23 140 0.49 0.56 1.59 1/16 26 150 0.63 0.63 3.18 1/8 29 140 0.53 0.62 4.76 3/16 32 135 0.67 0.83 6/35 1/4 42 165 1.35 1.12 6.35 " 1/4 43 155 1.19 1.11 7.94 5/16 43 155 1.08 1.07
15.88 5/8 50 135 1.12 1.39
3.18 1/8 23.5 145 0.47 0.51 6.35 . 1/4 26 145 0.46 0.50 7.94 5/16 31 130 0.45 0.60 9.53 3/8 33 140 0.57 0.65 11.11 7/16 43 ' 150 0.75 0.75

Table B1S Fume generation characteristics of 2.38 mm (3/32 in.) diameter self-shielded
stainless steel flux cored electrodes
l ; u m e gener-a t i o n rate
E lec t rode C o d e Vo l tage ,
avg Cur ren t . A
avg
Wire feed rate
m m / s i n . / m i n
Measured N o t m a l i z c d g / m i n g / m i n / I
Wgt . o f f u m e / wgt. o f
e lec t rode used
x 100
M e l t i n g rate Me t i l
depos i t ion rate
Wgt . o f f u m e / wgt . o f deposi ted
m e t a l
k g / h I b / h k g / h I b / h g / k g *
Wgt. o f f u m e / l e n g t h of
e lec t rode used
g / m g/ in.
3 Q 8 L 53 3 1 - 3 3 380-4 20 1 4 7 . 3 2 348 1 .64 1 .03 0 . 7 7 1 2 . 8 9 2 8 . 3 6
3 0 8 L 53 3 2 - 3 3 3 9 0 - 4 1 0 1 4 7 . 3 2 348 1.63 1 .02 0 . 7 6 1 2 . 8 9 2 8 . 3 6
3 0 8 L 53 3 2-33 3 8 0 - 4 0 0 1 4 7 : 3 2 3 4 8 1.64 1 .07 0 . 7 6 1 2 . 8 9 2 8 . 3 6
Avg L64" ÏÏÔ4 Avg 0 . 7 6
S D < 0 . 0 1 0 . 0 3 S D < 0 . 0 1
3 I 6 L 55 2 8 - 2 9 3 6 0 - 3 9 0 154 .94 366 1.34 0 . 9 5 • 0 . 5 9 1 3 . 5 8 2 9 . 8 7
3 I 6 L 55 2 8 - 2 9 3 5 0 - 3 8 0 154 .94 3 6 6 1 .38 1.03 0 . 6 1 1 3 . 5 8 2 9 . 8 7
3 1 6 1 55 2 8 - 2 9 3 4 0 - 3 7 0 1 5 3 . 6 7 363 1 . 3 0 1 .03 0 . 5 8 I 3 . S 8 2 9 . 8 7
Avg "L34 T Ô Ô Avg 0 . 5 9
S D 0 . 0 4 0 . 0 5 S D 0 . 0 2
3 1 6 L 6 7 28 3 9 0 154 .94 3 6 6 2 .44 1 . 6 0 1 .06 1 3 . 7 6 3 0 . 2 8
3 I 6 L 6 7 28 .5 4 0 5 1 5 4 . 9 4 3 6 6 2 . 4 9 1.52 1 . 0 9 1 3 . 7 6 3 0 . 2 8
3 I 6 L 6 7 28 .5 4 0 0 154 .94 3 6 6 2 . 5 1 1 .57 1 . 1 0 1 3 . 7 6 3 0 . 2 8
Avg 2 . 4 8 7 5 6 Avg 1 . 0 8
S D 0 . 0 4 0 . 0 4 S D 0 . 0 2
10.6S 1 0 . 6 5 1 0 . 7 1
A v g 1 0 . 6 4 S D 0 . 0 4
1 1 . 5 8 1 1 . 5 8 1 1 . 5 0
Avg 1 1 . 5 2 S D 0 . 1 0
1 2 . 0 7 1 2 . 0 7 12.10
A v g
S D 12.08 002
2 6 . 5 6 26 56 26.62
2 6 . 5 8 0 . 0 4
0.18 0.18 0.18
0 , 1 4 0 - 1 4 0 . | 4
0.26 0.26 0 . 2 7
<0.01 <0.01 <o!oi
<0.01 <0.01 <0.01
<0.01 <001 <0.01
V f - I U » u c i p h t o f f u m e e x p r e s s e d a t • p e r c e n t i l e o f t h e d e p u t i t < * e i p l i l
N o t e v
L I e c i r o d e p o l a r i t y : p o s i t i v e
F l e e i r o d e c o n t a c t l u h e - i o - w o r k d i s t a n c e : 3 8 m m ( 1 - 1 / 2 i n . )
W e l d i n g l i m e : M l v e c o n d \
W e l d i n g s p e e d : 6 . 7 7 m m ( 1 6 i n . / i n i n )
S h i e l d i n g p i s : n o n e
t i e c i i o d e w e i g h t / u n i t l e n g t h : C o d e N o . 5 3 : ' 2 4 . 4 1 f / m ( 0 . 6 2 s / i n . »
C o d e N o . 5 5 : 2 4 . 4 I g / m ( 0 . 6 2 g / i n . )
C o d e N o . 6 7 : 2 4 6 4 g / m ( 0 . 6 Î g / i n . l
M e u l d e p o t i t i o n i a t e d e t e r m i n e d f o r o n l y I t e n p e r e l e c t r o d e
S D : « l a n d a r d d e v i a t i o n ( t i g m a )

o X
•ji > z o O > (A T.
Table B7 Fume generation characteristics of 3.97 mm {5/32 in.) diameter E316-15 covered electrodes
F u m e g e n c r - w * * - o f f u m c / W g t . o f f u m e / W e i g h t o f f u m e /
a t i o n r a t e w g t . o f w g t . o f d e p o s i t e d l e n g t h o f
V o i l a g e . V C u r r e n t . A M e a s u r e d N o r m a l i z e d
• c l c c t r o d e
u s e d M e l t i n g r a t e D e p o s i t i o n r a t e m e t a l e l e c t r o d e u s e d
E l e c t r o d e C o d e a v g a v g g / m i n g / m i n / l ^ x 1 0 " 5 x 1 0 0 k g / h I b / h k g / h I b / h g / k g ' g / m g / i n .
I . J 1 6 - 1 5 2 2 2 5 1 4 8 0 . 3 1 1 . 4 3 0 . 7 1 " 2 . 6 2 5 . 7 7 1 . 8 1 4 . 0 3 1 0 . 1 9 0 . 9 4 0 . 0 2 1 3 1 6 1 5 2 2 2 5 1 4 8 . 0 . 3 2 1 . 4 7 0 . 7 3 2 . 6 2 S . 7 7 1 . 8 8 4 . 1 8 1 0 . 1 4 0 . 9 7 0 . 0 2 1 : 3 1 6 - 1 5 2 2 2 5 1 4 8 0 . 3 2 1 .4 7 0 . 7 3 2 . 6 2 5 . 7 7 1 . 7 9 3 . 9 8 1 0 . 6 5
» 0 . 9 7 0 . 0 2
A v g 0 . 3 2 1 . 4 6 A v g 0 . 7 3 A v g 2 . 6 2 5 . 7 7 A v g 1 . 8 3 4 . 0 6 A v g 1 0 . 3 2 A v g 0 . 9 6 0 . 0 2 S D 0 . 0 1 0 . 0 3 S D 0 . 0 1 S D 0 . 0 0 > 0 . 0 1 S D O .OS 0 . 1 1 S D 0 . 2 8 S D 0 . 0 2 > 0 . 0 1
1 6 - 1 5 2 7 2 9 1 5 5 0 . 3 7 1 . 5 5 0 . 7 7 2 . 9 2 6 . 4 2 1 . 9 9 4 . 4 9 1 1 . 1 3 1 . 0 8 0 . 0 3 1:3 1 6 - 1 5 2 7 2 9 1 5 5 0 : 3 7 1 . 5 5 0 . 7 6 2 . 9 2 6 . 4 2 1 . 9 8 4 . 4 1 1 1 . 1 8 1 . 0 8 0 . 0 3 1 : 3 1 6 - 1 5 2 7 2 9 1 5 5 0 . 3 8 1 . 5 3 0 . 7 8 2 . 9 2 6 . 4 2 2 . 0 7 - 4 . 5 9 1 0 . 9 3 M O 0 0 3
A v g 0 . 3 8 1 . 5 4 A v g 0 . 7 7 A v g 0.00 > 0 . 0 1 A v g 2 . 0 2 • 4 . 5 9 A v g 1 1 . 0 8 A v g 1 . 0 9 0 . 0 3 S D 0 . 0 1 o : o i S D 0.0! S D 0.00 > 0 . 0 1 S D 0 . 0 5 0 . 1 0 S D 0 . 1 3 S D 0 . 0 1 > 0 . 0 1
1 : 3 1 6 - 1 5 1 9 2 5 1 5 0 0 . 2 8 1 . 2 2 0 . 6 4 2 . 5 7 5 . 6 6 2 . 0 4 4 . 4 9 8 . 1 0 0 . 8 2 0 . 0 2 1:3 1 6 - 1 5 1 9 2 5 1 5 0 0 . 2 7 1 . 2 4 0 . 6 3 2 . 6 0 5 . 7 2 2 . 1 0 4 . 6 1 7 . 7 9 0 . 8 0 0 . 0 2 H 3 1 6 - 1 5 1 9 2 5 1 5 0 0 . 2 8 1 . 2 4 0 . 6 5 2 . 5 7 5 . 6 6 2 . 0 5 4 . 5 4 8 . 1 7 0 . 8 2 0 . 0 2
A v g 0 . 2 8 1 . 2 2 A v p 0 . 6 4 A v g 2 . 5 8 5 . 6 8 A v g 2 . 0 6 4 . 5 4 A v g 8 . 0 2 A v g 0 . 8 1 0 . 0 2 S D > 0 . 0 1 0.01 S D 0.01 S I ) 0 . 0 2 0 . 0 4 S I ) 0 . 0 3 0 . 0 7 S D 0 . 2 0 S D 0.01 > 0 . 0 1
*jt/kg f 10 5 weight of fume expressed a< a percent age of the deposit weigh!
Notes:
Direct current: electrode positive
Welding speed: Code 19 clectrode: 4.23 mnt/s ( Ift in./inin) Code 2 2 elect rode: 5.OH mm/s ( 12 in./inin) Code 27 electrode: 3.81 m m / s ( 9 in./min)
l.lcctrode weight/unit length: Code 19 clectiode: 145.26 g/m (3.69 g/in.) Code 2 2 clectiode: 132.28 g/m (3.36 g/in.) Code 27 electrode: 141.73 g/m (3.60 g/in.)
Metal deposition rate determined for only I test per elcctrodc
SD: itandard deviation (sigma)

