Embed Size (px)
Citation preview

Guide de l’inspection qualitéCellulesPrisma Plus Système P
«Pensé pour être simple»

Guide de l’inspection qualité
Guide de l’inspection qualité – 07/2004 Merlin Gerin1
Préambule
Riche de son expérience, le groupe Schneider Electric a toujoursrecherché à produire des équipements de qualité.
Mais qu’entend-t-on par Qualité ? C’est :« l’ensemble des propriétés et caractéristiques d’un produit ouservice qui lui confèrent l’aptitude à satisfaire des besoinsexprimés ou implicites (NFX 50-120). »
Bien qu’une inspection finale soit en quelque sorte un constatd’échec, (car nous n’avons pas pu maîtriser durant tout leprocessus de montage cette qualité requise), celle-ci est une étapetrès importante dans la réalisation des équipements.
Cette étape doit être conduite avec attention et rigueur, aussi bienpar rapport au cahier des charges client (besoins exprimés),qu’aux règles de l’art (besoins implicites), afin justement desatisfaire le client.
Ce document vient compléter la panoplie des guides existants(guides techniques, guide de l’outillage) auxquels nous faisonssouvent référence dans les différents chapitres.
En l’adaptant à votre propre besoin il doit vous permettre d’obtenirune qualité de réalisation des équipements au niveau de cellevoulue par Schneider Electric et apte à satisfaire les exigences denos clients.
Sommaire
Guide de l’inspection qualité – 07/2004 Merlin Gerin2
Inspection Qualité : moyens etprocédures
1. Raison d’être de l’inspection qualité 3
2. L’inspection qualité 5
2.1. Fonction inspection qualité 5
2.2. Responsabilité de l’inspection qualité 5
2.3. Profil de l’inspecteur qualité 5
2.4. Zone d'inspection qualité 5
2.5. Document nécessaires 5
2.6. Moyens matériels dédiés 5
2.7. Moyens humains nécessaires 6
3. Contrôle continu 6
4. Contrôle final 7
5. Récapitulatif des opérations après le contrôle final 10
5.1. Affaire sans réception client et sans manquants 11
5.2. Affaire sans réception client et avec manquants 11
5.3. Affaire avec réception client et sans manquants 11
5.4. Affaire avec réception client et manquants 12
Inspection Qualité : instructions
6. Réalisation du contrôle en cours de fabrication 14
6.1. Rappel 14
6.2. Composition 14
7. Réalisation du contrôle final 14
7.1. Contrôle de conformité 14
7.1.1. Enveloppe 14
7.1.2. Ossature 15
7.1.3. Appareillages 16
7.1.4. Jeux de barres 18
7.1.5. Barres de protection PE et/ou PEN 19
7.1.6. Barres souples 20
7.1.7. Câbles 20
7.1.8. Connexions 21
7.2. Vérifications mécaniques 22
Sommaire
Guide de l’inspection qualité – 07/2004 Merlin Gerin3
7.3. Vérifications électriques 23
7.3.1. Essais de fonctionnement 23
7.3.2. Tenue diélectrique (Norme CEI 439.1 § 8.3.2) 25
7.3.3. Résistance d’isolement 27
7.3.4. Continuité électrique des circuits de protection
(norme CEI 439.1 paragraphe 8.3.3) 28
Annexes
8. Tableau de bord qualité 30
8.1. Finalité 30
8.2. Principes 30
8.3. Domaines d’applications 30
8.4. La non qualité produite 31
8.5. Exemple de tableau d’indice de Non Qualité Produite 32
8.6. Exemple de graphique représentant l’indice de non qualité 32
9. Maîtrise des moyens de contrôle 33
9.1. Finalité 33
9.2. Rappels des principes fondamentaux 33
9.3. Responsabilité 33
9.4. Schéma général des opérations 34
9.5. Règles d’applications 34
9.5.1. Choix des moyens 34
9.5.2. Classement des moyens 34
9.5.3. Périodicité des vérifications 35
9.5.4. Recensement et suivi des moyens de contrôle 35
9.5.5. Vérifications occasionnelles 35
9.5.6. Appareils hors classe de précision 35
10. Liste du matériel 37
10.1. Outillage de l’Inspecteur Qualité 37
10.2. Appareillage commun de l’Inspection Qualité 37
11. Exemple de précision de moyens de mesure 38
12. Adresses utiles 39
13. Exemple de dossier 39
13.1. Liste des procédures de vérification 39
13.2. Exemple de documents Inspection Qualité 44
14. Lexique 50
Inspection qualité : moyens etprocédures
Guide de l’inspection qualité – 07/2004 Merlin Gerin4
Procédure« Ensemble des règles d’organisation d’ordre administratif pourparvenir à un certain résultat » (cf dictionnaire Petit Robert)« Manière spécifiée d’accomplir une activité » (cf ISO 9001)
1. Raison d’être de l’inspection qualité
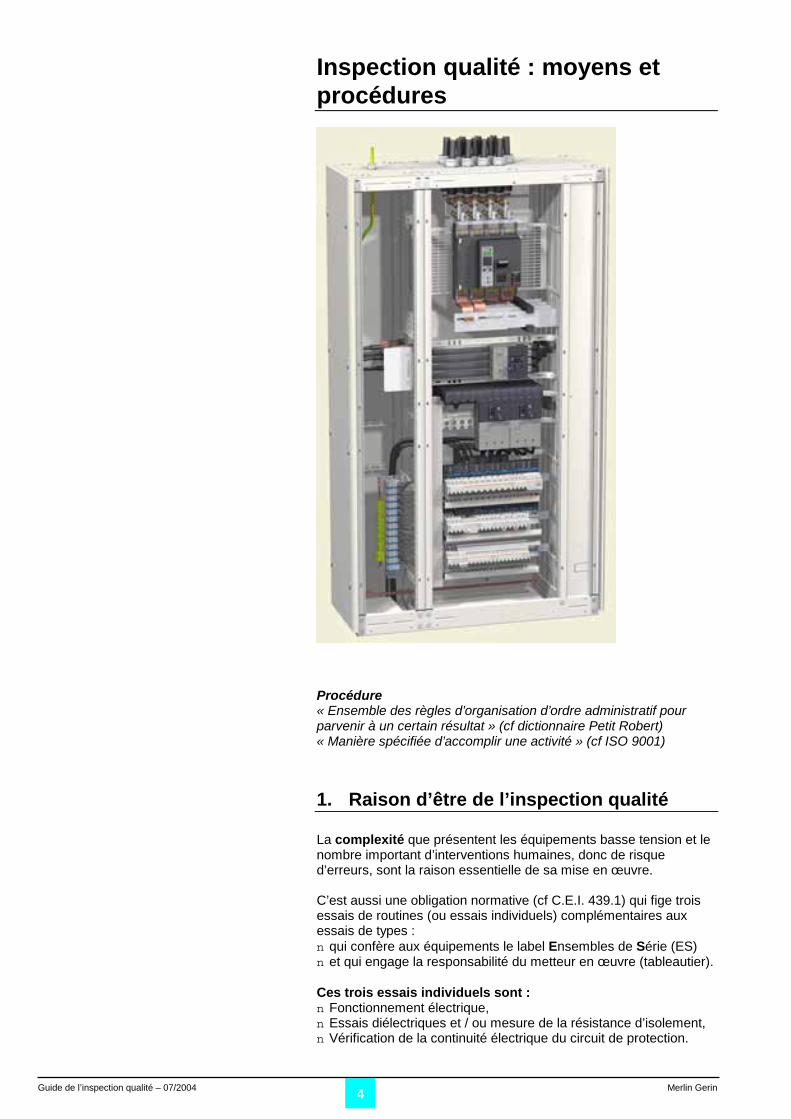
La complexité que présentent les équipements basse tension et lenombre important d’interventions humaines, donc de risqued’erreurs, sont la raison essentielle de sa mise en œuvre.
C’est aussi une obligation normative (cf C.E.I. 439.1) qui fige troisessais de routines (ou essais individuels) complémentaires auxessais de types :n qui confère aux équipements le label Ensembles de Série (ES)n et qui engage la responsabilité du metteur en œuvre (tableautier).
Ces trois essais individuels sont :n Fonctionnement électrique,n Essais diélectriques et / ou mesure de la résistance d’isolement,n Vérification de la continuité électrique du circuit de protection.
Inspection qualité : moyens etprocédures
Guide de l’inspection qualité – 07/2004 Merlin Gerin5
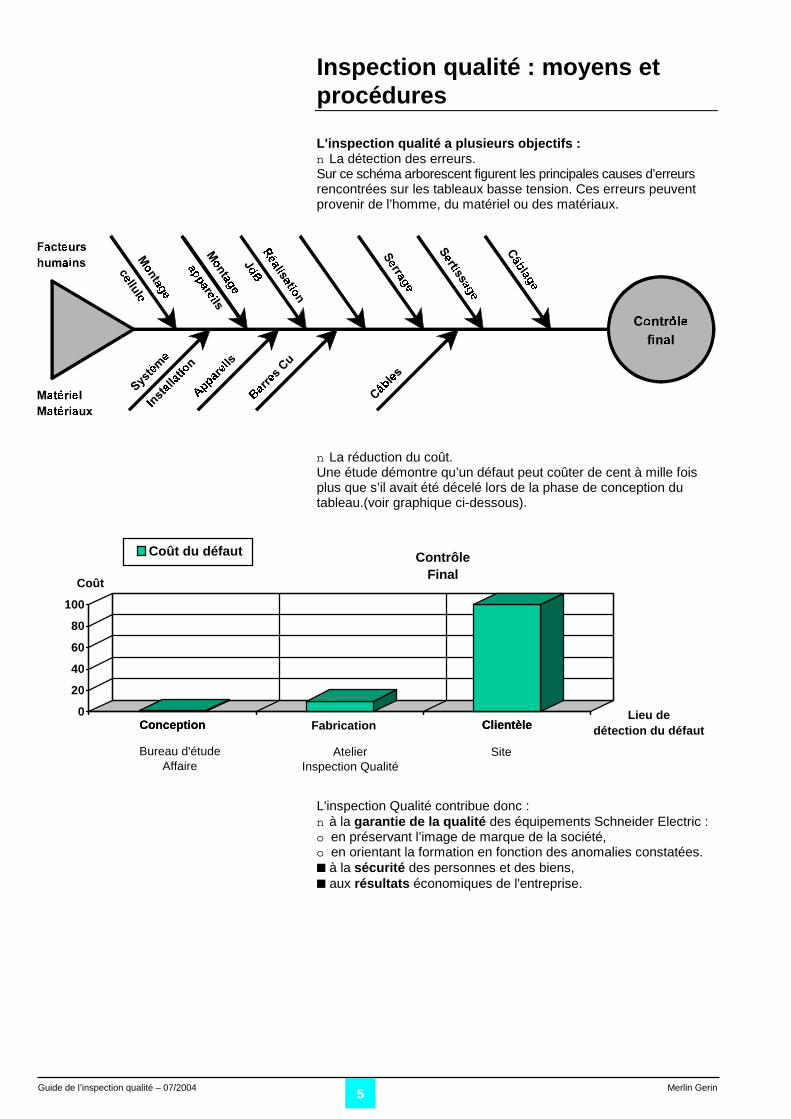
L'inspection qualité a plusieurs objectifs :n La détection des erreurs.Sur ce schéma arborescent figurent les principales causes d’erreursrencontrées sur les tableaux basse tension. Ces erreurs peuventprovenir de l’homme, du matériel ou des matériaux.
n La réduction du coût.Une étude démontre qu’un défaut peut coûter de cent à mille foisplus que s’il avait été décelé lors de la phase de conception dutableau.(voir graphique ci-dessous).
L'inspection Qualité contribue donc :n à la garantie de la qualité des équipements Schneider Electric :o en préservant l’image de marque de la société,o en orientant la formation en fonction des anomalies constatées.■ à la sécurité des personnes et des biens,■ aux résultats économiques de l'entreprise.
Conception ClientèleFabrication0
20
40
60
80
100
Conception ClientèleLieu de
détection du défaut
Coût du défaut Contrôle Final
Bureau d'étude Affaire
AtelierInspection Qualité
Site
Coût
Inspection qualité : moyens etprocédures
Guide de l’inspection qualité – 07/2004 Merlin Gerin6
2. L’inspection qualité
2.1. Fonction inspection qualité■ Réaliser le contrôle par rapport :o au dossier de l’affaire et aux document (ou Cahier des Charges)cliento aux règles Schneider Electricp aux normes C.E.I.■ Assurer les réceptions en présence des clients■ Assurer le suivi qualité et les actions correctives.
2.2. Responsabilité de l’inspection qualitéL’inspection qualité :■ est directement rattachée à la direction et indépendante de lafabrication■ peut retarder la livraison d’une affaire et exiger la remise enconformité■ conduit les actions correctives■ en cas de litige, informe le responsable d’unité qui, seul, a lepouvoir de décision■ est responsable de la sécurité de toutes personnes ayant àintervenir en zone inspection qualité.
2.3. Profil de l’inspecteur qualité■ Formation électrotechnique (niveau B.T.S. ou équivalent).■ Polyvalent.■ Bonne connaissance du matériel Schneider.■ Habilité à travailler au voisinage du courant électrique :o connaissance des dangers du courant électriqueo habilitation par stage de formation conventionnéo rudiments de secourisme.
2.4. Zone d'inspection qualité■ Est indépendante de la production.■ Doit être séparée physiquement des autres services :p pour des raisons liées aux dangers du courant électriquep pour la protection des biens et des personnes.■ Est clairement délimitée (rubans, cloisons, ...).■ Est clairement signalée (gyrophare, lampe clignotante, ...).
2.5. Document nécessairesPour procéder aux différentes vérifications, l’inspecteur qualité doitêtre muni d'un dossier complet du Cahier des Charges à jour del’affaire.
2.6. Moyens matériels dédiésL’inspecteur qualité doit :■ disposer des moyens de contrôle nécessaires (mécaniques etélectriques) :p pupitre d’essais, sources de courants et de tensions variablesp contrôleur, multimètrep diélectromètre, contrôleur d’isolementp outillagep platinesp documents associés■ s’assurer de l’étalonnage périodique de ses équipements.
Inspection qualité : moyens etprocédures
Guide de l’inspection qualité – 07/2004 Merlin Gerin7
2.7. Moyens humains nécessairesDans les unités d’équipements du groupe, les inspecteurs qualitéreprésentent environ 10% de l’effectif soit 1 inspecteur qualité pour8 à 10 monteurs câbleurs.
3. Contrôle continu
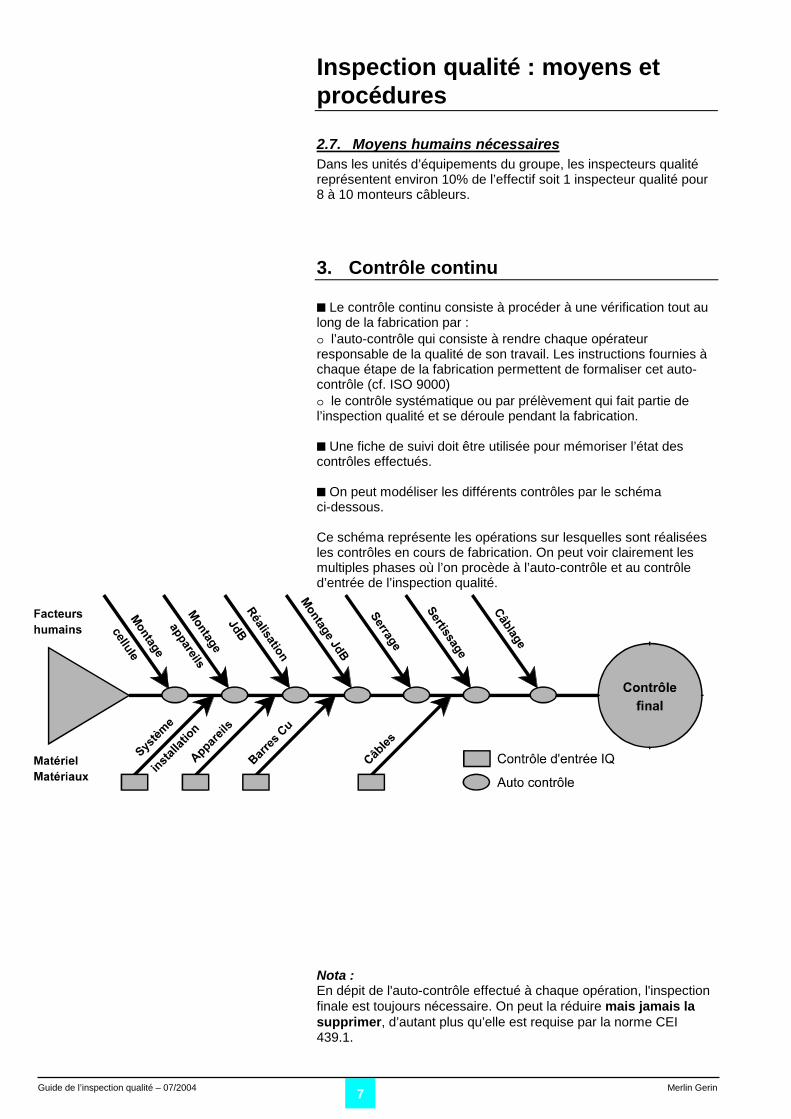
■ Le contrôle continu consiste à procéder à une vérification tout aulong de la fabrication par :o l’auto-contrôle qui consiste à rendre chaque opérateurresponsable de la qualité de son travail. Les instructions fournies àchaque étape de la fabrication permettent de formaliser cet auto-contrôle (cf. ISO 9000)o le contrôle systématique ou par prélèvement qui fait partie del’inspection qualité et se déroule pendant la fabrication.
■ Une fiche de suivi doit être utilisée pour mémoriser l’état descontrôles effectués.
■ On peut modéliser les différents contrôles par le schémaci-dessous.
Ce schéma représente les opérations sur lesquelles sont réaliséesles contrôles en cours de fabrication. On peut voir clairement lesmultiples phases où l’on procède à l’auto-contrôle et au contrôled’entrée de l’inspection qualité.
Nota :En dépit de l'auto-contrôle effectué à chaque opération, l'inspectionfinale est toujours nécessaire. On peut la réduire mais jamais lasupprimer, d’autant plus qu’elle est requise par la norme CEI439.1.
Inspection qualité : moyens etprocédures
Guide de l’inspection qualité – 07/2004 Merlin Gerin8
4. Contrôle final
Il garantit le fonctionnement et la conformité des produits parrapport aux plans et normes en vigueur. Le contrôle final est assurépar le service I.Q. de l’unité.
