Embed Size (px)
Citation preview

Chapitre I : Partie Bibliographique
Chapitre I Partie Bibliographique
14

Chapitre I : Partie Bibliographique
15

Chapitre I : Partie Bibliographique
Chapitre I. Partie Bibliographique Les nanocomposites basés sur les mélanges polymères/argiles connaissent un fort développement depuis que les premiers matériaux de ce type ont été fabriqués. Dans cette première partie nous allons présenter une synthèse bibliographique sur l’élaboration des nanocomposites biphasiques, à base principalement d’une matrice thermoplastique ou thermodure. En second lieu, nous présenterons les premiers travaux réalisés sur les nanocomposites à trois phases. La connaissance de ces études est primordiale pour pouvoir développer une stratégie qui peut nous permettre d’obtenir un matériau nanocomposite ternaire avec les conditions spécifiques de synthèses que nous utiliserons. 1‐1) Définition et intérêt des nanocomposites
Les matériaux composites sont constitués d’un assemblage d’au moins deux phases non miscibles [SHE82]. La synergie entre ces phases distinctes peut donner des propriétés qu’individuellement chaque élément ne possède pas. Ces matériaux sont formés d’une matrice et d’un renfort. La matrice peut être constituée d’une matière métallique, céramique ou polymère (thermoplastique ou thermodurcissable) [SHE82]. Le renfort assure la tenue mécanique de la matrice et peut se présenter sous forme de particules ou de fibres (courtes, longues ou continues). Les matériaux composites peuvent apporter de nombreux avantages fonctionnels : légèreté, résistance mécanique et chimique, liberté de formes, meilleure résistance thermique et isolation électrique [ALE00]. Le terme nanocomposite fait référence au matériau composé au moins de deux phases dont l’une présente une dimension nanométrique [ALE00]. Les polymères nanocomposites sont réalisés en dispersant en général, des quantités faibles (1‐5%) de nanoparticules organiques ou inorganiques à l’intérieur d’une matrice polymère [RAY03], [ZEN05]. Parmi les nanoparticules inorganiques, les renforts les plus utilisés sont les phyllosilicates (ou silicates lamellaires) à cause de leurs caractéristiques intrinsèques exceptionnelles (facteur de forme, surface spécifique etc.) La particule élémentaire est le feuillet dont les dimensions sont de l’ordre du nanomètre en épaisseur et de plusieurs dizaines de micromètres de longueur et de largeur. Cette structure leur confère une surface spécifique élevée (entre 100 et 1000 m2/g), et un facteur de forme très élevé (longueur/épaisseur>100). Ces caractéristiques ont une influence capitale sur les propriétés des nanocomposites. 1‐2) Les systèmes thermodurcissables Les polymères thermodurcissables ont été largement utilisés en tant qu’adhésifs de haute performance et aussi comme matrices pour la fabrication et l’obtention de composites grâce à leurs propriétés mécaniques et thermiques. Un matériau
16

Chapitre I : Partie Bibliographique
thermodurcissable peut être défini comme une structure dans laquelle un réseau tridimensionnel (irréversible) est formé par liaisons chimiques. Le réseau thermodure obtenu ne peut pas être dissous par des solvants, il présente aussi une bonne stabilité thermo ‐ mécanique. Cependant leur fragilité (faible résistance à l’impact et à la fissuration) en limite l’emploi. L’incorporation et la dispersion d’une seconde phase (thermoplastique ou élastomère) [PAS02] sont une alternative pour améliorer cette situation. Cette deuxième phase joue le rôle de concentrateur de contraintes et de régulateur de la déformation avant l’apparition de fissures et pendant la propagation des fissures. Il existe plusieurs approches pour accroître la ténacité des réseaux époxydes/amines: i) en modifiant la structure chimique de l’époxyde pour élaborer un réseau plus flexible, ii) en augmentant la masse molaire du prépolymère, iii) en incorporant une phase dispersée comme un thermoplastique ou un élastomère, iv) en ajoutant à la matrice des renforts inorganiques comme les argiles.
1‐2‐1) Les mécanismes de réaction entre époxyde et durcisseur Le processus de formation du réseau consiste en une réaction chimique dans laquelle les groupes époxyde du prépolymère réagissent avec un durcisseur pour former un réseau tridimensionnel (la fonctionnalité d’un réactif étant supérieure à 2). Une large variété de durcisseurs pour les prépolymères époxyde est disponible et leur choix dépend du procédé et des propriétés visées. Les polyamines, polyamides, phénol, anhydrides, isocyanates et mercaptans sont les durcisseurs les plus utilisés. La stoechiométrie affecte aussi les propriétés finales du système. Les amines sont les agents les plus employés pour réagir avec les époxydes, la réactivité des amines primaires et secondaires avec l’époxyde est très élevée tandis que les amines tertiaires sont généralement utilisées comme catalyseurs. Un réseau tridimensionnel peut être obtenu à partir de plusieurs prépolymères époxydes et de durcisseurs amines (comonomères). La réticulation peut être effectuée à température ambiante en employant une diamine aliphatique ou cycloaliphatique, mais une température comprise entre 100 et 180°C est nécessaire pour une diamine aromatique. Les mécanismes de réaction époxyde ‐ amine ont été décrits largement par plusieurs auteurs [PAS02]; il en existe trois qui sont considérés comme des réactions principales. La réaction entre un groupe époxyde et une amine primaire donne un alcool et une amine secondaire, (Figure I‐ 1a). Puis l’amine secondaire réagira avec un groupe époxyde et de cette façon donnera lieu à une amine tertiaire et à deux alcools secondaires, (Figure I‐1b).
17

Chapitre I : Partie Bibliographique
Figure I‐ 1 mécanismes de réactions dans la synthèse époxyde ‐ amine
Pour chaque réaction entre un groupement époxyde et une amine, il y a formation d’un groupement hydroxypropyléther. La réactivité des amines dépend de leur basicité; les amines aliphatiques sont les plus réactives et les aromatiques les moins réactives. La structure, les propriétés chimiques et physiques des systèmes réticulés peuvent varier en fonction de la température de réaction. La réticulation des prépolymères époxydes par des durcisseurs amines a un caractère auto‐catalytique dû à la formation des groupes hydroxyle pendant la réaction. Il est possible qu’une troisième réaction puisse avoir lieu (Figure I‐1c). Cette réaction correspond à l’homopolymérisation des groupes époxyde catalysée par les amines tertiaires formées durant la réaction b. Ces réactions sont peu probables en l’absence d’un catalyseur. Dans le travail que nous voulons développer, nous avons utilisé une proportion stœchiométrique (r=1), définie par l’expression:
))(())(( minmin
époxydeépoxyde
eaea
nfnf
ear == Equation I‐1
où : a: nombre de moles de fonction amine e nombre de moles de fonction époxyde n: nombre de moles de molécules f: fonctionnalité moyenne En employant un rapport stœchiométrique (r=1), la température de transition vitreuse est maximale et le système est un réseau fermé. Durant la réaction de formation d’un réseau époxyde, la gélification et la vitrification peuvent avoir lieu. Dans la gélification il y a une augmentation importante de la viscosité attribuée, à la formation d’une molécule tridimensionnelle infinie. Le taux de conversion au gel dépend principalement de la fonctionnalité des réactifs, du rapport stœchiométrique
18

