Embed Size (px)
Citation preview
UNIVERSITE D’ANTANANARIVO
ECOLE SUPERIEURE POLYTECHNIQUE
DEPARTEMENT DE SCIENCE DES MATERIAUX ET METALLURGIE
OPTION : SCIENCE DES MATERIAUX
Mémoire de fin d’études en vue de l’obtention du Diplôme d’Etudes Approfondies en
Science des matériaux
ETUDE DE L’EXPLOITATION ARTISANALE DE
CALCAIRE DANS LA REGION DE MAHAJANGA :
PRODUCTION DE MATERIAUX DE CONSTRUCTION
ET DE CHAUX
Présenté par : MOUSTAFA Mananjara Houmadi
Sous la direction de Monsieur,
RANAIVONIARIVO Velomanantsoa Gabriely, Professeur titulaire
UNIVERSITE D’ANTANANARIVO
ECOLE SUPERIEURE POLYTECHNIQUE
DEPATEMENT DE SCIENCE DES MATERIAUX ET METALLURGIE
OPTION : SCIENCE DES MATERIAUX
Mémoire de fin d’études en vue de l’obtention du Diplôme d’Etudes Approfondies en
Science des matériaux
Soutenu par :
MOUSTAFA Mananjara Houmadi
Le 06 novembre 2014
Membres du jury :
Président :
Monsieur ANDRIANARY Philippe, professeur titulaire, Directeur
Rapporteur :
Monsieur RANAIVONIARIVO Velomanantsoa Gabriely, Professeur titulaire
Examinateurs :
Docteur RANDRIANARIVELO Frédéric, Chef de Département Science des
matériaux et Métallurgie
Docteur RANARIVELO Michel
Docteur RAKOTOMALALA Zolimboahangy
Docteur RAKOTOZAFY Samuël
ETUDE DE L’EXPLOITATION ARTISANALE DE
CALCAIRE DANS LA REGION DE MAHAJANGA :
PRODUCTION DE MATERIAUX DE
CONSTRUCTION ET DE CHAUX
i
REMERCIEMENTS
Cet œuvre n’aurait pu voir le jour sans la grâce de Dieu et la contribution de plusieurs
personnes, alors :
Je tiens tout d’abord à remercier le Bon Dieu qui m’a donné la force, le courage et la santé
pour me permettre d’accomplir ce travail.
J’exprime aussi toute mes profondes reconnaissances au :
Professeur ANDRIANARY Philippe, Directeur de l’Ecole Supérieure Polytechnique
d’Antananarivo, pour l’honneur qu’il nous a fait en acceptant de présider cette
soutenance de mémoire.
Professeur RANAIVONIARIVO Velomanantsoa Gabriely, responsable de la
formation doctorale au sein du Département de Science des Matériaux et Métallurgie à
l’Ecole Supérieure Polytechnique d’Antananarivo, Directeur de ce mémoire, qui n’a
pas ménagé son temps et ses efforts pour m’aider à mettre à terme ce travail malgré
ses diverses fonctions.
J’adresse aussi mes remerciements aux membres de jury :
Docteur RANDRIANARIVELO Frédéric, chef de Département Science des
Matériaux et Métallurgie à l’Ecole Supérieure polytechnique d’Antananarivo,
Docteur RANARIVELO Michel, Enseignant chercheur à l’Ecole Supérieure
Polytechnique d’Antananarivo,
Docteur RAKOTOMALALA Zolimboahangy, Enseignante chercheur à l’Ecole
Supérieure Polytechnique d’Antananarivo,
Docteur RAKOTOZAFY Samuel, Enseignant chercheur à l’Ecole Supérieure
polytechnique d’Antananarivo,
qui ont accepté de juger ce travail,
Ainsi qu’à tous les enseignants et le personnel administratif et technique de l’Ecole
Supérieure Polytechnique d’Antananarivo, en particulier ceux de la filière Science des
Matériaux,
Et aussi au personnel administratif et technique du Laboratoire National de Travaux
Publiques à Antananarivo.
Mes sincères reconnaissances s’adressent également :
A ma merveilleuse mère Madame Zaïna, qui m’a soutenu moralement et
financièrement durant toutes mes études,
A tous ceux qui ont, de près ou de loin, contribué à l’élaboration de ce mémoire.
ii
SOMMAIRE
REMERCIEMENTS
SOMMAIRE
LISTE DES ABREVIATIONS ET SYMBOLES
LISTE DES FIGURES
LISTE DES PHOTOS
LISTE DES TABLEAUX
LISTE DES ANNEXES
INTRODUCTION GENERALE
PARTIE 01 : ETUDES BIBLIOGRAPHIQUES
CHAPITRE 01 : LE CALCAIRE
CHAPITRE 02 : LES GRANULATS
CHAPITRE 03 : LA CHAUX
PARTIE 02 : ETUDES EXPERIMENTALES
CHAPITRE 04 : TRAVAUX SUR TERRAIN
CHAPITRE 05 : CARACTERISATION DES MATIERES PREMIERES ET DES
PRODUITS
CHAPITRE 06 : ASPECT SOCIO-ECONOMIQUE ET ENVIRONNEMENTAL
CONCLUSION GENERALE
BIBLIOGRAPHIE
ANNEXES
TABLE DES MATIERES
RESUME
iii
LISTE DES ABREVIATIONS ET SYMBOLES
AFNOR : Association Française des normalisations
AQUALMA : Aquaculture de la Mahajamba
ce : Chaux éteinte
CL : Calcic Lime (chaux calcique ou chaux grasse)
COLAS: Cold Asphalt
cv : Chaux vive
DL : Dolomitic Lime (chaux dolomitique)
HL : Hydrolic Lime (chaux hydraulique artificielle)
JIRAMA: Jiro sy Rano Malagasy
LECA : Light expanded clay aggregate (agrégats légers expansés d’argiles)
NF : Norme Français
NHL : Natural Hydrolic Lime (chaux hydraulique naturelle)
Rc : Résistance à la compression
Rf : Résistance à la flexion
STRAMCO : Société de Transport, Matériaux, et Construction
A: coefficient d’aplatissement
d/D : Classe granulaire avec d le plus petit grain et D le plus grand grain d’un même granulat
i : Indice d’hydraulicité
LA : Coefficient de Los Angeles
Me : Masse de passants de chaque d/D
MDE : Coefficient Micro Deval
Mg : Masse de refus de chaque d/D
PS : Equivalent de sable piston
S : Surface spécifique de Blaine
ρ : Masse volumique apparente
γ : Masse volumique absolue
iv
LISTE DES FIGURES
Figures Pages
Figure 1: Processus de production de granulats ....................................................................... 31
Figure 2 : Volume absolu (sans pores ...................................................................................... 36
Figure 3 : Volume réel (apparent ............................................................................................. 36
Fig.4 : Volume du récipient ...................................................................................................... 37
Figure 5: foisonnement du sable en fonction de la teneur en eau ............................................ 37
Figure 6 : Détermination de la porosité .................................................................................... 39
Figure 7 : détermination de la compacité ................................................................................. 39
Figure 8 : Détermination de l'équivalent de sable piston ......................................................... 41
Figure 9 : Forme d'un granulat ................................................................................................. 42
Figure 10 : cycle de la chaux .................................................................................................... 58
Figure 11. Localisation de la commune rurale de Belobaka .................................................... 71
Figure 12 : Courbe granulométrique du sable 0/3 .................................................................. 103
Figure 13 : Courbe granulométrique des granulats 3/8 .......................................................... 104
Figure 14 : Courbe granulométrique des granulats 5/15 ........................................................ 104
Figure 15 : Courbe granulométrique des granulats 15/25 ...................................................... 105
Figure 16 : Courbe sédimentométrique de la chaux vive ....................................................... 114
Figure 17 : Courbe sédimentométrique de la chaux éteinte ................................................... 114
v
LISTE DES PHOTOS
Photos Pages
Photo 1. Oolithes vues au microscope ..................................................................................... 06
Photo 2. Falaises de craie ......................................................................................................... 14
Photo 3. Marbre ........................................................................................................................ 15
Photo 4. Opéra Garnier ............................................................................................................. 21
Photo 5. Différentes sortes de granulats ................................................................................... 24
Photo 6. Extraction en site immergé : dragline ........................................................................ 26
Photo 7. Granulats exploités entre 10 et 30 mètres de profondeur sur le plateau
Continental…….. ..................................................................................................................... 26
Photo 8. Abattage du front de taille à l’explosif dans une carrière
de calcaires .............................................................................................................................. 27
Photo 9. Machine de traitement de granulats dans une usine de calcaire ................................ 28
Photo 10. Concassage des blocs calcaires ................................................................................ 28
Photo 11. Triage sur crible ....................................................................................................... 29
Photo 12. Lavage des granulats par jet d’eau ........................................................................... 30
Photo 13. Stockage en tas ......................................................................................................... 30
Photo 14. Stockage en silo ....................................................................................................... 30
Photo 15. Appareil pour essai Los Angeles ............................................................................. 44
Photo 16. Pierres calcaires concassées ..................................................................................... 51
Photo 17. Four droit industriel ................................................................................................. 53
Photo 18. Morceaux de chaux vive sortis du four .................................................................... 54
Photo 19. Chaux éteinte en pâte ............................................................................................... 57
Photo 20. Chaux éteinte en poudre ........................................................................................... 57
Photo 21. Mortier de chaux ...................................................................................................... 61
Photo 22. Joints de briques remplis par un mortier de chaux................................................... 63
Photo 23. Préparation d’une peinture à la chaux ...................................................................... 64
Photo 24. Carrière de calcaires dans la commune de Belobaka ............................................... 72
Photo 25. Extraction manuelle de calcaires dans la carrière .................................................... 73
Photo 26. Blocages calcaires extraits de la carrière ................................................................. 73
Photo 27. Fabrication de moellons ........................................................................................... 74
Photo 28. Une maison faite entièrement de pierres calcaires ................................................... 74
vi
Photo 29. Les mûrs de la véranda sont faits de pierres ornementales ...................................... 75
Photo 30. Concassage manuelle pour obtenir des granulats .................................................... 76
Photo 31. Tamisage sur tamis artisanal .................................................................................... 76
Photo 32. Chargement de granulats dans un camion de client par les petits
Exploitants. ............................................................................................................................... 78
Photo 33. Machine à concassage de l’entreprise STRAMCO ................................................. 78
Photo 34. Granulats sortis de la machine à concasser de STRAMCO ..................................... 78
Photo 35. Pierres calcaires concassées et prêtes à passer dans le four ..................................... 82
Photo 36. Chargement d’un four .............................................................................................. 82
Photo 37. Four bien rempli ....................................................................................................... 83
Photo 38. Four allumé .............................................................................................................. 83
Photo 39. Les briques qui recouvrent le haut du four sont en incandescence .......................... 83
Photo 40. Chaux vive (calcaires calcinés) à la sortie du four .................................................. 83
Photo 41. Versement d’eau sur la chaux vive .......................................................................... 85
Photo 42. Fumée de la chaleur dégagée par la chaux après le versement d’eau ...................... 85
Photo 43. Tamisage de la chaux éteinte ................................................................................... 86
Photo 44. Stockage et pesage de la chaux éteinte après tamisage ............................................ 86
Photo 45. Sacs de chaux cousus et prêts à la vente .................................................................. 86
Photo 46. Un des grands fours de Belobaka avec des barres de fer ......................................... 88
Photo 47. Quelques petits fours de Belobaka ........................................................................... 88
Photo 48. Le four que nous avons construit ............................................................................. 89
Photo 49. Compression d’un moellon calcaire ......................................................................... 96
Photo 50. Moule rempli de granulats pour la détermination de la masse volumique
Apparente… ............................................................................................................................. 98
Photo 51. Pycnomètre pour la détermination de la masse volumique absolue des
Granulats… ............................................................................................................................ 100
Photo 52. Appareil pour essaie de Los Angeles ..................................................................... 102
Photo 53. Appareil Pour essaie Micro Deval ......................................................................... 102
Photo 54. Remplissage du moule par un densitomètre .......................................................... 111
Photo 55. Pesage du moule bien rempli de chaux .................................................................. 111
Photo 56. Le candelot avec de la chaux et du pétrole à l’intérieur......................................... 112
Photo 57. Perméabilité de Blaine ........................................................................................... 113
Photo 58. Appareil de VICAT ................................................................................................ 116
Photo 59. Eprouvettes de mortiers normaux de chaux avant démoulage ............................... 117

vii
Photo 60. Essaie de flexion sur le mortier normal de chaux .................................................. 119
Photo 61. Essaie de compression sur le mortier normal de chaux ......................................... 119
viii
LISTE DES TABLEAUX
Tableaux Pages
Tableau 1 : Classes granulaires des granulats .......................................................................... 35
Tableau 2 : La teneur en eau des granulats stocké à l'atmosphère ........................................... 38
Tableau 3 : Valeurs préconisées pour l'équivalent de sable par DREUX ................................ 42
Tableau 4 : Forme des granulats .............................................................................................. 43
Tableau 5 : Catégories des granulats selon la résistance au choc et à l'usure .......................... 45
Tableau 6 : Types de chaux ...................................................................................................... 50
Tableau 7 : Quantité de chaux nécessaire pour élever d’une unité le pH d’un sol en tonne de
chaux vive (CaO) par hectare et par an .................................................................................... 65
Tableau 8 : Résultats de l’analyse chimique du calcaire (calcaire broyé ................................. 91
Tableau 9 : Détermination de la masse volumique apparente des granulats 3/8 ...................... 97
Tableau 10 : Détermination de la masse volumique apparente des granulats 5/15 .................. 97
Tableau 11 : Détermination de la masse volumique apparente des granulats 15/25 ................ 98
Tableau 12 : Détermination de la masse volumique absolue des granulats 3/8 ....................... 99
Tableau 13 : Détermination de la masse volumique absolue des granulats 5/15 ..................... 99
Tableau 14 : Détermination de la masse volumique absolue des granulats 15/25 ................. 100
Tableau 15 : Détermination du coefficient de Los Angeles ................................................... 101
Tableau 16 : Détermination du coefficient Micro-Deval ....................................................... 102
Tableau 17 : Résultats des tamisages sur tamis et sur grilles de la classe 3/8........................ 106
Tableau 18 : Résultats des tamisages sur tamis et sur grilles de la classe 5/15...................... 107
Tableau 19 : Résultats des tamisages sur tamis et sur grilles de la classe 15/25.................... 107
Tableau 20 : Composition chimique de la chaux vive ........................................................... 108
Tableau 21 : Composition chimique de la chaux éteinte ....................................................... 109
Tableau 22 : Détermination de la masse volumique apparente de la chaux vive ................... 110
Tableau 23 : Détermination de la masse volumique apparente de la chaux éteinte ............... 110
ix
LISTE DES ANNEXES
Annexe 1 : Processus d’analyse chimique de la chaux et du calcaire broyé
Annexe 2 : Synthèse sur la résistance des matériaux
Annexe 3 : Processus d’obtention des propriétés physiques des granulats calcaires
Annexe 4 : Expériences d’obtention des propriétés mécaniques des granulats calcaire
Annexe 5 : Analyse granulométrique des granulats calcaires
Annexe 6 : Coefficient d’aplatissement
Annexe 7 : Surface Spécifique de Blaine
Annexe 8: Sédimentométrie de la chaux
Annexe 9 : Temps de prise
Annexe 10 : Le mortier normal de chaux
Annexe 11 : Résistance à la compression et à la flexion des chaux
INTRODUCTION GENERALE
Introduction
Science des matériaux Page 1
Depuis toujours, l’Homme utilise des matériaux naturels pour la construction de son
habitat et l’aménagement de son environnement. De ces deux nécessités premières découlent,
aujourd’hui, trois grands secteurs d’activité que sont les industries de carrières et matériaux de
construction, le bâtiment et les travaux publics.
Après s’être abrités dans des cavernes et avoir construit en branchages, en peaux
animales et en terre, les bâtisseurs utilisèrent des pierres dures pour édifier des bâtiments plus
importants, alors que les villes et les sociétés se structuraient et se développaient. Pyramides,
temples, châteaux et maisons témoignent du “génie constructeur” de nos ancêtres [1].
Très tôt dans l’histoire, on sut utiliser les roches, soit directement, soit en les
transformant par la chaleur. Depuis, les roches sont restées très utiles par l’homme. Les roches
dures telles que le granite, le calcaire ou le grès, servirent de pierres de construction.
Parmi ces roches, les plus répandues et les plus utilisées nous pouvons citer les calcaires [2].
Les calcaires sont des roches sédimentaires, troisièmes par ordre d'abondance après les
schistes et les grès, facilement solubles dans l'eau, composées majoritairement de carbonate
de calcium CaCO3 mais aussi de carbonate de magnésium MgCO3. Lorsque la roche
comporte une proportion non négligeable d'argile, on parle plutôt de marne. Ils se forment par
accumulation, au fond des mers, à partir des coquillages et squelettes des microalgues et
animaux marins. C'est en France, en Suisse et en Belgique que l’on trouve la roche calcaire la
plus courante qui compose autant des montagnes (Alpes, Jura, Pyrénées) que des plaines
(Champagne), bassins (Bassin parisien) ou des plateaux (Ardenne). Le calcaire est
reconnaissable par sa teinte blanche et généralement la présence de fossiles. Il est la base de
nombreux matériaux. La production de calcaire est dans le monde la deuxième industrie
extractive en tonnages après celle du sable et des graviers, nous pouvons citer par exemple :
Aux Etats-Unis, en 2008 la production de calcaires concassés a été de 938
millions tonnes ;
En France, en 2008 la production est plus de 130 millions de tonnes [3].
Le calcaire est utilisé sous formes granulométriques diverses, en granulats et en moellons,
mais aussi broyés, moulus ou micronisés. Le calcaire calciné fournit la chaux qui est une
matière très utilisée dans le monde. Il y a différentes types de chaux selon la composition du
calcaire :
Chaux aérienne, provenant d’un calcaire pur ;
Introduction
Science des matériaux Page 2
Chaux magnésienne, provenant d’un mélange de calcaire et de carbonate de
magnésium ;
Chaux hydraulique, provenant d’un calcaire argileux [2].
Madagascar fait parti des pays possédant beaucoup de gisements de calcaire,
notamment dans la partie nord-ouest de l’île où l’on trouve les carrières de calcaire de la
région de Mahajanga. Dans cette région le calcaire est exploité pour des diverses utilisations
au profit de la population de la région voire même du pays.
C’est ainsi que nous avons choisi le thème :
«Etude de l’exploitation artisanale du calcaire dans la région de Mahajanga :
production de matériaux de construction et de chaux. »
Notre étude se divise en deux grandes parties dont la première sera consacrée à l’étude
bibliographique et la deuxième à l’étude expérimentale.
Pour ce qui est de la première partie, nous allons voir :
Généralités sur le calcaire ;
Quelques différentes formes de calcaire ;
Utilisations du calcaire ;
Les granulats et leurs propriétés ;
Généralités sur la chaux ;
Les utilisations de la chaux.
En ce qui concerne la deuxième partie, nous avons:
Enquête et suivie de l’exploitation du calcaire dans la commun de Belobaka ;
Caractérisation des matières premières et des produits ;
Aspect socio-économique et environnemental.
PARTIE 01 : ETUDES
BIBLIOGRAPHIQUES
Partie 01 : Etudes bibliographiques Chapitre 01
Science des matériaux Page 4
Chapitre 01 : LE CALCAIRE
I.1. Généralités sur le calcaire
I.1.1. Formation des roches carbonatées [4][3][5]
Une roche est dite calcaire ou carbonatée si elle renferme au moins 50% de carbonates
de calcium (CaCO3), généralement représenté par de la calcite, plus rarement par l’aragonite;
les minéraux les plus fréquemment associés au carbonate de chaux dans les roches calcaires
sont la dolomite CaMg(CO3)2, et les minéraux argileux. Les calcaires sont assez souvent
fossilifères.
Le calcaire est souvent d’origine organique (calcaires à foraminifères dont la craie, calcaires
coquilliers), mais aussi d’origine chimique (calcite, calcaires oolithiques, pisolithiques,
lithographiques).
Les plus anciennes des roches calcaires connues sont vieilles d’environ trois milliards
d’années (calcaires dolomitiques de Bulawayo, Zimbabwe) et présentent une structure algaire
(stromatolithes). Depuis cette époque, la proportion des roches calcaires s’est accrue en même
temps que la vie se développait. Les grandes périodes de sédimentation calcaire coïncident
avec de grandes transgressions : Ordovicien, Jurassique, Crétacé et, localement, Cénozoïque.
Aujourd’hui les sédiments calcaires sont bien représentés dans les mers chaudes : ce sont des
récifs, des dépôts néritiques (nord-ouest de l’Australie, golfe persique, Bahamas) et des boues
à globigérines dans la plupart des océans.
Les calcaires peuvent se former en milieu continental (tufière, stalactites, stalagmites),
lacustre, ou (le plus souvent) en milieu océanique.
Il existe plusieurs modes de formation des roches calcaires, ou roches carbonatées :
I.1.1.1. Par précipitation chimique du carbonate de calcium
Le carbonate de calcium (CaCO3) est la forme la plus répandue sous laquelle se présente le
calcium dans la nature. Il est le composant principal des roches calcaires, dans lesquelles il est
principalement sous forme de calcite ou d’aragonite.
Le carbonate de calcium se forme dans les milieux aquatiques (le plus souvent dans l'eau de
mer). Il résulte de la précipitation d'ions dissous. Cette précipitation suit la réaction :
Ca2+ + 2(HCO3-) CaCO3 + CO2 + H2O
Partie 01 : Etudes bibliographiques Chapitre 01
Science des matériaux Page 5
Cette précipitation directe des carbonates à partir d’ions contenus dans l’eau de mer constitue
un mécanisme peu répandu, connu dans certains secteurs subtropicaux et tropicaux de faible
profondeur : Bahamas, Golfe persique, Mer morte. Ce qui fait que les calcaires issus
directement de cette précipitation sont relativement rares : ce sont les stalactites, les travertins,
etc.
I.1.1.2. Par accumulation de squelettes organiques
De nombreuses roches carbonatées résultent de l’accumulation de squelettes organiques.
La plupart des débris proviennent des parties dures d’invertébrés. A la mort de ces animaux,
les coquilles s’accumulent sur le fond marin formant des boues carbonatées. Elles se
transforment en roches calcaires grâce à la pression et à la température (plusieurs milliers
d’années). Néanmoins, ces coquilles calcaires peuvent se dissoudre, et ce, d’autan plus
facilement que la température de l’eau est froide et la pression élevée. Ces conditions
expliquent que le calcaire se forme essentiellement dans des eaux chaudes et peu profondes,
comme les lagons ou les lagunes. Bien que le calcaire puisse se former en milieu lacustre, la
majorité des roches actuelles se sont formées dans les milieux marins.
Quelques exemples des principaux constructeurs de carbonates :
Les Gastéropodes : fonds marins meubles et peu profonds.
Les Céphalopodes : strictement marins et propres aux eaux du large
(Ammonites, Ganiatites, Bélemnites).
Les Arthropodes : formes benthiques d’eau marines peu profondes.
Les Echinodermes : seuls les Echinides et les Crinoïdes alimentent la
sédimentation calcaire marine. Milieu de plate-forme carbonatée.
Les Foraminifères : abondants dans les eaux marines tempérées à chaudes. soit
planctoniques, soit benthiques.
D’autres animaux participent, de manière plus sporadique, à la constitution des sédiments
calcaires : les Spongiaires, les algues (rouges, verts) …
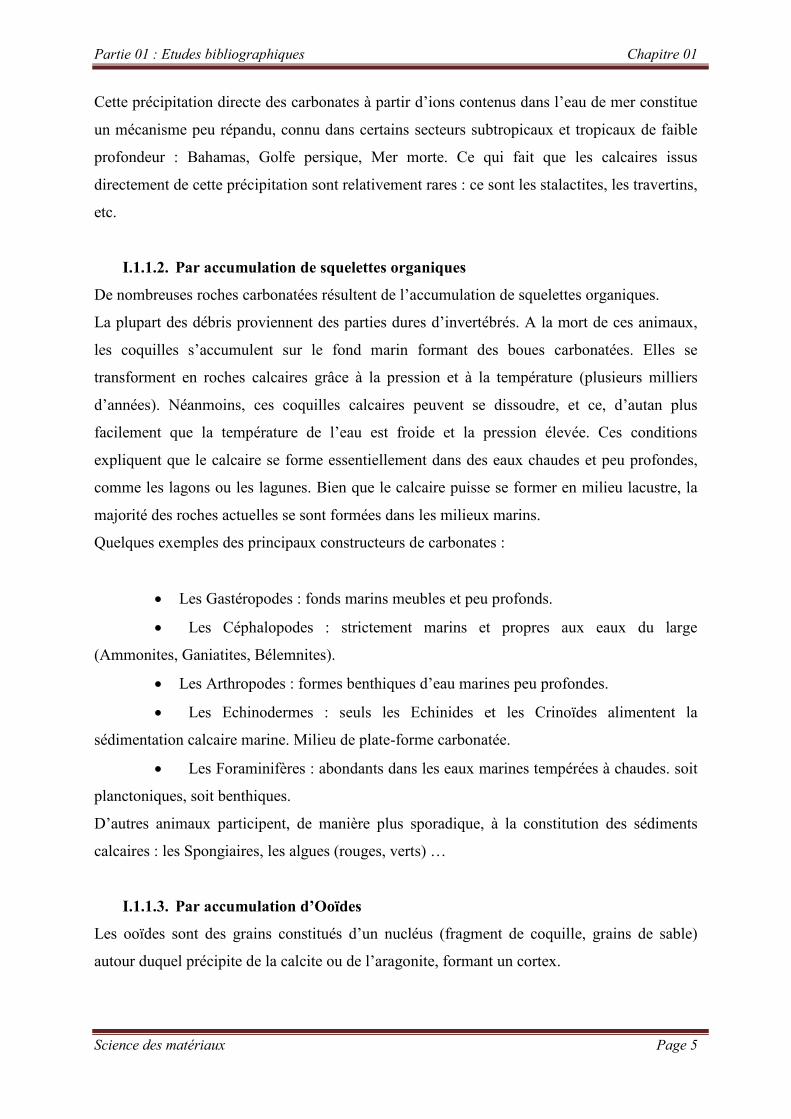
I.1.1.3. Par accumulation d’Ooïdes
Les ooïdes sont des grains constitués d’un nucléus (fragment de coquille, grains de sable)
autour duquel précipite de la calcite ou de l’aragonite, formant un cortex.
Partie 01 : Etudes bibliographiques Chapitre 01
Science des matériaux Page 6
Ils comprennent principalement les oolithes dont le cortex montre une lamination
concentrique.
Les oolithes calcaires qui se sont formés dans les régions chaudes soumises à une forte
agitation hydrodynamique présentent des fibres, essentiellement aragonitique, qui se
développent principalement de manière parallèle aux couches du cortex.
Les oolithes calcaires qui se développent dans les milieux peu agités sont par contre
formés de calcite, et présentent pour la plupart des structures radiaires.
Photo 1 : Oolithes vues au microscope
I.1.1.4. Par accumulation de déjection
Les grains homogènes sans nucléus ni squelettes (péloïdes) comprennent principalement des
pelotes fécales ou pellets. Ces déjections sont abondantes dans les petits fonds des régions
tempérées à chaudes.
I.1.1.5. Les Stromatolithes
Les Stromatolithes sont des structures solides en forme de choux-fleurs créées par une
association microbienne. La partie éclairée du sommet est constituée d’une couche, mince et
gluante, formée d’algues bleu-vert ou cyanobactéries. On retrouve des stromatolithes dans des
couches qui varient en âge de 3,5 Ga à l’Actuel.
Le tapis algaire agit de deux façons :
Partie 01 : Etudes bibliographiques Chapitre 01
Science des matériaux Page 7
1) Il piège les particules sédimentaires ente ses filaments
2) Il induit la cimentation des particules sédimentaires, grâce à son activité
photosynthétique qui, en consommant du dioxyde de carbone (CO2), abaisse la pression
partielle des dioxydes de carbone dans ce micromilieu et favorise aussi la précipitation du
carbonate de calcium (CaO3). Les particules piégées sont donc soudés ensemble, pour
finalement constituer une succession de croûtes solides qui vont former une roche laminée.
La lamination, peut être répétitive, alternante ou cyclique. Les principaux phénomènes
pouvant en être à l’origine :
Une différence de croissance algaire au cours d’un cycle jour-nuit ;
Un changement périodique de l’algue dominant la population lié à une
variation périodique des facteurs du milieu (humidité, salinité,…) ;
Une calcification périodique de la partie superficielle du tapis ;
Un afflux périodique de matériel détritique.
Ces formations stromatolithiques ont constitués un volume impressionnant de calcaires à
certaines époques du précambrien et, en ce sens, ont constitué un drain très important de CO2
en stockant celui-ci dans le CaCO3, modifiant ainsi l’atmosphère terrestre en la débarrassant
progressivement de ce gaz.
I.1.1.6. Les récifs
L’établissement et la croissance d’une bioconstruction nécessitent :
Une production de carbonate in-situ ;
Une stabilisation du substrat ;
Une charpente résistant à l’action des vagues.
On distingue les grands types suivants :
Les récifs frangeants : ces édifices se développent directement le long de la
ligne du rivage ;
Les bancs récifaux : ces récifs linéaires, généralement parallèles au rivage, sont
localisés dans le lagon ;
Les patch reefs : il s’agit de petits édifices croissant en milieu lagunaire ;
Les récifs barrières : Ce sont des récifs sensiblement linéaires, localisés en
bordure de plate-forme (exemple : la grande Barrière d’Australie) ;
Partie 01 : Etudes bibliographiques Chapitre 01
Science des matériaux Page 8
Les atolls : ces récifs océaniques de forme annulaire délimitent un lagon. Leur
dimension est très variables : de moins de 2 Kilomètres à plus de 32 Kilomètres de diamètre ;
Récifs tabulaires : récifs océaniques sans lagon intérieur.
I.1.2. Caractéristiques [3][6]
Les roches ont des caractéristiques mécaniques, physiques et chimiques. Les
caractères physiques dépendent de l’organisation interne (texture, structure) et de la
composition minéralogique. Par contre les caractéristiques chimiques influencent la
destruction de la roche et la formation de nouveaux minéraux au cours de l’altération
superficielle, donc la composition et le type.
Comme toutes les roches le calcaire possèdent également ses propres propriétés qui sont les
suivantes :
I.1.2.1. Caractéristiques physiques et mécaniques
Les calcaires font parti des pierres à bâtir ce qui leur procurent des usages dans le
bâtiment et les travaux publics ; par conséquent les caractéristiques mécaniques des calcaires
sont importantes, d'autant que très variables. Les calcaires peuvent être soit très adaptés, soit
inutilisables, dans les divers usages auxquels ils sont destinés (il n'y a aucune commune
mesure entre un marbre et une craie). On les soumet à divers essais pour déterminer leurs
propriétés physiques et mécaniques. Parmi ces caractéristiques nous pouvons en citer :
Résistance à la traction ;
Résistance à la compression ; le calcaire est cohérent car il résiste à la pression
des doigts, ne s’effrite pas et ceci grâce à ses éléments fortement soudés entre eux ;
Résistance à l’usure par frottement mesurée par l’essai Micro-Derval en
présence d'eau. En général l’eau ne pénètre pas dans les roches calcaires ce qui fait que les
calcaire est non poreuse ;
Résistance aux chocs (aptitude à se casser) mesurée par l’essai de Los Angeles ;
Forabilité mesurée par rotation ou percussion ;
Dureté, obtenue par rayure ; les roches calcaires ont une dureté faible de 2,9 au
maximum, elles sont rayables au verre et à l’acier ;
Résistance au polissage ;
Résistance au gel.
Partie 01 : Etudes bibliographiques Chapitre 01
Science des matériaux Page 9
Les pierres calcaires sont en général de couleur blanche, mais elles existent aussi dans des
teintes de jaune, gris, brun ou même noir.
I.1.2.2. Caractéristiques chimiques
Le calcaire peut être dissout par les acides tels que l’acide chlorhydrique en solution
ou le vinaigre et c’est d’ailleurs un des techniques de reconnaissance des roches calcaires qui
font effervescence au contact de ces acides. Le chauffage aux environ de 900 °C produit de la
chaux vive avec dégagement de CO2. Les terrains calcaires sont généralement karstifiés,
c’est-à-dire modelés par la dissolution et l’érosion dues aux eaux de ruissellement et
d’infiltration. Cette forme d’évolution se manifeste par des grottes, gouffres, canyons, lapiaz
et autres formes dites karstiques.
Pour la composition minéralogique, le calcaire est composé d'au moins 70 % de calcite et peut
contenir de la silice, de l'argile et de la matière organique ainsi que quelques autres minéraux
dont les plus courants sont la dolomite, l'aragonite et la sidérite, qui influent sur sa couleur.
I.1.3. Classification des roches calcaires [2][7][8][4]
Une classification rigoureuse des roches calcaires est difficile à établir en raison du
nombre des facteurs qui interviennent dans leur genèse. Ainsi nous avons différentes façons
de classifier ces roches. Toutefois, elles peuvent être classées en fonction de leur composition
chimique ou minéralogique, de propriétés physiques.
Les classifications les plus utilisées font appel à des paramètres accessibles sur échantillon ou
en lame mince tels proportion matrice-ciment-grains.
I.1.3.1. Classification des calcaires d’après leur origine
Les calcaires sont des roches sédimentaires pour lesquelles on connaît trois processus
de formation :
Certains calcaires ont pu se constituer là où s’évaporaient les eaux qui les véhiculaient à l’état
dissous.
D’autres se sont accumulés dans les bas-fonds, charriés à l’état de particules par l’eau et le
vent.
D’autres enfin ont été peu à peu construits par accumulation de débris de végétaux (algues,
éponges) ou de petits animaux (crustacés, coquillages) ou encore d’organismes
microscopiques appelés micro-organismes (plancton, bactéries).
Partie 01 : Etudes bibliographiques Chapitre 01
Science des matériaux Page 10
1- Quand le calcaire subsiste à l’état meuble, on le nomme, selon la grosseur des
éléments qui le constituent, et dans l’ordre décroissant : cailloutis calcaire (si les éléments
sont arrondis) ou pierraille calcaire (si les éléments sont anguleux), sable coquillier, limon
calcaire, et tangue.
2- Mais souvent les grains adhèrent entre eux et forment une véritable pierre. Observons-
en la cassure. Si les grains sont simplement collés sans être vraiment cimentés, on a une craie,
ou encore une marne s’il y a de l’argile en proportion notable.
3- Lorsque les grains sont partiellement cimentés on est en présence d’un calcaire
grossier.
4- Quand le calcaire est complètement cimenté, mais reste poreux, c’est, suivant la
grosseur et la forme des grains : un conglomérat calcaire, un poudingue calcaire, ou une
brèche calcaire.
5- Si le ciment remplit absolument tous les vides, le calcaire a l’aspect du marbre, sans en
être un. Il est dit « marbrier ». Très résistant, il présente une cassure lisse, presque coupante,
et peut prendre un beau poli. On distingue alors, comme plus haut : le calcaire poudingue
marbrier, le calcaire brèche marbrier, le calcaire grenumarbrier (si les grains sont très fins),
et le calcaire lithographique (si les grains sont indiscernables à l’œil nu).
6- Enfin les vrais marbres sont des calcaires métamorphiques. Ils ne contiennent pas de
ciment : la roche est entièrement cristallisée.
On peut les nommer simplement par le milieu de sédimentation : calcaire marin, calcaire
lacustre, calcaire continental. Ou bien par l’origine du carbonate de chaux (organique,
détritique, chimique).
I.1.3.2. Classification des calcaires d’après la dimension des grains.
Par ordre de grosseur croissante des grains visibles dans la cassure d’une pierre
calcaire, on distingue :
1- Les calcaires granuleux quand les grains sont à peine perceptibles ;
2- Les calcaires graveleux quand les grains sont aisément discernables à l’œil nu ;
3- Les calcaires oolithiques quand les grains rappellent l’aspect des œufs de poissons ;
4- Les calcaires à milioles quand la grosseur atteint celle d’un grain de millet ;
5- Les calcaires pisolithiques quand les grains ressemblent à des pois ;
6- Les calcaires à fossiles quand on aperçoit nettement des débris de petits animaux ou
végétaux.
Partie 01 : Etudes bibliographiques Chapitre 01
Science des matériaux Page 11
Si tous les grains sont de même grosseur, on parle de roche franche. Mais, le plus
souvent, la granularité (ou grosseur des grains) englobe deus ou trois catégories. On les cite
toutes dans la désignation de la roche. On dit par exemple : calcaire graveleux oolithique,
calcaire graveleux oolithique et pisolithique, etc.
Ici nous avons également une autre appellation suivant la taille des grains :
1- les calcilutites (jusqu'à 0,05 mm) ;
2- les calcarénites (de 0,05 à 2 mm) ou sables calcaires ;
3- les calcirudites (au-dessus de 2 mm).
I.1.3.3. Classification analytique des roches calcaires
Deux classifications qui font appel à la structure des roches calcaires se partagent les
faveurs des sédimentologistes : celles de Folk (1959) et de Dunham (1962).
1- Classification de Folk
Cette nomenclature prend en compte la nature du ciment (orthochèmes) et la nature
des éléments figurés (allochèmes).
Allochems (grains, corpuscules, éléments figurés):
Intraclastes : fragments de roches (gros fragment anguleux)
Ooïdes : structure sphérique avec des oolithes et/ou pisolithes.
Bioclastes : correspond aux fossiles
Pelloïdes : structure ovoïdes. (déjection animale, pellote alguaire, ooïdes
micritisés)
Orthochems (matrice ou ciment): phase de liaison reliant les grains entre eux
très fines microcristalline : micrite
cristallisés : sparite
Une abréviation pour les grains d’organismes (bio-), pour les oolithes (oo-), pour les pélloides
(pel-) et les intraclastes (intra-) est utilisée comme préfixe pour la micrite ou la sparite qui est
dominant.
Ainsi imaginons un calcaire contenant des oolithes (préfixe: oo-) et ayant une phase de liaison
cristalline, nous avons donc une oosparite. Un autre exemple un calcaire possédant des
Partie 01 : Etudes bibliographiques Chapitre 01
Science des matériaux Page 12
fossiles donc des bioclastes (préfixe bio-) et ayant une phase de liaison très fine
microcristalline : Nous avons une biomicrite.
Les termes peuvent être combinés si deux composants dominent (bio-oosparite).
2- Classification de Dunham
La classification de Dunham présente l'avantage de mettre l'accent sur des propriétés
structurales particulièrement significatives pour l'interprétation des environnements de dépôts.
La nomenclature est simple et descriptive. Les divisions de textures les plus utiles dans les
roches carbonatées sont basées sur l'abondance d'éléments figurés (grains) et la présence d'une
matrice ou d'un ciment.
Dunham reconnaît ainsi 5 classes.
Mudstone : Calcaire essentiellement constitué de micrite ("mud supported") et
contenant moins de 10% d'éléments figurés.
Wackestone : Calcaire dont 10% au moins est constitué d'éléments figurés
généralement non-jointifs, baignant dans une matrice de micrite.
Packstone : Roche calcaire dont les éléments figurés sont pratiquement tous
jointifs, avec toutefois un peu de matrice micritique intergranulaire.
Grainstone : Roche calcaire dont les éléments figurés sont jointifs, reposant les
uns sur les autres ("grain supported"). Le ciment intergranulaire, peu abondant est spathique.
Boundstone : Roche dont les composants originaux ont été liés entre eux au
moment du dépôt et demeurent en position de vie. Les roches sont ainsi nommées suivant un
terme de texture issu de cette classification, affublé du nom du type de grain principal présent
dans la roche. Exemple : wackestone à crinoïdes, packstone oolithique.
Embry & Klovan (1975) :
Ces deux auteurs ont amendés la classification de Dunham en divisant les Boundstone en trois
nouveaux termes spécifiques aux calcaires autochtones (organismes en position de vie, non
transportés).
Framestone : Roche calcaire contenant des organismes fossiles massifs in situ
et qui ont construit une structure massive tridimensionnelle durant leur dépôt.
Bindstone : Roche contenant des organismes fossiles tabulaires ou lamellaires
ayant encroûté et lié le sédiment durant leur dépôt. La composante supportant la structure est
formée par la matrice.
Partie 01 : Etudes bibliographiques Chapitre 01
Science des matériaux Page 13
Bafflestone : Calcaire contenant des organismes fossiles branchus in situ, qui
de leur vivant ont piégé le sédiment en agissant comme un filtre. De plus, deux autres termes
de classification furent définis par néologisme entre ces deux classifications. Ils s'appliquent
lorsque plus de 10% des grains ont une taille supérieure à 2 mm, pour des faciès allochtones
(éléments déplacés).
Floatstone : Roche carbonatée dont les grains sont non jointifs.
Rudstone : Roches carbonatée dont les grains sont jointifs.
I.2. Quelques types de calcaires
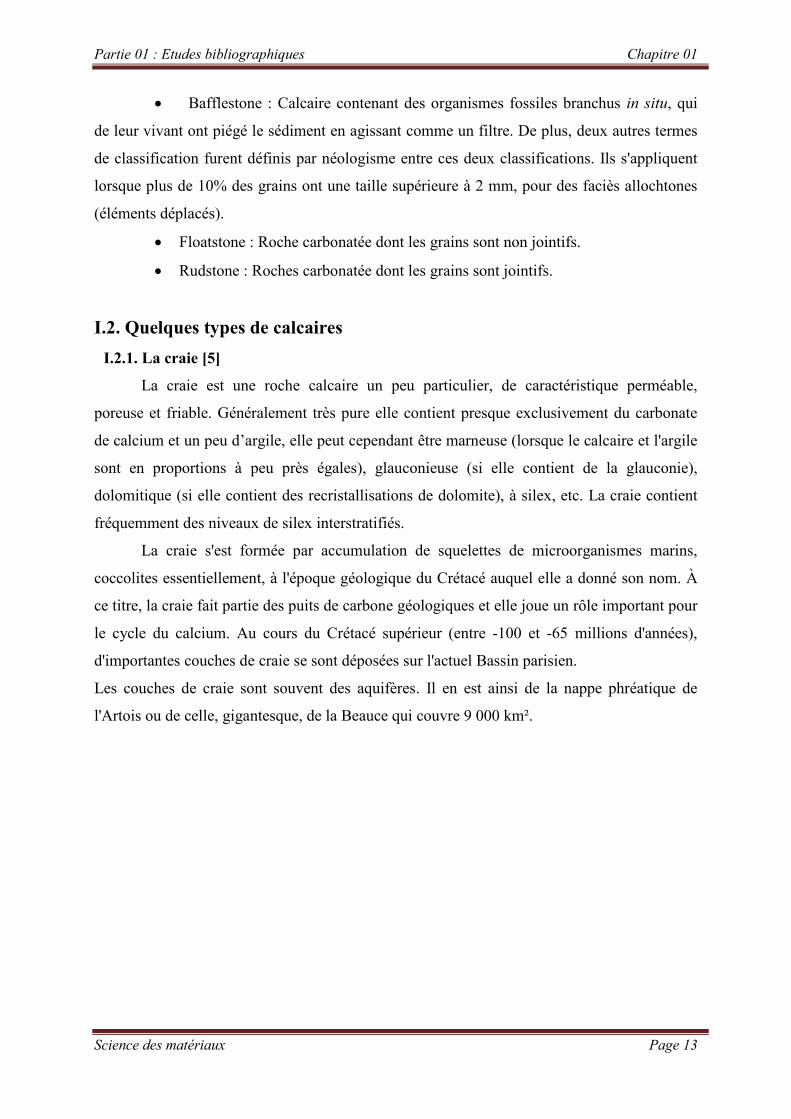
I.2.1. La craie [5]
La craie est une roche calcaire un peu particulier, de caractéristique perméable,
poreuse et friable. Généralement très pure elle contient presque exclusivement du carbonate
de calcium et un peu d’argile, elle peut cependant être marneuse (lorsque le calcaire et l'argile
sont en proportions à peu près égales), glauconieuse (si elle contient de la glauconie),
dolomitique (si elle contient des recristallisations de dolomite), à silex, etc. La craie contient
fréquemment des niveaux de silex interstratifiés.
La craie s'est formée par accumulation de squelettes de microorganismes marins,
coccolites essentiellement, à l'époque géologique du Crétacé auquel elle a donné son nom. À
ce titre, la craie fait partie des puits de carbone géologiques et elle joue un rôle important pour
le cycle du calcium. Au cours du Crétacé supérieur (entre -100 et -65 millions d'années),
d'importantes couches de craie se sont déposées sur l'actuel Bassin parisien.
Les couches de craie sont souvent des aquifères. Il en est ainsi de la nappe phréatique de
l'Artois ou de celle, gigantesque, de la Beauce qui couvre 9 000 km².
Partie 01 : Etudes bibliographiques Chapitre 01
Science des matériaux Page 14
Photo 2 : Falaises de craie
I.2.2. Le Tuffeau [3]
Le tuffeau, ou tufeau, est de la craie micacée ou sableuse à grain fin, de couleur
blanche ou crème parfois jaunâtre, et contenant quelques paillettes de mica blanc (muscovite).
Elle est extraite de carrières dans des strates de l'ère secondaire au crétacé supérieur, étage
turonien. Cette pierre de taille tendre permet de bâtir et de réaliser les décors typiques de
l'architecture de la Renaissance.
La porosité du tuffeau est très élevée et peut atteindre les 50 % en volume. Ceci en fait une
véritable roche « buvard » capable d'accumuler de grandes quantités d'eau.
Le terme tuffeau est dérivé du terme tuf, autre roche calcaire, et est parfois aussi
appelée calcarenite. Il diffère de la véritable craie par la présence de foraminifères et de
nombreux débris de coquilles déposés en eaux peu profondes (entre 2 et 20 m) et agitées, près
du littoral. Au contraire, la craie riche en un autre type de microfossiles à carapace calcaire,
les coccolithes, a été déposée en eaux profondes (environ 200 m) et calmes.
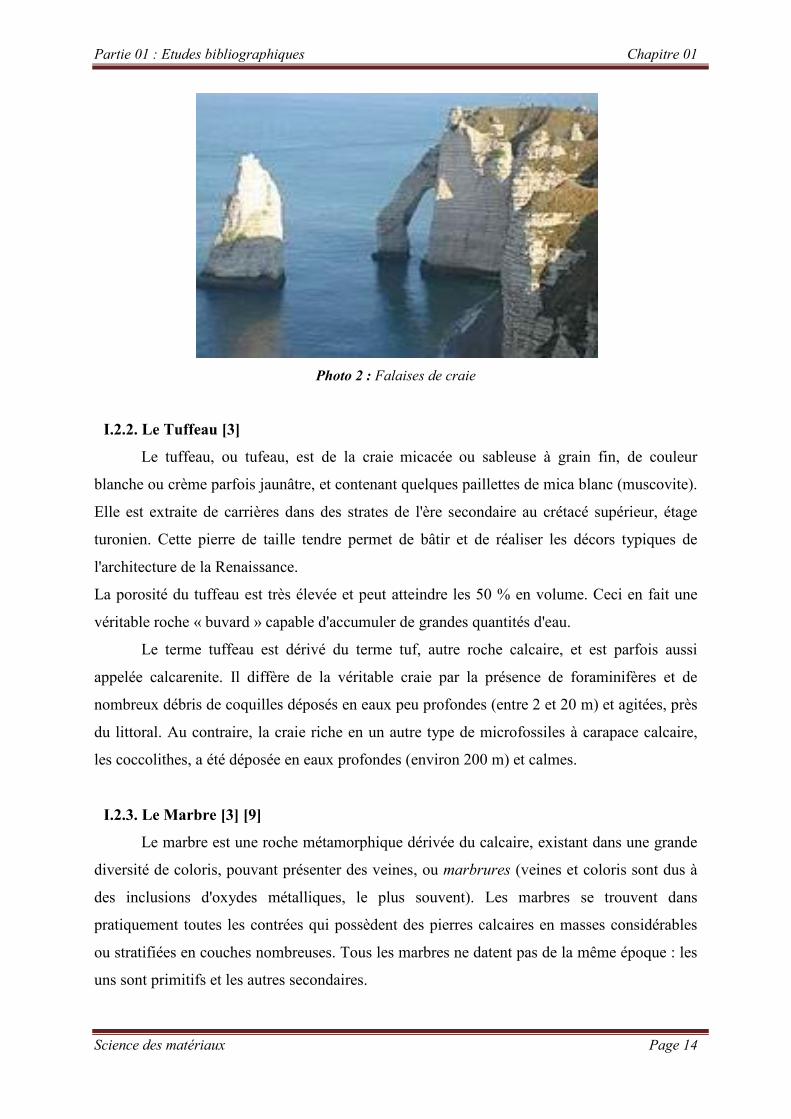
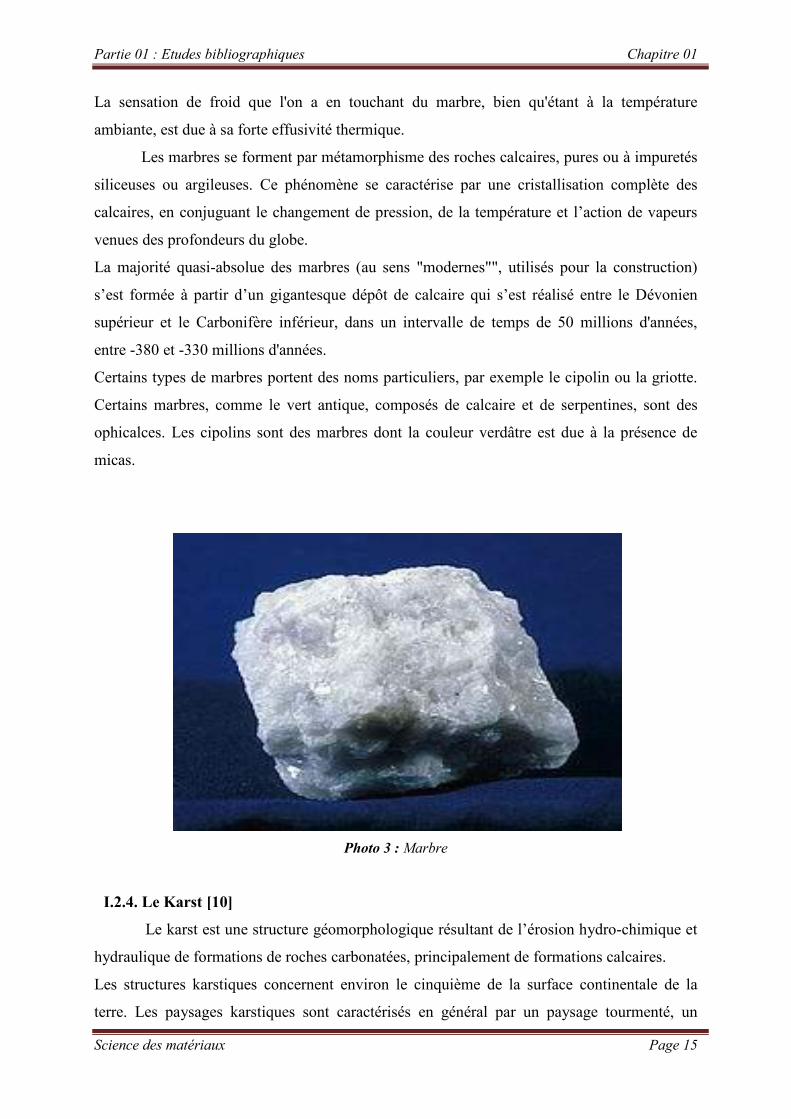
I.2.3. Le Marbre [3] [9]
Le marbre est une roche métamorphique dérivée du calcaire, existant dans une grande
diversité de coloris, pouvant présenter des veines, ou marbrures (veines et coloris sont dus à
des inclusions d'oxydes métalliques, le plus souvent). Les marbres se trouvent dans
pratiquement toutes les contrées qui possèdent des pierres calcaires en masses considérables
ou stratifiées en couches nombreuses. Tous les marbres ne datent pas de la même époque : les
uns sont primitifs et les autres secondaires.
