Embed Size (px)
DESCRIPTION
Cacao, chocolat
Citation preview
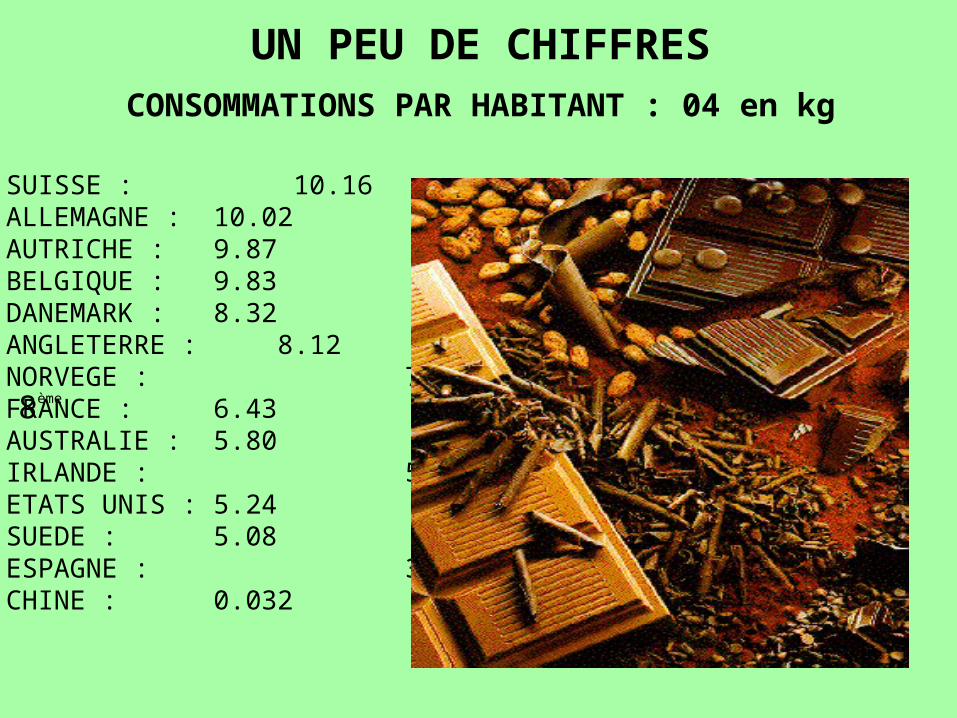
CONSOMMATIONS PAR HABITANT : 04 en kg
• SUISSE : 10.16• ALLEMAGNE : 10.02• AUTRICHE : 9.87• BELGIQUE : 9.83• DANEMARK : 8.32• ANGLETERRE : 8.12• NORVEGE : 7.90• FRANCE : 6.43• AUSTRALIE : 5.80• IRLANDE : 5.39• ETATS UNIS : 5.24• SUEDE : 5.08• ESPAGNE : 3.73• CHINE : 0.032
8ème
UN PEU DE CHIFFRES
Les premières traces de la culture du cacao remontent à l’ère précolombienne, il y a plus d’un millier d’année.
Ce sont les Mayas qui font de la culture du cacaoyer l’une des bases de leur alimentation et de monnaie.
Au cours de la seconde partie du XV ème siècle, les Aztèques envahissent et asservissent les Mayas. Dans la mythologie, le cacao est un don du dieu serpent à plume.
Les Aztèques consomment le cacao sous forme d’une boisson liquide appelée « Xocolatl ».
La monnaie : 10 fèves de cacao = 1 lapin100 fèves de cacao = 1 esclave (ou 10 lapins)
UN PEU D’HISTOIRE
C’est le début de la seconde vie du cacao.
Cortès va être le premier à faire connaître le chocolat en Europe.
C’est également lui qui lance la culture du cacao à travers l’Amérique du sud.
UN PEU D’HISTOIRE
L’arrivée du conquistador Hernan Cortès en 1519 annonce la fin de la civilisation aztèque.
La domestication du cacao est en marche, mais c’est l’adjonction du sucre qui donne naissance au chocolat.
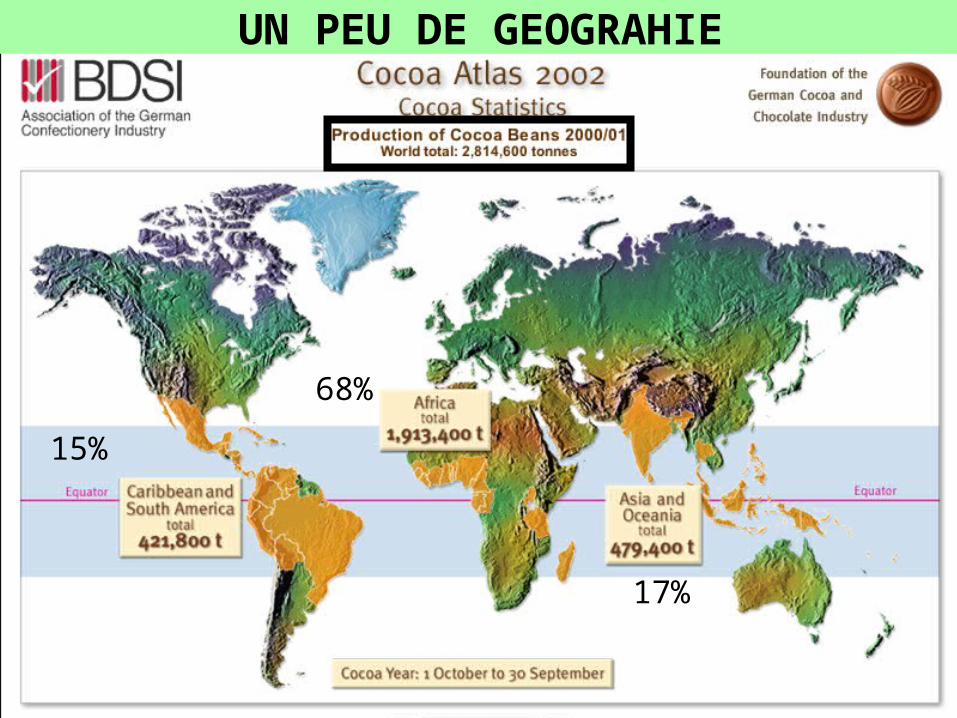
UN PEU DE GEOGRAHIE
68%
15%
17%
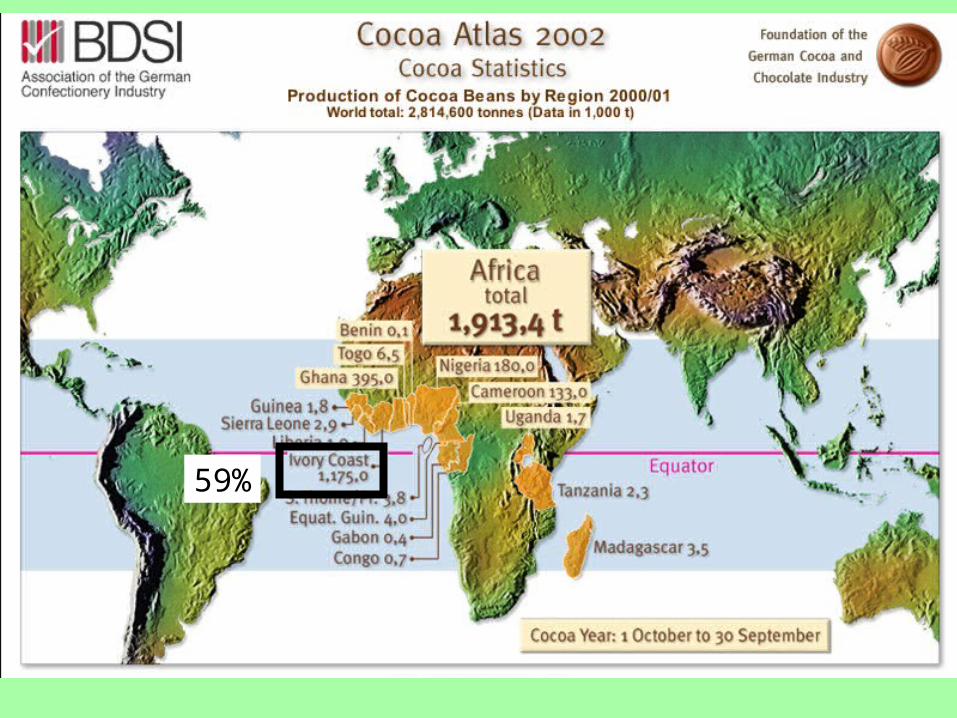
59%
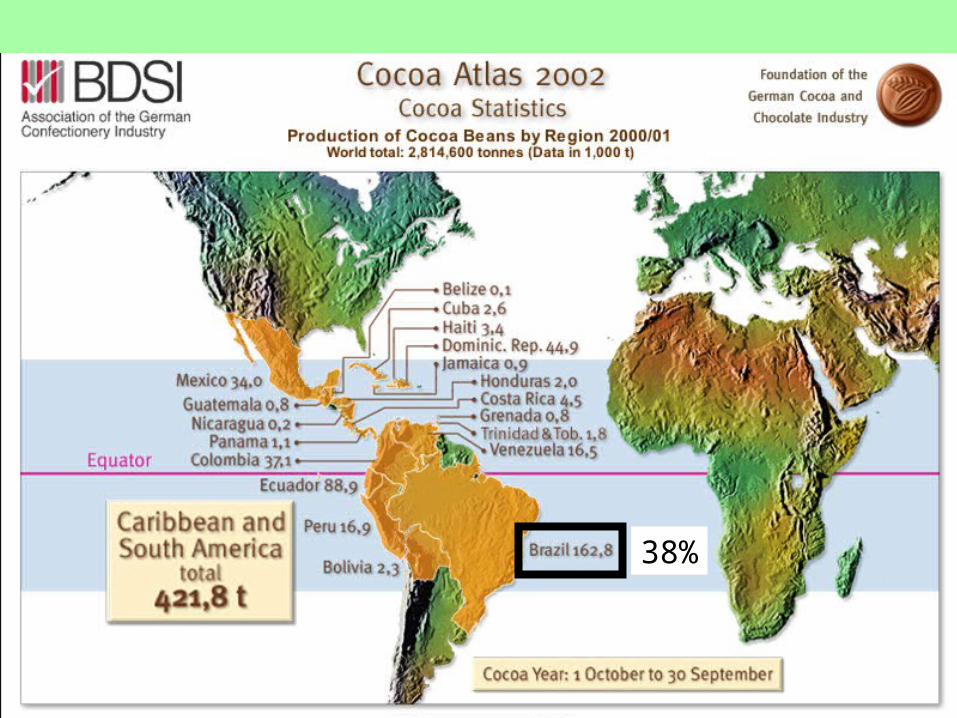
38%
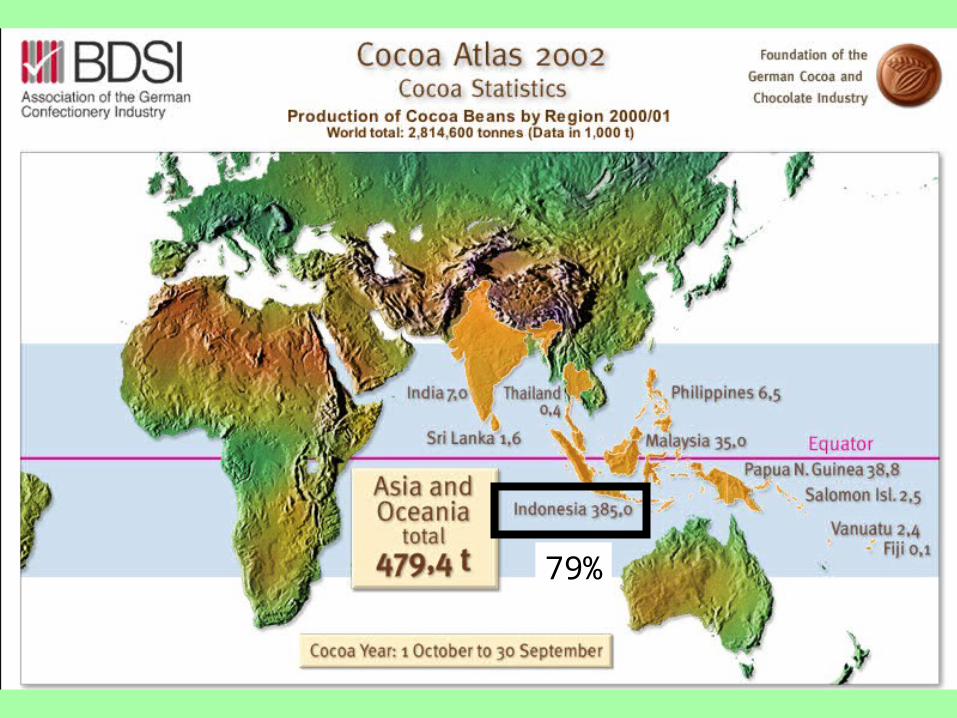
79%
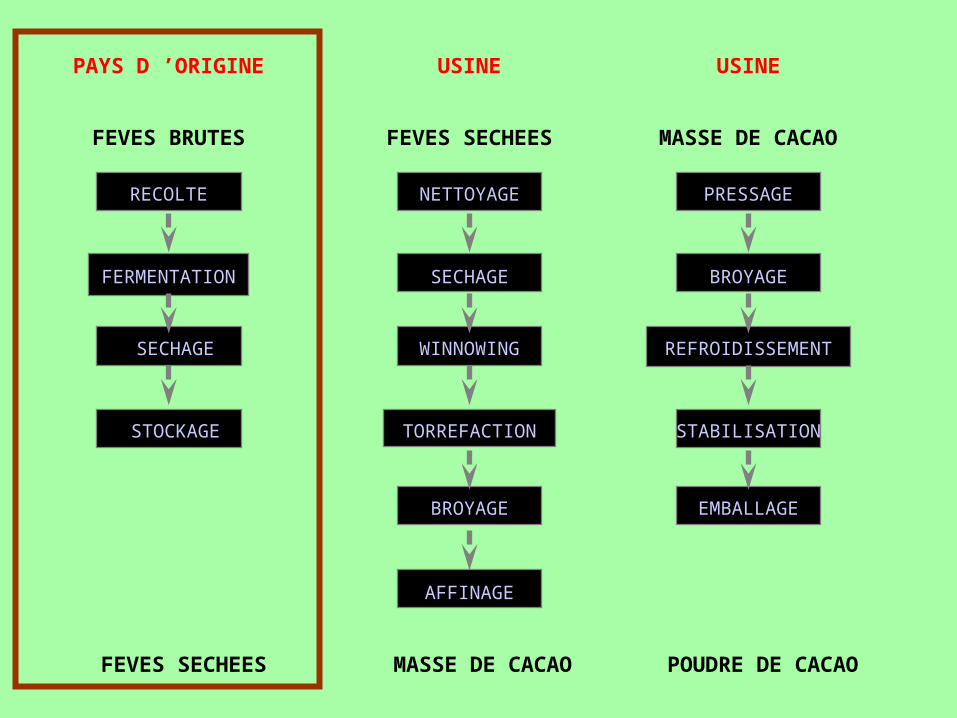
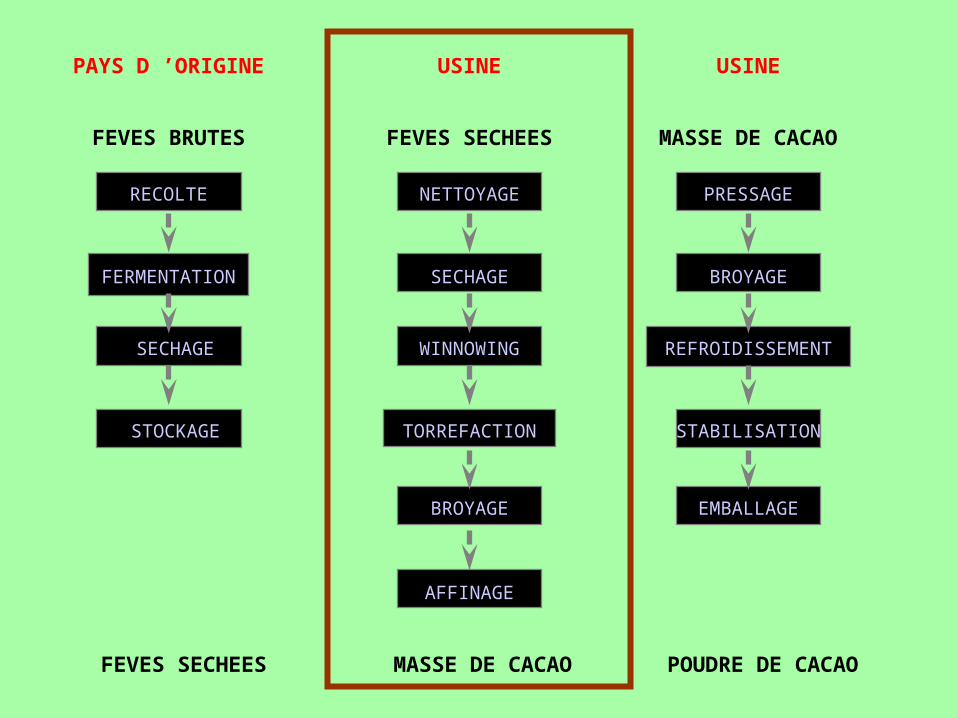
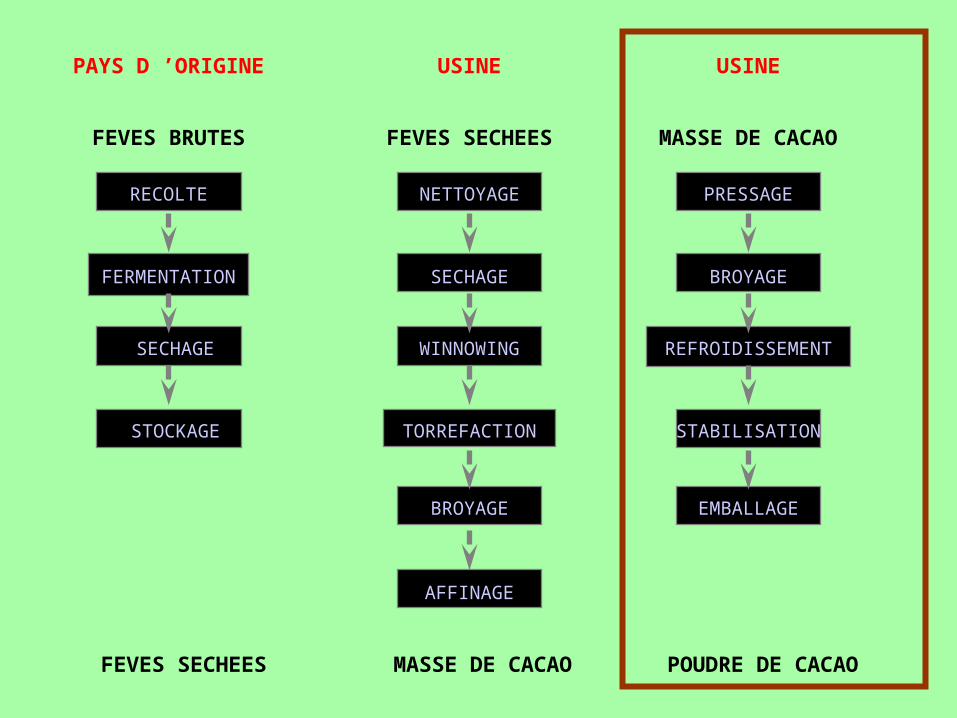
RECOLTE
FERMENTATION
SECHAGE
STOCKAGE
FEVES BRUTES
FEVES SECHEES
PAYS D ’ORIGINE
POUDRE DE CACAO
MASSE DE CACAO
PRESSAGE
BROYAGE
REFROIDISSEMENT
STABILISATION
EMBALLAGE
USINE
MASSE DE CACAO
FEVES SECHEES
NETTOYAGE
SECHAGE
WINNOWING
TORREFACTION
BROYAGE
AFFINAGE
USINE
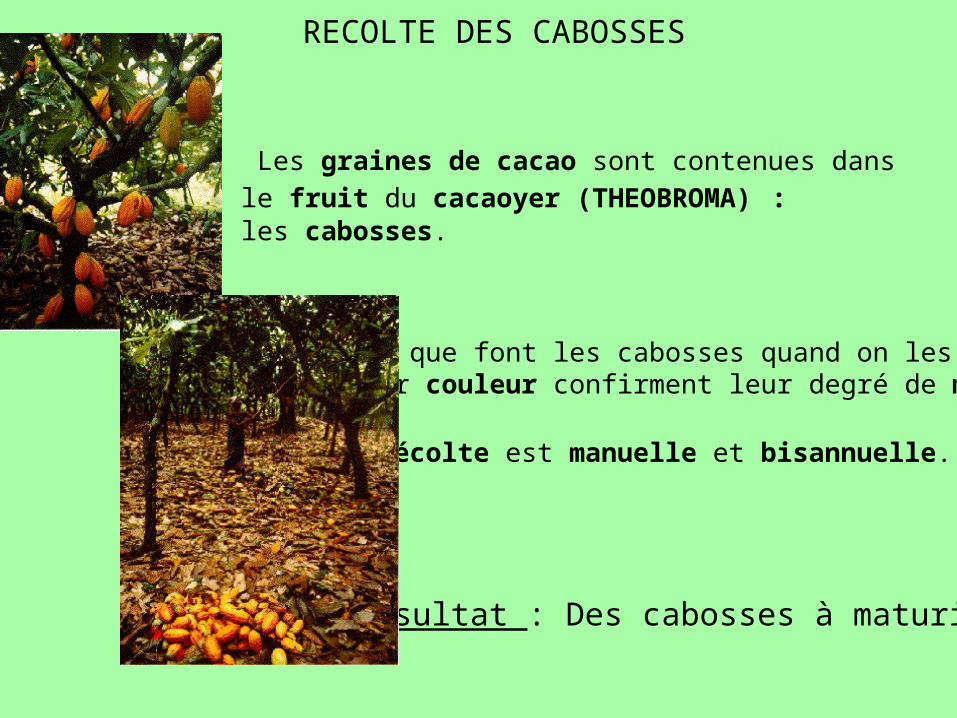
RECOLTE DES CABOSSES
Le son que font les cabosses quand on les tapote et leur couleur confirment leur degré de maturité.