Chapitre I : Partie Bibliographique
et du rapport de réactivité entre les amines primaires et secondaires pour un système époxyde. La vitrification est le passage de l’état liquide (ou caoutchoutique) à l’état vitreux, le phénomène est occasionné par l’augmentation de la masse molaire (si elle se produit avant la gélification) ou par une augmentation de la densité de réticulation (si elle apparaît après la gélification). Les différentes étapes pendant la réaction d’un système thermodurcissable peuvent être représentées dans un diagramme temps – température – transformation (TTT) comme [ENN83] a représenté sur la Figure I‐2. De tels diagrammes sont construits à partir de résultats expérimentaux en déterminant les temps de gel (tgel), les temps de vitrification (tvit) en conditions isothermes.
Figure I‐ 2 Diagramme TTT d’un système réactif
1‐2‐2) Les mélanges de polymères Thermodurcissable /Thermoplastique (TD / TP) : le phénomène de séparation de phase A partir de la découverte du polyéthylène, les thermoplastiques (TP) ont progressivement étendu leur champ d’application en se substituant favorablement aux matériaux plus conventionnels comme le bois, les métaux etc. Cependant bien que leurs performances soient satisfaisantes la plupart du temps autour de la température ambiante, les propriétés des thermoplastiques purs se détériorent lorsqu’on les utilise à des températures d’usage élevées d’où l’intérêt d’élargir leur domaine d’utilisation en les associant à une deuxième phase plus résistante en température. En parallèle la stratégie la plus employée pour améliorer les propriétés mécaniques des matériaux thermodurcissables consiste à introduire une deuxième phase (laquelle est appelée modificateur) qui peut être constituée d’un thermoplastique,
19

Chapitre I : Partie Bibliographique
d’un élastomère, des petites molécules, des huiles, et dans certains cas du vide [GAR02b]. La miscibilité des modifiants a un rôle important dans la structuration de ces matériaux. La synthèse des thermodurcissables bi‐phasiques peut être classée principalement en deux groupes [GAR02a], [PAS02]: • Dispersion de particules préformées non miscibles dans le monomère (particules,
core‐shell etc). • Utilisation de polymères initialement miscibles qui seront séparés au cours de la
réaction de polymérisation, appelé RIPS (Reaction Induced Phase Separation). Dans la RIPS, la morphologie est développée pendant la réaction d’un système initialement miscible entre un système réactif époxyde et un modifiant [GAR02a]. Ce processus dépend de plusieurs paramètres intrinsèques (principalement la chimie du mélange) et extrinsèques (pression, température et composition). La variation de la quantité du modificateur est une autre manière d’influencer la morphologie finale. Par exemple dans l’introduction d’élastomère réactif, la fraction de volume V et le diamètre moyen de la phase dispersée D, augmentent avec la quantité de modificateur bien que le nombre de particules par unité de volume tend à diminuer [MEZ01]. L’influence du changement de solubilité du modificateur dans le mélange a été étudiée avec le copolymère acrylonitrile – butadiène. Afin de modifier la miscibilité du copolymère acrylonitrile – butadiène celui‐ci peut être modifié par différents groupes fonctionnels tels que carboxyls, époxydes et amines qui peuvent être greffés aux extrémités des chaînes. L’état de miscibilité d’un mélange est gouverné par la variation de l’enthalpie libre de mélange ∆Gm :
mmm STHG ∆⋅−∆=∆ Equation I‐ 2
où ∆Ηm et ∆Sm sont la variation d’enthalpie et l’entropie du mélange respectivement. Si ∆Gm > 0, le mélange se sépare en deux phases. Dans la technique RIPS, le système initial composé des monomères réactifs et d’un additif (i.e thermoplastique, élastomère, solvant) est homogène. Pendant la réaction de polymérisation, une séparation de phase est induite par un déséquilibre de l’évolution de l’énergie libre de mélange ∆Gm et usuellement, ce déséquilibre est attribué à la diminution de l’entropie de mélange ∆Sm. La figure I‐3 montre les variations de l’énergie libre de mélange en fonction de la composition de mélange binaire, exprimée en fraction volumique d’un des constituants. La variation de l’énergie libre de mélange est toujours positive dans le cas (A), et les deux composants ne sont jamais miscibles indépendamment des proportions. Le cas
20

Chapitre I : Partie Bibliographique
(B) représente la situation inverse; les composants sont complètement miscibles en toutes proportions. Cependant, une variation d’énergie de mélange négative est une condition nécessaire mais insuffisante pour qu’un mélange homogène ne démixe pas comme illustré dans le cas (C). Dans cette représentation, le mélange peut développer des niveaux d’énergie faibles en se séparant en deux phases, cela résulte de la miscibilité partielle pour certaines valeurs de la composition.
Figure I‐ 3 Variation de l’énergie libre de mélange en fonction de la composition volumique
Deux types de diagrammes de phase sont normalement utilisés pour l’étude de mélanges : d’abord le diagramme Température‐Composition, ces types de diagrammes sont employés dans l’étude de mélanges non‐réactifs. Le deuxième type de diagramme : (Conversion versus Composition), est le plus approprié à l’étude de systèmes réactifs [PAS02]. Quand la miscibilité des composants augmente avec la température, le comportement est appelé UCST (Upper Critical Solution Temperature). Cependant, si la miscibilité diminue avec la température on parle alors d’un comportement LCST (Lower Critical Solution Tempèrature). Les morphologies peuvent être formées par les deux types de décomposition : Spinodale et Binodale. La figure I‐4 montre ces types de décomposition dans un diagramme Conversion – Composition, celui‐ci présentant aussi les transformations intervenant lors de la polymérisation d’un système TP/TD à température constante avec les différents schémas reprenant les différentes morphologies classiquement obtenues.
21

Chapitre I : Partie Bibliographique
Figure I‐ 4 Diagramme conversion en fonction de la composition pour un mélange TD/TP [GAR02b] • Courbe Spinodale : Correspond à la frontière entre les domaines métastable et
instable. La séparation de phase par décomposition spinodale peut conduire à une structure co‐continue ou encore appelée interconnectée.
• Courbe Binodale : C’est la frontière entre les domaines stable et métastable. La séparation de phase conduit à une phase dispersée sous forme de nodules sphériques. [PAS02].
Le point de tangence entre les courbes spinodale et binodale est appelé le point critique. La morphologie est principalement le résultat d’une compétition entre le phénomène de séparation de phase et la cinétique de polymérisation, et elle peut être modifiée en changeant les conditions d’entropie et d’enthalpie [RIT00]. La qualité de la séparation de phase peut être caractérisée par le rapport k (vitesse de séparation de phase/ vitesse de polymérisation): • Si k→ ∞, l’équilibre est atteint immédiatement et le système évolue en suivant la
courbe binodale. Le système est en équilibre pour chaque conversion. • Si k→ 0, aucune séparation de phase se produit, alors il y a décomposition
spinodale car le système entre dans la zone instable. Les thermoplastiques les plus utilisés comme modificateurs et inducteurs de la séparation de phase sont: les Polysulfone (PSu) [OYA99], [MAR00], le Polyetherimides (PEI) [BAR00], les Poly(éther éther ketone) (PEEK) [FRA03] et le poly(méthyle méthacrylate) (PMMA) [RIT00]. Cette structure biphasée est à l’origine du renforcement, soit en amorçant des nouveaux modes de déformation, soit en augmentant les modes de déformation de la matrice ou en modifiant les conditions de propagation des fissures. Le renforcement dépend de la morphologie et donc des paramètres suivants [PAS02]:
22