I ; u m e g é n é r -
a t i o n r a t e
M e e t r o d e C o d e V o l t a g e . V C u r r e n t . A
W g i . o l f u m e /
w g t . o f
e l e c t r o d e
N o r m a l i z e d u s e d M e a s u r e d M e l t i n g r a t e D é p o s i t i o n r u l e
W g t . o f f u m e / W e i g h t o f f u m e /
w g t . o f d e p o s i t e d ' l e n g t h o f • nil) 'iI -I . .. _ _ i . .
4.2 ) irui./v ( In in /train»
Code 26 elecirode Code 20 electrode Code 25 electrode
Metal deposition rale determined lor only I test per electrode SI): standard deviation (titilla)
I 32.68 (i/m (3.37 jr/in.) 127.117 n/m (3.23 Win.) 145.26 js/m (3.68 ^ i n . )
C5

*71
Table B9 Fume generation characteristics of 3.97 mm (5/32 in.) diameter E 4 1 0 1 6 covered electrodes
•ume gencr ation rale
V o i l a g e . V Flecirode Code avg
Current. A avg
Wgi. of fume/ wgi. of
_ electrode Normalized used Melting rate
x 100 kg/h Measured g/min g/min/I -xlO"*
. Deposition rale
Wgi. of fume/ wgi. of deposited
metal
Weight of fume/ length of
elecirodc used I b /h kg/h Ib/h g / k g ' g/m g/in.
3.14 14.17 1.33 0.03 3.13 13.58 1.27 0.03 3.11 14.15 1.31 0.03
-
3.13 Avg 13.97 A v g 1.30 0.03 0,02 SD 0.33 SD 0.03 0.01 3.24 1 1.80 1.11 0.03 3.17 1 1.66 1.06 0.03 3.20 1 1.78 t .08 0.03 • — • — • " — 3.20 Avg 1 1.75 A v g 1.08 0.03 0.03 SD 0.08 SD 0.03 >0.01 3.29 13.68 1.26 0.03 3.22 13.71 1.28 0.03 3.18 14.04 1.33 0.03 3.23 A v g 13.81 Wg 1.29 0.03 0.05 SD 0.20 SD 0.04 >0.01
£410-16 E4IÛ-16 E410-16
r.4 io-i6 n*j i o-i 6 1:4 10-1 6
1:4 10-16 1:410-16 114 10-16
:i 23 145 0.34 1.61 0.98 :i 25 145 0.32 1.54 0.94 21 25 145 0.33 1.58 0.97
• •
Avg 0.33 1.58 Avg 0.96 SD 0.01 0.03 SI) 0.03
23 158 0.29 1.17 0.82 23 •» 158 0.28 1.13 0.79
. 23 *>1 158 0.28 1.15 0.81 • •
Avg 0.28 1.15 Avg 0.81 SD >0.01 0.02 SD 0.01
24 :i 155 0.34 1.42 0.9 j 24 158 0.33 1.3 5 0.90 24 •» •> 158 0.34 1.37 0.9 1 1
Avg 0.34 1.3 7 Avg 0.91 SD -0.01 0.3 7 SD 0.01
Avg SD
Avg SD
Avg SO
106 2.06 2.06
2.06 0.02
2.12 2.1 2 2.1 I
2.12 0.01
2 . 2 3
2.24
2.24 0.0I
4 . 5 3 . 4.53 4.53 4.53 Âvg
>0.01 Sf)
4 . 6 6 4 . 6 6 4 . 6 4
4.65 Avg >0.01 SD
4 . 9 4 4.93 4 . 8 ' )
4.92 Avg 0.03 SD
1.42 1.42 1.41
1.42 0.01
1.47 1.44 1.45 1.46 0,02
1.40 1.47
• 1 . 4 5 1.47 0.02
*K/ke 1 10 = wciçhi ni' f ume csprcwcd j* j pcitcniuiie of the dcpoMi weight
Noics:
Direci c u n e n t : c lccirodc positive
Welding *peed: Code 21 e lcct rodc: 4.U2 min/ \ (4.5 in. /mini Code 23 clccirodc: 4 .23 mm Is ( 10 in. /mini Code 24 clccirodc: 3.39 mm/s IK in./inin)
i lcctitxk* weight/unit length : Code 21 clccirodc: Code 23 clccirodc. Code 24 clccirodc:
134.Ill ji/'in < 3.4 I ' j j / in.l
135.10 c/iii i3.43' jr / in.) 137.82 f l m | 3 . Î O g / i n . )
Metal deposi t ion rate de termined for only I tc«t per elcctrodc SD; standard deviation ( t ipmat

11-13
T A B L E A U 5
TAUX DFI GENERATION DE FUMEES
ELECTRODES A F I L FOURRE + GAZ-PROTECTEUR ( . s / 5 2 " )
Electrode classification
E70T-1 E70T-4 F.70T-5 81-C3 91-B3
H303LT-3 E 3 I 6 L T - 3
Number of ciectrodc brands evaluated
Current range, A Fume generation (nominal) ra i t , g /min
Flux corcd clcctrodcs
Avctapc ranee _ _ Source
Weight of fiimes/wcinht table-of deposited inctal, App. B
Carbon and low alloy steel
435 -485 0 .96-2 .27 6 .65-17 .51 370 -390 4 2 5 - 4 5 0 440 -445
4 5 0
I 8 6 - 2 . 0 9 ( 2 . 9 8 ) * * 12 .76 -13 .83 (22 .70 ) 2.26-3.25 17.87-23.63
1.11 8 .69 1.15 8.42
Stainless steel
440-445 340-405
1.64 1.34-2.48
9.1 I 6 .97 -12 .32
HI I BI 2 B13 B14 B14
B1 5 BIS