Leur récolte est manuelle et bisannuelle.
Résultat : Des cabosses à maturité
Les graines de cacao sont contenues dans le fruit du cacaoyer (THEOBROMA) : les cabosses.
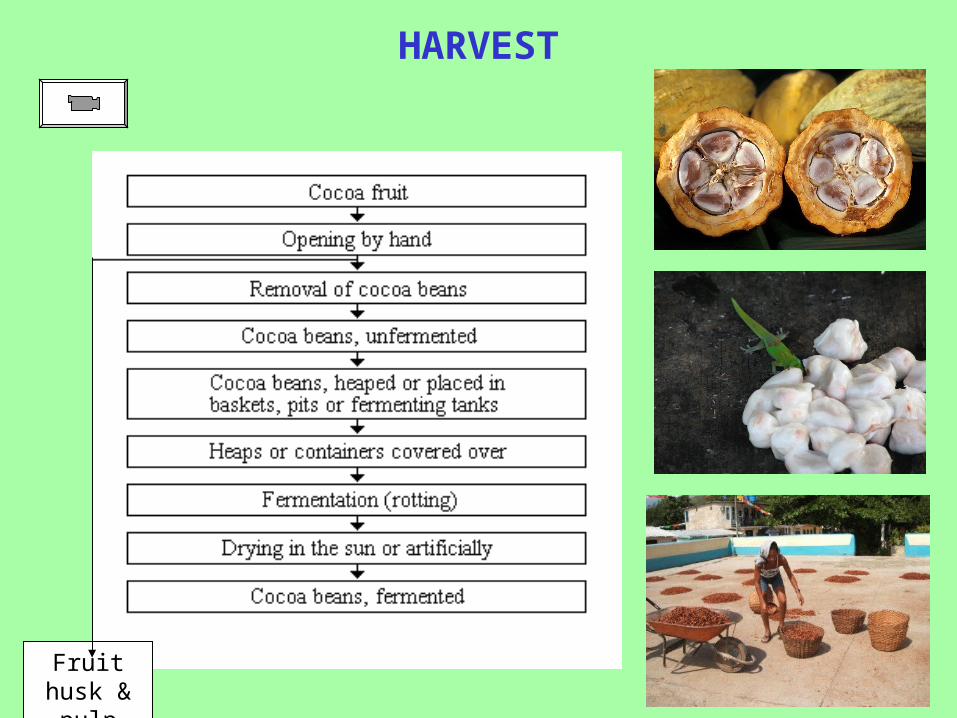
HARVEST
Fruit husk & pulp
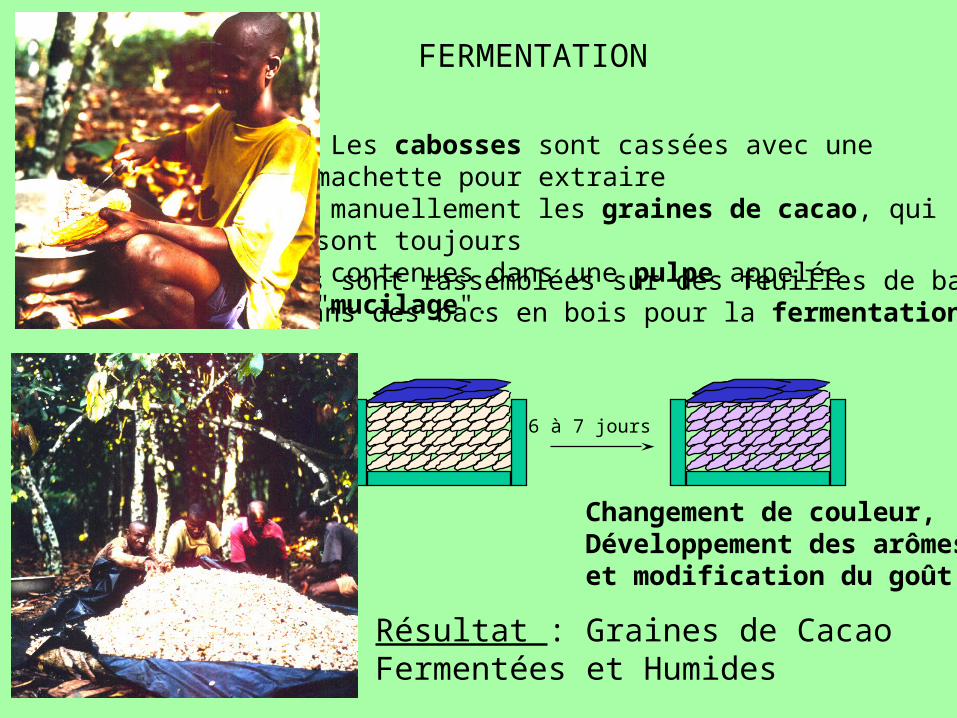
FERMENTATION
Les cabosses sont cassées avec une machette pour extraire manuellement les graines de cacao, qui sont toujours contenues dans une pulpe appelée "mucilage".
Résultat : Graines de Cacao Fermentées et Humides
Elles sont rassemblées sur des feuilles de bananiers ou dans des bacs en bois pour la fermentation.
6 à 7 jours
Changement de couleur,Développement des arômeset modification du goût.

SECHAGE
Le séchage s’obtient par l’action de la chaleur et de l’aération.
L’activité de la flore bactérienne et les réactions de fermentation sont stoppées.
La couleur est modifiée.
Séchage naturel
Résultat : Fèves Fermentées Sèches
Séchage industriel
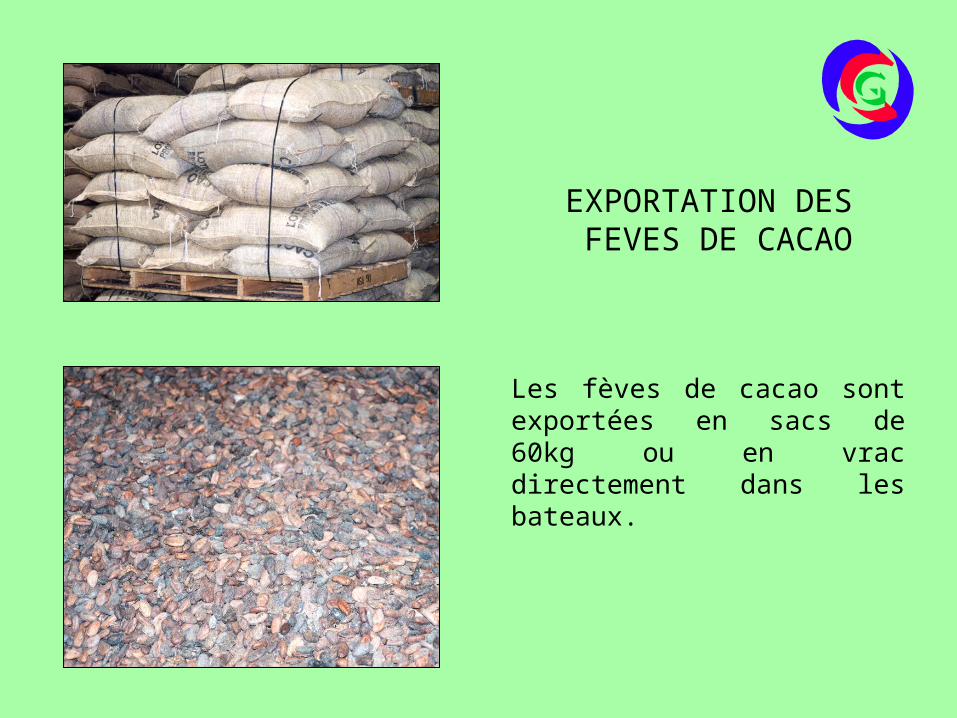
EXPORTATION DES FEVES DE CACAO
Les fèves de cacao sont exportées en sacs de 60kg ou en vrac directement dans les bateaux.

RECOLTE
FERMENTATION
SECHAGE
STOCKAGE
FEVES BRUTES
FEVES SECHEES
PAYS D ’ORIGINE
POUDRE DE CACAO
MASSE DE CACAO
PRESSAGE
BROYAGE
REFROIDISSEMENT
STABILISATION
EMBALLAGE
USINE
MASSE DE CACAO
FEVES SECHEES
NETTOYAGE
SECHAGE
WINNOWING
TORREFACTION
BROYAGE
AFFINAGE
USINE

NETTOYAGE DES FEVES DE CACAO
Les fèves sont fermentées et séchées,mais contiennent toujours des pierres etd’autres agents contaminants ( brindilles,restes de cabosses,...).
• Les fèves sont débarrassées de ces corps étrangers par un flux d’air.
• Un aimant sépare toute pièce métallique.• Puis les fèves traversent le dépierreur.
Résultat : Fèves "propres"

PRESECHAGE DES FEVES DE CACAO
Les fèves de cacao propres traversent une enceinte vibrante chauffée par énergie infrarouge afin d’obtenir l’effet «pop».
Résultat : Fèves Séchées avec coques détachées
fèvespropres
fèvesséchées
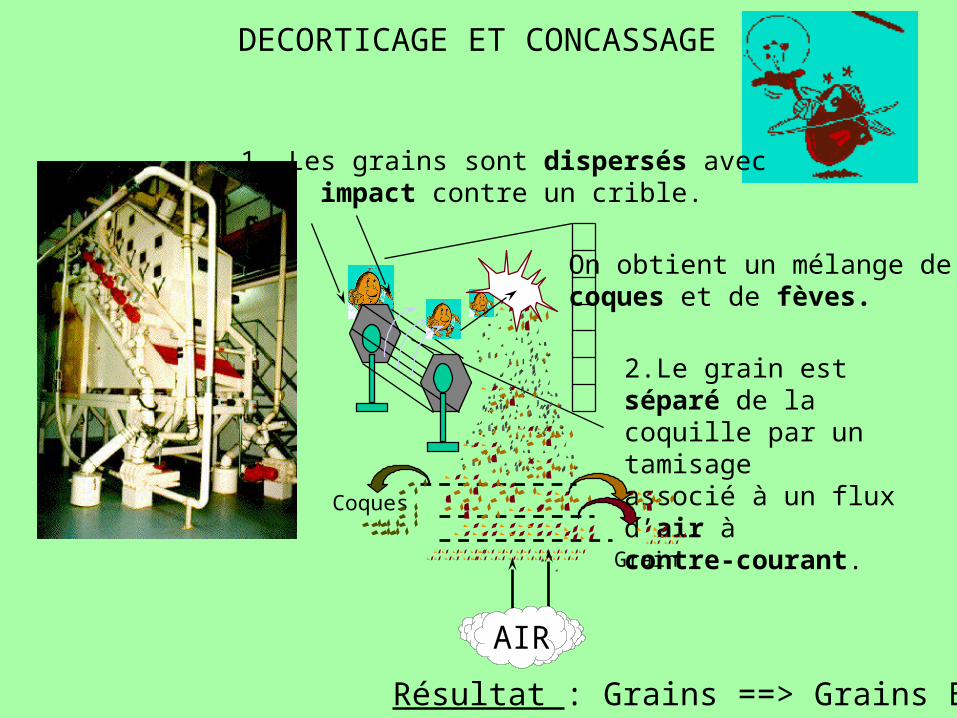
DECORTICAGE ET CONCASSAGE
1. Les grains sont dispersés avec impact contre un crible.
On obtient un mélange decoques et de fèves.
2.Le grain est séparé de la coquille par un tamisageassocié à un flux d’air àcontre-courant.
Résultat : Grains ==> Grains Bruts
Coques
Grain
AIR
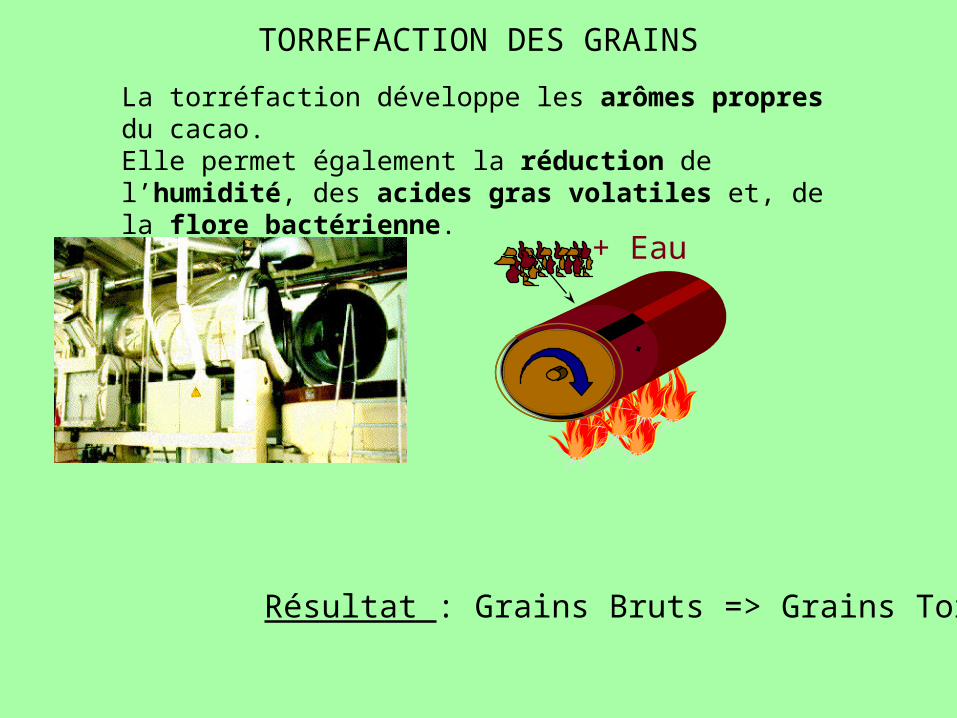
TORREFACTION DES GRAINS
La torréfaction développe les arômes propres du cacao.Elle permet également la réduction de l’humidité, des acides gras volatiles et, de la flore bactérienne.