Partie 01 : Etudes bibliographiques Chapitre 01
Science des matériaux Page 15
La sensation de froid que l'on a en touchant du marbre, bien qu'étant à la température
ambiante, est due à sa forte effusivité thermique.
Les marbres se forment par métamorphisme des roches calcaires, pures ou à impuretés
siliceuses ou argileuses. Ce phénomène se caractérise par une cristallisation complète des
calcaires, en conjuguant le changement de pression, de la température et l’action de vapeurs
venues des profondeurs du globe.
La majorité quasi-absolue des marbres (au sens "modernes"", utilisés pour la construction)
s’est formée à partir d’un gigantesque dépôt de calcaire qui s’est réalisé entre le Dévonien
supérieur et le Carbonifère inférieur, dans un intervalle de temps de 50 millions d'années,
entre -380 et -330 millions d'années.
Certains types de marbres portent des noms particuliers, par exemple le cipolin ou la griotte.
Certains marbres, comme le vert antique, composés de calcaire et de serpentines, sont des
ophicalces. Les cipolins sont des marbres dont la couleur verdâtre est due à la présence de
micas.
Photo 3 : Marbre
I.2.4. Le Karst [10]
Le karst est une structure géomorphologique résultant de l’érosion hydro-chimique et
hydraulique de formations de roches carbonatées, principalement de formations calcaires.
Les structures karstiques concernent environ le cinquième de la surface continentale de la
terre. Les paysages karstiques sont caractérisés en général par un paysage tourmenté, un
Partie 01 : Etudes bibliographiques Chapitre 01
Science des matériaux Page 16
réseau hydrographique essentiellement souterrain et un sous-sol creusé de nombreuses cavités
: reliefs ruiniformes, pertes et résurgences de cours d’eau, grottes et gouffres…
Le calcaire est une roche qui se présente sous forme de couches parallèles et
horizontales appelées des strates. À l'échelle de l'échantillon, on constate qu'il ne laisse pas
passer l'eau ; c'est une roche imperméable en petit. Sur le terrain, le calcaire est toujours
fissuré. Les eaux de pluie enrichies en dioxyde de carbone puisé dans l'atmosphère, s'infiltrent
dans les fissures et dissolvent la roche car elles sont acides. Les fissures s'élargissent et
provoquent la formation des cavités souterraines (grottes). On dit alors que le calcaire est
perméable en grand et on parle de paysage karstique.
Durant son passage dans les fissures de la roche, l’eau se charge progressivement en gaz et en
calcaire dissous. Lorsqu’elle arrive dans une cavité plus importante, l’eau se dégaze du fait du
changement des conditions physico-chimiques (baisse de pression, changement de
température…) : elle est donc moins acide. Le calcaire dissout peut donc recristalliser en
stalactite (au plafond) ou en stalagmite (au sol).
Dans ce processus de « karstification », les roches carbonatées sont façonnées par
solvatation selon les réactions chimiques suivantes :
dissolution du dioxyde de carbone :
CO2 + H2O <=> H2CO3
dioxyde de carbone + eau <=> acide carbonique
dissociation aqueuse de l’acide carbonique :
H2CO3 + H2O <=> H3O+ + HCO3
-
acide carbonique + eau <=> hydronium + hydrogénocarbonate
attaque acide des carbonates :
H3O+ + CaCO3 <=> Ca2+ + HCO3
- + H2O
Hydronium + carbonate de calcium <=> calcium + hydrogénocarbonate + eau
Equation bilan :
CO2 + H2O + CaCO3 <=> Ca2+ + 2 HCO3-
dioxyde de carbone + eau + carbonate de calcium <=> calcium + hydrogénocarbonate
Le développement d’un karst est donc favorisé par :
l’abondance de l’eau ;
la teneur de l’eau en CO2 (qui augmente avec la pression) ;
Partie 01 : Etudes bibliographiques Chapitre 01
Science des matériaux Page 17
la faible température de l’eau (plus une eau est froide et plus elle est chargée en
gaz, donc en CO2) ;
les êtres vivants (qui rejettent du CO2 dans le sol ce qui en augmente
considérablement la teneur) ;
la nature de la roche (fracturation, composition…) ;
le temps de contact eau-roche.
I.2.5. Le Travertin [3]
Le travertin ou tuf calcaire est une roche sédimentaire calcaire continentale, de couleur
blanche quand elle est pure, mais tirant vers le gris, le jaunâtre, le rougeâtre ou le marron,
selon les impuretés qu'elle renferme, caractérisée par de petites cavités (vacuoles) inégalement
réparties. Les tufs calcaires se trouvent en général dans les régions semi arides ou arides. Les
travertins actuels contiennent de l'aragonite qui recristallise rapidement en calcite. Ils ont une
dureté très variable.
Le travertin se forme par dépôt de calcaire sur de la végétation (telle que mousses ou
algues), aux émergences de certaines sources ou cours d'eau à petites cascades. Le carbonate
précipite à cause de l'action des végétaux et des turbulences de l'eau. La végétation repousse
ensuite sur le nouveau bâti, et le procédé recommence, en cycle.
I.3. Utilisations des calcaires
I.3.1. Carrières de calcaire [3]
Une carrière de calcaire est un lieu où l'on extrait et exploite la roche calcaire. Elle
peut être exploitée en souterrain ou à ciel ouvert.
Les ouvriers travaillant à l'extraction du calcaire s'appellent les carriers. Ceux-ci, selon les
régions, pouvaient être désignés selon différents termes : « perreyeur » (au pluriel «
perreyeurs » ou « perreyeux , « perrier », « mousseau »…
I.3.1.1. Histoire
D'une manière générale, le calcaire, comme toutes les roches, a d'abord été extrait à
ciel ouvert, lorsqu'il affleurait, ou que la couche de matériaux à enlever pour avoir accès à la
pierre était peu importante. Par la suite, lorsque la couche à enlever devenait trop importante
et que l'on a appris à sélectionner les meilleurs bancs, l'extraction a commencé à se faire de
Partie 01 : Etudes bibliographiques Chapitre 01
Science des matériaux Page 18
manière souterraine et s'est enfoncée de plus en plus profondément. Lorsque les techniques
ont évolué (au XXe siècle notamment), l'extraction à ciel ouvert a pu reprendre, des engins
puissants de type pelleteuse pouvant déblayer facilement des quantités impressionnantes de
matériaux.
Les Romains ont été les premiers à avoir exploité le calcaire. Ils le tiraient de carrières à ciel
ouvert, en gradins, ou alors dans des galeries peu profondes ne dépassant pas quelques
dizaines de mètres de longueur.
À la chute de l'Empire romain, l'exploitation du calcaire a décliné. À l'époque mérovingienne,
elle a repris grâce à la production de sarcophages, dans un premier temps dans les anciennes
carrières gallo-romaines et cette fois-ci de manière souterraine. À partir du Moyen-Âge,
l'exploitation a continué, mais pour la construction. La majorité s'est faite de manière
souterraine, cependant, dans les localités où la couche de matériaux à enlever était faible, ou
alors importante, mais que l'épaisseur du banc justifiait de passer du temps à enlever la couche
le recouvrant, l'extraction se faisait à ciel ouvert.
I.3.1.2. Techniques d'extraction
Selon les époques, les régions, le type de calcaire, la qualité du matériau et sa
destination, le calcaire a été extrait de différentes manières avec des équipements variés :
outils manuels, explosifs, scies électriques, en incisant des fentes et en utilisant des coins,
selon l'emploi auquel la pierre est destinée.
Les outils manuels suffisent pour extraire une pierre qui se présente en lits facilement
accessibles. Les principaux outils manuels sont la pointe, la masse et le coin. À l'aide de la
pointe et de la masse, des trous disposés en ligne sont percés à quelques centimètres de
distance, perpendiculairement au plan de stratification de la pierre et le long de la ligne de
cassure projetée. Dans chaque trou, on enfonce ensuite deux demi-coquilles coniques en acier
entre lesquelles on fait pénétrer une « aiguille », en s'aidant d'une masse. C'est le principe de
l'« éclateur à aiguille » où la poussée latérale amène la rupture de la roche.
Les explosifs sont très souvent utilisés pour détacher de gros blocs de pierre, qui sont ensuite
débités en moellons plus petits à l'aide de coins, ou encore sont réduits en pierraille au moyen
d'un boulet en acier pesant plusieurs tonnes. Dans cette méthode d'exploitation, ou par la
méthode de l'éclateur à aiguille, on perce les trous à la profondeur requise, et on les remplit en
partie d'explosif. L'amorçage et la déflagration sont obtenus par les procédés habituels.
Le rainurage consiste à découper de longues rainures étroites dans la pierre pour débiter les
bancs de grandes dimensions.
Partie 01 : Etudes bibliographiques Chapitre 01
Science des matériaux Page 19
Les rainureuses, qui fonctionnaient autrefois à la vapeur, ont été remplacées aujourd'hui par
des moteurs à essence ou électriques. Elles sont auto-motrices et déplacent un outil tranchant
d'avant en arrière, à la surface du banc, le long du plan de coupe envisagé. La rainure doit être
assez profonde pour permettre l'insertion des coins qui assureront l'éclatement de la roche, la
rainure guidant le plan de fracture. Cette combinaison des techniques de rainurage et de
débitage par coins est largement mise en œuvre dans l'exploitation du marbre, du tuffeau et
d’autres types de calcaire.
Une autre méthode de taille combine une scie électrique, un abrasif et de l'eau comme
lubrifiant, et un liquide de refroidissement. On taille avec la scie une fente étroite, taille
primaire ou initiale, qui est élargie au coin ou à l'explosif.
Un chalumeau automatique a été récemment mis au point pour le débitage des blocs. Ce
chalumeau est maintenu à la verticale dans un cadre ; un moteur électrique déplace lentement
l'ensemble le long d'un rail. La découpe est très régulière, ne nécessite pas la présence d'un
opérateur et gaspille moins de matière rocheuse. Le dispositif est contrôlé par ordinateur.
I.3.2. Les domaines d’utilisation des calcaires [11][3]
Les calcaires sont utilisés sous des formes granulométriques diverses, en granulats et
en moellons, mais aussi broyés, moulus ou micronisés.
Ils sont également utilisés sous différentes formes chimiques :
- CaCO3 (calcaire) ;
- CaO (chaux vive) ;
- Ca(OH)2 (chaux hydratée ou chaux éteinte).
L’utilisation du calcaire sous ces différentes formes couvre des domaines très variés :
I.3.2.1. En construction
Le calcaire est utilisé pour la construction des bâtiments, des routes et dans le géni
civil comme :
matériau en sculpture (technique de la taille directe) ;
roche à bâtir utilisée dans la construction des bâtiments ;
matériau d'empierrement de la voirie : macadam, graves calcaires, ballast, d'un
usage très fréquent ;
sable et granulat dans la fabrication des bétons, plus rarement dans les enrobés
bitumineux, pour les calcaires les plus durs ;
Partie 01 : Etudes bibliographiques Chapitre 01
Science des matériaux Page 20
matière première entrant dans la fabrication du ciment. Le ciment est réalisé
avec 80% environ de calcaire et 20 % d'argile, chauffé à 1450°C. C’est du ciment dit «ciment
Portland»
I.3.2.2. En Métallurgie et verrerie
Le calcaire est utilisé comme fondant dans la fusion du verre (en sable) et dans la
fusion des métaux ferreux (en castines).
Pour une tonne de verre il faut 700kg de sable (SiO2) 300 kg de calcaire et 130 kg de soude et
pour une tonne de soude il faut 1300 kg de calcaire. Pour une tonne d'acier il faut 150kg de
calcaire et 50 kg chaux.
I.3.2.3. Charges
Le calcaire sert de charge minérale pulvérulente dans divers produits
industriels (plastiques, peintures, colles, récurrents...).
Une tonne de papier contient 250 à 300 kg de calcaire pour faire en particulier la couche de
finition.
Il sert aussi de couche de finition du papier (une tonne de papier contient 250 à
300 kg de calcaire).
Une tonne de papier contient 250 à 300 kg de calcaire pour faire en particulier la couche de
finition.
I.3.2.4. En environnement
Traitement des eaux ;
Traitement des boues ;
Traitement des fumées ;
Traitement des déchets ménagers.
I.3.2.5. Agro-alimentaire
En alimentation animale et humaine. La chaux et le carbonate de calcium sont
utilisés dans de nombreux produits d’alimentation humaine et animale comme apport de
calcium.
Engrais et amendements, c’est le cas de l’amendement calcique agricole pour
lutter contre l'acidification du sol.
Partie 01 : Etudes bibliographiques Chapitre 01
Science des matériaux Page 21
Sucreries et Confiseries : Il faut 20 kg de calcaire pour fabriquer 100 kg de
sucre.
Brasseries et Laiteries.
Industrie pharmaceutique. Exemple, Le carbonate de calcium est un composant
essentiel de la fabrication du dentifrice.
I.3.3. La pierre à bâtir calcaire [5]
On utilise le calcaire depuis toujours comme roche à bâtir dans la construction. Au
Moyen-âge, il a servi à édifier de nombreux édifices religieux et monuments historiques,
même si cet usage est à présent marginal. C’est le cas de l’Opéra Garnier à Paris qui est un
bâtiment public très célèbre construit en 1875 avec des roches calcaire.
Photo 4 : Opéra Garnier
La craie a été exploitée pour produire des pierres de taille, pour alimenter les fours à
chaux ou fournir les moellons qui garnissaient l'intérieur des murailles de fortification. La
craie a été aussi utilisée sous forme de bâtons pour écrire sur les tableaux noirs des salles de
classe dans les écoles. Aujourd'hui, les craies utilisées pour l'enseignement sont faites de
plâtre, lui-même réalisé à partir du gypse qui est une roche saline, additionnée de pigments
pour les craies de couleur.
Nous avons également le marbre qui utilisé en blocs massif pour de prestigieuses réalisations
architecturales religieuses (statues de divinités, temples, tombeaux) ou politiques (stades). Le
prestige de cette matière s'illustre dans les réalisations architecturales et artistiques les plus
Partie 01 : Etudes bibliographiques Chapitre 01
Science des matériaux Page 22
marquantes de l'histoire humaine (l'Acropole, la ville de Rome, musée Sainte-Sophie
(Istanbul), le David de Michel Ange, le Château de Versailles de Louis XIV, le Taj Mahal en
Inde, l'Arche de la Défense à Paris, le Palais du Parlement à Bucarest, etc.). La dalle de
marbre est principalement utilisée pour le revêtement de murs et de sols intérieurs ou
extérieurs.
Le travertin est la pierre calcaire dont on s'est servi pour les plus beaux édifices de la Rome
antique. On l'utilise aussi en dallage, escalier ou plateaux divers et variés (table, buffet…). À
l’extérieur, il sert de margelle aux piscines ou de revêtement de terrasse. On le pose brut de
sciage ou vieilli, sans rebouchage des cavités, contrairement à l’intérieur, où il est poli ou
adouci et rebouché, pour la commodité de l’entretien.
I.3.4. Granulats calcaires [3]
Le calcaire est une des roches les plus employées pour la production de granulats, rien
qu’en France la production de granulats calcaires avait atteint 101 700 000 tonnes en 2004.
Le granulat est un fragment de roche, d'une taille inférieure à 125 millimètres, destiné à entrer
dans la composition des matériaux destinés à la fabrication d'ouvrages de travaux publics, de
génie civil et de bâtiment.
Partie 01 : Etudes bibliographiques Chapitre 02
Science des matériaux Page 23
Chapitre 02 : LES GRANULATS
Les granulats sont le constituant de base de tous travaux de génie civil. Il est donc
important de maîtriser l’ensemble de leurs propriétés (et influences) ; tant du point de vue de
leurs élaborations, que de leurs utilisations (mises en œuvre) ; et ce, afin de maîtriser au
mieux le coût tout en respectant des critères de qualité.
La nature des gisements conditionne les propriétés intrinsèques (résistance, porosité, etc.…)
des granulats. Par contre, les caractéristiques géométriques (granularité, forme, etc. ...) et de
propreté sont fonction du processus d’élaboration.
Pour fabriquer des produits ayant les qualités requises, les producteurs de granulats utilisent
des installations de plus en plus complexes, faisant appel à des technologies bien maîtrisées
(fragmentation, séparation gravitaire, lavage, etc. …).
En fonction des systèmes de contrôles mis en place par les producteurs, les granulats
font même l’objet d’une certification (marque NF-Granulats) basé sur la norme XP P18-545
(février 2004) au même titre que n’importe quel produit manufacturé [12].
II.1. Différents types de granulats [12]
Les granulats utilisés pour le béton sont soit d'origine naturelle, soit artificiels.
II.1.1. Les granulats naturels
Le granulat naturel est le granulat d'origine minérale n'ayant subi aucune
transformation autre que mécanique. Dans cette catégorie se rangent des granulats de roche,
comme le calcaire, le granite, le porphyre, etc.
Indépendamment de leur origine minéralogique, on classe les granulats en deux catégories:
1- Les granulats alluvionnaires, dits roulés, dont la forme a été acquise par l'érosion. Ils sont
issus des dépôts alluvionnaires trouvés dans le lit présent ou passé d'une rivière actuelle ou
passée (en mer éventuellement). Ces granulats sont lavés pour éliminer les particules
argileuses, nuisibles à la résistance du béton et criblés pour obtenir différentes classes de
dimension. Bien qu'on puisse trouver différentes roches selon la région d'origine, les granulats
utilisés pour le béton sont le plus souvent siliceux, calcaires ou silico-calcaires.
2- Les granulats de carrière, qui sont fournis par des roches massives venant surtout des
gisements épais de roches dures. Il s'agit surtout de calcaires de formations géologiques plus
anciennes (au plus tôt du tertiaire), ou de roches d'origine magmatique ou plutonique, que l'on
Partie 01 : Etudes bibliographiques Chapitre 02
Science des matériaux Page 24
nomme roches éruptives. Si ces dernières sont plutôt propres, les calcaires peuvent contenir de
limons ou argiles indésirables. Ce qui influe sur le procédé de production des granulats.
Ces granulats sont obtenus par abattage et concassage, ce qui leur donnent des formes
angulaires. Une phase de précriblage est indispensable à l'obtention de granulats propres.
Différentes phases de concassage aboutissent à l'obtention des classes granulaires souhaitées.
Les granulats concassés présentent des caractéristiques qui dépendent d'un grand nombre de
paramètres: origine de la roche, régularité du banc, degré de concassage … . La sélection de
ce type de granulats devra donc être faite avec soin et après accord sur un échantillon.
II.1.2. Les granulats artificiels
Ce sont des granulats d'origine minérale résultant d'un procédé industriel comprenant
des modifications thermiques ou autres. Ils sont en général élaborés spécialement pour
répondre à certains emplois, notamment granulats très durs pour renforcer la résistance à
l'usure de dallages industriels (granulats ferreux, carborundum…) ou granulats réfractaires.
Dans cette catégorie se rangent des granulats transformés, comme le schiste expansé, l'argile
expansée, mica expansé (vermiculite), …
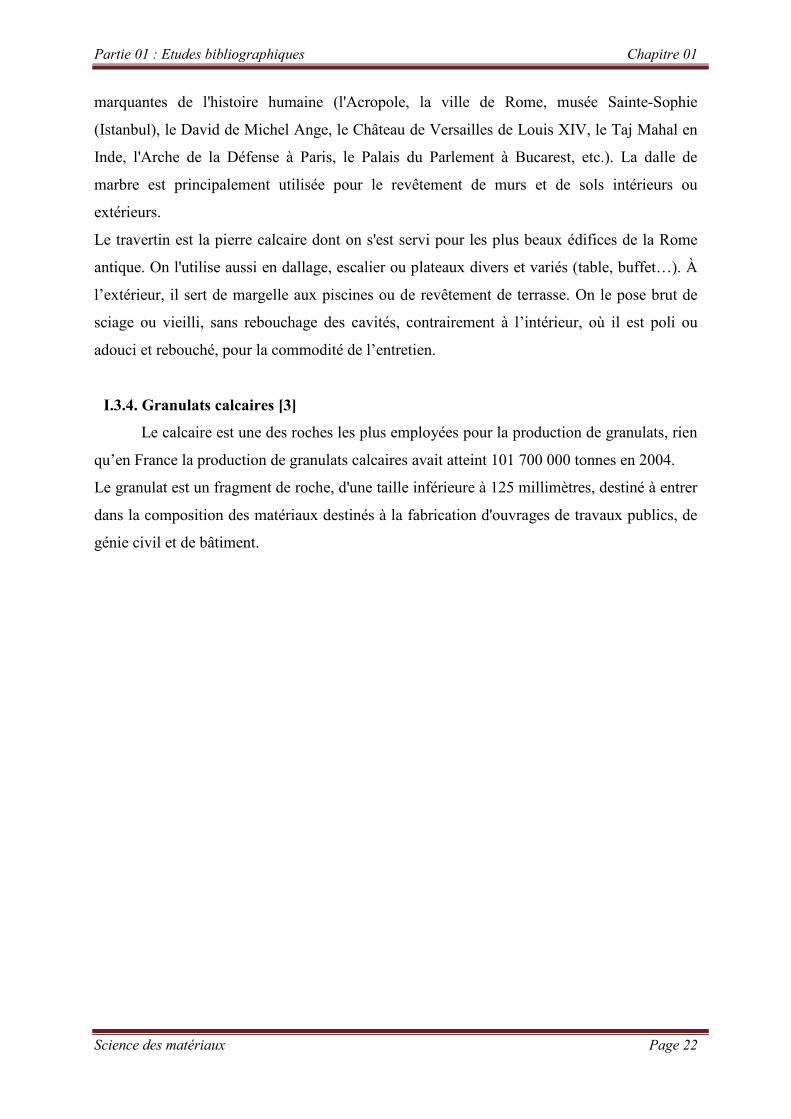
II.1.3. Les granulats recyclés
Les granulats peuvent provenir de filières industrielles de recyclage valorisant des
sous-produits (ou co-produits) industriels ou issus de la démolition de bâtiments ou de voiries
(broyats de bétons, briques, recyclage de ballasts de chemin de fer, de croûtes ou de fraisats
d'enrobés routiers ou de terrils miniers).
Photo 5 : Différentes sortes de granulats
Partie 01 : Etudes bibliographiques Chapitre 02
Science des matériaux Page 25
II.2. Production et élaboration des granulats [13]
La production des granulats nécessite deux principaux types d’opérations : l’extraction et le
traitement.
II.2.1. L’extraction
L’extraction s’effectue dans les carrières qui utilisent des techniques différentes selon
qu’il s’agit de roches massives ou de granulats alluvionnaires meubles, soit à sec, soit en
milieu hydraulique.
II.2.2. Le traitement
Il est réalisé dans des installations de traitement généralement situées sur le site de la
carrière. Parfois les installations peuvent se situer à un endroit différent du site d’extraction.
Dans tous les cas, on retrouve les cinq mêmes principales étapes de production :
1. décapage des niveaux non exploitables,
2. extraction des matériaux,
3. transfert sur les lieux de traitement,
4. traitement des granulats pour obtenir les produits finis,
5. remise en état du site exploité.
II.2.2.1. Le décapage (découverte)
Découvrir, c’est retirer les terrains situés au-dessus des niveaux à exploiter :
terre végétale,
roches plus ou moins altérées,
niveaux stériles.
Les matériaux de découverte, terres végétales et matériaux stériles, doivent être
stockés indépendamment de façon à pouvoir être réutilisés lors du réaménagement de la
carrière, sans pour autant gêner les différentes phases de l’exploitation. La prise en compte de
la quantité des terrains à découvrir importe dans l’étude d’un gisement. Une découverte jugée
trop importante peut éventuellement amener à renoncer à l’ouverture d’une exploitation.
II.2.2.2. L’extraction en terrain meuble
En site terrestre (milieu sec) :
Partie 01 : Etudes bibliographiques Chapitre 02
Science des matériaux Page 26
Quand le gisement de granulats alluvionnaire se situe au-dessus du niveau d’eau
(nappe phréatique, eau de la rivière, ...), on exploite directement les matériaux avec les engins
traditionnels des travaux publics tels que des pelles ou des chargeuses (bulldozers munis d’un
large godet basculant). L’extraction peut avoir lieu en fouille (par le haut) ou en butte (par le
bas) avec une progression latérale du front de taille.
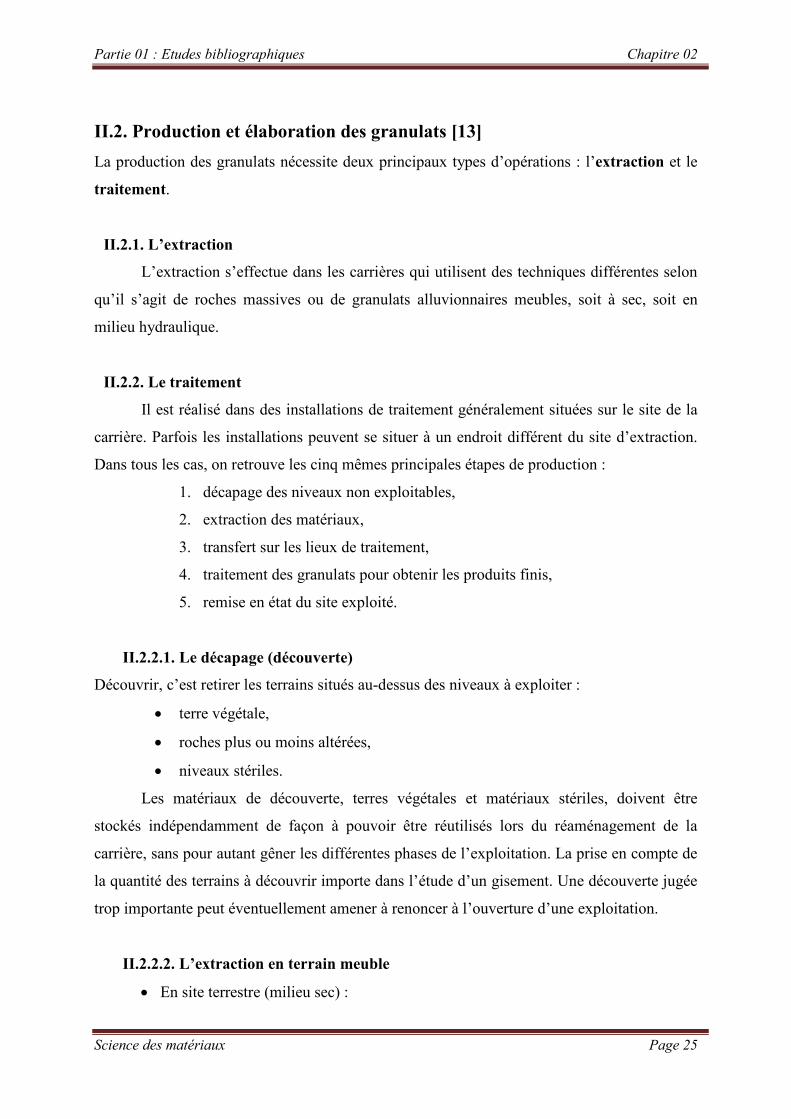
En site immergé (milieu hydraulique) :
L’extraction peut être réalisée par des engins flottants : drague à godets, à grappin ou
drague suceuse. Dans le cas de site immergé peu profond, l’exploitation pourra avoir lieu
depuis la rive avec des pelles à câble équipées en draglines, des pelles hydrauliques ou
excavateurs à godets. Le dragage ramène à la surface le “tout venant” qui est ensuite chargé
sur bateaux, sur camions ou sur bandes transporteuses en bord de rive.
Photo 6 : Extraction en site immergé :
dragline
Photo 7 : Granulats exploités entre 10 et 30 mètres
de profondeur sur le plateau continental.
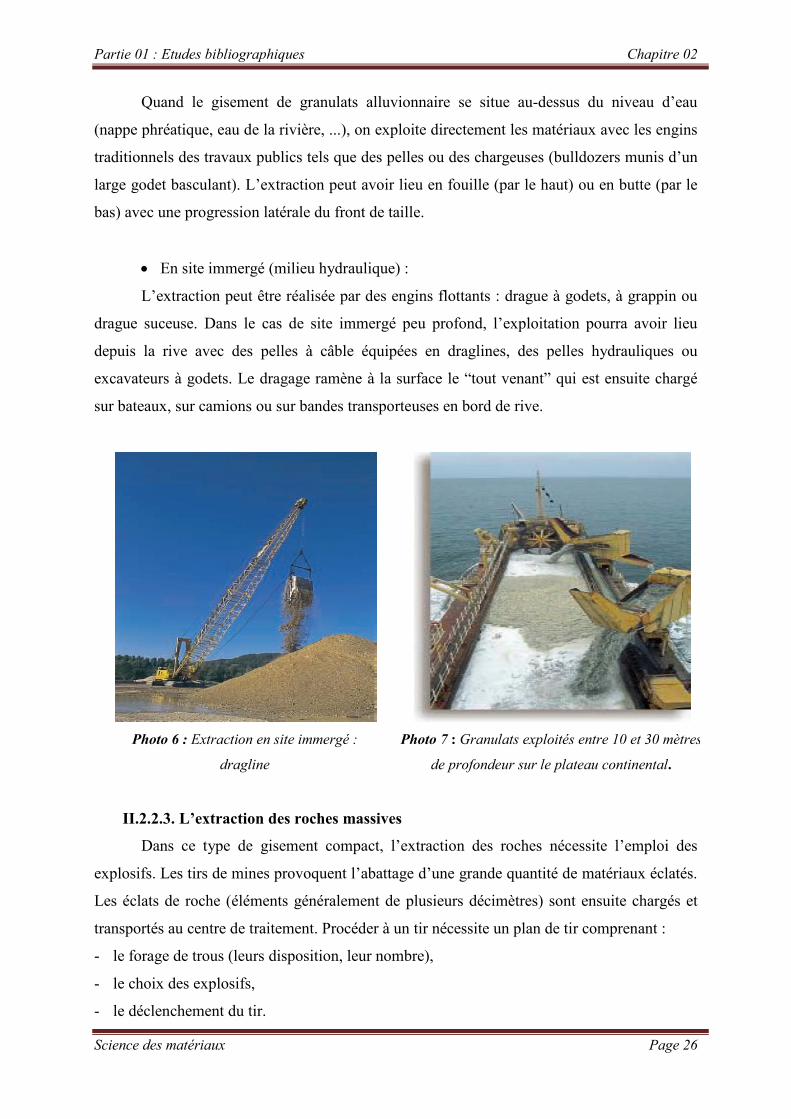
II.2.2.3. L’extraction des roches massives
Dans ce type de gisement compact, l’extraction des roches nécessite l’emploi des
explosifs. Les tirs de mines provoquent l’abattage d’une grande quantité de matériaux éclatés.
Les éclats de roche (éléments généralement de plusieurs décimètres) sont ensuite chargés et
transportés au centre de traitement. Procéder à un tir nécessite un plan de tir comprenant :
- le forage de trous (leurs disposition, leur nombre),
- le choix des explosifs,
- le déclenchement du tir.
Partie 01 : Etudes bibliographiques Chapitre 02
Science des matériaux Page 27
Le tir est placé sous la responsabilité d’un professionnel spécialisé : le “boutefeu”. Un tir de
mine peut abattre jusqu’à plusieurs dizaines de milliers de tonnes de roche en une seule
opération.
Photo 8 : Abattage du front de taille à l’explosif dans une carrière de calcaires
II.2.2.4. Le transfert vers les installations de traitement
La manutention des matériaux entre le lieu d’extraction et le centre de traitement (le
plus rapproché possible) s’effectue soit en continu, soit en discontinu.
Manutention continue par transporteurs à bandes. On modifie la position des
unités de bandes transporteuses en fonction de la progression de l’exploitation. Dans le cas
d’extraction en milieu hydraulique, on peut parfois utiliser un système de tuyauteries ou de
bandes transporteuses flottantes entre la drague et la berge.
Manutention discontinue par :
- camions et dumpers pour les extractions terrestres,
- bateaux ou barges dans le cas d’exploitation immergée assez loin des rives.
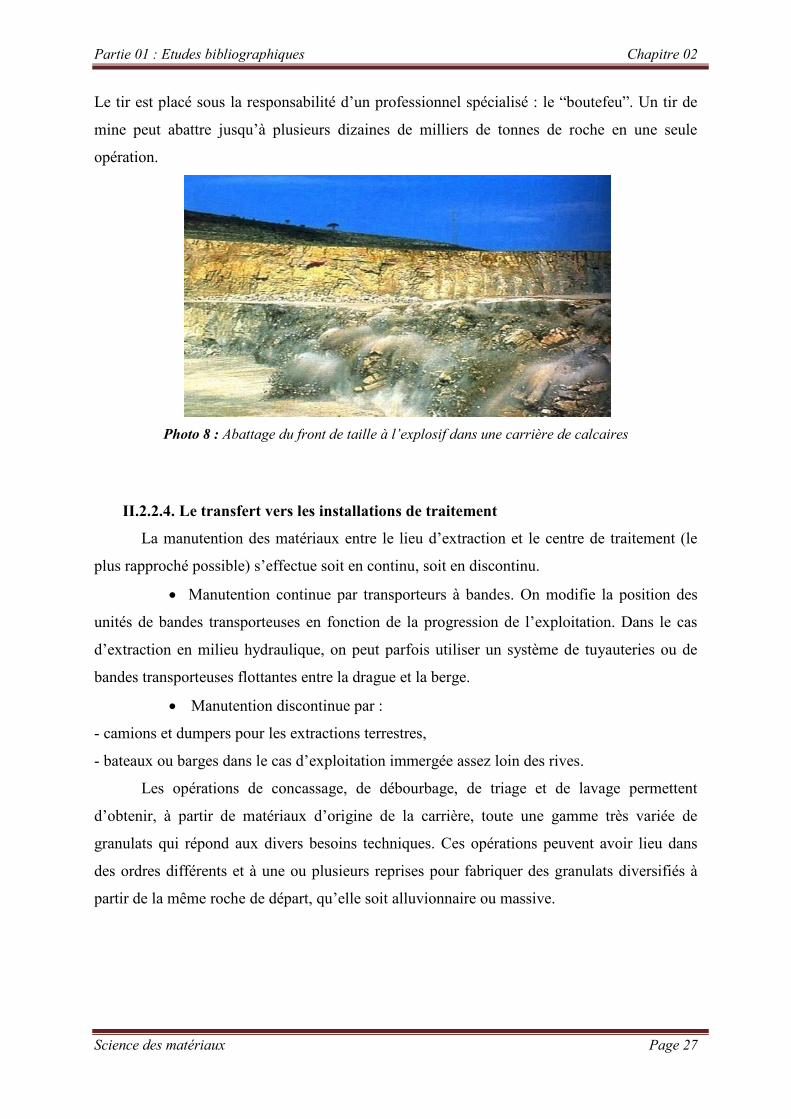
Les opérations de concassage, de débourbage, de triage et de lavage permettent
d’obtenir, à partir de matériaux d’origine de la carrière, toute une gamme très variée de
granulats qui répond aux divers besoins techniques. Ces opérations peuvent avoir lieu dans
des ordres différents et à une ou plusieurs reprises pour fabriquer des granulats diversifiés à
partir de la même roche de départ, qu’elle soit alluvionnaire ou massive.
Partie 01 : Etudes bibliographiques Chapitre 02
Science des matériaux Page 28
Photo 9 : Machine de traitement de granulats dans une usine de calcaire.
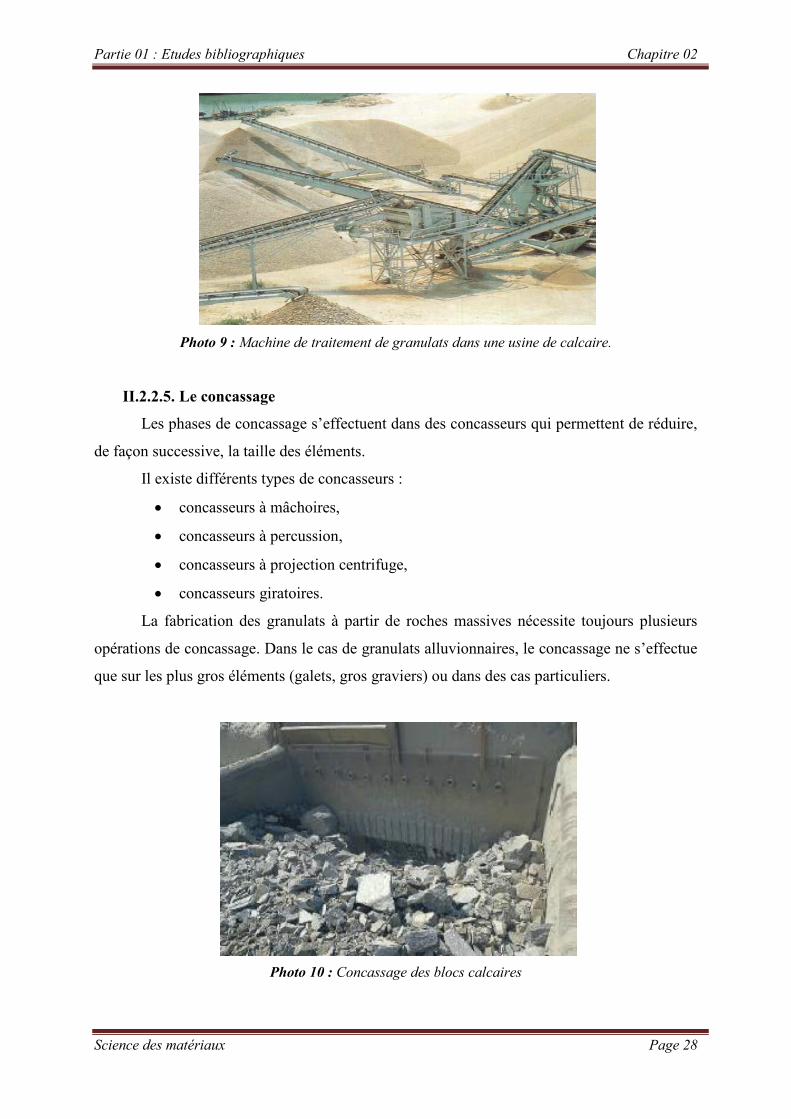
II.2.2.5. Le concassage
Les phases de concassage s’effectuent dans des concasseurs qui permettent de réduire,
de façon successive, la taille des éléments.
Il existe différents types de concasseurs :
concasseurs à mâchoires,
concasseurs à percussion,
concasseurs à projection centrifuge,
concasseurs giratoires.
La fabrication des granulats à partir de roches massives nécessite toujours plusieurs
opérations de concassage. Dans le cas de granulats alluvionnaires, le concassage ne s’effectue
que sur les plus gros éléments (galets, gros graviers) ou dans des cas particuliers.
Photo 10 : Concassage des blocs calcaires
Partie 01 : Etudes bibliographiques Chapitre 02
Science des matériaux Page 29
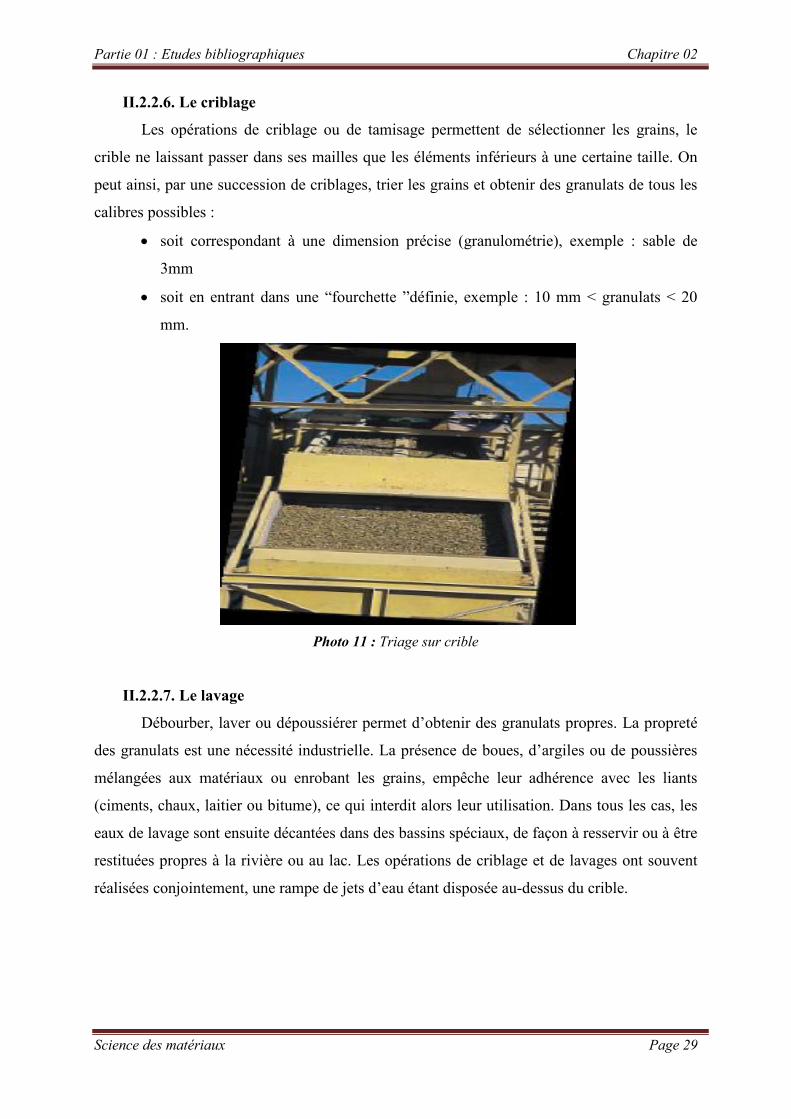
II.2.2.6. Le criblage
Les opérations de criblage ou de tamisage permettent de sélectionner les grains, le
crible ne laissant passer dans ses mailles que les éléments inférieurs à une certaine taille. On
peut ainsi, par une succession de criblages, trier les grains et obtenir des granulats de tous les
calibres possibles :
soit correspondant à une dimension précise (granulométrie), exemple : sable de
3mm
soit en entrant dans une “fourchette ”définie, exemple : 10 mm < granulats < 20
mm.
Photo 11 : Triage sur crible
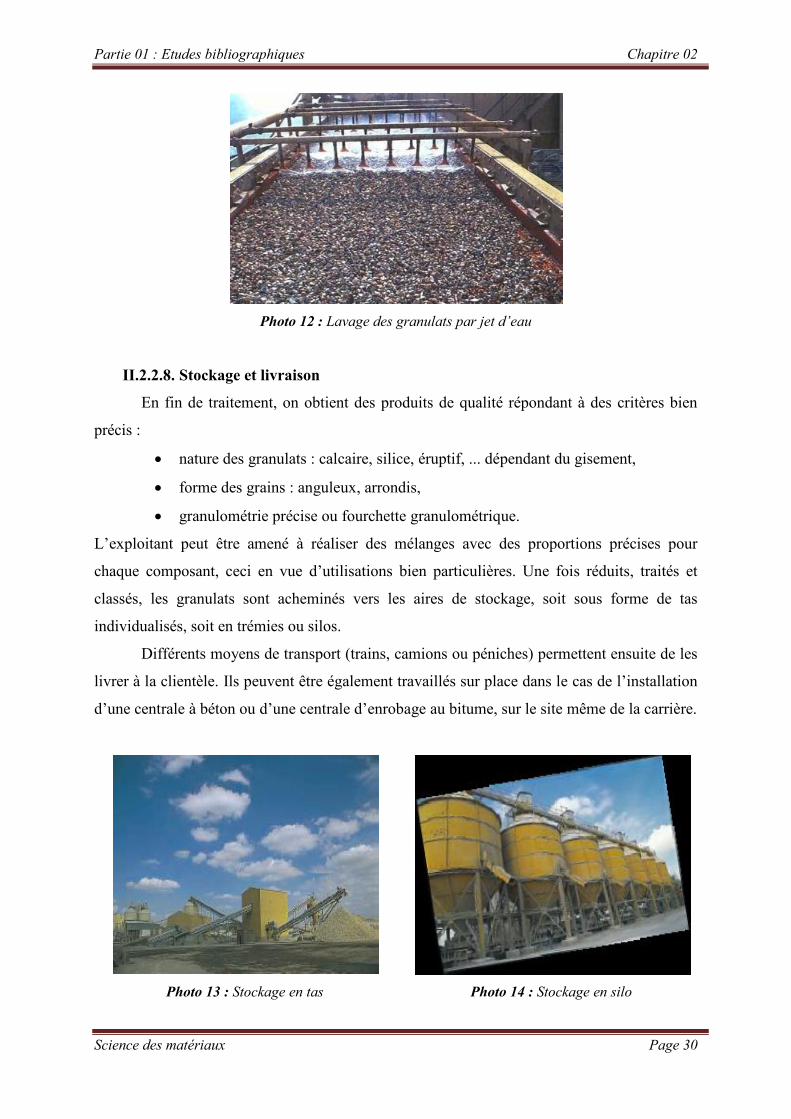
II.2.2.7. Le lavage
Débourber, laver ou dépoussiérer permet d’obtenir des granulats propres. La propreté
des granulats est une nécessité industrielle. La présence de boues, d’argiles ou de poussières
mélangées aux matériaux ou enrobant les grains, empêche leur adhérence avec les liants
(ciments, chaux, laitier ou bitume), ce qui interdit alors leur utilisation. Dans tous les cas, les
eaux de lavage sont ensuite décantées dans des bassins spéciaux, de façon à resservir ou à être
restituées propres à la rivière ou au lac. Les opérations de criblage et de lavages ont souvent
réalisées conjointement, une rampe de jets d’eau étant disposée au-dessus du crible.
Partie 01 : Etudes bibliographiques Chapitre 02
Science des matériaux Page 30
Photo 12 : Lavage des granulats par jet d’eau
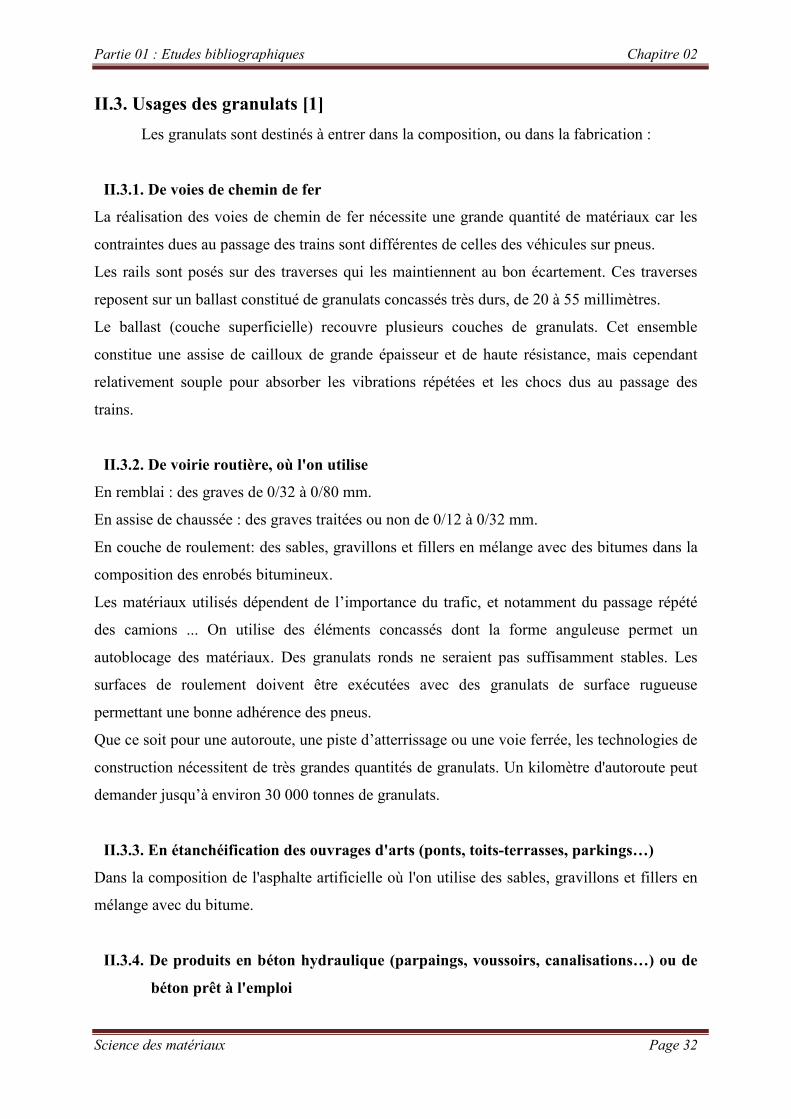
II.2.2.8. Stockage et livraison
En fin de traitement, on obtient des produits de qualité répondant à des critères bien
précis :
nature des granulats : calcaire, silice, éruptif, ... dépendant du gisement,
forme des grains : anguleux, arrondis,
granulométrie précise ou fourchette granulométrique.