Un document par affaire traduisant les exigences du client, ettranscrivant le cahier des charges est utilisé pour les phases devérification en cours de montage et pour le contrôle final. Il constituele premier document de référence (dossier BEA de l’affaire).
Le contrôle final se déroule selon les étapes suivantes:
■ réaliser le contrôle de conformité
■ effectuer les essais
■ modifier le dossier BEA en ajoutant les annotations nécessaires(tout au long des essais)
■ lister toutes les non-conformités :o en rédigeant une liste des manquantso en notant tous les défauts découverts
■ rédiger le procès verbal
■ s’assurer de la mise en conformité
■ si une réception client est prévue, prendre en charge le client etson représentant dans la zone inspection qualité. Procéder auxessais et lui faire signer le PV en fin de réception client
■ signaler les points de litige qu'il peut y avoir entre client etfournisseur
■ s'assurer que le dossier BEA a été correctement mis à jour, envérifiant l'état final des indices et en les datant,
■ signer les différents documents notamment le PV
■ archiver les documents concernant le contrôle final.
Liste des différents essais du contrôle final :
contrôles de conformité :
■ enveloppeo aspecto composition■ ossature■ appareils■ jeux de Barres■ barres de protection PE et (ou) PEN■ barres souples■ câbles■ connexions.
Inspection qualité : moyens etprocédures
Guide de l’inspection qualité – 07/2004 Merlin Gerin9
vérifications mécaniques
Les vérifications mécaniques consistent à contrôler le bonfonctionnement des mécanismes et des commandes manuelles, larobustesse de l'appareillage, le bon emplacement des détrompagessuivant leur code,...
Vérifications électriques :
■ essais de fonctionnemente
■ tenue diélectrique
■ continuité électrique des circuits de protection
■ résistance d’isolement.
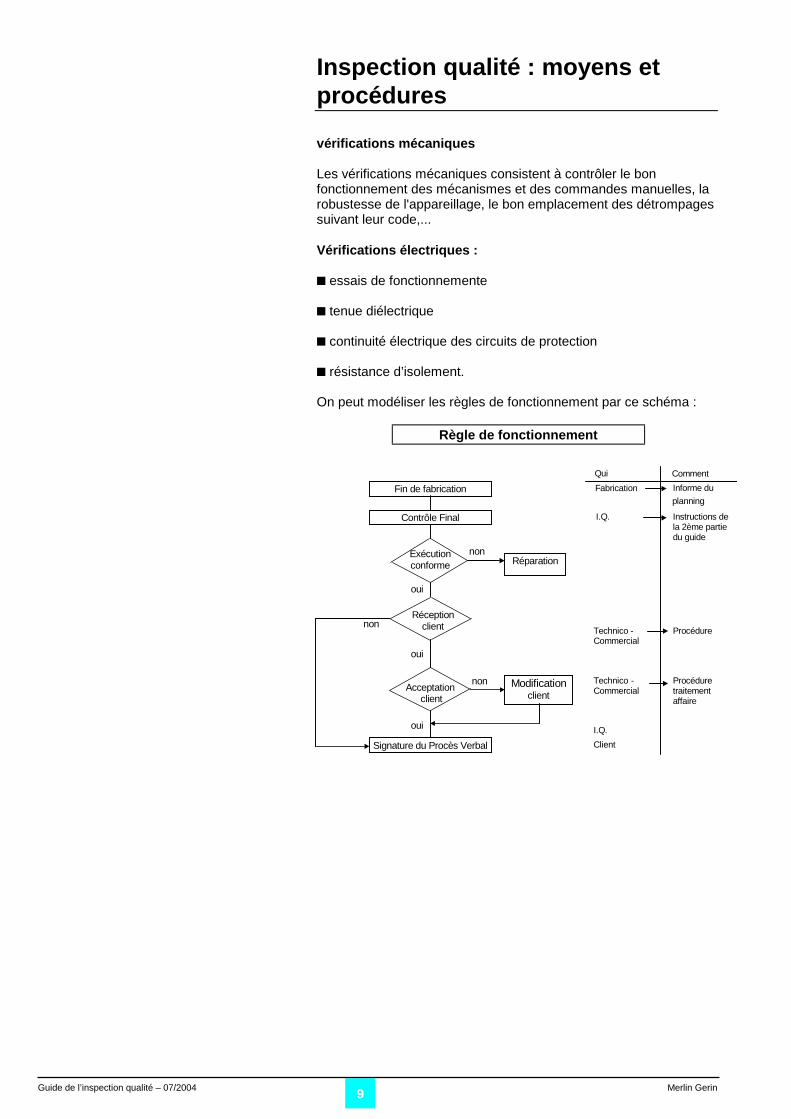
On peut modéliser les règles de fonctionnement par ce schéma :
Règle de fonctionnement
Fin de fabrication
Contrôle Final
Signature du Procès Verbal
Réparation
Modificationclient
Qui Comment
Technico -Commercial
I.Q.
Client
I.Q.
Procédure
Informe du
Procédure traitement affaire
Fabrication
Instructions de la 2ème partie du guide
oui
non
non
oui
non
Technico -Commercial
planning
Exécutionconforme
Réceptionclient
Acceptation client
oui
Inspection qualité : moyens etprocédures
Guide de l’inspection qualité – 07/2004 Merlin Gerin10
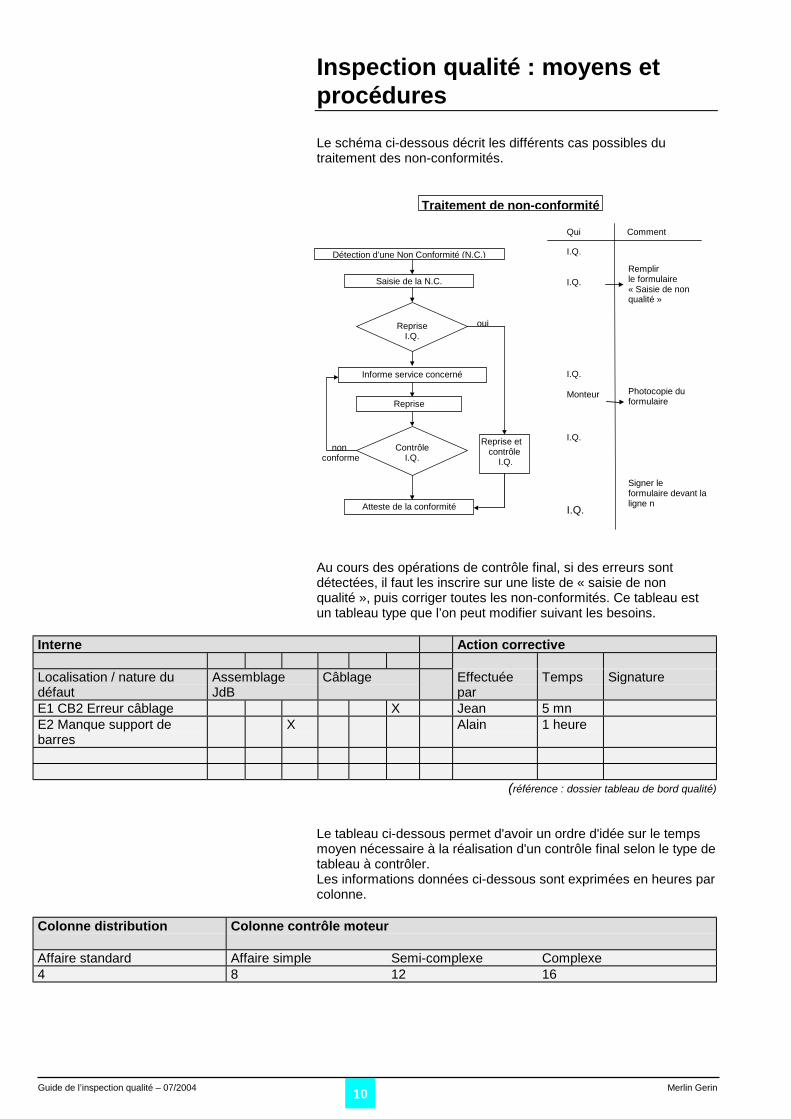
Le schéma ci-dessous décrit les différents cas possibles dutraitement des non-conformités.
Au cours des opérations de contrôle final, si des erreurs sontdétectées, il faut les inscrire sur une liste de « saisie de nonqualité », puis corriger toutes les non-conformités. Ce tableau estun tableau type que l’on peut modifier suivant les besoins.
Interne Action corrective
Localisation / nature dudéfaut
AssemblageJdB
Câblage Effectuéepar
Temps Signature
E1 CB2 Erreur câblage X Jean 5 mnE2 Manque support debarres
X Alain 1 heure
(référence : dossier tableau de bord qualité)
Le tableau ci-dessous permet d'avoir un ordre d'idée sur le tempsmoyen nécessaire à la réalisation d'un contrôle final selon le type detableau à contrôler.Les informations données ci-dessous sont exprimées en heures parcolonne.
Colonne distribution Colonne contrôle moteur
Affaire standard Affaire simple Semi-complexe Complexe4 8 12 16
Détection d’une Non Conformité (N.C.)
Saisie de la N.C.
Informe service concerné
Reprise
Atteste de la conformité
RepriseI.Q.
ContrôleI.Q.
non conforme
Reprise etcontrôle
I.Q.
oui
Qui Comment
I.Q.
I.Q.
I.Q.
Monteur
I.Q.
I.Q.
Remplirle formulaire« Saisie de nonqualité »
Photocopie duformulaire
Signer leformulaire devant laligne n
Traitement de non-conformité
Inspection qualité : moyens etprocédures
Guide de l’inspection qualité – 07/2004 Merlin Gerin11
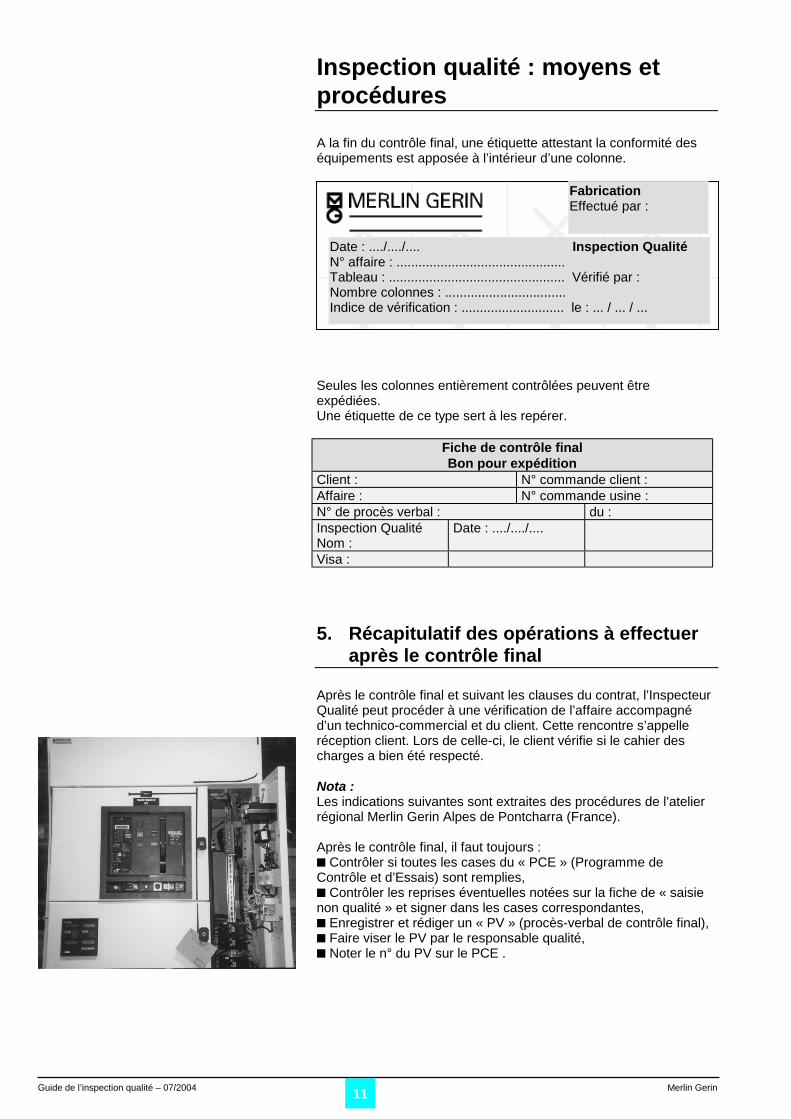
A la fin du contrôle final, une étiquette attestant la conformité deséquipements est apposée à l’intérieur d’une colonne.
Seules les colonnes entièrement contrôlées peuvent êtreexpédiées.Une étiquette de ce type sert à les repérer.
Fiche de contrôle finalBon pour expédition
Client : N° commande client :Affaire : N° commande usine :N° de procès verbal : du :Inspection QualitéNom :
Date : ..../..../....
Visa :
5. Récapitulatif des opérations à effectueraprès le contrôle final
Après le contrôle final et suivant les clauses du contrat, l’InspecteurQualité peut procéder à une vérification de l’affaire accompagnéd’un technico-commercial et du client. Cette rencontre s’appelleréception client. Lors de celle-ci, le client vérifie si le cahier descharges a bien été respecté.
Nota :Les indications suivantes sont extraites des procédures de l’atelierrégional Merlin Gerin Alpes de Pontcharra (France).
Après le contrôle final, il faut toujours :■ Contrôler si toutes les cases du « PCE » (Programme deContrôle et d’Essais) sont remplies,■ Contrôler les reprises éventuelles notées sur la fiche de « saisienon qualité » et signer dans les cases correspondantes,■ Enregistrer et rédiger un « PV » (procès-verbal de contrôle final),■ Faire viser le PV par le responsable qualité,■ Noter le n° du PV sur le PCE .
Date : ..../..../.... Inspection QualitéN° affaire : ..............................................Tableau : ................................................ Vérifié par :Nombre colonnes : .................................Indice de vérification : ............................ le : ... / ... / ...
FabricationEffectué par :
Inspection qualité : moyens etprocédures
Guide de l’inspection qualité – 07/2004 Merlin Gerin12
Puis suivant les clauses du contrat :
5.1. Affaire sans réception client et sans manquants■ Rédiger la « fiche de contrôle final », la faire viser par leresponsable qualité, puis la fixer sur l’armoire.■ Transmettre l’original du « bon pour expédition et emballage » auresponsable magasin et une copie au responsable fabrication.■ Enregistrer l’affaire dans le classeur « expéditions des affaires ».■ Contrôler, enregistrer et classer le PCE avec le PV de contrôlefinal après emballage de l’affaire.
5.2. Affaire sans réception client et avec manquants■ Compléter le n°2 du document « suivi des manquants » en find’affaire ( voir page n°49).■ Transmettre rapidement ce document au responsable de laGestion de Production■ Attendre le retour de ce document avec l’accord ou non du TCpour l’expédition de l’affaire■ Mettre le document dans le « registre des manquants »■ Rédiger les « fiches de contrôle final » et les faire viser par leresponsable qualité■ Fixer les fiches du contrôle final sur les cellules■ Rédiger un « bon pour expédition et emballage » en ajoutant lamention « expédition avec manquant »,puis enregistrer l’affairedans le classeur « expéditions des affaires »■ Transmettre au responsable magasin l’original du « bon pourexpédition et emballage » accompagné de la « liste descomposants non expédiés avec l’affaire » et transmettre une copiede la liste au TC et au responsable fabrication■ Contrôler, enregistrer et classer le PCE avec le PV de contrôlefinal après emballage de l’affaire.
A réception des composants manquants :■ Contrôler les manquants accompagnés de la « liste descomposants non expédiés avec l’affaire » (livrés par le magasin).■ Solder les manquants et annoter la liste de « bon pourexpédition ».■ Enregistrer l’expédition des manquants dans le classeur« expédition des affaires ».■ Transmettre les manquants avec de la liste au magasin.
5.3. Affaire avec réception client et sans manquants
Réception client :■ Attendre le CR (Compte rendu de réception client).■ Contrôler les reprises ou annotations portées sur le CR.■ Viser les reprises nécessitant un contrôle.■ Faire viser les annotations ou autre (exemple : envoi de plans auclient, ...).■ Faire viser la levée des réserves par le responsable qualité.■ Enregistrer et classer le CR avec le PV.■ Rédiger les « fiches de contrôle final » et les faire viser par leresponsable qualité.■ Fixer les fiches sur les cellules.■ Rédiger un « bon pour expédition et emballage ».■ Transmettre l’original du « bon pour expédition et emballage » auresponsable magasin et une copie au responsable fabrication.■ Enregistrer l’affaire dans le classeur « expéditions des affaires ».■ Contrôler, enregistrer et classer le PCE avec le PV aprèsl’emballage de l’affaire.
Inspection qualité : moyens etprocédures
Guide de l’inspection qualité – 07/2004 Merlin Gerin13
5.4. Affaire avec réception client et manquants■ Compléter le n°2 du document « suivi des manquants ».■ Transmettre rapidement le document au responsable de Gestionde Production.■ Attendre le retour du document pour expédition de l’affaire avecmanquants avec l’accord du TC.
Réception client :■ Attendre le CR.■ Contrôler les reprises ou annotations portées sur le CR.■ Viser les reprises nécessitant un contrôle et les annotations ouautre (ex : envoi de plans au client, ...).■ Faire viser la levée des réserves par le responsable qualité.■ Enregistrer et classer le CR avec le PV.■ Rédiger les « fiches de contrôle final » et les faire viser par leresponsable qualité.■ Fixer les fiches à l’aide d’un élastique aux poignées des cellules.■ Rédiger un « bon pour expédition et emballage ».■ Transmettre au responsable magasin l’original du « bon pourexpédition et emballage » accompagné de la « liste descomposants non expédiés avec l’affaire » et transmettre une copiede la liste au TC, ainsi qu’une copie au responsable fabrication.■ Enregistrer l’affaire dans le classeur « expéditions des affaires »et préciser que l’affaire est expédiée avec manquants.■ Contrôler, enregistrer et classer le PCE avec le PV aprèsemballage de l’affaire.
A réception des composants manquants :■ Contrôler les manquants accompagnés de la « liste descomposants non expédiés avec l’affaire » (livrés par le magasin).■ Solder les manquants et annoter la liste de « bon pourexpédition ».■ Enregistrer l’expédition des manquants dans le classeur«expédition des affaires».■ Transmettre les manquants accompagnés de la liste au magasin.