Résultat : Grains Bruts => Grains Torréfiés
+ Eau
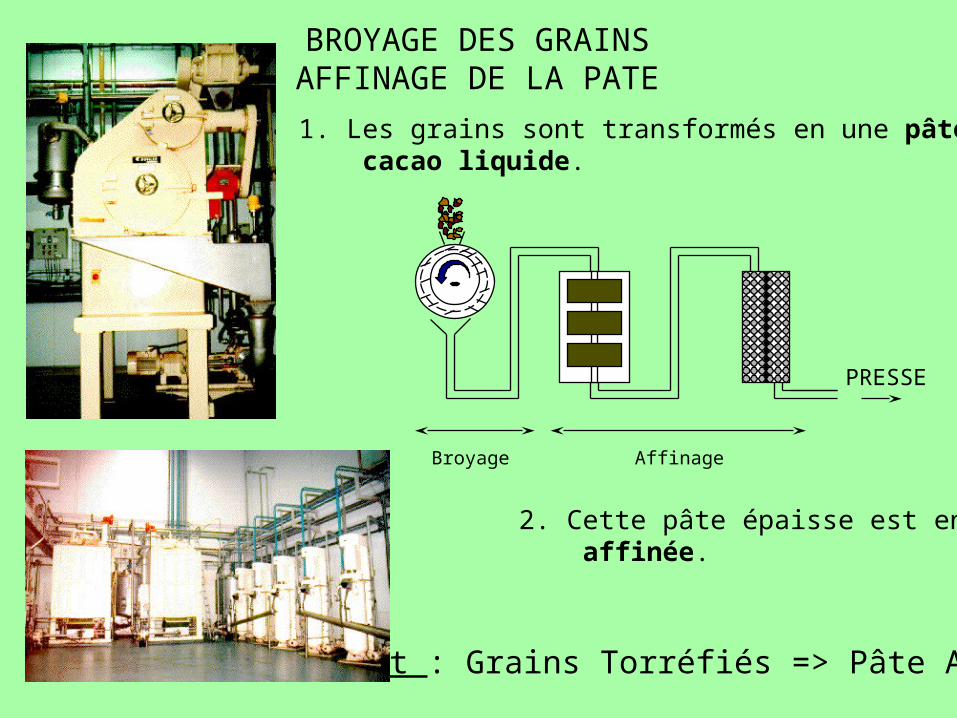
BROYAGE DES GRAINS AFFINAGE DE LA PATE
1. Les grains sont transformés en une pâte de cacao liquide.
Résultat : Grains Torréfiés => Pâte Affinée
2. Cette pâte épaisse est ensuite affinée.
PRESSE
Broyage Affinage
RECOLTE
FERMENTATION
SECHAGE
STOCKAGE
FEVES BRUTES
FEVES SECHEES
PAYS D ’ORIGINE
POUDRE DE CACAO
MASSE DE CACAO
PRESSAGE
BROYAGE
REFROIDISSEMENT
STABILISATION
EMBALLAGE
USINE
MASSE DE CACAO
FEVES SECHEES
NETTOYAGE
SECHAGE
WINNOWING
TORREFACTION
BROYAGE
AFFINAGE
USINE
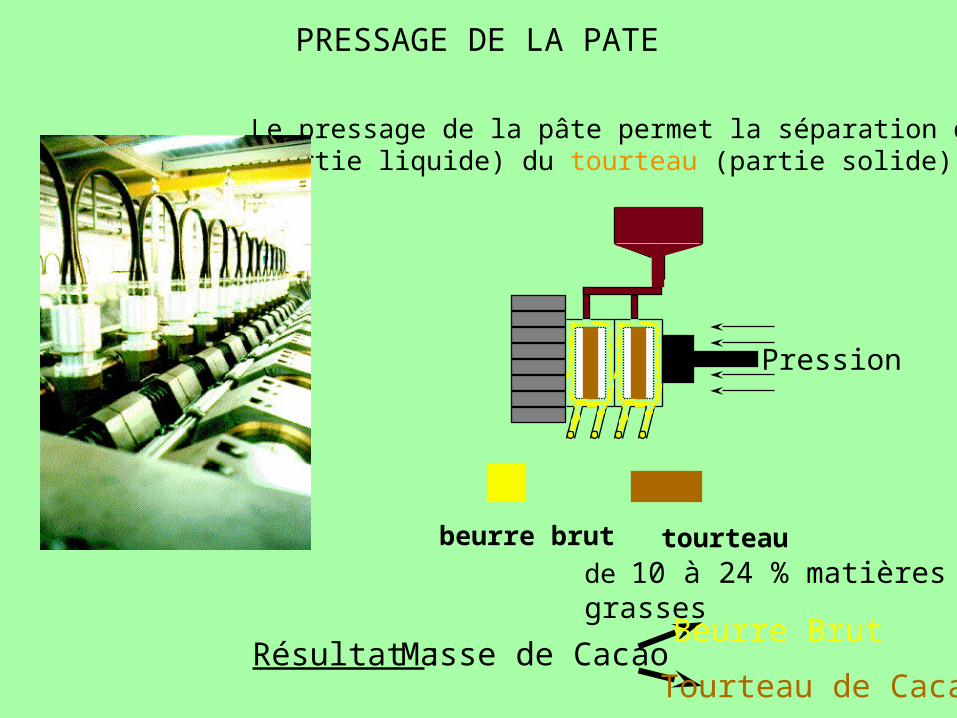
PRESSAGE DE LA PATE
Le pressage de la pâte permet la séparation du beurre(partie liquide) du tourteau (partie solide).
Résultat : Masse de CacaoBeurre Brut
Tourteau de Cacao
Pression
tourteau de 10 à 24 % matières grasses
beurre brut
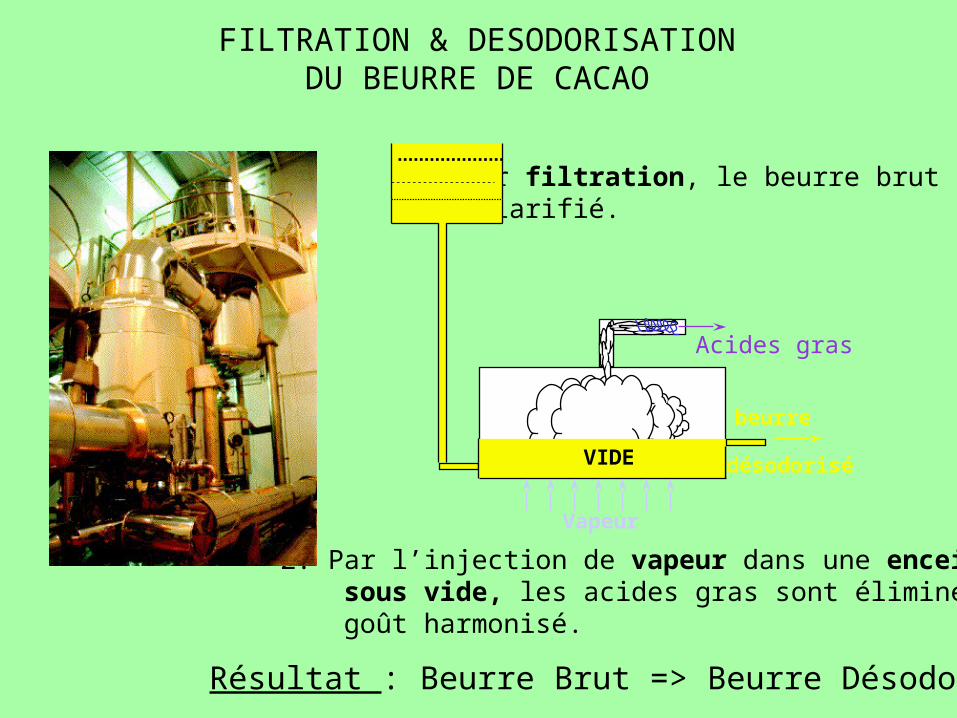
FILTRATION & DESODORISATIONDU BEURRE DE CACAO
1. Par filtration, le beurre brut est clarifié.
Résultat : Beurre Brut => Beurre Désodorisé
2. Par l’injection de vapeur dans une enceinte sous vide, les acides gras sont éliminés et le goût harmonisé.
beurre
Vapeur
Acides gras
désodoriséVIDE
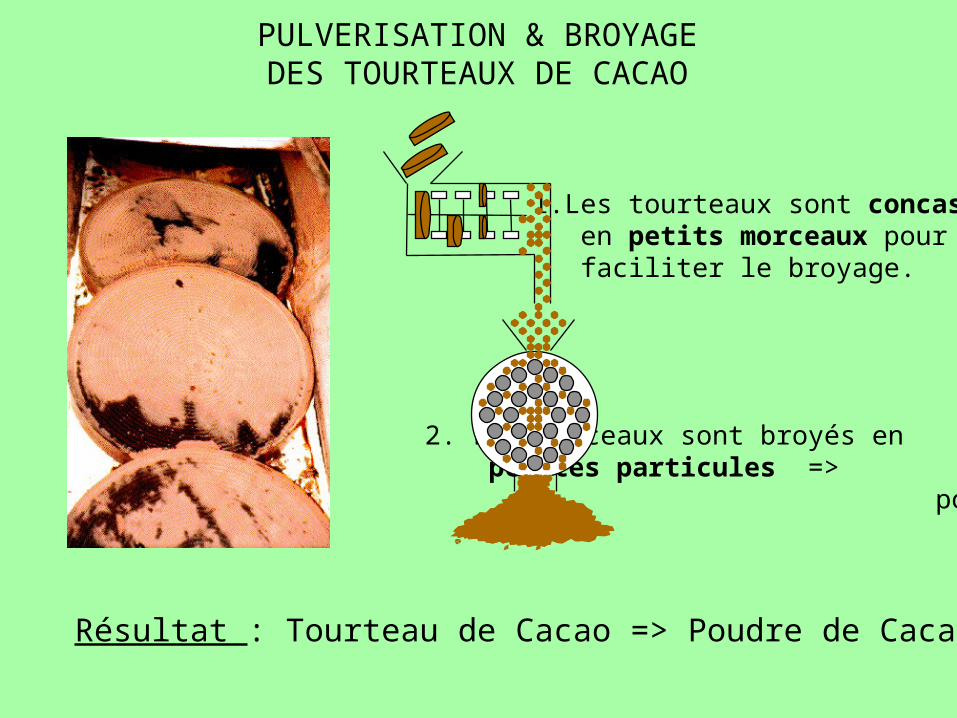
PULVERISATION & BROYAGEDES TOURTEAUX DE CACAO
1.Les tourteaux sont concassés en petits morceaux pour faciliter le broyage.
2. Les morceaux sont broyés en petites particules => poudre brute.
Résultat : Tourteau de Cacao => Poudre de Cacao Brute
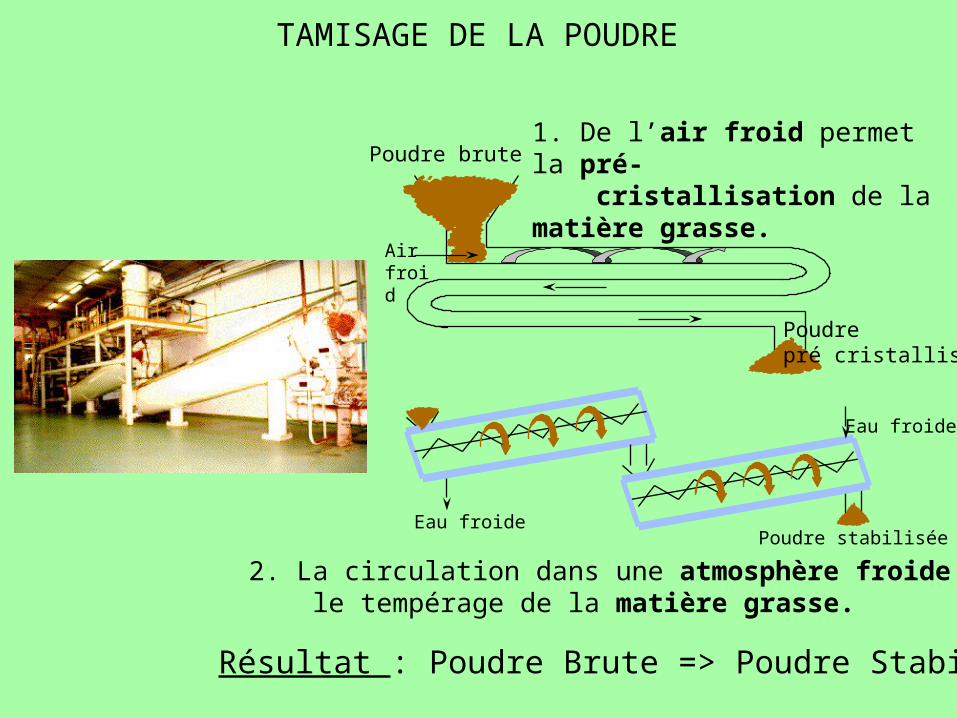
TAMISAGE DE LA POUDRE
1. De l’air froid permet la pré- cristallisation de la matière grasse.
Résultat : Poudre Brute => Poudre Stabilisée
2. La circulation dans une atmosphère froide permet le tempérage de la matière grasse.
Eau froide
Poudre brute
Poudre stabilisée
Airfroid
Poudre pré cristallisée
Eau froide
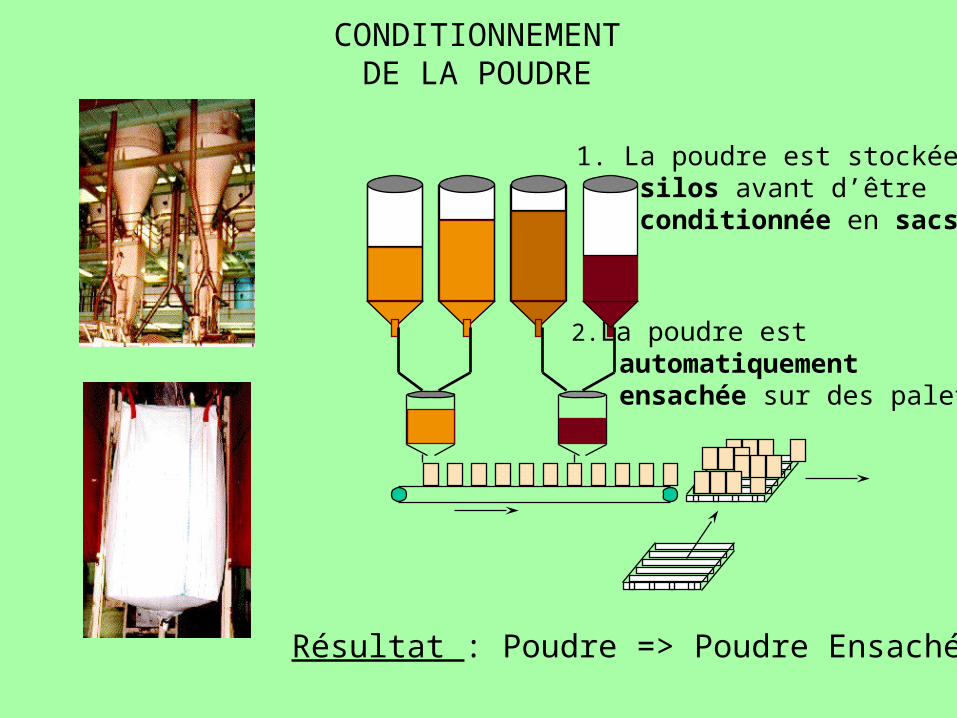
CONDITIONNEMENTDE LA POUDRE
1. La poudre est stockée en silos avant d’être conditionnée en sacs.
Résultat : Poudre => Poudre Ensachée
2.La poudre est automatiquement ensachée sur des palettes.