Table B42 Fume generation characteristics of E70T-1 flux cored electrodes as a function of
contact tube-to-work distance when operating at 450 amperes
C o n t a c t tube-to- l:umc g e n e r a t i o n r a t e
C o d e V o l t a g e , V C u r r e n t , A w o r k d i s t a n c e
M e a s u r e d N o r m a l i z e C o d e a v g a v g m m i n . g / m in K / m i n / l 2 x
4 1 3 0 4 5 0 1 9 . 1 0 . 7 5 0 . 9 2 0 . 4 6 4 | 3 1 4 5 5 1 9 . 1 0 . 7 5 0 . 9 2 0 . 4 5 4 1 2 9 4 5 5 1 9 . 1 0 . 7 5 0 . 9 1 0 . 4 4
A v g 0 . 9 2 0 . 4 5 S D 0 . 0 1 0 . 0 1
4 1 3 1 4 5 0 2 5 . 4 1 . 0 0 1 . 0 4 0 . 5 2 4 1 3 0 4 5 0 2 5 . 4 1 . 0 0 1 . 0 2 0 , 5 0 4 1 2 9 4 4 5 2 5 . 4 1 . 0 0 1 . 0 2 0 . 5 1
A v g 1 . 0 3 0 . 5 1 S D 0.01 0 . 0 1
4 1 3 0 4 5 0 3 1 . 8 1 . 2 5 0 . 9 4 0 . 4 6 4 1 3 1 4 5 0 3 1 . 8 1 . 2 5 0 . 9 5 0 . 4 7 4 1 3 0 4 4 0 3 1 . 8 1 . 2 5 0 . 9 5 0 , 4 9
A v g 0 . 9 5 0 . 4 7 S D 0 . 0 1 0 . 0 2
4 1 3 0 4 5 0 3 8 . 1 1 . 5 0 1 . 0 3 0 . 5 1 4 1 3 1 4 5 0 3 8 . 1 1 . 5 0 1 . 0 3 0 . 5 1 4 | 3 0 4 5 0 3 8 . 1 1 . 5 0 1 . 0 3 0 . 5 1
A v g L Ô 3 ÔTT S D 0.00 0.00
10-3
Wgt. o f f ume/ wgt . o f
e lect rode u sed
x 1 0 0
M e l t i n g rate D e p o s i t i o n rate
W g t . o f f u m e / w g t . o f d e p o s i t e d
m e t a l
k g / h I b / h k g / h I b / h g / k g '
W g i . o f f u m e /
l e n g t h of e l e c t r o d e u s e d
g/m g / i n .
A v g S D
A v g S D
A v g S D
A v g S D
0.80 0.81 0 .80
0.80 0.01
0 . 7 6 0 . 7 5 0 . 7 5
0 . 7 5 0.01
0 . 6 3 0 . 6 4 0 . 6 4 0 . 6 4 0.01
0 . 6 4 0.68
0.68 Ô67 0.01
6 . 8 9 1 5 . 1 6 6 . 8 9 1 5 . 1 6 6 . 8 9 1 5 . 1 6
8 . 1 7 8 . 1 7 8 . 1 7
8 . 9 2 8 . 9 2 8 . 9 2
9 . 1 9 9 . 1 9 9 . 1 9
1 7 . 9 8 1 7 . 9 8 1 7 . 9 8
1 9 . 6 2 1 9 . 6 2 1 9 . 6 2
20.21 20.21 20.21
A v g S D
Avg S D
A v g S D
A v g S D
6.12 6 . 0 7 6 . 0 7
6 . 0 9 0 . 0 3
7 . 3 0 7 . 1 2
7 . 3 1
7 . 2 4
0.10
7 . 2 0 7 . 3 2 7 . 3 4
7 . 2 9 0 . 0 8
' 8 . 2 8
8 . 2 7 8.28
r n 0.01
1 3 . 5 9 1 3 . 4 8 1 3 . 4 8
1 3 . 5 0 0 . 0 8
1 6 . 2 3 1 5 . 8 3 1 6 . 2 5
16.10 0 . 2 4
1 5 . 9 9 16.26 1 6 . 3 1
16.19 0 . 1 7
1 8 . 4 0 1 8 . 3 7 1 8 . 4 0
1 8 . 3 9 0.02
A v g SD
A v g SD
A v g S D
A v g S D
8 . 9 7 9 . 0 5 8 9 6
8 . 9 9 0 . 0 5
8 . 4 2 8 . 5 2 8 . 2 7
8 . 4 0 0 . 1 3
7 . 7 6 7 . 7 2 7 . 7 5 7 . 7 4 0 . 0 2
7 . 3 8 7 . 4 1
7 . 4 2
7 . 4 0
0.02
0 . 2 4 0 : 2 4 0 . 2 4
0.22 0.22 0.22
0 . 1 9 0 . 1 9 0 . 1 9
0.20 0.20 0.20
<0.01 <0.01 <0.01
<0.01 <0.01 <0.01
<0.01 <0.01 <0.01
<0.01 <0.01 <0.01
f 10 s weight »>r I una* espretsed js a percentage »f the deposit weight.
No i c i :
Klectrode po lar i ty : positive
Welding t ime: 30 seconds
Shielding gas How (»lc: 21-24 l i i c rs /min (45-50 f r t y» ) C O j
Welding speed: 6.77 mm/» ( 16 In . /m in l
L lectrodc weight /uni t length: 29.53 g /m (0.75 g/nt.)
Metal deposi t ion rate determined f o i only I test per electrode.
SI) : standard deviat ion (sigma).

Table B11 Fume generation characterise a of 2.38 mm (3/32 in.) diameter E70T-1 flux cored electrodes ( C 0 2 shielding)
Code Voi l age . V C u r r e n t , A
avg avg
Wire feed ra te
m m / s i n . /m in
F u m e gencr a l i on ra le
Measured g /min g / m i n / I
Wgi. of f u m e / wgt. of
e l e c t r o d e Normal i zed used Mel t ing ra le D e p o s i t i o n ra te
Wgt. of f u m e / wgt. of d e p o s i t e d
meta l 2x10"5 x loo kg/h Ib /h kg /h Ib /h g / k g '
Wgi. Of f u m e / l eng th of
e l e c t r o d e used
g / m g/in.
4 0 3 0 4 8 5 8 7 . 6 3 207 1.36 0 . 5 8 40 31 4 8 5 8 7 . 6 3 2 0 7 1.34 0 . 5 7 4 0 31 4 70 8 7 . 6 3 2 0 7 1.36 0 .61
Avg 1.36 0 . 5 9 SD 0 . 0 1 0 . 0 2
4 2 30 44 5 8 7 . 0 0 2 0 5 , 5 2 .28 1.15 4 2 31 4 3 5 8 7 . 0 0 205 .5 2 ,25 1.19 4 2 31 4 4 0 8 7 . 0 0 2 0 5 . 5 2 .28 1.18
Avg 2 .27 1.17 SD 0 . 0 2 0 . 0 2
4 | 31 4 6 0 8 7 . 0 0 205 .5 0 . 9 6 0.4 5 4 | 30 4 6 5 8 7 . 0 0 205 .5 0 . 9 6 0 .44 41 30 4 5 5 8 7 . 0 0 205 .5 0 ; 9 6 0 . 4 6
Avg 0 . 9 6 0 4 ? SD > 0 . 0 1 0.01
46 30 4 3 5 8 8 . 9 0 210 1.33 0 . 7 0 46 31 4 3 5 8 8 . 9 0 2 1 0 1.33 0 . 7 0 4 6 31 4 4 5 8 8 . 9 0 210 1.33 0 . 6 7
Avg 1.33 0 . 6 9 SD > 0 . 0 1 0 . 0 2
4 7 30 4 3 5 8 8 , 9 0 210 1.83 0 . 9 7 4 7 31 4 3 5 8 8 . 9 0 210 1.83 0 . 9 7 47 3 0 4 3 5 8 8 . 9 0 210 1.83 0 . 9 7
Avg 1.83 SD >0 .01
0 . 9 7 >0.01
0 . 9 1 0 . 9 0 0 .91
0 . 9 1 0.01
1.56 1.54 1.56
1.55 0.01
0.62 0.62 0.62 0.62
>0.01
0 . 9 0 0 . 9 0 0 . 9 0 0 . 9 0
>0.01
1.21 1.21 1.21
Avg 1.21 S D > 0 . 0 1
Avg SI)
Avg SI)
Avg SD
Avg S D
8 .95 8 . 9 5 8 . 9 5
8.80
8.80 8.80
9 . 2 9 9 . 2 9 9 . 2 9
8 .84
9 . 1 0 9 . 1 0 9 . 1 0
19 .70 19 .70 19 .70
19 .36 19 .36 19 .36
2 0 . 4 3 2 0 . 4 3 2 0 . 4 3
19.4 5 19 .45 19.4 S
7 .72 7 . 7 0 7 . 7 7
Avg 7 .73 SD 0 . 0 4
7 .84 7 . 6 0 7 .68
Avg 7.71 S D 0 . 1 2
8 . 5 3 8 . 6 7 8.61
Avg 8 . 6 0 S D 0 . 0 7
7 .92 7 .95 7 .88
Avg SD
2 0 . 0 3 2 0 . 0 3 2 0 . 0 3
7 .67 0 .04
7 .62 7 .68 7 .72
Avg 7 .67 SD 0 . 0 5
17.15 1 7 . 1 0 17 .27 17.17
0 . 0 9
17 .42 1 6 . 8 9 17 .07
17.13 0 . 2 7
18 .95 19 .27 19.14 19 .12 0.16
17 .60 17 .66 17. SO
17 .59 0.08
16.94 17 .07
17 .15
17 .05 0.10
10.44 10 3 7 10 .38 10 .40 0 . 0 4
17.31 17 .60 17 .63
17.51 0 . 1 7
6 . 6 8 6.66 6.16
6 . 6 5 0 . 0 4
9 .95 9 . 9 5
10.02 9 , 9 7 0 . 0 4
14 .25 14 .15 14.11
Avg 14 .17 SD 0 . 0 7
Avg
SD
Avg SD
Avg SD
Avg S D
0.26 0.26
0.26
0 . 4 4 0 . 4 4 0 . 4 4
0 . 1 9 0 . 1 9 0 . 1 9
0 . 2 5 0 . 2 5 0 . 2 5
0 . 3 4 0 . 3 4 0 . 3 4
0.01 0.01 0.01
0.01 0.01 0.01
>0.01 >0.01 >0.01
0.01 0 .01 0.01
0.01 0.01 0.01
•g/kg T 1 0 " weight of fume expressed as a petccniage of the depout weigh i Notes:
Klcctiode polarity: positive
FJectrode contact tubeto-work distance: 38 mm (1-1/2 in.»
^'elding time: 30 \
Shielding gas flow rate: 21-24 litert/min (45-50 fl^/h)
Welding speed: 6.77 mm/s (16 in./min)
Ivlectrode weight/unit length: Code No. 40 Code No. 41 Code No. 4 2 Code No. 46 Code No. 4 7
28.35 g/m (0.72 g/in.) 29.53 g/m (0.75 g/in.) 27.95 g/m (0.71 g/in.) 27.56 g/m (0.70 g/in.> 28.35 g/m (0.72 g/in.)
Metal deposition rate determined for only I test per elcctiode SD: standard deviation (sigma)