Inspection qualité : instructions
Guide de l’inspection qualité – 07/2004 Merlin Gerin14
Instruction : définition« Explication verbale ou écrite à l’usage de la personne chargée dequelque entreprise ou mission» (cf.dictionnaire Petit Robert).
Inspection qualité : instructions
Guide de l’inspection qualité – 07/2004 Merlin Gerin15
6. Réalisation du contrôle en cours defabrication
6.1. RappelLe contrôle en cours de fabrication sert à s’assurer de la conformitédu produit après chaque opération de fabrication.
6.2. Composition■ Une fiche de suivi de montage est renseignée par colonne.■ Elle est utilisée de la première phase du montage jusqu’aucontrôle final.■ Après chaque étape, l’opérateur vérifie et atteste la conformitédu produit en signant cette fiche. Il y notera ses éventuellesobservations.■ A la fin des opérations de contrôle, un exemplaire de cette ficheest archivé (voir exemple de fiche en annexe).
7. Réalisation du contrôle final
L’Inspecteur Qualité doit :■ réceptionner les tableaux à contrôler dans la zone dédiée■ prendre connaissance du dossier B.E.A.■ vérifier les observations et renseignements indiqués dans lafiche de suivi de montage■ procéder au contrôle final en suivant la liste des essais àeffectuer.
7.1. Contrôle de conformité
7.1.1. Enveloppe
■ Aspect :o couleur et référence de la peinture :contrôler, en utilisant la palette de couleurs, que la référence de lapeinture indiquée dans le dossier de l’affaire correspond à lacouleur de l'armoire.
o homogénéité :par un contrôle visuel, vérifier l’homogénéité des couleurs desdifférents éléments du tableau (portes, panneaux, ...).
o face avant :vérifier visuellement la correspondance de la face avant del’armoire à celle indiquée dans le plan du dossier BEA.
o finition :vérifier l’aspect extérieur par un contrôle essentiellement visuel :absence de rayure, déformation, ...
Inspection qualité : instructions
Guide de l’inspection qualité – 07/2004 Merlin Gerin16
■ Compositiono nombre et ordre des colonnes :regarder selon le plan de la face avant si le nombre et l’ordre descolonnes sont respectés.
o dimensions :vérifier les dimensions de l’armoire (hauteur, largeur, longueur etprofondeur) en les mesurant et en les comparant à cellesmentionnées dans le dossier BEA.
o type de forme :contrôler le type de forme réalisé par rapport à celui défini dans ledossier BEA.
o synoptique :vérifier la conformité du synoptique par rapport au schéma depuissance.
o étiquette d’identification de l’affaire :– vérifier la présence de l’étiquette et sa bonne position(généralement, elle est située en haut du tableau)– contrôler que les informations portées sur l’étiquettecorrespondent au dossier de l’affaire.
o repères d’identification des colonnes :– vérifier la présence d'un repère d'identification sur chaque colonnedu tableau. Généralement, il est représenté sous la forme d'uneétiquette autocollante.– s’assurer que cette étiquette comporte le numéro de matricule, lasignature, le numéro du tableau, et indice de mise à jour.– à la fin du contrôle final, l'Inspecteur Qualité devra y apposerson n° de matricule ou sa signature et y indiquer la date àlaquelle le contrôle a été réalisé.
7.1.2. Ossature
■ Fixation au sol :vérifier selon le plan du dossier BEA, l'emplacement des points defixation au sol et la disposition des différentes cellules.
■ Zone de passage des câbles :vérifier les aménagements spéciaux pour le passage des câbles(haut ou bas) ou gaines à barres.
■ Fixations des platines, écrans de protection et pièces decloisonnement ou de capotage :contrôler la présence de toute la visserie (et rondelles à picots)nécessaire à la fixation de ces éléments. Vérifier le serrage de lavisserie.
■ Visserie auxiliaire :vérifier la présence de visserie nécessaire à l’accouplement descolonnes, aux montages des éclisses et des toits.
■ Plaques de consigne « danger » et « aval sous tension »:vérifier leur présence, si elle sont requises par le produit ou le client.
Inspection qualité : instructions
Guide de l’inspection qualité – 07/2004 Merlin Gerin17
■ Equipement :o contrôler, par rapport au dossier B.E.A., si l’équipement del’armoire est complet et s’il est mis en place correctement (couvre-joints, socles, gaines, auvents, etc...).
o habillage :contrôler la présence et la bonne mise en place :– des panneaux avant, arrière et d’extrémité,– des toits, des tôles de fond (acier, aluminium, etc...),– des portes (pleines, transparentes, etc...).
o conformité des découpes dans les tôles :d’après le plan, vérifier la présence d'éventuelles découpes destoits, des tôles de séparation permettant l'éclissage des jeux debarres de transfert (principalement pour MB 200), etc...
o contrôle de la serrurerie :vérifier la concordance des références des serrures et des numérosdes clés avec les références données dans le dossier BEA.
o vérification du degré de protection (I.P.) :–contrôler la présence des éléments permettant d’assurer le niveaud'IP indiqué dans le dossier BEA. Selon le degré IP voulu, lesbesoins sont variables : auvent, joint, plastron, etc... (indicationsportées dans les catalogues ou guides des produits).– si un joint d'étanchéité est utilisé, vérifier son bon positionnementet sa pose continue.
7.1.3. Appareillages■ Emplacement / repérage:vérifier, en utilisant les schémas d’implantation du dossier B.E.A.,que les appareils sont au bon emplacement et qu’ils ont le bonrepérage (QF1, QF2, etc...).Simultanément, on peut contrôler la nature des étiquettesassociées aux appareils ainsi que le contenu du texte en utilisant leplan du dossier BEA.
■ Fixation de l'appareillage :vérifier la fixation des appareils sur les platines, les portes, lesportillons ou les plastrons (en contrôlant qu'ils sont mis en placecorrectement, et que toute la visserie nécessaire est présente).
■ Accessoires :vérification visuelle de la présence de :o manivelles d’extraction des disjoncteurso verrouillage des porteso pinces d’extraction fusibleso épingles de fixation de certains relais, ...
Inspection qualité : instructions
Guide de l’inspection qualité – 07/2004 Merlin Gerin18
■ Caractéristiques :
o pour les disjoncteurs :– vérifier le type, le calibre, le pouvoir de coupure et le nombre depôles. De plus, contrôler la présence et les caractéristiques deséléments qui leur sont associés (vigi, contact SD, déclencheur,etc...)– vérifier ou effectuer les réglages de l'appareillage tels que lesdéclencheurs thermiques et magnétiques, les temporisations, etc...
o vérifier les tensions d’alimentation des :– bobines (contacteurs, relais, télérupteurs, bobines à manque detension ou à émission des Compact, Masterpact et Multi 9)– commandes électriques d’appareillages– voyants– appareils électronique.
Toutes ces vérifications sont à effectuer par rapport au dossierBEA.
■ Tores :vérifier les caractéristiques de chaque tore par rapport au dossierBEA et aux câbles de raccordement client. Veiller au sens demontage : la flèche indiquée représente le sens du courant.
■ Transformateur de courant (TC) :
o vérifier les caractéristiques des transformateurs de courant parrapport au dossier BEA et le sens d'alimentation.Exemple : certains constructeurs proposent des transformateurs oùil faut que le courant entre en P1 et sorte en P2.
o vérifier la correspondance entre le transformateur de courant etl'appareil associé (ampèremètre, compteur, etc...) en vérifiant si lecourant délivré par son circuit secondaire est compatible avecl'appareil.
o vérifier les distances d’isolement des vis de fixation ainsi que desvis de raccordement du transformateur de courant, particulièrementcelles qui sont à proximité des conducteurs actifs ou piècesmétalliques.
■ Shunt :vérifier la liaison entre le shunt et l'appareil de mesure.
■ Position des indicateurs après déclenchement sur défaut :faire déclencher l'appareil, puis regarder la position des indicateurs.
■ Volets de protection d’embrochage :vérifier la présence du volet d’obturation d’embrochage.
■ Ecran d’isolement / séparateur de phase :vérifier leurs présences si requis.
■ Accessibilité :vérifier l’accessibilité des appareils, des réglages, des fusibles HPCpour rechange, des bobines.
Inspection qualité : instructions
Guide de l’inspection qualité – 07/2004 Merlin Gerin19
■ Périmètres de sécurité :
o vérifier les périmètres de sécurité des disjoncteurs en se référantà leurs guides d’installation.
o vérifier si besoin, les différents accessoires nécessaires au bonfonctionnement.
■ prédéclenchement des appareils lors de débrochages etd'embrochages :vérifier le fonctionnement des systèmes mécaniques deprédéclenchement des appareils débrochables sur socles ouchâssis.
7.1.4. Jeux de barres
■ Type :vérifier la correspondance du type de jeu de barres (Linergy, barresplates) avec celui indiqué sur le plan B.E.A..
■ Section :d'après le courant nominal (In), l'intensité de court circuit (Icc) et letemps de coupure du disjoncteur, vérifier que la sectioncorresponde à celle indiquée dans le guide technique du tableau.
■ Revêtement :contrôler la nature du revêtement des jeux de barres (cuivre nu,cuivre étamé, jeux de barres gainés, peinture époxy,argenture ...).
■ Disposition :
o vérifier leur position (horizontale, verticale) en vous aidant du pland'implantation du dossier BEA.
o contrôler que l’implantation ou la disposition des jeux de barresne gène en rien le passage des câbles de raccordementclient.
o s’assurer des possibilités d’extension des jeux de barres suivantles spécificités.
■ Repérage :
o vérifier la correspondance du type d'étiquetage par rapport audossier BEA.
o vérifier que l'ordre du repérage (phases 1, 2, 3, neutre, et PE) estrespecté selon le plan d'implantation.La vérification de l'ordre des phases sera réalisée ultérieurement.
■ Nature des supports :vérifier leur nature en se référant au guide technique du tableau.
■ Distances d’isolement / lignes de fuite :vérifier à l'aide du guide technique du tableau.
Inspection qualité : instructions
Guide de l’inspection qualité – 07/2004 Merlin Gerin20
■ Ecartement et nombre de supports des jeux de barres :Vérifier, à l’aide du guide technique, la distance entre supports(fonction de la section et de l’Icc des jeux de barres).
■ Eclissages des jeux de barres :vérifier en se référant au guide technique :o la section des éclisses (identique aux jeux de barres)o le nombre et la longueur.
■ Arrivées et départs :vérifier le sens des arrivées et des départs par rapport au dossier.
■ Pour les jeux de barres de Linergy :vérifier le positionnement et l'accessibilité des vis de raccordement.
■ Qualité des raccordements (barres et barres souples) :Vérifier :o le nombre et la longueur des boulons par rapport aux dimensionsdes jeux de barres
o la qualité de la visserie (classe 8/8)
o la qualité des perçages et l'état des surfaces (absence debavures, traces de coupures sur les barres souples, des tracesd’huile,...)
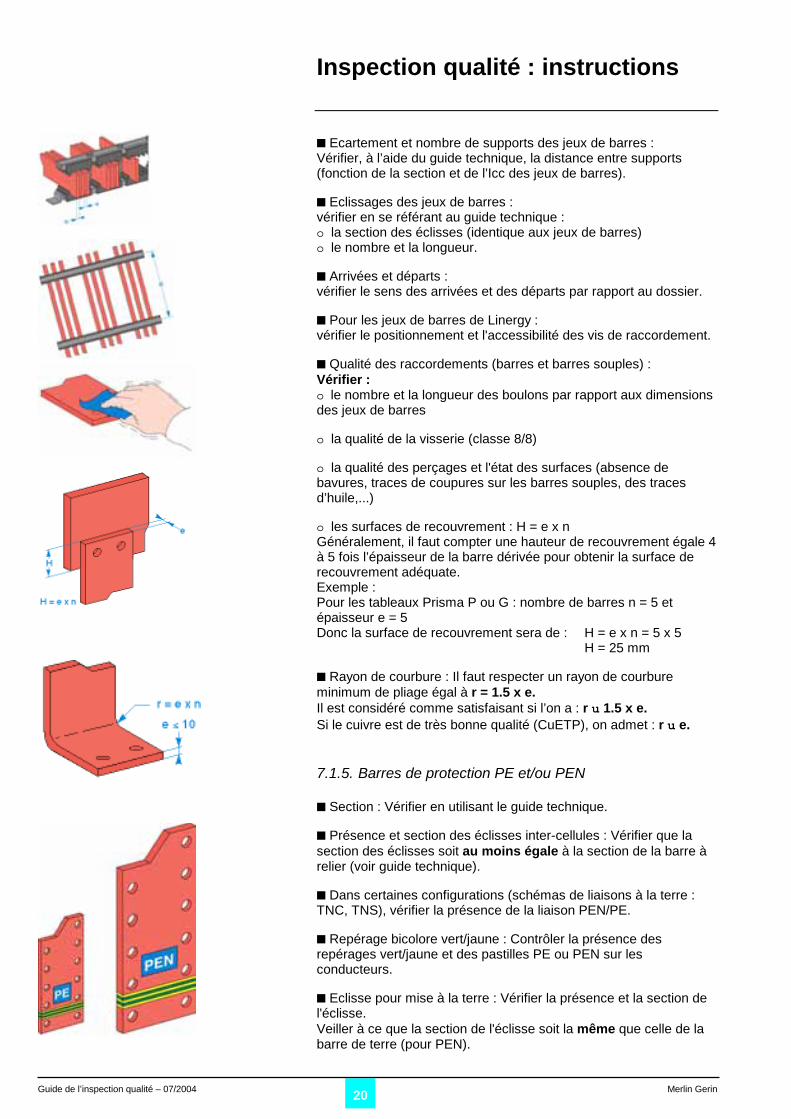
o les surfaces de recouvrement : H = e x nGénéralement, il faut compter une hauteur de recouvrement égale 4à 5 fois l’épaisseur de la barre dérivée pour obtenir la surface derecouvrement adéquate.Exemple :Pour les tableaux Prisma P ou G : nombre de barres n = 5 etépaisseur e = 5Donc la surface de recouvrement sera de : H = e x n = 5 x 5
H = 25 mm
■ Rayon de courbure : Il faut respecter un rayon de courbureminimum de pliage égal à r = 1.5 x e.Il est considéré comme satisfaisant si l’on a : r u 1.5 x e.Si le cuivre est de très bonne qualité (CuETP), on admet : r u e.
7.1.5. Barres de protection PE et/ou PEN
■ Section : Vérifier en utilisant le guide technique.
■ Présence et section des éclisses inter-cellules : Vérifier que lasection des éclisses soit au moins égale à la section de la barre àrelier (voir guide technique).
■ Dans certaines configurations (schémas de liaisons à la terre :TNC, TNS), vérifier la présence de la liaison PEN/PE.
■ Repérage bicolore vert/jaune : Contrôler la présence desrepérages vert/jaune et des pastilles PE ou PEN sur lesconducteurs.
■ Eclisse pour mise à la terre : Vérifier la présence et la section del'éclisse.Veiller à ce que la section de l'éclisse soit la même que celle de labarre de terre (pour PEN).
Inspection qualité : instructions
Guide de l’inspection qualité – 07/2004 Merlin Gerin21
7.1.6. Barres souples
■ Section :à vérifier en fonction du calibre de l'appareil à l'aide du guidetechnique.
■ Rayon de courbure des barres souples (minimum 1 foisl’épaisseur de la barre).
■ En cas d’une installation en faisceau, s'assurer de la présenced'entretoises isolantes entre les conducteurs permettant une bonneventilation.
■ Frettage :vérifier que le type de frettes utilisé ainsi que leurs nombrescorrespondent à ceux indiqués dans le guide de mise en œuvre dutableau basse tension.Exemple : Pas de frettage direct sur des pièces métalliques, sibesoin, insérer une cale isolante, ...
■ Vérifier les connexions : présence de la rondelle épaisse et de larondelle contact (voir guide de mise en œuvre des tableaux bassetension).
7.1.7. Câbles
■ Section des conducteurs de puissance, auxiliaires et deprotection :vérifier la section en se référant au guide technique du tableau.
■ Nature des câbles :vérifier qu'ils sont isolés U i 1000 V, de température d’utilisation< 105°C et auto-extinguibles (préconisation Schneider Electric).
■ Protection des câbles :veiller à ce que les câbles ne cheminent pas à proximité d'arêtesvives, de pièces en mouvement ou de pièces nues sous tension.
■ Rayon de courbure :vérifier que le rayon de courbure des câbles est d'environ 6 à 8 foisleur diamètre.
■ Nombre de câbles par torons :se référer au guide de mise en oeuvre du tableau.
■ Séparation des torons :veiller à ce qu'il y ait une séparation entre les torons de puissanceet de commande et entre les torons soumis à une tension auxiliairede plus de 500 V CA-CC.
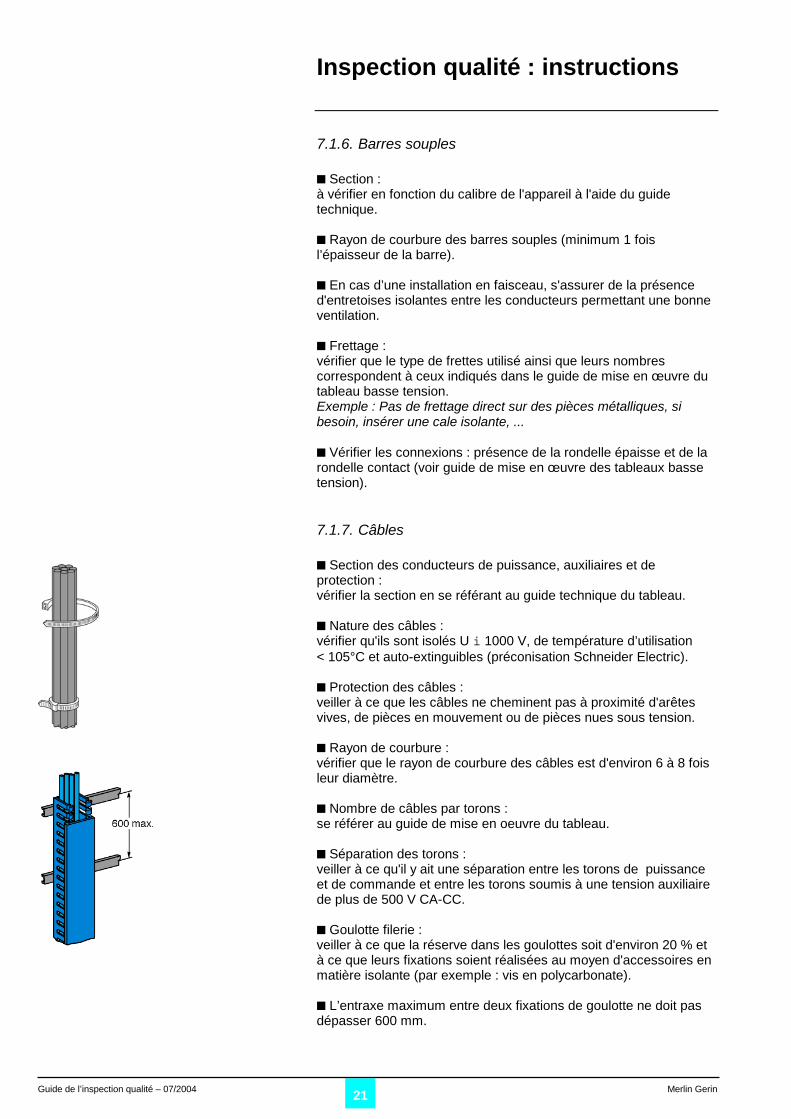
■ Goulotte filerie :veiller à ce que la réserve dans les goulottes soit d'environ 20 % età ce que leurs fixations soient réalisées au moyen d'accessoires enmatière isolante (par exemple : vis en polycarbonate).