L’exploitant peut être amené à réaliser des mélanges avec des proportions précises pour
chaque composant, ceci en vue d’utilisations bien particulières. Une fois réduits, traités et
classés, les granulats sont acheminés vers les aires de stockage, soit sous forme de tas
individualisés, soit en trémies ou silos.
Différents moyens de transport (trains, camions ou péniches) permettent ensuite de les
livrer à la clientèle. Ils peuvent être également travaillés sur place dans le cas de l’installation
d’une centrale à béton ou d’une centrale d’enrobage au bitume, sur le site même de la carrière.
Photo 13 : Stockage en tas Photo 14 : Stockage en silo
Partie 01 : Etudes bibliographiques Chapitre 02
Science des matériaux Page 31
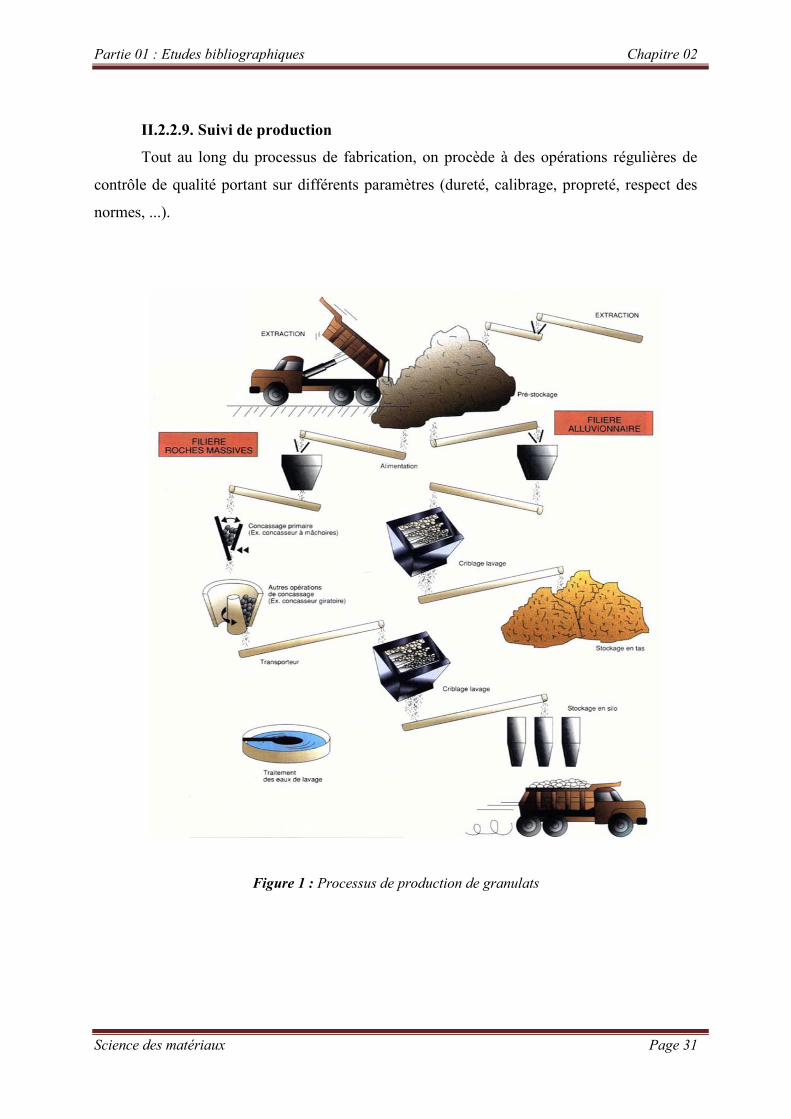
II.2.2.9. Suivi de production
Tout au long du processus de fabrication, on procède à des opérations régulières de
contrôle de qualité portant sur différents paramètres (dureté, calibrage, propreté, respect des
normes, ...).
Figure 1 : Processus de production de granulats
Partie 01 : Etudes bibliographiques Chapitre 02
Science des matériaux Page 32
II.3. Usages des granulats [1]
Les granulats sont destinés à entrer dans la composition, ou dans la fabrication :
II.3.1. De voies de chemin de fer
La réalisation des voies de chemin de fer nécessite une grande quantité de matériaux car les
contraintes dues au passage des trains sont différentes de celles des véhicules sur pneus.
Les rails sont posés sur des traverses qui les maintiennent au bon écartement. Ces traverses
reposent sur un ballast constitué de granulats concassés très durs, de 20 à 55 millimètres.
Le ballast (couche superficielle) recouvre plusieurs couches de granulats. Cet ensemble
constitue une assise de cailloux de grande épaisseur et de haute résistance, mais cependant
relativement souple pour absorber les vibrations répétées et les chocs dus au passage des
trains.
II.3.2. De voirie routière, où l'on utilise
En remblai : des graves de 0/32 à 0/80 mm.
En assise de chaussée : des graves traitées ou non de 0/12 à 0/32 mm.
En couche de roulement: des sables, gravillons et fillers en mélange avec des bitumes dans la
composition des enrobés bitumineux.
Les matériaux utilisés dépendent de l’importance du trafic, et notamment du passage répété
des camions ... On utilise des éléments concassés dont la forme anguleuse permet un
autoblocage des matériaux. Des granulats ronds ne seraient pas suffisamment stables. Les
surfaces de roulement doivent être exécutées avec des granulats de surface rugueuse
permettant une bonne adhérence des pneus.
Que ce soit pour une autoroute, une piste d’atterrissage ou une voie ferrée, les technologies de
construction nécessitent de très grandes quantités de granulats. Un kilomètre d'autoroute peut
demander jusqu’à environ 30 000 tonnes de granulats.
II.3.3. En étanchéification des ouvrages d'arts (ponts, toits-terrasses, parkings…)
Dans la composition de l'asphalte artificielle où l'on utilise des sables, gravillons et fillers en
mélange avec du bitume.
II.3.4. De produits en béton hydraulique (parpaings, voussoirs, canalisations…) ou de
béton prêt à l'emploi
Partie 01 : Etudes bibliographiques Chapitre 02
Science des matériaux Page 33
Ici on utilise des sables, gravillons et fillers en mélange avec du ciment.
Dans un béton, les granulats apportent la consistance, le volume et la résistance. Ils
constituent le squelette du béton et ils représentent, dans les cas usuels, environ 80 % du poids
total du béton. Un logement demande de 100 à 300 tonnes de granulats et un lycée demande
de 2000 à 4000 tonnes de granulats.
On peut réaliser les bétons avec des granulats de diverses natures : alluvionnaires, éruptifs,
calcaires. Généralement, pour des facilités de fabrication et de mises en œuvre, on utilise des
éléments arrondis ; les surfaces roulent les unes sur les autres et assurent une bonne
maniabilité du mélange en phase liquide.
Cependant, on fabrique également des bétons avec des granulats concassés, soit pour des
raisons géologiques locales (rareté des alluvionnaires), soit pour des raisons purement
techniques.
II.3.5. En fabrication de mortiers et enduits de façade
On y utilise des sables et fillers en mélange avec du ciment ou avec de la Chaux éteinte.
Un m3 de mortier contient 100 kg de chaux, 185 kg de ciment, 1800 à 1900 kg de granulats et
235 kg d'eau.
II.4. Analyse granulométrique [13]
La taille des granulats ne peut être quelconque. Elle doit répondre à des critères
granulométriques précis qui dépendent de leurs utilisations. Les producteurs sont en mesure
de fournir des granulats parfaitement calibrés. Le calibrage n’est jamais une taille exacte, mais
une fourchette plus ou moins large obtenue à l’aide des opérations de concassage et de
criblage. Exemple de fourchette granulométrique : granulats 6/10, granulats dont les grains
sont compris entre 6 et 10 mm.
On appelle analyse granulométrique l’opération permettant de déterminer la granulométrie qui
est la détermination de la grandeur des grains, mais de déterminer aussi la répartition
dimensionnelle des grains dans un granulat.
L'essai consiste à classer les différents grains constituant l'échantillon en utilisant une série de
tamis, emboîtés les uns sur les autres, dont les dimensions des ouvertures sont décroissantes
du haut vers le bas. Le matériau étudié est placé en partie supérieure des tamis et le
classement des grains s'obtient par vibration de la colonne de tamis.
On appelle tamisat (ou passant) la partie de matériau qui passe au travers du tamis et refus
celle qui y est retenue.
Partie 01 : Etudes bibliographiques Chapitre 02
Science des matériaux Page 34
On désigne par classe granulaire la fourchette de calibres comprenant le plus petit et le plus
gros grain d’un même granulat d/D.
On considère que le tamisage est terminé lorsque le refus ne varie pas de plus de 1 % entre
deux séquences de vibration de la tamiseuse. On trace la courbe granulométrique sur un
graphique comportant en ordonnée le pourcentage des tamisats sous les tamis dont les mailles
d sont indiquées en abscisse selon une graduation logarithmique ou en module AFNOR selon
une graduation linéaire. On a : Mod (d) = 31 + 10 log d (d en mm)
II.5. Classification des granulats [12]
On trie les granulats par dimension au moyen de tamis (mailles carrées) et de passoires
(trous circulaires) et on désigne une classe de granulats par un ou deux chiffres. Si un seul
chiffre est donné, c'est celui du diamètre maximum D exprimé en mm; si l'on donne deux
chiffres, le premier désigne le diamètre minimum d, des grains et le deuxième le diamètre
maximum D.
Un granulat est caractérisé du point de vue granulaire par sa classe d/D. Lorsque d est
inférieur à 2 mm, le granulat est désigné 0/D.
Il existe cinq classes granulaires principales caractérisées par les dimensions extrêmes d et D
des granulats rencontrées (Norme NFP18-101):
Les fines 0/D avec D ≤ 0,08 mm,
Les sables 0/D avec D ≤ 6,3 mm,
Les gravillons d/D avec d ≥ 2 mm et D ≤ 31,5 mm,
Les cailloux d/D avec d ≥ 20 mm et D ≤ 80 mm,
Les graves d/D avec d ≥ 6,3 mm et D ≤ 80 mm,
Il peut être utile dans certains cas d'écrire la classification dans le tableau suivant.
Partie 01 : Etudes bibliographiques Chapitre 02
Science des matériaux Page 35
Tableau 1 : Classes granulaires des granulats
Appellation Dimension de la maille
des tamis en mm
Pierres cassées et cailloux
Gros 50 à 80
Moyens 31,5 à 50
Petits 20 à 31,5
Gravillons
Gros 12,5 à 20
Moyens 8 à 12,5
Petits 5 à 8
Sable
Gros 1,25 à 5
Moyens 0,31 à 1,25
Petits 0,08 à 0,31
Fines, farines et fillers Inférieur à 0,08
II.6. Caractéristiques principales des granulats [12]
Comme tous les produits entrant dans la constitution d’ouvrages à hautes
performances, les granulats doivent répondre à des critères de qualité qui dépendent, d’une
part, de la nature de la roche (résistance aux chocs et à l’usure, caractéristiques
physicochimiques,...) et, d’autre part, de caractéristiques liées à l’élaboration des granulats
dimensions, formes, propreté, ...).
Les caractéristiques intéressant un granulat varient en fonction de l'usage auquel ce granulat
est destiné, mais aussi de l'origine et de la nature de ce granulat. Les normes spécifiques à
chaque usage définissent les caractéristiques pour lesquelles une mesure ou une évaluation est
nécessaire.
Par exemple la connaissance de la teneur en chlorure est importante pour des granulats
destinés à la fabrication des bétons hydrauliques, sans intérêt pour les granulats destinés à la
fabrication des bétons bitumineux.
Partie 01 : Etudes bibliographiques Chapitre 02
Science des matériaux Page 36
II.6. Caractéristiques physiques
II.6.1.1. La masse volumique absolue ou masse spécifique
La masse volumique absolue d'un matériau est la masse d'un mètre cube de ce matériau,
déduction faite de tous les vides, aussi bien des vides entre les grains que des vides à
l'intérieur des grains.
Figure 2 : Volume absolu (sans pores) = volume hachuré
La densité absolue est le rapport de la masse absolue d'une unité de volume du matériau à
température donnée à la masse du même volume d'eau distillée à la même température.
II.6.1.2. La masse volumique réelle
La masse volumique réelle d'un matériau est la masse d'un mètre cube de ce matériau
déduction faite des vides entre particules. La déduction ne concerne pas les vides compris
dans le matériau mais seulement ceux entre les particules.
Figure 3 : Volume réel (apparent) = Volume hachuré
La densité réelle est le rapport de la masse réelle d'une unité de volume du matériau sec dans
l'air à température donnée à la masse d'un égal volume d'eau distillée à la même température.
II.6.1.3. La masse volumique apparente
La masse volumique apparente d'un matériau est la masse volumique d'un mètre cube
du matériau pris en tas, comprenant à la fois des vides perméables et imperméables de la
particule ainsi que les vides entre particules. La masse volumique apparente d'un matériau
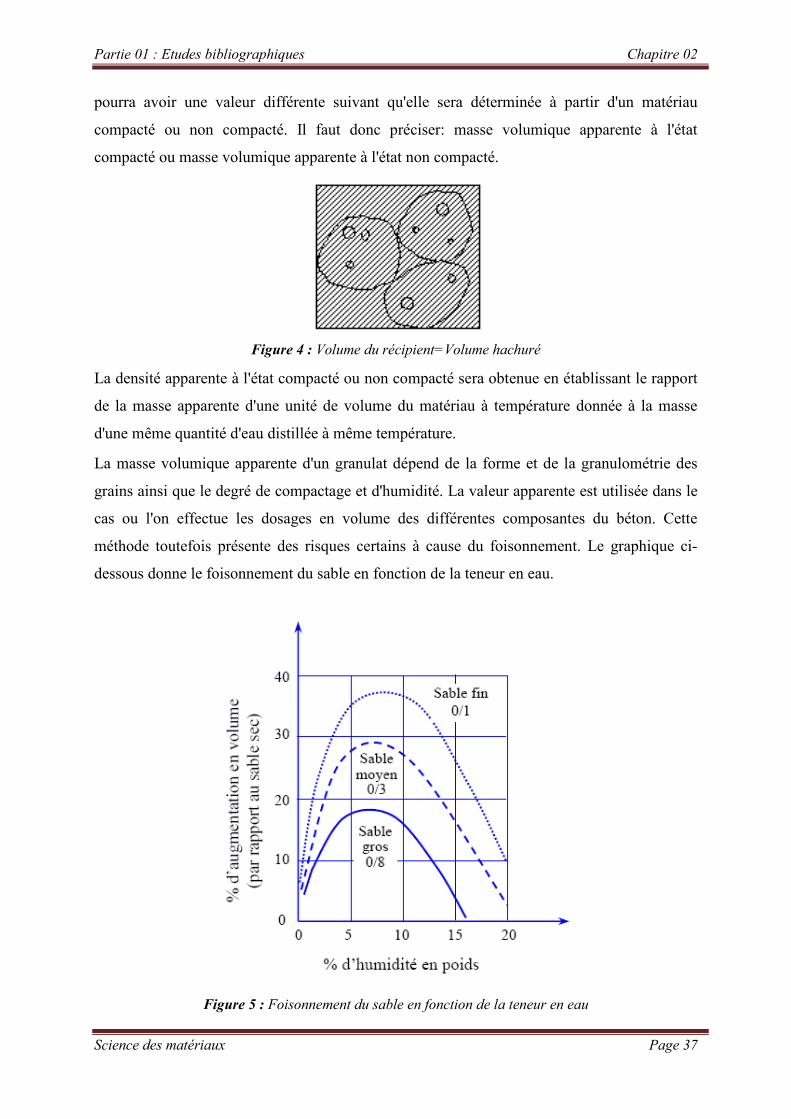
Partie 01 : Etudes bibliographiques Chapitre 02
Science des matériaux Page 37
pourra avoir une valeur différente suivant qu'elle sera déterminée à partir d'un matériau
compacté ou non compacté. Il faut donc préciser: masse volumique apparente à l'état
compacté ou masse volumique apparente à l'état non compacté.
Figure 4 : Volume du récipient=Volume hachuré
La densité apparente à l'état compacté ou non compacté sera obtenue en établissant le rapport
de la masse apparente d'une unité de volume du matériau à température donnée à la masse
d'une même quantité d'eau distillée à même température.
La masse volumique apparente d'un granulat dépend de la forme et de la granulométrie des
grains ainsi que le degré de compactage et d'humidité. La valeur apparente est utilisée dans le
cas ou l'on effectue les dosages en volume des différentes composantes du béton. Cette
méthode toutefois présente des risques certains à cause du foisonnement. Le graphique ci-
dessous donne le foisonnement du sable en fonction de la teneur en eau.
Figure 5 : Foisonnement du sable en fonction de la teneur en eau
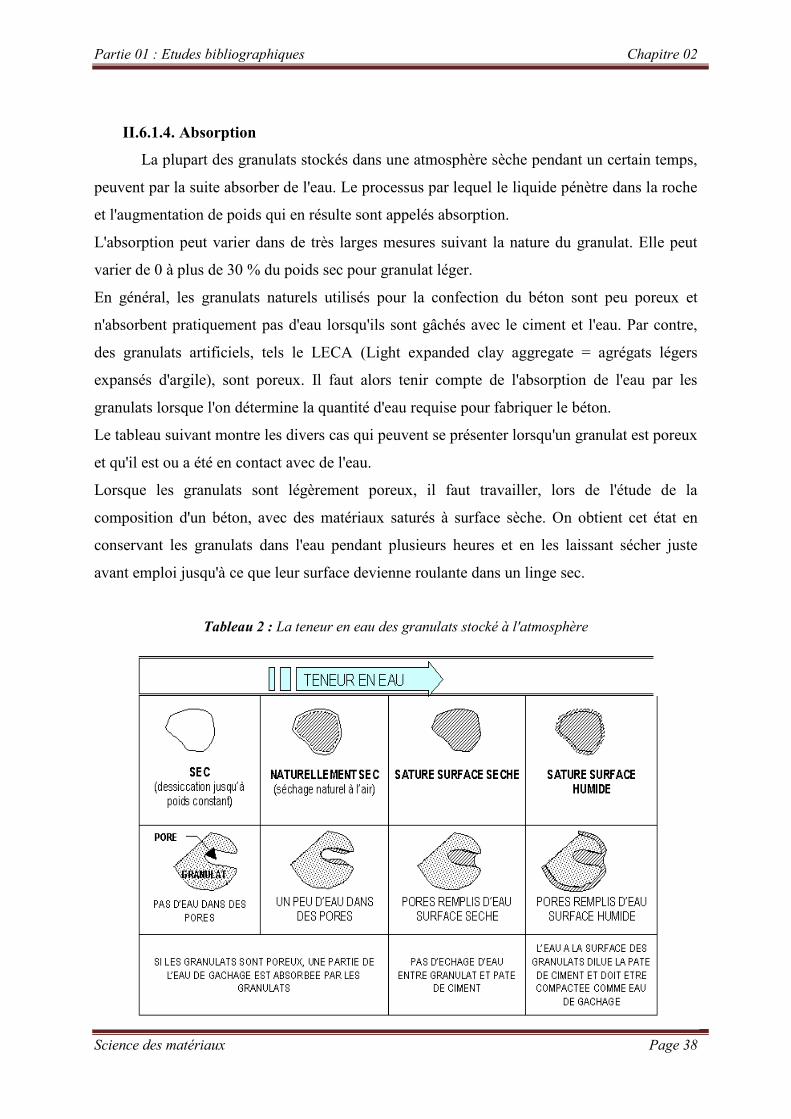
Partie 01 : Etudes bibliographiques Chapitre 02
Science des matériaux Page 38
II.6.1.4. Absorption
La plupart des granulats stockés dans une atmosphère sèche pendant un certain temps,
peuvent par la suite absorber de l'eau. Le processus par lequel le liquide pénètre dans la roche
et l'augmentation de poids qui en résulte sont appelés absorption.
L'absorption peut varier dans de très larges mesures suivant la nature du granulat. Elle peut
varier de 0 à plus de 30 % du poids sec pour granulat léger.
En général, les granulats naturels utilisés pour la confection du béton sont peu poreux et
n'absorbent pratiquement pas d'eau lorsqu'ils sont gâchés avec le ciment et l'eau. Par contre,
des granulats artificiels, tels le LECA (Light expanded clay aggregate = agrégats légers
expansés d'argile), sont poreux. Il faut alors tenir compte de l'absorption de l'eau par les
granulats lorsque l'on détermine la quantité d'eau requise pour fabriquer le béton.
Le tableau suivant montre les divers cas qui peuvent se présenter lorsqu'un granulat est poreux
et qu'il est ou a été en contact avec de l'eau.
Lorsque les granulats sont légèrement poreux, il faut travailler, lors de l'étude de la
composition d'un béton, avec des matériaux saturés à surface sèche. On obtient cet état en
conservant les granulats dans l'eau pendant plusieurs heures et en les laissant sécher juste
avant emploi jusqu'à ce que leur surface devienne roulante dans un linge sec.
Tableau 2 : La teneur en eau des granulats stocké à l'atmosphère
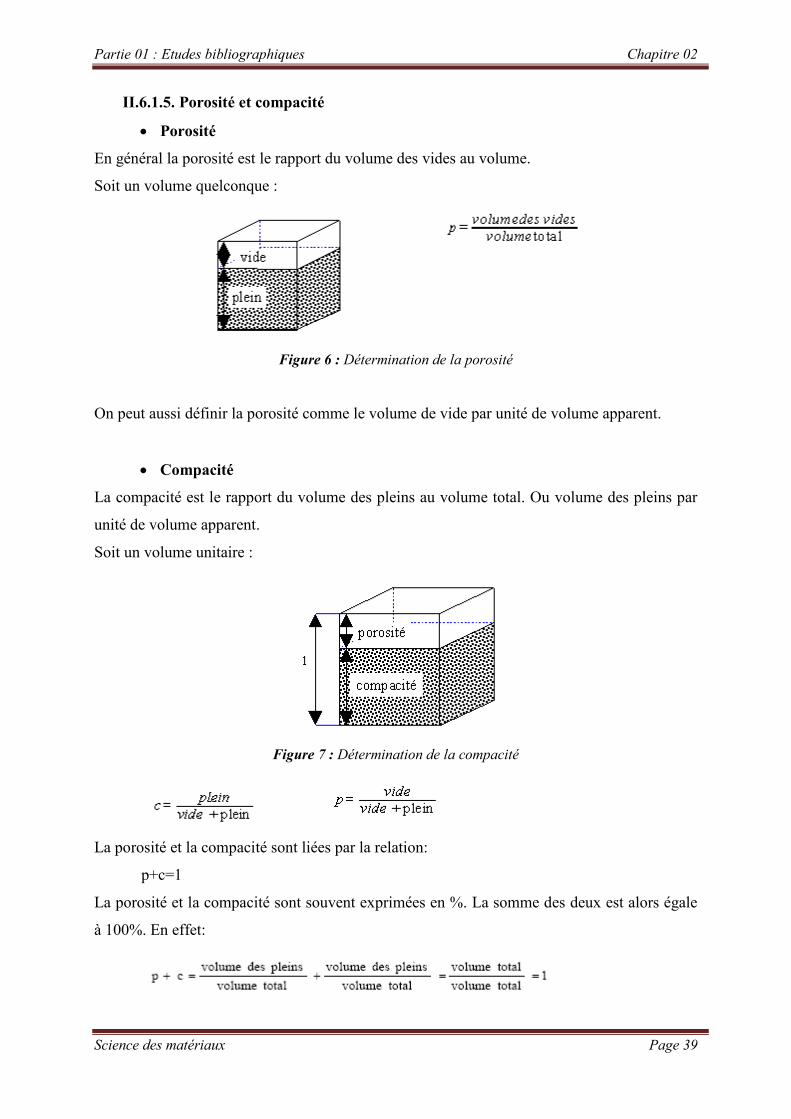
Partie 01 : Etudes bibliographiques Chapitre 02
Science des matériaux Page 39
II.6.1.5. Porosité et compacité
Porosité
En général la porosité est le rapport du volume des vides au volume.
Soit un volume quelconque :
Figure 6 : Détermination de la porosité
On peut aussi définir la porosité comme le volume de vide par unité de volume apparent.
Compacité
La compacité est le rapport du volume des pleins au volume total. Ou volume des pleins par
unité de volume apparent.
Soit un volume unitaire :
Figure 7 : Détermination de la compacité
La porosité et la compacité sont liées par la relation:
p+c=1
La porosité et la compacité sont souvent exprimées en %. La somme des deux est alors égale
à 100%. En effet:

Partie 01 : Etudes bibliographiques Chapitre 02
Science des matériaux Page 40
Si l'on connaît la masse volumique apparente ρ et la masse spécifique γ d'un matériau, il est
aisé de calculer sa compacité et porosité.
c = ������ ��� ������
������ ����� =
�.������
�.��������=
�.������
�.�������� .
�
� =
�
�.��������
�
�.������
D’où c = �
� ou, exprimée en % :
II.6.1.6. Teneur en eau
La teneur en eau d'un matériau est le rapport du poids d'eau contenu dans ce matériau
au poids du même matériau sec. On peut aussi définir la teneur en eau comme le poids d'eau
W contenu par unité de poids de matériau sec.
A partir des définitions données plus haut, on peut écrire les relations :
Les granulats utilisés pour la confection du béton contiennent généralement une
certaine quantité d'eau variable selon les conditions météorologiques. L'eau de gâchage
réellement utilisée est par conséquent égale à la quantité d'eau théorique moins l'eau contenue
dans les granulats. Il faut par conséquent disposer de moyens pour mesurer combien il y a
d'eau dans les granulats.
C % = 100 �
�
P % = 100 (1 - �
� )
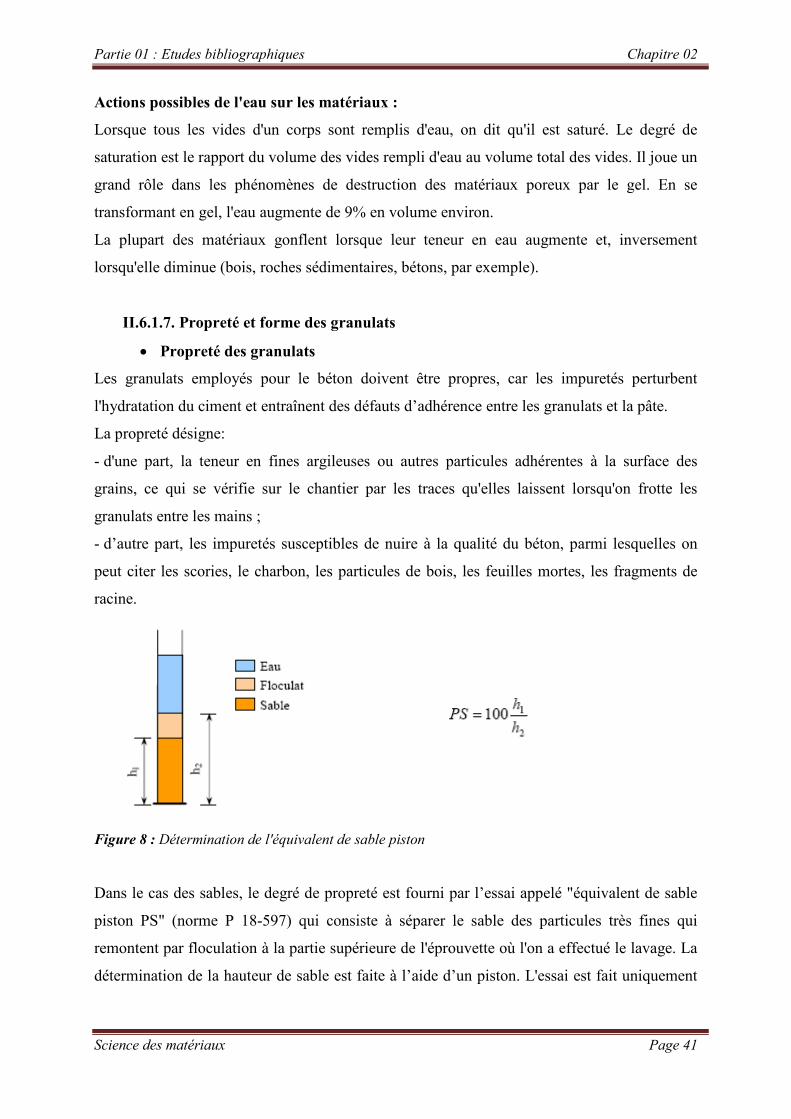
Partie 01 : Etudes bibliographiques Chapitre 02
Science des matériaux Page 41
Actions possibles de l'eau sur les matériaux :
Lorsque tous les vides d'un corps sont remplis d'eau, on dit qu'il est saturé. Le degré de
saturation est le rapport du volume des vides rempli d'eau au volume total des vides. Il joue un
grand rôle dans les phénomènes de destruction des matériaux poreux par le gel. En se
transformant en gel, l'eau augmente de 9% en volume environ.
La plupart des matériaux gonflent lorsque leur teneur en eau augmente et, inversement
lorsqu'elle diminue (bois, roches sédimentaires, bétons, par exemple).
II.6.1.7. Propreté et forme des granulats
Propreté des granulats
Les granulats employés pour le béton doivent être propres, car les impuretés perturbent
l'hydratation du ciment et entraînent des défauts d’adhérence entre les granulats et la pâte.
La propreté désigne:
- d'une part, la teneur en fines argileuses ou autres particules adhérentes à la surface des
grains, ce qui se vérifie sur le chantier par les traces qu'elles laissent lorsqu'on frotte les
granulats entre les mains ;
- d’autre part, les impuretés susceptibles de nuire à la qualité du béton, parmi lesquelles on
peut citer les scories, le charbon, les particules de bois, les feuilles mortes, les fragments de
racine.
Figure 8 : Détermination de l'équivalent de sable piston
Dans le cas des sables, le degré de propreté est fourni par l’essai appelé "équivalent de sable
piston PS" (norme P 18-597) qui consiste à séparer le sable des particules très fines qui
remontent par floculation à la partie supérieure de l'éprouvette où l'on a effectué le lavage. La
détermination de la hauteur de sable est faite à l’aide d’un piston. L'essai est fait uniquement
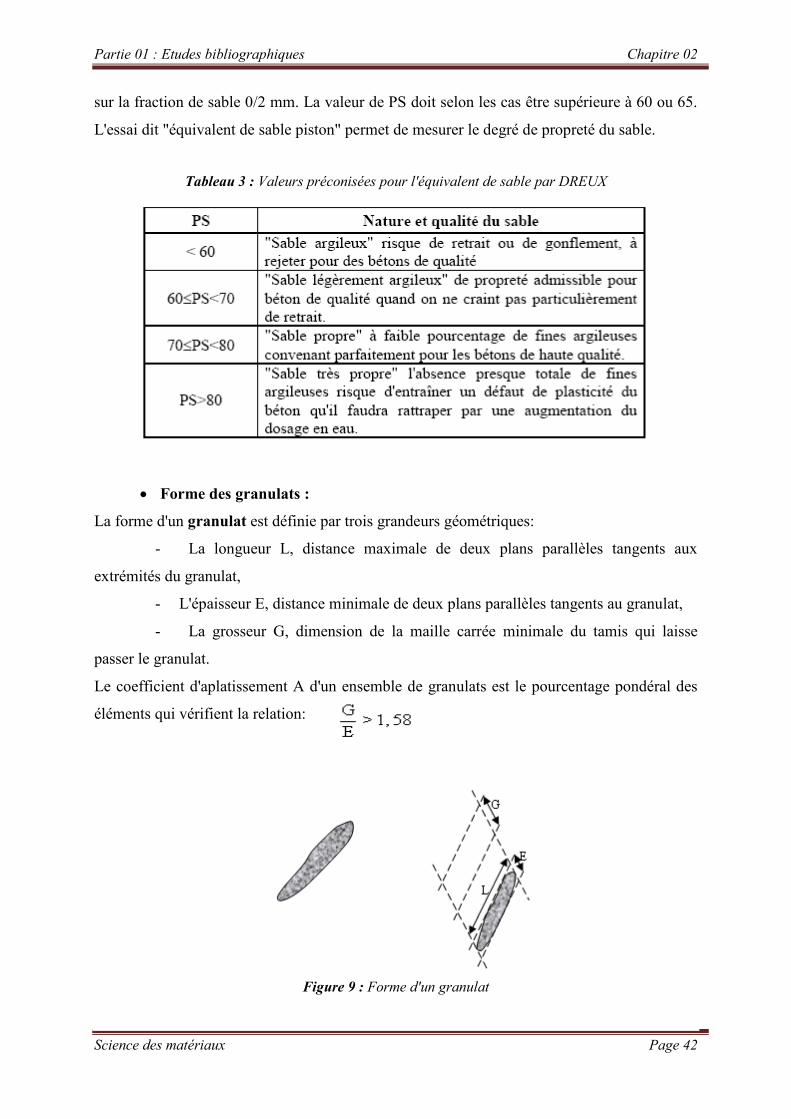
Partie 01 : Etudes bibliographiques Chapitre 02
Science des matériaux Page 42
sur la fraction de sable 0/2 mm. La valeur de PS doit selon les cas être supérieure à 60 ou 65.
L'essai dit "équivalent de sable piston" permet de mesurer le degré de propreté du sable.
Tableau 3 : Valeurs préconisées pour l'équivalent de sable par DREUX
Forme des granulats :
La forme d'un granulat est définie par trois grandeurs géométriques:
- La longueur L, distance maximale de deux plans parallèles tangents aux
extrémités du granulat,
- L'épaisseur E, distance minimale de deux plans parallèles tangents au granulat,
- La grosseur G, dimension de la maille carrée minimale du tamis qui laisse
passer le granulat.
Le coefficient d'aplatissement A d'un ensemble de granulats est le pourcentage pondéral des
éléments qui vérifient la relation:
Figure 9 : Forme d'un granulat
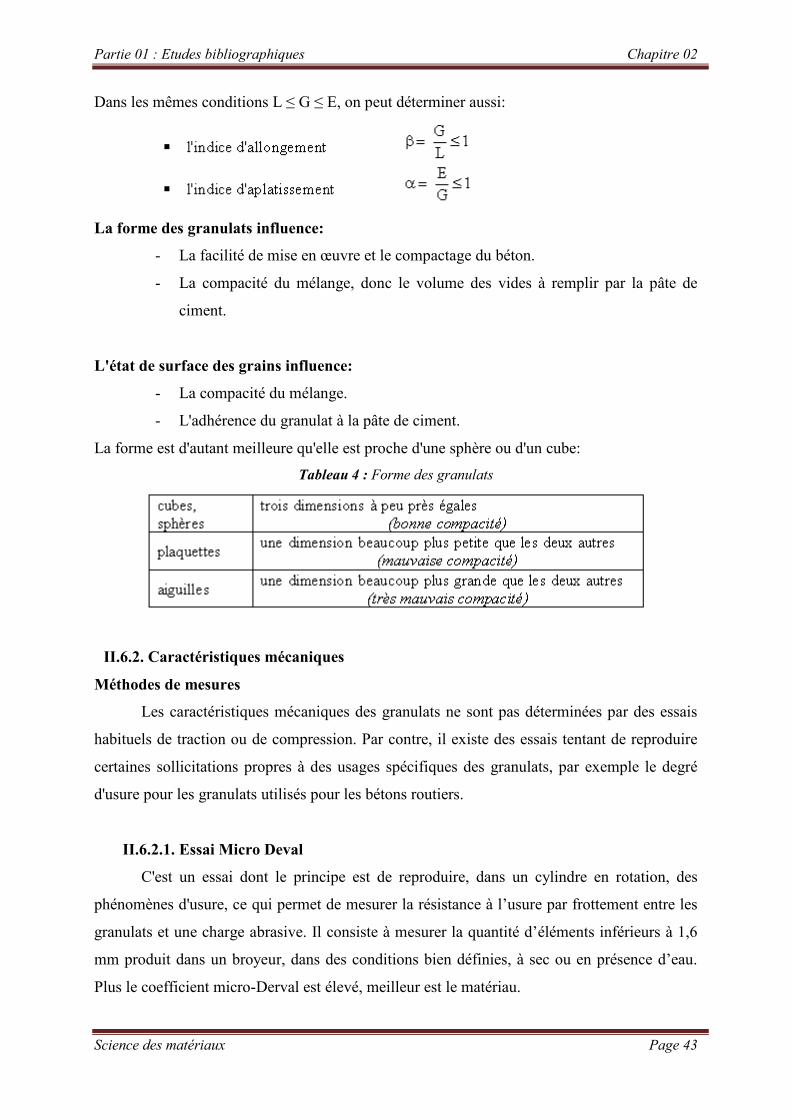
Partie 01 : Etudes bibliographiques Chapitre 02
Science des matériaux Page 43
Dans les mêmes conditions L ≤ G ≤ E, on peut déterminer aussi:
La forme des granulats influence:
- La facilité de mise en œuvre et le compactage du béton.
- La compacité du mélange, donc le volume des vides à remplir par la pâte de
ciment.
L'état de surface des grains influence:
- La compacité du mélange.
- L'adhérence du granulat à la pâte de ciment.
La forme est d'autant meilleure qu'elle est proche d'une sphère ou d'un cube:
Tableau 4 : Forme des granulats
II.6.2. Caractéristiques mécaniques
Méthodes de mesures
Les caractéristiques mécaniques des granulats ne sont pas déterminées par des essais
habituels de traction ou de compression. Par contre, il existe des essais tentant de reproduire
certaines sollicitations propres à des usages spécifiques des granulats, par exemple le degré
d'usure pour les granulats utilisés pour les bétons routiers.
II.6.2.1. Essai Micro Deval
C'est un essai dont le principe est de reproduire, dans un cylindre en rotation, des
phénomènes d'usure, ce qui permet de mesurer la résistance à l’usure par frottement entre les
granulats et une charge abrasive. Il consiste à mesurer la quantité d’éléments inférieurs à 1,6
mm produit dans un broyeur, dans des conditions bien définies, à sec ou en présence d’eau.
Plus le coefficient micro-Derval est élevé, meilleur est le matériau.
Partie 01 : Etudes bibliographiques Chapitre 02
Science des matériaux Page 44
Dans les cylindres de la machine, introduire chaque prise d’essai M = 500 g et la
charge abrasive (billes en acier de 10 mm de diamètre) correspondant à la classe granulaire
choisie. Les essais peuvent s’effectuer à sec ou humide. Dans ce dernier cas, on ajoute 2,5
litres d’eau par essai. Après rotation des cylindres à une vitesse de 100 tours/minute pendant 2
heures, tamiser le matériau sur le tamis de 1,6 mm et peser le refus. Soit m le résultat de la
pesée, le passant au tamis de 1,6 mm sera p = 500-m. Par définition, le coefficient micro-
Deval est le rapport : M0 = (m/M) 100
Lorsque cet essai est réalisé à sec on obtient MDS et MDE en présence d’eau.
II.6.2.2. Essai Los Angeles
Le principe de cet essai est la détermination de la résistance à la fragmentation par
chocs et à l'usure par frottements réciproques. Il fait l'objet de la norme NF P 18-573.
L'essai consiste à mesurer la masse m d'éléments inférieurs à 1,6 mm, produits par la
fragmentation du matériau testé (diamètres compris entre 4 et 50 mm) et que l'on soumet aux
chocs de boulets normalisés, dans le cylindre de la machine Los Angeles en 500 rotations.
Si M est la masse du matériau soumis à l'essai et m la masse des éléments inférieurs à 1,6 mm
produits au cours de l'essai, la résistance à la fragmentation aux chocs est exprimé par le
coefficient Los Angeles LA :
Le coefficient Los Angeles calculé à partir du passage au tamis de 1,6 mm, mesuré en fin
d'essai, caractérise le granulat. Pour les granulats susceptibles d'être soumis aux effets du gel,
on peut mesurer le coefficient Los Angeles après une série de 25 cycles gel/dégel (-25 ºC, +25
ºC) et le comparer au coefficient de référence.
Photo 15 : Appareil pour essai Los Angeles
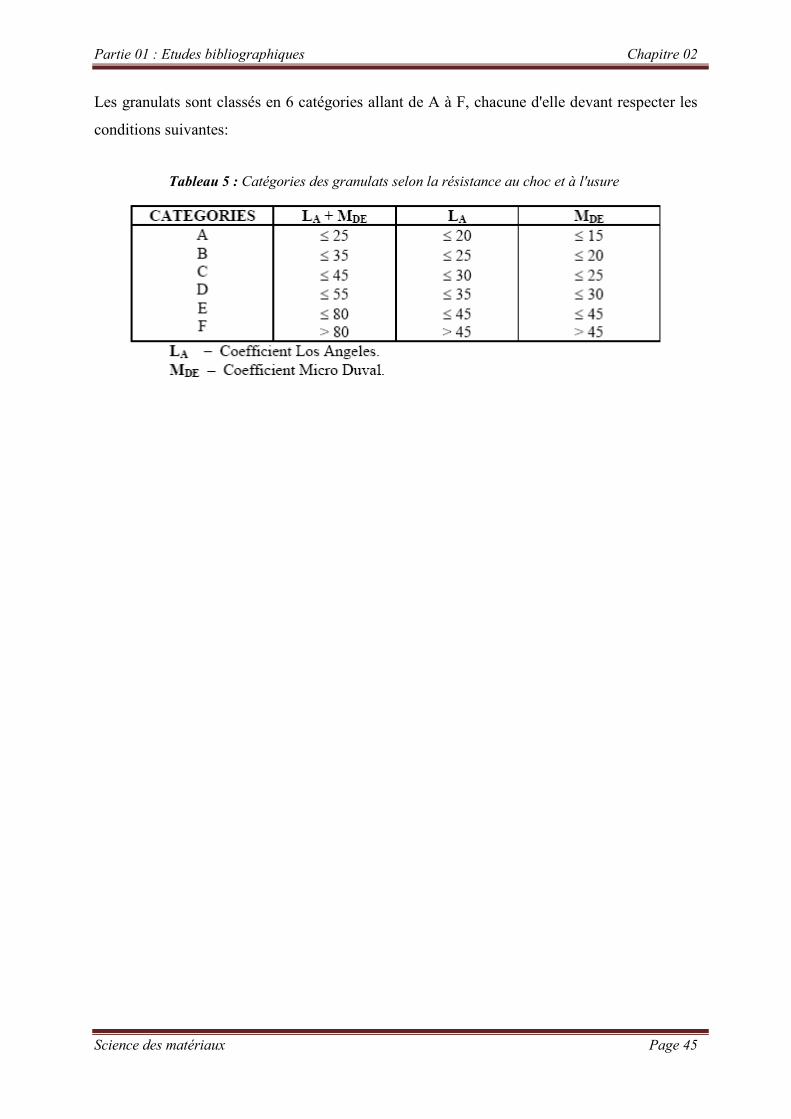
Partie 01 : Etudes bibliographiques Chapitre 02
Science des matériaux Page 45
Les granulats sont classés en 6 catégories allant de A à F, chacune d'elle devant respecter les
conditions suivantes:
Tableau 5 : Catégories des granulats selon la résistance au choc et à l'usure
Partie 01 : Etudes bibliographiques Chapitre 03
Science des matériaux Page 46
Chapitre 03 : LA CHAUX
III.1. Généralités
III.1.1. Définition [14] [3]
La chaux est une matière généralement poudreuse et de couleur blanche, obtenue par
décomposition thermique du calcaire à une température entre 800° et 1000°C. Ce terme de
chaux est générique, Il regroupe un grand nombre de produits, dont le seul point commun est
d'être obtenu par calcination de pierre calcaire. Chimiquement, c'est un oxyde de calcium
(CaO) avec plus ou moins d'oxyde de magnésium mais la désignation usuelle de chaux peut
englober différents états chimiques de ce produit. Selon la nature du calcaire cuit, on
obtiendra soit des chaux calciques, soit des chaux hydrauliques, mais dans tous les cas des
chaux naturelles (les seules chaux sans mélanges).
III.1.2. Histoire [14][15]
L’homme qui vient de découvrir le feu, s’aperçoit que les pierres utilisées pour les
foyers se désagrègent à la chaleur, puis se lient sous l’action de l’eau et finissent par durcir
progressivement au contact de l’air… Ainsi nait la chaux, naturellement, sous l’action de trois
éléments : le feu, l’air et l’eau.
Les premières traces de la fabrication de la chaux remontent à la préhistoire. Elle était utilisée
comme liant dans les constructions. L’avènement de la chaux a marqué un tournant dans
l’histoire de l’architecture en permettant le développement de l’espace d’une manière durable
(c.à.d. en passant du bois).
Dès le VIe siècle avant Jésus-Christ, période néolithique, toutes les civilisations connaissent
l’utilisation de liants à bâtir (chaux, plâtre) : Mésopotamie, Amérique… ; au Maroc, en Perse,
des terrasses, assurant une bonne étanchéité, étaient constituées d’un mortier d’argile, de
chaux et de paille.
Les grecs et les romains créèrent les liants hydrauliques en additionnant à la chaux des
matières pouzzolaniques réussissant ainsi à améliorer la quantité de leur mortier de chaux et
en faisant leur matériau de construction principal.
A cette même époque la civilisation méditerranéenne emploient aussi la chaux dans les
enduits et décorations : peintures, stucs et ornements. Par exemple, Les égyptiens la mirent en
Partie 01 : Etudes bibliographiques Chapitre 03
Science des matériaux Page 47
œuvre, alliée ou non au plâtre, pour monter les pyramides. Du monde byzantin au monde
musulman, le matériau est présent dans les ouvrages de revêtement.
A l’époque médiévale, l’occident chrétien continu de bâtir et de décorer en utilisant la chaux.
Au XVe siècle la chaux servait aussi dans la réalisation de fresques, donnant lieu à des traités
alliant esthétique et techniques, art et métier.
Du XVIIe au XIXe siècle, les travaux de recherches sur la chaux sont abondants et elle connut
son heure de gloire dans le bâtiment. Dans le domaine de la fabrication de chaux, deux points
sont fréquemment étudiés : la cuisson et les modes d’extinction.
Avec la découverte du ciment dans la 2ème moitié du XIXème siècle et sa production
industrielle en début de XXème siècle, la chaux perdit de sa prédominance dans le bâtiment.
Le ciment presque remplacé la chaux dans toutes les constructions modernes en raison d'une
rigidité plus importante et surtout d'un coût moindre : parpaings de ciment, béton...
La chaux connait au début du XXIe siècle un regain d'intérêt. En effet le ciment est
incompatible avec la maçonnerie de bâtis anciens en moellons et pierres de taille. On
redécouvre aujourd'hui les vertus incomparables de ce produit.
III.1.3. Les différents types de chaux [3][16][17]
La chaux vive désigne le matériau brut obtenu en sortie de four. La chaux éteinte
(chaux aérienne ou chaux hydraulique) est obtenue par extinction de la chaux vive. Selon la
composition du matériau de base, on obtiendra de la chaux aérienne ou calcique (à base de
calcaire pur), de la chaux hydraulique (à base de calcaire argileux), de la "chaux dolomitique
ou magnésienne" (à base de dolomie ou de calcaire magnésien).
III.1.3.1. Chaux vive et chaux éteinte
C’est la chaux sortie du four à chaux. Elle se présente en général sous forme d’une
poudre blanche ayant comme principal constituant l'oxyde de calcium (CaO). C'est un produit
dangereux, principalement employé dans l'industrie et l'agriculture.
Après apport d'eau, une réaction chimique se produit. Elle devient la chaux éteinte Ca(OH)2
utilisée dans le bâtiment pour la maçonnerie et la réalisation d'enduits. Cette chaux éteinte
peut être soit de la chaux aérienne (ou chaux grasse), soit de la chaux hydraulique naturelle.
Partie 01 : Etudes bibliographiques Chapitre 03
Science des matériaux Page 48
III.1.3.2. La chaux aérienne
C'est de l'hydroxyde de calcium Ca(OH) 2. Son nom minéralogique est portlandite. La
plus belle et la plus pure des chaux, contenant jusqu’à 96% de calcaire pur ; le reste étant
composé d’argile, de silicates. La chaux aérienne est obtenue par hydratation de chaux vive
issue d'un calcaire qui ne contient pas plus de 5% de matières argileuses.
Ce type de chaux, lorsqu’elle est très pure en carbonates (plus de 95%), et à cause de
l’onctuosité qu’elle donne à la pâte fabriquée en la mélangeant avec l’eau, a aussi été appelé
dans le passé, une chaux grasse.
Quand la pureté en carbonates est inférieure et que le pourcentage d’argiles atteint 5%, cette
chaux aérienne est appelée chaux maigre parce que la pâte obtenue est moins onctueuse.
En contact avec l’air, elle se durcit lentement par carbonatation, c'est à dire en absorbant le
gaz carbonique présent dans l'atmosphère : d'où son nom de chaux aérienne.
La norme distingue toutefois deux sous-familles : les chaux calciques (CL, suivi d'un chiffre
70, 80 ou 90 indiquant la proportion de carbonate de calcium) à base de carbonate de calcium
pur, et les chaux dolomitiques (DL, suivi d’un chiffre 75 ou 85 indiquant le pourcentage
d’hydroxyde de calcium et/ou de magnésium) quand le carbonate de calcium est associé à du
carbonate de magnésium.
III.1.3.3. La chaux hydraulique
Quand la pierre calcaire calcinée contient des mélanges de marnes et d’argiles (10 à
20%) riches en silice, en alumine et en fer, on obtient des chaux dites hydrauliques, parce
qu’elles durcissent aussi bien au contact de l’air que de l’eau.
La norme qui les qualifie de chaux hydrauliques, en distingue trois types.