Table B13 Fume generation characteristics of 2.38 mm (3/32 in.) diameter E70T-5 flux cored electrodes (C0 2 shielding)
WEI of f u m e / o f f u m e / W g l o f f u m e /
Fume gener- t Metal wgt. of deposi ted length of M a n u Wire feed rate a t ion rate electrode Melting ra te deposi t ion rate metal e lectrode used
Voltage. V Current . A Measured Normalized used Code avg avg mm/s in. /min g/min g /min / l 3 * 1 0 ~ 5 x 100 kg/h Ib/h kg/h Ib/h g/kg* g/m g/in.
44 .10 425 87.63 207 2.27 1.26 1.55 8.95 19.70 7 .59 16.86 17.77 0 .43 0.01 44 31 44 5 87.63 207 2.26 1.14 1.54 8.95 19.70 7.47 16.60 17.95 0 .43 0.01 44 31 445 87.63 207 2.26 1.14 1.54 8 .95 19.70 7.51 16.68 17.88 0 .43 0.01
Avg 2.26 U 8 Avg 1.54 Avg 7 .52 16.71 Avg 17.87 SD 0.01 0 .07 SD >0 .01 SD 0 .06 0 .13 SD 0 .09
50 31 4 4 0 93.98 222 3 .26 1.68 2.08 9 .40 20.67 8 .19 18.21 ' 2 3 . 6 3 0 .58 0.01 50 30 4 4 0 93 .98 222 ' 3 .25 1.68 2.07 9 .40 20 .67 8 .16 18.13 23.66 0 .58 0.01 50 31 4 50 93 .98 222 3 .25 1.61 2.08 9 .40 20 .67 8 .19 18.21 23.59 0 .58 0.01
Avg 3 .25 1.66 Avg 2.08 Avg 8 .18 18.18 Avg 23.63 SD >0.01 0.04 SD >0 .01 SD 0 .02 0 .05 SD 0.04
•g/kg * 10 " weight of fume expressed ai a percentage of the deposit weight Notes:
Decicodc polarity: positive F.lcctrode contact tube-to-woik distance: 38 mm ( l - t /2 in.) ^'elding time: 30 seconds
Shielding gas How rate: 21-24 liteti/min (45-50 f t 3 /h)
Welding speed: 6.77 mm/i (16 in./mln)
Electrode weight/unit length: Code No. 44: 27.95 g/m (0.71 g/in.) Code No. 50: 27.56 g/m (0.70 g/in.)
Metal deposition rate determined for only 1 test per electrode
SO: standard deviation (ligma)

I I - 1 8
TABLEAU 4
TAUX DE GENERATION PES FUMFIES '
ELECTRODE A FIL SOLIDE + GAZ PROTECTEUR ( O . Î M Î T )
<i
Average ranee Electrode Number of electrode
classif ication brands evaluated Current range, A
(nominal)
E70S-3 Spray w/Ar-2 0 - , Sp;.v. v./A;-^ C'O-, CiSt.itiv.ti W/C'OT Short circuit
W/AR-25 C:C)2
K70S-5 Spray w/Ar-2 O j Olobular w/(*C>2 Sliorl circuit
w/Ar?2S CO 2
F.K316 r .RNiCu-7 IncoiK'l 6 2 5 Hoyncr. 25 Il:iyncs C-276
Fume generat ion rate, g/min
Cas metal arc solid clectrodcs
Carbon sleel
260-290 260-290 20<-?25 .5 20-."* 30 195-205
275-290 325-345 210-215
0.4 1-0.46 0.4 1-0.46 0.4 1-0.49 U.-! 5-0.5 I 0.20-0.25
0 .38 0 .40 0.24
Stainless s l i d and hivb alloy
165-1 75 0.04 250-260 0 .16 190-195 0.06 200-205 0 .08
165 0 .39
Source Weight of fumes/weight table-
of deposited metal, fc/kg* App. B
4 .97-5 .68 B16 4 .97-5 .68 B18 G.39-6.3-1 H:*.!'.!*
L> ! -.'.ri I S 4.1 1-4.91 in o.HI 8
5.01 B19 2.61 B1 9 4 . 2 8 B19
0.5S H 20 2.02 B21. O S 7 B21 1.38 B21 6 .93 H21
I
I

>
Hi c a r ode Cod« Voltige. V Current. A avg avg
I: ?0.S-3
K70S-3
K 70S-J
K 70S-J K70S-J K70S-J E70S-3
54 54 54 54
35 35 34
37 36 36 36
2 75 275 260
210 215 210
3 28 340 338 J 35
Wire lecd rate
mm/s in./min
17187 406 171.87 406 171.87 406
Wgt. of fume/ ation rate w 8 | - of
~ electrode Measured Normalized u s e d
K/min g /mm/ l - » | o - 5 * i oo Melting rate
kg/h
Spray transfer with Ar-2 O , shielding
Deposition rate kg/h Îb/ÎT
Wgt. of fume/ wgt. of deposited
metal
«/kg-
Avg SI)
132.50 313 132.50 313 132.50 313
Avg SI)
0 .4 | 0.41 0.40
ÔTT o.oi
0.4 2 0.41 0.41 0 . 4 | 0.01
0.54 0.55 0.5*
0.5b" 0.03
Avg SD
0.49 0.49 0.48
0.49 0.01
SOI 5.01 5.01
11.02 11.02 11.02
Spray transfer with Ar-9 C O j shielding
4.93 4.93 4.86
Avg 4.91 SD 0.03
0.V5 0.8M o.«>: 092 0.04
0.65 0.63 0.63
Avg 0.64 SD 0.01
J.Bb 3.86 3.86
8.50 6.50 8.50
321.73 321.73 321,73 321.73
(«lobular transfer with C O j shielding
3.84 3.86 3.84
Avg 3.85 SD 0.01
760 0-48 0.4 S 760 0.52 0.4 5 760 0.53 0.46 760 0.53 0.47
Avg 0.51 0.46 SD 0.02 0.01
Avg SD
0.31 0.33 0.34 0.34
0.33 0.02
9.38 9.38 9.38 9.38
20.64 20.64 20.64 20.64
Short circuiting with Ar-25 C O j shielding
10 84 10.84 10.70
10.79 o.os
8.4c 8.48 8.46
8.4 7 0.01
Avg SD
Avg SD
4.99 5.o: 4.91
4.97 0.06
6.52 6.32 6.33 6.39 0.11
9.30 20.46 3.13 9.32 20.51 3.34 9.35 20.5ft 3.38 9.34 20.54 3.38
Avg 9.33 20.52 Avg 3.31 SI) 0.02 0.04 SD 0.12
Avg SD
4.16 4.07 4.11 4.11 0.05
Welding speed: 6.77 mm/i (16 in./min) Shielding few 21-24 Uten/min (45-30 fi1/*) Clectrode weight: 7.92 g/m (0.20 g/in.) Metal deposition i.te determined To. only I iesi pc, electrode SD: standard deviation (sigma)
Wgt. of fume/ length of
electrode used g/m
0.04 0.04 0.04
0 05 0.0S 0.05
0.03 0.03 0.03 0.03
0.03 0.03 0.03
<0.01 <0.01 <0.01
<0.01 <0 01 <0.01
<0.01 <0.01 <0.01 <0.01
<0.01 <0.01 <0.01
3

00 o
Table 819 Fume generation characteristics of 1.14 mm (0.045 in.) diameter E70S-5 gas metal arc electrodes
blectrode Code Voltage, V Current. A
avg avg
Fume gener at ion rate
Wirc fced'
alc i^ïï^
iiiin/i in./min g/min g/min/I *xlO" 5
Wgt. of fume/ wgt. of
electrode Normalized. used
* 100 Melting rate Deposition rate
Wgi. of fume/ wgt. of deposited
meial kg/h Ib/h kg/h Ib/h g/kg«
Spray transfer with Ar-2 O j shielding
K70S-5 59 34 275 158.75 375 K70S-5 59 34 275 158.75 375 F. 70S-5 59 34 290 158.75 375
0.38 0.39 0.38
Avg 0.38 SD 0.01
0.50 0.52 0.4 5
0.49 0 04
Avg SD
0.49 0.51 0.49
0.50 0.01
4.62 10.15 4.56 10.07 4.98 4.62 10.15 4 .60 10.12 5.09 4.62 10.15 4.60 10.11 4.98 • i •
Avg 4.59 10.10 Avg 5 01 SD 0.01 0.03 SD 0.01
(•lobular transfer with C O , shielding
l:70S-5 59 3 2.5 34 5 317.92 7SI 0.40 t70S-5 59 32.5 325 317.92 751 0 4 0 H 70S-5 59 32.5 330 317.92 751 0.40
Avg 0.40 SD 0 00
F 70S-5 5" 19 :io 120.65 285 0 : 5 F 70S-5 59 19 215 120.65 0,24 F. 70S-5 59 19 210 1 20.65 285 0.24
Avg 0.24 SD 0.01
0.34 0.38 0.36
0.36 0 02
Avg SD
0.27 0 26 0.26 0.26 001
9.22 20.28 9.18 20.19 2.63 9.22 20.28 9.19 20.22 2.60 9.22 20.28 9.19 20.22 2.59
Avg 9.19 20.21 Avg 2.61 SD 0.01 0.02 sn 0.02
Short circuiting with Ar-25 C O j shielding
0.56 0.52 0.55
0.54 o.o;
Avg SD
0.47 0.4 5 0.4 5 0.46 0.01
3. SO 3.50 3.50
7.70 3.49 7.59" 4 M 7.70 3.42 7.53 4 7.70 3.4 2 7.53 4.27
Avg 3.44 7.55 Avg 4.28 SD 0.02 0.04 SD 0.05
Wgt. of fume/ length of
electrode used g/m
0.04 0.04 0.04
0.02 0.02 0.02
0.03 0.03 0.03
g/in.
<0.01 <0.01 <0.01
<0.01 <0.01 <0.01
<0.01 <0.01 <0.01
Nuiev
lllcctfode pol»ni>: povitivc
lilectrode contact tube-to-work distance: 23.4 mm (I in.)
Welding time: 30 «econilt
Welding speed: 6.77. mm/i (16 in./min)
Shielding gas Oow rate: 21-24 liiers/min (43-50 ft3/h)
Electrode weight: 7.92 g/m <0,20 g/in. Metal deposition raie determined for only I lest per electrode
SD: standard deviation (sigma)
/

n - 2 1
TABLEAU 4 (SUITli) .
S u m m a r y of baseline f u m e generat ion data for arc weld ing c lectrodes
Flcct rode Number of clcctro»le Current range A classification b rands evaluated ( n o m i n a l )
Average range J Source
F u m e genera t ion Weight of f u m e s / w e i g h t table-rale , g /min of depos i t ed me ta l , g /kg** App. B
1-K404 3 F R 5 3 5 6
F.RCu ERCu A I - A 2
160 -165 150-165
2 0 5 - 2 1 0 2 1 0 - 2 1 5
Aliirnintim
Copper
0.1 1-0.27 5 .6 -15 .74 B22 1.4 1 -1 .75 (3 .59 )* * 6 4 . 9 4 - 7 9 . 7 2 ( 164 .85)** B23
0 .30 0 .47
4 . 9 3 8.12
B24 B24
•g/kg r 10 = weight of fume.s expressed js a percentage of the deposit weight.
••The data points in parentheses represent data obtained at non-baseline welding conditions (F60I0 and LR5350) and with an G70T-4 cleetrodc no longer in production.
3.50
3.00 —
2.50 —
2 2.00 —
S 1.50 —
1.00
0.50
0.00
• Fume generation rate Q Weight of fum«/we ight of
' deposited metal
35
Electrode
Fig. 2 . 5 - R : i i ! » e s or f u m e generat ion rates am] ratios of w e ^ h t of deposited metal for covered, flux cored, and solid
G MAW electrodes