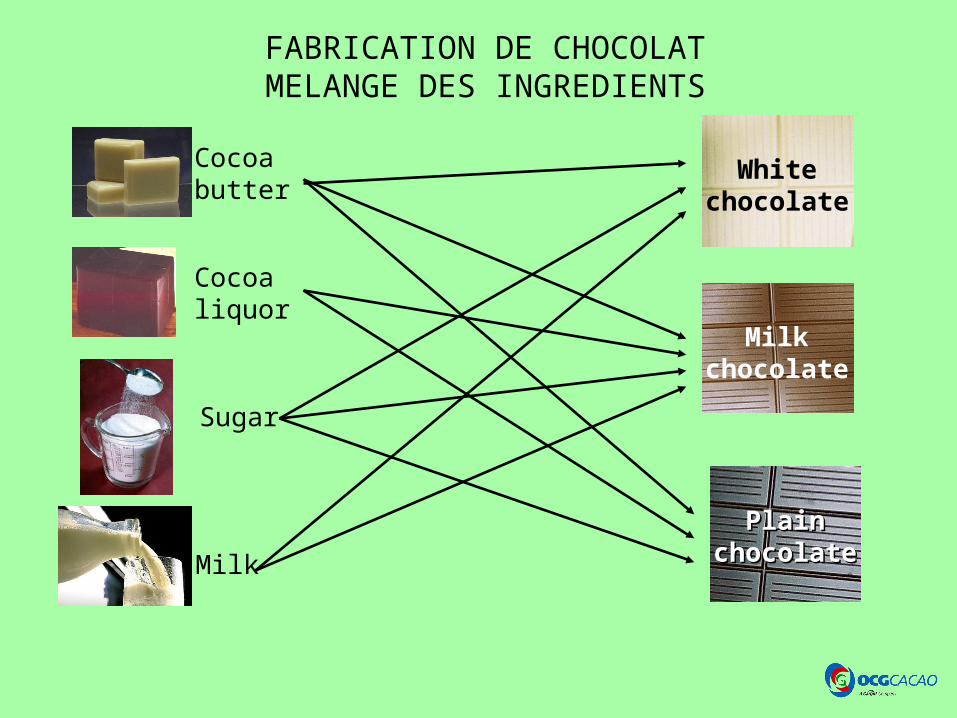
Sugar
Cocoabutter
Cocoaliquor
Milk
Milkchocolate
PlainPlainchocolatechocolate
Whitechocolate
FABRICATION DE CHOCOLATMELANGE DES INGREDIENTS
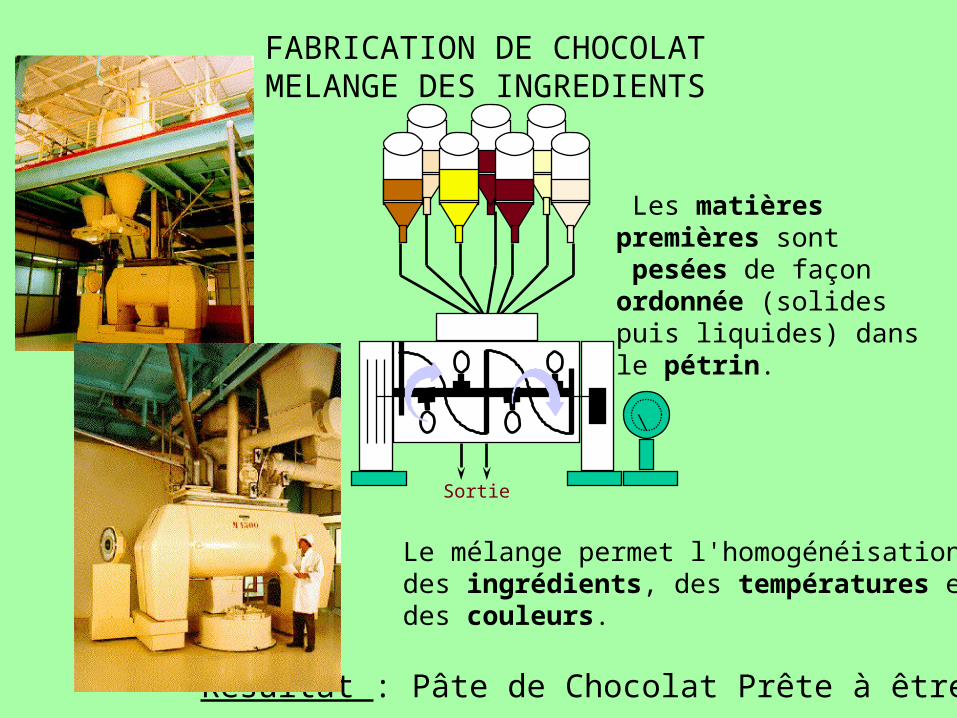
FABRICATION DE CHOCOLATMELANGE DES INGREDIENTS
Résultat : Pâte de Chocolat Prête à être Broyée
Les matières premières sont pesées de façon ordonnée (solides puis liquides) dans le pétrin.
Sortie
Le mélange permet l'homogénéisation des ingrédients, des températures et des couleurs.
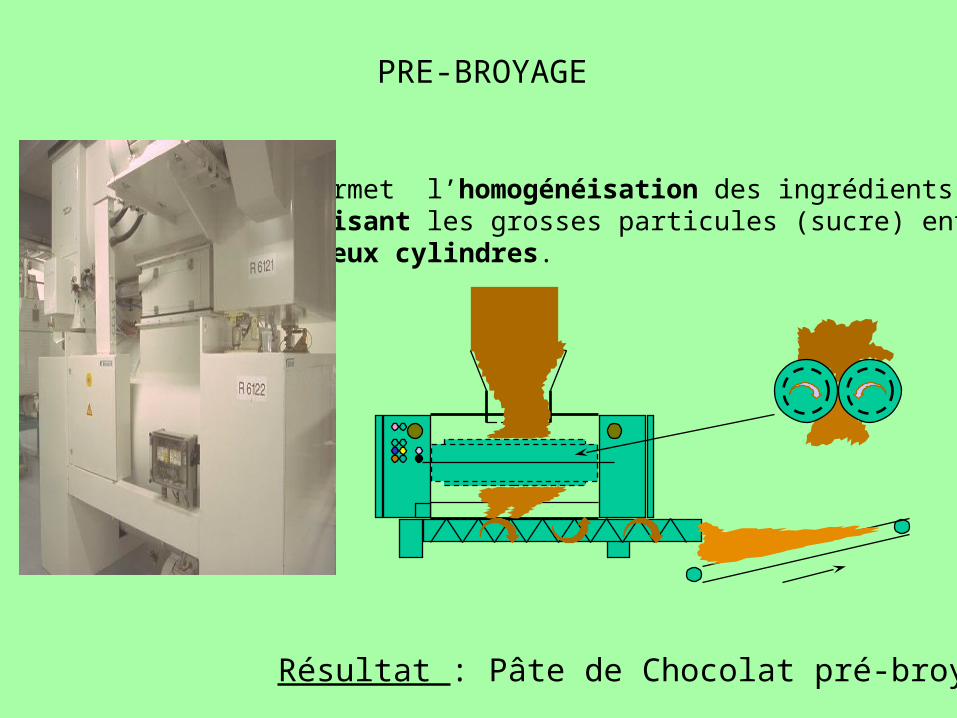
PRE-BROYAGE
Résultat : Pâte de Chocolat pré-broyée
Cela permet l’homogénéisation des ingrédients en réduisant les grosses particules (sucre) entraînées entre deux cylindres.

BROYAGE
Résultat : Pâte de Chocolat Broyée en Paillettes.
Cette opération confère au chocolat sa finesse définitive.
La couleur et la saveur sont modifiées, l’humidité diminue.
Pression
Les particules sont progressivement entraînées entre les cylindres tempérés.
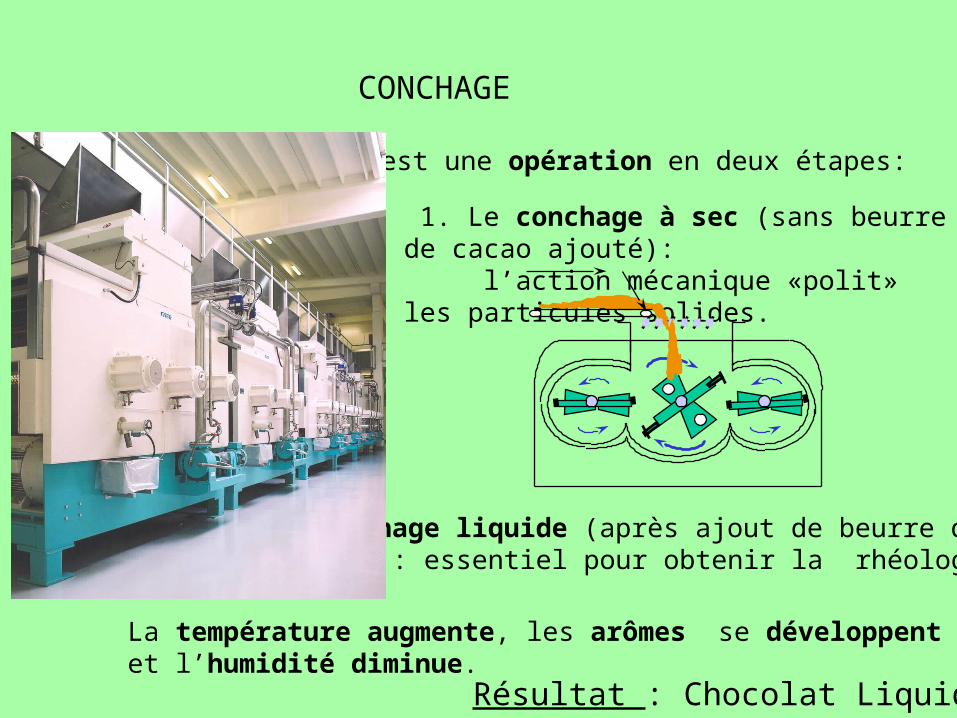
CONCHAGE
Résultat : Chocolat Liquide
1. Le conchage à sec (sans beurre de cacao ajouté): l’action mécanique «polit» les particules solides.
La température augmente, les arômes se développent et l’humidité diminue.
2. Le conchage liquide (après ajout de beurre de cacao) : essentiel pour obtenir la rhéologie requise.
C’est une opération en deux étapes:
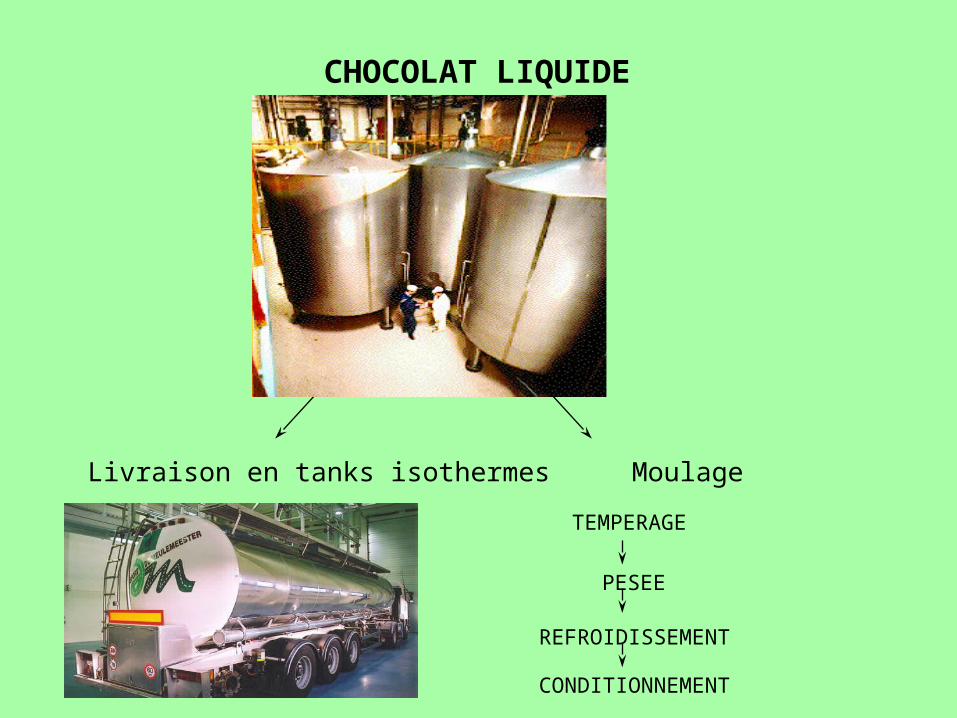
CHOCOLAT LIQUIDE
Livraison en tanks isothermes Moulage
TEMPERAGE
PESEE
REFROIDISSEMENT
CONDITIONNEMENT
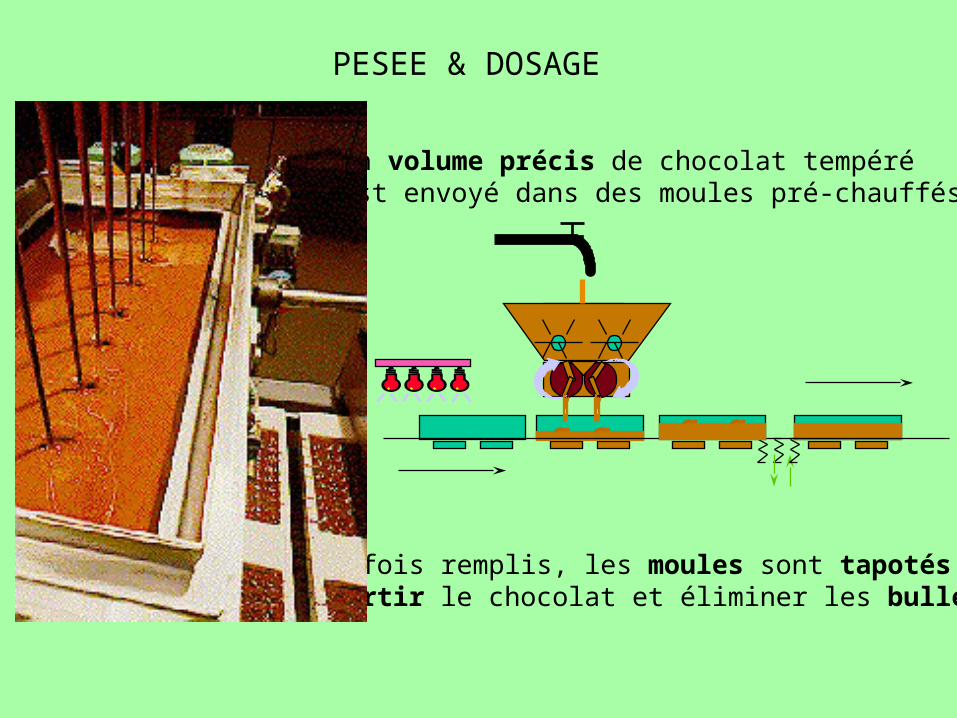
PESEE & DOSAGE
Un volume précis de chocolat tempéréest envoyé dans des moules pré-chauffés.
Une fois remplis, les moules sont tapotés pourrépartir le chocolat et éliminer les bulles d’air.
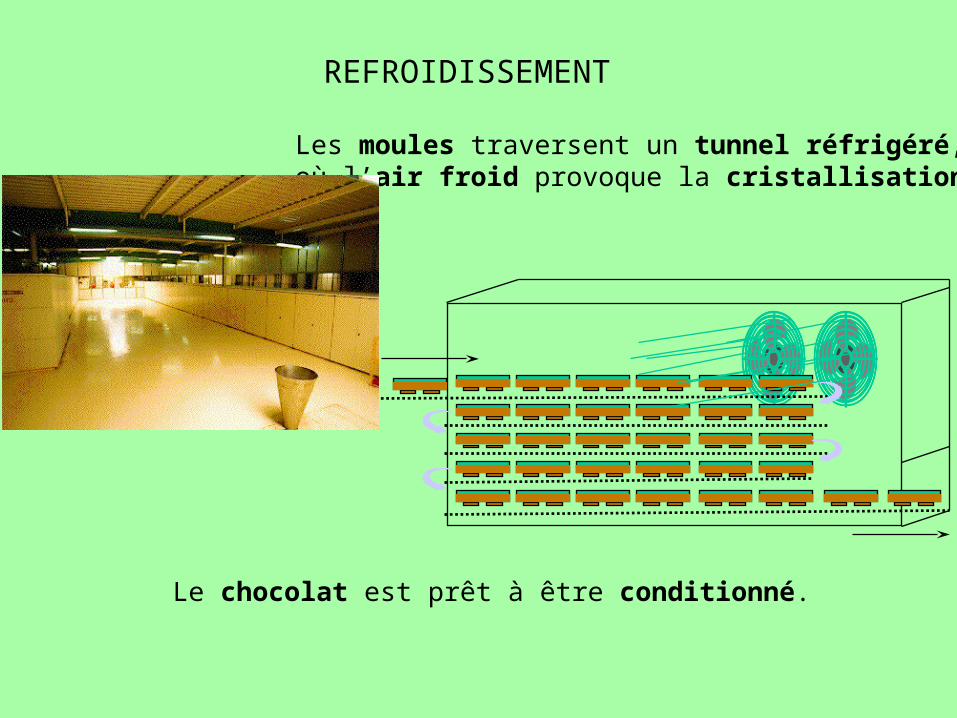
Les moules traversent un tunnel réfrigéré,où l’air froid provoque la cristallisation.
REFROIDISSEMENT
Le chocolat est prêt à être conditionné.