Chapitre I : Partie Bibliographique
• Taille et distribution des particules • Distance interparticulaire • Fraction volumique de la phase séparée • Nature et composition de la phase séparée • Structure de la matrice (composition et nature) • Adhésion : nodule/matrice
1‐3) Les nanocomposites à charges lamellaires
1‐3‐1) Définition, classification et structure. Le terme argile fait référence à des matériaux minéraux constitués principalement de grains fins dont la taille est inférieure à deux microns [LEP02]. Les argiles constituent un des minéraux industriels les plus importants employés dans une grande variété d’applications et des domaines divers comme la géologie, l’agriculture, la construction, la cosmétique etc. Appartenant à la famille des silicates lamellaires (phyllosilicates), les argiles peuvent être classées en trois groupes: type 1:1, type 2:1 et 2:1:1. Leur structure est décrite ci dessous : Type 1:1 : Consistent en un feuillet tétraédrique juxtaposé à un autre octaédrique par leur base. Type 2:1 : Ces types d’argiles appartiennent au groupe des smectites. Les cristaux sont formés de trois feuillets : une couche de silicium tétraédrique, une couche d’aluminium octaédrique et une autre couche de silicium tétraédrique. Type 2:1:1: Dans ce cas, une structure du type 2:1 a une couche additionnelle soit de brucite soit de gibbsite, par rapport à la structure 2:1. Les silicates lamellaires les plus utilisés dans la fabrication des nanocomposites appartiennent à la famille des phyllosilicates (2:1). La montmorillonite (MMT), l’hectorite et la saponite sont les argiles les plus communes et les plus employées pour l’obtention de nanocomposites. Dans ce travail, nous avons choisi la MMT pour l’obtention des nanocomposites ternaires (TD/TP/MMT). Avec un système cristallin monoclinique (a=5,17Å, b=8,94Å, c=9,95Å et β=99,54°) le feuillet de la MMT a un facteur de forme (L/e) compris entre 100 et 1000 [LEP02]. Quelques feuillets ont des défauts structuraux (des substitutions de Si4+ par Al3+ ou de Al3+ par Mg2+) lesquels leur confèrent une charge électrique négative. Pour assurer la neutralité électrique dans le feuillet, des cations comme Na+, Ca2+ ou Mg2+ peuvent compenser la charge négative et les termes comme montmorillonite calcique ou montmorillonite sodique sont alors employés pour faire référence au type de cation compensateur. Le feuillet est la particule unitaire de la MMT, représentée sur la figure I‐5.
23

Chapitre I : Partie Bibliographique
Figure I‐ 5 Structure cristalline de la montmorillonite
La particule primaire (ou tactoide) est constituée par plusieurs feuillets empilés (entre 5 et 10) et peut avoir des dimensions comprises entre 8 et 10 nm. Maintenus par des forces électrostatiques attractives entre les ions et les feuillets. Les agrégats sont formés par le regroupement de quelques particules primaires et ceux‐ci peuvent avoir des dimensions entre 0,1 et 10 µm et les feuillets sont orientés dans toutes les directions. La montmorillonite comme tous les silicates en feuillets a une nature hydrophile. Cette propriété fait que ces matériaux ont une interaction très faible avec la majorité des matrices polymères, et pour cette raison les argiles doivent être traitées avant d’être utilisées pour la formation des nanocomposites. Il est donc nécessaire de rendre la surface organophile avant de les utiliser. Cette modification a lieu dans les galeries et aussi sur les bords des feuillets mais dans une moindre mesure. L’échange cationique est la méthode la plus connue et la plus facile à mettre en œuvre, puisque les cations ne sont pas liés fortement à la surface de l’argile; de petites molécules cationiques peuvent remplacer le cation qui est présent sur l’argile. Par exemple dans la figure I‐ 6, les cations noirs sont des ions sodium changés pour certains d’entre eux par un autre cation.
Figure I‐ 6 Feuillet d’argile échangé avec des cations
Si le cation blanc est un ion ammonium quaternaire avec des longues chaînes alkyles, cette argile sera beaucoup plus compatible avec une matrice organique. Ce processus
24

Chapitre I : Partie Bibliographique
aide à séparer les plaquettes d’argiles de telle sorte qu’elles puissent être plus facilement intercalées ou exfoliées Virtuellement toute la famille des silicates en feuillets montre évidemment, une importante force électrostatique entre les lamelles, une haute rigidité et un haute degré d’orientation des lamelles. Ces propriétés font que les silicates lamellaires sont très employés dans le design des nanocomposites, mais la montmorillonite et les silicates associés sont les matériaux d’élection pour deux raisons principales. D’abord ils montrent une chimie d’intercalation très riche, laquelle leur permet d’être modifiés et avoir une meilleure compatibilité avec les polymères organiques en favorisant la dispersion à l’échelle nanométrique. En second lieu, les argiles sont produites de façon naturelle et elles peuvent être obtenues à des faibles coûts. Les argiles smectiques peuvent être également synthétisées dans des conditions hydrothermales, mais la purification des argiles est très coûteuse.
1‐3‐2) Structuration des nanocomposites à charges lamellaires Bien que ce terme soit employé dans plusieurs domaines de la science des matériaux, les nanocomposites à base de polymères et d’argiles seront seuls considérés dans ce manuscrit. Les polymères nanocomposites ont été développés à la fin des années 80 dans de nombreux domaines de recherche industrielle et académique. La première entreprise qui a commercialisé ces nanocomposites a été Toyota avec un nouveau matériau basé principalement sur un polyamide 6 et une argile du type montmorillonite. Depuis lors les composites polymères – argile peuvent être divisés en trois catégories (figure I‐ 7):
• Micro composite Conventionnel, où l’argile joue le rôle d’une charge conventionnelle.
• Nanocomposite intercalé ; consistant en une insertion régulière du polymère entre les feuillets de l’argile.
• Nanocomposite exfolié ; où les feuillets sont dispersés individuellement dans la matrice.
25

Chapitre I : Partie Bibliographique
Figure I‐ 7 Classification des nanocomposites de type polymère / argile.
1‐3‐3) Stratégies de mise en œuvre des nanocomposites polymère/argile
L’intérêt croissant pour développer des nanocomposites en utilisant des polymères et des argiles est basé sur le fait qu’il n’est pas nécessaire d’employer de grandes quantités d’argile pour obtenir des améliorations dans le produit final. Cependant pour obtenir ces matériaux, il est important de choisir la technique de mise en œuvre la plus appropriée. Les propriétés des nanocomposites dépendront alors du procédé de mise en œuvre utilisé. Plusieurs stratégies d’élaboration des composites polymère/argile peuvent être utilisées, mais il est possible de distinguer les trois modes de mise en œuvre les plus communs : la polymérisation in situ, la voie solvant et la voie mélange miscible. La figure 1‐8 décrit chaque technique utilisée. Le processus de polymérisation in situ a été la première méthode utilisée pour l’élaboration de nanocomposites à matrice polyamide 6. De nos jours cette voie est employée dans la synthèse des nanocomposites à matrice thermodurcissable. Pour un système époxyde/amine, durant la phase de mélange, la haute énergie de surface des argiles attire les molécules du monomère, qui diffusent entre les feuillets de l’argile. Lorsqu’on parvient à un équilibre la diffusion s’arrête et l’argile est alors gonflée, les chaînes du modifiant de l’argile adoptent une orientation perpendiculaire pour optimiser les interactions avec le monomère. Quand l’amine est ajoutée, la polymérisation commence, l’équilibre thermodynamique est altéré, et ainsi de plus en plus de macromolécules sont attirées entre les feuillets et éventuellement peuvent séparer les feuillets d’argile. Dans la voie solvant, l’argile est exfoliée en employant un solvant dans lequel le polymère (ou le mélange de monomères) est soluble. Ainsi le polymère est ajouté à la
26

Chapitre I : Partie Bibliographique
suspension solvant-argile et s’absorbe entre les galeries. Finalement le solvant est évaporé et un composite intercalé est généralement obtenu. Avec cette méthode il est possible d’élaborer des nanocomposites intercalés en utilisant des polymères de faible polarité, et cela est un avantage.
Dans la voie mélange miscible, l’argile est mélangée avec un polymère liquide. L’idée est d’optimiser les interactions polymère/argile : les chaînes du polymère ont une perte considérable d’entropie de conformation. La force motrice générée dans cette voie est une contribution importante de l’enthalpie entre les interactions polymère/argile. Par son grand potentiel industriel, cette voie est devenue une technique très employée.
Figure I‐ 8 Diagrammes décrivant les diverses mises en œuvre des composites polymère/argile : solvant, in situ et mélange miscible
27