Si le calcaire est argileux ou siliceux, la cuisson le transforme non seulement en chaux
vive, mais aussi (en partie) en silicate et aluminate de calcium… qui durcissent à l’eau. Ces
chaux sont dites « naturelles » (NHL).
Une chaux est dite faiblement hydraulique (taux d’argile inférieur à 8%), moyennement
hydraulique (taux d’argile de 8 à 14%), hydraulique (taux d’argile de 14 à 19%) et
éminemment hydraulique (à partir de 20% d’argile). Les résistances mécaniques de toutes
ces chaux sont plus élevées que celles des chaux aériennes. Ce sont les chaux naturelles les
plus utilisées. Plus la chaux est hydraulique moins elle est perméable à l'air et à l'eau.
S’il y a eu ajout de matériaux hydrauliques ou de pouzzolane, on parle de chaux
« NHL-Z ». C'est une chaux hautement hydraulique lui permettant de faire prise même dans
l'eau.
Partie 01 : Etudes bibliographiques Chapitre 03
Science des matériaux Page 49
S’il s’agit d’un mélange de chaux aérienne éteinte avec des liants hydrauliques ou
pouzzolaniques, on parle simplement de chaux « hydraulique » (HL) ou de Chaux
hydraulique artificielle. C'est une sorte d'intermédiaire entre la chaux hydraulique et le ciment
portland.
III.1.3.4. Hydraulicité de la chaux
Le rapport des différents composants associés à l'argile et la part de Ca(OH)2 définit
l'indice d'hydraulicité donné par un chiffre indiquant la résistance à la compression (après
avoir fait prise) en MPa ou en kg/cm². Cet indice noté « i », est donné par les éléments les
plus acides aux éléments les plus basiques :
i =
On peut aussi classer les chaux grâce à l’indice d’hydraulicité et suivant les valeurs de « i »,
les chaux sont plus ou moins hydrauliques.
SiO2 + Al2O3 + Fe2O3
Cao + MgO
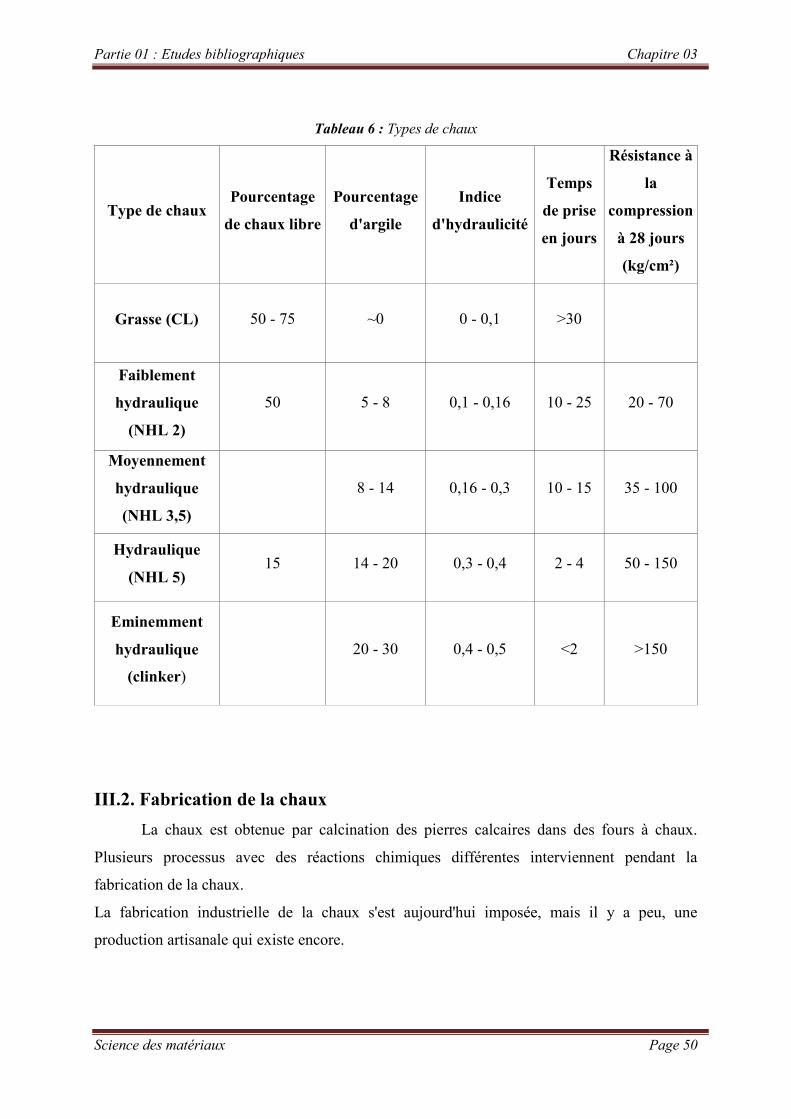
Partie 01 : Etudes bibliographiques Chapitre 03
Science des matériaux Page 50
Tableau 6 : Types de chaux
Type de chaux Pourcentage
de chaux libre
Pourcentage
d'argile
Indice
d'hydraulicité
Temps
de prise
en jours
Résistance à
la
compression
à 28 jours
(kg/cm²)
Grasse (CL) 50 - 75 ~0 0 - 0,1 >30
Faiblement
hydraulique
(NHL 2)
50 5 - 8 0,1 - 0,16 10 - 25 20 - 70
Moyennement
hydraulique
(NHL 3,5)
8 - 14 0,16 - 0,3 10 - 15 35 - 100
Hydraulique
(NHL 5) 15 14 - 20 0,3 - 0,4 2 - 4 50 - 150
Eminemment
hydraulique
(clinker)
20 - 30 0,4 - 0,5 <2 >150
III.2. Fabrication de la chaux
La chaux est obtenue par calcination des pierres calcaires dans des fours à chaux.
Plusieurs processus avec des réactions chimiques différentes interviennent pendant la
fabrication de la chaux.
La fabrication industrielle de la chaux s'est aujourd'hui imposée, mais il y a peu, une
production artisanale qui existe encore.
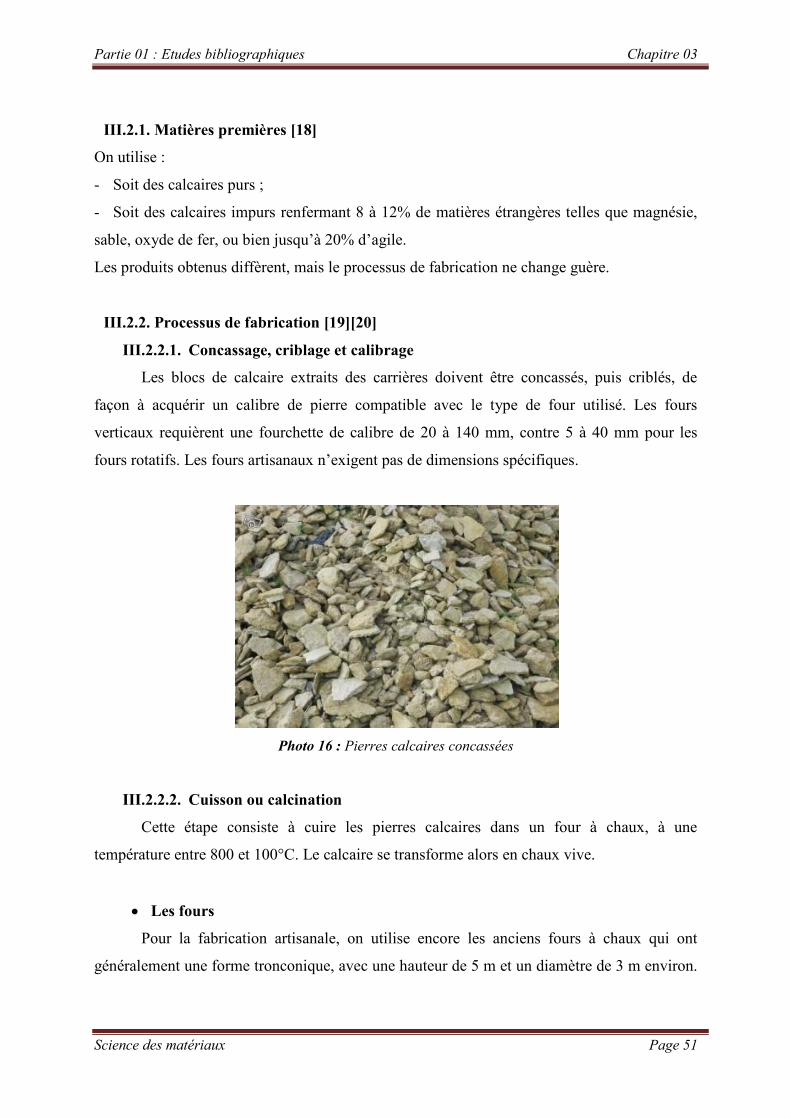
Partie 01 : Etudes bibliographiques Chapitre 03
Science des matériaux Page 51
III.2.1. Matières premières [18]
On utilise :
- Soit des calcaires purs ;
- Soit des calcaires impurs renfermant 8 à 12% de matières étrangères telles que magnésie,
sable, oxyde de fer, ou bien jusqu’à 20% d’agile.
Les produits obtenus diffèrent, mais le processus de fabrication ne change guère.
III.2.2. Processus de fabrication [19][20]
III.2.2.1. Concassage, criblage et calibrage
Les blocs de calcaire extraits des carrières doivent être concassés, puis criblés, de
façon à acquérir un calibre de pierre compatible avec le type de four utilisé. Les fours
verticaux requièrent une fourchette de calibre de 20 à 140 mm, contre 5 à 40 mm pour les
fours rotatifs. Les fours artisanaux n’exigent pas de dimensions spécifiques.
Photo 16 : Pierres calcaires concassées
III.2.2.2. Cuisson ou calcination
Cette étape consiste à cuire les pierres calcaires dans un four à chaux, à une
température entre 800 et 100°C. Le calcaire se transforme alors en chaux vive.
Les fours
Pour la fabrication artisanale, on utilise encore les anciens fours à chaux qui ont
généralement une forme tronconique, avec une hauteur de 5 m et un diamètre de 3 m environ.
Partie 01 : Etudes bibliographiques Chapitre 03
Science des matériaux Page 52
Les parois intérieures sont recouvertes d’argile, de briques ou de pierres réfractaires, qui
servent à conserver et à isoler thermiquement le four.
Ceux-ci sont toujours adossés à une pente naturelle qui les abrite et facilite le chargement à
partir du gueulard.
Il est important de les construire à proximité des lieux d’approvisionnement en pierres comme
en combustibles. Ces derniers sont souvent des fagots de bois ou du charbon.
Le chargement du four est un travail très dur, dont la bonne application détermine en partie le
succès de la cuisson. Le chaufournier, ou le conducteur, pénètre dans l’orifice intérieur ; il
dispose des blocs de calcaire de 2 à 3 kg, de façon à former une fausse voûte et, au centre, il
laisse une ouverture circulaire par laquelle passera et montera la flamme. Les pierres calcaires
doivent être parfaitement calées car elles supportent toute la charge.
A la base du four, le chaufournier pose autant de rangées de pierres que possible, les faces les
plus grandes proches du feu, les plus petites près des murs du four.
Maintenant le chaufournier peut mettre le feu en marche à l’aide d’un brûleur et la cuisson se
poursuit pendant trois jours sans interruption.
Le chaufournier surveille entre temps la couleur de la flamme : au départ, elle est bleutée, à
cause du gaz carbonique qu’elle contient, mais elle rougit à la fin de la calcination. Il sait qu’il
peut alors interrompre la cuisson. Pour s’en assurer, l’ouvrier prend une pierre calcinée sur le
dessus du tas et la plonge dans l’au ; si elle se transforme rapidement en pâte, cela indique que
la calcination est terminée et qu’on a de la chaux vive. Selon les textes classiques, la bonne
chaux est légère et sonore. Il faut laisser reposer le produit, pendant deux à trois jours, pour
qu’il refroidisse lentement, en fermant les deux orifices du four. Après cela, on passe au
défournage, en ouvrant l’orifice inférieur du four pour faire sortir les blocs de pierres de
chaux.
Ces anciens fours produisent une quantité de chaux assez faible : quelques tonnes à quelques
dizaines de tonnes par jour.
Nous avons deux types de fours qui sont les plus employés aujourd’hui dans la
fabrication industrielle de chaux. Le four vertical et le four rotatif qui utilisent comme
combustibles, le gaz, le fuel lourd, etc.
- Le four vertical ou four droit, sur le modèle des fours primitifs, se présente généralement
sous la forme d’un cylindre en acier (dimension moyenne : diamètre 2 m et hauteur 8 m),
chemisé intérieurement avec un matériau réfractaire, résistant à l’abrasion et à la corrosion.
Il comporte des ventilateurs de tirage. La partie inférieure est munie d’une grille de
défournement.

Partie 01 : Etudes bibliographiques Chapitre 03
Science des matériaux Page 53
L’alimentation en calcaire se fait par le haut du four. Le choix d’un bon calibrage des pierres
permet une bonne circulation des flammes et une répartition homogène de la température.
La capacité de production de ces fours, nettement plus importante, est de 150 à 500 tonnes par
jour.
Les perfectionnements de ces dernières années ont contribué à faire du four droit annulaire le
plus économique d’un point de vue énergétique.
- Quant aux fours rotatifs, ils possèdent les caractéristiques de ceux utilisés dans l’industrie
cimentière. Pour fabriquer de la chaux, il cuit le matériau entre 1000 et 1300°C, suivant le
type de chaux produite.
Le calcaire est introduit par l’un des côtés. Il traverse une zone de préchauffage avant de subir
la calcination dans une seconde zone. La chaux vive ainsi produite continue sa descente vers
une troisième zone de refroidissement, avant d’être extraite. L’arrivée d’air frais au bas du
four provoque un courant d’air qui parcourt le four en sens inverse et intervient dans les
différentes étapes de fabrication de la chaux : refroidissement, combustion du combustible,
etc.
Ce type de four consomme plus de combustibles que les fours droits. En contrepartie, la
production peut atteindre 1000 tonnes par jour. Avantage supplémentaire, la conduite de ce
type de four est plus souple (calibrage de pierre plus petit, démarrage rapide, …), cependant
sa forte consommation en combustible fait que les industriels préfèrent encore aujourd’hui le
four droit.
Photo 17 : Four droit industriel
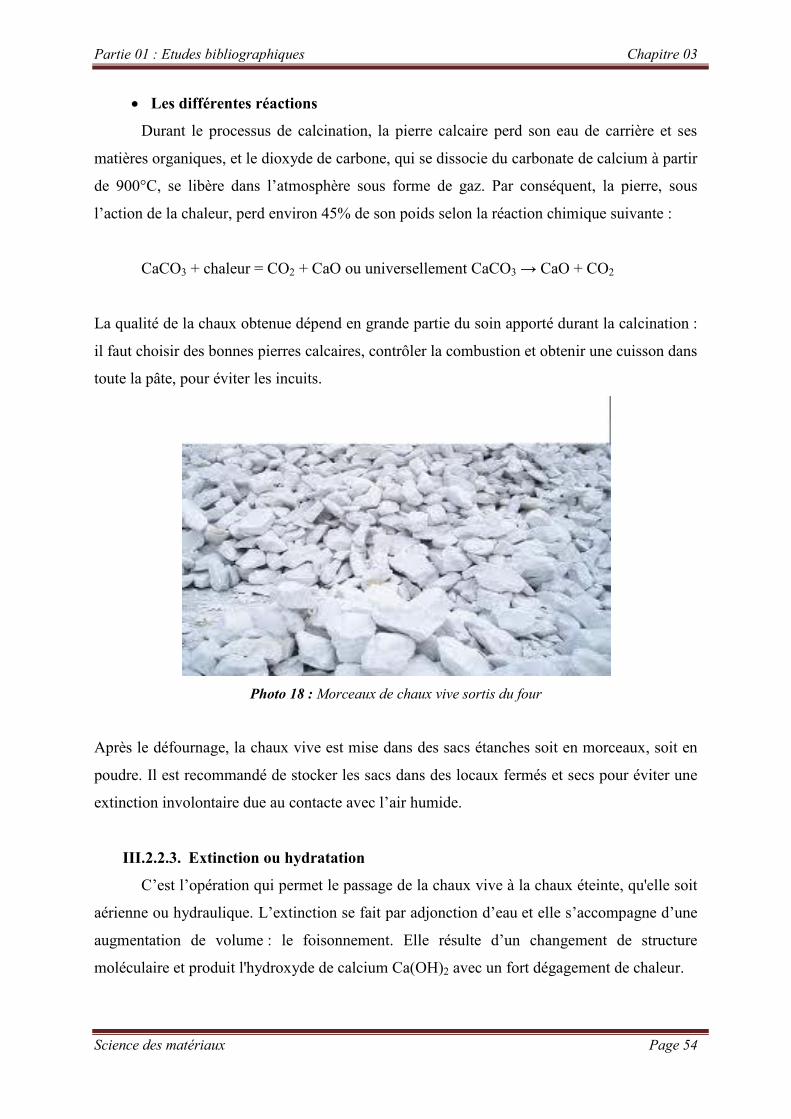
Partie 01 : Etudes bibliographiques Chapitre 03
Science des matériaux Page 54
Les différentes réactions
Durant le processus de calcination, la pierre calcaire perd son eau de carrière et ses
matières organiques, et le dioxyde de carbone, qui se dissocie du carbonate de calcium à partir
de 900°C, se libère dans l’atmosphère sous forme de gaz. Par conséquent, la pierre, sous
l’action de la chaleur, perd environ 45% de son poids selon la réaction chimique suivante :
CaCO3 + chaleur = CO2 + CaO ou universellement CaCO3 → CaO + CO2
La qualité de la chaux obtenue dépend en grande partie du soin apporté durant la calcination :
il faut choisir des bonnes pierres calcaires, contrôler la combustion et obtenir une cuisson dans
toute la pâte, pour éviter les incuits.
Photo 18 : Morceaux de chaux vive sortis du four
Après le défournage, la chaux vive est mise dans des sacs étanches soit en morceaux, soit en
poudre. Il est recommandé de stocker les sacs dans des locaux fermés et secs pour éviter une
extinction involontaire due au contacte avec l’air humide.
III.2.2.3. Extinction ou hydratation
C’est l’opération qui permet le passage de la chaux vive à la chaux éteinte, qu'elle soit
aérienne ou hydraulique. L’extinction se fait par adjonction d’eau et elle s’accompagne d’une
augmentation de volume : le foisonnement. Elle résulte d’un changement de structure
moléculaire et produit l'hydroxyde de calcium Ca(OH)2 avec un fort dégagement de chaleur.
Partie 01 : Etudes bibliographiques Chapitre 03
Science des matériaux Page 55
(CaO + H2O = Ca (OH)2 + chaleur) ou universellement CaO + H2O ==> Ca(OH)2
Dans le cas de la chaux hydraulique, il est nécessaire d'employer la quantité juste d'eau, afin
de ne pas permettre la prise du matériau. Dans le cas de la chaux obtenue à partir de calcaire
pur (chaux aérienne), la quantité d'eau n'est pas limitée.
Lorsque la quantité d'eau ajoutée est juste suffisante pour obtenir la réaction d'extinction,
c’est-à-dire d'hydratation de la chaux, on obtient une poudre blanche. Si la quantité d'eau est
plus importante, on obtient une pâte blanche (hydrate). Au moment de son utilisation, la
chaux doit être entièrement hydratée, sous peine de voir des gonflements destructeurs se
manifester dans les ouvrages.
Les méthodes d’extinction pour les chaux aériennes:
- L’extinction spontanée est obtenue en soumettant la chaux vive à l’action lente et continue
de l’air. L’humidité présente dans l’atmosphère assure le rôle de l’eau d’extinction.
- La méthode par arrosage manuelle consiste à apporter la juste quantité d’eau nécessaire à
l’extinction. La réaction est exothermique (dégagement de chaleur) et engendre des
projections dans le cas de blocs de chaux.
- La méthode traditionnelle par immersion comporte le trempage de blocs dans l’eau, puis
l’égouttage et enfin le stockage pour laisser poursuivre l’extinction. Cette opération est
exothermique (Température= 150°C). L’incorporation de la chaux doit se faire avec
précaution, car la réaction peut entraîner des projections et des bouillonnements.
Ces trois premiers procédés fournissent de la chaux en poudre.
- L’extinction par fusion, dite extinction ordinaire, consiste à mettre la quantité d’eau utile,
pour obtenir une bouillie épaisse (chaux en pâte). Cette méthode implique une bonne maîtrise
de la quantité d’eau car il faut éviter de brûler (formation de grumeaux) ou de noyer
(mauvaise consistance) la chaux.
Pour s’assurer du bon degré d’extinction de la chaux, il suffit d’enfoncer un bâton dans le
bassin :
- Si la chaux qui s’y attache est gluante, l’opération est bonne ;
- Si elle ne s’y attache pas, si elle coule, la chaux est noyée ;
- Si une espèce de fumée ou de poudre tient au bâton, la chaux a probablement été brûlée.
Après être éteinte, la chaux passe au tamisage, qui permet d’éliminer les particules qui n’ont
pas réagi appelés « grappiers » (impuretés, surcuits, incuits,…). La chaux éteinte pulvérulente
est tamisée, conditionnée en sac de 15, 25 ou 50 kg ou en vrac.
Partie 01 : Etudes bibliographiques Chapitre 03
Science des matériaux Page 56
Extinction pour les chaux hydrauliques
Les calcaires argileux, contiennent après calcination, des silicates, des aluminates et
des ferro-aluminates de calcium. Plus la température est élevée et le taux de silice important,
moins la chaux contient de chaux libre plus elle est hydraulique. Voici les réactions
conduisant à la formation de ces composés.
2CaCO3 + SiO2 → 2CaO + SiO2 + 2CO2 2CaO, SiO2 + 2CO2
7CaCO3 + 7Al2O3 + 4Fe2O3 → 3CaO, Al2O3 + 4CaO, Al2O3, Fe2O3 + 7CO2
Au contact de l'eau, lors de l'extinction de la chaux vive, les silicates et aluminates fixent
d’abord de l’eau, puis la perdent au profit de la chaux restant à éteindre. L’action d’extinction
se fait suivant deux techniques :
Par immersion : La chaux est mise dans des paniers à claire-voie qu’on plonge dans l’eau
pendant quelques secondes. Ce procédé est identique à celui utilisé pour l’extinction de la
chaux grasse.
Par aspersion : La chaux est étalée en couches de 15 à 20 cm. On l’arrose légèrement puis on
la retourne et on l’arrose de nouveau de manière à ce que toute la masse soit humectée.
La quantité d’eau employée se détermine expérimentalement (15 à 20% du poids de chaux).
On relève ensuite la chaux en tas et on le laisse ainsi jusqu’à l’extinction complète (environ
deux semaines) ; la fin de l’opération étant marquée par la transformation du produit en
poudre.
Dans certains cas d’extinction difficile, on utilise un extincteur rotatif en tôle qui reçoit
intérieurement la quantité nécessaire à l’opération.
Après extinction, la chaux est stockée en silo où s’achève l’hydratation des parties les plus
cuites.
La chaux éteinte est passée par un grillage à mailles carrées de 10 cm de côté et subit enfin un
tamisage dans les blutoirs. Ces derniers sont des tambours longs à section polygonale dont les
faces sont garnies de toiles métalliques. L’axe du tambour est légèrement incliné vers le bas et
tourne à la vitesse de 60 à 80 tour/minute.
La chaux est introduite à la partie supérieure de l’appareil et descend lentement.
Les éléments qui traversent les mailles de toiles métalliques sont recueillis et constituent la
chaux légère. Les moreaux qui ne peuvent pas passer à travers les ouvertures des grilles sont
recueillis et soumis à un silotage prolongé (50 à 60 jours) puis broyés et blutés à nouveau.
Partie 01 : Etudes bibliographiques Chapitre 03
Science des matériaux Page 57
Le produit qui passe alors à travers les mailles de la toile constitue la chaux lourde. Souvent
on mélange cette chaux lourde à la chaux légère pour obtenir une chaux éminemment
hydraulique. Enfin, le résidu de ce dernier blutage constitue les grappiers. Ces grappiers sont
utilisés pour la fabrication de ciments à prise lente par broyage.
Le matériau obtenu peut faire l’objet, selon les cas, d’une mouture avec additions de grappiers
ou d’autres constituants : clinker, laitier, pouzzolane. Lorsqu’aucune addition n’est effectuée,
à l’exception facultative du grappier, le terme « pur » peut être appliqué à la chaux
hydraulique naturelle (XHN pure).
Photo 19 : Chaux éteinte en pâte Photo 20 : Chaux éteinte en poudre
III.2.3. Carbonatation de la chaux [15]
III.2.3.1. Carbonatation de la chaux aérienne
La prise de la chaux aérienne s'effectue par carbonatation, c’est-à-dire en absorbant le
gaz carbonique (CO2) présent dans l'atmosphère : d'où son nom de " chaux aérienne " :
Ca(OH)2 + CO2 ==> CaCO3 + H2O
Selon l'humidité du milieu, cette réaction se produit sur plusieurs mois : la vapeur d'eau se lie
avec le gaz carbonique atmosphérique pour former l'acide (Un acide est un composé chimique
généralement défini par ses réactions avec un autre type de composé chimique
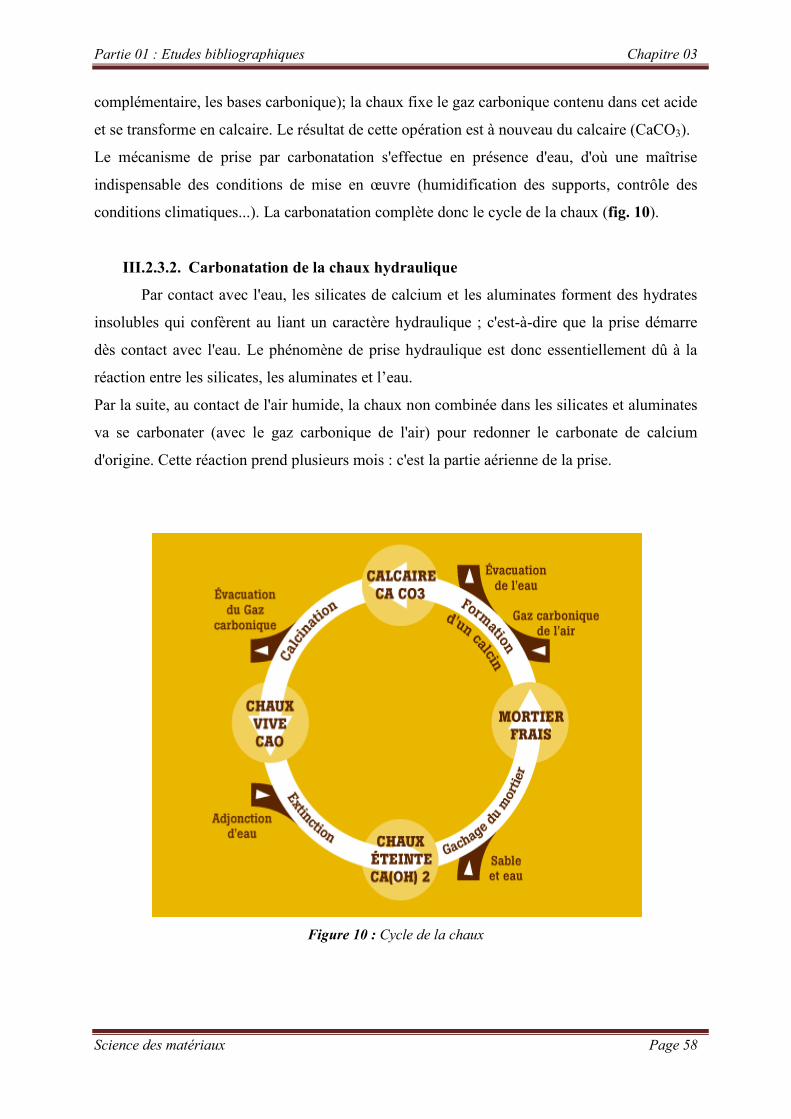
Partie 01 : Etudes bibliographiques Chapitre 03
Science des matériaux Page 58
complémentaire, les bases carbonique); la chaux fixe le gaz carbonique contenu dans cet acide
et se transforme en calcaire. Le résultat de cette opération est à nouveau du calcaire (CaCO3).
Le mécanisme de prise par carbonatation s'effectue en présence d'eau, d'où une maîtrise
indispensable des conditions de mise en œuvre (humidification des supports, contrôle des
conditions climatiques...). La carbonatation complète donc le cycle de la chaux (fig. 10).
III.2.3.2. Carbonatation de la chaux hydraulique
Par contact avec l'eau, les silicates de calcium et les aluminates forment des hydrates
insolubles qui confèrent au liant un caractère hydraulique ; c'est-à-dire que la prise démarre
dès contact avec l'eau. Le phénomène de prise hydraulique est donc essentiellement dû à la
réaction entre les silicates, les aluminates et l’eau.
Par la suite, au contact de l'air humide, la chaux non combinée dans les silicates et aluminates
va se carbonater (avec le gaz carbonique de l'air) pour redonner le carbonate de calcium
d'origine. Cette réaction prend plusieurs mois : c'est la partie aérienne de la prise.
Figure 10 : Cycle de la chaux
Partie 01 : Etudes bibliographiques Chapitre 03
Science des matériaux Page 59
III.3. Utilisations de la chaux
Produit entièrement naturel, connu depuis fort longtemps, La chaux entre dans un
grand nombre d’utilisations, depuis des applications artisanales jusqu’à des processus
industriels très évolués. Elle peut être utilisée vive ou éteinte selon les usages.
Parmi les domaines d’utilisation de la chaux, nous pouvons citer, la sidérurgie, le traitement
des eaux, l'agriculture, ou encore le bâtiment qui utilisent la chaux aérienne, mais la chaux
hydraulique.
III.3.1. La chaux dans la construction et les travaux publics [21] [22] [16] [23]
La chaux hydraulique naturelle est utilisée depuis des millénaires dans le bâtiment. Ses
propriétés uniques en font un liant très indiqué à tous les stades de la construction : elle
intervient dans des mortiers à la préparation de la fondation d'un édifice, au montage de
maçonnerie, à la pose du carrelage, au ragréage des murs et à la fixation des couvertures.
En raison de son hydraulicité, elle effectue une prise plus rapide que la chaux aérienne et ses
résistances mécaniques lui sont supérieures. En application manuelle ou mécanique, elle est
également très facile à travailler, ce qui la met à la portée d'un plus grand nombre
d'utilisateurs. Sa capacité d'adaptation à tous les matériaux naturels en fait un produit
parfaitement conçu, hier comme aujourd'hui, pour bâtir durablement …
La chaux aérienne est principalement employée pour les finitions intérieures et les peintures.
Elle sert également à la fabrication des blocs de bétons cellulaires (dit bloc ytong du nom du
fabricant).
Les maçons et les décorateurs utilisent aujourd'hui, de plus en plus fréquemment la chaux
pour la décoration extérieure comme intérieure du bâti ancien et moderne. La couleur blanche
constante de la chaux hydraulique naturelle met en valeur les sables locaux et les terres
naturelles pour la mise en œuvre d'enduits de façade colorés et de crépis. Elle isole et protège
les habitations et s'adapte davantage que les liants artificiels aux mouvements des murs des
constructions.
Depuis fort longtemps, la chaux a été employée en travaux publics, pour stabiliser les
routes et chemins pendant leur réalisation, que ça soit la chaux aérienne ou la chaux
hydraulique.
La mise en œuvre par épandage modifie les caractéristiques physiques et chimiques des sols
en place. Le sol est préparé avec de la chaux vive pour assécher le terrain, et/ou de la chaux
éteinte pour améliorer les caractéristiques mécaniques du sol (stabilisation des argiles).
Partie 01 : Etudes bibliographiques Chapitre 03
Science des matériaux Page 60
En effet, elle facilite le travail des engins par temps pluvieux ou dans les zones à humidité
excessive en baissant la teneur en eau des sols (assèchement) et en floculant les argiles. Elle
permet donc d'améliorer la portance des sols en place, de faciliter leur travail, la pose
ultérieure d'un mélange bitumeux. Son action bénéfique perdure dans le temps. La chaux
hydraulique naturelle ralentit le vieillissement des revêtements. Elle est donc fortement
recommandée dans le traitement des sols en place. Certains liants " base chaux ", peuvent
également intervenir dans le traitement en raison de leur forte hydraulicité qui leur confère
une résistance mécanique supérieure. …
Ces deux propriétés (floculation des argiles, assèchement) font que la chaux est depuis
longtemps employée dans l’habitat pour la réalisation de sols en terre battue.
III.3.1.1. Mortier de chaux
Le mortier à la chaux est comme tous les mortiers, il est obtenu sur la base du mélange
d’un liant, d’une charge minérale et de l’eau. Utilisé depuis la plus haute Antiquité, il permet
de réaliser des jointoiements pour les maçonneries et peut servir de base pour tous enduits à la
chaux.
Dans le mortier de chaux, le liant c’est la chaux (aérienne ou hydraulique) et la charge
minérale c’est le sable. La composition exacte du mortier diffère suivant l’usage qui lui est
destiné. Plusieurs règles sont à respecter pour obtenir un bon résultat.
Le dosage de ce mortier suit un principe simple, la chaux doit occuper le tiers du volume par
rapport à la charge minérale.
Préparation artisanale du mortier de chaux :
Pour obtenir un mortier de chaux de bonne qualité, il faut suivre la méthode de
préparation suivante, qui va durer huit jours, étape par étape.
Premier jour : on submerge les pierres de chaux issues de la calcination, dans un récipient
préalablement rempli d’eau, la chaux vive sera éteinte après une réaction exothermique, on
laisse reposer le mélange pour s’assurer de l’extinction totale de la chaux.
Deuxième jour : il faut ajouter au mélange une quantité d’eau suffisante pour avoir un lait de
chaux de bonne qualité, puis on procède au tamisage du contenue pour enlever les déchets.
La confection d’un bon mortier de chaux se fait en choisissant du sable de bonne qualité et en
ajoutant une quantité suffisante de lait de chaux pour aboutir à une pâte homogène.
Partie 01 : Etudes bibliographiques Chapitre 03
Science des matériaux Page 61
Du troisième au septième jour : on laisse reposer le mélange.
Septième jour : on prépare une quantité de chaux éteinte de la même manière que dans le
premier jour.
Huitième jour : nous ajoutons au mélange déjà préparé (3ème au 7ème jour) le lait de chaux et
en mélangeant suffisamment la pâte nous obtenons un mortier de chaux près à être utiliser
dans les différents travaux.
La caractéristique essentielle du mortier de chaux c’est qu’une fois appliqué (comme
joint, comme enduit, ou comme stuc), il durcit ou se carbonate peu à peu, jusqu’ à se
transformer en une croûte pierreuse de quelque millimètre d’épaisseur, qui devient de plus en
plus résistante. Dans ce processus de re-carbonatation de la chaux, l’hydroxyde de calcium, en
entrant en contact avec le gaz carbonique de l’air, se transforme en carbonate de calcium et
redevient, après un certain temps, la pierre qu’il était au début du cycle.
Ce matériau présente d’autres qualités importantes qui le rendent irremplaçable :
Si l’extinction se déroule correctement, la chaux ne variera pas de volume lorsqu’elle durcira
par carbonatation. La parfaite étanchéité des joints, l’absence de rétraction et son
endurcissement progressif font du mortier de chaux un excellent isolant thermique et
acoustique, qui empêche la pénétration de l’eau. Il est incombustible et, en cas d’incendie, ne
produit pas de fumée.
En ce qui concerne les finitions, les possibilités sont véritablement infinies. Comme il s’agit
d’un matériau très malléable, on peut le travailler avec toutes sortes d’outils avant qu’il ne
durcisse.
Photo 21 : Mortier de chaux
Partie 01 : Etudes bibliographiques Chapitre 03
Science des matériaux Page 62
Il assimile une vaste gamme de couleur, et autorise également la représentation peinte,
afin d’imiter un appareil de brique ou de marbre brillant, ou pour accueillir les talentueux
coups de pinceau des grands décorateurs de fresques.
Enduits
Les nombreuses qualités du mortier de chaux, notamment plasticité, élasticité et
adhérence, rendent son emploi très intéressent et très efficace dans la réalisation des enduits
intérieurs et extérieurs. Ils ont principalement deux fonctions : protection et esthétique.
La grande élasticité des mortiers de chaux, permet d’éviter les fissures de retrait et faïençage.
Les mortiers de chaux, une fois durcis, ont la propriété d’être imperméable à l’eau tout en
étant perméable à l’air. On dit que le mur respire, ce qui évite les murs humides.
Le durcissement des enduits à base de chaux est lent ; par conséquent, il est déconseillé de les
utiliser à l’extérieur par période hivernale. Aussi il faut protéger l’enduit frais contre le soleil
et les vents violents. Toutefois, grâce à ce durcissement lent, et progressif, l’enduit ne se
rétracte pas. De plus les petites fissures superficielles se referment avec la carbonatation.
L’association de la chaux et du ciment constitue un liant privilégié pour les enduits (mortier
bâtard).
Le mortier à la chaux respecte la couleur du sable. Il permet de retrouver l’aspect d’origine
des constructions anciennes et des monuments historiques par la restauration.
La couleur finale de l’enduit réalisé avec de la chaux dépend essentiellement du sable utilisé.
On peut, quand de besoin y ajouter des oxydes métalliques en poudre pour accentuer la
coloration en s’assurant de le doser parfaitement et de bien le mélanger.
Le temps de séchage à observer entre chaque couche peut varier entre un à plusieurs jours
selon les conditions climatiques de mise en œuvre.
La couche de finition peut être talochée, jetée à la truelle, projetée à la machine… Mais en
général, il est recommandé de la gratter ou de la brosser, quelques heures à quelques jours
après application.
Mortiers de pose et de jointement :
La force de liaison d’un mortier de pose est plus importante que sa résistance à la
compression.
Les mortiers de chaux qui développent cette adhérence grâce à leur plasticité, sont ainsi bien
adaptés à cet emploi. Ils sont de surcroît peu perméable à l’eau et peu fissurables. Ils ne
provoquent pas d’efflorescences.
Les mortiers de chaux constituent de très bons mortiers de jointement de maçonneries en
pierres tendres, en béton cellulaire ou en briques. Le remplissage des joints se fait
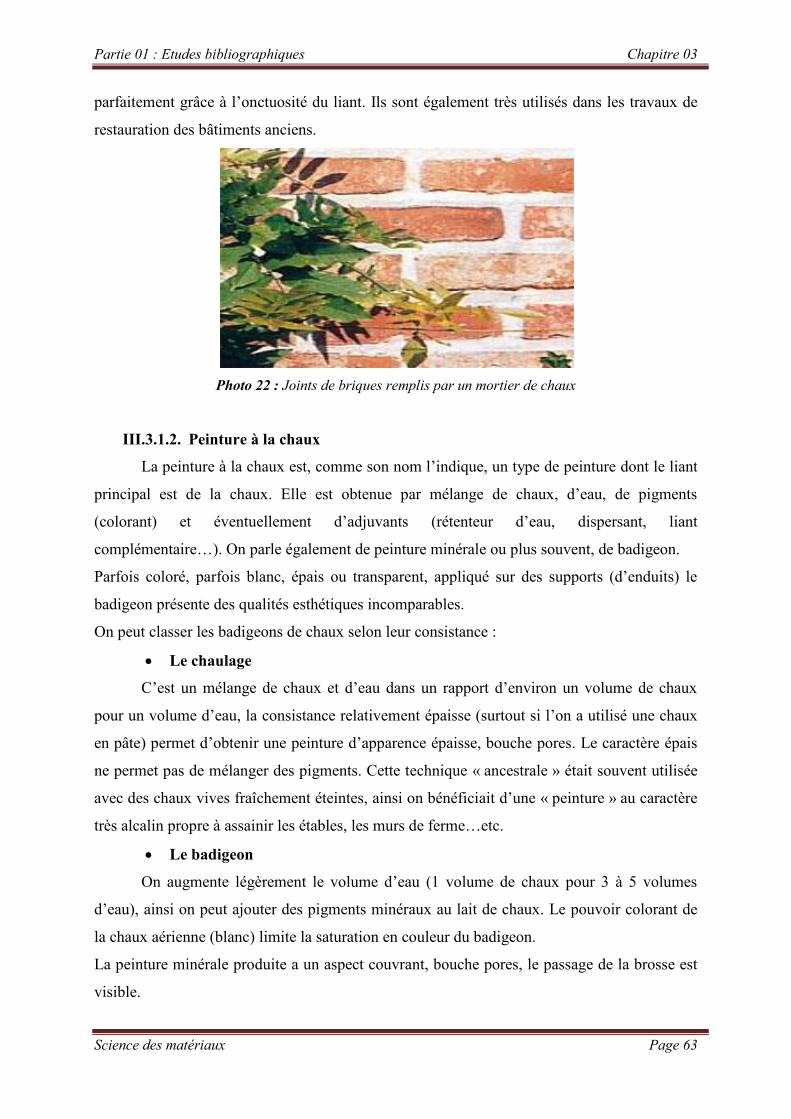
Partie 01 : Etudes bibliographiques Chapitre 03
Science des matériaux Page 63
parfaitement grâce à l’onctuosité du liant. Ils sont également très utilisés dans les travaux de
restauration des bâtiments anciens.
Photo 22 : Joints de briques remplis par un mortier de chaux
III.3.1.2. Peinture à la chaux
La peinture à la chaux est, comme son nom l’indique, un type de peinture dont le liant
principal est de la chaux. Elle est obtenue par mélange de chaux, d’eau, de pigments
(colorant) et éventuellement d’adjuvants (rétenteur d’eau, dispersant, liant
complémentaire…). On parle également de peinture minérale ou plus souvent, de badigeon.
Parfois coloré, parfois blanc, épais ou transparent, appliqué sur des supports (d’enduits) le
badigeon présente des qualités esthétiques incomparables.
On peut classer les badigeons de chaux selon leur consistance :
Le chaulage
C’est un mélange de chaux et d’eau dans un rapport d’environ un volume de chaux
pour un volume d’eau, la consistance relativement épaisse (surtout si l’on a utilisé une chaux
en pâte) permet d’obtenir une peinture d’apparence épaisse, bouche pores. Le caractère épais
ne permet pas de mélanger des pigments. Cette technique « ancestrale » était souvent utilisée
avec des chaux vives fraîchement éteintes, ainsi on bénéficiait d’une « peinture » au caractère
très alcalin propre à assainir les étables, les murs de ferme…etc.
Le badigeon
On augmente légèrement le volume d’eau (1 volume de chaux pour 3 à 5 volumes
d’eau), ainsi on peut ajouter des pigments minéraux au lait de chaux. Le pouvoir colorant de
la chaux aérienne (blanc) limite la saturation en couleur du badigeon.
La peinture minérale produite a un aspect couvrant, bouche pores, le passage de la brosse est
visible.
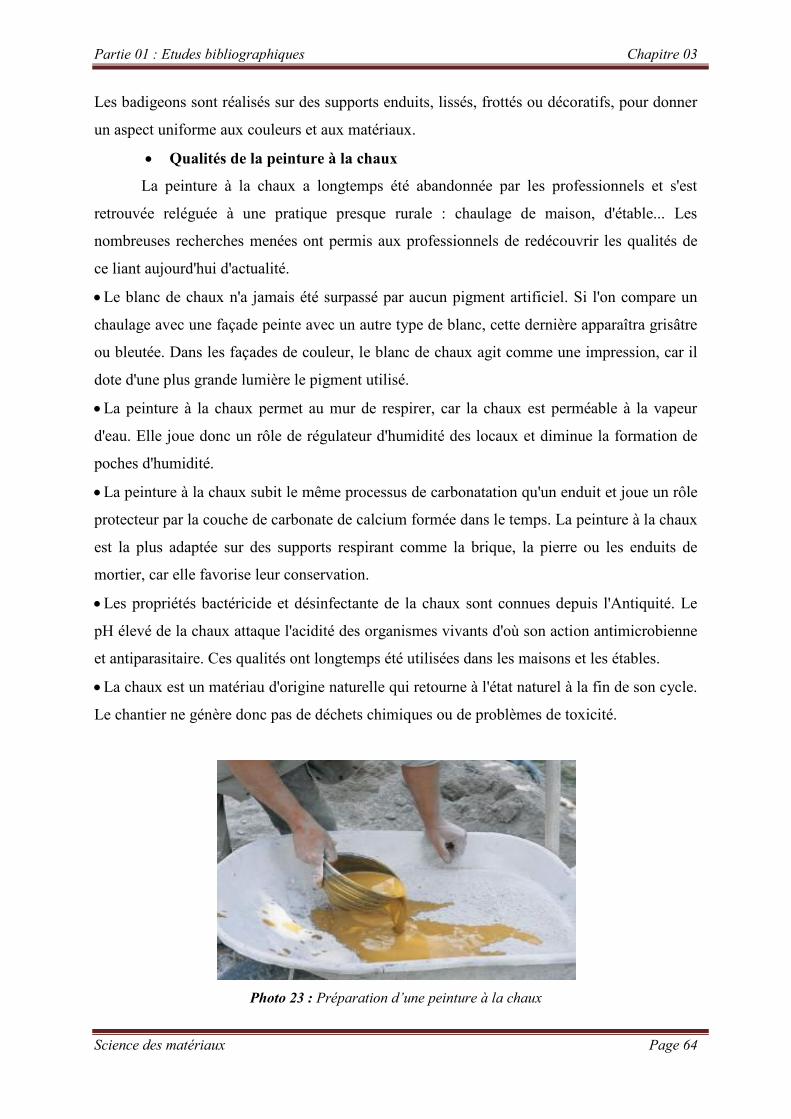
Partie 01 : Etudes bibliographiques Chapitre 03
Science des matériaux Page 64
Les badigeons sont réalisés sur des supports enduits, lissés, frottés ou décoratifs, pour donner
un aspect uniforme aux couleurs et aux matériaux.
Qualités de la peinture à la chaux
La peinture à la chaux a longtemps été abandonnée par les professionnels et s'est
retrouvée reléguée à une pratique presque rurale : chaulage de maison, d'étable... Les
nombreuses recherches menées ont permis aux professionnels de redécouvrir les qualités de
ce liant aujourd'hui d'actualité.
Le blanc de chaux n'a jamais été surpassé par aucun pigment artificiel. Si l'on compare un
chaulage avec une façade peinte avec un autre type de blanc, cette dernière apparaîtra grisâtre
ou bleutée. Dans les façades de couleur, le blanc de chaux agit comme une impression, car il
dote d'une plus grande lumière le pigment utilisé.
La peinture à la chaux permet au mur de respirer, car la chaux est perméable à la vapeur
d'eau. Elle joue donc un rôle de régulateur d'humidité des locaux et diminue la formation de
poches d'humidité.
La peinture à la chaux subit le même processus de carbonatation qu'un enduit et joue un rôle
protecteur par la couche de carbonate de calcium formée dans le temps. La peinture à la chaux
est la plus adaptée sur des supports respirant comme la brique, la pierre ou les enduits de
mortier, car elle favorise leur conservation.
Les propriétés bactéricide et désinfectante de la chaux sont connues depuis l'Antiquité. Le
pH élevé de la chaux attaque l'acidité des organismes vivants d'où son action antimicrobienne
et antiparasitaire. Ces qualités ont longtemps été utilisées dans les maisons et les étables.
La chaux est un matériau d'origine naturelle qui retourne à l'état naturel à la fin de son cycle.
Le chantier ne génère donc pas de déchets chimiques ou de problèmes de toxicité.
Photo 23 : Préparation d’une peinture à la chaux
Partie 01 : Etudes bibliographiques Chapitre 03
Science des matériaux Page 65
III.3.1.3. Matériaux de construction
La chaux intervient aussi dans la fabrication de matériaux de construction :
Les briques silico-calcaires, sont fabriquées avec un mélange intime de chaux et de sable
siliceux, compacté étuvé. Ce matériau est très utilisé en Allemagne et en Russie. Deux
grandes usines sont installées en Algérie.
Les Bétons cellulaires, matériaux légers et isolants, sont fabriqués à base de sable siliceux et
de chaux dans lequel on provoque la formation de bulles de gaz, souvent par action de la
chaux sur l’aluminium en poudre.
III.3.2. La chaux dans l’agriculture [24]
La chaux est utilisée en agriculture dans les sols acides pour ses propriétés suivantes.
III.3.2.1. Propriétés chimiques
La chaux est une base. Elle sert à lutter contre l’acidité des sols (besoin en
redressement), laquelle a pour conséquence de perturber l’alimentation des plantes, en
détruisant l’équilibre de restitution des éléments nutritifs (blocage de certains, prolifération
d’autres qui, en grandes quantités, deviennent toxiques). La chaux aide le sol à rétablir son
équilibre et à retrouver sa fertilité. Elle agit également directement sur la végétation. Absorbée
et fixée par les plantes, elle intervient dans le processus de germination, la circulation de
l’amidon et la saturation des acides organiques.
Tableau 7 : Quantité de chaux nécessaire pour élever d’une unité le pH d’un sol en tonne de chaux
vive (CaO) par hectare et par an
Terre sableuse légère de 1,5 à 2
Limons de 2 à 3
Terres fortes humidifiées de 3 à 4
III.3.2.2. Propriétés physiques
La chaux coagule l’argile. Cette propriété revient à neutraliser les sols lourds et argileux
par le phénomène de floculation, correspondant au passage d’une structure plastique à une
forme grumeleuse stable. La chaux rend alors le travail du sol plus facile, accroît sa
perméabilité et favorise son activité. Une autre propriété de la chaux (utilisée vive) est de
Partie 01 : Etudes bibliographiques Chapitre 03
Science des matériaux Page 66
permettre l’assèchement des terres humides : en effet, la réaction d’extinction de la chaux avec
l’eau contenue dans le sol favorise la diminution de cette dernière. La chaux vive fixe environ
un tiers de son poids en eau.