■ L’entraxe maximum entre deux fixations de goulotte ne doit pasdépasser 600 mm.
Inspection qualité : instructions
Guide de l’inspection qualité – 07/2004 Merlin Gerin22
■ Pas de passage de câble entre les barres de puissance.
■ Fixations des câbles :vérifier, à l’aide du guide technique que le nombre d'échelles àcâbles, la qualité de l'amarrage en fonction de l'Icc et le type defrette utilisé sont corrects.
7.1.8. Connexions
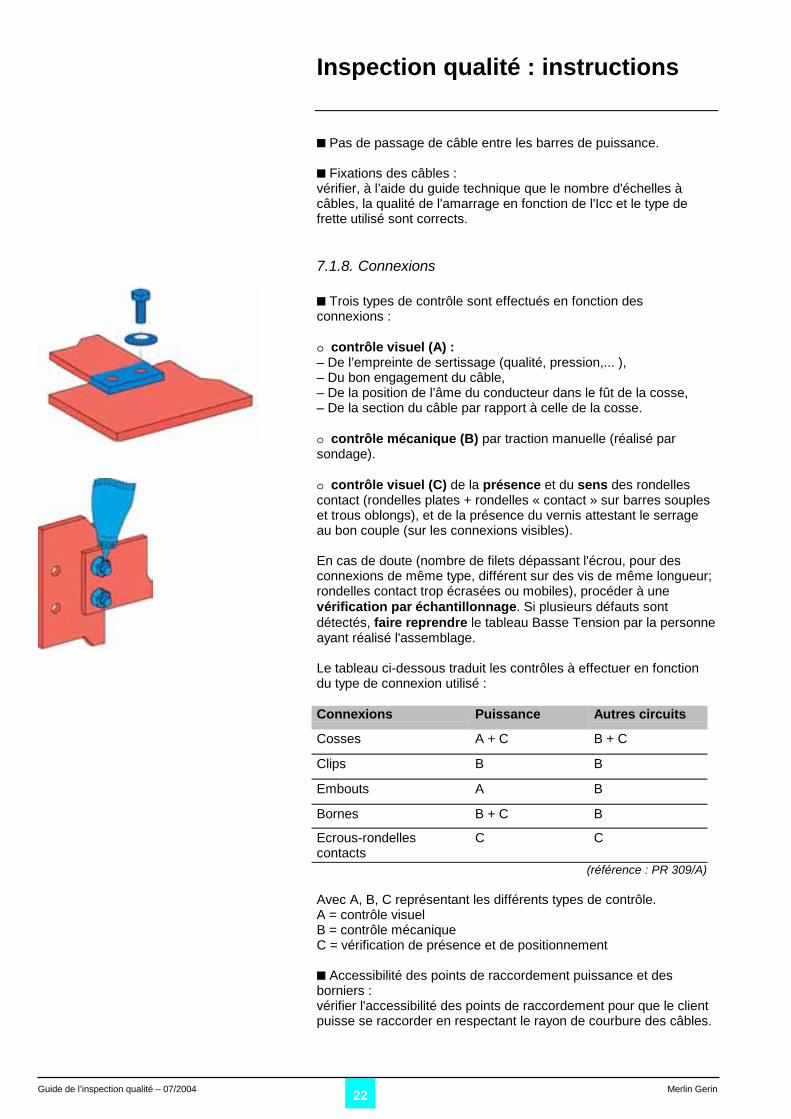
■ Trois types de contrôle sont effectués en fonction desconnexions :
o contrôle visuel (A) :– De l’empreinte de sertissage (qualité, pression,... ),– Du bon engagement du câble,– De la position de l’âme du conducteur dans le fût de la cosse,– De la section du câble par rapport à celle de la cosse.
o contrôle mécanique (B) par traction manuelle (réalisé parsondage).
o contrôle visuel (C) de la présence et du sens des rondellescontact (rondelles plates + rondelles « contact » sur barres soupleset trous oblongs), et de la présence du vernis attestant le serrageau bon couple (sur les connexions visibles).
En cas de doute (nombre de filets dépassant l'écrou, pour desconnexions de même type, différent sur des vis de même longueur;rondelles contact trop écrasées ou mobiles), procéder à unevérification par échantillonnage. Si plusieurs défauts sontdétectés, faire reprendre le tableau Basse Tension par la personneayant réalisé l'assemblage.
Le tableau ci-dessous traduit les contrôles à effectuer en fonctiondu type de connexion utilisé :
Connexions Puissance Autres circuits
Cosses A + C B + C
Clips B B
Embouts A B
Bornes B + C B
Ecrous-rondellescontacts
C C
(référence : PR 309/A)
Avec A, B, C représentant les différents types de contrôle.A = contrôle visuelB = contrôle mécaniqueC = vérification de présence et de positionnement
■ Accessibilité des points de raccordement puissance et desborniers :vérifier l'accessibilité des points de raccordement pour que le clientpuisse se raccorder en respectant le rayon de courbure des câbles.
Inspection qualité : instructions
Guide de l’inspection qualité – 07/2004 Merlin Gerin23
■ Possibilités de raccordement des câbles sur plages ou bornes :pour cela, se référer au guide technique et au dossier BEA.
■ Vérifier que le nombre de trous correspond au nombre de câblesavec lesquels le client doit se raccorder.
■ Vérifier que la section et le nombre de câble permettent derespecter les distances d'isolement.
7.2. Vérifications mécaniques
■ Fonctionnement des portes, des accessoires mécaniques et destiroirs :vérifier leurs fonctionnement en les manoeuvrant.
■ Commandes manuelles des mécanismes :manoeuvrer les éléments de commandes manuelles pour vérifierleur fonctionnement.
■ Réarmement après déclenchement défaut :vérifier que le disjoncteur se réarme après son déclenchement surdéfaut d’origine électrique ou après action sur le bouton test dedéclenchement.
■ Verrouillages :
interverrouillage :
Vérifier que la fermeture d’un disjoncteur empêche la fermeture duou des autres.o Verrouillage par tringles :vérifier leurs fixations mécaniques.o Verrouillage par câbles :contrôler son rayon de courbure à l’aide du guide d’installation etveiller à ce qu’ils ne soient pas fixé à proximité de pièces nues soustension.o Verrouillage par serrures, vérifier :– le type et les références des serrures– que la serrure condamne le fonctionnement de l’appareil.
embrochage / débrochage :
o Vérifier que la manoeuvre est impossible lorsque l'appareil estfermé.o Contrôler le prédéclenchement des appareils lors desdébrochages et des embrochages.
robustesse des différents verrouillages :
o Détrompage :vérifier que l'emplacement des détrompeurs correspond au cahierdes charges (tiroirs MCC).Pour l'appareillage, vérifier le code de détrompage en se référant àla notice des détrompeurs des appareils.
o Interchangeabilité entre tiroirs / entre disjoncteurs :vérifier la possibilité d'interchangeabilité des disjoncteurs ou destiroirs de même type.
Inspection qualité : instructions
Guide de l’inspection qualité – 07/2004 Merlin Gerin24
7.3. Vérifications électriques
7.3.1. Essais de fonctionnement
■ Vérification des circuits puissance :
o préparation à la vérification :– alimenter le jeu de barres avec le pupitre en prenant bien gardede respecter le sens de rotation des phases.– relier également le neutre et la terre.– avant de mettre sous tension, ouvrir les disjoncteurs de protectiondes circuits auxiliaires (relais, appareils de mesure, bobines, ...).
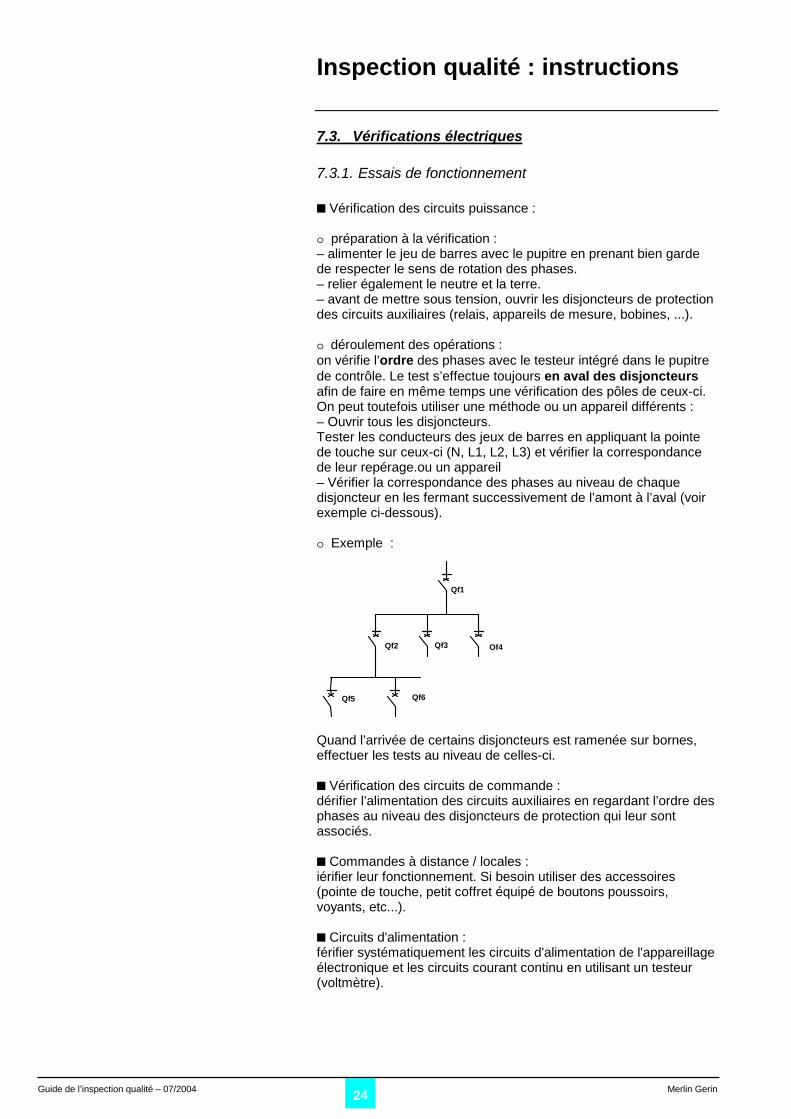
o déroulement des opérations :on vérifie l’ordre des phases avec le testeur intégré dans le pupitrede contrôle. Le test s’effectue toujours en aval des disjoncteursafin de faire en même temps une vérification des pôles de ceux-ci.On peut toutefois utiliser une méthode ou un appareil différents :– Ouvrir tous les disjoncteurs.Tester les conducteurs des jeux de barres en appliquant la pointede touche sur ceux-ci (N, L1, L2, L3) et vérifier la correspondancede leur repérage.ou un appareil– Vérifier la correspondance des phases au niveau de chaquedisjoncteur en les fermant successivement de l’amont à l’aval (voirexemple ci-dessous).
o Exemple :
Quand l’arrivée de certains disjoncteurs est ramenée sur bornes,effectuer les tests au niveau de celles-ci.
■ Vérification des circuits de commande :dérifier l’alimentation des circuits auxiliaires en regardant l’ordre desphases au niveau des disjoncteurs de protection qui leur sontassociés.
■ Commandes à distance / locales :iérifier leur fonctionnement. Si besoin utiliser des accessoires(pointe de touche, petit coffret équipé de boutons poussoirs,voyants, etc...).
■ Circuits d'alimentation :férifier systématiquement les circuits d'alimentation de l'appareillageélectronique et les circuits courant continu en utilisant un testeur(voltmètre).
Qf4Qf2
Qf5 Qf6
Qf3
Qf1

Inspection qualité : instructions
Guide de l’inspection qualité – 07/2004 Merlin Gerin25
■ Signalisations électriques :o Véérifier la présence des voyants de mise sourents :–o Contrôler la fonction vr ces voyants de signalisationo vérifier la correspondance de ceux-ci avec les appareilsassociés ( voyant « on » pour position « on », ...).
■ Informations ramenées sur les bornes de raccordement :o vérifier l'état des contacts (ouvert ou fermé au travail ou au repossuivant le fonctionnement désiré)o vérifier les autres informations (comme les tensions, lesintensités, ...) en les mesurant à l’aide d’un appareil approprié.
■ Commandes électriques (contacteurs, relais, ...) :o fermer les appareils de protection à vérifiero faire fonctionner la commande de ces appareils à l'aide desboutons poussoirs ou du relayage.
■ Verrouillages électriques :vérifier l'impossibilité de fermer un appareil équipé de contact deverrouillage.
■ Circuits de comptage :pour vérifier les circuits de comptage, il faut alimenter le secondairedes TC à l'aide d'une boîte de déphasage. (A défaut, utilisern’importe quel autre appareil étalonné pouvant offrir le mêmefonctionnement).
o Exemple de déroulement des opérations :– sélectionner la tension d’alimentation– ajuster la valeur maximum du courant à injecter dans le circuit dusecondaire– injecter le courant dans l’un des circuits ou les trois à la fois pourvérifier le câblage.
■ Contrôle de la fonction test :le fonctionnement d'un disjoncteur se vérifie par différents testsselon le type d'appareil :
o Test bloc différentiel (gamme Multi 9, gamme NS) :– fermer le disjoncteur– appuyer sur le bouton de test de la partie Vigilohm. Ce test permetde vérifier régulièrement le déclenchement de l'appareil en simulantun défaut différentiel.
p Test du déclencheur (gamme NS et Masterpact) :ce test se réalise grâce à un boîtier externe de déclenchementélectronique :– fermer le disjoncteur– faire déclencher à l'aide du boîtier en reliant son cordon à la priseprévue à cet effet sur la face avant de la partie déclencheur– pour plus de sûreté, réaliser deux fois cette manipulation.
o Test de la partie mécanique :– appuyer sur le bouton test (généralement rouge)– vérifier le déclenchement du disjoncteur.
o Si le disjoncteur s'ouvre pour chacun des tests, l'appareilfonctionne correctement.
Inspection qualité : instructions
Guide de l’inspection qualité – 07/2004 Merlin Gerin26
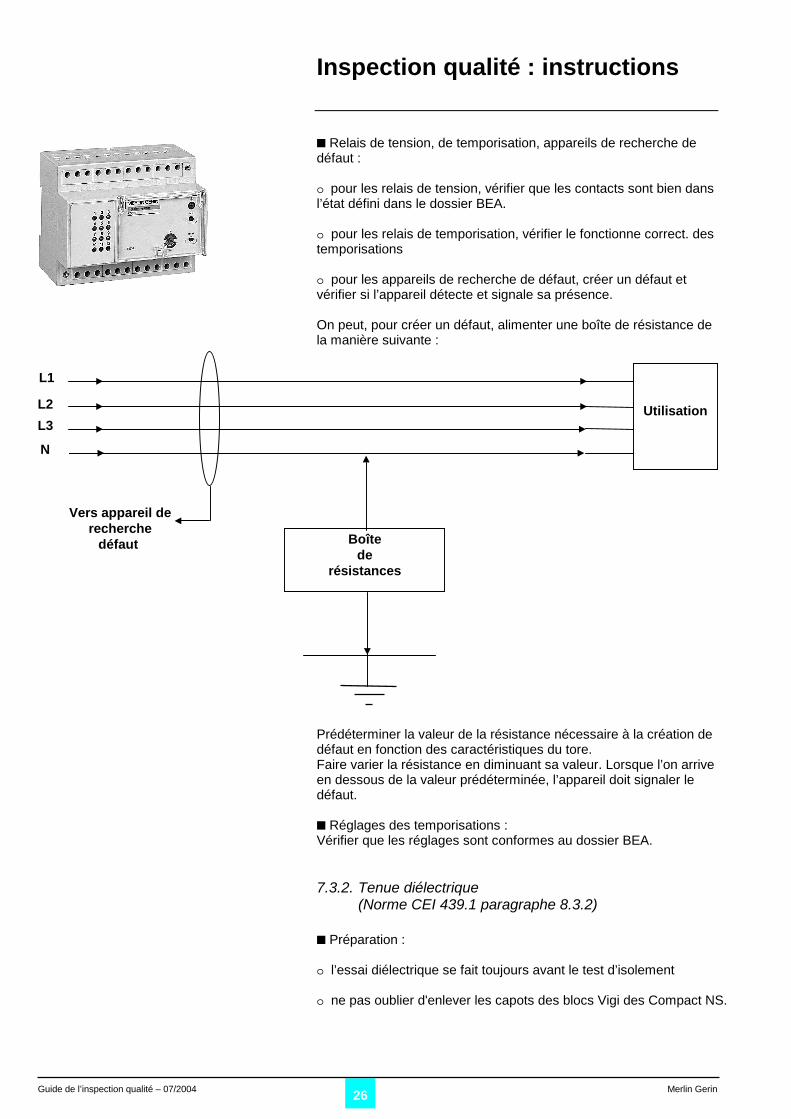
■ Relais de tension, de temporisation, appareils de recherche dedéfaut :
o pour les relais de tension, vérifier que les contacts sont bien dansl’état défini dans le dossier BEA.
o pour les relais de temporisation, vérifier le fonctionne correct. destemporisations
o pour les appareils de recherche de défaut, créer un défaut etvérifier si l’appareil détecte et signale sa présence.