A
Table B20 Fume generation character!,tic» of 0,89 mm (0,035 in.) diameter .tainlen ,teel 9a» metal arc electrodes
Clccirodc weight: Cude65: 4.79 (0.12 g/in.)
Due plate: 304 SS
Metal deposition rate deteimined for only 1 ten per clccirodc SD: itandard deviation (»igms)
1

ANNEXE M I
COMPOSITION DES FUMÉES

I-.6010 (IJM 0 ; " o..
1:6010 (IP) " n • - •i I .O ^ j. i
G60I3 4 0.1 a 61.4 5.1 12.2
ÏZ60I3 6 i ( 45.0 ,5.5 , 15.0
1:6013 3 ' 1 ' 62.2 4.1 11.2
Q7018 5 \ . 0.2b''- . 26.1 4.5 <0.2
1=701 8 12 0.30 28.7 4.1 T <0.2
1=701 8 10 0.2:. 24.2 3.6 ,i • <0.2
IÎ7024 7 U..VJ 30.2 5.3 18.3
1-7024 8 0.3 1 29.5 5.6 19.7
1:7024 9 0.J : 33.3 7.8 13.2
E6013^ 34 0.25 41.4
30 fj.23 39.0 . . . 1:7024;* 35 0 2 7 27.8 —
F.701 29 i:.21 32.7 • • *
F.7018^ 36 0.2 2 27.8 ... F.70 2 8 32 0.4 2 38.1 ... 1:8018 C3 14 o . i : 45.2 7.2 ... 1:9018 03 17 0. Ï 6 21.9 5.9
1:316-15 22 o. : 5 8.4 7.7
K316-16 20 U.17 10.0 8.8
E4I0-16 21 0.1 1 33.1 5.2
liNi-CI 28 o 2.5 0.3
EniCu-2 _ 33 C.'JI 0.1 2.1 ... lnconel b25 62 0.25 0.6 ... . • • 1 la y ne v C-276* 69 OJ-5 0.3 0.3 ...
llaynes 258 70 u :s 4.6
Noics. 1 • S\ U ".
1. Total fluorides 1 ,
2. Water-soluble fluorides ( • i 3. These clccirodc: were used lo study ilu- cilcct of iron pbwdèr additions on
fuine pcncrulion rale». Thus, only iru:< determined in Ihc onuly
13.1 M.o: 15.0
1
0.3 0.1 1.1 1.5
<0.1 6.9 4.2 4.6 1. 1
<0 6 0
1.8
0.1 1.6 5.8 6.5
5.9 2.5
6.9
15.2 12.7J 1 1 . 6 '
35.S 2S.1
1
17.21
10.0
1.4
0.1
5.9
7.7
4 . S h i e l d i n g gas: A - 2 O j
5. Shielding ças: A-9 C0 2
6. Shielding gas: COj
7. TM, International Nickel Company
8. TM, Slcllilc Division, Cubol Corporation
0.1 Co 2.4Ca-7.7 Co 2.4Cj-
0.1 W-4.9'fi • :.3\v. 5.3Ti
\

TABU-AU 6
E l c c t r o d c
C o n c e n t r a t i o n ; of selected const i tuents in the fumes p r o d u c e d by arc we ld iny electrodes (Analyses by a t o m i c absorpt ion technique)
Finm- i li.iplc Concentration, weight percent Code wci;:l:t. <: Fc Mn Si Ni Cu
Flux cored electrodes
40 e 53 34.4 7.1 3.7 • . «
4 1 0 60 . 25.2 ! 3.5 7.5 . . . . 42 tï.y 1 33.6 9.7 2.2 . . .
0.51 46.1 12.4 5.2 • . .
46 t).(..l 41.2 6.2 5.4 ... 47 U.S9 37.9 6.4 1.0 48 1.-:
; 1 1.5 3.3 <0.05 <0.01
4(J ft it y 16.2 4.6 <0.05 <0.01
56 15.1 1.0 <0.05 <0.01 44 C.' ! 1 26.7 11.3 <0.05 . . . . . , 50 C.'>
1 29.2 10,9 0.09 . . . . . .
55 0 0 ? 12.4 7.3 0.05 1.06
Cr Mo A I Mg Other
P.70T-I r:70T-i I-70T-I I-70T-I I-170T-1 1.701*-1 F.7UT-4 I-70T-4 F.70T-4 T.70T-5 I-70T-5 3 i 0L
I-70S-34
1-70S-34
C70S-3* F 70S-3 K7CS-3
6
F70S-3* K70 s-r r:70S-3, F.70S-3; K70S-3 I.-70S-3
4
F70S-34
F70S-3* F 70S-3^ F.7QS-3 I-70S-5 I-K5356 IIIU043 F.RNiCu-7 Inconcl 625 Hay lies C-276 Jii»yncs 25® FKCuAI-A2 F.UCu
Gas mclal arc clcclrodcs
12.5 0.34
54 63.7 5.3 ' 0.05 . . . 0.1 1 54 61.0 3.6 I.I . . . 0.07 54 0.5 5 60.4 5.0 1.9 ... 0.09 54 l\
r-5 62.5 6.1 0.5 ... OX"
54 if 56.3 6.3 . 2.3 ... 0.14 57 1 »
65.7 3.3 0.8 ... 0.60 5" 61.2 3.5 0.6 . . . 1.20 57 O.-M' 61.1 5.8 1.8 0.74 57 0.4 i. . 62.2 6.5 0.4 ... 0.70 57 52.2 6.8 1.5 1.00 58 0.-..3 62.5 8.5 0.5 ... 1.00 58 •j 60.1 3.4 1.0 ... 1.80 58 i- :•'') 63.6 4.8 1.7 1.08 58 ( ' , : " ; 62.0 4.6 1.5 ... 0.99 53 f.> '-•:> 55.4 5.5 2.5 ... 1.20 59 " 1 1 61.7 5.8 0.93 ... 1.75 60 i ... ... 61 U ! 0 ... 1.7 . . . ! ! ! 64, e "»
0.1 * f.'
5.0 I.I 0.65 22.1 44.4 <0.01 0.1 * f.' 1.9 — 27.2 0.69 15.4
68 i- 3.6 1.0 32.5 . . . 8.2 7 1 a : »' •• 0.3 S
. . . . 15.4 7.1 . . . 14.9 75
a : »' •• 0.3 S 70.5
76 0.31 66.0 . . .
0 2
0 . 0 6 ; O.OÔ; 3.68: 0.17; 0.3 tr 6.33
2.73'
0.84^ 1.8 4; 2.632 4.so;
11.5 2
3.2W OW-33.5 Co
1. Total f luoride*
2. Waicr-solublc fluorides c.
3. These dccl rndcs were mcd lc Much- i !u i-i.'cct of iron !phwdcr addit ion* on
4. Shielding gas: A-2 Oj
5. Shielding gat: A-9 COj
6. Shielding gss: CO
7. TM I n I r rnn limt'il S'irVol C Ant •

ANNEXE IV

TABLEAU 7
Ef fec t o f variat ions in oxyace ty lene cu t t ing condi t ions on overage f u m e generat ion characteristics
Operat ing condi t ions t
Oxygen pressure
Ace ty lcne pressure
Plate th ickness
kPa PM
Cut t ing speed
kPa psi m m In.
F u m e genera t ion
Weight of f u m e s / length of p l a t e cut
Normal 241 .3 35 34 .5 5 12.7 0 . 5 0 5 .50 13 0 .42
6/ in
1 .26
g/lll.
0 . 0 3 2 High gas pressures 275 .8 40 48 .3 7 12.7 0 . 5 0 5 .50 13 0 .46 1.39 0 . 0 3 5 Low gas pressures 206 .8 30 20 .7 3 12.7 0 . 5 0 5 .50 13 0 .34 1.01 0 . 0 2 6 High cut t ing speed 241 .3 35 34.5 5 12.7 0 .50 6 .77 16 0 .49 1.21 0 .031 Low cut t ing speed 241 .3 35 34 .5 5 12.7 0 .50 4 . 2 3 10 0 .45 1.77 0 . 0 4 5
Normal ' 275 .8 4 0 34 .5 5 25.4 1.00 4 . 6 6 11 0 .54 1.93 0 . 0 4 9 High gas pressures 310 .3 45 48 .3 7 25.4 1.00 4 .66 11 0 .64 2 .27 0 . 0 5 8 Low gas pressures 241 .3 35 20.7 3 25.4 1.00 4 . 6 6 11 0 .35 1 .25 0 . 0 3 2 High cut t ing speed 275 .8 4 0 34 .5 5 25.4 1.00 5 .93 14 0 .57 1 .60 0 .041 Low cut t ing speed 275 .8 40 34.5 5 25.4 1.00 3 .39 8 0 .54 2 . 6 8 0 . 0 6 8 Normal 275 .8 40 41 .4 6 50.8 2 .00 2 .75 6 .5 0 .67 4 .05 0 . 1 0 3 High gas pressures 310 .3 45 55 .2 8 50.8 2 .00 . 2.7 S 6 .5 0 .81 4 . 8 9 0 . 1 2 4 Low gas pressures 241 .3 35 2 7 . 6 4 50.8 2 .00 2 .75 6 .5 0 .48 2 .86 , 0 . 0 7 3 High cut t ing speed 275 .8 40 41 .4 6 50 .8 2 .00 4 .02 9 .5 0 .72 2 . 9 8 0 . 0 7 6 Low cut t ing speed 275 .8 4 0 41 .4 *6 50 .8 2 .00 1.48 3 .5 0 . 5 3 5 . 9 6 0 .151