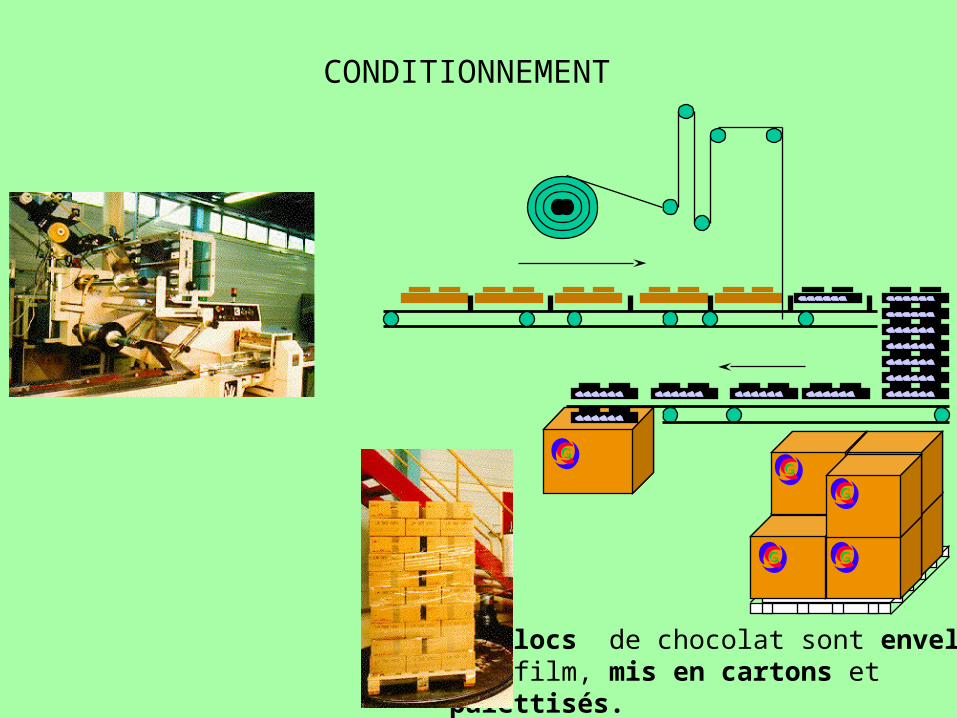
CONDITIONNEMENT
CACAO BARRY
CACAO BARRY
OCGCACAO
Les blocs de chocolat sont enveloppésd’un film, mis en cartons et palettisés.

QUELQUES APPLICATIONS
UN PEU DE MICROBIOLOGIE
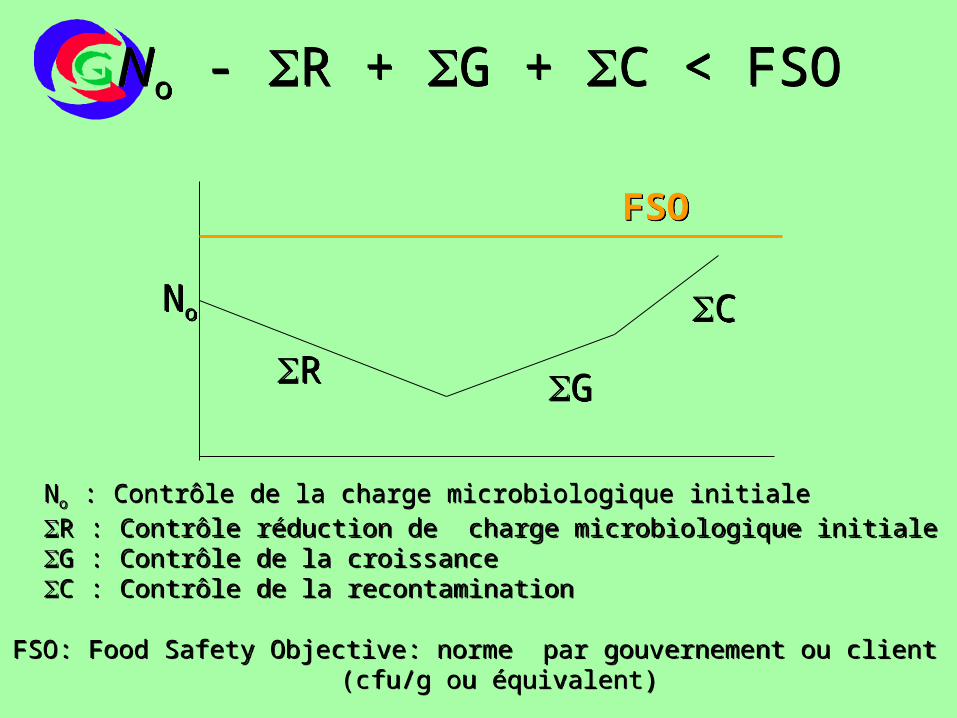
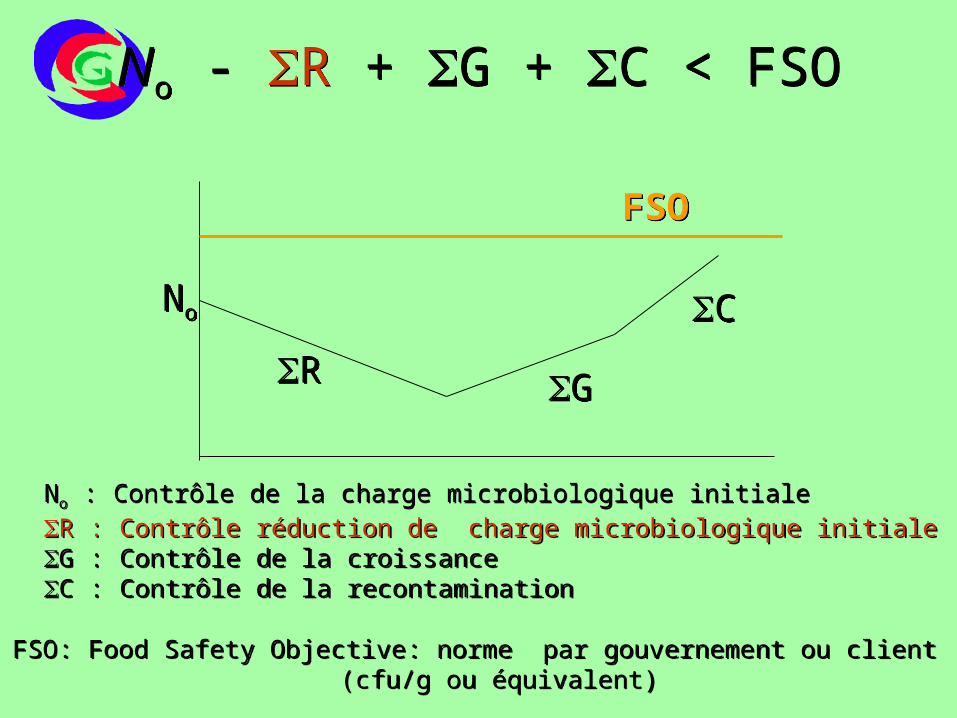
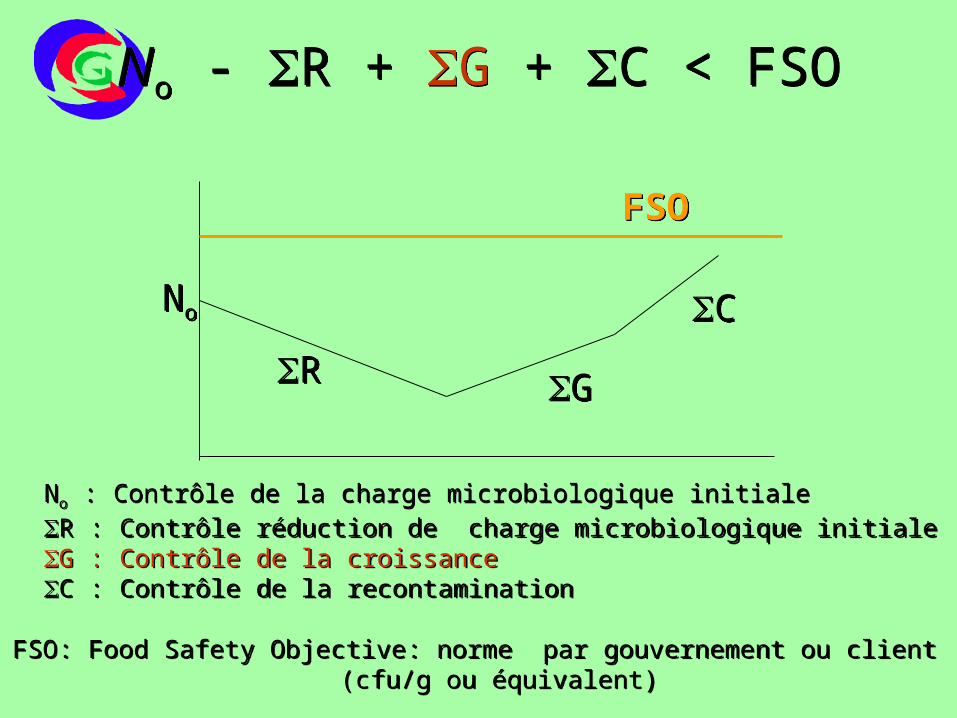
No - R + G + C < FSO
No : Contrôle de la charge microbiologique initialeR : Contrôle réduction de charge microbiologique initialeG : Contrôle de la croissanceC : Contrôle de la recontamination
FSO: Food Safety Objective: norme par gouvernement ou client (cfu/g ou équivalent)
FSO
R
No
G
C
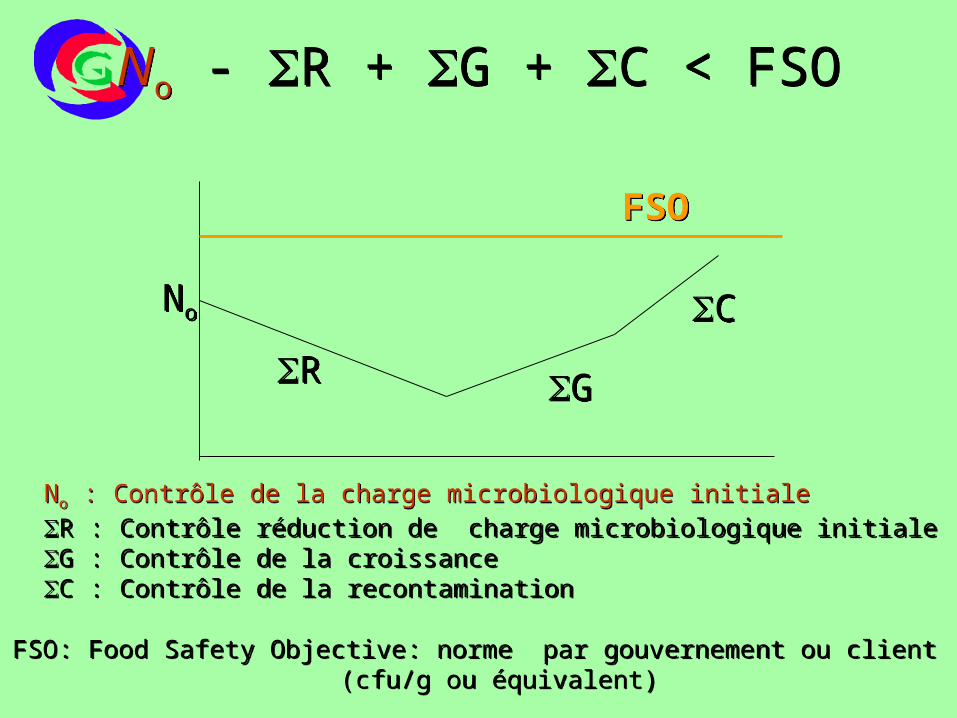
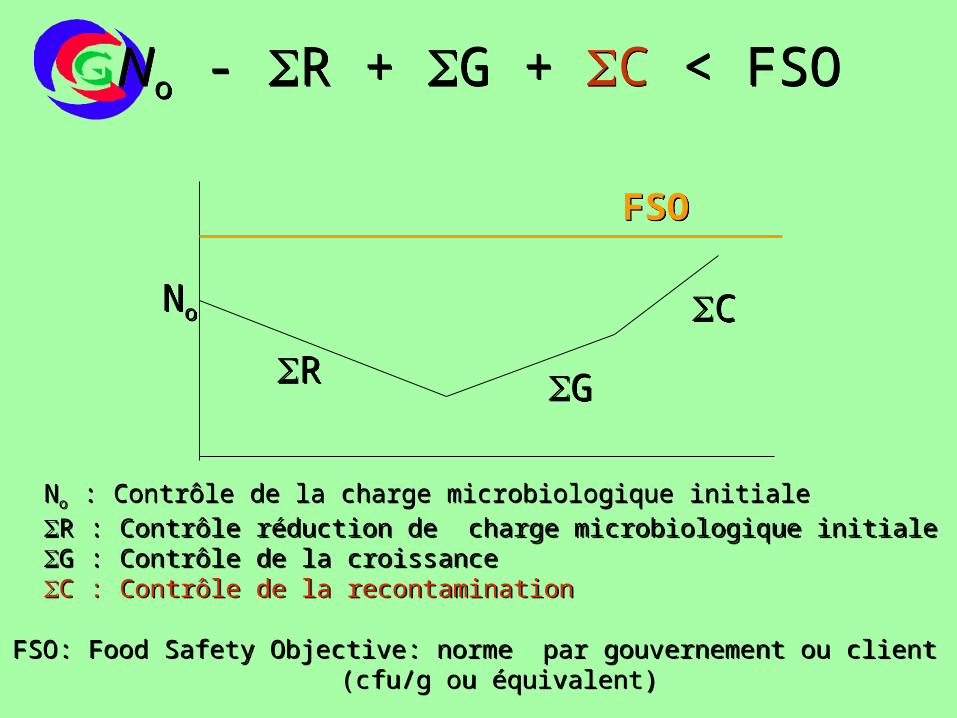
No - R + G + C < FSO
No : Contrôle de la charge microbiologique initialeR : Contrôle réduction de charge microbiologique initialeG : Contrôle de la croissanceC : Contrôle de la recontamination
FSO: Food Safety Objective: norme par gouvernement ou client (cfu/g ou équivalent)
FSO
R
No
G
C
No : Contrôle de la charge microbiologique initiale.
Les étapes non contrôlées :
La fermentation étape cruciale dans la maturation des goûts des fèves est aussi l’implantation de l’écosystème de la fève.
Cette flore est faite de :bactéries lactiques
différentes espèces de bacillus (flore thermorésistante),
levure et de moisissures.
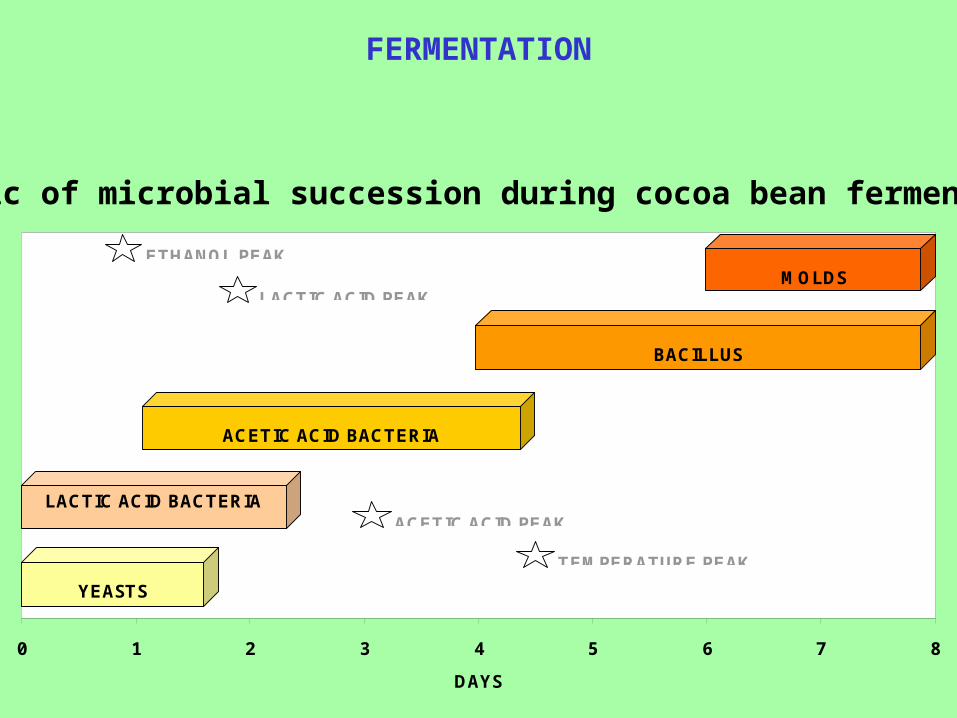
Schematic of microbial succession during cocoa bean fermentation
0 1 2 3 4 5 6 7 8
DAYS
YEASTS
LACTIC ACID BACTERIA
ACETIC ACID BACTERIA
BACILLUS
MOLDSETHANOL PEAK
LACTIC ACID PEAK
ACETIC ACID PEAK
TEMPERATURE PEAK
FERMENTATION
No : Contrôle de la charge microbiologique initiale.Les étapes non contrôlées : 1 à 2 jours de fermentation
-Les levures : sont celles de l’environnement : Saccaharomyces spp en particulier S. Cerevisiae, Candida krusei, Pichia Fermentans.
Elles occupent le centre de la masse plutôt que la surface.Elles s’implantent et se développent très rapidement (107lev/g). En effet, l’absence d’air, la présence de la pulpe sucré qui forme une sorte de ciment autour des graines empêchant ainsi la pénétration de l’air et le pH bas forment un milieu favorable à leur croissance.
Très rapidement, l’oxygène de l’air introduit avec les fèves, lors de la mise en fermentation, est consommé. Les conditions deviennent anaérobies et les levures passent à un métabolisme fermentaire : elles transforment les sucres de la pulpe en éthanol et gaz carbonique.