Chapitre I : Partie Bibliographique
1‐3‐4) Les propriétés physiques Les améliorations des propriétés physiques des nanocomposites réalisés en utilisant des nanocharges plutôt que des microcharges dans une matrice polymère sont dues essentiellement au facteur de forme et à la surface spécifique. Pour obtenir des augmentations significatives, nous avons besoin de renforts présentant un facteur de forme élevé. Le module d’Young a été l’un des premiers paramètres qui a été amélioré lorsque 4wt% d’argile a été ajouté et exfoliée dans une matrice polyamide-6. Plusieurs travaux ont montré que le facteur de forme des particules a une forte influence sur le module élastique. Vlasveld et al. [VLA05] ont analysé le module d’un nanocomposite à base de polyamide‐6, en utilisant le modèle de Halpin‐Tsai. L’effet du facteur de forme sur le module relatif (Ecomposite/Ematrice) est montré sur la figure I‐9. Les particules commencent à avoir un effet renforçant lorsque le facteur de forme est voisin de 10, tandis qu’autour de 1000 l’effet maximum est atteint.
Figure I‐9 Effet du facteur de forme sur le module relatif, d’après [VLA05]
Fornes et al. [FOR03] ont développé des études similaires mais ils ont fait la comparaison entre renforts à base d’argile (disques) et renforts en verre conventionnels (fibres), en employant le modèle de Halpin‐Tsai et le modèle de Mori‐Tanaka. Bien que ces théories diffèrent en la manière de traiter les géométries des charges, toutes les deux ont donné des résultats analogues concernant l’évolution du module avec le facteur de forme. Ces résultats sont observés sur la figure I‐10.
28

Chapitre I : Partie Bibliographique
Figure I‐10 Influence de la géométrie des renforts sur le module relatif, d’après [FOR03]
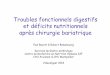
Le facteur de forme influe aussi directement sur les propriétés barrière aux gaz des nanocomposites [CHU05]; cette propriété est très importante dans le domaine de emballage, puisqu’il est possible, en utilisant des renforts de type argile, d’obtenir des améliorations sans perte de transparence. Les modèles théoriques sur la perméabilité des nanocomposites, comme les modèles de Maxwell et Nielsen, considèrent la forme et l’orientation spatiale de la phase dispersée [PRA04]. Yeun et al. [YEU05] ont recherché les effets barrière dans des mélanges polyalcool vinylique et argile (PVA/argile) nanocomposites. La figure I‐11 montre le comportement barrière des nanocomposites en fonction de l’épaisseur (à 5% d’argile). En comparant la matrice pure PVA et au nanocomposite PVA/argile, il est possible d’observer une amélioration de 28% de la perméabilité, et en augmentant l’épaisseur de la matrice, le gain augmente jusquʹà 44%.
29

Chapitre I : Partie Bibliographique
Figure I-11 Effet sur la perméabilité en fonction de l’épaisseur de nanocomposite à 5% d’argile dans une
matrice PVA L’effet de l’argile sur la perméabilité à l’eau a été étudié par Tyan et al. [TYA00], en considérant un système montmorillonite/polyamide (pyromellitic dianhydride‐4,4’‐ oxydianiline) (PMDA‐ODA), avec différent taux de montmorillonite. En utilisant 3wt% de MMT, les auteurs ont trouvé un minimum d’absorption (Fig. I‐12). Comme il est possible d’observer sur cette figure, avant et après cette valeur, l’absorption n’est pas si effective. Les auteurs pensent que cette situation peut être expliquée par le mécanisme d’absorption d’humidité du composite argile/polyamide lequel est contrôlé par deux facteurs principaux. Le premier correspond à la tortuosité du nanocomposite crée par la présence des feuillets d’argile dispersés [TYA00]. Le deuxième facteur est que l’argile a encore un caractère partiellement hydrophile.
Figure I‐12 Absorption d’humidité par des nanocomposites MMT/polyamide (pyromellitic
dianhydride‐4,4’‐ oxydianiline) (PMDA‐ODA), mis en oeuvre avec différentes proportions d’argile, pour différents traitements de surface [TYA00]
La diminution de la perméabilité est une autre amélioration des systèmes polymère/argile. Par exemple Messersmith et al. [MES94] ont observé une réduction de presque 80% à la perméabilité de l’eau en employant le poly(ε‐caprolactone) avec
30

Chapitre I : Partie Bibliographique
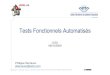
5 vol% d’argile. Jusquʹà présent, ce comportement a été attribué au facteur de forme des charges. Une autre propriété des nanocomposites polymère/argile, est la bonne relation qu’il y a entre les propriétés mécaniques et la surface spécifique (laquelle a une relation directe avec la quantité d’argile). Des études ont déjà montré la relation entre la proportion d’argile dans une matrice polymère et les effets mécaniques [HON05]. Par exemple, la figure I‐13 montre qu’utiliser 5 wt% d’argile dans un thermoplastique polyoléfine, a un effet équivalent à 20 wt% de Talc [LEE05].
Figure I‐13 Comparaison des modules relatifs d’un composite thermoplastique polyoléfine/MMT et
un composite thermoplastique/talc, en fonction de la proportion d’argile, [LEE05] Dans les systèmes époxyde/amine de basse Tg (élastomères), les améliorations sont considérables, cela a été montré par Le Pluart et al. [LEP02]. Ils ont développé des nanocomposites en utilisant un système DGEBA/ Jeffamine D2000 avec deux argiles, une qui a été modifiée industriellement et une autre modifiée au laboratoire. Ils ont montré qu’une meilleure dispersion de l’argile est obtenue lorsque l’argile qu’ils ont modifiée est utilisée a été modifiée de façon organophile Dans ce type de systèmes, plusieurs auteurs montrent que les améliorations obtenues correspondent à un accroissement de la fraction volumique des particules, et cet effet est associé au mécanisme de dispersion de l’argile. Par exemple, Kornmann et al. [KOR02] ont synthétisé trois types de composites en utilisant la même composition mais en obtenant différentes morphologies : micro composite et nanocomposite. Lorsque la polymérisation a lieu pour le microcomposite, l’espace entre feuillets reste inchangé, tandis que pour les nanocomposites, l’espace interfoliaire augmente et par conséquent la fraction volumique est plus élevée à la fin de la réaction. L’amélioration de la stabilité thermique a été démontrée en employant des méthodes thermo‐gravimétriques. Différents auteurs pensent que l’amélioration est possible car les feuillets des argiles retardent la diffusion de volatils et aident à la formation de charbon en empêchant l’échappement de volatils vers l’intérieur de la matrice polymère [ZEN05].
31

Chapitre I : Partie Bibliographique
1‐4) Structuration des réseaux époxyde
1‐4‐1) Rôle des objets lamellaires inorganiques sur la structuration d’un réseau époxyde Les matériaux thermodurcissables (TD) ont été parmi les premières matrices étudiées pour constituer des nanocomposites, la synthèse in situ du polymère par intercalation des monomères étant le procédé le plus courant d’élaboration. Le type de phyllosilicate employé pour réaliser la modification des réseaux époxyde est un paramètre important à considérer. Lan et al. [LAN95], ont révélé que la capacité d’échange cationique (CEC) de l’argile peut avoir une influence sur la structure finale du nanocomposite. La forte densité d’ions alkylammonium échangés pour des silicates comme la vermiculite ou la fluorohectorite, restreint la diffusion des monomères époxyde et amine au sein des galeries. Pour ces auteurs, seules les argiles avec une CEC modérée (comme la montmorillonite ou l’hectorite) peuvent donner la possibilité d’obtenir des nanocomposites exfoliés. Pour la synthèse in situ des nanocomposites à matrice thermodurcissable, les ions alkylammonium (employés pour la modification organophile des charges) ont un rôle important. La qualité d’exfoliation des nanocomposites est améliorée avec l’augmentation de la longueur de la chaîne carbonée des ions alkylammonium primaires [LAN95] et pour permettre l’exfoliation de la charge, la chaîne alkyle de l’ion modifiant doit posséder au moins huit groupements méthylène. La distance finale obtenue dépendra principalement de la largeur de l’espace entre les feuillets et aussi de la densité d’ions qui sont présents à l’intérieur des galeries puisque cette caractéristique établit la quantité de monomères qui peut être intégrée entre les feuillets [LAN95]. En ce qui concerne la nature et la fonctionnalité de l’amine intercalée, celles‐ci ont un effet sur la dispersion des charges, une amine primaire (ou secondaire) peut être plus accessible aux galeries. Ces ions présentent aussi un caractère acide fort de Brönsted, et ils sont capables ainsi de catalyser la réaction de condensation ou de polymérisation en chaîne [WAN94]. La polymérisation entre feuillets est donc plus rapide à l’intérieur des feuillets, et la distance interfoliaire peut s’accroître jusqu’à l’exfoliation de la structure. En revanche, des ions alkylammonium tertiaires ou quaternaires mènent à la formation de structures d’organisation intercalées car la diffusion entre les chaînes ioniques est plus lente, et la catalyse n’a pas lieu [LAN94], [LAN95]. La réactivité de l’argile vis à vis des monomères est un élément aussi important dans la dispersion des charges. Des argiles qui ont été modifiées par des ions contenant des groupes fonctionnels comme des acides carboxyliques ou des alcools peuvent occasionner une réaction avec les fonctions époxyde (ou avec le comonomère amine)
32