ANNEXE V
ANALYSE DE LA COMPOSITION D'UNE MÊME ELECTRODE
EN FONCTION DU MANUFACTURIER
• .s
t
i

V-l
TABLEAU 8
VARIATION DANS LA COMPOSITION D'UNE MÊME ELECTRODE
SELON LE MANUFACTURIER
E-6010
A ( Arcweld) B (?)
Alumine 2 %
Amiante 10,5 %
Cellulose 21 % (organiques?) 30 %
Ferromanganèse 5,3 % Fer: 2 %
Manganèse : 7 %
Silicate de sodium 53 % Silice: 32 %
oxyde de sodium:2%
Bioxyde de titane 10,5 % 18 %
E-6013
A (Arcweld) B (?)
Alumine 2,7 %
Carbonate de calcium 2,7 %
Oxyde de calcium 1,6 %
Cellulose 12 % (organiques ?)
17,7 %
Feldspar (KAlSi 30 ) 14,3 %
Ferromanganèse 5,6 % Fer: 2,1 %
Manganèse: 4 . 8 % Silicate de potassium 18,6 %
Oxyde de potassium 6,7 %
Titanate de potassium 12,3 % —
Talc 7,7 % —
Bioxyde de titane 10,3 % ri02 +2r0 2 : 30,6 %
Oxyde de magnésium 2,6 %
co2 1,7 %
Oxyde de sodium 1,1 %
Zirconium 13,8 % u oir bioxyde titane

VIII-2
On remarque que bien que la majorité des constituants de l'enrobage
soient les mêmes, les proportions de sont pas identiques. De p l u s ,
certains constituants sont absents d'un manufacturier à l'autre.
Mentionnons l'amiante et l'aluminium pour la E6010 et le feldspar,
le titanate de potassium, l'oxyde de magnésium, etc, pour la E6013.
Une comparaison plus globale, au niveau de la composition des fumées
dans l'air est présentée dans le tableau suivant.
The
(D
(2)
(3)
(4)
(5)
(6)
(7)
(S)
<9)
(10) (11) 02) 1 U '
(M) ï
(15) ï
(16) ï d/) r
(18) (
U9) r
{10) î
o n r
i\?j r
t.1?) <.
TABLEAU 9
COMPOSITION DE LA E6010 EN FONCTION DU MANUFACTURIER feriYvis h;isc fume ':rnrs ;»re:
Carbon/Organic
Iron Iron wiîh l-ow Silicon
Iron with Hich Silicon
Iion-M;m£;!nese
Iron-Chromium
!i on- Chromium Mr-m-imcse
In n Copper
Iion-V;in.Klium
»-> n-Zinc
it. ::
C:,!.. Ta ;. il. l'il . .:,;in
C5) I- . (
«.'G) fV:.v • !'..;>*,-Rich
• Vi r , i. ;:; i, h
• •;•:) ! .-.>ii i - h
<:•>) i.-...: c;, h
(.:r)) M - : . R i c h
(*») r-
5< i
I :. R «ch
V;-... n Rivh
î:< n uh
Ri, h
• h
. : ) Î m s , »
n) r . : ; '
\2) Mi::. '3ill * • M l . :
( ' ) i . . . » «
' • • K»n (0) * ' ; • i-: n S:!i. on en « i . . \ r !. C:.. (S) A him r»:.:::• ijm (9) .A T « i ; : ; ••.-'.'mm
(I0j
Ali'?: i.i,.:m (11) ATtniitntim-C7liK>rînc :• :jfiir (12) A!ti !inin'.;mPot:fsiuin f T:!< illC (13) A-:: •mimim Calcium -> 1 î» "f • -. . ! Ill (M)
» ».. î :: ; : » ' ; u i - î ::i.\t:i«;«;o
• ii:::-, ' .-n (15) -(•••r Rich î'i::* t'!.; . Cï.f .'«tsi-.im Rich
•.:n: !>.>n (M) M:;; 'i.hm.'.sc- Rich
•• i:--;) C V '•)::• ?;->n (IS) f j • ii : Rich
s: mi N t.: ^ 119)
î ' .. : : : n C-0) A t i ) :::i;ni;n Rich
: • ; n -• ;-:m • (
11) M:-. • '•"!!:• :"..'» 'lis
•-•-i .. --M:
f.ili'jjory
3. IV'I nu Si
KM» 10 r(,n:j..
«-ru .. , , , t C ' ' " i j o s i i M i n
0 i.s.x u M fc-llrirh Si 10 0 -15 -X II i'c Mn 16 0
-X II
rj Ve 8 0 !f>9
4y
Si<
;M Mm!) Fci.Sfti
'J S'» ifii Kt'J, ivi?!) 1 t Mn. 14» FcllJ.j
.!> l-Vr I3f

VIII-3
On remarque que la composition de J?a fumée de la 6010 varie pour
l'un de ses trois constituants majeurs (silice, fer, et X) mais
demeure relativement stable pour ses deux autres constituants.
En effet, la silice et le fer apparaissent toujours comme les
constituants majeurs tandis que le troisième élément (le manganèse
dans 2/4 cas) varie beaucoup.

ANNEXE VI

ANNEXE VII
CONTROLE DE LA. CONTAMINATION PAR LE CO.

VIII -1
EMISSION DE CO LORS DE L'USAGE
D'UNE SOUDEUSE SEMI-AUTOMATIQUE
• " D I S A N T LE CO2 COMME GAZ PROTECTEUR
Soyeuse: Modèle C-450-DW vendu par Canox
Grosseur .45 avec enrobage de cuivre
Endroit: Garage de 5800 pi2 environ 100,000 pi
3
Conditions: Portes fermées.
Un ventilateur de 24 po. de diamètre tournant à
500 tours/minute était en marche.
Les lectures furent faites immédiatement après le
début de l'opération de soudage dans tous les cas
Méthodes: T u b e Gas tec
Lors d e s lectures faites sans vérification des ajustements de la
soudeuse, nous avions trouvé jusqu'à 100 PPM de CO.
Pour mieux identifier le problème nous avons décidé de prendre une
de lectures en contrôlant les ajustements sur la soudeuse.

V I 1 - 2
Voici les résultats obtenus:
Lecture échelle du tube détecteur
Ajustement
Vitesse fil
et empérage
Ajustement
du voltage
Débit
Co2
lbs/min.
Lecture du
tube Gastec
1 8-1000 50 (200 A) 26 35 75 PPM
8-1000 50 26 35 75 PPM
8-1000 70 (280 A) 30 35 25 PPM
5-50 70 30
5-50 50 26 10 moins que 5 PPM
Il semblerait qu'une augmentation du voltage di
Celà pourrait être vérifié. minuerait l'émission de CO
a meme.
C'est ce , u e !•„„ a p p e H e - , ' ê l i , l » i t l „ , d u r i s , u e , „
* v „ u s t , . „ c o u r a n t d e t 0 „ t d é > e , o p p M e n t d j n s ^ " f •
re.
Gilles Gobeil,
Technicien en hygiène industrielle
GG/mc

\ /
I
ANNEXE VIII
i I
SOLUTIONS DES EXERCICES

V I I I - 1
SOLUTIONS DES EXERCICES
a) i) Distance pour maintenir une efficacité de 50 vs 100 % , à débit égal.
On doit se servir de là figure 9.
Il faut calculer la valeur de X e , lorsque Q e / A e = 10
- pour une efficacité de 100 % , X e / d e = 2
donc X e = 2 d e = 12 pouces
- pour une efficacité de 50 % , X e / d e = 3 , 1
donc, Xe = 3,1 d e = 18,6 pouces, soit 1 diamètre de plus qu'à une
efficacité de 100
ii) Débit pour maintenir une efficacité de 50 vs 100 % à distance égale.
On se sert encore du même graphique. Il faut calculer la valeur de Q e
lorsque X e / d e = 2 , 5 .
- pour une efficacité de 100 Q e / A e = 26
A e = Trr2 = 28,27 po.2; Q e = 26 A e = 735 pcm
- pour une efficacité de 50 % , Q e / A e = 5,95; A e = 168 pcm,
soit 23 % seulement du débit nécessaire pour une efficacité de 100
b) i) Ventilation générale nécessaire:
On cherche le ratio F/MD*dans les tables de l'annexe II, tableau 4 .
Pour la technique qui nous intéresse, le ratio varie entre 6,39
et 8,34 g/kg. Moyenne: 7,36 g/kg.
* Pour ce type d'électrode, le ratio F/MD est sensiblement le même que le de fumée par poids d'électrode.