No : Contrôle de la charge microbiologique initiale.Les étapes non contrôlées :
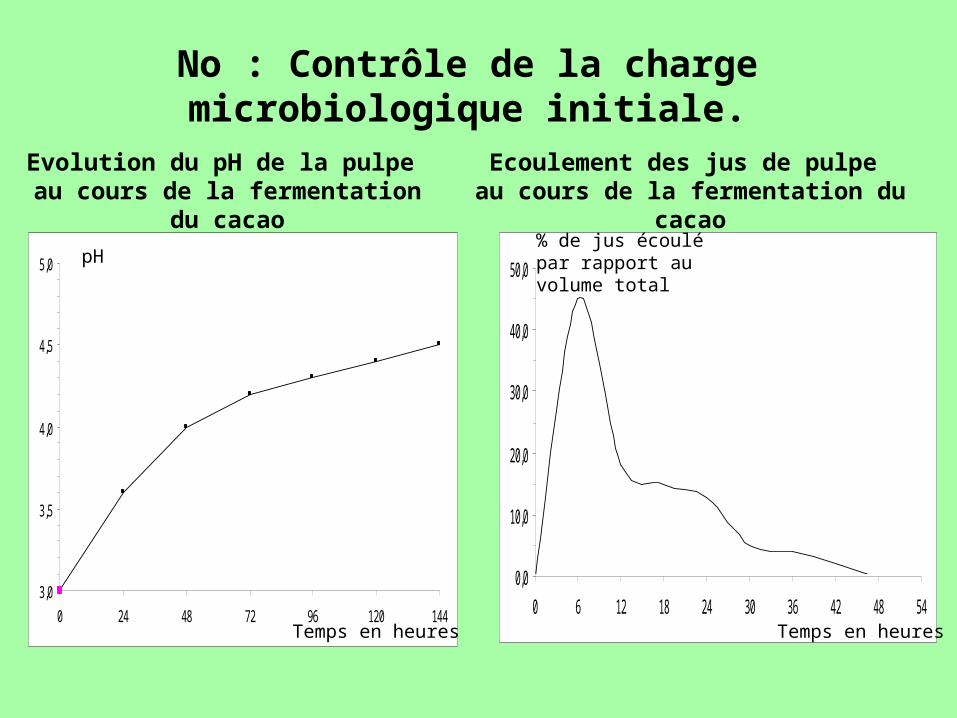
La fermentation des levures :-Cette réaction, moyennement exothermique, entraîne une légère élévation de la température.-Leur consommation d’acide citrique entraîne une augmentation du pH jusqu’aux alentour de 4.- Leur enzymes peptinolytiques détruisent la pulpe et provoquent son écoulement sous forme de jus. En conséquence, des espaces apparaissent entre les graines favorisant une micro pénétration de l’air.
No : Contrôle de la charge microbiologique initiale.
3,0
3,5
4,0
4,5
5,0
0 24 48 72 96 120 144
pH
Temps en heures
Evolution du pH de la pulpe au cours de la fermentation du cacao
0,0
10,0
20,0
30,0
40,0
50,0
0 6 12 18 24 30 36 42 48 54
Ecoulement des jus de pulpe au cours de la fermentation du cacao
Temps en heures
% de jus écoulé par rapport au volume total
No : Contrôle de la charge microbiologique initiale.
Les étapes non contrôlées : 1er à 2nd jours de fermentation
- Bactéries lactiques: *lactobacillus spp, Leuconostoc, Streptococcus, pediococcus…
présents de l’ordre de 3x 108/fèves synthétisent une quantité non négligeable d’acide lactique.
No : Contrôle de la charge microbiologique initiale.
Les étapes non contrôlées : 2nd au 5ème jours de fermentation
- Bactéries acétiques: *Acetobacter et Gluconobacter oxydent l’éthanol en
acide acétique puis en CO2 et H2O.
une fermentation trop prolongé voit l’apparition d’odeur putride provoquée par une présence trop importante de Pseudomonas, Enterobacter ou des Escherichia.
No : Contrôle de la charge microbiologique initiale.
Les étapes non contrôlées : 4ème au 8ème jours de fermentation
- Bacillus: * Présents en faible quantité au début de la fermentation (apport
air et mains). * Ne peuvent pas se multiplier car pH relativement bas avant la
fermentation.* Dès les premières étapes de modifications (remontée du pH et
de la température), les Bacillus vont devenir prédominants dans la flore des fèves jusqu’à atteindre 108/fèves. Les modifications de la teneur en sucres, l’apparition d’oxygène ainsi qu’une augmentation de la température sont favorables à leur croissance.
* Espèce : B. cereus, B. megaterium, B. subtilis, B. pumulus, B. coagulans et B. stearothermophilus. Cette dernière étant thermophile (45 –50°C) devient l’espèce bactérienne prédominante.
No : Contrôle de la charge microbiologique initiale.Les étapes non contrôlées : 4ème au 8ème jours de fermentation
-Les moisissures : Leur nombre et leur famille peuvent varier en fonction de l’humidité et de la température des fèves durant la fermentation. Les moisissures étant acido-résistante, leur croissance est favorisée grace au pH relativement bas pendant la fermentation.
On trouve : Aspergillus fumagatus (peuvent poser des problèmes de
goût), Aspergillus glaucus, Aspergillus niger, Aspergillus flavus et Aspergillus tamarii.
Penicillium et Mucor.
No : Contrôle de la charge microbiologique initiale.Les étapes non contrôlées :
-Les Salmonellae : risque majeur de contamination. Sa présence n’est pas naturelle. Provient de la contamination fécale dont le réservoir est humain ou animal lors du dépulpage, tassement ou la fermentation (lorsque le tas de fèves est mal protégé par les feuilles de bananier).On estime qu’une fève sur deux est contaminée par Salmonellae.
No : Contrôle de la charge microbiologique initiale.
Les étapes de contrôle :
- Le séchage des fèves: arrêt de l’activité bactérienne.
- Le stockage des matières premières: condition d’humidité à respecter.
- Les matières premières hors cacao sont achetées avec cahier des charges rigoureux, auprès de fournisseurs approuvés. Ces produits sont retestés à réception.
No : Contrôle de la charge microbiologique initiale.Les étapes de contrôle :
- Le séchage des fèves: arrêt de l’activité bactérienne.
L’humidité après séchage pour les fèves est de 6 à 6,5% avec un niveau critique de 8%.En effet, au dessus de 8% le risque de développement de moisissures pendant le stockage est très important.Une fève bien séché comporte 105CFU/g. Par contre les fèves moisies contiennent de l’ordre de 109CFU/g avec une flore moins diversifiée. Les espèces prédominantes sont Aspergillus, des Penicillium et des Paecilomyces. Celles-ci synthétisent des lipases qui entrainent une augmentation des FFA qui aura pour conséquence un beurre de cacao de moins bonne qualité, l’apparition d’off-flavors (goût moisie) mais surtout l’apparition de mycotoxines.
No - R + G + C < FSO
No : Contrôle de la charge microbiologique initialeR : Contrôle réduction de charge microbiologique initialeG : Contrôle de la croissanceC : Contrôle de la recontamination
FSO: Food Safety Objective: norme par gouvernement ou client (cfu/g ou équivalent)
FSO
R
No
G
C
Les étapes de décontamination des produits cacao:
- Le nettoyage : élimination de la poussière
- Le préséchage : action thermique sur l’enveloppe des fèves.
- La décortication : 80% de l’enveloppe des fèves sont enlevés.
- La torréfaction : action thermique
- La désodorisation : action thermique
R : Contrôle réduction de charge microbiologique initiale
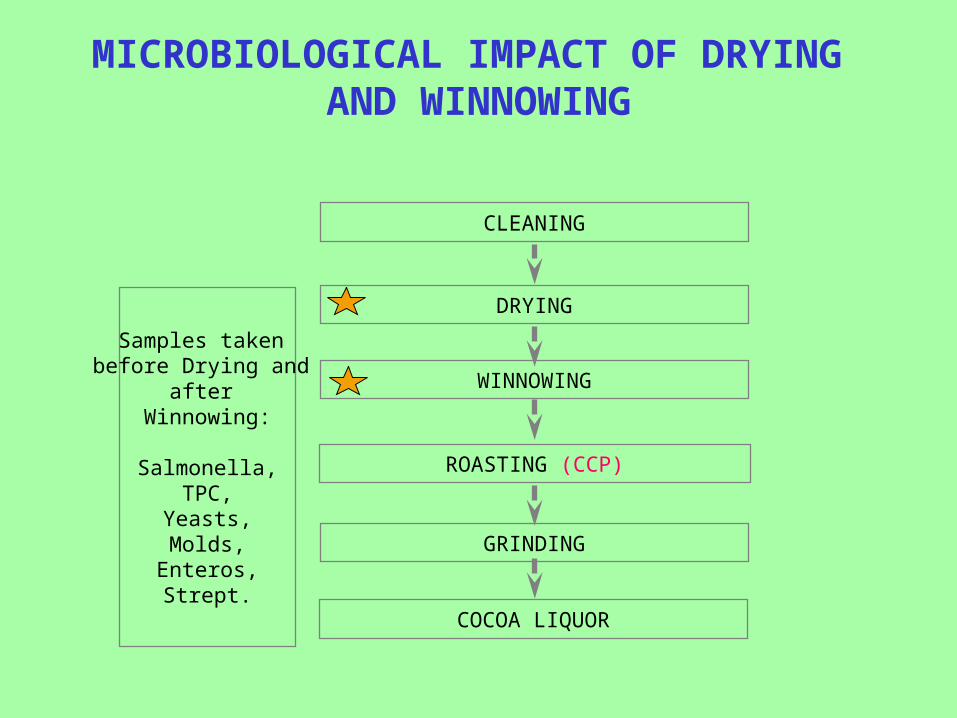
MICROBIOLOGICAL IMPACT OF DRYING AND WINNOWING
WINNOWING
ROASTING (CCP)
GRINDING
DRYING
CLEANING
COCOA LIQUOR
Samples taken before Drying and
after Winnowing:
Salmonella,TPC,
Yeasts,Molds,
Enteros,Strept.
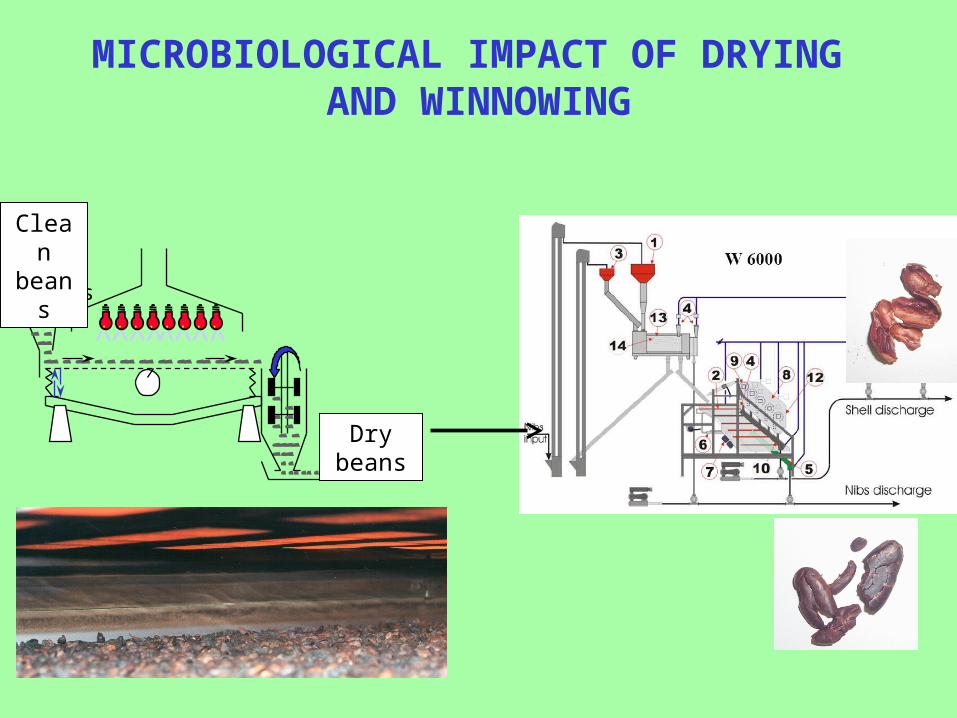
fèvespropres
fèvesséchées
Cleanbeans
Dry beans
MICROBIOLOGICAL IMPACT OF DRYING AND WINNOWING
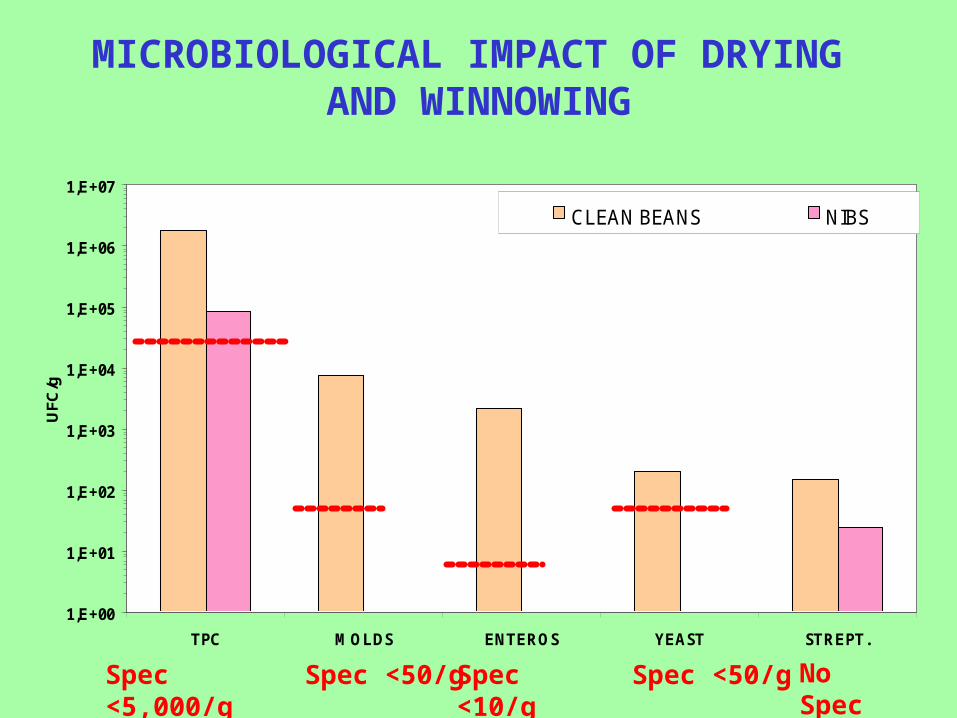
1,E+00
1,E+01
1,E+02
1,E+03
1,E+04
1,E+05
1,E+06
1,E+07
TPC MOLDS ENTEROS YEAST STREPT.
UFC
/g
CLEAN BEANS NIBS
Spec <5,000/g Spec <50/g Spec <50/gSpec <10/g No Spec
MICROBIOLOGICAL IMPACT OF DRYING AND WINNOWING
-Effet du préséchage et de la décortication :
La disparition des entérobactéries et des levures/moisissures après ces étapes démontrent que ces microrganismes sont essentiellement localisés sur la coque.
R : Contrôle réduction de charge microbiologique initiale
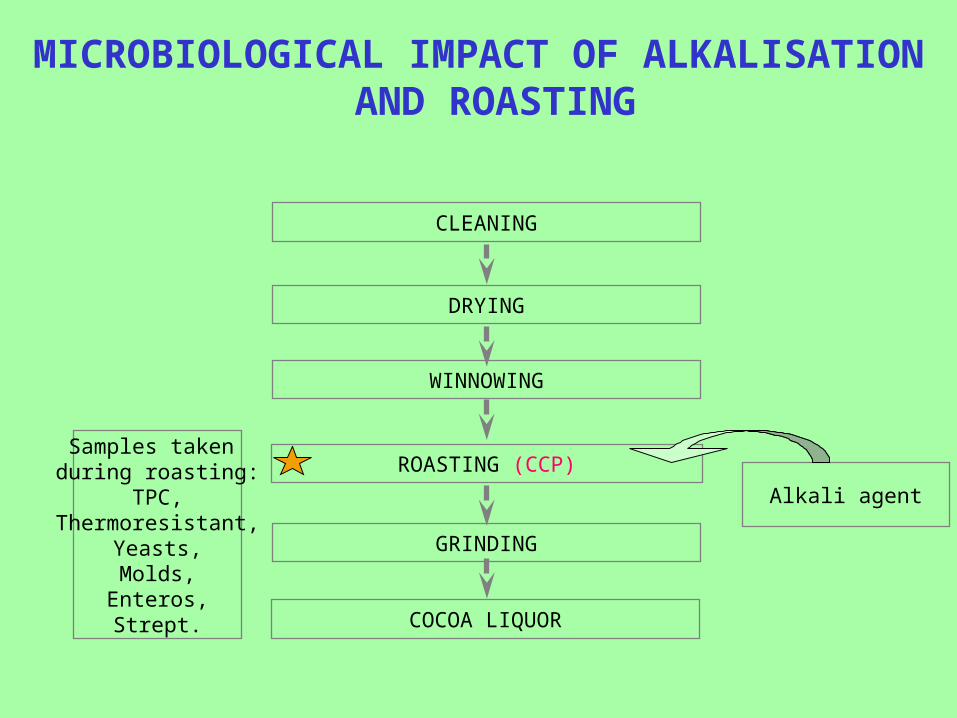
WINNOWING
ROASTING (CCP)
GRINDING
DRYING
CLEANING
COCOA LIQUOR
Alkali agent
Samples taken during roasting:
TPC,Thermoresistant,
Yeasts,Molds,
Enteros,Strept.