Chapitre I : Partie Bibliographique
[BRO00], [KEL94], [WAN94], [MES94]. Les fortes interactions développées entre les ions et la matrice à l’intérieur des feuillets favorisent donc aussi la dispersion. Il est important de souligner la nécessité d’avoir un gonflement appréciable des galeries interfoliaires préalablement à la formation du réseau. Certaines expériences ont mis en évidence une augmentation de la température de transition vitreuse du réseau lorsque l’argile a été préalablement gonflée par le système réactif, causée peut‐être par l’obtention de distances interfoliaires importantes au moment du gonflement [KEL94], [WAN94]. De la même façon, les conditions de polymérisation auront un rôle important sur la structure finale du réseau époxyde ; par exemple les montmorillonites organophiles sont des amorceurs de l’homopolymérisation des prépolymères époxyde [WAN94], [KAV94] ; cette homopolymérisation peut inciter à la formation d’un polyéther réticulé. Notamment les hydroxyles de la montmorillonite (modifiée par des ions hydroxyles) ont un effet catalytique sur la réaction époxyde/amine [ROZ86] et peut aussi envisager une réaction directe avec le prépolymère époxyde [BRO00], [MES94]. C’est la raison pour laquelle la température de polymérisation doit être choisie avec soin puisque en employant une température très élevée, l’homopolymérisation peut entrer en compétition avec la réaction époxyde/amine [WAN94], [LAN96]. A ce sujet, pour privilégier la diffusion lors de la polymérisation et arriver à une structure exfoliée, certains chercheurs proposent de réaliser la réaction de polymérisation en employant deux étapes de cuisson [LAN95], [XI02]. La première permet aux mélanges de prépolymères de s’introduire entre les feuillets ; de cette manière la distance entre les feuillets augmente. Dans la post‐cuisson (deuxième étape), la population des feuillets intercalés est réduite lentement et l’exfoliation a lieu [MES94]. Après avoir mentionné les paramètres les plus représentatifs permettant à l’exfoliation d’avoir lieu, il est pertinent de mentionner les mécanismes de réaction intervenant pendant le processus d’exfoliation. L’exfoliation des feuillets dans une matrice a besoin d’une force motrice pour résister aux forces d’attraction électrostatiques qui sont présentes entre les surfaces négatives des feuillets et les cations interfoliaires. Les interactions entre les feuillets et les monomères polaires [KOR01], aident les monomères à diffuser à l’intérieur des feuillets jusquʹau point où l’orientation des chaînes organiques par rapport aux feuillets est perpendiculaire [LAN96]. Durant la polymérisation, la viscosité augmente et la polarité (globale) des molécules entre les feuillets a tendance à diminuer. La délamination a lieu donc par augmentation du nombre des chaînes macromoléculaires dans l’espace interfoliaire. Du point de vue thermodynamique, la polymérisation entre feuillets conduit, dû au confinement, a une perte d’entropie, celle‐ci est compensée par la création d’entropie pendant l’exfoliation des feuillets. Ainsi la séparation entre ceux‐ci pourra avoir lieu
33

Chapitre I : Partie Bibliographique
lorsque l’énergie de polymérisation entre les feuillets sera supérieure à l’énergie d’attraction de Van Der Vaals [WAN94]. Selon Lu et al. [LU01], il y a une compétition de réaction entre l’époxyde qui est à l’intérieur des galeries de l’argile et celui qui est situé hors des galeries ; si la réaction à l’intérieur des feuillets est plus rapide elle peut conduire à une polymérisation complète avant que la réaction à l’extérieur puisse atteindre la gélification. Par conséquent, la force motrice produite par la polymérisation dans les galleries est suffisante pour surpasser les forces d’attraction des feuillets. A l’inverse, si la réaction hors des feuillets est plus rapide, elle arrivera au point de gel avant que la réaction à l’intérieur des galeries ne puisse produire assez d’énergie pour conduire à l’exfoliation des feuillets.
1‐4‐2) Rôle d’un thermoplastique (initialement miscible) sur la structuration d’un réseau époxyde. Influence de la nature du durcisseur. Non seulement la nature du polymère modifiant, mais la nature et la qualité du durcisseur sont aussi des paramètres importants et décisifs sur le phénomène séparation de phase. En employant différents rapports stoechiometriques avec les durcisseurs, en variant les conditions de réaction (température), il est possible de générer des morphologies très variées en relation avec des propriétés mécaniques différentes [FRI99]. Quelques études ont été développées par Remiro et al. [REM01], [REM99] sur l’obtention de matériaux avec différents niveaux de séparation de phase en employant le prépolymère diépoxyde diglycidyl éther du bisphénol A (DGEBA), le durcisseur 4,4’‐méthylène dianiline (MDA) et le polymère poly(méthacrylate de méthyle) (PMMA) à deux températures (80 et 140 °C) et en variant le temps de réaction. Pour une température de 80 °C, le PMMA ne se sépare pas tandis que pour la température de 140°C des matériaux transparents ou opaques ont été obtenus suivant le temps de réaction. Ritzenthaler et al. [RIT00] ont étudié l’influence de la nature du durcisseur dans une matrice di‐époxyde/di‐amine modifiée par le thermoplastique PMMA. Les résultats montrent que le mélange PMMA/DGEBA présente une miscibilité totale sur tout l’intervalle de composition analysé [RIT00], [WOO95]. Avec les amines 4,4’‐diaminodiphénsylsulfone (DDS) et MDA, la polymérisation induit une séparation de phase, qui arrive avant la gélification, le produit final est opaque et il présente deux phases, toutes les deux observées par microscopie électronique à transmission. Cependant, avec l’amine 4,4’‐méthylènebis [3‐chloro 2,6‐ dièthylaniline] (MCDEA), il n’est pas possible d’obtenir la séparation de phase en employant le même PMMA. En plus, ils ont montré qu’il n’existe pas d’interactions entre le PMMA et le prépolymère époxyde, mais il n’y a aucune information sur de possibles interactions entre le PMMA et les amines utilisées. Rastegar et al. [RAS04] ont fait des études pour déterminer s’il existe ou non des interactions entre les durcisseurs et le polymère PMMA, en employant la spectroscopie infrarouge et ils ont mis en évidence que ces interactions existent.
34