On peut, pour créer un défaut, alimenter une boîte de résistance dela manière suivante :
Prédéterminer la valeur de la résistance nécessaire à la création dedéfaut en fonction des caractéristiques du tore.Faire varier la résistance en diminuant sa valeur. Lorsque l’on arriveen dessous de la valeur prédéterminée, l’appareil doit signaler ledéfaut.
■ Réglages des temporisations :Vérifier que les réglages sont conformes au dossier BEA.
7.3.2. Tenue diélectrique(Norme CEI 439.1 paragraphe 8.3.2)
■ Préparation :
o l’essai diélectrique se fait toujours avant le test d’isolement
o ne pas oublier d'enlever les capots des blocs Vigi des Compact NS.
L1
L2
L3
N
Boîtede
résistances
Utilisation
Vers appareil derecherche
défaut
Inspection qualité : instructions
Guide de l’inspection qualité – 07/2004 Merlin Gerin27
o avant d’effectuer le test, veiller à débrancher :– les parasurtenseurs (si présents)– les moteurs de commande électrique– les Vigilohm– et tout autre appareil ne supportant pas la tension appliquée(appareillage électronique, bobines de contacteurs, voyants, relaisminiatures, klaxon, appareils de mesure, ...).
Pour ce faire, ouvrir le(s) disjoncteur(s) permettant l’alimentationdes circuits auxiliaires.
o les condensateurs antiparasites installés entre les parties activeset les masses ne doivent pas être déconnectés. Ils doivent êtrecapables de supporter la tension d’essai.
o Ii n’y a pas d’essai à faire sur un circuit auxiliaire non raccordé aujeu de barres principal :– s’il est protégé par un dispositif de calibre < 16 A– s’il a subi les essais de fonctionnement.
o Remarque :vérifier, pour certains auxiliaires, qu'il n’existe pas de liaisons nonprotégées. Sinon, déconnecter ces liaisons.Exemple : enlever le fil de connexion du neutre pour les CPI.
■ Mode opératoire :
o Effectuer cet essai avec un diélectromètre (ou diélectrimètre)permettant de délivrer une tension variable 0-5000 V CA.
o Appliquer la tension successivement sur chacune des phases etles autres reliées entre elles et ramenées à la masse du tableau.
o Cette tension doit être maintenue, suivant la norme, pendant uneseconde. Cependant, il est d’usage de la maintenir pendant uneminute.
o Enregistrer le résultat des tests.
Tension à appliquer :Ui U test690 V 2500 V1000 V 3500 VUi < 60 V 500 VUi > 60 V (2 Ui + 1000 V)
avec 1500V miniUi = tension assignée d'isolement du tableau
o Remarque :si, pour des raisons diverses, l’essai diélectrique doit être refait, il lesera avec la tension abaissée à 85% de la valeur précédente.
■ Déroulement des opérations :
Exemple de l’essai du neutre pour un équipement tétrapolaire :
o fermer tous les disjoncteurs
o relier les phases entre elles et à la masse du tableau,
Inspection qualité : instructions
Guide de l’inspection qualité – 07/2004 Merlin Gerin28
o interconnecter toutes les masses du tableau et les relier à laterre,
o connecter le fil de masse de l’appareil de mesure à la massedu tableau,
o lettre la touche d'injection en contact avec le circuit à contrôler etaccroître progressivement la tension jusqu'à la valeurdésirée,
o maintenir cette tension pendant une minute,
o décroître la tension progressivement avant de se déconnecter,
o relever le résultat et le transcrire sur la fiche de mesure,
o cette vérification étant réalisée, procéder d'une façon identiquepour les autres conducteurs.
■ Résultat :les essais sont satisfaisants s’il ne se produit ni contournement,ni altération des isolants, ni perforation.
7.3.3. Résistance d’isolement
■ Préparation à la vérification :
Déconnecter :
o les moteurs de commande électrique des disjoncteurs et lesVigilohm ainsi que tout autre appareil ne supportant pas la tensionappliquée.
o certains appareils pour ne pas créer de liaisons entre lesconducteurs actifs (comme les bobines, les relais, les voyants, lesélectro-aimants des contacteurs, etc...) et les appareils récepteurscomme les instruments de mesure.
■ Mode opératoire :à l’aide d’un mesureur d’isolement (mégohmmètre), effectuer unemesure de l’isolement sous une tension de 500 V CC. Cette mesureest effectuée entre chaque conducteur actif et les deux ou troisautres reliés à la masse du tableau.
■ Déroulement des opérations :le déroulement des opérations est le même que celui mis en oeuvrepour l’essai de la tenue diélectrique.
■ Résultat :l’essai est correct si la résistance d’isolement entre les circuits et lamasse est d’au moins 1000 Ohms/V rapportés à la tension de cecircuit.Nota : pour nos tableaux Basse Tension, la valeur habituelle decette résistance d'isolement est d'environ 1 mégohm.
Inspection qualité : instructions
Guide de l’inspection qualité – 07/2004 Merlin Gerin29
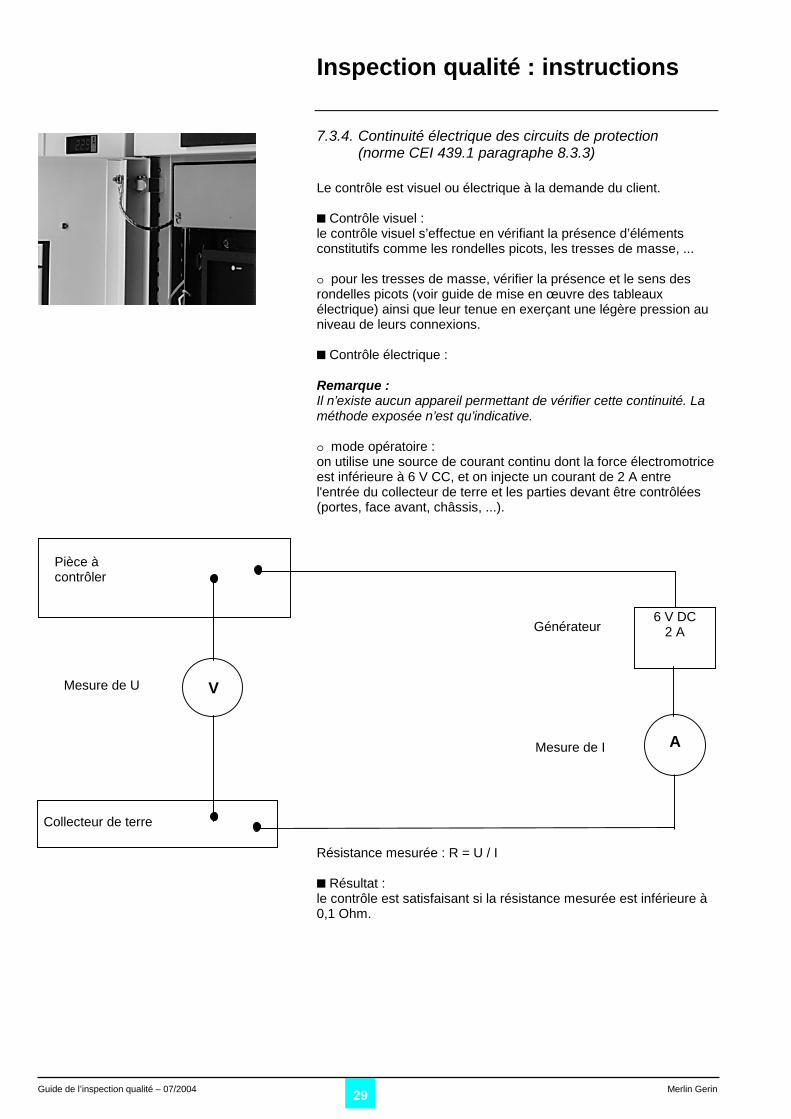
7.3.4. Continuité électrique des circuits de protection(norme CEI 439.1 paragraphe 8.3.3)
Le contrôle est visuel ou électrique à la demande du client.
■ Contrôle visuel :le contrôle visuel s’effectue en vérifiant la présence d’élémentsconstitutifs comme les rondelles picots, les tresses de masse, ...
o pour les tresses de masse, vérifier la présence et le sens desrondelles picots (voir guide de mise en œuvre des tableauxélectrique) ainsi que leur tenue en exerçant une légère pression auniveau de leurs connexions.
■ Contrôle électrique :
Remarque :Il n’existe aucun appareil permettant de vérifier cette continuité. Laméthode exposée n’est qu’indicative.
o mode opératoire :on utilise une source de courant continu dont la force électromotriceest inférieure à 6 V CC, et on injecte un courant de 2 A entrel'entrée du collecteur de terre et les parties devant être contrôlées(portes, face avant, châssis, ...).
Résistance mesurée : R = U / I
■ Résultat :le contrôle est satisfaisant si la résistance mesurée est inférieure à0,1 Ohm.
6 V DC2 A
V
A
Mesure de U
Mesure de I
Générateur
Collecteur de terre
Pièce àcontrôler

Guide de l’inspection qualité – 07/2004 Merlin Gerin30
Guide de l’inspection qualité – 07/2004 Merlin Gerin31
8. Tableau de bord qualité
8.1. FinalitéLe but de ce tableau de bord est de mesurer les performances enmatière de qualité, d’y apporter les actions correctives si nécessaire afinde progresser.
8.2. PrincipesLe responsable de l’assurance qualité émet un rapport qualité mensuelintitulé "Tableau de bord qualité". Ce document est à l'attention duresponsable d'unité, des responsables de service du site et desresponsables de l’assurance qualité de l'activité dans la division.
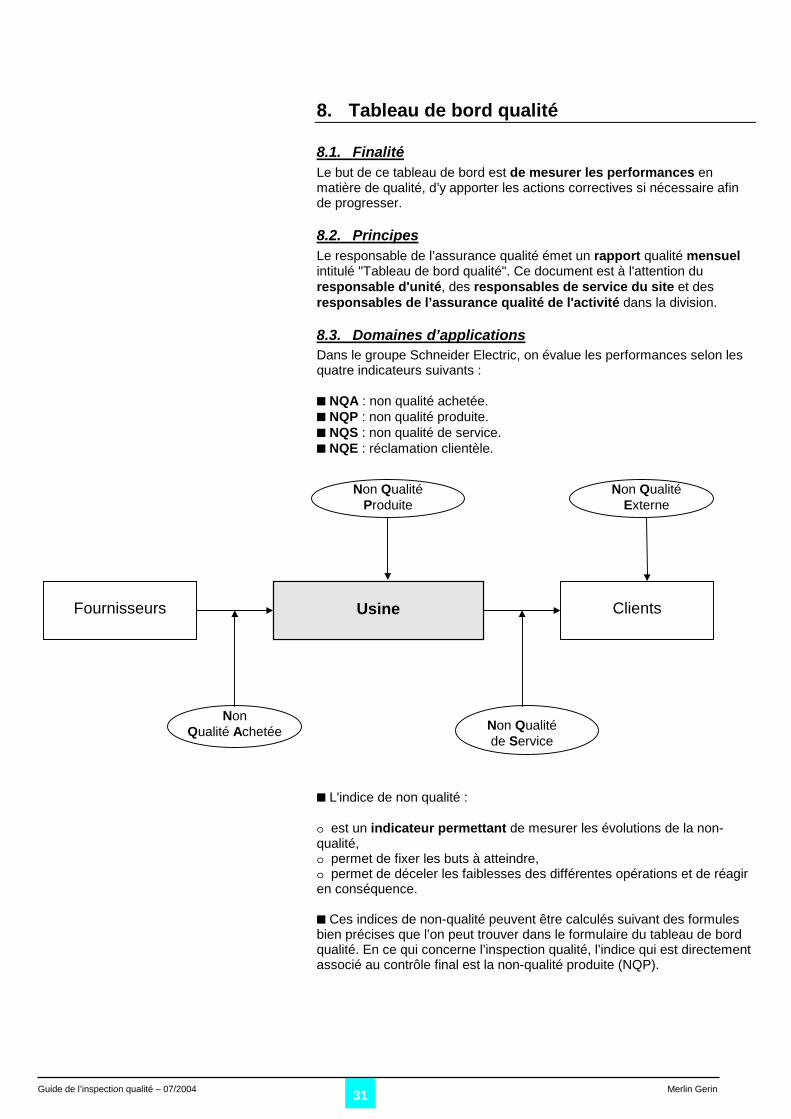
8.3. Domaines d’applicationsDans le groupe Schneider Electric, on évalue les performances selon lesquatre indicateurs suivants :
■ NQA : non qualité achetée.■ NQP : non qualité produite.■ NQS : non qualité de service.■ NQE : réclamation clientèle.
■ L'indice de non qualité :
o est un indicateur permettant de mesurer les évolutions de la non-qualité,o permet de fixer les buts à atteindre,o permet de déceler les faiblesses des différentes opérations et de réagiren conséquence.
■ Ces indices de non-qualité peuvent être calculés suivant des formulesbien précises que l’on peut trouver dans le formulaire du tableau de bordqualité. En ce qui concerne l’inspection qualité, l’indice qui est directementassocié au contrôle final est la non-qualité produite (NQP).
UsineFournisseurs Clients
NonQualité Achetée Non Qualité
de Service
Non QualitéProduite
Non QualitéExterne
Guide de l’inspection qualité – 07/2004 Merlin Gerin32
■ La non qualité achetée est suivie au moyen de 3 indicateurs :
o taux globalo taux hors groupeo taux Schneider Electric.
■ La non qualité externe :comptabilisation des réclamations client (intermédiaire ou final).
8.4. La non qualité produite
■ Cet indice est calculé lors du contrôle final par l’inspecteur qualité.
■ Elle se calcule en utilisant cette formule :Indice de non-qualité = Somme des défauts pondérés Nb total de colonnes*
■ Les défauts, mis en évidence par l’inspection qualité, sont attribuésselon leur origine à la production, au B.E.A., ou aux sous-traitants.
■ Les défauts sont classés en 3 catégories :o critique :c’est un défaut qui, d’après le jugement et l’expérience, est susceptible deconduire à un manque de sécurité ou à des risques d’accidents pourl’utilisateur. Il présente un danger réel pour les biens et les personnes.o majeur :c’est un défaut qui risque de réduire de façon importante, lefonctionnement du tableau.o mineur :c’est un défaut qui correspond à une non-conformité.
■ Pondération :la pondération appliquée à ces trois types de défauts est :o défaut critique = 10o défaut majeur = 3o défaut mineur = 1
La non qualité produite est suivie au moyen d’indicateurs par type deproduit et d’un indicateur global.
* Remarques :Nota 1 : dans les tableaux de distribution (PCC), le nombre de colonnesindiqué correspond au nombre de colonnes produites.Nota 2 : dans le cas de tableau commande moteur (MCC), les règles sontles suivantes :– ossature = 0,2 colonne– tiroirs ≤125 A = 0,1 colonne–tiroirs >125 A = 0,2 colonne
■ Exemple d’une colonne MCC composée de :1 ossature (1X0,2) = 0,22 tiroirs >125 A (2X0,2) = 0,48 tiroirs ≤125 A (8X0,1) = 0,8
Total = 1,4
Donc l’équivalent colonne = 1,4.
Guide de l’inspection qualité – 07/2004 Merlin Gerin33
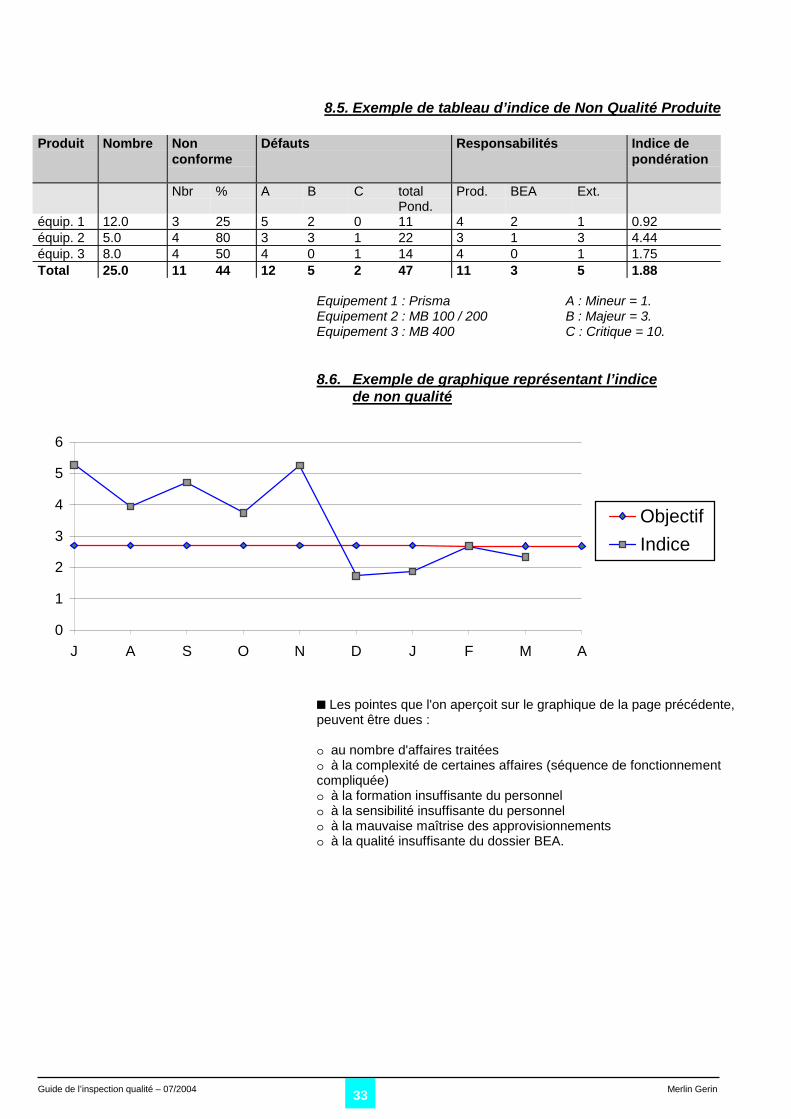
8.5. Exemple de tableau d’indice de Non Qualité Produite
Produit Nombre Nonconforme
Défauts Responsabilités Indice depondération
Nbr % A B C totalPond.
Prod. BEA Ext.
équip. 1 12.0 3 25 5 2 0 11 4 2 1 0.92équip. 2 5.0 4 80 3 3 1 22 3 1 3 4.44équip. 3 8.0 4 50 4 0 1 14 4 0 1 1.75Total 25.0 11 44 12 5 2 47 11 3 5 1.88
Equipement 1 : Prisma A : Mineur = 1.Equipement 2 : MB 100 / 200 B : Majeur = 3.Equipement 3 : MB 400 C : Critique = 10.