V I I I - 2
Sachant que chaque soudeur passe 1,273 kg/hre,
- 7,36 g * 1 kg
x * 1,273 g
x = 9,369 g/hre
= 9370 mg/hre
- 9370 mg * 60 min.
x * 1 min.
x = 156 mg/min.
- Le volume = 2782 m*
156 m g — > 2782 m*
x > 1 m3
x ^ 0,056 mg/m3/min/soudeur
Contamination = 0,056 mg/ra3/min x 8 soudeurs = 0,45 mg/m^/min.
Nous atteindrons 2 mg/m3 dans: .45 mg
2 mg
x i
min.
x
4,44 min.
Il faudra donc faire effectuer un changement d'air à toutes les
4,44 min. Le volume étant 2782 m3, le débit nécessaire sera
de 2782 m3 -f 4,44 min = 626 m
3/ m i n ou 22,100 pcm.

VIII-3
ii) Ventilation locale
On doit se servir des graphiques 8 et 9
90° graphique 8
180° graphique 9
Sachant que d e = 8 pouces et que l'ef-
ficacité relative que l'on cherche à
obtenir est de 7mg/m3
2mg/m3
soit: 28,6 % = E w
- trouvons X e / d e : 14 po T 8 po = 1,76
- à l'intersection de 1,76 et 0,28
d'efficacité, nous trouvons
Qe/Ae = 3
donc: Q e = 3 A e (Ae = 50,3 po2)-
Q e = 151 pcm
- X e / d e = 1 , 7 6
- E w = 0,28
- Q e / A e = 4 , 9
- Qe = 4,9 A e
= 245 pcm
Soit: 1,6 fois plus qu'à un angle de 90'
En ajoutant 30 % de débit pour combattre les courants d'air et en multipliant
par 8 soudeurs, nous obtenons: 151 pcm x 1,3 x 8 = 1570 pcm pour 90°
245 pcm x 1,3 x 8 = 2548 pcm pour 180°
C'est donc dire que nous avons besoin de 10 fois moins d'air pour ramener
l'exposition à 2 mg/m3 que dans le cas de la ventilation générale.

V I 1 1 - 4
c) Trouvons dans les tables (annexe II, tableau 3) les % de fumées par
poids d'électrodes, pour ces électrodes:
- E 70T-5 : 0,0155 (1,5 %)
- E 70T-1 : 0,00475 (0,47 %)
TGF moyen = 1363 Kg/mois x.0,0155 + 303 Kg/mois x 0,00475 = 0,00235 Kg/min
9600 min/mois
Ne connaissant pas le volume de la pièce, on peut quand même estimer le
débit d'air de dilution nécessaire pour maintenir les concentrations à
un niveau qui ne dépassera pas 5 m g / m3.
2350 mg x m V m i n
5 mg j, lm3
xm3/min = 2350 mg
• 5 mg .
= 470 m3/min (x 35,3pi
3/m
3 =16,600 pcm)
Comme notre précipitateur a une efficacité de 90 % et que nous avons
déjà 10,000 pcm de ventilation, nous avons besoin de:
16,600 pcm - 10,000 = 6,600pcm x 1 = 7,300 pcm
.9

Exercice d:
V i n - 5
SOLUTIONS
I) Q = VA
A = Q = TT D2
V 4
D =
D =
w V irV v 4 x 0,439 m3/s
ÏÏ x 1,1 m/s
1,1 m/s
0,439 m3/s
71 D2
D = 0,71 m = 71 cm
2) Volume de l'atelier
V = tt D* L 8
= 7T x 20 m* x 30 m
8
= 4712 m3
La fumée générée:
- E7018
.75 x 1,63 x 10"2 + .15 x 1,56 x 1Ô2 + .10 x 1,53 x 10
= 1,61 x 10 x 25 kg électrode = 0,403 kg fumée
semaine
- E7024
10 kg x 0,82 x 10~2 = 0,082 kg fumée
semaine
- E 410-16
5 kg x 0,73 x 10"2 = 0,037 kg fmnee
sema i ne
Fumée totale = 0,521 kg/sem = 521 x 103 mg/sem. semaine

v u 1-6
2) a) D'après les courbes:
A 70 % du débit initial, le Airlux a 2 kg de fumée accumulée et
le Airbox 3000 a environ 3,5 kg de fumée accumulée.
En sachant que nous avons 0,521 kg de fumée générée par semaine,
et 95 % d'efficacité, nous avons donc:
Airlux: 2 kg =4,05 semaines
0,494 kg/sem
Airbox: 3,5 kg =7,08 semaines
0,494
b) Airbox 3000
Vous avez un rendement de 95 % donc la fumée générée dans la pièc
dans une journée est de:
521 x 1Q3 mg/sem x 0,05 =5210 mg/jour 5 jours/sem
Le Airbox dilue l 'air ambiant en vous apportant un nouveau volume
d'air filtré de :
0,439 m3/s x 3600 sec/heure x 8 hre/jour x 95 %
= 12011 m3/jour
Le volume total de dilution est de :
volume atelier + volune d'apport du Airbox
.= 4712 m3 + 12011 m3/jour = 16723 m3/jour
La concentration ambiante est de:
taux d'émission journalier volume de dilution
= 5210 mg/jour 0,312 mg/m3
16723 m3/jour

VI11-7
Airlux
Vous avez un rendement de 90 % donc la fumée générée dans la pièce
dans une journée est de :
521 x 103 mg/sem x 0,10 = 10420 mg/jour 5 jours/sera
Le Airlux dilue l 'air ambiant en vous apportant un nouveau volume
d'air frais de:
0,058 m3/s x 3600 sec/heure x 8 h/jour x 90 %
= 1503 m3/jour
Le volume total de dilution est de:
4712 m3 + 1503 m3/jour = 6215 m3/jour
La concentration ambiante est de:
10420 mg/jour =1,68 mg/m3
6215 m3/jour
Sans appareil de capture,
la fumée générée dans la pièce est de:
520 x 103 mg/sem = 10400 mg/jour 5 jours/sem
la concentration ambiante est de:
émission journalière volume de l'atelier
= 102400 mg/jour = 22,07 mg/m3
4712 m3

V I I I — 8
2) d , Le taux journalier d'émission d e f u m é e ^ d e
Vous avez:
Pour le Airbox 3000.1a W , f i l t r é e , , , l a f o r m e J e ^ _ ^
104000 mg/jour x 50 % = 52000 mg/jour
et une quantité émise directement dans l'air de:
52000 mg/jour.
Le Airbox émet après filtration vu son rendement de 95
52000 x 5 % = 2600 mg/jour
Ce qui nous fait une quantité totale d'émission de:
52000 mg/jour + 2600 mg/jour
= 54600 mg/jour
Le Airbox vous apporte un volume de dilution de 12011 mVj0ur
La ventilation générale vous apporte un volume de dilution de:
4712 ms x 4 changement/hre x 8 hres/jour
= 150784 m*/jour
Nous.avons un volume total de dilution de:
12011 m*/jour + 150784 m3/jour + 4712 afl
= 167507 m3/jour
Ce qui nous donne une concentration ambiante de:
5.t
6,°L°
m g /j°
u r- =
°'3 2 6 m
8/">J
lt>/b07 m!/jour
Sans appareil de captiiTP-
Nous avons une émission journalière de 10400 mg/ j o u r
La ventilation générale nous apporte un volume de dilution de
150784 m3/jour
Nous avons donc un volume total de dilution de:
150784 m3/jour + 4712 m3
= 155496 m3/jour

V I I 1 - 9
Ce qui nous donne une concentration ambiante de:
104000 mg/jour = 0,669 mg/m*
155496 m3/jour
* * * * * * * *

ANNEXE IX
ILLUSTRATIONS DES SYSTEMES D'ASPIRATION
i i
i

P R E C 1 P I T A T E U R E L E C T R O S T A T I Q U E

NORMAL OPERATION SHAKE CYCLE
D E P O U S S I E R E U R A S A C S

NORMAL OPERATION
d e p o u s s i e r e u r
ELEMENT PURGE
C A R T O U C N ES

I X - 4
SPECIFIC OPERATIONS
45° s/ope rrv'n
Slots -s/>e for IOOO fprn
r Baffles are desirable
Maximum plenum velocity 1/2 slot velocity
O - 350cfm/lineal ft of hood Hood length = required working space Bench width = 24"maximum Duct velocity - IOOO -3000fpm Entry loss = 1.7B slot VP +0.25 duct VP
GENERAL VENTILATION, where local exhaust cannot be used; Rod, diorn cfm/welder*
5/32 IOOO 3/16 1500 1/4 3500
3/8 4500
OP
A For open areas, where welding fume can rise away from the breathing zone:
cfm required - 800x lb/hour rod used B. For enclosed areas or positions where fume
does not readily escape, breathing zone: cfm required - 1600 x lb/hour rod used
* For toxic materials nigher airflows are necessary and operator may require respiratory protection equipment.
OTHER TYPES OF HOODS Local exhaust; See VS- 416J Booth: For design See VS-4t5,VS-604
0=100 cfm/sq ft of face opening
A M E R I C A N CONFERENCE OF
G O V E R N M E N T A L INDUSTR IAL HYG IEN I STE
WELDING BENCH
date 1-76 VS- 416