Chapitre I : Partie Bibliographique
La miscibilité, et la séparation de phase dans les mélanges de poly (méthyle méthacrylate) (PMMA) avec le prépolymère époxyde diglycidyl éther de bisphénol A (DGEBA) et le durcisseur 4,4’‐diamino‐ 3,3’‐dimethyldicyclohexyl‐methane (3DCM) ont été étudiés par Gomez et al. [GOM93]. Les résultats montrent dʹune part que la miscibilité entre le PMMA et le prépolymère époxyde est totale pour toutes les compositions qu’ils ont testées, et dʹautre part ils ont observé que le PMMA n’est pas totalement miscible quand le durcisseur est ajouté au système puisque deux phases ont été observées. Galante et al. [GAL99] ont étudié un système DGBEA / benzyle diméthyle amine (BDMA) / PMMA de haute masse molaire ( =nM 232,000 gr/mol). Ils montrent qu’il est possible obtenir des matériaux plus tenaces que la matrice seule, puisque pour celle‐ci, il faut 0.65 MPa⋅m1/2 pour a morcer une fissure contre 0.94 MPa⋅m1/2 quand on ajoute le PMMA. Récemment, Rastegar et al. [RAS04] ont publié des résultats sur l’utilisation simultanée de deux durcisseurs (DDM et MCDEA) avec le prépolymère époxyde DGEBA, en employant toujours le PMMA. Ils ont trouvé des morphologies co‐ continues en utilisant différents rapports de durcisseurs. Ajouter des petites particules dans une matrice est une autre manière d’avoir des matériaux bi‐phasiques, et suivant les applications il est aussi possible d’introduire des particules préformées. On constate des avantages et des inconvénients dans chaque cas [PAS02]: • Les avantages pour le RIPS sont la stabilité et la viscosité de la solution initiale.
La possibilité de générer une variété de structures dans le matériau final est l’intérêt majeur.
• Un désavantage pour le système RIPS est la nécessité de fixer une relation entre le cycle de cuisson et les morphologies obtenues ce qui affecte aussi la composition des phases séparées.
Autre désavantage du RIPS c’est qu’une partie du modifiant peut rester dissoute dans la matrice. Si le modifiant a une Tg faible, cela peut générer une réduction de la Tg de la matrice et affecter les propriétés physiques.
1‐4‐3) Synergie des mélanges ternaires TP/TD/objets lamellaires De nombreuses recherches ont été faites en utilisant la combinaison polymère/argile ou TD/TP pour obtenir des nouveaux matériaux avec des propriétés supérieures à celles de la matrice seule. Les résultats montrent qu’en effet il est possible d’obtenir de tels matériaux qui possèdent des caractéristiques physiques et chimiques
35

Chapitre I : Partie Bibliographique
améliorées. L’étape suivante semble être l’obtention d’un nouveau type de matériau en employant simultanément un thermoplastique initialement miscible dans une matrice époxyde/amine et les silicates lamellaires [ACH06]. La littérature actuelle concernant les nanocomposites ternaires (TP/TD/objets lamellaires) est très limitée. Park et al. [PAR03] ont étudié les relations structures‐propriétés mécaniques pour un composite PMMA/époxyde/argile, en employant un mélange de deux prépolymères ; un présentant un caractère aliphatique et un autre aromatique. Ce dernier devant favoriser la dispersion de l’argile. L’amine 4,4’‐diaminodiphénylsufone (DDS) a été utilisée pour générer la réticulation du TD. Dans ce cas, ils ont employé un taux de PMMA plus élevé que la fraction volumétrique critique (φc) pour avoir une inversion de phase. Donc la matrice est réellement composée de nodules de TD dispersés dans une matrice TP. Il est possible d’observer sur la figure I‐14 les différentes morphologies finales avec différents rapports de polymère, prépolymère, et d’argile employés.
Figure I‐14 Morphologie finale par microscopie électronique à transmission de composites
TP/TD/argile avec les compositions en PMMA, époxyde et argile en % poids, d’après [PAR03]: a) 90 :10 :1, b) 80 :20 :2, c) 80 :20 :4, d) 80 :20 :6, e) 70 :30 :3, f) 80 :20 :0
Une autre stratégie consiste à incorporer des polymères hyperbranchés (PHB) sous forme de caoutchouc liquide, comme Ratna et al. [RAT03], pour fabriquer un nanocomposite en utilisant un système époxyde/argile et un polymère hyperbranché de haute masse molaire. La figure I‐15 montre les morphologies obtenues. Sur la Fig. I‐15a, il est possible d’observer que les tailles des phases séparées ne sont pas
36

Chapitre I : Partie Bibliographique
homogènes ; selon les auteurs elles sont comprises entre 300 et 1000 nm. La figure I‐15b montre une zone où une petite phase du PHB est très proche d’un tactoide. Cependant en ce que concerne les études mécaniques, les résultats n’ont pas été ceux qu’ils attendaient, puisque les renforcements obtenus ont été modestes.
a b Figure I‐15 morphologies par microscopie électronique à transmission d’un composite époxyde en
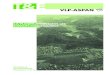
utilisant un polymère hyperbranché et une montmorillonite I.30E, d’après [RAT03] Dans leurs travaux, Mehrabzadeh et al. [MEH04], ont combiné la baisse de perméabilité à la vapeur d’eau d’un polyéthylène haute densité, à la baisse de perméabilité à l’oxygène du polyamide ‐66. Des argiles ont été ajoutées pour apporter un renforcement additionnel aux propriétés mécaniques de ce mélange thermoplastique. Dans cette étude, ils ont utilisé un processus d’extrusion et ont trouvé que l’argile n’a aucune influence sur la cristallinité du polyamide ou du polyéthylène, mais elle joue le rôle d’un compatibilisant efficace. Un nanocomposite hybride élaboré à partir de 20pcr d’un élastomère butadiène acrylonitrile (CTBN) terminé carboxyle et une argile modifiée a été fabriqué par Liu et al. [LIU04] en utilisant la DGBEA et le durcisseur fluoré (BF3MEA). L’objectif était d’étudier la corrélation entre la morphologie et les propriétés mécaniques. La morphologie de ce système ternaire est présentée sur la figure I‐16. En employant la microscopie à force atomique, ils ont fait la caractérisation de ces échantillons, sans jamais analyser la distribution de l’argile. En comparant un système sans argile (a), avec un système avec 3 pcr d’argile (b) et un autre avec 6pcr d’argile (c), Ils ont montré que, les diamètres des particules de l’élastomère sont plus élevés dans le système où l’argile a été ajoutée. Avec 6 pcr d’argile, la phase élastomère ne peut pas être observée à partir des images mais en utilisant l’analyse mécanique dynamique, il est possible de la détecter. L’utilisation simultanée d’élastomère et d’argile a conduit à l’amélioration d’un facteur de 2 et 8 fois les paramètres de rupture KIC et GIC respectivement.
37

Chapitre I : Partie Bibliographique
a b
c Figure I‐16 Cliches de microscopie à force atomique sur nanocomposite hybride composé par un
élastomère (CTBN) et une argile modifiée : a) DGEBA/CTBN/(BF3MEA), b) DGEBA/CTBN/ argile/(BF3MEA) (3 pcr), c) DGEBA/CTBN/ argile (6 pcr)/ (BF3MEA), d’après [LIU04]
Dasari et al. [DAS05] ont étudié l’effet de la séquence du mélange sur la microstructure de plusieurs nanocomposites ternaires Nylon 66/argile/ styrène ‐éthylène butadiène ‐ styrène greffé avec anhydride maléique (SEBS‐g‐MA), préparés en utilisant quatre séquences différentes. Ils ont trouvé que les propriétés mécaniques et microstructurales de ces nano matériaux étaient toutes différentes. La meilleure microstructure pour améliorer la ténacité et les autres propriétés mécaniques est obtenue en mélangeant dans un premier le nylon 66 et l’argile pour ensuite ajouter le SEBS‐g‐MA. Lee et al. [LEE04] proposent aussi de contrôler les dispersions des argiles dans un polymère pendant le procédé de mélange, car cela affecte significativement les propriétés mécaniques. Dans leurs études, ils ont préparé un nanocomposite du type thermoplastique vulcanisé composé d’un caoutchouc EPDM (Terpolymère
38