III.3.2.3. Propriétés physiologiques
La chaux favorise une vie microbienne plus intense par l’amélioration du pH. À cela
s’ajoute son pouvoir désinfectant et antiparasitaire. Le choix d’un amendement calcaire est lié
au résultat visé (saturation de l’acidité, décomposition rapide de matières organiques…), à la
nature du sol (sols argileux, lourds, humides, zones de défrichement, riches en sulfates), à
l’époque de l’année et surtout aux considérations économiques (prix d’achat, transport, frais de
main-d’œuvre) ; les chaux les plus fréquemment utilisées sont les chaux vives broyées,
quelquefois les « cendrées » (cendres et chaux vive issues des résidus de four à chaux).
La chaux sert également à la fabrication de la « bouillie bordelaise », composition
anticryptogamique pour lutter contre le mildiou de la vigne.
Aujourd’hui on étudie la combinaison chaux et engrais azotés, afin de limiter l’emploi de ces
derniers dans les sols.
III.3.3. Dans la sidérurgie et le traitement des métaux non ferreux [24]
La sidérurgie est un domaine où l’emploi de la chaux intervient très largement.
Elle a le pouvoir de réagir à haute température avec les impuretés des métaux et participe ainsi
à leur affinage. La chaux est employée :
Dans les convertisseurs produisant de l’acier, à partir de la fonte (fer et carbone). La
chaux vive forme avec les impuretés (silicium, phosphore, souffre) des scories, plus faciles à
isoler et à éliminer. Les procédés actuels demandent 60 à 70 kg par tonne d’acier. La chaux
éteinte (en poudre ou en pâte) a plusieurs fonctions : comme lubrifiant pour le tréfilage de
l’acier, comme revêtement dans les moules utilisés pour la fusion en lingots de l’acier (évite le
collage), mais aussi comme protection temporaire contre la corrosion.
Dans le traitement des métaux non ferreux, où elle sert d’agent d’attaque de la bauxite,
pour en extraire l’aluminium, par enlèvement du silicium, puis pour la caustification.
Dans la préparation du magnésium par précipitation de la magnésie hydratée, à partir
d’une solution de chlorure de magnésium.
Dans la séparation par flottation de différents sels métalliques, tels que le calcium
métal, le cuivre, le zinc, le plomb, l’or, l’argent et l’uranium.
Partie 01 : Etudes bibliographiques Chapitre 03
Science des matériaux Page 67
III.3.4. En chimie et dans le traitement des eaux [24]
Produit de base de l’industrie chimique, la chaux provoque la désulfuration des fumées,
par absorption des gaz acides, comme le dioxyde de soufre, le gaz carbonique…
Elle a été largement utilisée dans le processus de traitement des eaux, pour la neutralisation des
eaux acides provenant de forêts et de tourbières. L’opération consistait à leur faire traverser un
bassin contenant de la chaux. Actuellement, celle-ci joue un rôle important et intervient à
plusieurs niveaux :
pour corriger l’acidité des eaux ;
pour coaguler et floculer les matières en suspension ;
pour précipiter certains éléments toxiques et nuisibles ;
pour stériliser (destruction des germes pathogènes) ;
pour décarbonater les eaux, en précipitant le carbonate de calcium des eaux calcaires.
Ca (H C03)2 + Ca (OH)2 2Ca C03 + 2H20
Bicarbonate + chaux Carbonate + eau
(Soluble) (Insoluble)
Ses applications dans le secteur de la protection de l’environnement sont nombreuses, on peut
citer le traitement des :
Gaz de combustion (élimination des anhydriques sulfureux S02 et acide chlorhydrique HCl,
élimination du mercure).
Eaux potables (adoucissement, contrôle ou pH, contrôle du développement des agents
pathogènes, élimination des impuretés) ;
Eaux de vidange, des effluents industriels ;
Boues de stations d’épuration.
Pour le secteur de la chimie, on retrouve la chaux dans de nombreux processus industriels
(production des alcalis avec le procédé soude-chaux, production de l’acide citrique, de la
magnésie, des hypochlorites de calcium…) mais aussi pharmaceutique (production des
phosphates de calcium, des fluors, bromures…).
Partie 01 : Etudes bibliographiques Chapitre 03
Science des matériaux Page 68
III.3.5. Autres utilisations [24]
Dans le Dictionnaire raisonné des Sciences, des Arts et des Métiers par une société de
gens de lettres, de 1753, Diderot et D’Alembert mentionnaient les multiples applications de la
chaux en médecine :
«La chaux vive fournit plusieurs bons remèdes à la médecine. Les plus anciens médecins l’ont
employée extérieurement. Hippocrate lui-même l’a recommandée contre différentes espèces de
lèpre. […] »
De nos jours, l’eau de chaux est encore utilisée en médecine ; ce n’est plus le cas de la chaux
vive ou éteinte.
Les propriétés d'absorption du dioxyde de carbone par la chaux ont été utilisées dans les
appareils respiratoires dits "en circuit fermé" pour épurer le gaz expiré du dioxyde de carbone
et permettre sa ré-inhalation après un éventuel apport d'oxygène à très faible débit. Ces
techniques sont utilisées en médecine (anesthésie en circuit fermé), dans des appareils
respiratoires utilisés en milieux de gaz dangereux.
Dans les sucreries, la chaux intervient à deux moments précis du raffinage : lors de la
coagulation des impuretés, puis lors de l’action du gaz carbonique qui va la faire précipiter,
pour former un carbonate. Elle joue alors le rôle d’adjuvant de filtration (2,5 à 5 kg de chaux
sont nécessaires pour produire une tonne de sucre de canne).
Les tanneries se servent de la chaux pour préparer les peaux au tannage.
Elle joue également le rôle de solvant pour les déchets d’abattoirs, lors de la
fabrication de colles et de gélatines (alimentaires). Aux États-Unis, on l’utilise pour améliorer
le stockage des fruits et légumes, la chaux éteinte absorbe le gaz carbonique émis lord du
mûrissement des produits et permet ainsi de réguler le rapport oxygène/gaz carbonique.
Elle rentre aussi parfois directement dans le processus alimentaire, on l’utilise sous forme d’eau
de chaux pour neutraliser ou réduire l’acidité avant la pasteurisation du beurre. On l’utilise
également pour la fabrication des tortillas.
Les activités sous-marines (plongée et sous-marins) utilisent également la chaux
comme absorbeur de dioxyde de carbone.
Elle a même trouvé un débouché alimentaire (aujourd’hui abandonné) avec l’invention
d’une barquette autochauffante, contenant de l’eau et de la chaux vive qui, mises en contact,
chauffent le plat cuisiné, isolé dans un compartiment séparé.
Dans l’industrie de la savonnerie, la chaux intervient dans le procédé de
saponification des huiles.
PARTIE 02 : ETUDES
EXPERIMENTALES
Partie 02 : Etudes expérimentales Chapitre 04
Science des matériaux Page 70
Chapitre 04 : TRAVAUX SUR TERRAIN
IV.1. Présentation de la zone d’étude
La commune rurale de Belobaka fait partie des neuf communes qui constituent la
sous-préfecture de Mahajanga-II, laquelle étant parmi les six sous-préfectures au sein de la
région de Boeny. Le chef-lieu de la commune se situe à 10 km de la ville de Mahajanga, sur
l’axe de la RN4 reliant Mahajanga à Antananarivo. Mais la commune est à 0,3 km de cet axe
routier.
Se situant sur la partie Nord-Ouest de la sous-préfecture, la commune rurale de
Belobaka couvre une superficie de l’ordre de 208 km² avec une population de 13 400
habitants environ.
La commune est limitée :
- Au Nord et à l’Est, par la commune rurale de Betsako ;
- Au Sud-Est, par celle d’Ambalakida ;
- A l’Ouest, par la commune urbaine de Mahajanga ;
- Au Sud, par les deux communes rurales : Boanamary et Marovoay-Banlieu.
Elle est composée par neuf fokontany dont : Belobaka, Amparemahitsy, Ampazony,
Ampitolova, Ankazomenavony, Antsaboaka, Antsanitia, Besely et Ladigy. En totalité, il
existe quarante quatre villages, ou secteurs, au sein de la commune rurale de Belobaka
(fig.11 : carte de localisation).
On y retrouve les activités économiques suivantes :
- Agriculture et élevage ;
- Pêche maritime ;
- Exploitation forestière ;
- Commerce ;
- Salariat mensuel ;
- Artisanat de service : fabrication de chaux et concassage des pierres.
Toutes ses activités sont reparties dans les fokontany de la commune selon les ressources
présentes.
C’est ainsi que nous avons concentré nos études dans le fokontany de Belobaka de la
commune de Belobaka où l’on retrouve la majeur partie de l’activité minière de la commune.
Et ceci grâce à la présence des gisements de calcaires à Marovato, Kariera et Antanambao.
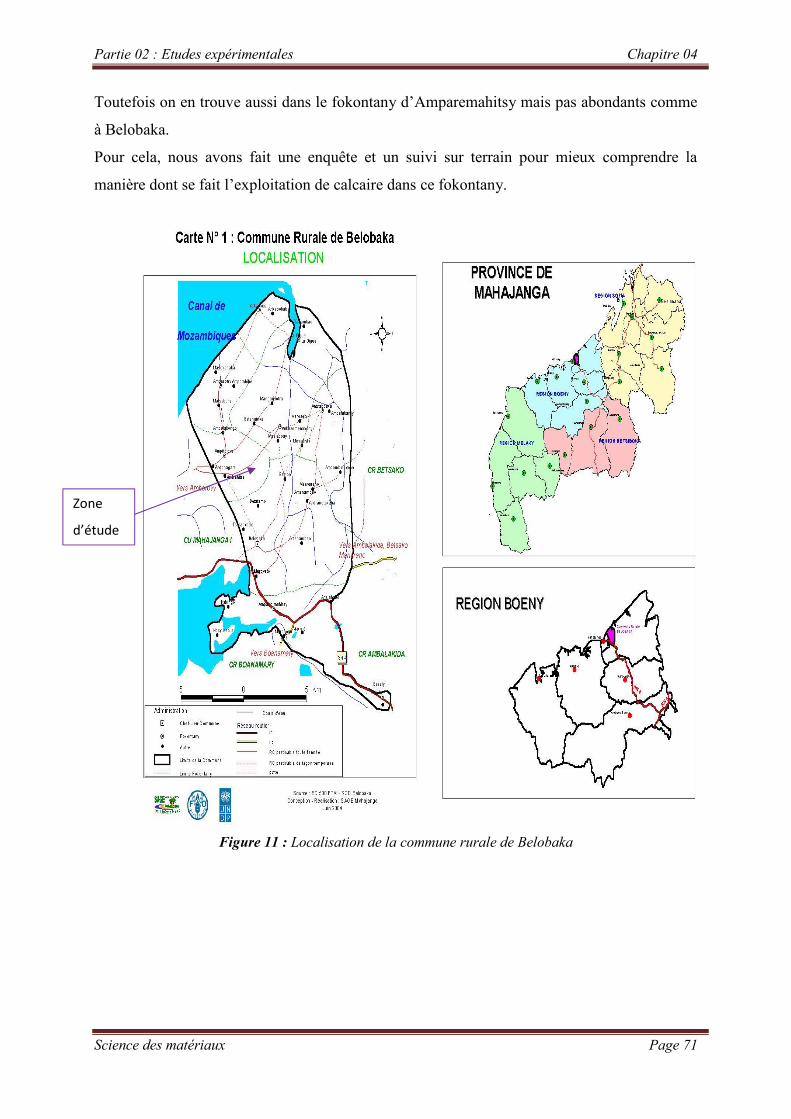
Partie 02 : Etudes expérimentales Chapitre 04
Science des matériaux Page 71
Toutefois on en trouve aussi dans le fokontany d’Amparemahitsy mais pas abondants comme
à Belobaka.
Pour cela, nous avons fait une enquête et un suivi sur terrain pour mieux comprendre la
manière dont se fait l’exploitation de calcaire dans ce fokontany.
Figure 11 : Localisation de la commune rurale de Belobaka
Zone
d’étude
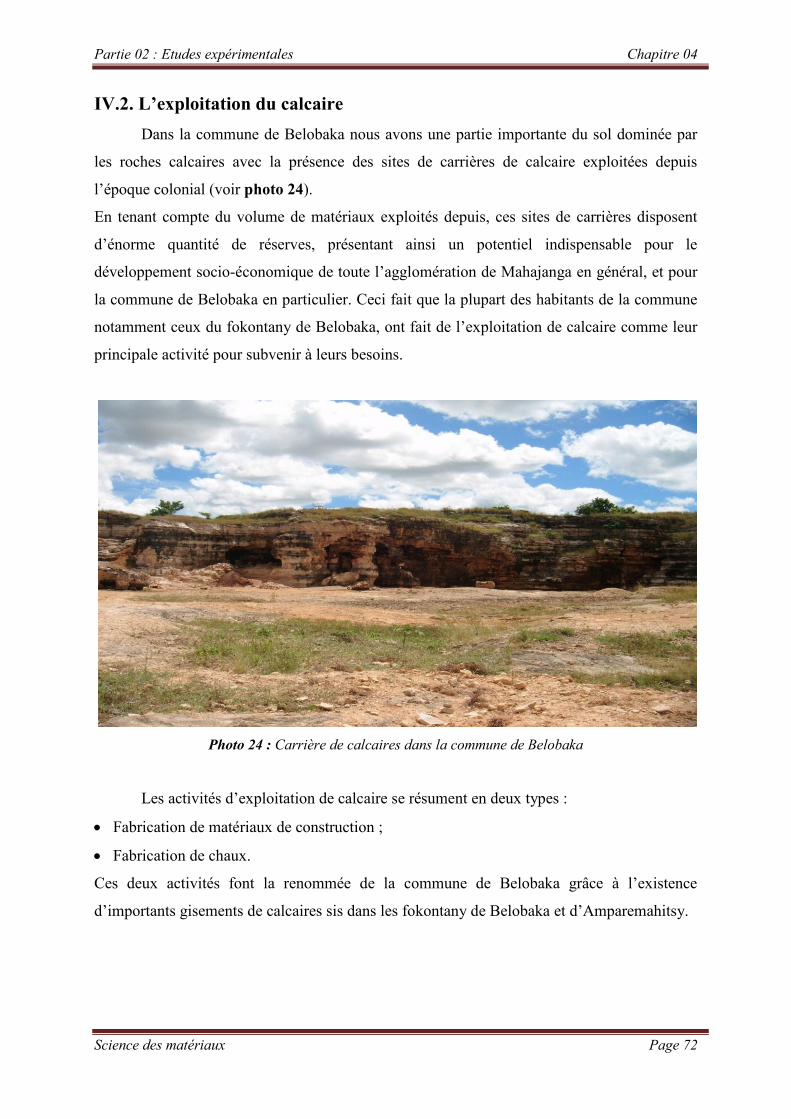
Partie 02 : Etudes expérimentales Chapitre 04
Science des matériaux Page 72
IV.2. L’exploitation du calcaire
Dans la commune de Belobaka nous avons une partie importante du sol dominée par
les roches calcaires avec la présence des sites de carrières de calcaire exploitées depuis
l’époque colonial (voir photo 24).
En tenant compte du volume de matériaux exploités depuis, ces sites de carrières disposent
d’énorme quantité de réserves, présentant ainsi un potentiel indispensable pour le
développement socio-économique de toute l’agglomération de Mahajanga en général, et pour
la commune de Belobaka en particulier. Ceci fait que la plupart des habitants de la commune
notamment ceux du fokontany de Belobaka, ont fait de l’exploitation de calcaire comme leur
principale activité pour subvenir à leurs besoins.
Photo 24 : Carrière de calcaires dans la commune de Belobaka
Les activités d’exploitation de calcaire se résument en deux types :
Fabrication de matériaux de construction ;
Fabrication de chaux.
Ces deux activités font la renommée de la commune de Belobaka grâce à l’existence
d’importants gisements de calcaires sis dans les fokontany de Belobaka et d’Amparemahitsy.
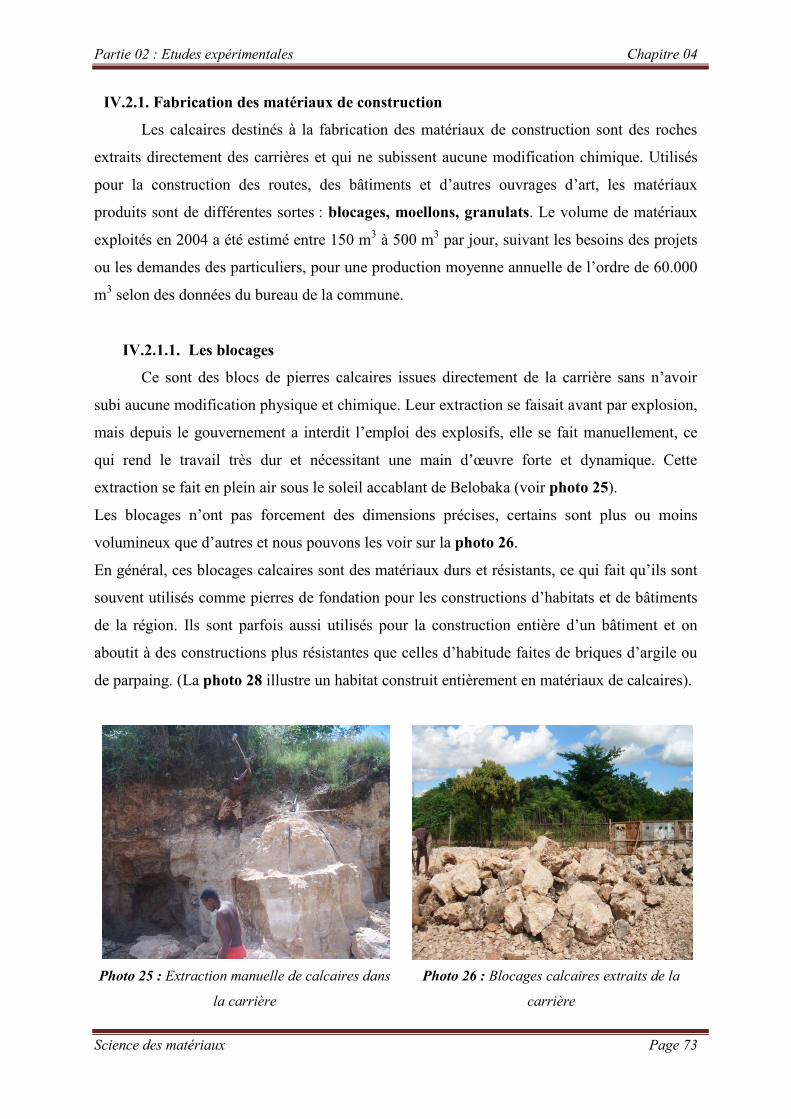
Partie 02 : Etudes expérimentales Chapitre 04
Science des matériaux Page 73
IV.2.1. Fabrication des matériaux de construction
Les calcaires destinés à la fabrication des matériaux de construction sont des roches
extraits directement des carrières et qui ne subissent aucune modification chimique. Utilisés
pour la construction des routes, des bâtiments et d’autres ouvrages d’art, les matériaux
produits sont de différentes sortes : blocages, moellons, granulats. Le volume de matériaux
exploités en 2004 a été estimé entre 150 m3 à 500 m3 par jour, suivant les besoins des projets
ou les demandes des particuliers, pour une production moyenne annuelle de l’ordre de 60.000
m3 selon des données du bureau de la commune.
IV.2.1.1. Les blocages
Ce sont des blocs de pierres calcaires issues directement de la carrière sans n’avoir
subi aucune modification physique et chimique. Leur extraction se faisait avant par explosion,
mais depuis le gouvernement a interdit l’emploi des explosifs, elle se fait manuellement, ce
qui rend le travail très dur et nécessitant une main d’œuvre forte et dynamique. Cette
extraction se fait en plein air sous le soleil accablant de Belobaka (voir photo 25).
Les blocages n’ont pas forcement des dimensions précises, certains sont plus ou moins
volumineux que d’autres et nous pouvons les voir sur la photo 26.
En général, ces blocages calcaires sont des matériaux durs et résistants, ce qui fait qu’ils sont
souvent utilisés comme pierres de fondation pour les constructions d’habitats et de bâtiments
de la région. Ils sont parfois aussi utilisés pour la construction entière d’un bâtiment et on
aboutit à des constructions plus résistantes que celles d’habitude faites de briques d’argile ou
de parpaing. (La photo 28 illustre un habitat construit entièrement en matériaux de calcaires).
Photo 25 : Extraction manuelle de calcaires dans
la carrière
Photo 26 : Blocages calcaires extraits de la
carrière
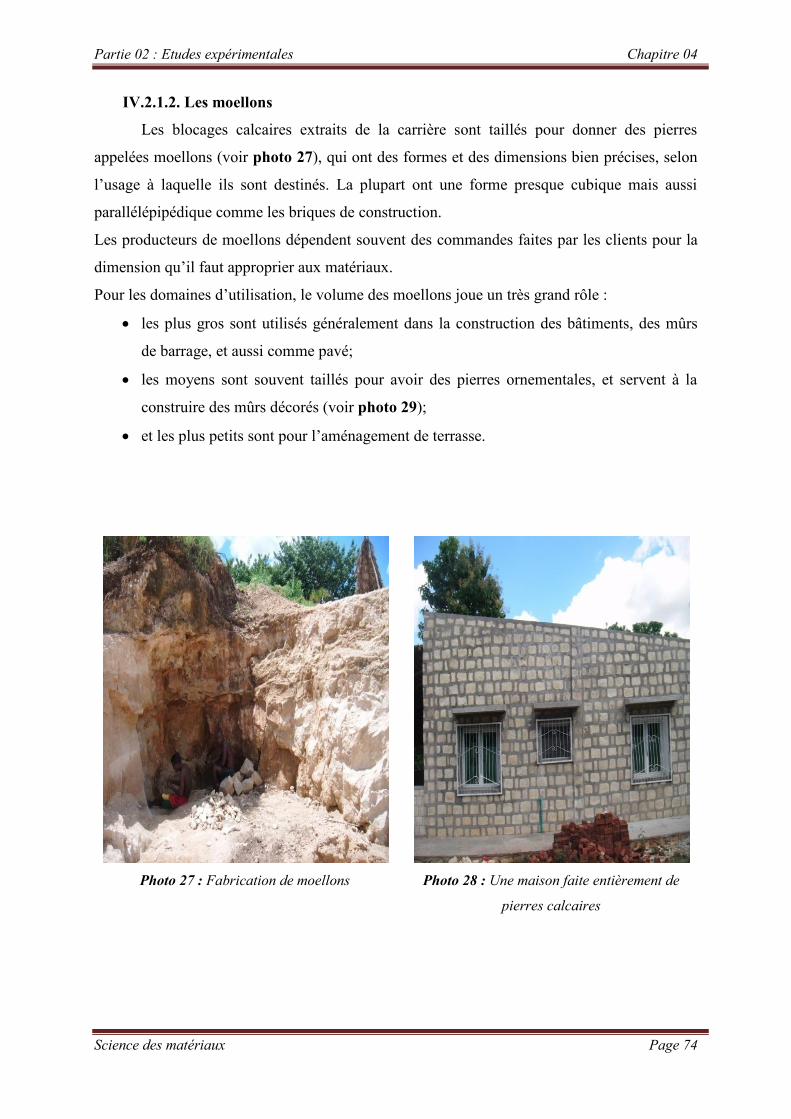
Partie 02 : Etudes expérimentales Chapitre 04
Science des matériaux Page 74
IV.2.1.2. Les moellons
Les blocages calcaires extraits de la carrière sont taillés pour donner des pierres
appelées moellons (voir photo 27), qui ont des formes et des dimensions bien précises, selon
l’usage à laquelle ils sont destinés. La plupart ont une forme presque cubique mais aussi
parallélépipédique comme les briques de construction.
Les producteurs de moellons dépendent souvent des commandes faites par les clients pour la
dimension qu’il faut approprier aux matériaux.
Pour les domaines d’utilisation, le volume des moellons joue un très grand rôle :
les plus gros sont utilisés généralement dans la construction des bâtiments, des mûrs
de barrage, et aussi comme pavé;
les moyens sont souvent taillés pour avoir des pierres ornementales, et servent à la
construire des mûrs décorés (voir photo 29);
et les plus petits sont pour l’aménagement de terrasse.
Photo 27 : Fabrication de moellons Photo 28 : Une maison faite entièrement de
pierres calcaires
Partie 02 : Etudes expérimentales Chapitre 04
Science des matériaux Page 75
Photo 29 : Les mûrs de la véranda sont faits de pierres ornementales
IV.2.1.3. Les granulats calcaires
L’élaboration des granulats calcaires est une des activités les plus entreprises dans la
commune de Belobaka. Cependant le processus de fabrication se diffère selon que l’exploitant
soit une entreprise bien organisée ou simplement des personnes qui travaillent
individuellement et manuellement.
Durant notre enquête, nous avons pu suivre le déroulement du processus de l’élaboration des
granulats calcaires dans l’entreprise STRAMCO qui est une des grosses entreprises présentes
dans la commune. Nous avons constaté les étapes suivantes :
Extraction
L’extraction se fait manuellement avec des outils de carrière comme les barres-à-mine, les
gros marteaux, les pelles, …... etc. Les blocs de calcaires extraits de la carrière sont transporté
par des camions jusqu’au site d’élaboration de granulats de STRAMCO.
Scalpage
Les blocs de calcaires sont soulevés par une grue et déversés dans l’alimentateur qui les
débarrasse de leur fraction argileuse et d’autres impuretés : c’est le scalpage.
Concassage primaire
Après le scalpage, les pierres passent dans le concasseur primaire qui les fragmente et les
transforme en granulats.
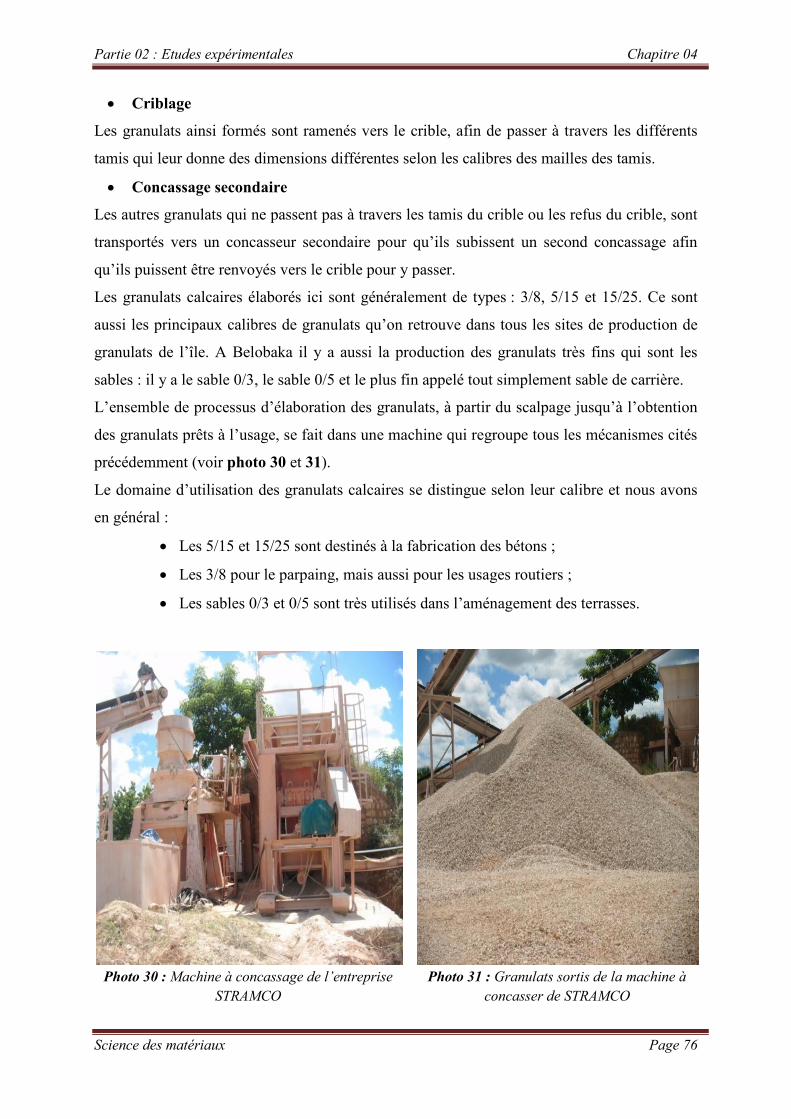
Partie 02 : Etudes expérimentales Chapitre 04
Science des matériaux Page 76
Criblage
Les granulats ainsi formés sont ramenés vers le crible, afin de passer à travers les différents
tamis qui leur donne des dimensions différentes selon les calibres des mailles des tamis.
Concassage secondaire
Les autres granulats qui ne passent pas à travers les tamis du crible ou les refus du crible, sont
transportés vers un concasseur secondaire pour qu’ils subissent un second concassage afin
qu’ils puissent être renvoyés vers le crible pour y passer.
Les granulats calcaires élaborés ici sont généralement de types : 3/8, 5/15 et 15/25. Ce sont
aussi les principaux calibres de granulats qu’on retrouve dans tous les sites de production de
granulats de l’île. A Belobaka il y a aussi la production des granulats très fins qui sont les
sables : il y a le sable 0/3, le sable 0/5 et le plus fin appelé tout simplement sable de carrière.
L’ensemble de processus d’élaboration des granulats, à partir du scalpage jusqu’à l’obtention
des granulats prêts à l’usage, se fait dans une machine qui regroupe tous les mécanismes cités
précédemment (voir photo 30 et 31).
Le domaine d’utilisation des granulats calcaires se distingue selon leur calibre et nous avons
en général :
Les 5/15 et 15/25 sont destinés à la fabrication des bétons ;
Les 3/8 pour le parpaing, mais aussi pour les usages routiers ;
Les sables 0/3 et 0/5 sont très utilisés dans l’aménagement des terrasses.
Photo 30 : Machine à concassage de l’entreprise
STRAMCO
Photo 31 : Granulats sortis de la machine à
concasser de STRAMCO
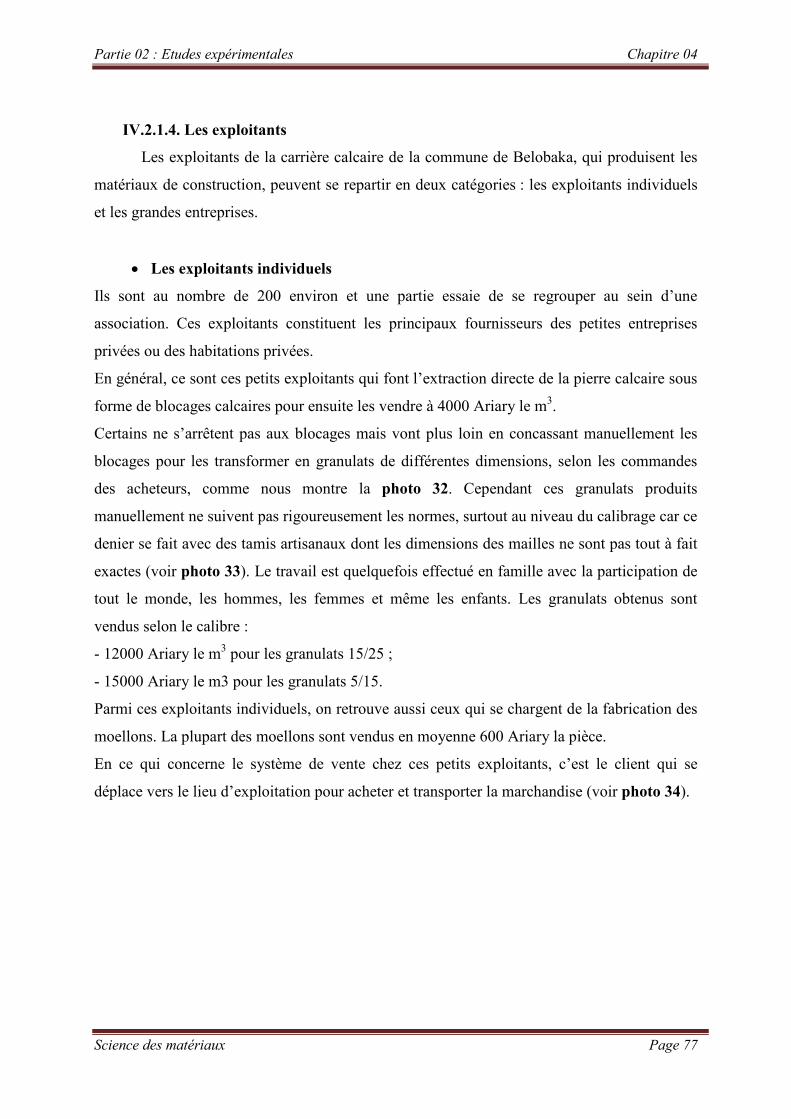
Partie 02 : Etudes expérimentales Chapitre 04
Science des matériaux Page 77
IV.2.1.4. Les exploitants
Les exploitants de la carrière calcaire de la commune de Belobaka, qui produisent les
matériaux de construction, peuvent se repartir en deux catégories : les exploitants individuels
et les grandes entreprises.
Les exploitants individuels
Ils sont au nombre de 200 environ et une partie essaie de se regrouper au sein d’une
association. Ces exploitants constituent les principaux fournisseurs des petites entreprises
privées ou des habitations privées.
En général, ce sont ces petits exploitants qui font l’extraction directe de la pierre calcaire sous
forme de blocages calcaires pour ensuite les vendre à 4000 Ariary le m3.
Certains ne s’arrêtent pas aux blocages mais vont plus loin en concassant manuellement les
blocages pour les transformer en granulats de différentes dimensions, selon les commandes
des acheteurs, comme nous montre la photo 32. Cependant ces granulats produits
manuellement ne suivent pas rigoureusement les normes, surtout au niveau du calibrage car ce
denier se fait avec des tamis artisanaux dont les dimensions des mailles ne sont pas tout à fait
exactes (voir photo 33). Le travail est quelquefois effectué en famille avec la participation de
tout le monde, les hommes, les femmes et même les enfants. Les granulats obtenus sont
vendus selon le calibre :
- 12000 Ariary le m3 pour les granulats 15/25 ;
- 15000 Ariary le m3 pour les granulats 5/15.
Parmi ces exploitants individuels, on retrouve aussi ceux qui se chargent de la fabrication des
moellons. La plupart des moellons sont vendus en moyenne 600 Ariary la pièce.
En ce qui concerne le système de vente chez ces petits exploitants, c’est le client qui se
déplace vers le lieu d’exploitation pour acheter et transporter la marchandise (voir photo 34).
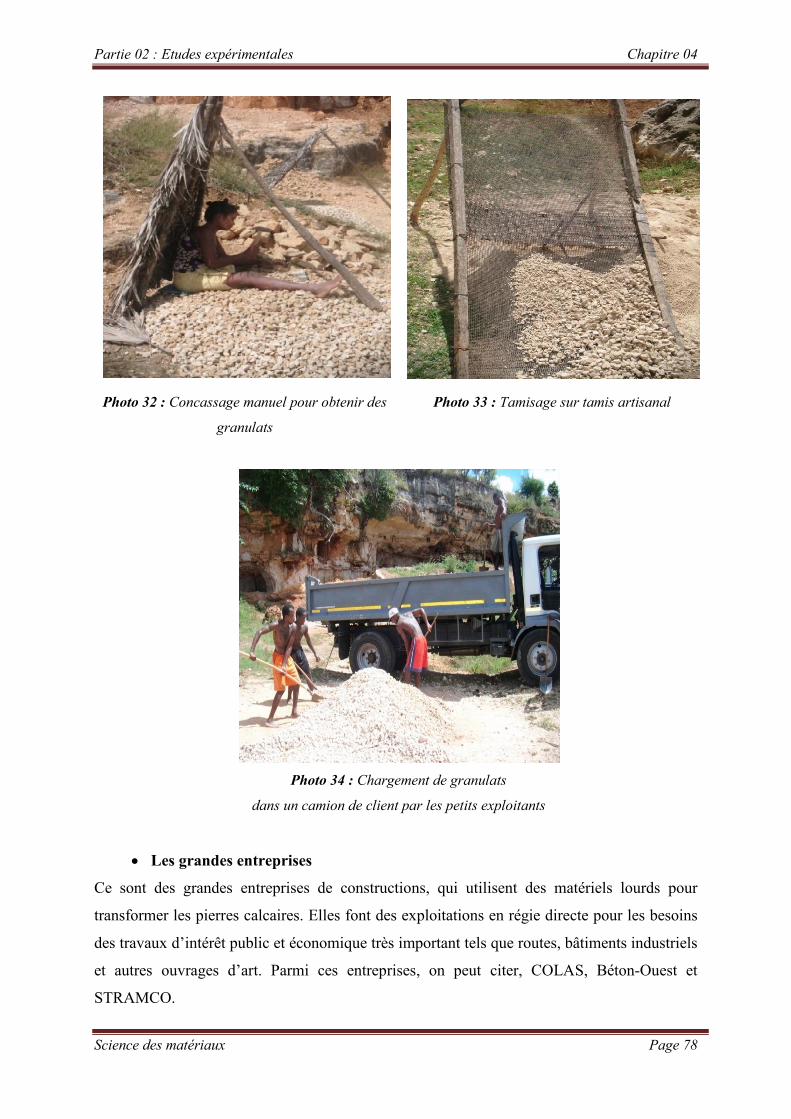
Partie 02 : Etudes expérimentales Chapitre 04
Science des matériaux Page 78
Photo 32 : Concassage manuel pour obtenir des
granulats
Photo 33 : Tamisage sur tamis artisanal
Photo 34 : Chargement de granulats
dans un camion de client par les petits exploitants
Les grandes entreprises
Ce sont des grandes entreprises de constructions, qui utilisent des matériels lourds pour
transformer les pierres calcaires. Elles font des exploitations en régie directe pour les besoins
des travaux d’intérêt public et économique très important tels que routes, bâtiments industriels
et autres ouvrages d’art. Parmi ces entreprises, on peut citer, COLAS, Béton-Ouest et
STRAMCO.
Partie 02 : Etudes expérimentales Chapitre 04
Science des matériaux Page 79
Pendant nos travaux de suivis et d’enquêtes dans l’entreprise STRAMCO, nous avons
remarqué que la production de granulats est assurée par une énorme machine de concassage
alimentée par un groupe électrogène de 130 KVA x 2. Les granulats produits sont de l’ordre
de 300 m3 par jour en moyenne et ils sont destinés aux grands travaux publics et
d’aménagements.
A la différence des exploitants individuels, les grandes entreprises produisent des granulats de
meilleure qualité qui suivent les normes, ce qui fait que leur prix est un peu plus élevé dans
ces grandes entreprises :
- 25000 Ariary le m3 pour les granulats 5/15 et 15/25 ;
- 36000 Ariary le m3 pour les granulats 3/8.
La façon de vendre des grandes entreprises est aussi différente des petits exploitants. En effet
le client peut facilement faire sa commande et c’est l’entreprise qui se charge du transport et
de la livraison du produit.
Quelquefois les grandes entreprises travaillent avec les petits exploitants. En effet ces derniers
qui travaillent directement dans la carrière, ravitaillent les grandes entreprises en blocages
calcaires pou la production de granulats.
Pour tous ces exploitants de calcaire, que ça soient les granges entreprises ou les
exploitants individuels, pour pouvoir exploiter le calcaire de Belobaka, un permis
d’exploitation est délivré par le bureau de la commune :
- Pour les petits exploitants, le permis est de 100 000 Ariary par an ;
- Et les grandes entreprises payent 150 000 Ariary par mois.
Cependant, certaines parties des terres calcaires sont des propriétés privées et par conséquent
ne font l’objet de contrôle par le bureau communal. Ceux qui exploitent ces terres n’ont pas
besoin d’avoir le permis mais juste une négociation avec le propriétaire du terrain.
IV.2.2. Production de chaux
Comme nous l’avons montré plus haut, la fabrication de chaux est une des activités
qui font la renommée du village de Belobaka. On y trouve deux types de chaux qui sont
produites : la chaux vive et la chaux éteinte. Toutefois c’est la chaux éteinte qu’on retrouve en
plus grande quantité dans le marché. Certains producteurs travaillent individuellement et
d’autres forment des associations. Une taxe de 10 000Ar par 10 tonnes de chaux vendue (soit
1000 Ar/tonne), est exigée à ces producteurs de chaux par les autorités de la commune.
Partie 02 : Etudes expérimentales Chapitre 04
Science des matériaux Page 80
IV.2.2.1. Production de chaux vive
La chaux vive résulte de la calcination du calcaire et cette calcination nécessite un four
spécifique afin d’atteindre la température permettant la transformation des roches calcaires en
chaux vive. A Belobaka, il s’agit d’une exploitation artisanale avec des fours artisanaux
employant le bois de chauffage comme source d’énergie.
L’entreprise FATEALY avait déjà commencé à produire de la chaux industriellement, avec
un four qui utilisait du charbon de terre importé comme énergie. Mais la production s’est
arrêtée après une constatation des éléments nuisibles aux produits des aquacultures, par les
utilisateurs. Actuellement l’entreprise envisage l’utilisation d’un four électrique.
Même si la production de chaux semble facile, toutefois il y a des étapes qui se
succèdent dans lesquels certaines règles doivent être respectées pour avoir un bon produit.
- Préparation du calcaire
Les blocages calcaires extraits de la carrière sont transportés sur les lieux où se trouvent les
fours à chaux. Pour que ces pierres calcaires puissent être bien cuites, on les concasse
manuellement pour avoir des tailles plus ou moins petites sans les rendre comme des
granulats et on laisse juste quelques blocages qui serviront de support dans le four. C’est ainsi
que nous avons passé du temps à concasser nos blocs de calcaires à l’aide de marteaux
jusqu’à une quantité suffisante pour remplir notre four (photo 35).
- Chargement du four
Le chargement du four est fait avec beaucoup de précaution. On commence par placer les
grosses pierres (blocages) au fon du four en les plaçant d’une manière à pouvoir supporter la
totalité des calcaires concassés qui rempliront le four. Puis les pierres de calcaire concassées
sont introduites par la gueulard et placées ensuite sur les grosses (Photo 36). Ainsi les pierres
sont entassées les unes sur les autres à commencer d’abord par les périphériques et ensuite
vers le milieu du four, jusqu’à remplir complètement ce dernier. On laisse un creux à
l’intérieur du four pour permettre au feu de bien pénétrer entre les roches. Pour certains fours
assez larges, pour faciliter le passage du feu à travers les pierres, on place verticalement à
l’intérieur des fours des longs bois qui arrivent jusqu’au sommet du four et c’est à travers ces
bois que le feu monte pour envahir l’ensemble du four.
C’est ainsi que nous avons pris la précaution de bien chargé les pierres calcaires dans
notre four, car une bonne combustion des pierres dépend en partie de la manière dont elles
sont chargées dans le four. Notre four est désormais prêt pour l’allumage.
Partie 02 : Etudes expérimentales Chapitre 04
Science des matériaux Page 81
- Cuisson ou calcination
Après le chargement et avant d’allumer le feu, le four est recouvert en haut par des briques
afin d’assurer une température haute à l’intérieur pendant la calcination.
On introduit les combustibles, qui sont des fagots de bois sec par une ouverture inférieure du
four et on y allume le feu. La quantité de bois de chauffage utilisée dépend de la capacité du
four ; par exemple pour un four qui fournit jusqu’à 7 tonnes de chaux, il faut environ 35 m3 de
fagots de bois.
En général, la durée moyenne d'une calcination complète du contenu du four est d'environ
trois jours et trois nuits, ce qui nous donne 72 heures pour avoir de la chaux vive. Mais ce
temps de cuisson peut varier selon la grandeur du four (quantité de calcaires à l’intérieur).
Normalement pour que les roches soient bien cuites, il faut que la température atteigne 1000 à
1200 °C. Mais comme ici il s’agit d’une production purement artisanale, les producteurs de
chaux de cette région ont acquis par expérience une manière de reconnaitre que la calcination
est terminée. Lorsque les flammes du feu sont visibles au dessus des briques qui recouvrent le
haut du four et que ces dernières sont en incandescence, c’est un indicateur qui signifie que la
cuisson sera complète dans environ 7 à 10 heures après cette constatation. Pendant toute
l’opération, les ouvriers se relayent pour garder la température du four constante. Ils doivent
assurer le rajout de combustibles si nécessaire et surveiller l’ensemble du four afin de
s’assurer qu’il n’y a pas fuite de chaleur.
Nous avons utilisé pour notre four, une quantité de bois environ 24 m3 qui nous ont suffit pour
la calcination totale de nos roches calcaires (environ 9,5 tonnes), et la combustion a durée 2
jours et 2 nuits.
- Le défournage
Avant de décharger le contenu du four, on laisse d’abord ce dernier refroidir après avoir éteint
le feu. Un four peut prendre en moyenne jusqu’à 24 heures pour se refroidir.
Après le refroidissement, on passe au défournage. Ce dernier s'effectuera à l'aide de pelle par
l'orifice d'allumage du four et nous avons nos pierres calcaires transformées en des pierres
tendres blanches qui se réduisent en poudre au moindre choc, c’est la chaux vive.
- Le stockage
La chaux vive est avide d’eau et peut réagir avec la moindre humidité de l’air ambiant. Pour
cela, elle doit être bien stockée pour conserver ses caractéristiques physico-chimiques. C’est
ainsi qu’elle est mise dans des sacs hermétiques et vendue en général à 120 Ariary le
kilogramme.
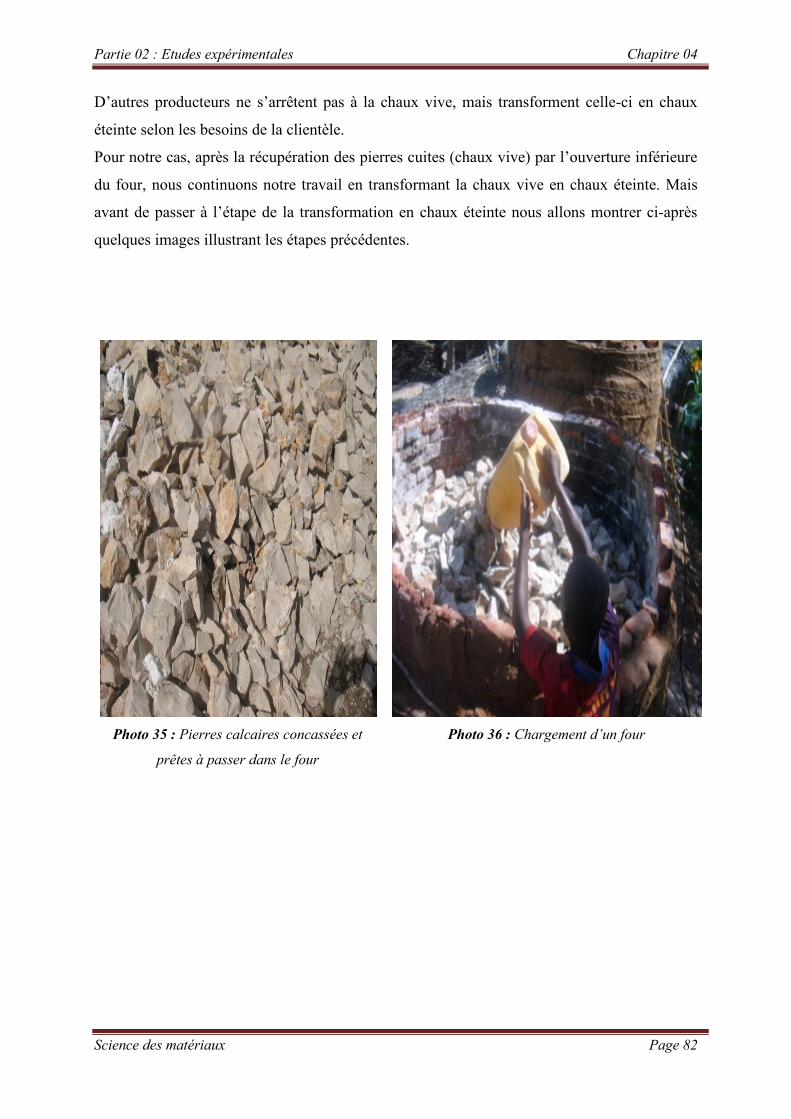
Partie 02 : Etudes expérimentales Chapitre 04
Science des matériaux Page 82
D’autres producteurs ne s’arrêtent pas à la chaux vive, mais transforment celle-ci en chaux
éteinte selon les besoins de la clientèle.
Pour notre cas, après la récupération des pierres cuites (chaux vive) par l’ouverture inférieure
du four, nous continuons notre travail en transformant la chaux vive en chaux éteinte. Mais
avant de passer à l’étape de la transformation en chaux éteinte nous allons montrer ci-après
quelques images illustrant les étapes précédentes.