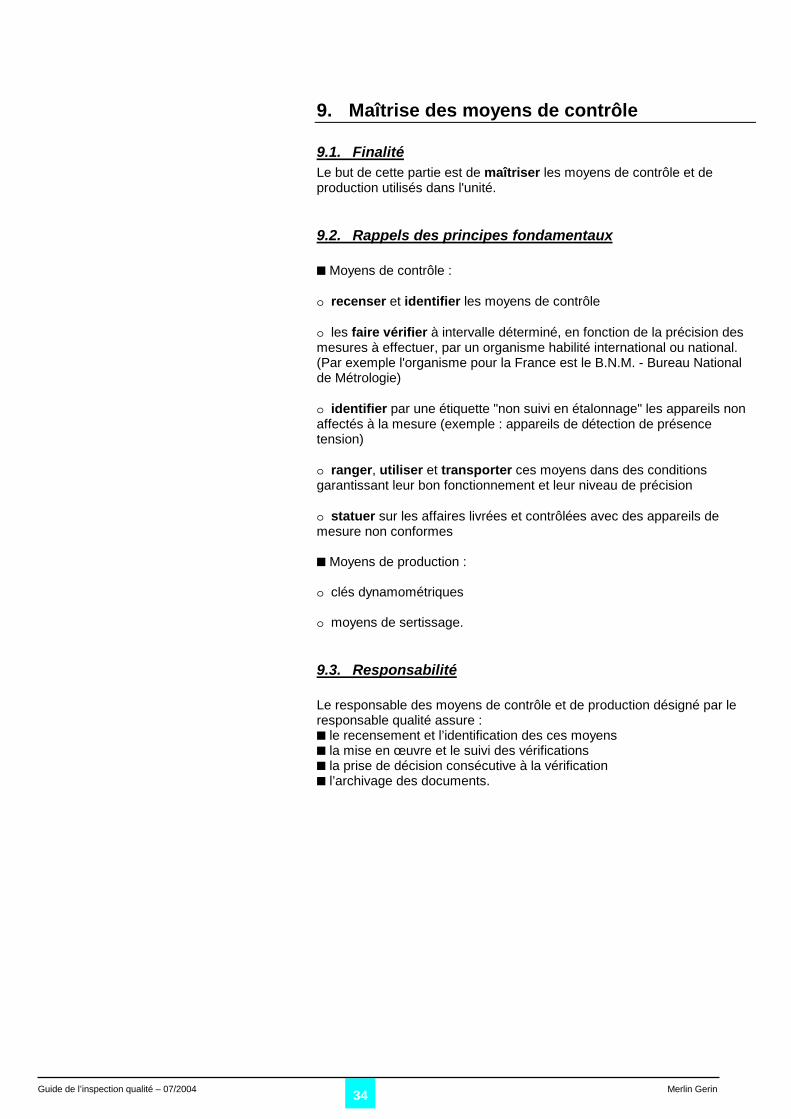
8.6. Exemple de graphique représentant l’indicede non qualité
■ Les pointes que l'on aperçoit sur le graphique de la page précédente,peuvent être dues :
o au nombre d'affaires traitéeso à la complexité de certaines affaires (séquence de fonctionnementcompliquée)o à la formation insuffisante du personnelo à la sensibilité insuffisante du personnelo à la mauvaise maîtrise des approvisionnementso à la qualité insuffisante du dossier BEA.
0
1
2
3
4
5
6
J A S O N D J F M A
Objectif
Indice
Guide de l’inspection qualité – 07/2004 Merlin Gerin34
9. Maîtrise des moyens de contrôle
9.1. FinalitéLe but de cette partie est de maîtriser les moyens de contrôle et deproduction utilisés dans l'unité.
9.2. Rappels des principes fondamentaux
■ Moyens de contrôle :
o recenser et identifier les moyens de contrôle
o les faire vérifier à intervalle déterminé, en fonction de la précision desmesures à effectuer, par un organisme habilité international ou national.(Par exemple l'organisme pour la France est le B.N.M. - Bureau Nationalde Métrologie)
o identifier par une étiquette "non suivi en étalonnage" les appareils nonaffectés à la mesure (exemple : appareils de détection de présencetension)
o ranger, utiliser et transporter ces moyens dans des conditionsgarantissant leur bon fonctionnement et leur niveau de précision
o statuer sur les affaires livrées et contrôlées avec des appareils demesure non conformes
■ Moyens de production :
o clés dynamométriques
o moyens de sertissage.
9.3. Responsabilité
Le responsable des moyens de contrôle et de production désigné par leresponsable qualité assure :■ le recensement et l’identification des ces moyens■ la mise en œuvre et le suivi des vérifications■ la prise de décision consécutive à la vérification■ l’archivage des documents.
Guide de l’inspection qualité – 07/2004 Merlin Gerin35
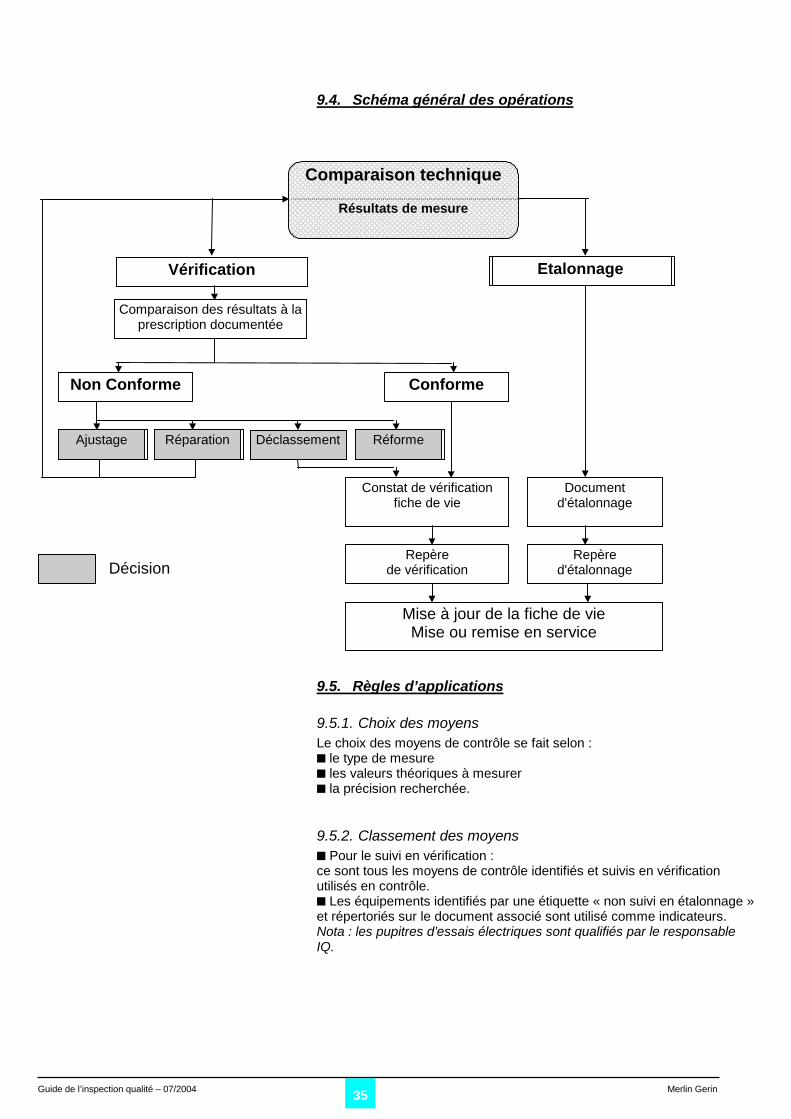
9.4. Schéma général des opérations
9.5. Règles d’applications
9.5.1. Choix des moyensLe choix des moyens de contrôle se fait selon :■ le type de mesure■ les valeurs théoriques à mesurer■ la précision recherchée.
9.5.2. Classement des moyens■ Pour le suivi en vérification :ce sont tous les moyens de contrôle identifiés et suivis en vérificationutilisés en contrôle.■ Les équipements identifiés par une étiquette « non suivi en étalonnage »et répertoriés sur le document associé sont utilisé comme indicateurs.Nota : les pupitres d’essais électriques sont qualifiés par le responsableIQ.
Comparaison technique
Résultats de mesure
Vérification Etalonnage
Comparaison des résultats à laprescription documentée
Non Conforme Conforme
Ajustage Réparation Déclassement Réforme
Mise à jour de la fiche de vieMise ou remise en service
Constat de vérificationfiche de vie
Documentd'étalonnage
Repèrede vérification
Repèred'étalonnageDécision
Guide de l’inspection qualité – 07/2004 Merlin Gerin36
9.5.3. Périodicité des vérifications
■ Moyens de contrôleLes fréquences normales retenues sont :o 1 vérification tous les ans pour les moyens de contrôle d’utilisationnormale (type : diélectromètre,...)o 1 vérification tous les 2 ans pour les moyens de contrôle à faibleutilisation (type : oscilloscope,...).
■ Moyens de productiono clés dynamométriques :doivent être étalonnées une fois par an au minimumo moyens de sertissage :doivent être vérifiés une fois par an.
9.5.4. Recensement et suivi des moyens de contrôle■ Un état des moyens de contrôle ainsi qu’une planification desvérifications sont tenus à jour par le responsable.■ Chaque moyen de contrôle possède une fiche de vie. Elle est ouverte àchaque acquisition et renseignée après chaque vérification par leresponsable.■ Une étiquette est apposée sur chaque moyen de contrôle par unorganisme habilité, par exemple BNM pour la France. Elle indique la datede vérification ainsi que la prochaine date de vérification à effectuer.■ Les constats de vérification, les relevés de mesure et les fiches de non-conformité transmis par l’organisme sont archivés avec la fiche de vie.
9.5.5. Vérifications occasionnellesElles doivent être réalisées après :■ une acquisition d’un nouveau moyen de contrôle (sans certificat devérification ou de conformité)■ un choc■ une réparation■ un prêt■ une longue non-utilisation.
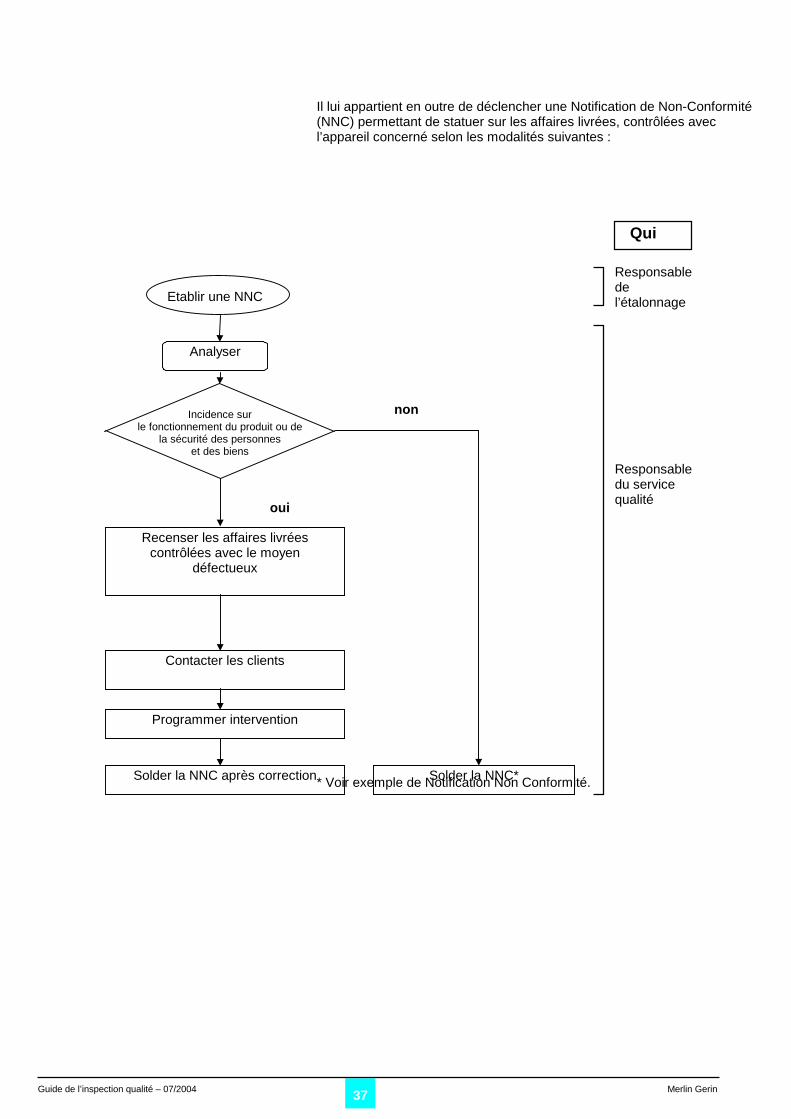
9.5.6. Appareils hors classe de précisionDans le cas où l’organisme d’étalonnage déclare le moyen de contrôlehors classe de précision, il appartient au responsable de l’isoler et demettre en œuvre une des décisions suivantes :■ réparation■ réclassement en moyen de contrôle non affecté à la mesure■ rebut.
Guide de l’inspection qualité – 07/2004 Merlin Gerin37
Il lui appartient en outre de déclencher une Notification de Non-Conformité(NNC) permettant de statuer sur les affaires livrées, contrôlées avecl’appareil concerné selon les modalités suivantes :
* Voir exemple de Notification Non Conformité.
Etablir une NNC
Incidence surle fonctionnement du produit ou de
la sécurité des personneset des biens
Analyser
Recenser les affaires livréescontrôlées avec le moyen
défectueux
Contacter les clients
Programmer intervention
Solder la NNC après correction
oui
Solder la NNC*
non
Qui
Responsabledel’étalonnage
Responsabledu servicequalité

Guide de l’inspection qualité – 07/2004 Merlin Gerin38
10. Liste du matériel
10.1. Outillage de l’Inspecteur QualitéC'est l'outillage du monteur de tableau (tournevis, clés, ...) avec en plus :■ un réglet pour contrôler les distances d’isolement,■ une lampe■ un miroir articulé.
10.2. Appareillage commun de l’Inspection Qualité ■ Pupitre de contrôle.■ Diélectromètre ou diélectrimètre.■ Mégohmmètre.■ Multimètre, testeur d’ordre de phase.■ Platine, cordons d’essai et tout un assortiment de fiches, de cordonsd’alimentation et d’autres systèmes de connexion devront être à ladisposition de l’Inspecteur Qualité.■ Certains appareils sont rarement utilisés et ne servent que d’indicateur(exemple : oscilloscope, pèse armoire, ...).
Guide de l’inspection qualité – 07/2004 Merlin Gerin39
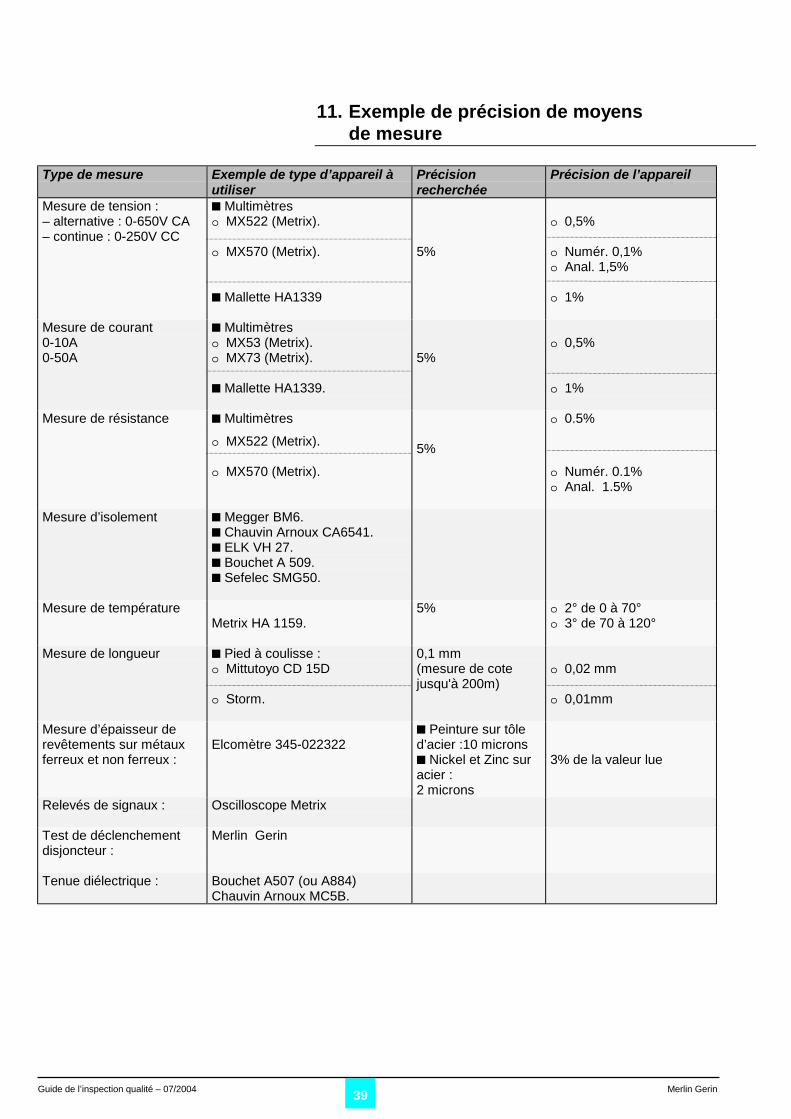
11. Exemple de précision de moyensde mesure
Type de mesure Exemple de type d’appareil àutiliser
Précisionrecherchée
Précision de l’appareil
Mesure de tension :– alternative : 0-650V CA– continue : 0-250V CC
■ Multimètreso MX522 (Metrix). o MX570 (Metrix). ■ Mallette HA1339
5%
o 0,5%
o Numér. 0,1%o Anal. 1,5% o 1%
Mesure de courant0-10A0-50A
■ Multimètreso MX53 (Metrix).o MX73 (Metrix). ■ Mallette HA1339.
5%o 0,5%
o 1%
Mesure de résistance ■ Multimètres
o MX522 (Metrix).
o MX570 (Metrix).
5%
o 0.5%
o Numér. 0.1%o Anal. 1.5%
Mesure d’isolement ■ Megger BM6.■ Chauvin Arnoux CA6541.■ ELK VH 27.■ Bouchet A 509.■ Sefelec SMG50.
Mesure de températureMetrix HA 1159.