Chapitre I : Partie Bibliographique
dʹéthylène‐propylène‐diène) dispersé dans une matrice de polypropylène (PP), en utilisant les rapports suivants de 70/30, 50/50 et 30/70 avec 2, 4, 6 et 8 wt% d’argile Cloisite 20B. Les différentes combinaisons sont présentées sur la figure I‐17. Les améliorations des propriétés mécaniques sont illustrées sur la figure I‐18, elles sont comparées avec une matrice pure et les améliorations vont de 9 % jusqu’à 100 %.
Figure I‐17 Séquence des mélanges d’après [LEE04]
Figure I‐18 Evolutions des propriétés mécaniques des composites obtenus d’après la séquence décrite
dans la figureI‐17 [LEE04] Conclusions
Il a été possible de constater que les matériaux nanocomposites ont des propriétés parfois supérieures à celles des matériaux renforcés par des renforts traditionnels. Les avantages des matériaux nanocomposites utilisant des renforts lamellaires sont considérables, sur tout en ce qui concerne les propriétés mécaniques et de perméabilité. La recherche de matériaux nanocomposites ternaires en utilisant des argiles et des thermoplastiques ou thermodurcissables peut avoir des résultats très intéressants ; il est important de continuer de proposer et d’étudier des nouvelles techniques de mise en œuvre de ce type de matériaux et en même temps de les caractériser non seulement par leurs propriétés mécaniques finales, mais aussi par le suivi cinétique des réactions et des morphologies développées. Le présent projet de thèse se propose d’employer simultanément deux stratégies de renforcement, i) utiliser la théorie de séparation de phase dans une matrice thermodurcissable en employant un polymère initialement miscible (le PMMA en particulier) et ii) de disperser une argile dans la matrice pour lui conférer plus de rigidité. Ce travail propose aussi de développer non seulement des études mécaniques comme la plupart des projets antérieures mais aussi des études concernant les effets sur la cinétique de réaction et les morphologies développées. Cette proposition n’est pas
39

Chapitre I : Partie Bibliographique
facile, puisqu’il est important de proposer, d’expérimenter et de maîtriser les techniques qui vont permettre d’avoir une bonne exfoliation de l’argile en même temps que la séparation de phase; pour cela plusieurs paramètres seront considérés pendant l’étude, comme la viscosité du système, les taux de polymère et d’argile, le cycle de réaction entre autres.
40

Chapitre I : Partie Bibliographique
REFERENCES BIBLIOGRAPHIQUES
[ACH06] ACHARYA K., SRIVASTA S. K., Ethylene Propylene Diene Terpolymer/Ethylene Vinyl Acetate/Layered Silicate Nanocomposite by Solution Method., Polym. Eng. Sci ; 2006 ; Vol. 44, pp. 837‐844.
[ALE00] ALEXANDRE M., DUBOIS P., Polymer‐layered silicate nanocomposites : preparation, properties and uses of a new class of materials, Mater. Sci. Eng; 2000; Vol. 28, pp. 1‐63.
[BAR00] BARRAL L., CANO J., LOPEZ‐BUENO I., NOGUEIRA P., ABAD M. J., RAMIREZ C., Blends of an epoxy/cycloaliphatic amine resin with poly(ether imide), Polymer; 2000; Vol. 41, pp. 2657‐2666.
[BRO00] BROWN J. M., CURLISS D., VIA K. A., Thermoset‐layered silicate nanocomposites quaternary ammonium montmorillonite primary diamine cured epoxies, Chem. Mater; 2000; Vol. 12, pp. 3376‐3384.
[CHU05] CHUNSHENG LU., YIU‐WING MAI., Influence of aspect ratio on barrier properties of polymer‐clay nanocomposites, Phys. Rev. Let; 2005; Vol. 95, pp. 88303‐1 ‐ 88303‐4.
[DAS05] DASARI A., YU Z. Z., MAI Y. W., Effect of blending sequence on microstructure of ternary nanocomposites, Polymer ; 2005 ; Vol. 46, pp. 5986‐599.
[ENN83] ENNS J. B., GILLHAM J. K., Time – Temperature – Transformation (TTT) cure diagram: Modeling the cure behaviour of thermosets, J. Appl. Polym. Sci ; 2003 ; Vol. 28, pp. 2567‐2691.
[FOR03] FORNES T.D., PAUL D.R,. Modeling properties of nylon 6/clay nanocomposites using composite theories, Polymer; 2003; Vol. 44, pp. 4993‐5013.
[FRA03] FRANCIS B., VANDEN P. G., POSADA F., GROENINCKX G., LAKSHMANA R. V., RAMASWAMY R., THOMAS S., Cure kinetics and morphology of blends of expoxy resin with poly (ether ether ketone) containing pendant tertiary butyl groups, Polymer; 2003; Vol. 44, pp. 3687‐3699.
[FRI99] FRIGIONE M., ACIERNO D., MASCIA L., Miscibilization of low molecular weight functionalized polyethylenes in epoxy resins: Part :. Effects of curing on morphological features and mechanical properties, Adv. Polym. Tech; 1999; Vol. 18, pp. 237‐253.
[GAL99] GALANTE M. J., OYANGUREN P. A., ANDROMAQUE K., FRONTINI P. M., WILLIAMS R. J. J., Blends of epoxy / anhydride thermosets with a high – molar – mass poly (methyl methacrylate), Polym. Int; 1999; Vol. 48, pp. 642‐648.
41

Chapitre I : Partie Bibliographique
[GAR02a] GARCIA L. A., Fabricación de mezclas reactivas mediante la estrategia de separación de fase inducida por una reacción (RIPS), Ingenierias; 2003; Vol. 6, pp. 34‐39.
[GAR02b] GARCIA L. A., Mélanges réactifs thermoplastiques/additif extractibles: phénomènes de séparation de phase et morphologies. Application aux matériaux poreux ; Thèse: Matériaux Macromoléculaires et Composites, Insa‐Lyon, Fr ; 2002.
[GOM93] GOMEZ C. M., BUCKNALL C. B., Blends of poly (methyl methacrylate) with epoxy resin and an aliphatic amine hardener, Polymer; 1993; Vol. 34, pp. 2111‐2117.
[HON05] HONG C. H., LEE Y. B., BAE J. W., JHO J. Y., NAM B. U., HWANG T. T.W., Preparation and Mechanical Properties of Polypropylene/Clay Nanocomposites for Automotives Parts Application, J. Appl. Polym. Sci; 2005; Vol. 98, pp. 427‐433.
[KAV94] KAVIRALNA P. D., LAN T., PIANNAVAIA T. J., Synthesis of polyether‐clay nanocomposites: kinetics of epoxy self‐polymerization in acid smectic clay, Polymer; 1994; Vol. 35, pp. 788‐789.
[KEL94] KELLY P. AKELAH A., QUTUBUDDIN S., MOET A., Reduction of residual stress in montmorillonite/epoxy compounds, J. Mater. Sci; 1994; Vol. 29, pp. 2274‐2280.
[KOR01] KORNMANN X., LINDBERG H., BERGLUND L. A., Synthesis of epoxy‐clay nanocomposites. Influence of the nature of the curing agent on structure, Polymer; 2001; Vol. 42, pp. 4493‐4499.
[KOR02] KORNMANN X., THOMANN R., MULHAUPT R., FINTER J., BERGLUND L.A., High performance epoxy‐layered silicate nanocomposites, Polym Eng. Sci; 2002; Vol. 42, pp. 1815–1826.
[LAN94] LAN T., KAVIRATNA P. D., PINNAVAIA T. J., Synthesis, characterization and mechanical properties of epoxy‐clay nanocomposites, ACS Polymeric Materials: Science and engineering; 1994; Vol. 71, pp. 527‐528.
[LAN95] LAN T., KAVIRATNA P. D., PINNAVAIA T. J., Mechanism of clay tactoid exfoliation in epoxy‐clay nanocomposite,. Chem. Mater; 1995; Vol. 7, pp. 2144‐2150.
[LAN96] LAN T., KAVIRATNA P. D., PINNAVAIA T. J., Epoxy self‐polymerization in smectite clay, J. Phys. Chem. Solids ; 1996 ; Vol. 57, pp. 1005‐1010.
[LEE04] LEE K. Y., GOETTLER L. A., Structure‐property relationships in polymer blend nanocomposites, Polym. Eng. Sc; 2004; Vol. 44, pp. 1103‐1111.
[LEE05] LEE H. S., FASULO P. D., RODGER W. R., PAUL R, D., TOP based nanocomposites. Part 1. Morphology and mecanical properties, Polymer ; 2005 ; Vol. 46, pp. 11673‐11689.
42