Photo 35 : Pierres calcaires concassées et
prêtes à passer dans le four
Photo 36 : Chargement d’un four
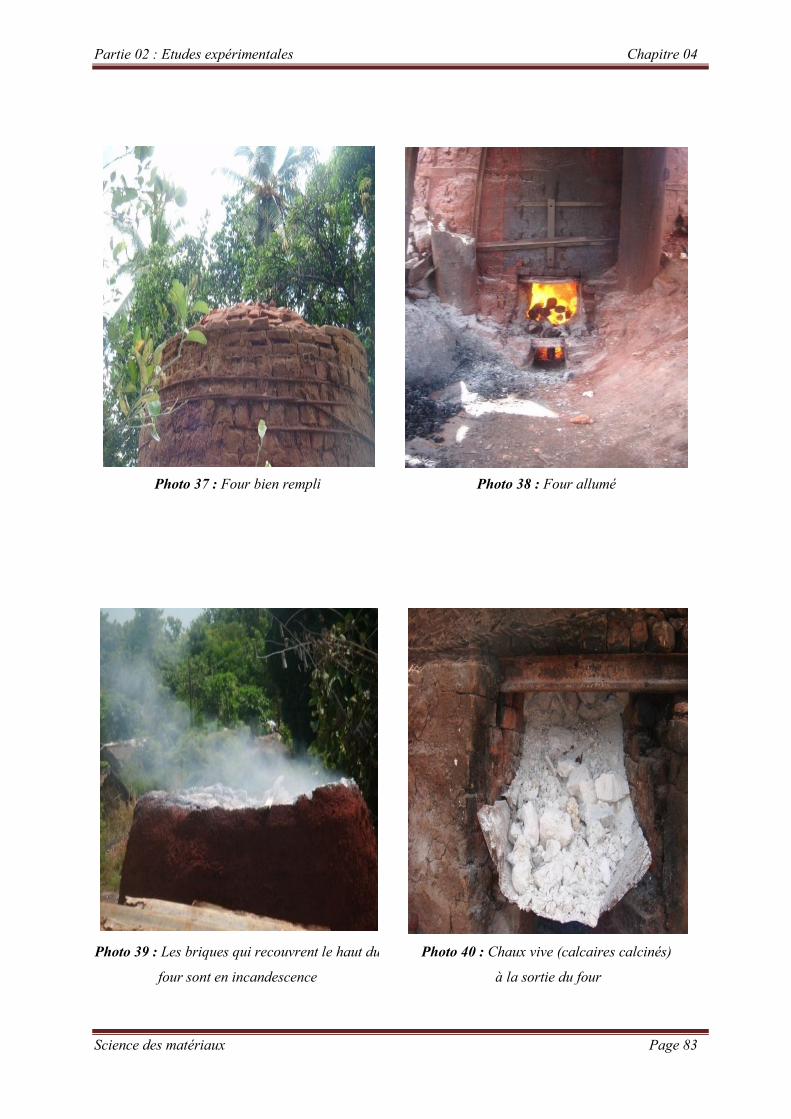
Partie 02 : Etudes expérimentales Chapitre 04
Science des matériaux Page 83
Photo 37 : Four bien rempli Photo 38 : Four allumé
Photo 39 : Les briques qui recouvrent le haut du
four sont en incandescence
Photo 40 : Chaux vive (calcaires calcinés)
à la sortie du four
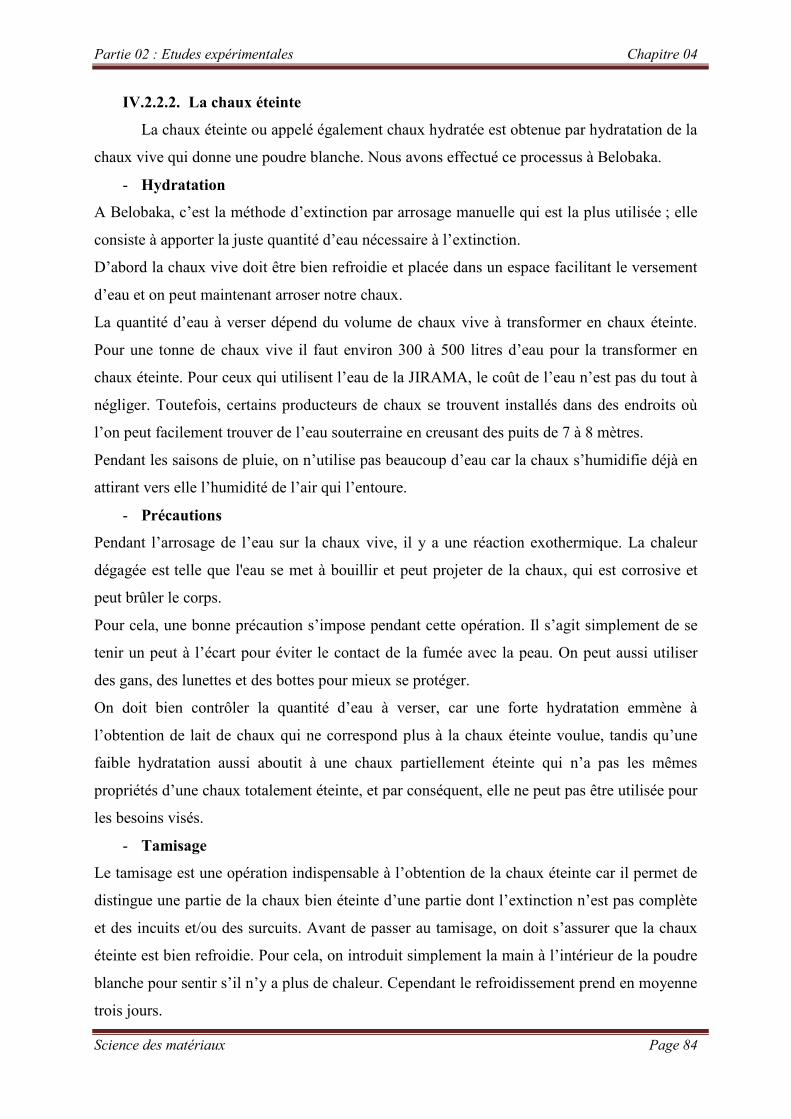
Partie 02 : Etudes expérimentales Chapitre 04
Science des matériaux Page 84
IV.2.2.2. La chaux éteinte
La chaux éteinte ou appelé également chaux hydratée est obtenue par hydratation de la
chaux vive qui donne une poudre blanche. Nous avons effectué ce processus à Belobaka.
- Hydratation
A Belobaka, c’est la méthode d’extinction par arrosage manuelle qui est la plus utilisée ; elle
consiste à apporter la juste quantité d’eau nécessaire à l’extinction.
D’abord la chaux vive doit être bien refroidie et placée dans un espace facilitant le versement
d’eau et on peut maintenant arroser notre chaux.
La quantité d’eau à verser dépend du volume de chaux vive à transformer en chaux éteinte.
Pour une tonne de chaux vive il faut environ 300 à 500 litres d’eau pour la transformer en
chaux éteinte. Pour ceux qui utilisent l’eau de la JIRAMA, le coût de l’eau n’est pas du tout à
négliger. Toutefois, certains producteurs de chaux se trouvent installés dans des endroits où
l’on peut facilement trouver de l’eau souterraine en creusant des puits de 7 à 8 mètres.
Pendant les saisons de pluie, on n’utilise pas beaucoup d’eau car la chaux s’humidifie déjà en
attirant vers elle l’humidité de l’air qui l’entoure.
- Précautions
Pendant l’arrosage de l’eau sur la chaux vive, il y a une réaction exothermique. La chaleur
dégagée est telle que l'eau se met à bouillir et peut projeter de la chaux, qui est corrosive et
peut brûler le corps.
Pour cela, une bonne précaution s’impose pendant cette opération. Il s’agit simplement de se
tenir un peut à l’écart pour éviter le contact de la fumée avec la peau. On peut aussi utiliser
des gans, des lunettes et des bottes pour mieux se protéger.
On doit bien contrôler la quantité d’eau à verser, car une forte hydratation emmène à
l’obtention de lait de chaux qui ne correspond plus à la chaux éteinte voulue, tandis qu’une
faible hydratation aussi aboutit à une chaux partiellement éteinte qui n’a pas les mêmes
propriétés d’une chaux totalement éteinte, et par conséquent, elle ne peut pas être utilisée pour
les besoins visés.
- Tamisage
Le tamisage est une opération indispensable à l’obtention de la chaux éteinte car il permet de
distingue une partie de la chaux bien éteinte d’une partie dont l’extinction n’est pas complète
et des incuits et/ou des surcuits. Avant de passer au tamisage, on doit s’assurer que la chaux
éteinte est bien refroidie. Pour cela, on introduit simplement la main à l’intérieur de la poudre
blanche pour sentir s’il n’y a plus de chaleur. Cependant le refroidissement prend en moyenne
trois jours.
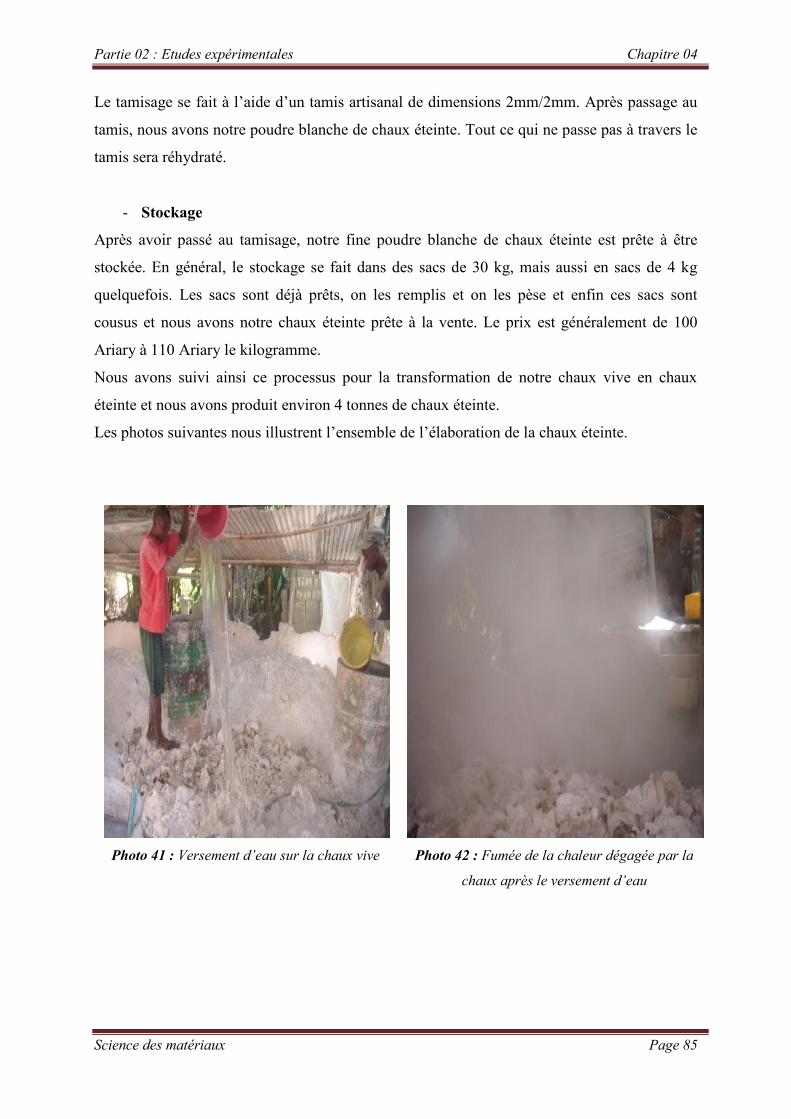
Partie 02 : Etudes expérimentales Chapitre 04
Science des matériaux Page 85
Le tamisage se fait à l’aide d’un tamis artisanal de dimensions 2mm/2mm. Après passage au
tamis, nous avons notre poudre blanche de chaux éteinte. Tout ce qui ne passe pas à travers le
tamis sera réhydraté.
- Stockage
Après avoir passé au tamisage, notre fine poudre blanche de chaux éteinte est prête à être
stockée. En général, le stockage se fait dans des sacs de 30 kg, mais aussi en sacs de 4 kg
quelquefois. Les sacs sont déjà prêts, on les remplis et on les pèse et enfin ces sacs sont
cousus et nous avons notre chaux éteinte prête à la vente. Le prix est généralement de 100
Ariary à 110 Ariary le kilogramme.
Nous avons suivi ainsi ce processus pour la transformation de notre chaux vive en chaux
éteinte et nous avons produit environ 4 tonnes de chaux éteinte.
Les photos suivantes nous illustrent l’ensemble de l’élaboration de la chaux éteinte.
Photo 41 : Versement d’eau sur la chaux vive Photo 42 : Fumée de la chaleur dégagée par la
chaux après le versement d’eau

Partie 02 : Etudes expérimentales Chapitre 04
Science des matériaux Page 86
Photo 43 : Tamisage de la chaux éteinte Photo 44 : Stockage et pesage de la chaux éteinte
après tamisage
Photo 45 : Sacs de chaux cousus et prêts à la vente
Partie 02 : Etudes expérimentales Chapitre 04
Science des matériaux Page 87
IV.2.2.3. Les fours à chaux de Belobaka (voir photos 46 et 47)
Les fours à chaux de Belobaka, qui servent à cuir les roches calcaires, sont des fours
artisanaux construits généralement à partir des briques d’argile. Ils sont tous cylindriques et
verticales, avec des dimensions variables, 3 à 5 mètres de hauteur, 2 à 3 mètres de diamètre et
l’épaisseur est en général de 220 à 330 millimètres.
Aujourd’hui nous comptons plus de 50 fours dans la commune et chaque four peut produire
en moyenne 40 tonnes par mois, ce qui nous donne 2000 tonnes si les 50 fours travaillent
régulièrement.
Ces fours peuvent être fonctionnels pendant 2 à 5 ans selon les soins apportés à la
construction et à l’entretient.
Construction
Pour la construction des fours à chaux de Belobaka, nous avons trois matériaux principaux :
les briques, le liant et les barres ou les câbles de fer.
- Les briques : pour la construction d’un four, il faut en moyenne 200 à 300 briques. Ce
sont des briques ordinaires ayant la forme parallélépipédique rectangle. Les dimensions sont
en général de 200 x 100 x 70 mm. A la différence des briques utilisées pour le bâtiment, pour
la construction des fours les briques ne sont pas cuites et c’est pendant la cuisson des roches
calcaires que la cuisson des briques se fait automatiquement, ceci permet aux briques de durer
plus longtemps.
Les briques sont placées les unes sur les autres comme dans la construction de bâtiment,
jusqu’à atteindre la hauteur voulue. Les mûrs du four sont principalement d’une épaisseur de
140 mm, ce qui est équivalent à l’alignement de deux briques.
- Le Liant : comme pour toute construction en briques, celle d’un four a besoin d’un liant
pour lier les briques entre elles et boucher les joints. A Belobaka, le liant utilisé est
simplement de la boue argileuse. La boue argileuse sert également à enduire du four pour
renforcer la construction mais surtout pour améliorer l’isolation thermique du four.
- Les câbles de fer : elles servent à renforcer le maintient des briques entre elles et par
conséquent, le four est devient de plus en plus résistant. Ces câbles de fer sont enroulés et bien
attachées autour du four. Et pour les fours très volumineux, ce sont des barres de fer qui sont
utilisées à la place des cordes. Ces barres de fer sont soudées autour du four.
Nous avons ainsi construit notre four à chaux de la même manière que ceux des
artisans de Belobaka, avec environ 150 à 200 briques et nous avons eu un four de 2,5 m de
hauteur et 1,5 m de diamètre. La construction a été faite de :
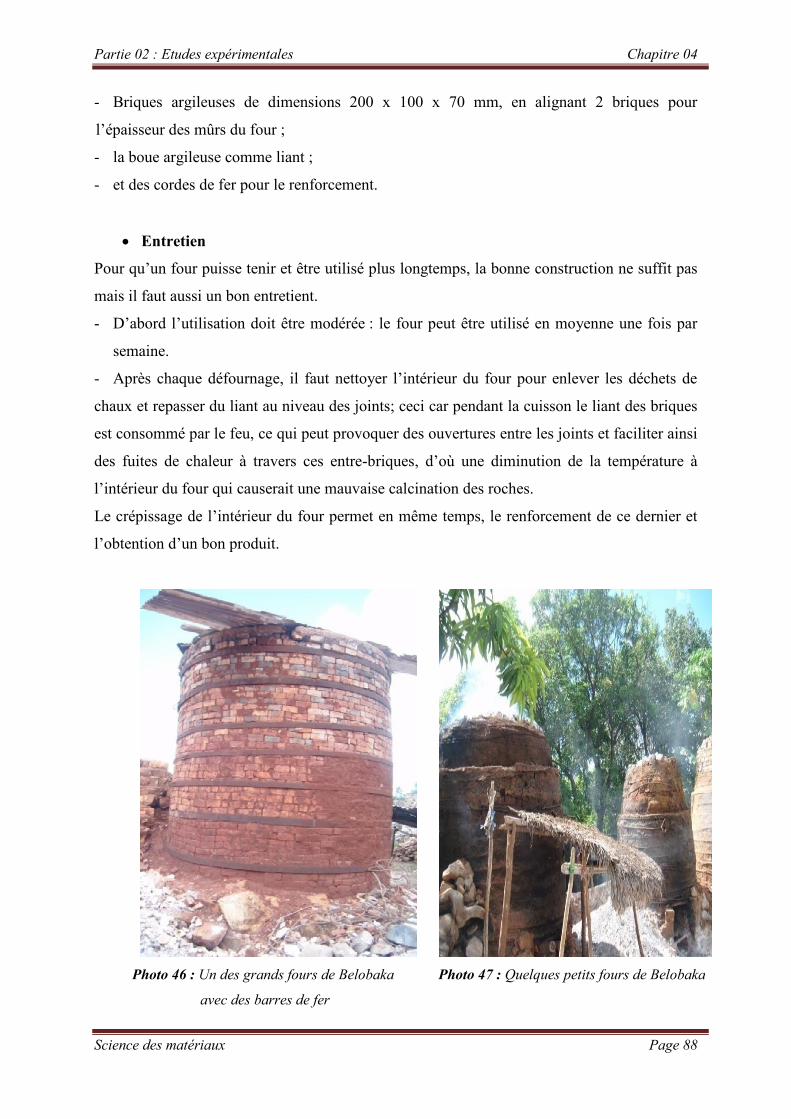
Partie 02 : Etudes expérimentales Chapitre 04
Science des matériaux Page 88
- Briques argileuses de dimensions 200 x 100 x 70 mm, en alignant 2 briques pour
l’épaisseur des mûrs du four ;
- la boue argileuse comme liant ;
- et des cordes de fer pour le renforcement.
Entretien
Pour qu’un four puisse tenir et être utilisé plus longtemps, la bonne construction ne suffit pas
mais il faut aussi un bon entretient.
- D’abord l’utilisation doit être modérée : le four peut être utilisé en moyenne une fois par
semaine.
- Après chaque défournage, il faut nettoyer l’intérieur du four pour enlever les déchets de
chaux et repasser du liant au niveau des joints; ceci car pendant la cuisson le liant des briques
est consommé par le feu, ce qui peut provoquer des ouvertures entre les joints et faciliter ainsi
des fuites de chaleur à travers ces entre-briques, d’où une diminution de la température à
l’intérieur du four qui causerait une mauvaise calcination des roches.
Le crépissage de l’intérieur du four permet en même temps, le renforcement de ce dernier et
l’obtention d’un bon produit.
Photo 46 : Un des grands fours de Belobaka
avec des barres de fer
Photo 47 : Quelques petits fours de Belobaka
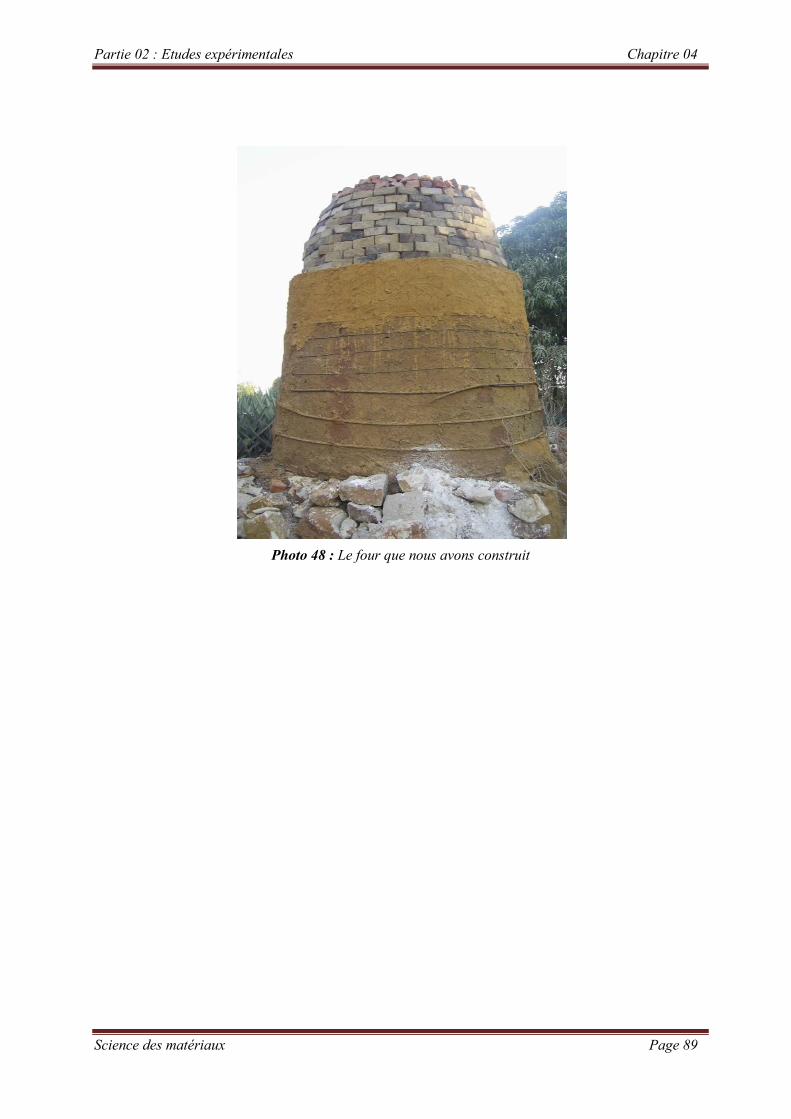
Partie 02 : Etudes expérimentales Chapitre 04
Science des matériaux Page 89
Photo 48 : Le four que nous avons construit
Partie 02 : Etudes expérimentales Chapitre 05
Science des matériaux Page 90
Chapitre 05 : CARACTERISATION DES MATIERES PREMIERES ET
DES PRODUITS
Il est indispensable pour appréhender un matériau de le caractériser, c'est-à-dire d'en
déterminer les propriétés. La détermination des caractéristiques des matières premières et des
produits nous permettra ainsi de savoir les types de calcaire et les types de chaux que nous
avons dans la commune de Belobaka. Par conséquent nous pourrons déterminer facilement les
secteurs d’activités dans lesquels ces matériaux doivent être employés.
Ces différentes caractéristiques peuvent se résumer généralement en :
caractéristiques physiques ;
caractéristiques chimiques ;
caractéristiques mécaniques.
Il existe de nombreuses techniques de caractérisation des matériaux. Pendant nos travaux de
recherche, nous avons appliqué plusieurs de ces techniques d’essai et de caractérisation sur le
calcaire et la chaux, en laboratoire, afin de déterminer leurs différentes propriétés.
V.1. Caractéristiques du calcaire
V.1.1. Composition chimique élémentaire
On classe souvent les roches sédimentaires en roches argileuses, siliceuses,
carbonatées, salines... mais il est rare qu'une roche ne contienne qu'une seule espèce chimique.
En proportions très variables, on trouvera à la fois de la silice, des minéraux argileux, des
minéraux carbonatés... Le calcaire qui est une roche carbonatée contenant plus de 50% de
CaCO3, est ici soumis à une analyse chimique afin de déterminer la proportion de ses
éléments chimiques.
La composition chimique de notre calcaire est donnée dans le tableau suivant.
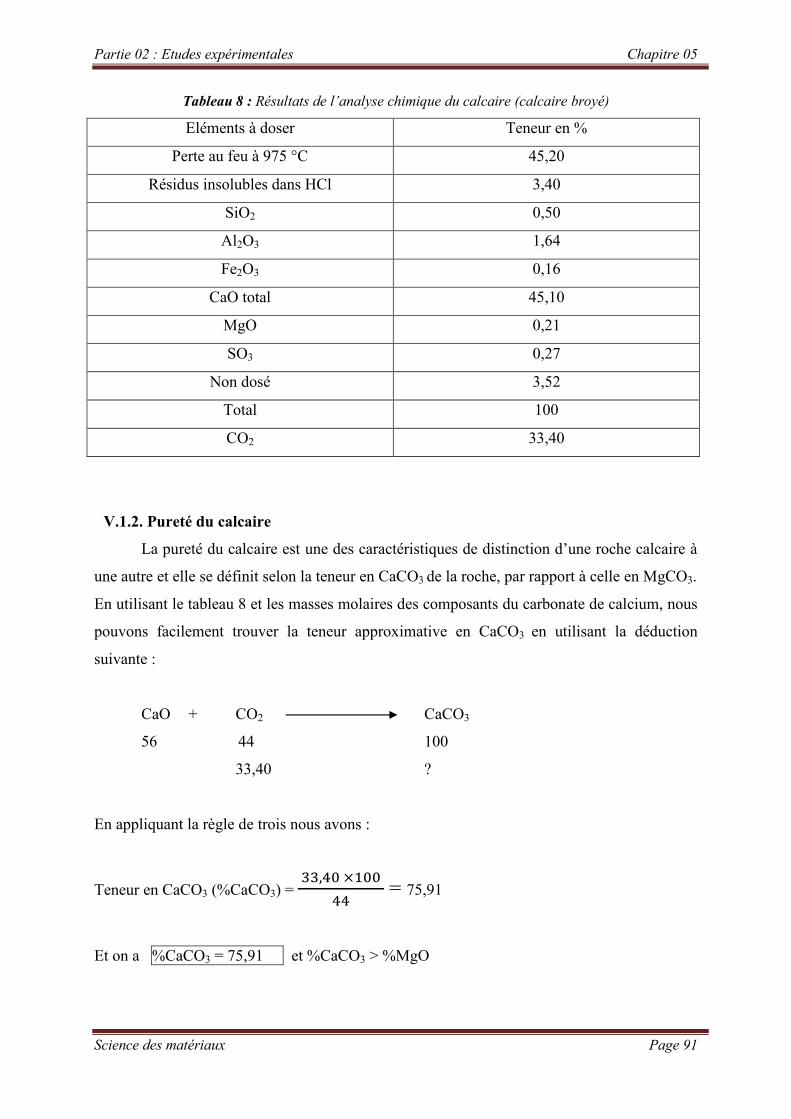
Partie 02 : Etudes expérimentales Chapitre 05
Science des matériaux Page 91
Tableau 8 : Résultats de l’analyse chimique du calcaire (calcaire broyé)
Eléments à doser Teneur en %
Perte au feu à 975 °C 45,20
Résidus insolubles dans HCl 3,40
SiO2 0,50
Al2O3 1,64
Fe2O3 0,16
CaO total 45,10
MgO 0,21
SO3 0,27
Non dosé 3,52
Total 100
CO2 33,40
V.1.2. Pureté du calcaire
La pureté du calcaire est une des caractéristiques de distinction d’une roche calcaire à
une autre et elle se définit selon la teneur en CaCO3 de la roche, par rapport à celle en MgCO3.
En utilisant le tableau 8 et les masses molaires des composants du carbonate de calcium, nous
pouvons facilement trouver la teneur approximative en CaCO3 en utilisant la déduction
suivante :
CaO + CO2 CaCO3
56 44 100
33,40 ?
En appliquant la règle de trois nous avons :
Teneur en CaCO3 (%CaCO3) = ��,�� × ���
�� = 75,91
Et on a %CaCO3 = 75,91 et %CaCO3 > %MgO
Partie 02 : Etudes expérimentales Chapitre 05
Science des matériaux Page 92
Notre calcaire n’est pas très pure, il ne convient pas à la fabrication de chaux pure (pureté ≥
90 % de CaCO3).
Au vue de sa composition chimique on peut dire que :
Il est pollué par la silice libre (résidus insolubles) ;
Il est aussi pollué par l’argile et des hydroxydes d’aluminium et de fer ;
Il est un peut dolomitique (MgO).
V.2. Caractéristiques des matériaux de construction
V.2.1. Les Moellons
IV.2.1.1. Dimension
Parmi les types de moellons fabriqués à Belobaka, nous avons trouvé les suivants :
20 /30 ;
15 /20 ;
20 /20.
Dans chacune des cas de ces trois catégories de moellons, le premier chiffre désigne la largeur
en centimètre et le deuxième la longueur en centimètre également.
IV.2.1.2. Résistances mécaniques
En général la résistance des matériaux est sa capacité de résister contre les actions des
forces externes (les charges, les conditions d’ambiance) étant définie en contrainte maximale
quand l’échantillon est détruit.
Il existe deux méthodes pour déterminer la résistance mécaniques des matériaux : Méthode
«Destruction d’échantillon» et méthode «Non destruction d’échantillon».
Méthode « destruction d’échantillon » :
La Méthode de destruction d’échantillon est la plus utilisée, surtout pour déterminer la
résistance à la compression de béton, mortier, bloc de béton etc. Ce type de détermination est
largement usité dans les laboratoires. Le mode opératoire est le suivant:
Préparation des échantillons.
Entretien des échantillons.
Destruction des échantillons.
Détermination des valeurs de résistance.
L’opération de l’essai est exécutée suivant les réglementations de la norme concernée.
Partie 02 : Etudes expérimentales Chapitre 05
Science des matériaux Page 93
Méthode « Non destruction d’échantillon »
La méthode de non destruction d’échantillon est une des méthodes, qui permet l’obtention
rapide de la résistance des matériaux des ouvrages (béton d’un ouvrage), sans procéder à des
prélèvements de béton durci par carottage.
Dans les pays en voie de développement comme Madagascar, c’est la méthode « destruction
d’échantillon » qui est le plus souvent utilisée.
Essais de compression
Dans notre cas ici, par manque de matériels, nous allons seulement étudier la résistance à la
compression des moellons calcaires. L'essai a pour but de connaître la résistance à la
compression du calcaire, qui peut être mesurée en laboratoire.
Les résultats d'un essai de compression sur une pierre sont influencés par les facteurs
suivants :
la vitesse de chargement, cette dernière correspondant en règle générale à la rupture
de l'échantillon en 1 à 2 minutes, pour les essais de court terme, qui forment la quasi-
intégralité des résultats publiés ;
les dimensions de l'échantillon, la résistance de l'échantillon diminuant très
rapidement avec l'augmentation du rapport entre ses dimensions ;
la géométrie de l'échantillon (parallélépipède ou cylindre) ;
le parallélisme des faces de l'échantillon, toute erreur de façonnage des éprouvettes
conduisant à une nette diminution de la résistance mesurée ;
le conditionnement de l'échantillon : séchage à l'air, séchage en étuve,
conditionnement à une teneur en eau de 6%, conditionnement par immersion ;
la machine utilisée pour les essais.
Les essais sur les pierres sont aujourd'hui normés, afin de garantir que les résultats des tests
puissent être comparés entre eux et conformes aux modes de calcul imposés par les normes.
Ces normes imposent la forme (parallélépipédique ou cylindrique) et surtout le rapport entre
hauteur et la dimension de la base (côté pour le parallélépipède et diamètre pour le cylindre) :
Pour le parallélépipède :
r = �
� , avec h la hauteur et c le côté de la base
Partie 02 : Etudes expérimentales Chapitre 05
Science des matériaux Page 94
Pour le cylindre :
e = �
� , avec e appelé élément, h la hauteur et d le diamètre
Généralement, les normes adoptent la valeur 2 pour r et e ; toutefois pour nous rapprocher de
la forme des moellons, nous avons choisi la forme cubique pour les éprouvettes (r = 1). Ce qui
donnera des valeurs de Rc supérieures à celles de la littérature (e = 2).
Nous utilisons la méthode « destruction de l’échantillon » qui est la plus utilisée et
voici les étapes du déroulement de notre travail.
Préparation de l’échantillon
Nous avons un moellon calcaire de dimension 15/20 qui ne peut pas passer à la machine à
compression. Donc, nous avons réduit notre moellon jusqu’à trouver des échantillons avec les
caractéristiques suivants :
- Nombre d’éprouvettes : 2
- Géométrie des éprouvettes : cubiques
- Dimensions des éprouvettes : 40 mm x 40 mm x 40 mm
Ce qui nous permet de nous rapprocher des éprouvettes des mortiers normalisés.
Ecrasement des éprouvettes
Après avoir bien préparé nos éprouvettes, ces dernières vont maintenant passer à l’essai de
compression proprement dit. L’opération est assurée par une machine d’essais à la
compression permettant d’appliquer une charge, dirigée verticalement sur l’éprouvette.
Le cube de calcaire est maintenant placé sur la machine et il doit être centré sur la presse
d'essai. On applique la charge jusqu’à destruction de l’échantillon (voir photo 49).
On note : soit P, cette charge de destruction qui est la charge maximale enregistrée au cours
de l’essai.
Détermination des valeurs de résistance
Après les essais su nos deux échantillons cubiques, les valeurs de résistance sont maintenant
déterminées par des calculs.
Nous avons P la charge maximale exprimée en Kilonewtone (KN) : P1= 71,50 KN
(soit 71500 N) pour l’éprouvette 1 et P2= 60 KN (soit 60 000 N) pour l’éprouvette 2.

Partie 02 : Etudes expérimentales Chapitre 05
Science des matériaux Page 95
Soit S la section orthogonale de l’échantillon ; la résistance, FC, est exprimée en mégapascal
(Mpa) et a pour expression :
FC = �
�
Sachant que nos deux échantillons ont les mêmes dimensions, nous avons donc les
expressions suivantes :
FC1 = ��
� et FC2 =
��
� ; avec S = 40mm x 40mm = 1600mm2
Pour les calculs, pour que FC soit en mégapascal (Mpa), P sera exprimée en newtone (N) et S
en millimètre (mm) :
FC1 = �����
���� = 44,7 FC1 = 44,7 Mpa
FC2 = �����
���� = 37,5 FC2 = 37,5 Mpa
Calculons la résistance moyenne FCM de ces deux résistances :
FCM = ���� ���
� =
��,�� ��,�
� = 41, 1
La résistance à la compression de nos moellons calcaires est de l’ordre de 41,1 Mpa.
Le calcaire est assez résistant (assez dur), on peut le comparer à un mortier normal, dosé à 500
Kg/m3 de sable à base d’un ciment de classe de résistance 32,5.
FCM = 41,1 Mpa
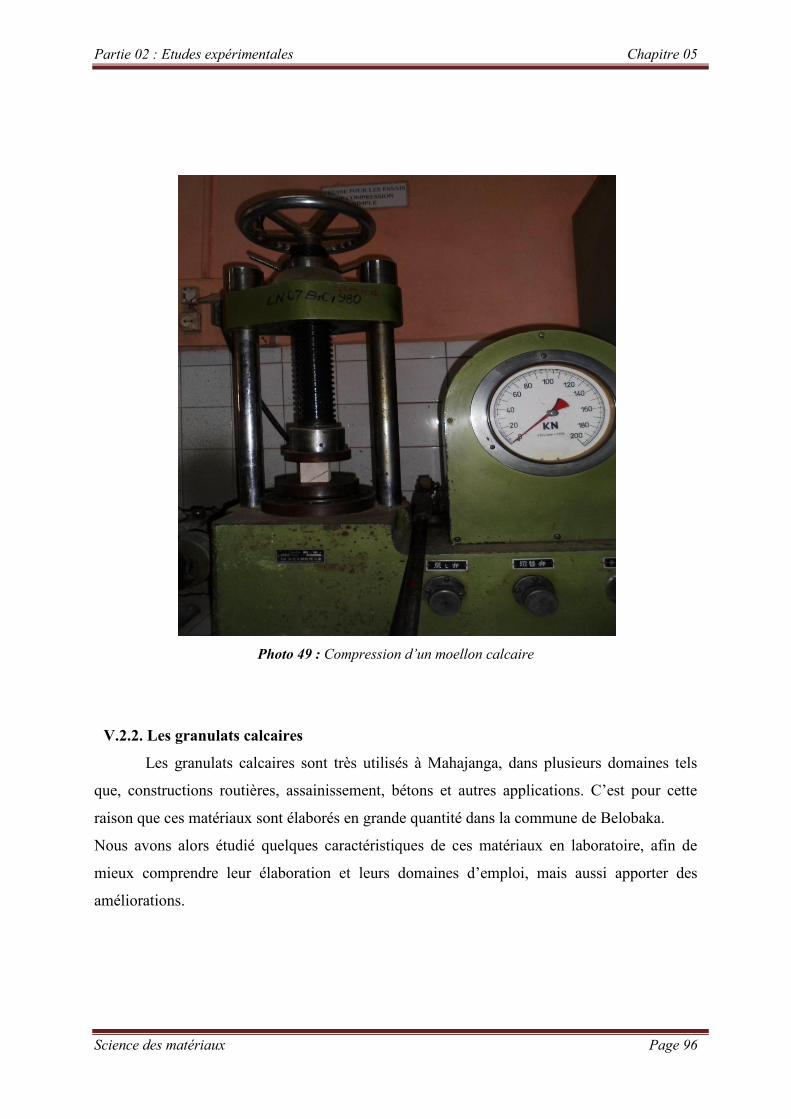
Partie 02 : Etudes expérimentales Chapitre 05
Science des matériaux Page 96
Photo 49 : Compression d’un moellon calcaire
V.2.2. Les granulats calcaires
Les granulats calcaires sont très utilisés à Mahajanga, dans plusieurs domaines tels
que, constructions routières, assainissement, bétons et autres applications. C’est pour cette
raison que ces matériaux sont élaborés en grande quantité dans la commune de Belobaka.
Nous avons alors étudié quelques caractéristiques de ces matériaux en laboratoire, afin de
mieux comprendre leur élaboration et leurs domaines d’emploi, mais aussi apporter des
améliorations.
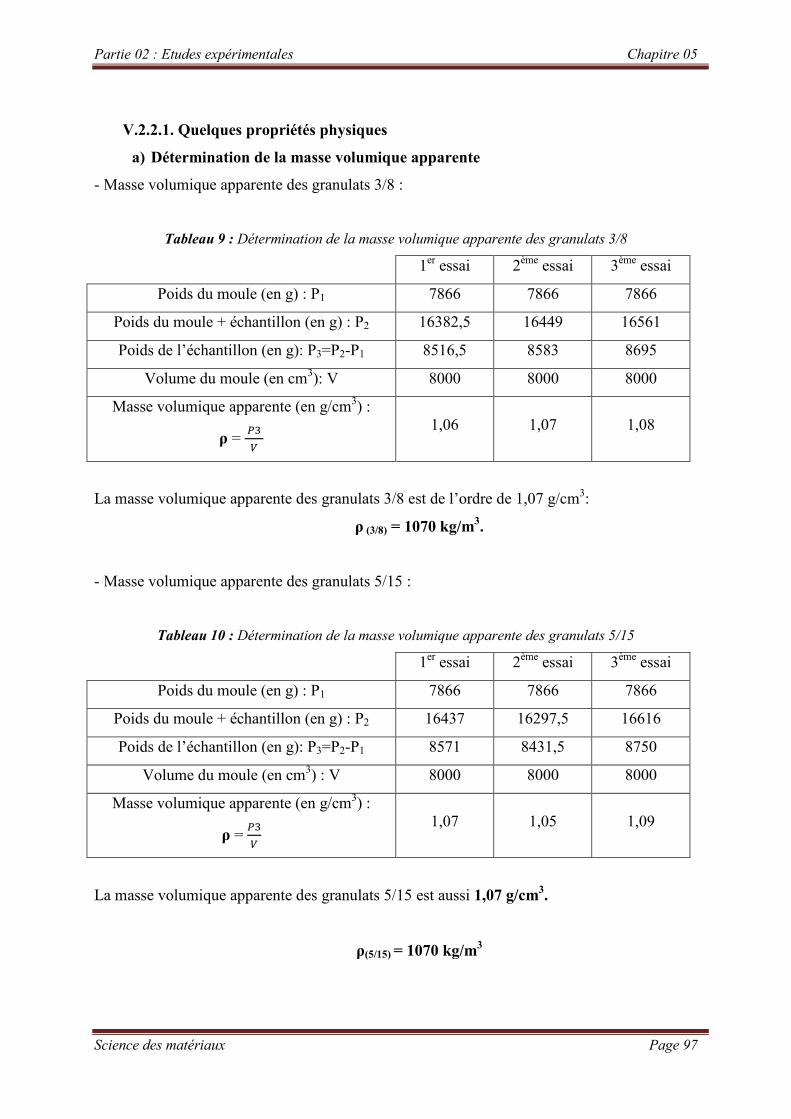
Partie 02 : Etudes expérimentales Chapitre 05
Science des matériaux Page 97
V.2.2.1. Quelques propriétés physiques
a) Détermination de la masse volumique apparente
- Masse volumique apparente des granulats 3/8 :
Tableau 9 : Détermination de la masse volumique apparente des granulats 3/8
1er essai 2ème essai 3ème essai
Poids du moule (en g) : P1 7866 7866 7866
Poids du moule + échantillon (en g) : P2 16382,5 16449 16561
Poids de l’échantillon (en g): P3=P2-P1 8516,5 8583 8695
Volume du moule (en cm3): V 8000 8000 8000
Masse volumique apparente (en g/cm3) :
ρ = ��
�
1,06 1,07 1,08
La masse volumique apparente des granulats 3/8 est de l’ordre de 1,07 g/cm3:
ρ (3/8) = 1070 kg/m3.
- Masse volumique apparente des granulats 5/15 :
Tableau 10 : Détermination de la masse volumique apparente des granulats 5/15
1er essai 2ème essai 3ème essai
Poids du moule (en g) : P1 7866 7866 7866
Poids du moule + échantillon (en g) : P2 16437 16297,5 16616
Poids de l’échantillon (en g): P3=P2-P1 8571 8431,5 8750
Volume du moule (en cm3) : V 8000 8000 8000
Masse volumique apparente (en g/cm3) :
ρ = ��
�
1,07 1,05 1,09
La masse volumique apparente des granulats 5/15 est aussi 1,07 g/cm3.
ρ(5/15) = 1070 kg/m3
Partie 02 : Etudes expérimentales Chapitre 05
Science des matériaux Page 98
- Masse volumique apparente des granulats 15/25 :
Tableau 11 : Détermination de la masse volumique apparente des granulats 15/25
1er essai 2ème essai 3ème essai
Poids du moule (en g) : P1 7866 7866 7866
Poids du moule + échantillon (en g) : P2 16921,5 17063,5 17193
Poids de l’échantillon (en g): P3=P2-P1 9055,5 9197,5 9327
Volume du moule (en cm3): V 8000 8000 8000
Masse volumique apparente (en g/cm3) : ρ =
��
�
1,13 1,15 1,16
La masse volumique apparente des granulats 15/25 est de l’ordre de 1,14 g/cm3
ρ(15/25) = 1140 kg/m3
L’ensemble des processus qu’on a effectués au laboratoire pour obtenir les masses
volumiques apparentes ci-dessus, sont détaillés dans l’annexe 3.
Photo 50 : Moule rempli de granulats pour la détermination
de la masse volumique apparente
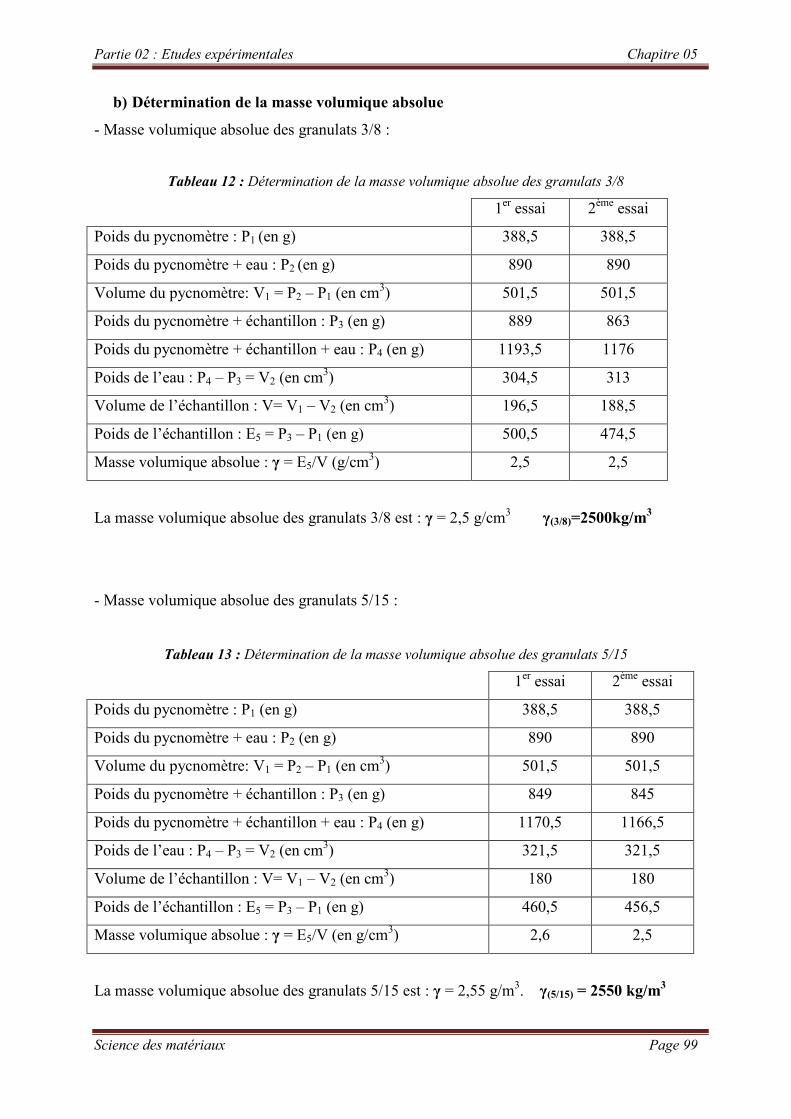
Partie 02 : Etudes expérimentales Chapitre 05
Science des matériaux Page 99
b) Détermination de la masse volumique absolue
- Masse volumique absolue des granulats 3/8 :
Tableau 12 : Détermination de la masse volumique absolue des granulats 3/8
1er essai 2ème essai
Poids du pycnomètre : P1 (en g) 388,5 388,5
Poids du pycnomètre + eau : P2 (en g) 890 890
Volume du pycnomètre: V1 = P2 – P1 (en cm3) 501,5 501,5
Poids du pycnomètre + échantillon : P3 (en g) 889 863
Poids du pycnomètre + échantillon + eau : P4 (en g) 1193,5 1176
Poids de l’eau : P4 – P3 = V2 (en cm3) 304,5 313
Volume de l’échantillon : V= V1 – V2 (en cm3) 196,5 188,5
Poids de l’échantillon : E5 = P3 – P1 (en g) 500,5 474,5
Masse volumique absolue : γ = E5/V (g/cm3) 2,5 2,5
La masse volumique absolue des granulats 3/8 est : γ = 2,5 g/cm3 γ(3/8)=2500kg/m3
- Masse volumique absolue des granulats 5/15 :
Tableau 13 : Détermination de la masse volumique absolue des granulats 5/15
1er essai 2ème essai
Poids du pycnomètre : P1 (en g) 388,5 388,5
Poids du pycnomètre + eau : P2 (en g) 890 890
Volume du pycnomètre: V1 = P2 – P1 (en cm3) 501,5 501,5
Poids du pycnomètre + échantillon : P3 (en g) 849 845
Poids du pycnomètre + échantillon + eau : P4 (en g) 1170,5 1166,5
Poids de l’eau : P4 – P3 = V2 (en cm3) 321,5 321,5
Volume de l’échantillon : V= V1 – V2 (en cm3) 180 180
Poids de l’échantillon : E5 = P3 – P1 (en g) 460,5 456,5
Masse volumique absolue : γ = E5/V (en g/cm3) 2,6 2,5
La masse volumique absolue des granulats 5/15 est : γ = 2,55 g/m3. γ(5/15) = 2550 kg/m3
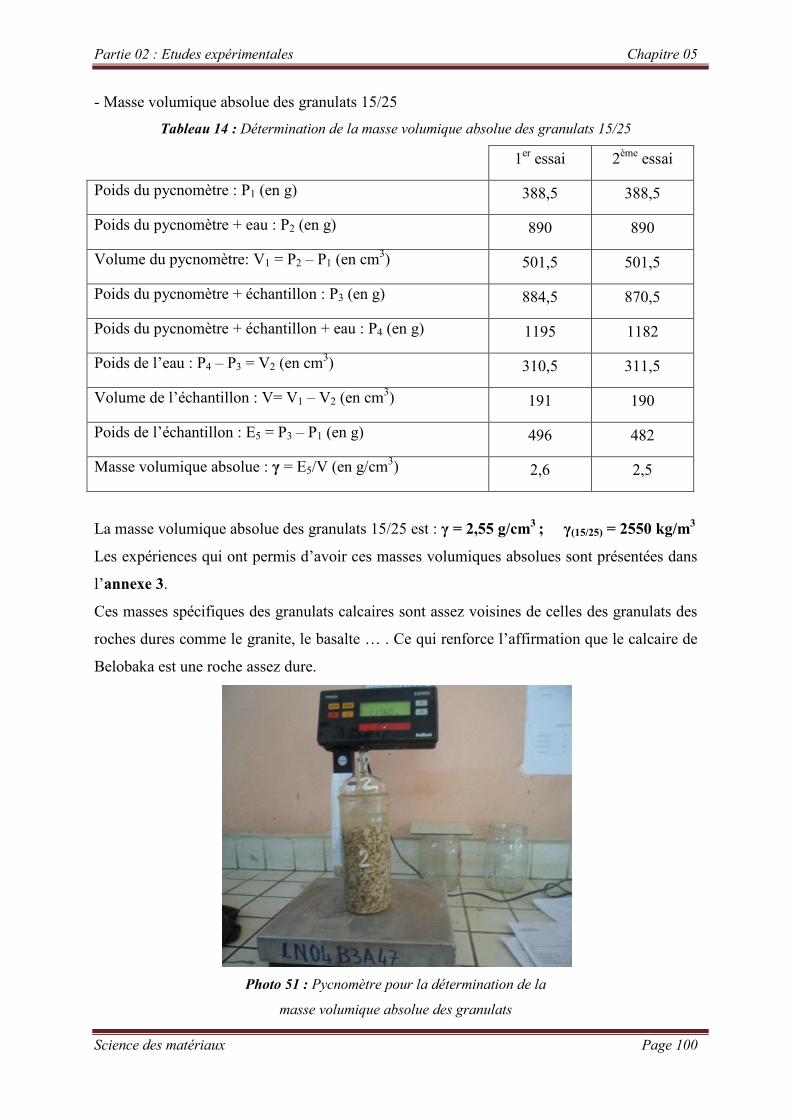
Partie 02 : Etudes expérimentales Chapitre 05
Science des matériaux Page 100
- Masse volumique absolue des granulats 15/25
Tableau 14 : Détermination de la masse volumique absolue des granulats 15/25
1er essai 2ème essai
Poids du pycnomètre : P1 (en g) 388,5 388,5
Poids du pycnomètre + eau : P2 (en g) 890 890
Volume du pycnomètre: V1 = P2 – P1 (en cm3) 501,5 501,5
Poids du pycnomètre + échantillon : P3 (en g) 884,5 870,5
Poids du pycnomètre + échantillon + eau : P4 (en g) 1195 1182
Poids de l’eau : P4 – P3 = V2 (en cm3) 310,5 311,5
Volume de l’échantillon : V= V1 – V2 (en cm3) 191 190
Poids de l’échantillon : E5 = P3 – P1 (en g) 496 482
Masse volumique absolue : γ = E5/V (en g/cm3) 2,6 2,5
La masse volumique absolue des granulats 15/25 est : γ = 2,55 g/cm3 ; γ(15/25) = 2550 kg/m3
Les expériences qui ont permis d’avoir ces masses volumiques absolues sont présentées dans
l’annexe 3.