MICROBIOLOGICAL IMPACT OF ALKALISATION AND ROASTING
MICROBIOLOGICAL IMPACT OF ALKALISATION AND ROASTING
1,E+01
1,E+02
1,E+03
1,E+04
1,E+05
1,E+06
0 10 20 30 40 50 60 70 80TIME (min)
UFC/
g
70
80
90
100
110
120
130
Tem
p °C
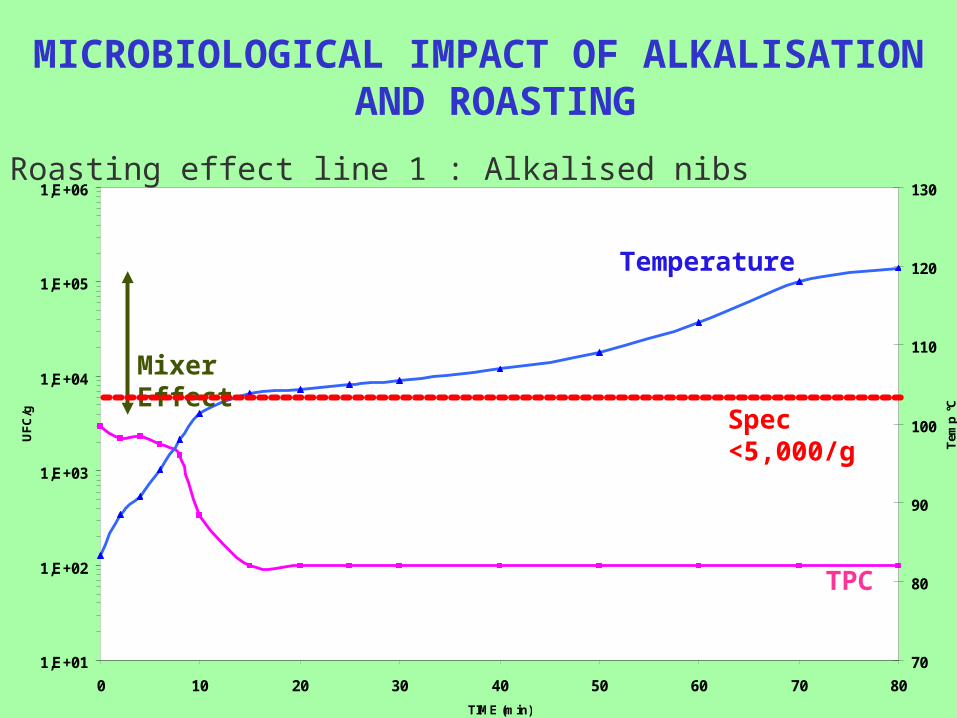
Mixer Effect
Spec <5,000/g
TPC
Temperature
MICROBIOLOGICAL IMPACT OF ALKALISATION AND ROASTING
Roasting effect line 1 : Alkalised nibs
1,E+01
1,E+02
1,E+03
1,E+04
1,E+05
1,E+06
0 5 10 15 20 25TIME (min)
UFC
/g
70
80
90
100
110
120
130
Tem
p °C
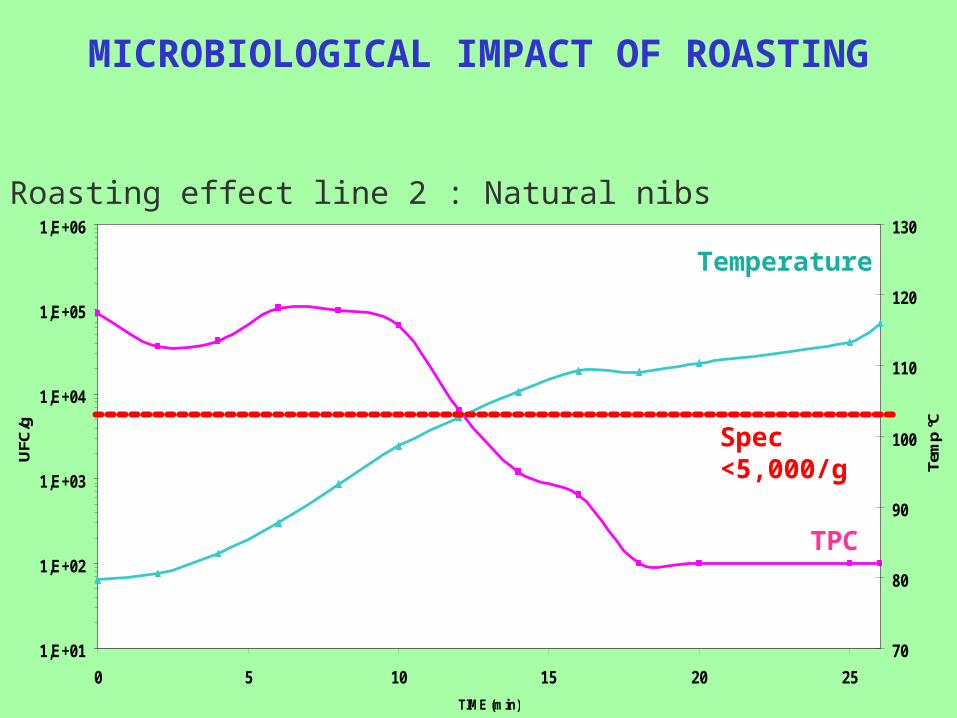
Roasting effect line 2 : Natural nibs
Spec <5,000/g
TPC
Temperature
MICROBIOLOGICAL IMPACT OF ROASTING
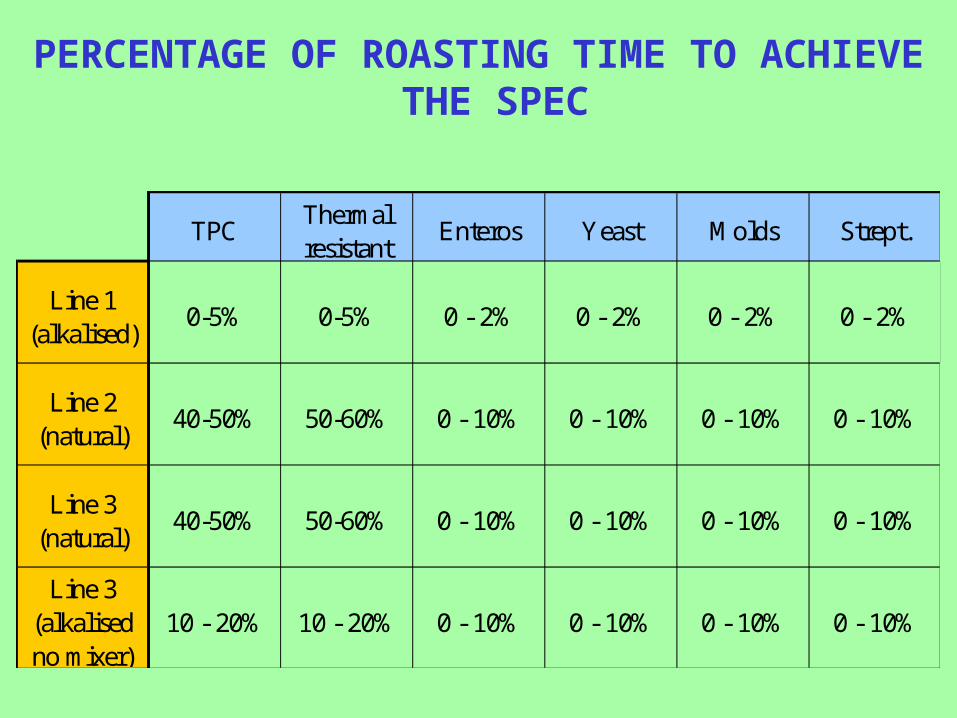
PERCENTAGE OF ROASTING TIME TO ACHIEVE THE SPEC
TPC Thermal resistant
Enteros Yeast Molds Strept.
Line 1 (alkalised)
0-5% 0-5% 0 - 2% 0 - 2% 0 - 2% 0 - 2%
Line 2 (natural)
40-50% 50-60% 0 - 10% 0 - 10% 0 - 10% 0 - 10%
Line 3 (natural)
40-50% 50-60% 0 - 10% 0 - 10% 0 - 10% 0 - 10%
Line 3 (alkalised no mixer)
10 - 20% 10 - 20% 0 - 10% 0 - 10% 0 - 10% 0 - 10%
No - R + G + C < FSO
No : Contrôle de la charge microbiologique initialeR : Contrôle réduction de charge microbiologique initialeG : Contrôle de la croissanceC : Contrôle de la recontamination
FSO: Food Safety Objective: norme par gouvernement ou client (cfu/g ou équivalent)
FSO
R
No
G
C
Du fait de faible aw (=0,3), de sa composition en lipide et en glucide:
la multiplication des microorganismes est inhibée même pour les levures osmophiles ou les moisissures xerophiles.
Par contre la survie des bactéries sporulées ou des spores de moisissures ne pose aucun problème dans ce milieu très hostiles.
G : Contrôle de la croissance
No - R + G + C < FSO
No : Contrôle de la charge microbiologique initialeR : Contrôle réduction de charge microbiologique initialeG : Contrôle de la croissanceC : Contrôle de la recontamination
FSO: Food Safety Objective: norme par gouvernement ou client (cfu/g ou équivalent)
FSO
R
No
G
C
Les précautions à prendre:
- Ségrégation zone propre / zone sale.
- Filtre bactériologique pour le transport pneumatique des produits.
- Système de prévention des nuisibles (rongeurs, insectes…)
- Hygiène et propreté des personnel, locaux et équipement.
- Le stockage des produits finis: condition d’humidité à respecter.
C : Contrôle de la recontamination
Salmonella
Enterobactérie et Escherichia Coli
Staphylococcus Aureus
Streptocoques
Levures & Moisissures
Bacillus spp.
Les Micro-organismes et agents pathogènes
Salmonella
Caractéristiques
.Morphologie : Bacille Gram -, Mobile
.Caractères culturaux : Aéro-anaérobie facultatif . Pousse sur milieu ordinaire.
.Caractères antigéniques (classement 2400 sérovars): Ag somatiques (O), flagellaires (H) et enveloppe (Vi)
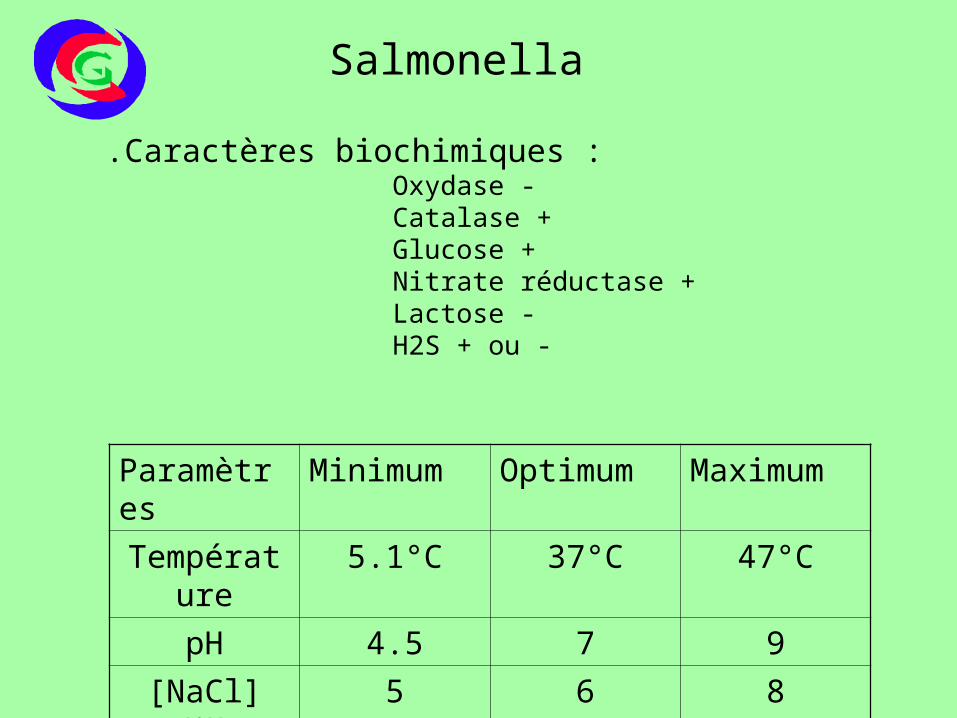
Paramètres Minimum Optimum MaximumTempérature 5.1°C 37°C 47°C
pH 4.5 7 9[NaCl] (%) 5 6 8
aw 0.93 0.95 0.995
Salmonella
.Caractères biochimiques :Oxydase - Catalase + Glucose + Nitrate réductase + Lactose - H2S + ou -
.Fèves de cacao .Masse de cacao
.Produits laitiers .Gélatine
.Gomme arabique .Arachide
.Noix de coco .Farine
Produits alimentaires sources d’infections :
Salmonella
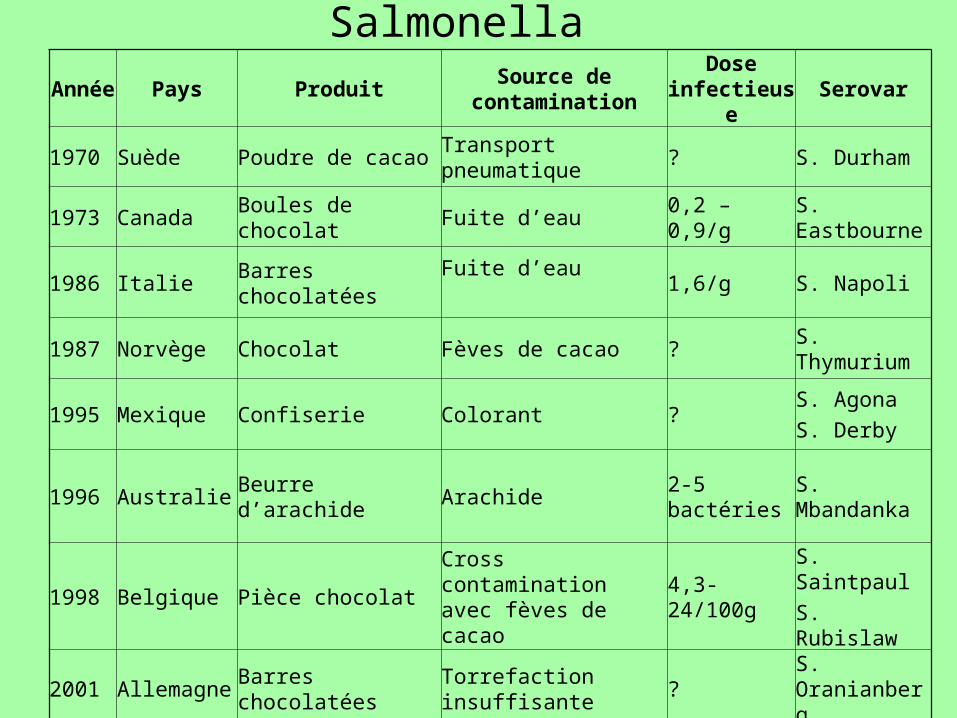
Année Pays Produit Source de contamination Dose infectieuse Serovar
1970 Suède Poudre de cacao Transport pneumatique ? S. Durham
1973 Canada Boules de chocolat Fuite d’eau 0,2 – 0,9/g S. Eastbourne
1986 Italie Barres chocolatéesFuite d’eau
1,6/g S. Napoli
1987 Norvège Chocolat Fèves de cacao ? S. Thymurium
1995 Mexique Confiserie Colorant ?S. AgonaS. Derby
1996 Australie Beurre d’arachide Arachide 2-5 bactéries S. Mbandanka
1998 Belgique Pièce chocolat Cross contamination avec fèves de cacao 4,3-24/100g
S. SaintpaulS. Rubislaw
2001 Allemagne Barres chocolatées Torrefaction insuffisante ? S. Oranianberg
Salmonella
Salmonella
Dose infectieuse très faible :.1 à 20 microorganismes au lieu de 105 à 107 germes
Car ces bactéries arrivent intactes dans les intestins pour deux raisons:
La nature (aw faible / MG élevée) des produits protège les Salmonella du suc gastric.
Les quantités mangées étant faibles (les produits chocolatés sont parfois mangés à la place d’un repas dans certains pays) le passage du bol alimentaire dans l’estomac est trop rapide pour une action bactéricide efficace du suc gastric.
Salmonella
Les Salmonella peuvent survivre très longtemps grâce à la protection des matières grasses du chocolat et de certains constituants du lait.
Une contamination initiale de 50 UFC/100g se réduit seulement à 14 UFC/100g après 15 mois de stockage à température ambiante.
Ceci à permis d’établir que les produits dérivés du cacao étaient des produits à risque concernant les contaminations par des Salmonellae.
En effet, la FDA (Food and Drug Adminstration) classe ces produits dans la catégories II :Aliment non sousmis à un process léthal pour ces microorganismes entre le temps d’échantillonnage et de la consommation.
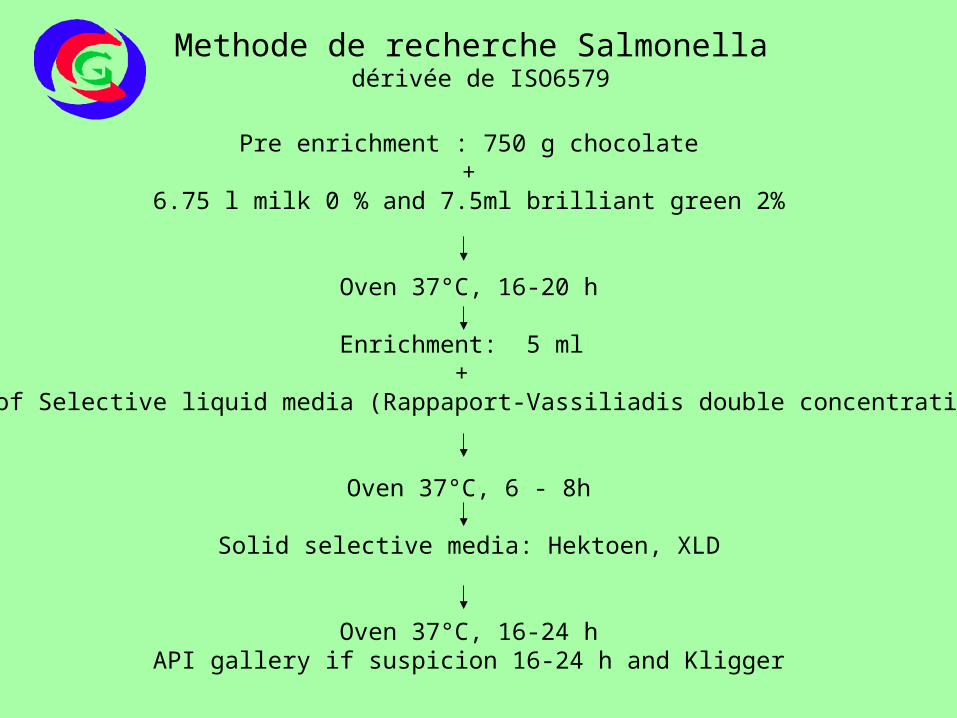
Pre enrichment : 750 g chocolate+
6.75 l milk 0 % and 7.5ml brilliant green 2%
Oven 37°C, 16-20 h
Enrichment: 5 ml +
5ml of Selective liquid media (Rappaport-Vassiliadis double concentration)
Oven 37°C, 6 - 8h
Solid selective media: Hektoen, XLD
Oven 37°C, 16-24 hAPI gallery if suspicion 16-24 h and Kligger
Methode de recherche Salmonella dérivée de ISO6579
Caractéristiques.Morphologie :
Bacille Gram - Mobiles (cils périthriches) ou immobiles. Non sporulés.