Chapitre I : Partie Bibliographique
[LEP02] LE PLUART L., Nanocomposites Epoxyde / amine / montmorillonite: Rôle des interactions sur la formation, la morphologie aux différents niveaux d’échelle et les propriétés mécaniques des réseaux, Thèse: Matériaux Macromoléculaires et Composites. INSA‐Lyon, Fr. 2002.
[LIU04] LIU W., HOA S. V., PUGH M., Morphology and performance of epoxy Nanocomposites Modified With Organoclay and Rubber, Polym. Eng. Sci; 2004; Vol. 44, pp. 1178‐1186.
[LU01] LU J., KE Y., QI Z., YI X., Study on intercalation and exfoliation behavior of organoclays in epoxy resin, J. Polym. Sci. Part B: Pol. Phys; 2001; Vol. 39, pp. 115‐120.
[MAR00] MARTINEZ I., MARTIN M.D., ECEIZA A., OYANGUREN P., MONDRAGON I., Phase separation in polysulfone‐modified epoxy mixtures. Relationships between curing conditions, morphology and ultimate behaviour, Polymer; 2000; Vol. 41, pp. 1027‐1035.
[MEH04] MEHRABZADEH MAHMOOD., KAMAL M. R., Melt Processing of PA‐66/Clay, HDPE/Clay and HDPE/PA/Clay Nanocomposites, Polym. Eng. Sci; 2004; Vol. 44, pp. 1152‐1161.
[MES94] MESSERSMITH P. B., GIANNELIS E. P., Synthesis and characterization of layered silicate‐epoxy nanocomposites, Chem. Mater; 1994; Vol. 6, pp.1719‐1725.
[MEZ01] MEZZENGA R., PLUMMER C. J. G., BOOGH L., MÅNSON J. A. E., Morphology build‐up in dentritic hyperbranched polymer modified epoxy resins: modelling and characterization, Polymer; 2001; Vol. 42, pp. 305‐317.
[OYA99] OYANGUREN P.A., GALANTE M.J., ANDROMAQUE P.M., FRONTINI P.M., WILLIAMS R.J.J., Developpement of bicontinuos morphologies in polysulfone‐epoxy blends, Polymer, 1999 ; Vol. 40, pp. 5249‐5255.
[PAR03] PARK J. H., JANA S. C., The relationship between nano and micro structure and mechanical properties in PMMA‐epoxy‐nanoclay composites, Polymer; 2003; Vol. 44, pp. 2091‐2100.
[PAS02] PASCAULT J‐P., SAUTEREAU H., VERDU J., WILLIAMS R. J. J., Thermosetting polymers, New York: Marcel Dekker AG, 2002, 477p.
[PRA04] PRATTIPATI V., HU Y. S., BANDI S., SCHIRALDI D. A., HILTNER A., BAER A., METHA S., Effect of compatibilization on the oxygen‐barrier. Properties of Poly(ethylene terephthalate)/Poly(m‐xylylene adipamide) Blends, J. Appl. Polym. Sci; 2005; Vol. 97, pp. 1361‐1370.
[RAS04] RASTEGAR S., MOHAMMADI N., BAGHERI R., Development of co‐continuous morphology in epoxy poly (methyl methacrylate) (PMMA) blends cured by mixtures of phase‐separating and non‐phase‐
43

Chapitre I : Partie Bibliographique
separating curing agents, Colloid Polym. Sci; 2004; Vol. 283, pp. 145‐153.
[RAT03] RAT D., BECKER O., KRISHNAMURTHY R., SIMON G. P., VARLEY R. J., Nanocomposites based on a combination of epoxy resin, hyperbranched epoxy and layered silicate, Polymer; 2003; Vol. 44, pp. 7449‐7457.
[RAY03] RAY S. S., OKAMOTO M., Polymer / layered silicate nanocomposites: a review from preparation to processing, Prog. Polym. Sci; 2003; Vol. 28, pp. 1517‐1538.
[REM99] REMIRO P. M., RICCARDI C. C., CORCUERA M.A., MONDRAGON I., Design of morphology in PMMA‐modified epoxy resins by control of curing conditions. I. Phase Behavior, J. Appl. Polym. Sci; 1999; Vol. 74, pp. 772‐780.
[REM01] REMIRO P. M., MARIETA C., RICCARDI C. C., MONDRAGON I., Influence of curing conditions on the morphologies of a PMMA – modified epoxy matrix, Polymer; 2001; Vol. 42, pp. 9909‐9914.
[RIT00] RITZENTHALER S., GIRARD‐REYDET E., PASCAULT J‐P., Influence of hardener on miscibility of blends of poly(methyl methacrylate) and epoxy networks, Polymer; 2000; Vol 41. pp. 6375‐6386.
[ROZ86] ROZENBERG B. A., Kinetic, thermodynamics and mechanism of reaction of epoxy oligomers with amines, Adv. in Polym. Sci. 1986. Vol. 75, pp. 113‐165.
[SHE82] SHELDON R. P., Composite Polymeric Materials, Applied Science Publisher, London, 1982.
[SHI96] SHI, H., LAN, T., PINNAVAIA, T. J., Interfacial Effects on the Reinforcement Properties of Polymer‐Organoclay Nanocomposites, Chem. Mater; 1996; Vol. 8, pp. 1584‐1587.
[TYA00] TYAN H. L., WU, C. Y., WEI K. H., Effect of Montmorillonite on thermal and Moisture Absorption Properties of Polyamide of Different Chemical Structures, J. Appl. Polym. Sci; 2000; Vol. 81, pp. 1742‐1747.
[VLA05] VLASVELD. D. P. N., GROENEWOLD J., BERSEE H. E. N., MENDES E., PICKEN., Analysis of the modulus of polyamide‐6 silicate nanocomposites using moisture controlled variation of the matrix properties, Polymer; 2005; Vol. 46, pp. 6102‐6113.
[WAN94] WANG M. S., PIANNAVAIA T. J., Clay‐Polymer nanocomposites formed from acid derivatives of montmorillonite and an epoxy resin, Chem. Mater; 1994; Vol. 6, pp. 468‐474.
[WOO95] WOO E. M., WU M. N., Blends of diglycidlyether epoxy with bisphenol – A polycarbonate or poly (metyl methacrylate): cases of
44

Chapitre I : Partie Bibliographique
miscibility with or without specific interactions, Polymer; 1995; Vol. 37, pp. 2485‐2492.
[XI02] XU W., BAO S., HE P., Intercalation and exfoliation behavior of epoxy resin/curing agent/montmorillonite nanocomposite, J. Appl. Polym. Sci; 2002; Vol. 84, pp. 842‐849.
[YEU05] YEUN J. H., BANG G. S., PARK B. J., HAM S. K., CHANG J. H., Poly(vinyl alcohol) Nanocomposite films: Thermooptical properties, Morphology, and Gas Permeability, J. Appl. Polym. Sci; 2005; Vol. 101, pp. 591‐596.
[YOS93] YOSHITSUGU K., ARIMITSU U., MASAYA K., AKANE O., YOSHIAKI F., TOSHIO K., OSAMI K., Mechanical properties of nylon 6‐clay hybrid, J. Mater. Res; 1993; Vol. 8, pp. 1185‐1189.
[ZEN05] ZENG Q. H., YU A. B., LU G. Q., PAUL D. R., Clay – Based polymer Nanocomposites: research and commercial development, J. Nanosci. Nanotech, 5: 1574‐1592 (2005)
45