Ces masses spécifiques des granulats calcaires sont assez voisines de celles des granulats des
roches dures comme le granite, le basalte … . Ce qui renforce l’affirmation que le calcaire de
Belobaka est une roche assez dure.
Photo 51 : Pycnomètre pour la détermination de la
masse volumique absolue des granulats
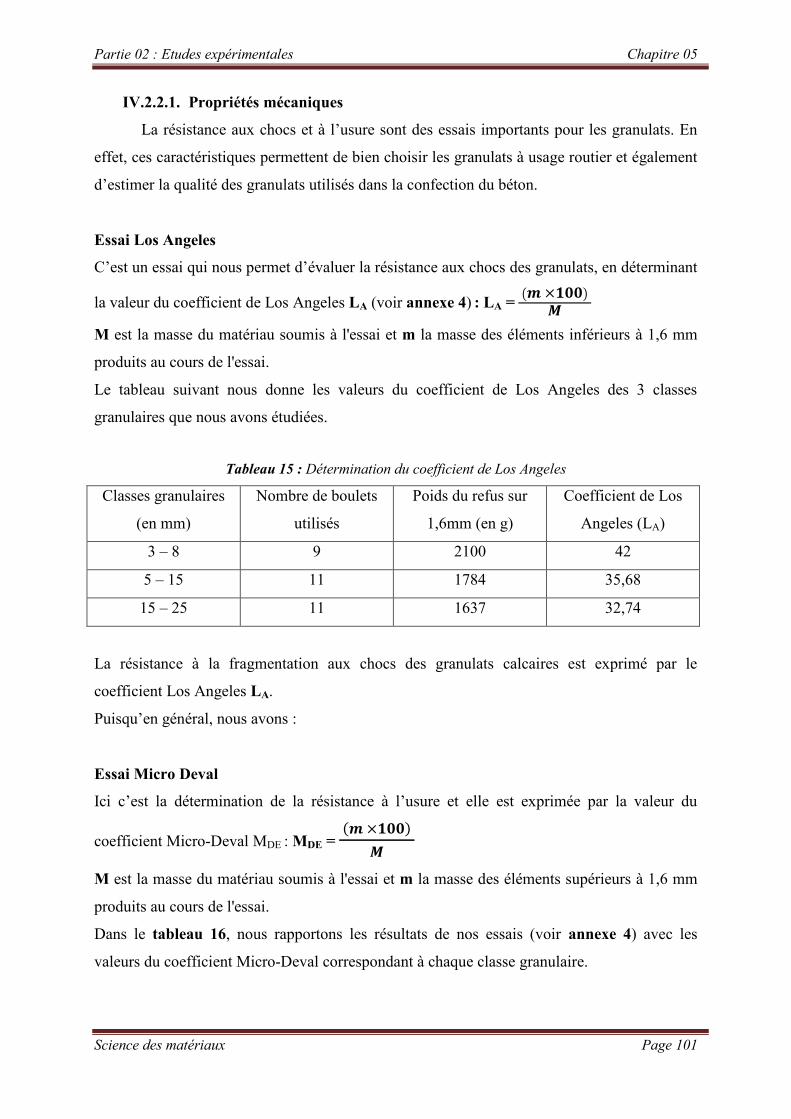
Partie 02 : Etudes expérimentales Chapitre 05
Science des matériaux Page 101
IV.2.2.1. Propriétés mécaniques
La résistance aux chocs et à l’usure sont des essais importants pour les granulats. En
effet, ces caractéristiques permettent de bien choisir les granulats à usage routier et également
d’estimer la qualité des granulats utilisés dans la confection du béton.
Essai Los Angeles
C’est un essai qui nous permet d’évaluer la résistance aux chocs des granulats, en déterminant
la valeur du coefficient de Los Angeles LA (voir annexe 4) : LA = �� × ����
�
M est la masse du matériau soumis à l'essai et m la masse des éléments inférieurs à 1,6 mm
produits au cours de l'essai.
Le tableau suivant nous donne les valeurs du coefficient de Los Angeles des 3 classes
granulaires que nous avons étudiées.
Tableau 15 : Détermination du coefficient de Los Angeles
Classes granulaires
(en mm)
Nombre de boulets
utilisés
Poids du refus sur
1,6mm (en g)
Coefficient de Los
Angeles (LA)
3 – 8 9 2100 42
5 – 15 11 1784 35,68
15 – 25 11 1637 32,74
La résistance à la fragmentation aux chocs des granulats calcaires est exprimé par le
coefficient Los Angeles LA.
Puisqu’en général, nous avons :
Essai Micro Deval
Ici c’est la détermination de la résistance à l’usure et elle est exprimée par la valeur du
coefficient Micro-Deval MDE : MDE = (� × ���)
�
M est la masse du matériau soumis à l'essai et m la masse des éléments supérieurs à 1,6 mm
produits au cours de l'essai.
Dans le tableau 16, nous rapportons les résultats de nos essais (voir annexe 4) avec les
valeurs du coefficient Micro-Deval correspondant à chaque classe granulaire.
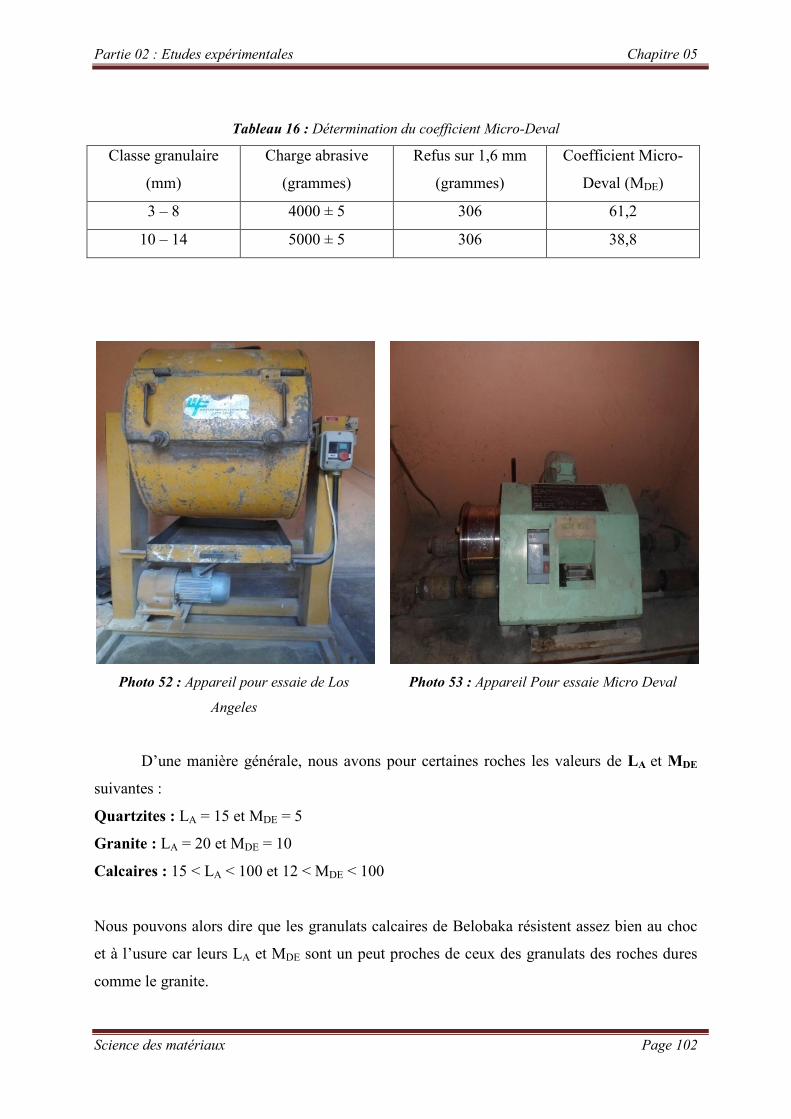
Partie 02 : Etudes expérimentales Chapitre 05
Science des matériaux Page 102
Tableau 16 : Détermination du coefficient Micro-Deval
Classe granulaire
(mm)
Charge abrasive
(grammes)
Refus sur 1,6 mm
(grammes)
Coefficient Micro-
Deval (MDE)
3 – 8 4000 ± 5 306 61,2
10 – 14 5000 ± 5 306 38,8
Photo 52 : Appareil pour essaie de Los
Angeles
Photo 53 : Appareil Pour essaie Micro Deval
D’une manière générale, nous avons pour certaines roches les valeurs de LA et MDE
suivantes :
Quartzites : LA = 15 et MDE = 5
Granite : LA = 20 et MDE = 10
Calcaires : 15 < LA < 100 et 12 < MDE < 100
Nous pouvons alors dire que les granulats calcaires de Belobaka résistent assez bien au choc
et à l’usure car leurs LA et MDE sont un peut proches de ceux des granulats des roches dures
comme le granite.
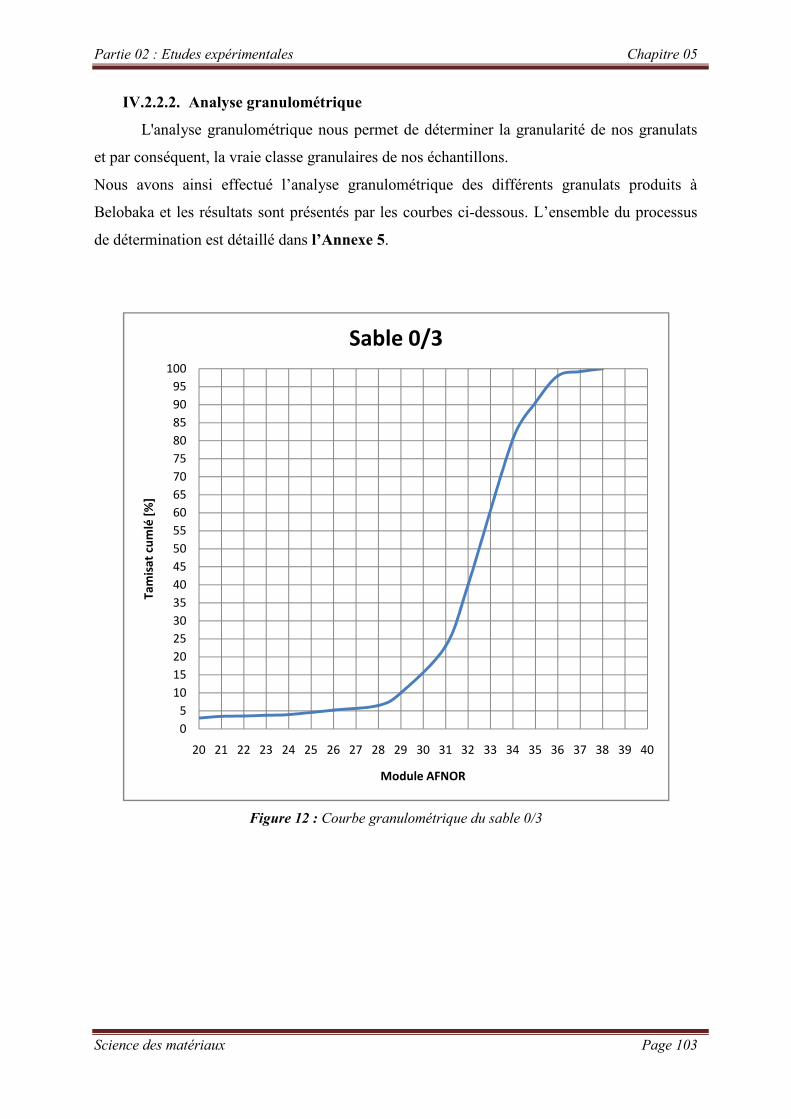
Partie 02 : Etudes expérimentales Chapitre 05
Science des matériaux Page 103
IV.2.2.2. Analyse granulométrique
L'analyse granulométrique nous permet de déterminer la granularité de nos granulats
et par conséquent, la vraie classe granulaires de nos échantillons.
Nous avons ainsi effectué l’analyse granulométrique des différents granulats produits à
Belobaka et les résultats sont présentés par les courbes ci-dessous. L’ensemble du processus
de détermination est détaillé dans l’Annexe 5.
Figure 12 : Courbe granulométrique du sable 0/3
0
5
10
15
20
25
30
35
40
45
50
55
60
65
70
75
80
85
90
95
100
20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40
Tam
isat
cu
mlé
[%
]
Module AFNOR
Sable 0/3
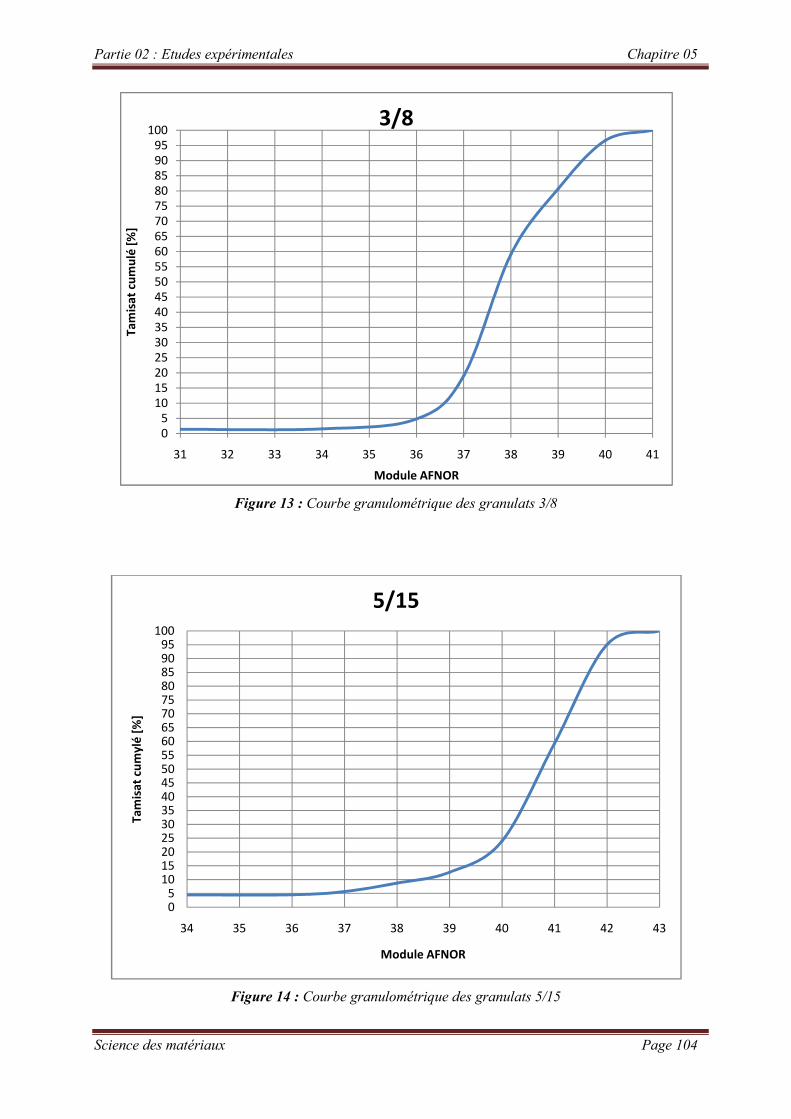
Partie 02 : Etudes expérimentales Chapitre 05
Science des matériaux Page 104
Figure 13 : Courbe granulométrique des granulats 3/8
Figure 14 : Courbe granulométrique des granulats 5/15
05
101520253035404550556065707580859095
100
31 32 33 34 35 36 37 38 39 40 41
Tam
isat
cu
mu
lé [
%]
Module AFNOR
3/8
05
101520253035404550556065707580859095
100
34 35 36 37 38 39 40 41 42 43
Tam
isat
cu
myl
é [
%]
Module AFNOR
5/15
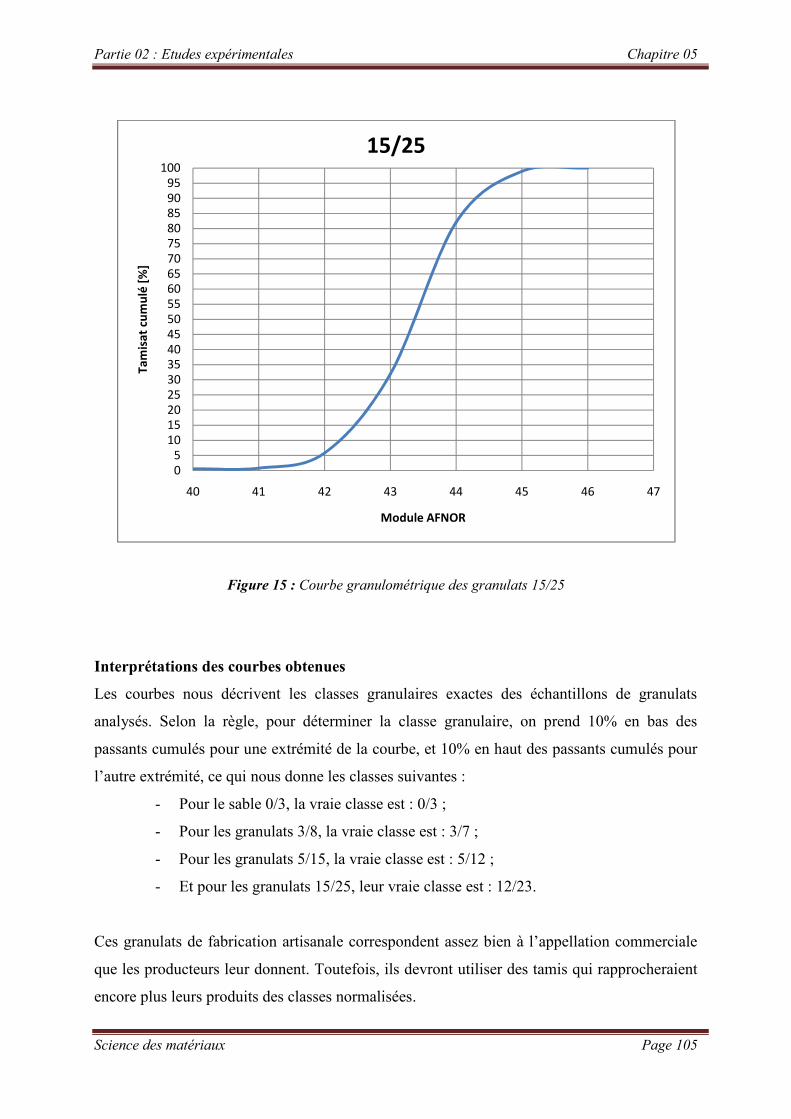
Partie 02 : Etudes expérimentales Chapitre 05
Science des matériaux Page 105
Figure 15 : Courbe granulométrique des granulats 15/25
Interprétations des courbes obtenues
Les courbes nous décrivent les classes granulaires exactes des échantillons de granulats
analysés. Selon la règle, pour déterminer la classe granulaire, on prend 10% en bas des
passants cumulés pour une extrémité de la courbe, et 10% en haut des passants cumulés pour
l’autre extrémité, ce qui nous donne les classes suivantes :
- Pour le sable 0/3, la vraie classe est : 0/3 ;
- Pour les granulats 3/8, la vraie classe est : 3/7 ;
- Pour les granulats 5/15, la vraie classe est : 5/12 ;
- Et pour les granulats 15/25, leur vraie classe est : 12/23.
Ces granulats de fabrication artisanale correspondent assez bien à l’appellation commerciale
que les producteurs leur donnent. Toutefois, ils devront utiliser des tamis qui rapprocheraient
encore plus leurs produits des classes normalisées.
05
101520253035404550556065707580859095
100
40 41 42 43 44 45 46 47
Tam
isat
cu
mu
lé [
%]
Module AFNOR
15/25
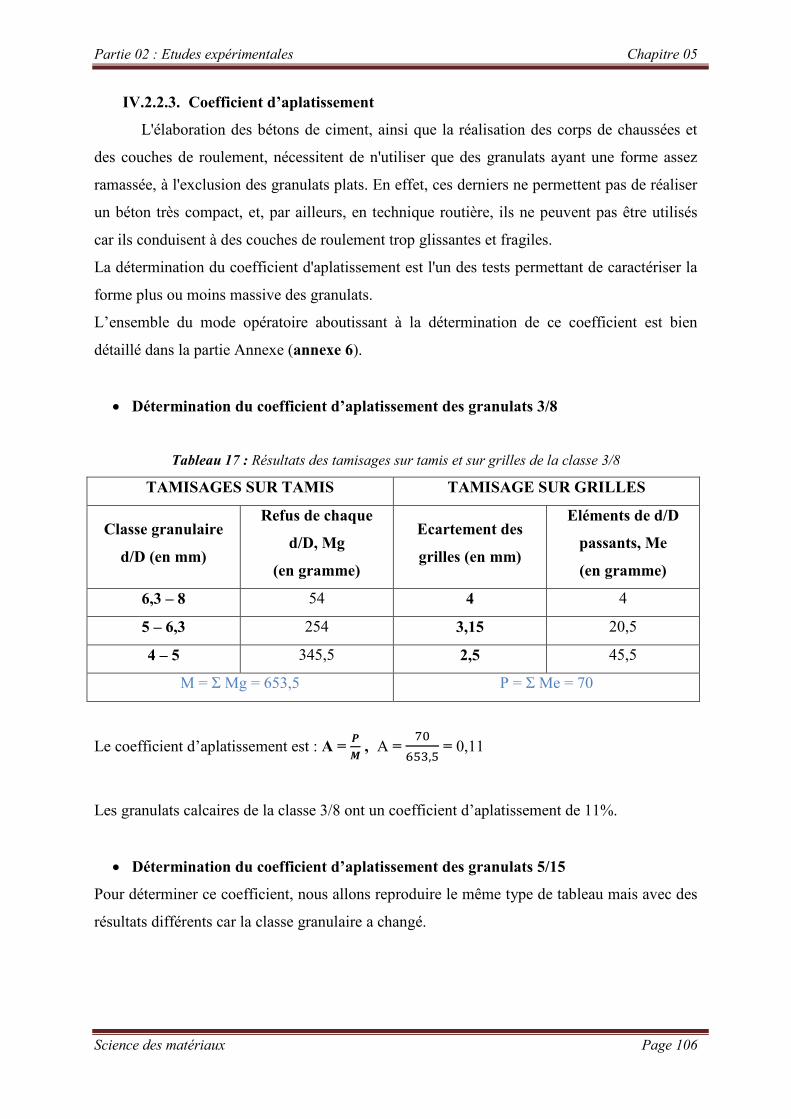
Partie 02 : Etudes expérimentales Chapitre 05
Science des matériaux Page 106
IV.2.2.3. Coefficient d’aplatissement
L'élaboration des bétons de ciment, ainsi que la réalisation des corps de chaussées et
des couches de roulement, nécessitent de n'utiliser que des granulats ayant une forme assez
ramassée, à l'exclusion des granulats plats. En effet, ces derniers ne permettent pas de réaliser
un béton très compact, et, par ailleurs, en technique routière, ils ne peuvent pas être utilisés
car ils conduisent à des couches de roulement trop glissantes et fragiles.
La détermination du coefficient d'aplatissement est l'un des tests permettant de caractériser la
forme plus ou moins massive des granulats.
L’ensemble du mode opératoire aboutissant à la détermination de ce coefficient est bien
détaillé dans la partie Annexe (annexe 6).
Détermination du coefficient d’aplatissement des granulats 3/8
Tableau 17 : Résultats des tamisages sur tamis et sur grilles de la classe 3/8
TAMISAGES SUR TAMIS TAMISAGE SUR GRILLES
Classe granulaire
d/D (en mm)
Refus de chaque
d/D, Mg
(en gramme)
Ecartement des
grilles (en mm)
Eléments de d/D
passants, Me
(en gramme)
6,3 – 8 54 4 4
5 – 6,3 254 3,15 20,5
4 – 5 345,5 2,5 45,5
M = Σ Mg = 653,5 P = Σ Me = 70
Le coefficient d’aplatissement est : A = �
� , A =
��
���,� = 0,11
Les granulats calcaires de la classe 3/8 ont un coefficient d’aplatissement de 11%.
Détermination du coefficient d’aplatissement des granulats 5/15
Pour déterminer ce coefficient, nous allons reproduire le même type de tableau mais avec des
résultats différents car la classe granulaire a changé.
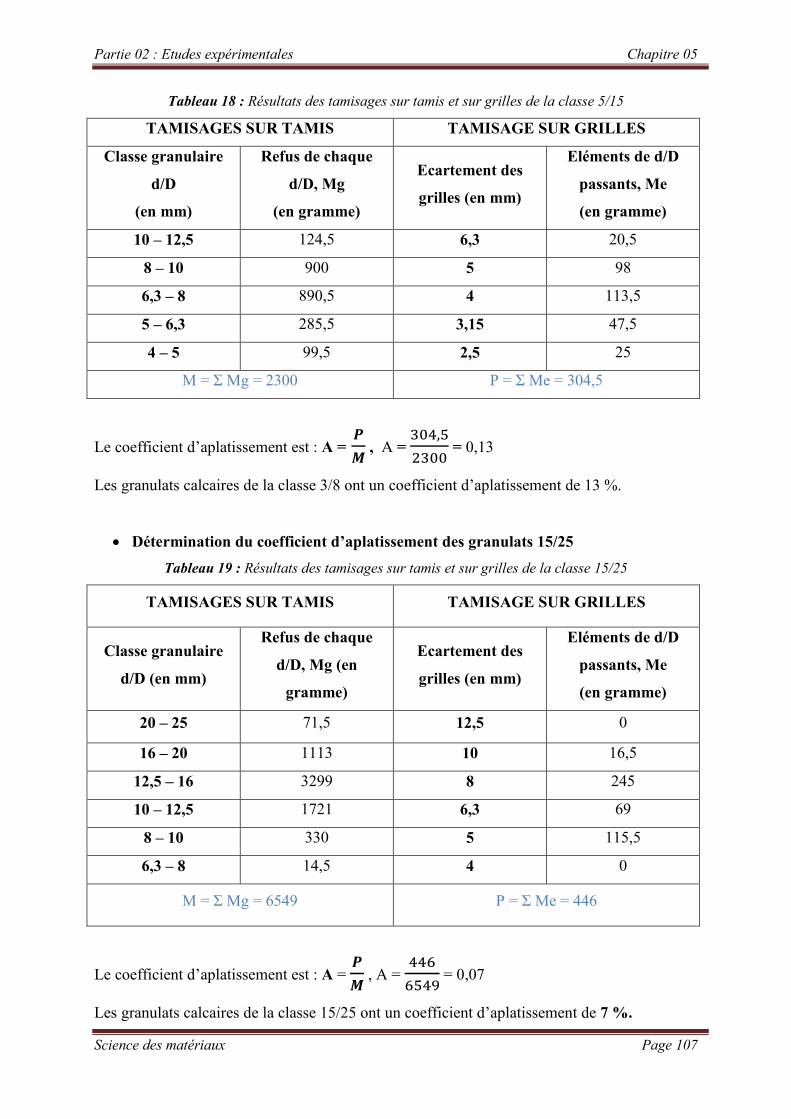
Partie 02 : Etudes expérimentales Chapitre 05
Science des matériaux Page 107
Tableau 18 : Résultats des tamisages sur tamis et sur grilles de la classe 5/15
TAMISAGES SUR TAMIS TAMISAGE SUR GRILLES
Classe granulaire
d/D
(en mm)
Refus de chaque
d/D, Mg
(en gramme)
Ecartement des
grilles (en mm)
Eléments de d/D
passants, Me
(en gramme)
10 – 12,5 124,5 6,3 20,5
8 – 10 900 5 98
6,3 – 8 890,5 4 113,5
5 – 6,3 285,5 3,15 47,5
4 – 5 99,5 2,5 25
M = Σ Mg = 2300 P = Σ Me = 304,5
Le coefficient d’aplatissement est : A = �
� , A =
���,�
���� = 0,13
Les granulats calcaires de la classe 3/8 ont un coefficient d’aplatissement de 13 %.
Détermination du coefficient d’aplatissement des granulats 15/25
Tableau 19 : Résultats des tamisages sur tamis et sur grilles de la classe 15/25
TAMISAGES SUR TAMIS TAMISAGE SUR GRILLES
Classe granulaire
d/D (en mm)
Refus de chaque
d/D, Mg (en
gramme)
Ecartement des
grilles (en mm)
Eléments de d/D
passants, Me
(en gramme)
20 – 25 71,5 12,5 0
16 – 20 1113 10 16,5
12,5 – 16 3299 8 245
10 – 12,5 1721 6,3 69
8 – 10 330 5 115,5
6,3 – 8 14,5 4 0
M = Σ Mg = 6549 P = Σ Me = 446
Le coefficient d’aplatissement est : A = �
� , A =
���
���� = 0,07
Les granulats calcaires de la classe 15/25 ont un coefficient d’aplatissement de 7 %.
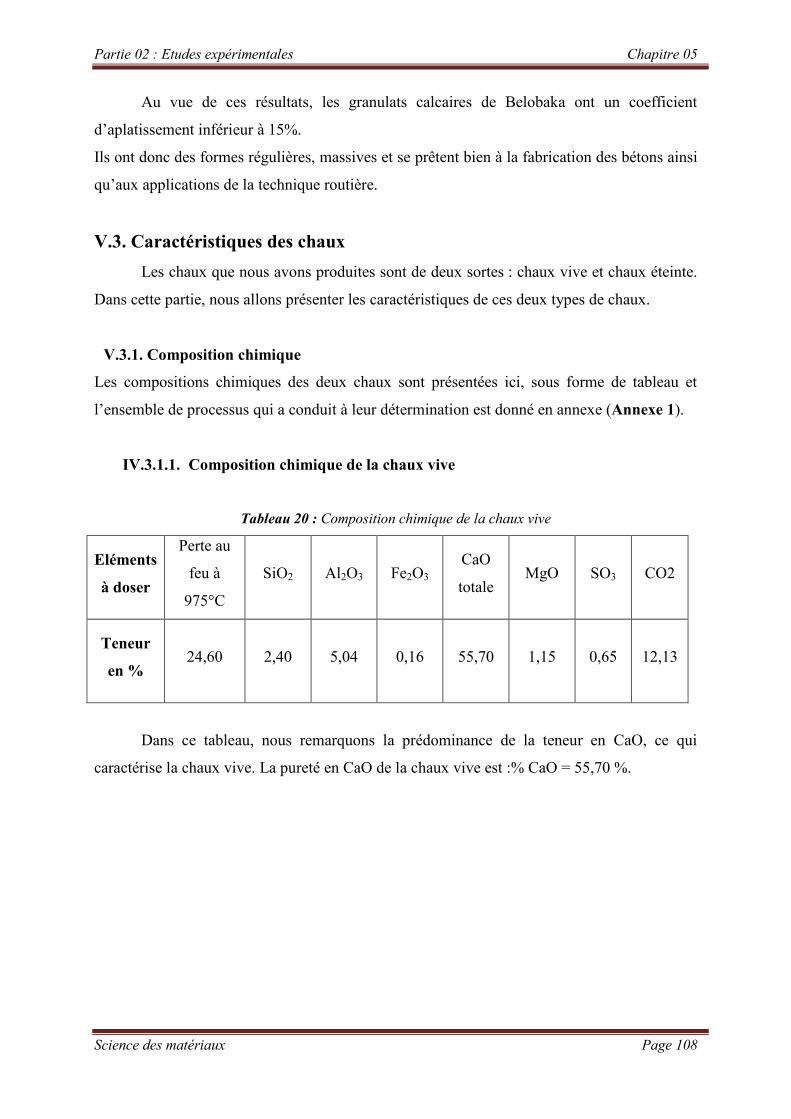
Partie 02 : Etudes expérimentales Chapitre 05
Science des matériaux Page 108
Au vue de ces résultats, les granulats calcaires de Belobaka ont un coefficient
d’aplatissement inférieur à 15%.
Ils ont donc des formes régulières, massives et se prêtent bien à la fabrication des bétons ainsi
qu’aux applications de la technique routière.
V.3. Caractéristiques des chaux
Les chaux que nous avons produites sont de deux sortes : chaux vive et chaux éteinte.
Dans cette partie, nous allons présenter les caractéristiques de ces deux types de chaux.
V.3.1. Composition chimique
Les compositions chimiques des deux chaux sont présentées ici, sous forme de tableau et
l’ensemble de processus qui a conduit à leur détermination est donné en annexe (Annexe 1).
IV.3.1.1. Composition chimique de la chaux vive
Tableau 20 : Composition chimique de la chaux vive
Eléments
à doser
Perte au
feu à
975°C
SiO2 Al2O3 Fe2O3 CaO
totale MgO SO3 CO2
Teneur
en % 24,60 2,40 5,04 0,16 55,70 1,15 0,65 12,13
Dans ce tableau, nous remarquons la prédominance de la teneur en CaO, ce qui
caractérise la chaux vive. La pureté en CaO de la chaux vive est :% CaO = 55,70 %.
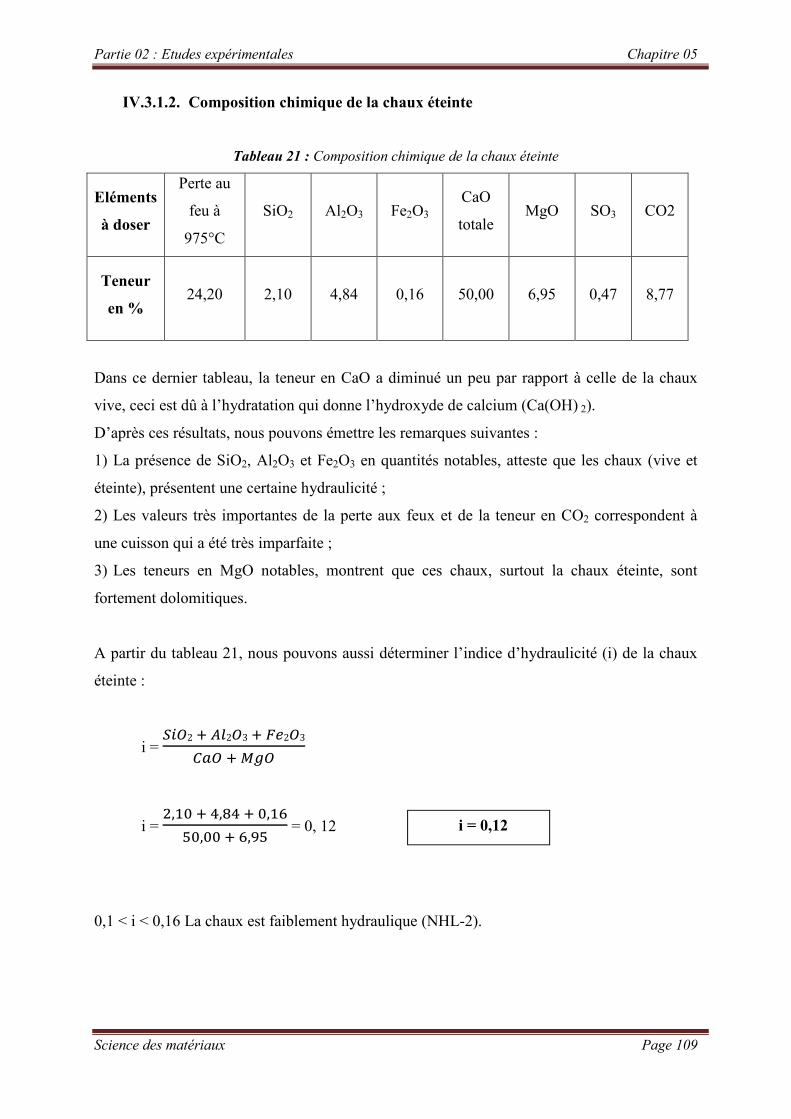
Partie 02 : Etudes expérimentales Chapitre 05
Science des matériaux Page 109
IV.3.1.2. Composition chimique de la chaux éteinte
Tableau 21 : Composition chimique de la chaux éteinte
Eléments
à doser
Perte au
feu à
975°C
SiO2 Al2O3 Fe2O3 CaO
totale MgO SO3 CO2
Teneur
en % 24,20 2,10 4,84 0,16 50,00 6,95 0,47 8,77
Dans ce dernier tableau, la teneur en CaO a diminué un peu par rapport à celle de la chaux
vive, ceci est dû à l’hydratation qui donne l’hydroxyde de calcium (Ca(OH) 2).
D’après ces résultats, nous pouvons émettre les remarques suivantes :
1) La présence de SiO2, Al2O3 et Fe2O3 en quantités notables, atteste que les chaux (vive et
éteinte), présentent une certaine hydraulicité ;
2) Les valeurs très importantes de la perte aux feux et de la teneur en CO2 correspondent à
une cuisson qui a été très imparfaite ;
3) Les teneurs en MgO notables, montrent que ces chaux, surtout la chaux éteinte, sont
fortement dolomitiques.
A partir du tableau 21, nous pouvons aussi déterminer l’indice d’hydraulicité (i) de la chaux
éteinte :
i = ��� 2 � ��2� 3 � ��2� 3
��� � � ��
i = �,�� � �,�� � �,��
��,�� � �,�� = 0, 12
0,1 < i < 0,16 La chaux est faiblement hydraulique (NHL-2).
i = 0,12
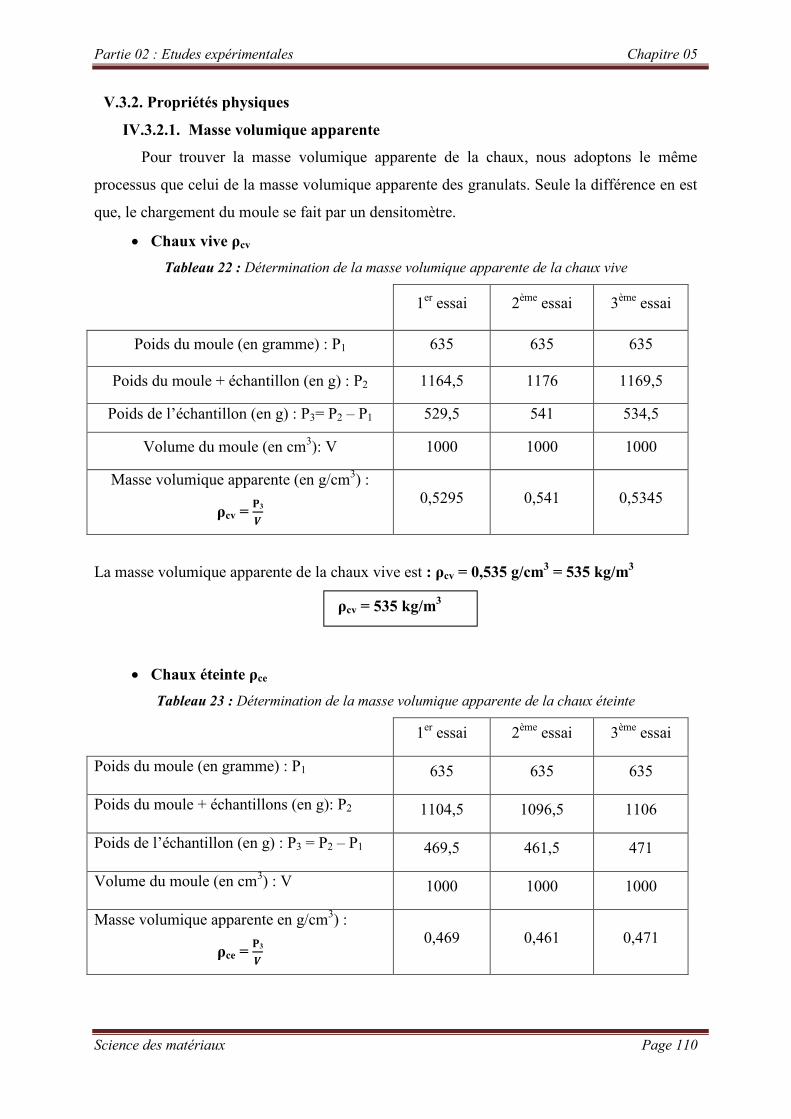
Partie 02 : Etudes expérimentales Chapitre 05
Science des matériaux Page 110
V.3.2. Propriétés physiques
IV.3.2.1. Masse volumique apparente
Pour trouver la masse volumique apparente de la chaux, nous adoptons le même
processus que celui de la masse volumique apparente des granulats. Seule la différence en est
que, le chargement du moule se fait par un densitomètre.
Chaux vive ρcv
Tableau 22 : Détermination de la masse volumique apparente de la chaux vive
1er essai 2ème essai 3ème essai
Poids du moule (en gramme) : P1 635 635 635
Poids du moule + échantillon (en g) : P2 1164,5 1176 1169,5
Poids de l’échantillon (en g) : P3= P2 – P1 529,5 541 534,5
Volume du moule (en cm3): V 1000 1000 1000
Masse volumique apparente (en g/cm3) :
ρcv = �3
�
0,5295 0,541 0,5345
La masse volumique apparente de la chaux vive est : ρcv = 0,535 g/cm3 = 535 kg/m3
Chaux éteinte ρce
Tableau 23 : Détermination de la masse volumique apparente de la chaux éteinte
1er essai 2ème essai 3ème essai
Poids du moule (en gramme) : P1 635 635 635
Poids du moule + échantillons (en g): P2 1104,5 1096,5 1106
Poids de l’échantillon (en g) : P3 = P2 – P1 469,5 461,5 471
Volume du moule (en cm3) : V 1000 1000 1000
Masse volumique apparente en g/cm3) :
ρce = �3
�
0,469 0,461 0,471
ρcv = 535 kg/m3

Partie 02 : Etudes expérimentales Chapitre 05
Science des matériaux Page 111
La masse volumique apparente de la chaux éteinte est aussi : ρce = 0,467 g/cm3 = 467 kg/m3
Photo 54 : Remplissage du moule avec un
densitomètre
Photo 55 : Pesage du moule bien rempli de chaux
IV.3.2.2. Masse volumique absolue
La détermination de la masse volumique absolue de la chaux est un peu différente de
celle des granulats. En effet on utilise le densimètre le candelot à la place du pycnomètre et du
pétrole à la place de l’eau.
Dans un milieu de température T=20°C, le pétrole est introduit dans le candelot et celui-ci est
réglé à 0. On introduit ensuite une quantité M de chaux dans le candelot et après 30 mn, on lit
le volume V déplacé du liquide. Avec la masse volumique absolue est γs = M/V.
Masse volumique absolue de la chaux vive : γcv
Nous avons introduit 60 g de chaux et le liquide déplacé est de 24,7 ml, ce qui nous donne :
γcv = ��
, γcv = ��
��,� = 2,43 γcv = 2,43 g/cm3
ρce = 467 kg/m3
γcv = 2430 kg/m3

Partie 02 : Etudes expérimentales Chapitre 05
Science des matériaux Page 112
Masse volumique absolue de la chaux éteinte : γce
Pour la chaux éteinte, le poids de chaux introduit est M= 53 g, et le volume du liquide déplacé
est V = 22,5 ml, ce qui nous donne :
γce = MV
, γce = ��
��,� = 2,36 γce = 2,36 g/cm3
Photo 56 : Le candelot avec de la chaux et du pétrole à l’intérieur
IV.3.2.3. La finesse
Elle est caractérisée par la surface spécifique des grains de chaux, appelée surface
spécifique de Blaine qui est exprimée en cm2/g et déterminée par la perméabilimètre de
Blaine.
La finesse influence la plasticité et la cohésion de la pâte de chaux à l'état frais, ainsi que son
pouvoir de rétention d'eau.
Nous allons déterminer les surfaces spécifiques de Blaine des deux chaux et l’ensemble de
l’expérience est expliquée en annexe 7.
Chaux vive
L’expression de la surface spécifique de Blaine est :
S = 15,71 x √�
γcv √� avec,
γcv : masse volumique absolue (γcv = 2,43)
t : temps de perméabilité (t=46 s)
n : viscosité de l’air à la température de l’essai
(√� = 0,01352 à T = 24°C)
γce = 2360 kg/m3
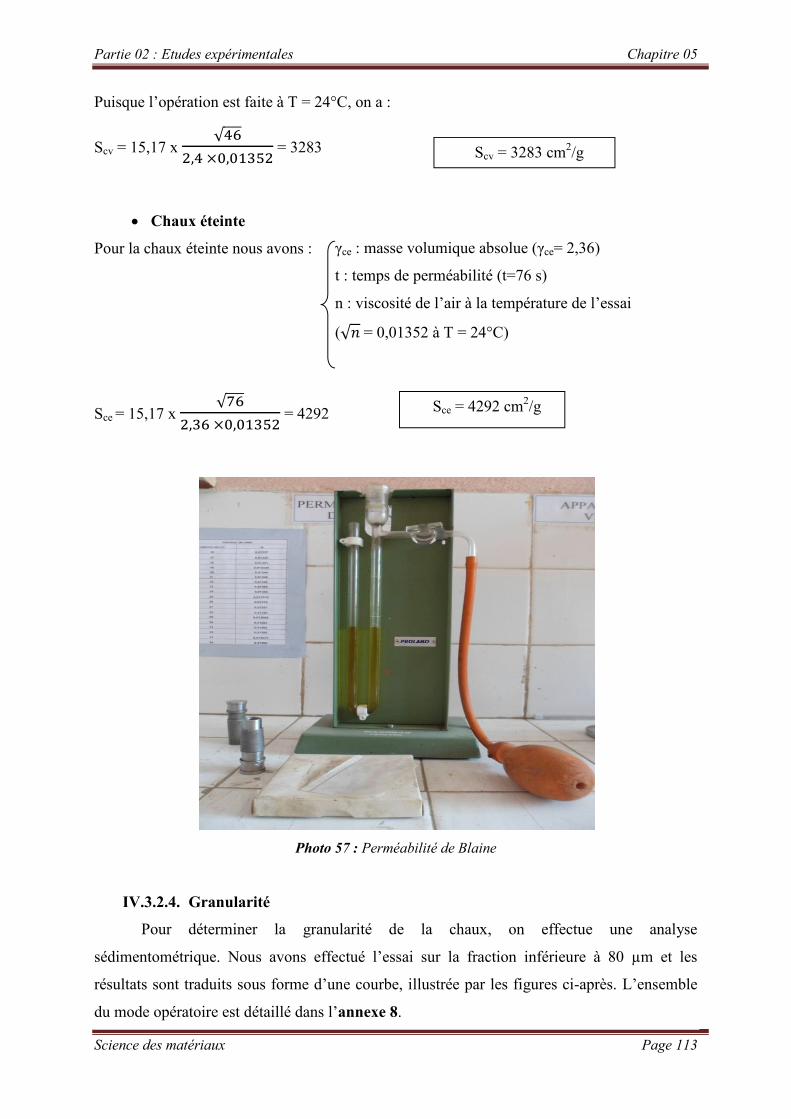
Partie 02 : Etudes expérimentales Chapitre 05
Science des matériaux Page 113
Puisque l’opération est faite à T = 24°C, on a :
Scv = 15,17 x √��
�,� × �,����� = 3283
Chaux éteinte
Pour la chaux éteinte nous avons :
Sce = 15,17 x √��
�,�� × �,����� = 4292
Photo 57 : Perméabilité de Blaine
IV.3.2.4. Granularité
Pour déterminer la granularité de la chaux, on effectue une analyse
sédimentométrique. Nous avons effectué l’essai sur la fraction inférieure à 80 µm et les
résultats sont traduits sous forme d’une courbe, illustrée par les figures ci-après. L’ensemble
du mode opératoire est détaillé dans l’annexe 8.