.Caractères culturaux : Aéro-anaérobie facultatif . Pousse sur milieu ordinaire
.Caractères biochimique : Glucose + (avec ou sans production de gaz) Oxydase - Catalase + Nitrate +
Enterobacteriaceae
Enterobacteriaceae
Utilisés comme indicateurs d’hygiène : la présence dans les produits :
.Contamination fécale récente
.Fuite d’eau dans le process
Produits alimentaires sources d’infections : Tous produits.
E. Coli
Caractéristiques.Morphologie :
Bacille Gram -Bacille Gram - . Coloration bipolaire. Mobile (cils péritriches). Non sporulé
.Caractères culturaux : Aéro-anaérobie facultatif . Pousse sur milieu ordinaire.Milieu de Kligler : vire du rouge au jaune, en fragmentant la colonne de gélose pour le gaz et en noircissant le point d'inoculation ou le culot pour H.2.S
.Serotypes : existe plus de 700 sérotypes
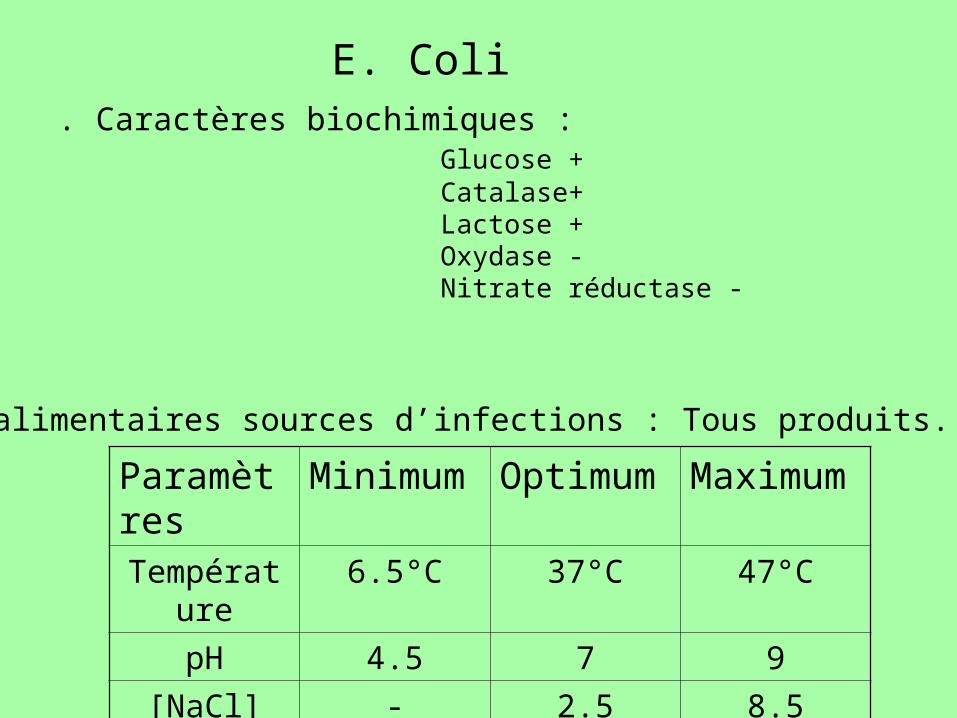
Paramètres Minimum Optimum MaximumTempérature 6.5°C 37°C 47°C
pH 4.5 7 9[NaCl] (%) - 2.5 8.5
aw0.93 0.95 0.995
E. Coli
Produits alimentaires sources d’infections : Tous produits.
. Caractères biochimiques :Glucose + Catalase+ Lactose +Oxydase - Nitrate réductase -
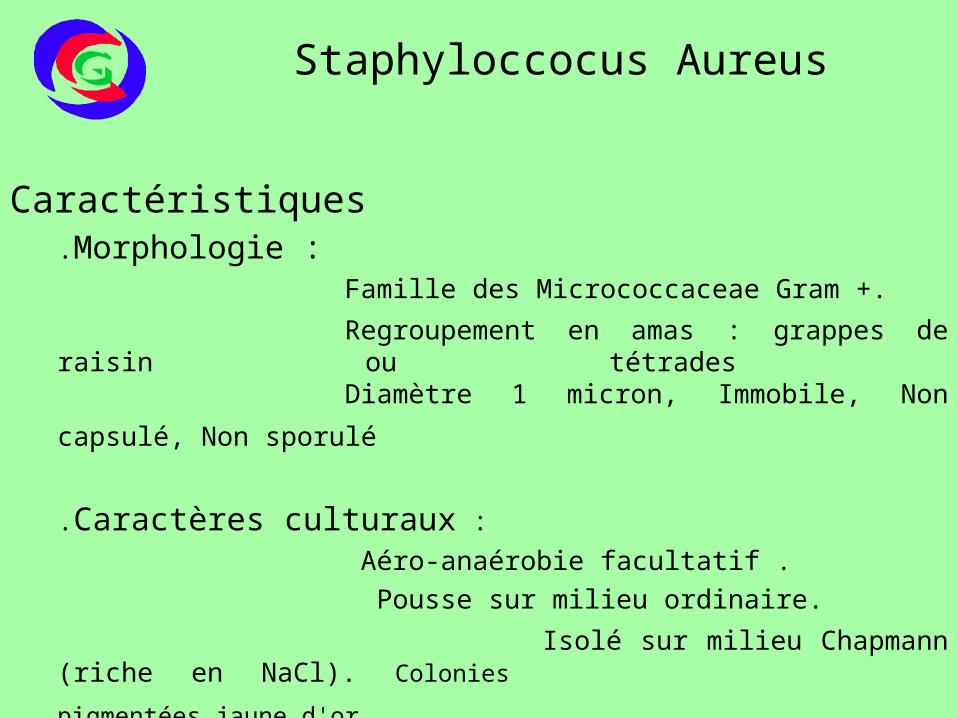
Staphyloccocus Aureus
Caractéristiques.Morphologie :
Famille des Micrococcaceae Gram +.Regroupement en amas : grappes de raisin ou tétrades Diamètre 1 micron, Immobile, Non capsulé, Non
sporulé
.Caractères culturaux : Aéro-anaérobie facultatif . Pousse sur milieu ordinaire.
Isolé sur milieu Chapmann (riche en NaCl). Colonies
pigmentées jaune d'or.
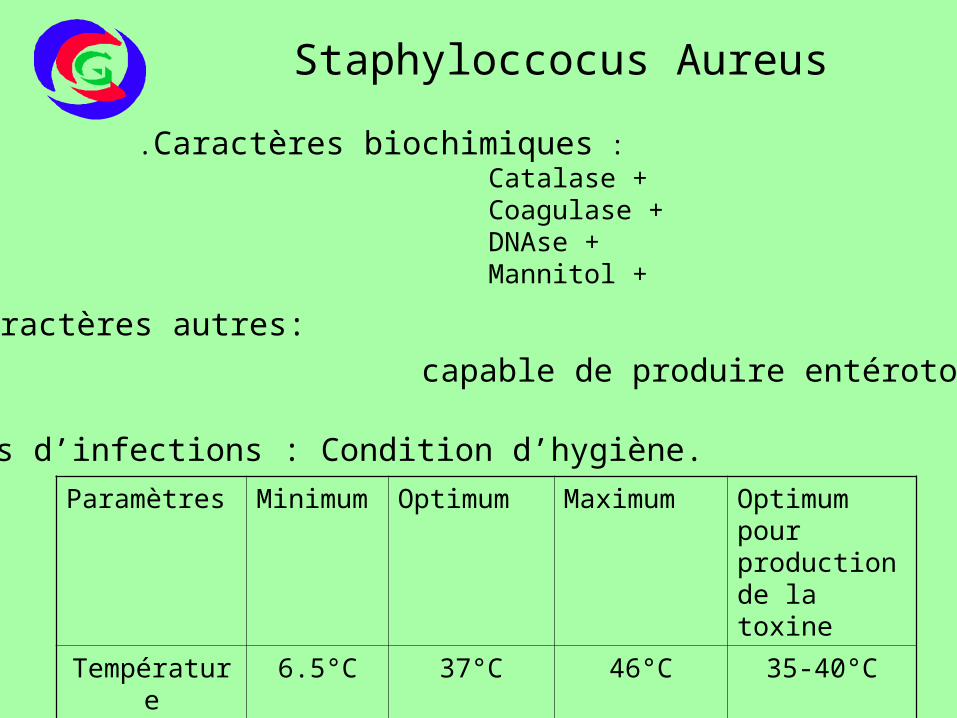
Paramètres Minimum Optimum Maximum Optimum pour production de la toxine
Température 6.5°C 37°C 46°C 35-40°CpH 4.5 7 9.3 -aw 0.83 0.86 0.95 0.84-0.95+
Staphyloccocus Aureus
Sources d’infections : Condition d’hygiène.
.Caractères biochimiques :Catalase + Coagulase + DNAse + Mannitol +
.Caractères autres: capable de produire entérotoxine
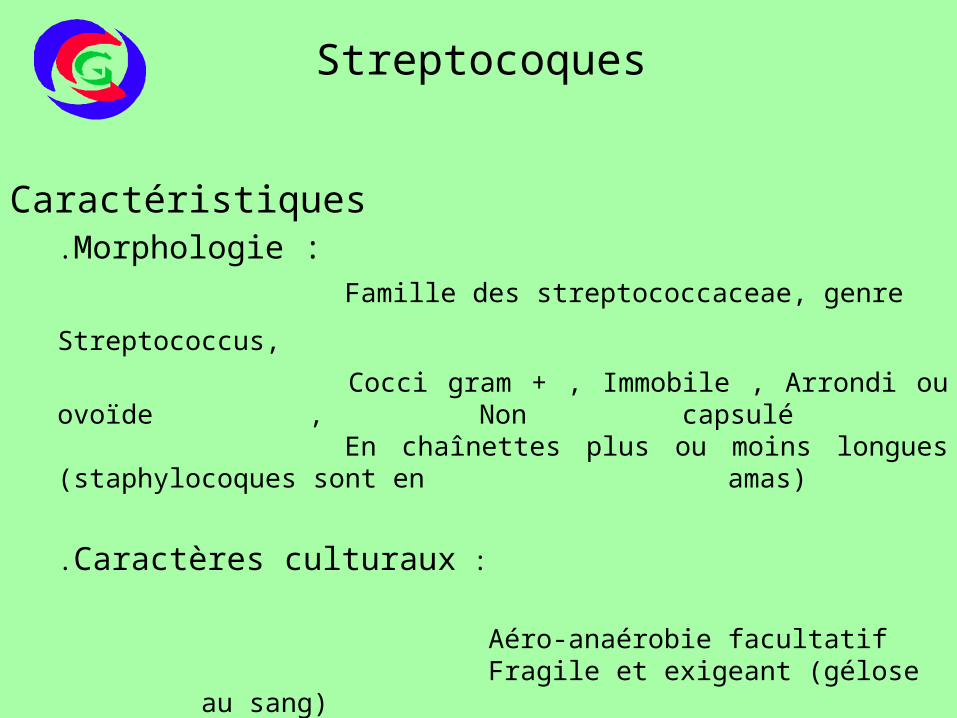
Streptocoques
Caractéristiques.Morphologie :
Famille des streptococcaceae, genre Streptococcus, Cocci gram + , Immobile , Arrondi ou ovoïde , Non
capsulé En chaînettes plus ou moins longues (staphylocoques
sont en amas)
.Caractères culturaux :
Aéro-anaérobie facultatif Fragile et exigeant (gélose au sang)
Sources d’infections : Condition d’hygiène.Marqueurs d’une contamination ancienne
.Caractères biochimiques :Catalase –Oxidase –
.Caractères autres: capable de produire toxine
Streptocoques
Levures & Moisissures
Levures :.Croissance en milieu acide et haute teneur en sucre (aw 0,60)..Aérobic et anaérobic
Moisissures :.Croissance en milieu haute teneur en sucre (aw 0,62)..Aérobic, produisent des mycotoxines. Réglementation taux ochratoxines et aflatoxines.
Produits alimentaires sources d’infections :.Céréales .Noix .Epices .Fruit et Fruit sec
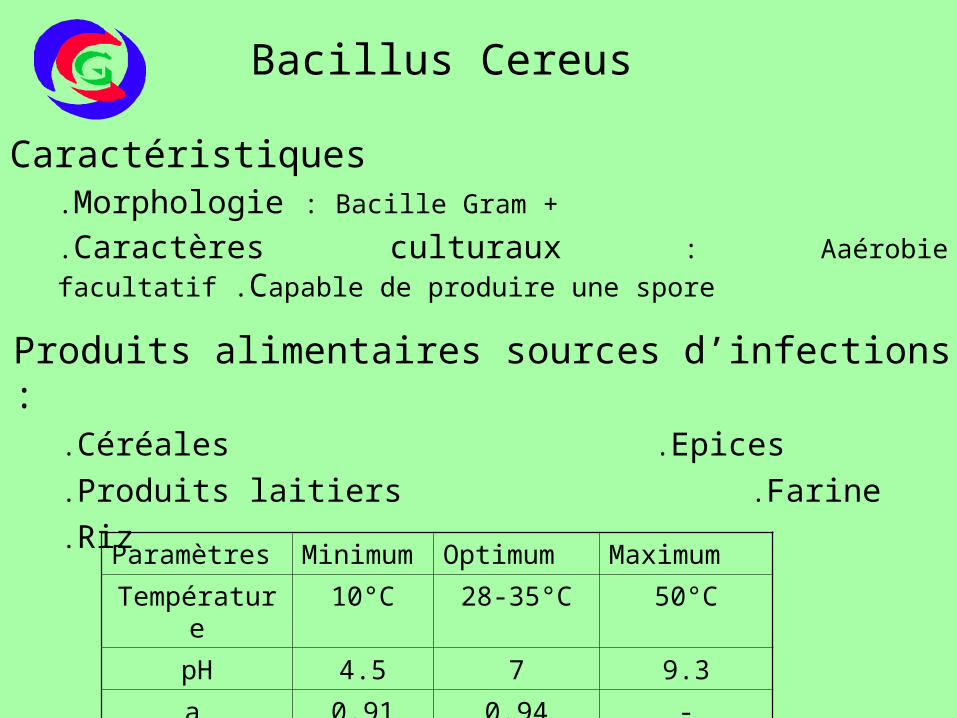
Paramètres Minimum Optimum MaximumTempérature 10°C 28-35°C 50°C
pH 4.5 7 9.3aw 0.91 0.94 -
Bacillus Cereus
Caractéristiques.Morphologie : Bacille Gram +
.Caractères culturaux : Aaérobie facultatif .Capable de produire une spore
Produits alimentaires sources d’infections :.Céréales .Epices.Produits laitiers .Farine.Riz
QUESTIONS :
QUELLES SONT LES ETAPES A RISQUE
DANS LE PROCESS DU
CHOCOLAT ET DE SES SEMI PRODUITS ?
QUELS MICRO-ORGANISMES VA-T-ON
RECHERCHER?
Les précautions à prendre:
- Ségrégation zone propre / zone sale.
- Filtre bactériologique pour le transport pneumatique des produits.
- Système de prévention des nuisibles (rongeurs, insectes…)
- Hygiène et propreté du personnel, locaux et équipement.
- Le stockage des produits finis: condition d’humidité à respecter.
C : Contrôle de la recontamination
QUELQUES AUTRES INGREDIENTS EN
CONFISERIE ET LEURS SOURCES DE
CONTAMINATION :
Poudre de lait :
- Pasteurisation/stérilisation insuffisante- Crack dans les tours de séchage- Transport pneumatique inopérant- Hygiène du personnel- Nettoyage/désinfection des locaux inefficace
Oeufs : Poudre d’albumine
- Pasteurisation non homogène : points n’atteignant pas la température de 50°C
- Hygiène du personnel- Nettoyage/désinfection des locaux inefficace
Gélatine :
- Hygiène du personnel- Nettoyage/désinfection des locaux inefficace- Cross contamination avec la matière première
Gomme arabique :
- Pasteurisation insuffisante- Hygiène du personnel- Nettoyage/désinfection des locaux inefficace
Arachide :
- Torréfaction insuffisante - Hygiène du personnel- Nettoyage/désinfection des locaux inefficace- Cross contamination avec la matière première
Noix de coco :
- Séchage de la pulpe effectué dans pauvres conditions d’hygiène- Hygiène du personnel- Nettoyage/désinfection des locaux inefficace- Cross contamination avec la matière première