5% o 2° de 0 à 70°o 3° de 70 à 120°
Mesure de longueur ■ Pied à coulisse :o Mittutoyo CD 15D
o Storm.
0,1 mm(mesure de cotejusqu'à 200m)
o 0,02 mm
o 0,01mm
Mesure d’épaisseur derevêtements sur métauxferreux et non ferreux :
Elcomètre 345-022322■ Peinture sur tôled’acier :10 microns■ Nickel et Zinc suracier :2 microns
3% de la valeur lue
Relevés de signaux : Oscilloscope Metrix
Test de déclenchementdisjoncteur :
Merlin Gerin
Tenue diélectrique : Bouchet A507 (ou A884)Chauvin Arnoux MC5B.
Guide de l’inspection qualité – 07/2004 Merlin Gerin40
12. Adresses utiles
Se référer aux guides de montage G et P.
13. Exemple de dossier
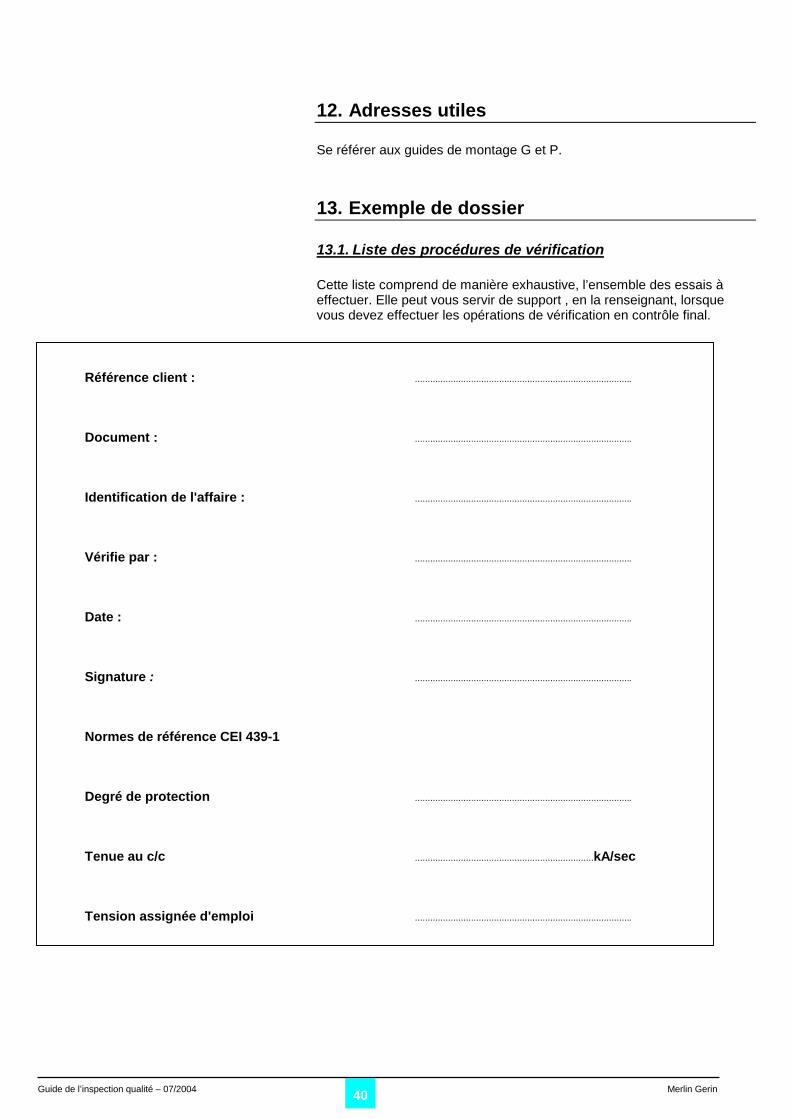
13.1. Liste des procédures de vérification
Cette liste comprend de manière exhaustive, l’ensemble des essais àeffectuer. Elle peut vous servir de support , en la renseignant, lorsquevous devez effectuer les opérations de vérification en contrôle final.
Référence client : .....................................................................................
Document : .....................................................................................
Identification de l'affaire : .....................................................................................
Vérifie par : .....................................................................................
Date : .....................................................................................
Signature : .....................................................................................
Normes de référence CEI 439-1
Degré de protection .....................................................................................
Tenue au c/c ......................................................................kA/sec
Tension assignée d'emploi .....................................................................................
Guide de l’inspection qualité – 07/2004 Merlin Gerin41
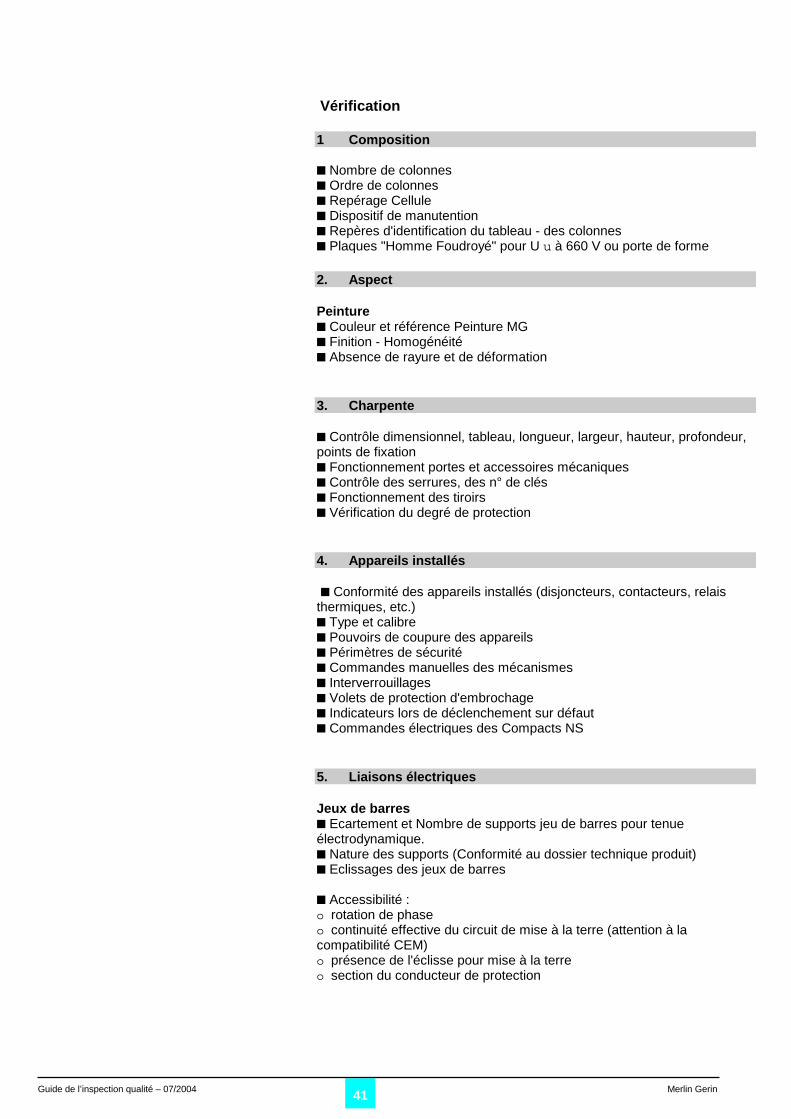
Vérification
1 Composition
■ Nombre de colonnes■ Ordre de colonnes■ Repérage Cellule■ Dispositif de manutention■ Repères d'identification du tableau - des colonnes■ Plaques "Homme Foudroyé" pour U u à 660 V ou porte de forme
2. Aspect
Peinture■ Couleur et référence Peinture MG■ Finition - Homogénéité■ Absence de rayure et de déformation
3. Charpente
■ Contrôle dimensionnel, tableau, longueur, largeur, hauteur, profondeur,points de fixation■ Fonctionnement portes et accessoires mécaniques■ Contrôle des serrures, des n° de clés■ Fonctionnement des tiroirs■ Vérification du degré de protection
4. Appareils installés
■ Conformité des appareils installés (disjoncteurs, contacteurs, relaisthermiques, etc.) ■ Type et calibre ■ Pouvoirs de coupure des appareils■ Périmètres de sécurité■ Commandes manuelles des mécanismes■ Interverrouillages■ Volets de protection d'embrochage■ Indicateurs lors de déclenchement sur défaut■ Commandes électriques des Compacts NS
5. Liaisons électriques
Jeux de barres■ Ecartement et Nombre de supports jeu de barres pour tenueélectrodynamique.■ Nature des supports (Conformité au dossier technique produit)■ Eclissages des jeux de barres
■ Accessibilité :o rotation de phaseo continuité effective du circuit de mise à la terre (attention à lacompatibilité CEM)o présence de l'éclisse pour mise à la terreo section du conducteur de protection
Guide de l’inspection qualité – 07/2004 Merlin Gerin42
Vérification (suite)
Câbles■ Section des conducteurs de puissance■ Section des conducteurs auxiliaires■ Nature des câbles (isolation 1000 V – 105 °C, autoextinguïbilité)■ Contraintes sur raccordements■ Protection des prises de tension sur jeux de barres
Protection des câbles■ Arrêtes vives■ Pièces en mouvement■ Séparation des torons pour U auxiliaires u 500 VCA/CC■ Goulotte filerie (réserve dans la goulotte : 20 %)
Sertissages■ Câbles puissance■ Câbles contrôle
6. Conformité des serrages et assemblages par visserie
■ Serrages■ Recouvrements des barres■ Classe de visserie
7. Raccordements
■ Possibilité de raccordement des câbles sur plages ou bornes■ Arrivées et Départs Puissance en rapport avec la section :o par le hauto par le bas■ Arrivées auxiliaires■ Fixation des câbles :o nombre d'échelles à câbleso qualité de l'amarrage en tenant compte du courant de court-circuit
8. Des distances d'isolement
■ Distance d'isolement :14 mm■ Lignes de fuite :o 14 mm pour tension assignée d'emploi 750 V CA et CCo 16 mm pour tension assignée d'emploi 1000 V CA et CC
9. Protection des personnes
■ Durant les opérations normales d'exploitation■ Durant les opérations de sécurité■ Présence de volets obturateurs ou cloisonnement des plages de sortiesen tête de câbles (suivant Cahier des Charges)■ Rigidité des tôles, grillages de protection.■ Présence des tresses de terre des portes■ IP des appareils de mesure
Guide de l’inspection qualité – 07/2004 Merlin Gerin43
Vérification (suite)
10. Accessibilité
■ Des appareils ou unités fonctionnelles■ Des borniers avec la main ou un tournevis
11. Interchangeabilité des tiroirs
■ Détrompage■ Interchangeabilité électrique entre tiroirs - entre disjoncteurs
12. Verrouillages
■ Pré-déclenchement des appareils lors des manœuvres d'embrochage /débrochage■ Réarmement correct des appareils après déclenchement sur défaut(disjoncteur, relais..)■ Impossibilité d'embrocher un tiroir, appareil fermé■ Impossibilité de débrocher un tiroir, appareil fermé■ Volets obturateurs sur les circuits Puissance■ Robustesse des verrouillages par serrures par cadenas■ Sécurité de fonctionnement (coincement - marge de sécurité)
13. Réglages mécaniques
■ Contacts fin de course : disjoncteur - tiroir - etc. :o position embrochée - essai .o position débrochée - libre■ Pré-déclenchements contacteur■ Déclenchements sur fusion-fusible■ Micros fond de cellule■ Tringlages des disjoncteurs (Normal/Secours Inverseurs de sources -Interrupteurs)■ Pénétrations d'embrochage puissance■ Liberté des doigts des pinces puissance - de la pression de contact
14. Organes soumis à l'entretien
■ Mise en place ou retrait des chambres de coupure (contacteurs,disjoncteurs, etc.)■ Accès aux fusibles HPC pour rechange■ Facilité de mise en place ou retrait de capots, plastrons, etc.
15. Fonctionnement
■ Entrées et sorties de TI■ Sens d'enroulement■ Filerie et différentes séquences de fonctionnement■ Commandes à distance et locales■ Signalisations électriques mécaniques■ Mécanismes et commandes électriques■ Verrouillages électriques■ Circuits de comptage et de protection■ Réglage temporisation
Guide de l’inspection qualité – 07/2004 Merlin Gerin44
Vérification (suite)
16. Mesure de la tenue diélectrique
Circuit testés ϕϕϕϕ1 ϕϕϕϕ2 ϕϕϕϕ3 N Aux
Tension nominale
Tension appliquée
Courant de fuite
Résultat
17. Mesure de la résistance de l'isolement
Circuit testés ϕϕϕϕ1 ϕϕϕϕ2 ϕϕϕϕ3 N Aux
Tension nominale
Résistance d’isolement
Résultat
18. Circuits de protection
■ Visuel■ Par essais
19. Avant expédition
■ Toits et couvre-joints et de la visserie de fixation■ Panneaux d'extrémité et visserie de fixation■ Trappes (+ visserie) d'obturation, des ouvertures d'accès aux pointsd'ancrage colonne■ Visserie d'accouplement des colonnes■ Conformité des découpes dans les tôles de séparation pour passagedes jeux de barres de transfert (ou câbles)■ Joints d'étanchéité en fonction des IP( ceux montés après installation )■ Eclisses (nature) et de la visserie correspondante■ Manivelles d'extraction de disjoncteur : Masterpact, C1250, etc.■ Poignées de levage des appareils■ Pinces d'extraction des fusibles L■ Accessoires de protection des fils inter-colonnes■ Matériels séparés■ Boulonnerie d'ancrage des colonnes (si prévu au cahier des charges)■ Appareils démontés pour le transport■ Clés de poignée de porte : de verrouillages par serrure■ La liste des matériels non livrés (manquants)

Guide de l’inspection qualité – 07/2004 Merlin Gerin45
13.2. Exemple de documents Inspection Qualité
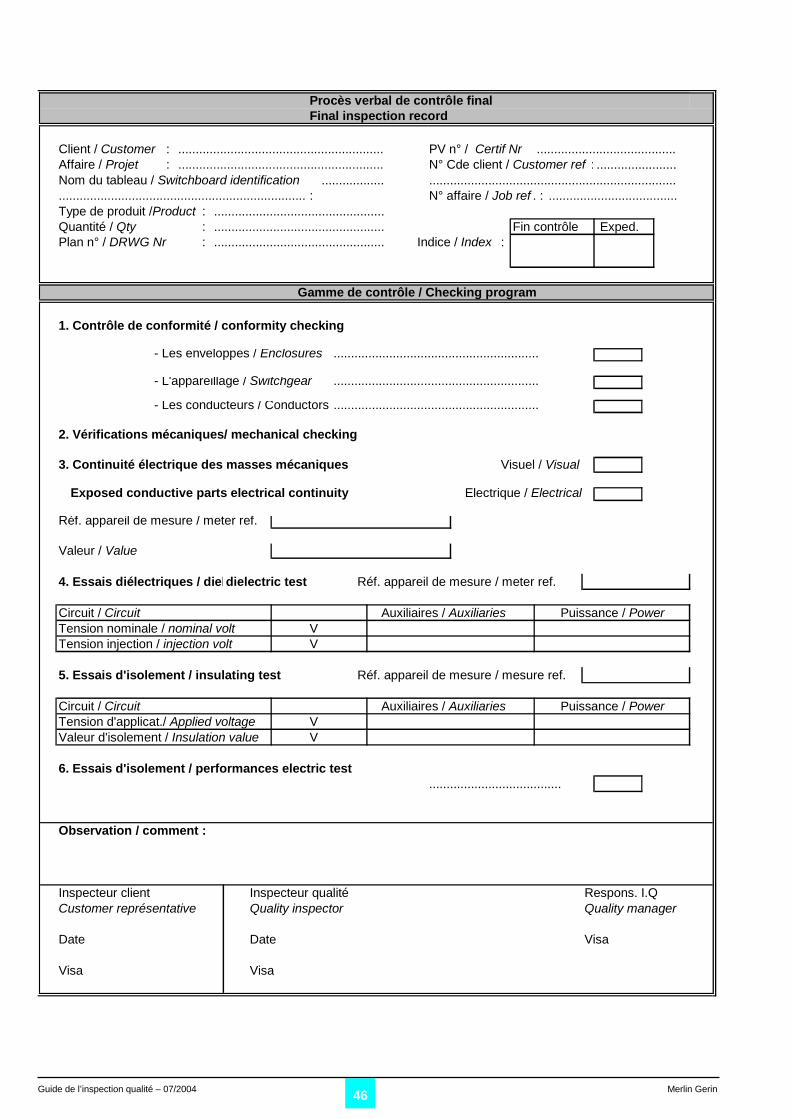
■ Procès verbal de contrôle final.
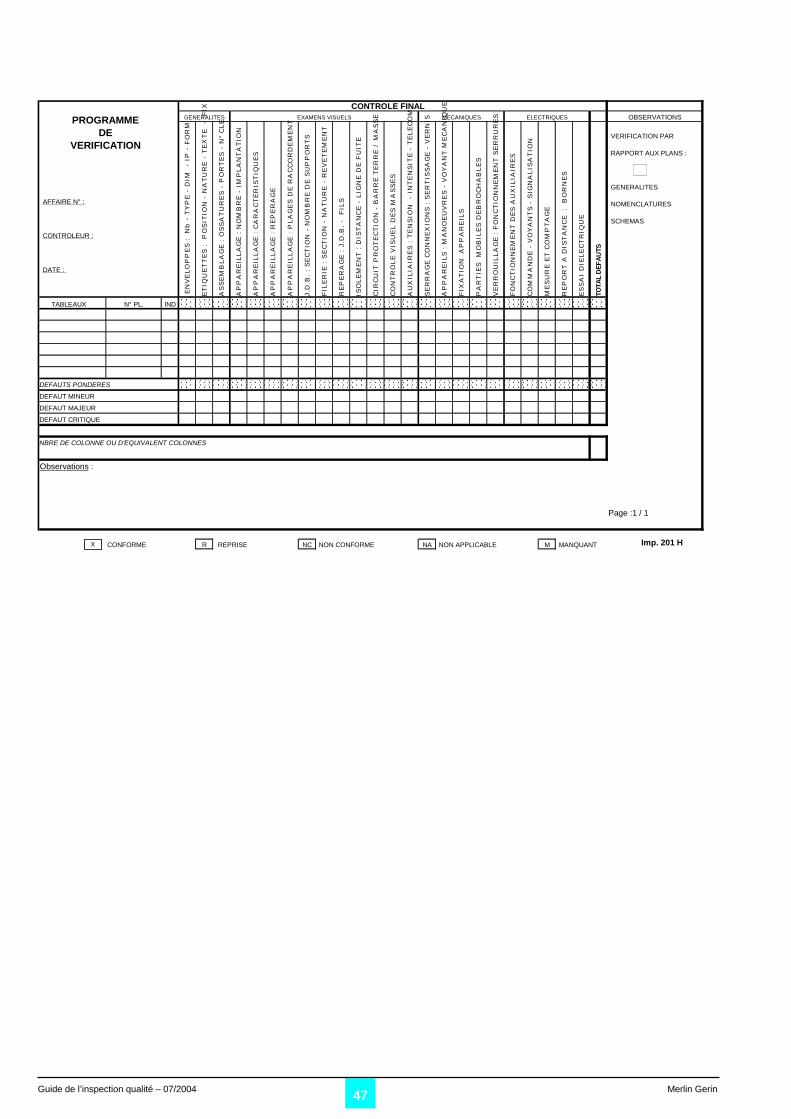
■ Programme de vérification.