I X - 5
5 - 1 1 4 INDUSTRIAL VENTILATION
Exhaust duct 3 -O center to center maximum.
Cteanout doors
45° tapered takeoffs.
L- Enclose base of table.
O- 150 cfm/sq ft of gross toble oreo Duct velocity - 2000-4000 fpm * Entry loss - 1.0 VP through g rating
0.25 duct VP - topered takeoff * For horizontal runs, transport velocity is
necessary
AMERICAN CONFERENCE OF
GOVERNMENTAL INDUSTRIAL HYGIENISTS
TORCH CUTTING VENTILATION
DATE I-68 VS-9/6


ANNEXE X
EVALUATIONS SUR LE TERRAIN DE DIVERS SYSTEMES D'ASPIRATION
POUR FUMEES DE SOUDURE

X-1
A- VENTILATION LOCALE AVEC BRAS MOBILE
I
La fumée de soudure versus un dispositif d'aspiration localisé, soit
un bras mobile.
Il existe quelques dispositifs pour capter )es fumées de soudure â
la source d'émission. Dans cette catégorie de solutions, figure le
captage des fumées â l'aide de bras orientables ou articulés.
Bras orientable et petite buse d'aspiration localisée

X - 2 •
Nous avons vérifié l'efficacité de ce système â différents postes
de travail. Il est â noter que:
1. La méthode d'échantillonnage était similaire pour tous
nos prélèvements;
2. Le soudage â l'arc avec protection gazeuse (Co 2), avec fil de
soudage Tubularc (1/16") était utilisé â tous les postes;
3. Tous les travailleurs avaient des tâches similaires;
4. Les métaux â souder étaient les mêmes â tous les postes;
5. Par contre, nous ignorons si tous les paramètres de
soudure, ampèrage, débit du gaz, débit du fil, voltage etc.,.
étaient identiques â tous les postes.
Les résultats de nos échantillonnages dans la zone respiratoire
des travailleurs, sont:
1. Soudeur sans ventillation â la source:
Fumée de soudure = 7,08 mg/m3
Ecart-type = 3,06 mg/m3
Nombre de test = 4
Nombre de postes de travail = 1
2. Soudeurs avec ventillation à la source:-
Fumée de soudure =4,90 mg/m3
Ecart-type = 1,56 mg/m3
Nombre de tests = 10
Nombre de postes de travail = 4

Chez le soudeur qui n'a pas de système de ventillation â la
source, nous avons noté que ce dernier était exposé â 45* de plus de
fumée de soudure, que les soudeurs ayant un système de captation â
la source.
Nous avons effectué- des mesures du système de ventillation en
place.
S l'entrée de la buse, nous avons obtenu un débit moyen de 671 p.c.m.,
et une vitesse moyenne de 785 p.p.m. Cependant, la vitesse de l'air devant
une ouverture d'aspiration diminue rapidement avec la distance. A ce sujet,
l'ACGIH et 1 'INRS recommandent une vitesse de captage, au point de soudage,
de 100 p.p.m., et ce pour des fumées dont la toxicité est relativement
faible.
Nous avons tenté de localiser la distance de l'entrée de la buse, oû
la vitesse de l'air est de 100 p.p.m. A l'aide d'une poire â fumée, nous
avons évalué cette distance; Celle-ci était en moyenne de 8,75 pouces.
Pour vérifier nos résultats, nous avons utilisé la formule mathématique
suivante:
Q = V (10 X 2 + A)
Q = le débit en p.c.m. â la sortie de la buse
V = la vitesse â une distance X de l'entrée de la buse, en p.p.m.
X = la distance en pieds de l'entrée de la buse
A = la surface de l'entrée en pieds carrés.
Les résultats de nos calculs ont confirmé notre premier résultat
(X variant entre 8 et 10 pouces). Ceci nous porte â croire que le
système en place n'est efficace, selon l'INRS et l'ACGIH, que lorsque

X-4
l'entrée de la buse est â 8 â 10 pouces du lieu de soudure. S notre
avis, il est difficile pour un soudeur de placer sa buse constamment
à une distance inférieure â 12 pouces-.
PSTV/ad
1986-01-29

X - 5
EVALUATION D'UN SYSTEME D'ASPIRATION SUR LA POIGNËE DE SOUDURE
(Préparé en collaboration avec Gilles Gobeil, technicien, C.S. Ville-Marie)..
1. Equipement :
- Soudure MIG (argon - 9 C02) ,35piVhre â 29 V, = 260 amp.
- Poignée Bernard modifiée par Distribution Energétique Gendron inc.
- Buse aspirante en forme de cloche reliée à l'aspirateur Sraoke-out
de Canox. Débit mesuré du système: 50 pcm.
- Diamètre du tuyau d'aspiration: 2 pouces. Buse ajustée à 1,25 pouces
de l'extrémité du fil . Vélocité de capture dans la zone de l'arc:
200 à 300 ppm.
2. Conditions :
Soudure sur remorque pour camion.
Soudeur A: soudure avec poignée conventionnelle (sans système d'aspi-
ration) .
Soudeur B: soudure avec poignée aspirante.
Débit du fil : Soudeur A Soudeur B
Les deux soudeurs ont eu un rendement sensiblement égal dans l'après-
midi (6 % de moins pour le soudeur B). Dans l'avant-midi par contre,
le soudeur B fut 13 % moins efficace que le soudeur A. Ceci peut
s'expliquer par la période de rodage nécessaire pour s'adapter à la
soudure avec poignée aspirante. Il faut préciser ici que c'était la
première fois que ce système d'aspiration était utilisé dans cette
usine.
avant-midi: 0,094 lbs/min
Après-midi: 0,105 lbs/min
0,083 lbs/min
0,099 lbs/min

X-6
3. Résultats:
On trouvera dans les deux figures suivantes un résumé des concentra-
tions ambiantes (F) ainsi que personnelles (P) pour l'avant-midi et
pour l'après-midi. Les concentrations sont inscrites sur schéma des
lieux .
Avant-midi
(F) 4,4 mg/m3
(P) 8,45 mg/m3 (P) 7,00 mg/m3
(P) 8,55 mg/m3
Soudeur A Soudeur B
Courant d'air (- 30 ppm)
(F) 4,75 mg/m3
Agrès-midi
(F) 5,15 mg/m3
(P) 19 mg/m3
(F) 2,85 mg/m3 (x)
(P) 9,5 mg/m3
Soudeur A Soudeur 6
(F) annulé

X-7
Soudeur A (sans système)
- avant-midi: 8,45 mg/m3
Soudeur B (avec système*d'aspiration)
8,55 mg/m3
7,00 mg/m3
- après-midi: 19 mg/m3 9,5 mg/m3
4. Commentaires
On remarque que, à débit de soudure égal, dans un environnement contaminé
à 5 mg/m3 environ, le soudeur avec poignée aspirante était exposé à envi-
ron (9,5/19 mg/m3) 50 % moins de fumées de soudure que son voisin qui
n'avait pas de système d'aspiration.
Notre comparaison vaut uniquement pour l'après-midi, étant donné que pen-
dant la matinée, nous avons passé plusieurs minutes à ajuster le système
d'aspiration. Le résultat de 8,55 mg/m3 en matinée coïncide avec la période
où un aspirateur Electrolux fut utilisé comme système d'aspiration.
Il apparaît donc que le système d'aspiration sur la poignée diminue de
façon importante l'exposition du soudeur bien qu'elle ne la réduise pas
à zéro, loin de là. Il faut toutefois préciser qu'il y a une dizaine de
soudeurs dans l'atelier et que, à cause du problème de contamination de
l'air ambiant par les autres soudeurs, le système ne pouvait pas réduire
à zéro l'exposition du soudeur A, et ce même si 100 % des fumées produi-
tes avaient été aspirées par la poignée aspirante.
En effet, en supposant que 100 % des fumées étaient captées par la buse
aspirante et que 100 % des fumées provenant de l'air ambiant émanaient
donc des autres soudeurs, l'exposition du soudeur B n'aurait été réduite
qu'à 5 mg/m3 environ.

X-8
Visuellement, il nous a semblé que le système n'aspirait pas 100 % des
fumées, donc on peut supposer qu'une partie des concentrations ambiantes
provenaient de la soudure faite par le soudeur B, de sorte que notre
évaluation de la concentration ambiante était peut-être surestimée. Pour
évaluer le système à sa juste mesure, il aurait mieux valu le faire dans
un atelier où l'air ambiant n'était pas contaminé par l'activité de
d'autres soudeurs.
Le soudeur semblait satisfait du système lorsque nous lui avons demandé
son appréciation. Le design de la poignée était une réussite selon lui
car ça n'entravait pas beaucoup son travail ni ne diminuait son rende-
ment. Le poids supplémentaire, négligeable, ne l'importunait pas beaucoup.
Concernant le système d'aspiration comme tel, mentionnons que la vélocité
de capture peut être ajustée par le soudeur directement sur la poignée (en
avançant ou reculant la buse par rapport à l 'arc), ce qui est un avantage
certain pour le soudeur.
Une autre particularité intéressante du système c'est qu'il est ordinaire-
ment branché sur un système central,haute vélocité - bas débit,mû par une
turbine. Ce qui permet d'adapter dix postes de soudure avec aussi peu
que 350 pcm (35 pcm/soudeur). Avec des volumes de cet ordre, il n'y a
pas de cout de chauffage additionnel appréciable à évacuer directement à
l'extérieur les fumées en assurant un air de remplacement chauffé. Donc
pas de problème de recirculation d'air, d'ozone et d'entretien de filtres.
Cela nous apparaît un atout intéressant dans un contexte où il n'y a pas
de personnel fiable affecté à l'entretien des systèmes de filtration.

Conseil région*! de la santé et des services sociaux de l Abitlbi-Témlscamlngue <35. ici jaqna, R&uyn iQuttOvcJ J9X 3P9 • Té*. I019J 764-3234