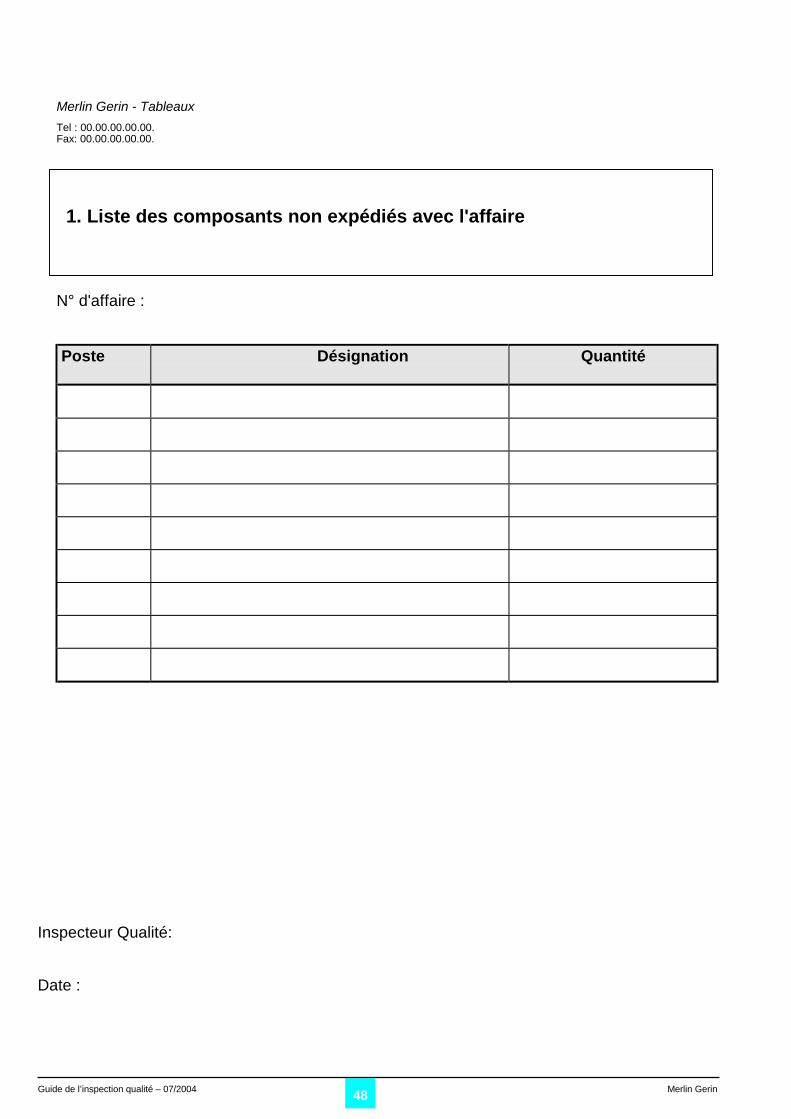
■ Liste des composants non expédiés avec l’affaire.
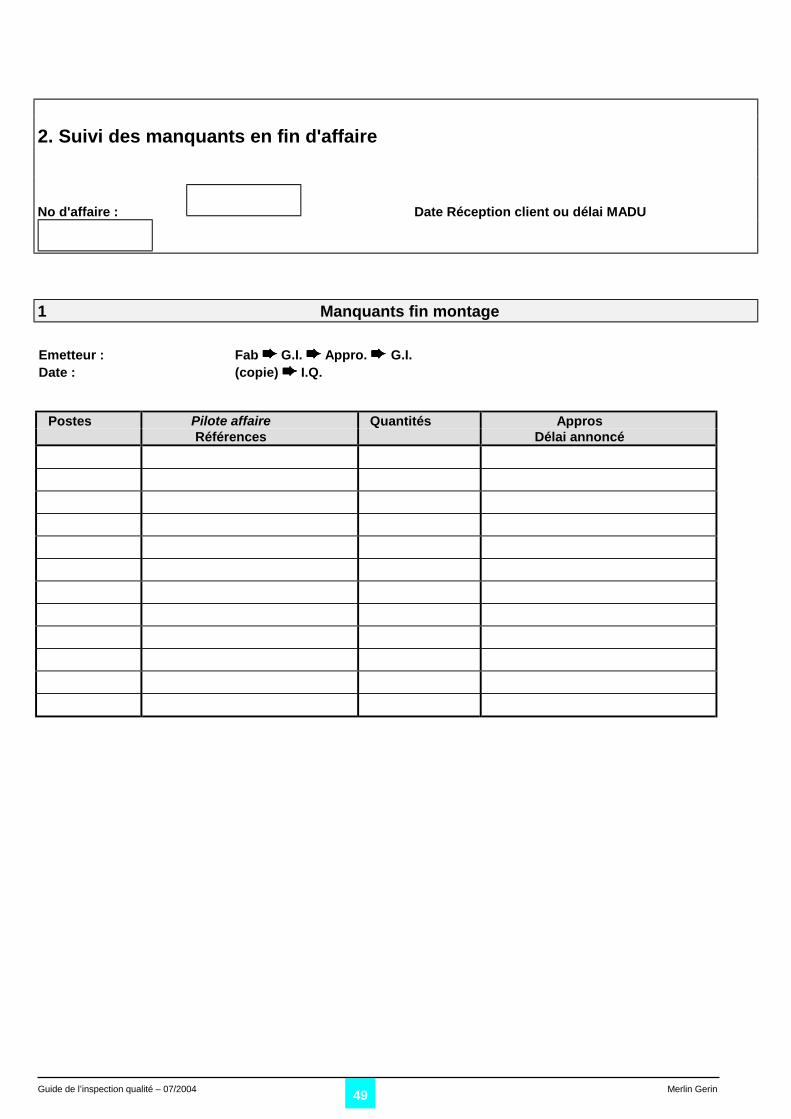
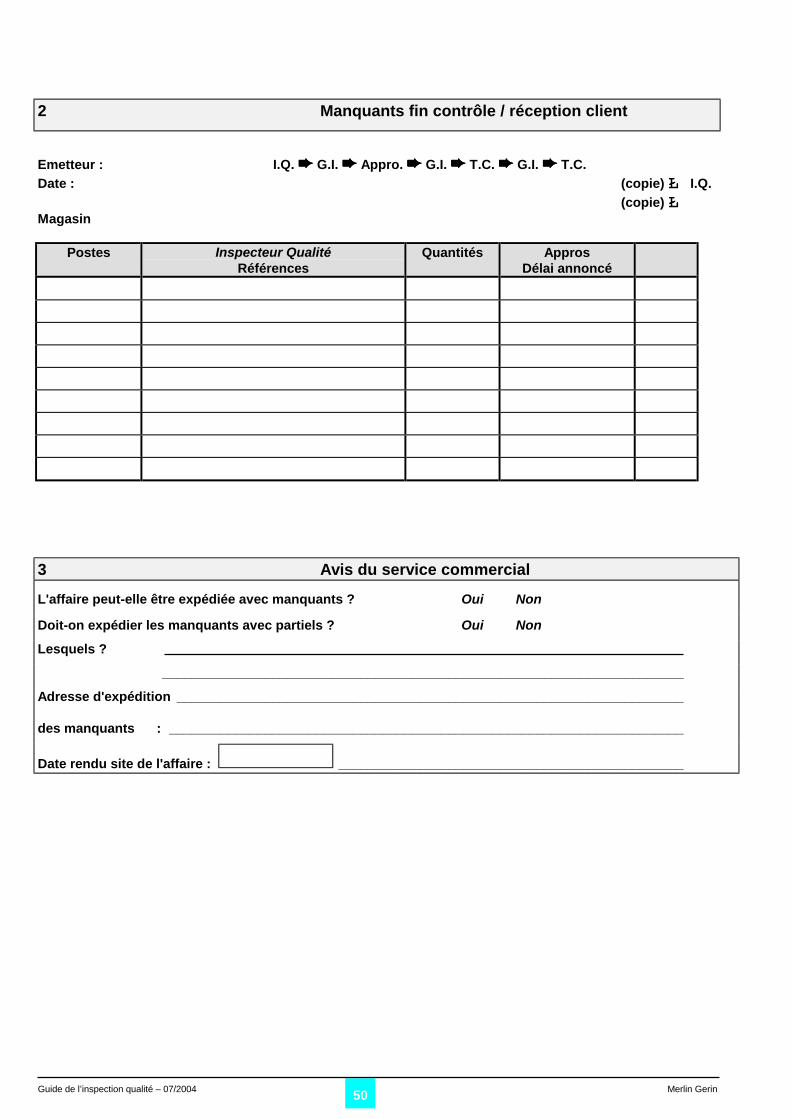
■ Suivi des manquants en fin d’affaire.o manquants fin de montageo manquants fin de contrôleo avis de service commercial.
■ Demande d’action corrective.
■ Dossier BEA.
Guide de l’inspection qualité – 07/2004 Merlin Gerin46
Procès verbal de contrôle finalFinal inspection record
Client / Customer : ........................................................... PV n° / Certif Nr ........................................Affaire / Projet : ........................................................... N° Cde client / Customer ref : .......................Nom du tableau / Switchboard identification .................. .............................................................................................................................................. : N° affaire / Job ref . : .....................................Type de produit /Product : .................................................Quantité / Qty : ................................................. Fin contrôle Exped.Plan n° / DRWG Nr : ................................................. Indice / Index :
Gamme de contrôle / Checking program
1. Contrôle de conformité / conformity checking
- Les enveloppes / Enclosures ...........................................................
- L'appareillage / Switchgear ...........................................................
- Les conducteurs / Conductors ...........................................................
2. Vérifications mécaniques/ mechanical checking
3. Continuité électrique des masses mécaniques Visuel / Visual
Exposed conductive parts electrical continuity Electrique / Electrical
Réf. appareil de mesure / meter ref.
Valeur / Value
4. Essais diélectriques / dieldielectric test Réf. appareil de mesure / meter ref.
Circuit / Circuit Auxiliaires / Auxiliaries Puissance / PowerTension nominale / nominal volt VTension injection / injection volt V
5. Essais d'isolement / insulating test Réf. appareil de mesure / mesure ref.
Circuit / Circuit Auxiliaires / Auxiliaries Puissance / PowerTension d'applicat./ Applied voltage VValeur d'isolement / Insulation value V
6. Essais d'isolement / performances electric test......................................
Observation / comment :
Inspecteur client Inspecteur qualité Respons. I.QCustomer représentative Quality inspector Quality manager
Date Date Visa
Visa Visa
Guide de l’inspection qualité – 07/2004 Merlin Gerin47
��������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
��������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
CONTROLE FINALGENERALITES EXAMENS VISUELS MECANIQUES ELECTRIQUES OBSERVATIONS
EN
VE
LO
PP
ES
:
Nb
- T
YP
E -
DIM
-
IP -
FO
RM
ET
IQU
ET
TE
S :
P
OS
ITIO
N -
NA
TU
RE
- T
EX
TE
-
FIX
.
AS
SE
MB
LA
GE
: O
SS
AT
UR
ES
- P
OR
TE
S -
N°
CLE
AP
PA
RE
ILLA
GE
: N
OM
BR
E -
IM
PLA
NT
AT
ION
AP
PA
RE
ILLA
GE
: C
AR
AC
TE
RIS
TIQ
UE
S
AP
PA
RE
ILLA
GE
: R
EP
ER
AG
E
AP
PA
RE
ILLA
GE
: P
LA
GE
S D
E R
AC
CO
RD
EM
EN
T
J.D
.B.
: S
EC
TIO
N -
NO
MB
RE
DE
SU
PP
OR
TS
FIL
ER
IE :
SE
CT
ION
- N
AT
UR
E -
RE
VE
TE
ME
NT
RE
PE
RA
GE
: J
.D.B
. -
FIL
S
ISO
LE
ME
NT
: D
IST
AN
CE
- L
IGN
E D
E F
UIT
E
CIR
CU
IT P
RO
TE
CT
ION
- B
AR
RE
TE
RR
E /
MA
SS
E
CO
NT
RO
LE
VIS
UE
L D
ES
MA
SS
ES
AU
XIL
IAIR
ES
: T
EN
SIO
N
- IN
TE
NS
ITE
- T
ELE
CO
M.
SE
RR
AG
E C
ON
NE
XIO
NS
: S
ER
TIS
SA
GE
- V
ER
NIS
AP
PA
RE
ILS
: M
AN
OE
UV
RE
S -
VO
YA
NT
ME
CA
NIQ
UE
FIX
AT
ION
A
PP
AR
EIL
S
PA
RT
IES
M
OB
ILE
S D
EB
RO
CH
AB
LE
S
VE
RR
OU
ILLA
GE
: F
ON
CT
ION
NE
ME
NT
SE
RR
UR
ES
FO
NC
TIO
NN
EM
EN
T D
ES
AU
XIL
IAIR
ES
CO
MM
AN
DE
- V
OY
AN
TS
- S
IGN
ALIS
AT
ION
ME
SU
RE
ET
CO
MP
TA
GE
RE
PO
RT
A D
IST
AN
CE
:
BO
RN
ES
ES
SA
I D
IELE
CT
RIQ
UE
TOTA
L D
EF
AU
TS
TABLEAUX N° PL. IND
DEFAUTS PONDERES
DEFAUT MINEUR
DEFAUT MAJEUR
DEFAUT CRITIQUE
NBRE DE COLONNE OU D'EQUIVALENT COLONNES
Observations :
Page :1 / 1
CONFORME R REPRISE NC NON CONFORME NA NON APPLICABLE M MANQUANT
VERIFICATION PAR
RAPPORT AUX PLANS :
AFFAIRE N° :
CONTROLEUR :
DATE :
PROGRAMMEDE
VERIFICATION
GENERALITES
NOMENCLATURES
SCHEMAS
X Imp. 201 H
Guide de l’inspection qualité – 07/2004 Merlin Gerin48
Merlin Gerin - Tableaux
Tel : 00.00.00.00.00.Fax: 00.00.00.00.00.
1. Liste des composants non expédiés avec l'affaire
N° d'affaire :
Poste Désignation Quantité
Inspecteur Qualité:
Date :
Guide de l’inspection qualité – 07/2004 Merlin Gerin49
2. Suivi des manquants en fin d'affaire
No d'affaire : Date Réception client ou délai MADU
1 Manquants fin montage
Emetteur : Fab ➨➨➨➨ G.I. ➨➨➨➨ Appro. ➨➨➨➨ G.I.Date : (copie) ➨➨➨➨ I.Q.
Postes Pilote affaire Quantités ApprosRéférences Délai annoncé
Guide de l’inspection qualité – 07/2004 Merlin Gerin50
2 Manquants fin contrôle / réception client
Emetteur : I.Q. ➨➨➨➨ G.I. ➨➨➨➨ Appro. ➨➨➨➨ G.I. ➨➨➨➨ T.C. ➨➨➨➨ G.I. ➨➨➨➨ T.C.Date : (copie) ŁŁŁŁ I.Q.
(copie) ŁŁŁŁMagasin
Postes Inspecteur Qualité Quantités ApprosRéférences Délai annoncé
3 Avis du service commercial
L'affaire peut-elle être expédiée avec manquants ? Oui Non
Doit-on expédier les manquants avec partiels ? Oui Non
Lesquels ?
_______________________________________________________________________
Adresse d'expédition _____________________________________________________________________
des manquants : ______________________________________________________________________
Date rendu site de l'affaire : _______________________________________________
Guide de l’inspection qualité – 07/2004 Merlin Gerin51
������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
DEMANDE D'ACTIONS CORRECTIVES
A.R. de
Date :
Emetteur : Destinataire :
Pour information :
Non conformités détectées en clientèle détectée en interne
Produit concerné : N° Affaire :
Emetteur : Date : Client :
Description de la non conformité
Suggestion éventuelle :
Réponse
Actions correctives Responsable Date
DAC Soldée Date Visa A.Q.
Imp. 205 A
14. Lexique
B.E.A. : Bureau Etudes Affaires.B.M.A. : Bureau Méthode Affaires.B.N.M. : Bureau National de Métrologie.B.T. : Basse Tension .
C.D.B.T. : Catalogue de Distribution Basse Tension.C.E.I. : Comité Electrotechnique International.C.R. : Compte Rendu des réception client.
Diélectrimètre : appareil qui permet seulement de réaliserles tests diélectriques.Diélectromètre : appareil utilisé pour les tests diélectriques.Il mesure la résistance d’isolement, puis procède à la tenuediélectrique.
H.P.C. : Haut Pouvoir de Coupure.
I.cc : Intensité court-circuit.I.P. : Indice de Protection.I.Q. : Inspection Qualité.I.Q. : Inspecteur Qualité.
Mégohmmètre : appareil utilisé pour les mesure d’isolement.
N.N.C. : Notification Non Conformité.
P.C.E. : Programme de Contrôles et d’Essais.P.E. : Protection Electrique.P.E.N. : Protection Electrique avec Neutre.P.V. : Procès Verbal.
T.C. : Transformateur de Courant.T.C. : Technico-Commercial.
En raison de l’évolution des normes et du matériel, les caractéristiques indiquées par les texteset les images de ce document ne nous engagent qu’après confirmation par nos services.
Ce document a été imprimésur du papier écologique
Publication : Schneider Electric Industries SASRéalisation : Ameg
Schneider Electric Industries SAS
07/2004FRAED00000FRART 00000
© S
chne
ider
Ele
ctric
Indu
strie
s S
AS
All
right
res
erve
d
Direction Commerciale France89, boulevard Franklin Roosevelt92506 Rueil-Malmaison CedexTél : 0 825 012 999http://www.schneider-electric.fr