Scv = 3283 cm2/g
γce : masse volumique absolue (γce= 2,36)
t : temps de perméabilité (t=76 s)
n : viscosité de l’air à la température de l’essai
(√� = 0,01352 à T = 24°C)
Sce = 4292 cm2/g
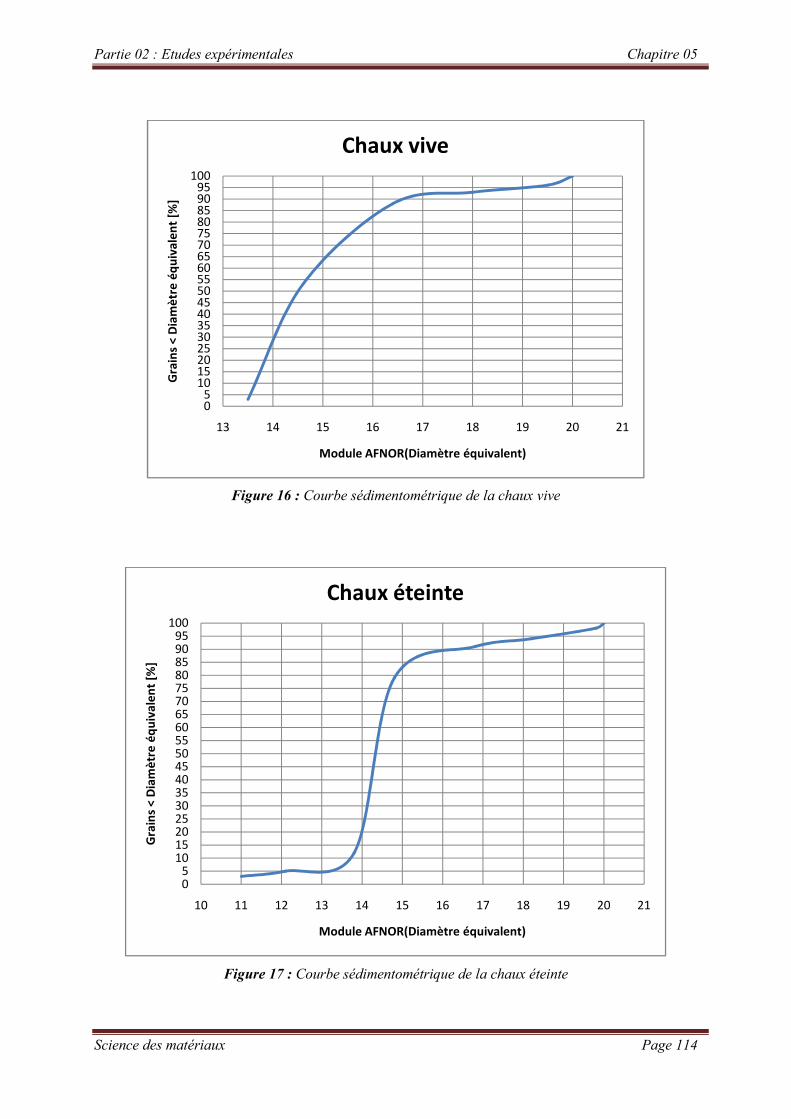
Partie 02 : Etudes expérimentales Chapitre 05
Science des matériaux Page 114
Figure 16 : Courbe sédimentométrique de la chaux vive
Figure 17 : Courbe sédimentométrique de la chaux éteinte
05
101520253035404550556065707580859095
100
13 14 15 16 17 18 19 20 21
Gra
ins
< D
iam
ètr
e é
qu
ival
en
t [%
]
Module AFNOR(Diamètre équivalent)
Chaux vive
05
101520253035404550556065707580859095
100
10 11 12 13 14 15 16 17 18 19 20 21
Gra
ins
< D
iam
ètr
e é
qu
ival
en
t [%
]
Module AFNOR(Diamètre équivalent)
Chaux éteinte
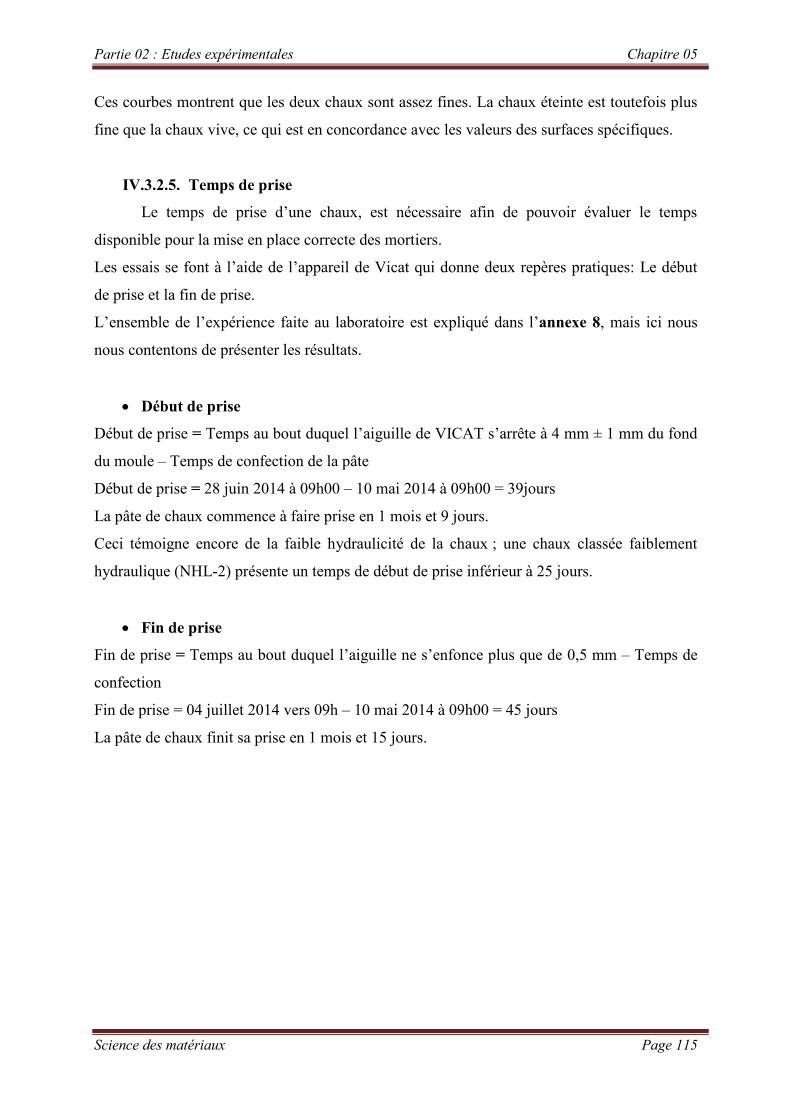
Partie 02 : Etudes expérimentales Chapitre 05
Science des matériaux Page 115
Ces courbes montrent que les deux chaux sont assez fines. La chaux éteinte est toutefois plus
fine que la chaux vive, ce qui est en concordance avec les valeurs des surfaces spécifiques.
IV.3.2.5. Temps de prise
Le temps de prise d’une chaux, est nécessaire afin de pouvoir évaluer le temps
disponible pour la mise en place correcte des mortiers.
Les essais se font à l’aide de l’appareil de Vicat qui donne deux repères pratiques: Le début
de prise et la fin de prise.
L’ensemble de l’expérience faite au laboratoire est expliqué dans l’annexe 8, mais ici nous
nous contentons de présenter les résultats.
Début de prise
Début de prise = Temps au bout duquel l’aiguille de VICAT s’arrête à 4 mm ± 1 mm du fond
du moule – Temps de confection de la pâte
Début de prise = 28 juin 2014 à 09h00 – 10 mai 2014 à 09h00 = 39jours
La pâte de chaux commence à faire prise en 1 mois et 9 jours.
Ceci témoigne encore de la faible hydraulicité de la chaux ; une chaux classée faiblement
hydraulique (NHL-2) présente un temps de début de prise inférieur à 25 jours.
Fin de prise
Fin de prise = Temps au bout duquel l’aiguille ne s’enfonce plus que de 0,5 mm – Temps de
confection
Fin de prise = 04 juillet 2014 vers 09h – 10 mai 2014 à 09h00 = 45 jours
La pâte de chaux finit sa prise en 1 mois et 15 jours.
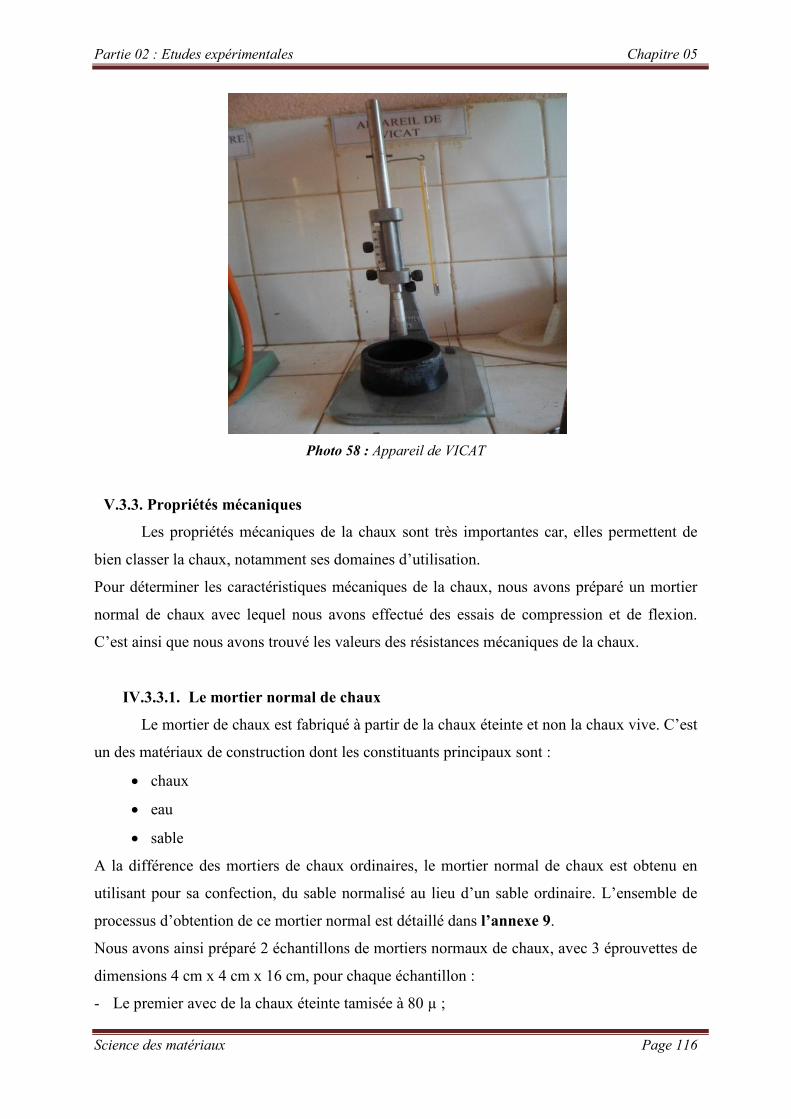
Partie 02 : Etudes expérimentales Chapitre 05
Science des matériaux Page 116
Photo 58 : Appareil de VICAT
V.3.3. Propriétés mécaniques
Les propriétés mécaniques de la chaux sont très importantes car, elles permettent de
bien classer la chaux, notamment ses domaines d’utilisation.
Pour déterminer les caractéristiques mécaniques de la chaux, nous avons préparé un mortier
normal de chaux avec lequel nous avons effectué des essais de compression et de flexion.
C’est ainsi que nous avons trouvé les valeurs des résistances mécaniques de la chaux.
IV.3.3.1. Le mortier normal de chaux
Le mortier de chaux est fabriqué à partir de la chaux éteinte et non la chaux vive. C’est
un des matériaux de construction dont les constituants principaux sont :
chaux
eau
sable
A la différence des mortiers de chaux ordinaires, le mortier normal de chaux est obtenu en
utilisant pour sa confection, du sable normalisé au lieu d’un sable ordinaire. L’ensemble de
processus d’obtention de ce mortier normal est détaillé dans l’annexe 9.
Nous avons ainsi préparé 2 échantillons de mortiers normaux de chaux, avec 3 éprouvettes de
dimensions 4 cm x 4 cm x 16 cm, pour chaque échantillon :
- Le premier avec de la chaux éteinte tamisée à 80 µ ;
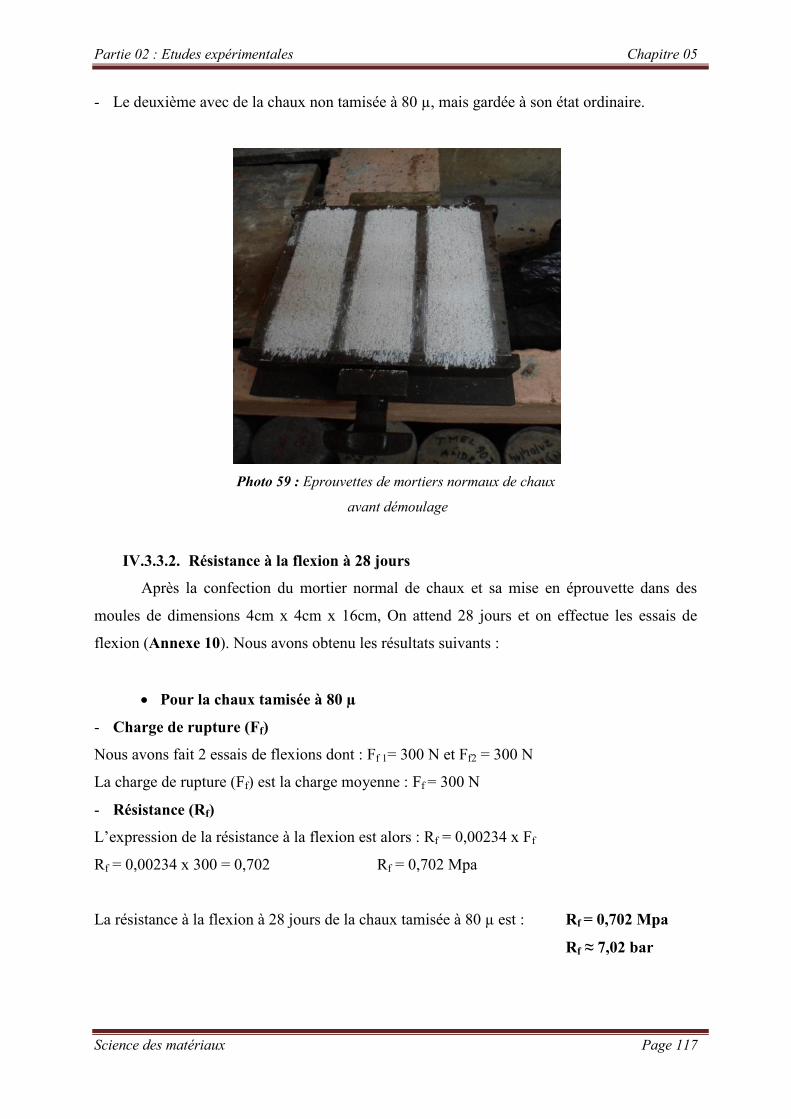
Partie 02 : Etudes expérimentales Chapitre 05
Science des matériaux Page 117
- Le deuxième avec de la chaux non tamisée à 80 µ, mais gardée à son état ordinaire.
Photo 59 : Eprouvettes de mortiers normaux de chaux
avant démoulage
IV.3.3.2. Résistance à la flexion à 28 jours
Après la confection du mortier normal de chaux et sa mise en éprouvette dans des
moules de dimensions 4cm x 4cm x 16cm, On attend 28 jours et on effectue les essais de
flexion (Annexe 10). Nous avons obtenu les résultats suivants :
Pour la chaux tamisée à 80 µ
- Charge de rupture (Ff)
Nous avons fait 2 essais de flexions dont : Ff 1= 300 N et Ff2 = 300 N
La charge de rupture (Ff) est la charge moyenne : Ff = 300 N
- Résistance (Rf)
L’expression de la résistance à la flexion est alors : Rf = 0,00234 x Ff
Rf = 0,00234 x 300 = 0,702 Rf = 0,702 Mpa
La résistance à la flexion à 28 jours de la chaux tamisée à 80 µ est : Rf = 0,702 Mpa
Rf ≈ 7,02 bar
Partie 02 : Etudes expérimentales Chapitre 05
Science des matériaux Page 118
Pour la chaux non tamisée à 80 µ
- Charge de rupture (Ff)
Deux essais aussi pour avoir la charge moyenne : Ff1 = 300 N et Ff2 = 200 N
La charge moyenne est : Ff = 250 N
- Résistance (Rf)
Rf = 0,00234 x Ff Rf = 0,00234 x 250 = 0,585 Rf = 0,585 Mpa
La résistance à la flexion à 28 jours de la chaux non tamisée à 80 µ est : Rf = 0,585 Mpa
Rf ≈ 5,85 bar
IV.3.3.3. Résistance à la compression à 28 jours
Les demi-prismes de l’éprouvette obtenus après rupture en flexion sont rompus en
compression. Ici, la machine nous indique directement la résistance à la compression (Rc) en
mégapascal (Mpa).
Pour chacune des deux chaux nous avons fait 4 essais et voici les résultats.
Chaux tamisée à 80 µ
Essai : 1 2 3 4
F [N] : 1600 1920 2050 2400
RC [Mpa] : 1 1,2 1,3 1,5
La résistance à la compression à 28 jours de la chaux tamisée à 80 µ est :
Rc = 1,3 Mpa ≈ 13 bar
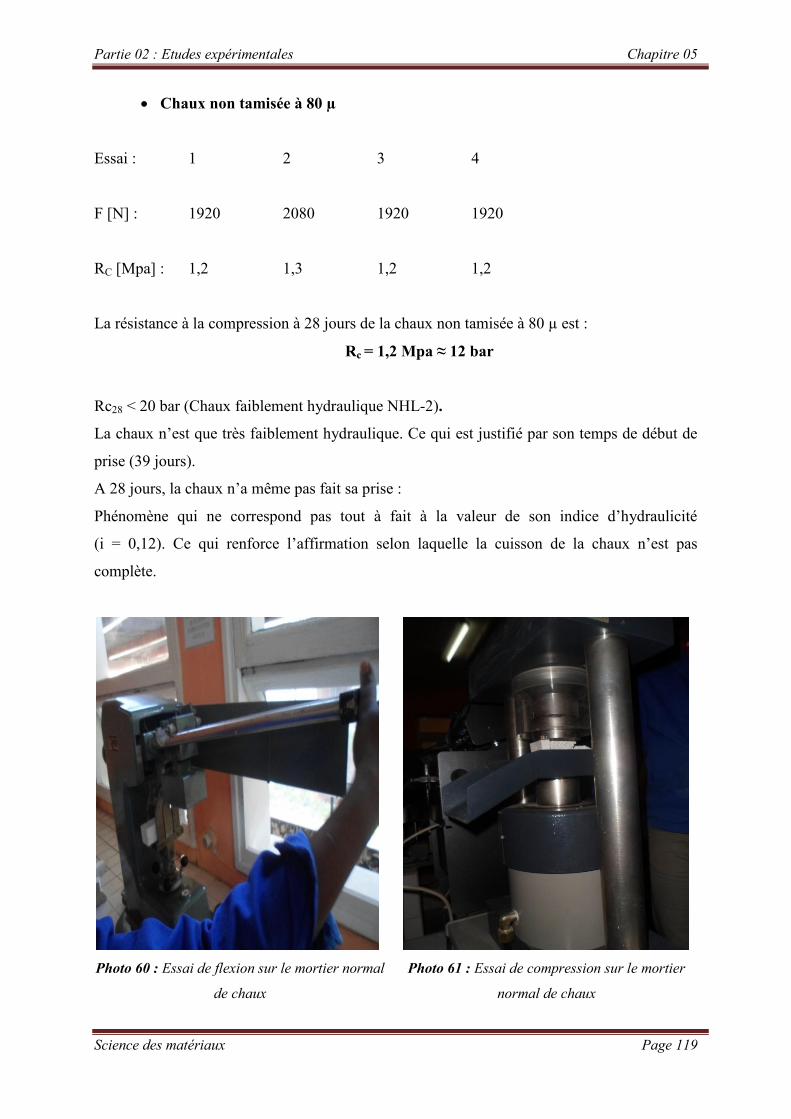
Partie 02 : Etudes expérimentales Chapitre 05
Science des matériaux Page 119
Chaux non tamisée à 80 µ
Essai : 1 2 3 4
F [N] : 1920 2080 1920 1920
RC [Mpa] : 1,2 1,3 1,2 1,2
La résistance à la compression à 28 jours de la chaux non tamisée à 80 µ est :
Rc = 1,2 Mpa ≈ 12 bar
Rc28 < 20 bar (Chaux faiblement hydraulique NHL-2).
La chaux n’est que très faiblement hydraulique. Ce qui est justifié par son temps de début de
prise (39 jours).
A 28 jours, la chaux n’a même pas fait sa prise :
Phénomène qui ne correspond pas tout à fait à la valeur de son indice d’hydraulicité
(i = 0,12). Ce qui renforce l’affirmation selon laquelle la cuisson de la chaux n’est pas
complète.
Photo 60 : Essai de flexion sur le mortier normal
de chaux
Photo 61 : Essai de compression sur le mortier
normal de chaux
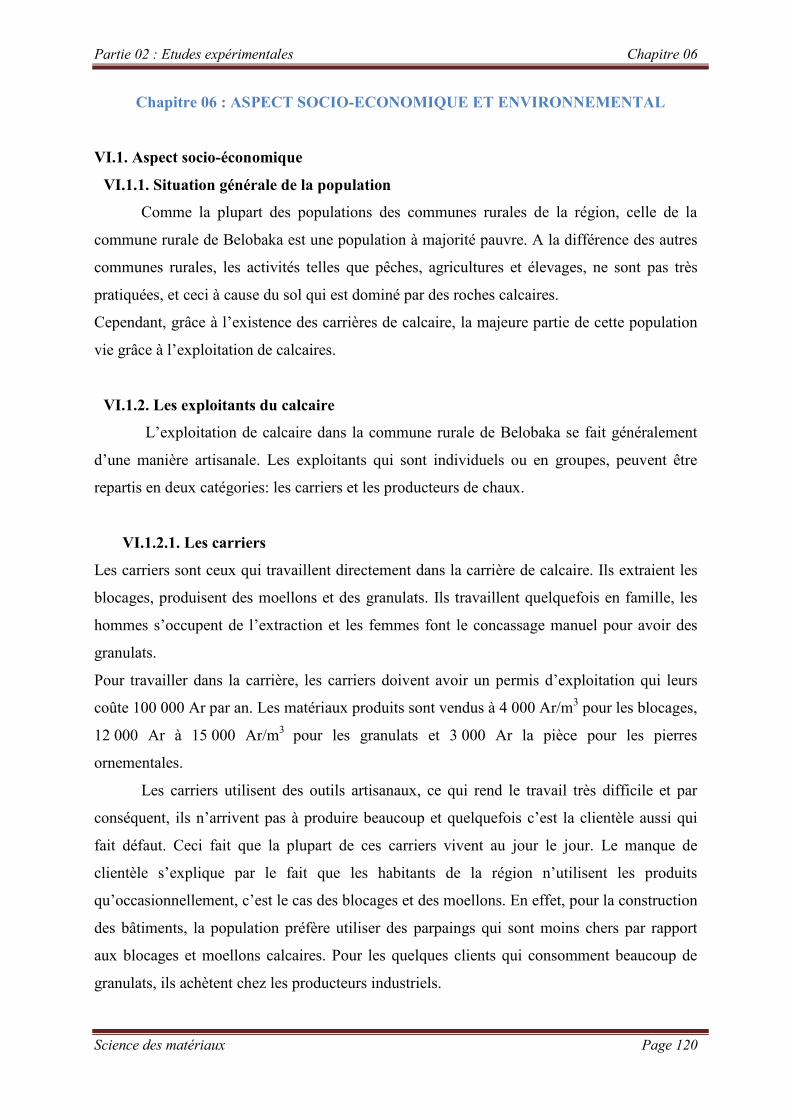
Partie 02 : Etudes expérimentales Chapitre 06
Science des matériaux Page 120
Chapitre 06 : ASPECT SOCIO-ECONOMIQUE ET ENVIRONNEMENTAL
VI.1. Aspect socio-économique
VI.1.1. Situation générale de la population
Comme la plupart des populations des communes rurales de la région, celle de la
commune rurale de Belobaka est une population à majorité pauvre. A la différence des autres
communes rurales, les activités telles que pêches, agricultures et élevages, ne sont pas très
pratiquées, et ceci à cause du sol qui est dominé par des roches calcaires.
Cependant, grâce à l’existence des carrières de calcaire, la majeure partie de cette population
vie grâce à l’exploitation de calcaires.
VI.1.2. Les exploitants du calcaire
L’exploitation de calcaire dans la commune rurale de Belobaka se fait généralement
d’une manière artisanale. Les exploitants qui sont individuels ou en groupes, peuvent être
repartis en deux catégories: les carriers et les producteurs de chaux.
VI.1.2.1. Les carriers
Les carriers sont ceux qui travaillent directement dans la carrière de calcaire. Ils extraient les
blocages, produisent des moellons et des granulats. Ils travaillent quelquefois en famille, les
hommes s’occupent de l’extraction et les femmes font le concassage manuel pour avoir des
granulats.
Pour travailler dans la carrière, les carriers doivent avoir un permis d’exploitation qui leurs
coûte 100 000 Ar par an. Les matériaux produits sont vendus à 4 000 Ar/m3 pour les blocages,
12 000 Ar à 15 000 Ar/m3 pour les granulats et 3 000 Ar la pièce pour les pierres
ornementales.
Les carriers utilisent des outils artisanaux, ce qui rend le travail très difficile et par
conséquent, ils n’arrivent pas à produire beaucoup et quelquefois c’est la clientèle aussi qui
fait défaut. Ceci fait que la plupart de ces carriers vivent au jour le jour. Le manque de
clientèle s’explique par le fait que les habitants de la région n’utilisent les produits
qu’occasionnellement, c’est le cas des blocages et des moellons. En effet, pour la construction
des bâtiments, la population préfère utiliser des parpaings qui sont moins chers par rapport
aux blocages et moellons calcaires. Pour les quelques clients qui consomment beaucoup de
granulats, ils achètent chez les producteurs industriels.
Partie 02 : Etudes expérimentales Chapitre 06
Science des matériaux Page 121
VI.1.2.2. Les producteurs de chaux
Chez les producteurs de chaux, on retrouve ceux qui s’associent pour produire ensemble et
ceux qui produisent individuellement en payant des ouvriers.
Même si ces producteurs de chaux arrivent à gagner leur vie, les problèmes qu’ils rencontrent
ne sont pas à minimiser car ils conduisent quelquefois à des pertes au lieu de bénéfices.
Pour fabriquer la chaux, les chaufourniers dépensent beaucoup. Premièrement il y a la
fabrication du four qui demande en moyenne 50 000 Ar à 60 000 Ar. Il y a aussi le fait qu’ils
achètent les blocages calcaires chez les carriers et les transportent jusqu’aux pieds des fours,
mais aussi l’achat du combustible dont le prix est de 8 000 Ar/m3 avec une utilisation
moyenne de 20 m3 par production, et il y a aussi le coût de l’eau pour l’hydratation de la
chaux qui demande en moyenne 2 000 litres à chaque production de chaux éteinte.
VI.1.3. Le marché de la chaux
Pour stocker et vendre, il faut que la marchandise soit bien emballée, ce qui fait que
les producteurs de chaux commandent des sacs spéciaux. Une taxe de 1 000 Ar/tonne est
exigée par le bureau communal, pour chaque quantité de produit vendu.
VI.1.3.1. La clientèle
La chaux vive et la chaux éteinte sont utilisées en grande partie comme matières premières à
l’aquaculture crevettière. C’est pour cela que cette activité avait commencé seulement à se
développer avec le démarrage des activités de la société AQUALMA, vers l’année 1993.
Aujourd’hui d’autres sociétés d’aquaculture utilisent aussi la chaux mais l’AQUALMA reste
le plus important client.
L’organisation de la filière se présente comme suit : la société AQUALMA achète les
produits auprès des fournisseurs agréés, lesquels s’approvisionnent auprès des producteurs
directs.
En effet, la chaux vive qui est très alcaline sert à augmenter le pH dans un bassin
aquacole en cas de pH acide car il doit être neutre. Mais aussi pour enrichir l’eau en calcium.
On peut également utilise la chaux éteinte quand la chaux vive fait défaut.
La chaux éteinte est utilisée généralement comme badigeon et enduit, pour peindre les mûrs et
aussi pour la fabrication de peintures.
Partie 02 : Etudes expérimentales Chapitre 06
Science des matériaux Page 122
VI.1.3.2. Quelques problèmes de la production de chaux
Le système de vente
Un des problèmes qui touchent les producteurs de chaux est le fait que la vente ne se fait pas
directement entre eux et les industries consommatrices mais par l’intermédiaire des
collecteurs agréés. En effet, il y a des colleteurs agréés qui achètent le produit chez les
producteurs à bas prix et revendent aux sociétés d’aquaculture à un autre prix ignoré par les
producteurs. Alors que quelque fois, les producteurs font beaucoup de dépenses, c’est le cas
pendant les saisons de pluie, où il faut doubler la quantité de bois car les fours sont humides,
mais le prix du produit reste le même pour les collecteurs.
La commune propose aux producteurs de former des coopératives agréées afin de pouvoir être
en contact direct avec les sociétés d’aquaculture.
La durée de vie des fours
Il y a aussi le fait que les fours ne durent pas très longtemps. La durée de vie des fours
artisanaux de Belobaka est en moyenne de deux à trois ans pour la plupart des fours. Cette
courte durée de vie des fours est due généralement à la résistance des briques.
Pour cela, nous avons proposé l’utilisation des briques réfractaires afin d’avoir des fours très
résistants et durables. Mais cela augmente les dépenses des producteurs car il faut acheter ces
briques à Antananarivo. Et comme le prix de la chaux reste toujours le même, ils préfèrent
utiliser les briques ordinaires même s’ils doivent reconstruire le four chaque deux à quatre
ans.
Tous ces problèmes font que certains producteurs de chaux ne gagnent que le
nécessaires pour vivre alors qu’ils n’ont d’autres activités que la production de chaux.
Quelquefois, il n’y a pas de commande et donc pas de production car la chaux est destinée
uniquement aux clients qui sont les utilisateurs et non la population communale qui vivent du
prix de la chaux.
VI.2. Aspect environnemental
Dans le monde d’aujourd’hui, tout travail de développement doit toujours tenir compte
des risques sur l’environnement afin d’assurer ce qu’on appelle un développement durable.
A cet effet, nous avons essayé d’analyser le déroulement des travaux d’exploitation à
Belobaka, vis-à-vis de l’environnement.
Partie 02 : Etudes expérimentales Chapitre 06
Science des matériaux Page 123
VI.2.1. Exploitation de la carrière
L’exploitation de la carrière dans la commune de Belobaka est menée à ciel ouvert
d’une façon artisanale. Ceci fait que les risques sur l’environnement sont minimes comparés
aux exploitations industrielles des carrières qui utilisent de gros matériels et de l’explosif.
Toutefois, les quelques industries de production de matériaux de construction ont des effets
négatifs sur l’environnement, même si elles ne sont pas installées directement dans la carrière.
VI.2.1.1. Nuisances dues aux extractions sur la carrière
En général l’exploitation d’une carrière présente des effets négatifs sur plusieurs aspects du
milieu naturel, tels que les habitats naturels, l’agriculture, la nappe sous-terraine, etc.
Cependant, l’exploitation de la carrière de Belobaka qui est encore artisanale, n’engendre pas
vraiment de problèmes environnementaux à l’exception des quelques remarques suivantes.
Les habitats naturels
Dans les lieux de la carrière, on ne retrouve pas des habitats naturels très importants mais
juste quelques habitats d’animaux. La destruction de ces habitats par les carriers peut
perturber la faune mais sans engendrer des dégâts considérables ; c’est le cas de certains
reptiles et insectes.
L’agriculture
Dans la carrière, on ne retrouve pas des plantes dont la destruction pourrait constituer un
problème. Mais la continuité de la destruction des plantes pour extraire les roches peut avoir
un effet négatif sur le climat dans le futur.
VI.2.1.2. Nuisances dues à la fabrication de granulats
La production industrielle de granulats effectuée par les quelques sociétés présentes à
Belobaka, produit des bruits qui sont source de nuisance pour la population qui habite aux
alentours. En effet le déplacement des camions et des engins de manutention, ainsi que les
travaux de concassage, produisent de sons qui vont jusqu’ à 120 décibels.
Partie 02 : Etudes expérimentales Chapitre 06
Science des matériaux Page 124
VI.2.2. Fabrication de chaux
En général, la fabrication de chaux n’a pas d’effets négatifs considérables sur
l’environnement. En effet, c’est la fabrication industrielle qui engendre des impacts
environnementaux et non l’artisanale.
Toutefois, pendant nos travaux sur terrain, nous avons remarqué quelques problèmes
environnementaux liés directement ou indirectement à la production de chaux.
VI.2.2.1. Santé publique et paysage
Les fours à chaux dans la commune rurale de Belobaka se trouvent généralement au voisinage
des habitations, puisque les chaufourniers habitent les alentours de leurs fours. Pendant la
production de chaux, la poussière de chaux rentre quelquefois dans les demeures, voire même
dans celles d’une bonne partie de la commune.
En entrant en contact avec les aliments et les ustensiles de cuisine, la poussière de chaux n’est
pas toxique. Toutefois, lorsqu’elle est en contact direct avec l’organisme, elle peut provoquer
de la grippe et une sécheresse de la peau.
Au niveau du paysage, dans une bonne partie de la commune, les feuilles des plantes sont
recouvertes de poussières de chaux ce qui les rendent désagréables à voir sans être nocifs. Sur
plusieurs endroits de la commune, le paysage est dégradé par la poussière de la chaux qui se
répand facilement et rapidement.
Cependant, au-delà du système de fabrication pur, la chaux est l’un des matériaux de
construction les plus naturels qui puissent exister sur le marché. Simple produit de la
calcination d’un calcaire le matériau est ensuite hydraté. Lors de sa mise en œuvre, il récupère
une partie de l’eau et du gaz carbonique perdu lors de la cuisson pour effectuer sa
carbonatation (prise) et reforme le calcaire d’origine.
VI.2.2.2. Combustibles
Le problème majeur lié à la production de chaux vive concerne son exigence importante en
bois d’énergie. En effet, un four d’une capacité de 2 tonnes, a besoin de 8 m3 de bois, et celui
d’une capacité de 10 tonnes en exige 30 m3. Ainsi, le volume de bois utilisés annuellement
atteint jusqu’à plus de 8 000 m3. Alors que la déforestation est une des causes majeures de la
dégradation de l’environnement.
Les chaufourniers de la commune rurale de Belobaka emploient comme combustible, le bois
sec de mangroves. Ceci fait qu’une bonne partie de mangroves des côtes de la région Boeny
Partie 02 : Etudes expérimentales Chapitre 06
Science des matériaux Page 125
est menacée alors que les mangroves constituent une richesse florale qu’il faut absolument
protéger.
Pour cela, il y avait une proposition de remplacer le bois par le charbon de terre. L’entreprise
FATEALY a déjà essayé ce type de combustible mais la chaux qui en résultait contenait des
substances chimiques nuisibles aux crevettes des aquacultures.
La seule solution, applicable aujourd’hui, est la mise en place d’un système de reboisement
effectué par les producteurs de chaux eux même sous contrôle des autorités de la commune.
Cependant, les mesures prises, par le gouvernement ne semblent pas résoudre le problème. En
effet, la mangrove continue à être exploitée injustement car les chaufourniers n’ont pas accès
à d’autres combustibles alors qu’ils doivent continuer leur activité.
CONCLUSION GENERALE
Conclusion générale
Science des matériaux Page 127
Après avoir étudié l’exploitation de calcaire dans la commune rurale de Belobaka,
nous pouvons enfin dire que, même si les matériaux les plus utilisés dans la construction sont
le ciment, le bois et le parpaing, le calcaire reste toujours un matériau indispensable dans la
région. Avec ses différents dérivés tels que, les blocages, les moellons, les granulats et la
chaux, ce matériau est devenu nécessaire dans plusieurs domaines d’activités comme le
bâtiment, les travaux publics, le génie civil, l’assainissement, l’agriculture et l’élevage.
En général, les travaux d’exploitation se font d’une manière artisanale et fait vivre
plusieurs familles de la commune. Les quelques sociétés industrielles présentes dans cette
dernière, sont aussi source d’emplois aux autochtones.
Cependant, quelques problèmes sont à résoudre, c’est le cas des petits exploitants que le
gouvernement devrait aider en matériels et faciliter le système de vente.
Selon les études qu’on a effectuées au laboratoire, nous pouvons dire que dans la
commune rurale de Belobaka nous avons la présence d’un type de calcaire non pur mais un
peu argileux, dont les blocages et les moellons qui en résultent sont résistants et bien adapté
dans le domaine de la construction. Les granulats calcaires sont aussi résistants et valables
pour l’usage routier, mais aussi pour la confection des bétons.
En ce qui concerne la chaux, nos études nous permettent d’affirmer que nous avons une chaux
faiblement hydraulique avec quelques caractéristiques qui la rapproche de la chaux aérienne.
Elle résiste mal à la compression et à la flexion, et surtout d’une cuisson imparfaite. C’est une
chaux qui est bien adaptée pour la réalisation des enduits et badigeons, mais non pour les
bétons.
Néanmoins, même si la chaux se trouve appliquée dans plusieurs activités de la région, voire
dans l’île, il reste encore beaucoup de domaines pour lesquels elle pourrait être profitable à
l’échelle régionale et même nationale. Mais cela demandera aussi une quantité importante du
produit. Ceci ne sera possible que lorsque des mesures visant à innover le processus de
fabrication, soient prises. C’est le cas de renforcement des équipements des carriers,
l’amélioration des fours à chaux, etc.
BIBLIOGRAPHIE
Bibliographie
Science des matériaux Page 129
[1]. François MICHEL, « Les granulats », document en ligne
[2]. Jean LE COVEC, « Traité de maçonnerie, plâtrerie ». Tom1
[3]. http://fr.wikipedia.org/w/index.php?title=Calcaire&oldid=79892843 (consulté le 20 mai
2013)
[4]. J. DERCOURT et J. PAQUET, « Géologie, Objets et méthodes », Editions Dunod, Paris,
2003
[5]. http//:www.futura-sciences.com/fr/doc/t/chimie/d/...chimie-de-la-calcite../p4/ (consulté le
05 juillet 2013)
[6]. Fiche ressource n°1b : « A la découverte des roches calcaires et des roches granitiques »,
document en ligne
[7]. http//: www.ulb.ac.be/.../dste/.../Micropaleontologi... (consulté le 05 juin 2013)
[8]. Xavier Devleeschouwer, Cours de Sédimentologie en ligne (GEOL-F-204),
« Classification des Roches sédimentaires », Département des sciences de la terre et de
l’environnement, Université libre de Bruxelles, Année 2008-2009
[9]. Jacques DUBARRY DE LASSALE, « Identification des marbres », H. Vial, mars 2001.
[10]. Johan BARRIQUAND et Lionel BARRIQUAND, « La karstification », ARPA, UFR
des Sciences de la terre, Université Claude Bernard, Lyon I, Villeurbanne, France
[11]. Association Géologique d'Alès et de sa Région (AGAR), « Utilisation du calcaire,
document en ligne »
[12]. Vimane PHOUMMAVONG, Cours de matériaux en ligne
[13]. F. GABRYSIAK, « Matériaux- les granulats- chapitre 2 » ; document en ligne
[14]. http// :www.ecodecors.fr/pages/intro.htm (consulté le 20 juillet 2013)
[15]. http//: www.techno-science.net (consulté le 15 mai 2013)
[16]. École atelier de restauration, centre historique de Léon, Guide pratique : « La chaux et le
stuc, Edition Eyrolles »
Bibliographie
Science des matériaux Page 130
[17]. S. DEMAILLY, « Guilde des métiers de la chaux », Les cahiers techniques du bâtiment
n°201 octobre 1999. Page 28-31
[18]. Emile OLIVIER, « Technologie des matériaux de construction ». Tome 1, Edition
Entreprise moderne Paris 1975, 287 pages
[19]. Fouad GHOMARI ; Cours en ligne, « Science des matériaux de construction », Faculté
des sciences de l’ingénieur, Département de génie civil, Université Aboubekr Belkaid,
[20]. Louis BOUCHARD-HUZARD, « Traité des constructions rurales et de leur
disposition », 1868.
[21]. http//: fr.ekopedia.org/Chaux (consulté le 13 août 2013)
[22]. Plate-Forme Technologique Limousin, « Les peintures et badigeons à la chaux », Mai
2008
[23]. Hugo HOUBEN et Hubert GUILLAND, « Traité de construction en terre », Edition
parenthèse, 355 pages
[24]. École d'Avignon, Cours en ligne, « Techniques et pratique de la chaux », Deuxième
édition 2003, Edition Eyrolles
ANNEXES

11
ANNEXE 1 :
Processus d’analyse chimique de la chaux et du
calcaire broyé
12
I – Les matériels nécessaires pour la réalisation de tous les essais
Creuset en platine ;
Balance de précision ;
Réchaud électrique muni d’un bac à sable ;
Bain thermostatique pouvant atteindre jusqu’à 100 °C ;
Four électrique pouvant atteindre jusqu’à 1050 °C ;
Dessiccateur ;
Matériel courant de laboratoire (verrerie) ;
Papier filtre à filtration rapide ;
Papier filtre à filtration lente ;
Agitateur magnétique ;
Burette de 25 ml ;
Alcalimètre de SCHROEDTER.
II – Dosage des résidus insolubles (RI) dans l’acide chlorhydrique
II.1 – But de l’opération
L’essai consiste à déterminer la teneur en résidus insolubles (RI) dans l’acide chlorhydrique,
contenue dans le liant hydraulique ou dans la poudre calcaire.
II.2 – Réactifs et produits utilisés
Acide chlorhydrique (HCl);
Carbonate de sodium (Na2CO3) ;
Eau distillée.
II.3 – Mode opératoire
Peser 1 g d’échantillon à analyser ;
Introduire dans un bêcher de 600 ml ;
Délayer avec 100 ml d’eau froide ;
Attaquer par 25 ml d’acide chlorhydrique dilué à 50 % ;
Chauffer pendant 10 à 15 minutes jusqu’à ce que le liquide soit jaune clair ;
Filtrer à chaud à l’aide du papier filtre rapide ;
Laver le papier filtre et le bêcher à l’eau distillée chaude ;
Réserver le filtrat pour le dosage de SO3 ;
13
Mettre le papier filtre avec son contenu dans un bêcher ;
Recouvrir par 100 ml de Na2CO3 à 5 % puis faire bouillir pendant 15 minutes ;
Filtrer rapidement sur papier filtre rapide ;
Laver le papier filtre et le bêcher avec de l’eau distillée chaude ;
Puis laver à l’eau distillée chaude additionnée de quelque ml de HCl dilué à 50 % ;
Enfin, laver à l’eau distillée chaude ;
Mettre le papier filtre avec son contenu dans un creuset préalablement pesé ;
Calciner à 1000 °C pendant 30 minutes, le creuset avec son contenu ;
Laisser refroidir dans un dessiccateur pendant 10 minutes ;
Peser le creuset avec le résidu calciné.
II.4 – Expression des résultats
Après la manipulation précédente, la teneur en résidus insolubles (RI) en pourcentage est
obtenue ainsi : (P1 – P0) X 100
P0 : Poids du creuset vide en gramme
P1 : Poids du creuset + résidu calciné en gramme
III – Dosage des résidus insolubles (RI) et silice (SiO2)
III.1 – But de l’opération
L’essai consiste à déterminer la teneur en résidus insolubles (RI) et- silice (SiO2) dans la chaux
ou le calcaire broyé.
III.2 – Réactifs et produits utilisés
Acide chlorhydrique (HCl)
Acide nitrique (HNO3)
Gélatine en poudre
Eau distillée
III.3 – Mode opératoire
Peser 1 g d’échantillon à analyser ;
Introduire dans un bêcher de 600 ml ;
Attaquer par 35 ml de HCl concentré et 5 gouttes de HNO3 concentré ;
Bien écraser les grains à l’aide d’un agitateur en verre ;
Faire bouillir pendant 6 à 7 minutes au bain de sable sur le réchaud électrique ;
14
Abaisser la densité du mélange par 15 à 20 ml d’eau distillée chaude ;
Ajouter 10 ml de la solution de gélatine à 2,5 % en agitant ;
Laisser reposer pendant 5 minutes ;
Filtrer sur papier filtre rapide ;
Laver le papier filtre et le bêcher avec de l’eau distillée chaude ;
Mettre le papier filtre dans un creuset et en platine préalablement pesé ;
Calciner à 1000 °C pendant 30 minutes, le creuset avec son contenu ;
Laisser refroidir dans un dessiccateur pendant 10 minutes ;
Peser le creuset avec le résidu calciné.
III.4 – Expression des résultats
La teneur en (RI + SiO2) exprimée en pourcentage est : (P1 – P0) X 100
P0 : Poids du creuset vide en gramme
P1 : Poids du creuset + résidu calciné
IV – Dosage du sulfate (S���� )
IV.1 – But
L’essai consiste à déterminer la teneur en sulfate dans la chaux et le calcaire
IV.2 – Matériels et produits utilisés
Chlorure de Baryum (BaCl2)
Eau distillée
IV.3 – Mode opératoire
Prendre le filtrat obtenu par l’essai précédent (RI) ;
Porter à l’ébullition pendant 10 minutes ;
Ajouter 10 ml de solution de BaCl2 à 10 % ;
Continuer l’ébullition pendant 10 minutes ;
Laisser reposer pendant au moins 4 heures ;
Filtrer sur 2 papiers filtres lents ;
Laver le papier filtre et le bêcher avec de l’eau distillée chaude ;
Mettre le papier filtre dans un creuset en platine préalablement pesé ;
Calciner à 900 °C pendant 30 minutes le creuset avec son contenu ;
Laisser refroidir dans le dessiccateur pendant 10 minutes ;
15
Peser le creuset avec le résidu calciné.
IV.4 – Expression des résultats
La teneur en sulfate exprimée en pourcentage est : (P1 – P0) X 0,343 X 100
P0 : Poids du creuset vide en gramme
P1 : poids du creuset + résidu calciné en gramme
V – Dosage de l’Alumine (Al2O3) et de l’Oxyde de fer (Fe2O3)
V.1 – But
L’essai consiste à déterminer la teneur en alumine et en oxyde de fer, ensemble dans le liant
hydraulique et dans la roche calcaire.
V.2 – réactifs et produits utilisées
Ammoniaque
Eau distillée
V.3 – Mode opératoire
Ramener le filtrat obtenu par l’essai (RI + SiO2) à 200 ml par l’eau distillée froide ;
Après homogénéisation, faire deux parts de 100 ml dans deux béchers ;
Réserver la 2ème partie de 100 ml pour le dosage de Fe2O3 ;
Sur la 1ère partie de 100 ml, ajouter 20ml de l’ammoniaque ;
Porter à l’ébullition pendant 10 minutes ;
Laisser reposer pendant 30 minutes ;
Filtrer sur papier filtre rapide ;
Laver le papier filtre et le bécher avec de l’eau distillée chaude;
Mettre le papier filtre dans un creuset en platine préalablement pesé ;
Calciner à 100 °C pendant 30 minutes le creuset avec son contenu ;
Laisser refroidir dans un dessiccateur pendant 10 minutes ;
Peser le creuset avec le résidu calciné.
V.4 – Expression des résultats
La teneur en (Al2O3 + Fe2O3), exprimée en pourcentage est : (P1 – P0)2 X 100
P0 : poids du creuset vide en g
P1 : poids du creuset + résidu calciné en g
16
VI – Dosage de l’Oxyde de fer (Fe2O3)
VI.1 – But
L’essai consiste à déterminer la teneur en oxyde de fer (Fe2O3) dans la chaux et le calcaire.
VI.2 – Réactifs et produits utilisés
Ammoniaque
Acide Chlorhydrique
Chlorure staneux (Cl2Sn)
Chlorure mercurique (Cl2Hg)
Acide sulfurique (H2SO4)
Acide phosphorique (H3PO4)
Diphénylamine (0,25 g)
Bichromate de potassium (K2Cr2O7)
Eau distillée
VI.3 – Mode opératoire
Prendre la 2ème partie du filtrat obtenu par l’essai (RI + SiO2) ;
Faire précipiter (Al2O3 + Fe2O3) ;
Dissoudre le précipité obtenu dans 10 ml de HCl dilué à 50 % ;
Chauffer jusqu’à l’ébullition ;
Ajouter quelques ml de Cl2Sn jusqu’à la décoloration ;
Laisser refroidir et ajouter 10 ml de Cl2 Hg 5% ;
Ajouter encore 200 ml d’eau distillée froide ;
Ajouter 10 ml de H2SO4 dilué à 50 % puis 5 ml de H3PO4 concentré ;
Mettre dans la solution 6 à 8 gouttes de diphénylamine (0,25 g/l) ;
Filtrer avec une solution de K2Cr2O7 N/10 ;
Filtrer jusqu’à l’apparition de la couleur violette ;
Soit V = volume de la solution de K2Cr2O7 versé.
VI.4 – Expression de résultats
La teneur en Fe2O3, exprimée en pourcentage est : � × � × �,�� × ���
����
V : volume de la solution de K2Cr2O7 versé
17
VII – Dosage de l’oxyde de calcium (CaO) totale
VII.1 – But
L’essai consiste à déterminer la teneur en oxyde de calcium totale dans le liant hydraulique et
dans la pierre calcaire.
VII.2 – Réactifs et produits utilisés
Méthyle orange
Acide chlorhydrique concentré
Oxalate d’ammonium
Eau distillée
VII.3 – Mode opératoire
Prendre le filtrat obtenu par l’essai (Al2O3 + Fe2O3) ;
Ajouter deux gouttes de méthyle orange et agiter. La solution aura de couleur orange ;
Verser une solution HCl diluée à 50 % jusqu’à l’obtention de couleur rouge ;
Ajouter 35 ml d’oxalate d’ammonium (NH4)2C2O4 à 5 % et agiter ;
Chauffer la solution à 80 °C, dans le bain thermostatique pendant 15 minutes ;
Laisser refroidir à l’air libre pendant 12 heures ;
Filtrer sur deux papiers filtres lents ;
Laver le papier filtre et le bécher avec de l’eau distillée chaude ;
Mettre le papier filtre dans un creuset en platine préalablement pesé ;
Calciner à 1000 °C pendant 30 minutes le creuset avec son contenu ;
Laisser refroidir dans un dessiccateur pendant 10 minutes ;
Peser le creuset avec le résidu calciné.
VII.4 – Expression des résultats
La teneur en CaO totale exprimée en pourcentage est : (P1 – P0) X 2 X 100
P0 : Poids du creuset vide en g
P1 : Poids du creuset + résidu calciné en g
VIII – Dosage du gaz carbonique (CO2)
VIII.1 – But
L’essai consiste à déterminer la teneur en gaz carbonique dans la chaux et dans le calcaire.

18
VIII.2 – Réactifs et produits utilisés
Acide chlorhydrique (HCl)
Acide sulfurique H2SO4
Eau distillée
VIII.3 – Mode opératoire
Peser 1 g de l’échantillon à analyser ;
Introduire la prise d’essai dans le ballon de l’alcalimètre ;
Ajouter 5 ml d’eau distillée puis fermer l’orifice avec son bouchon ;
Vérifier aussi le robinet de l’appareil pour qu’il soit fermé ;
Verser l’acide HCl dilué à 50 % dans le réservoir à l’acide chlorhydrique jusqu’à son
col, puis boucher ;
Peser l’ensemble, soit P1 le poids ;
Ouvrir le robinet du réservoir à HCl ;
Laisser descendre la totalité de HCl dans le ballon où il y a l’échantillon ;
Fermer le robinet puis agiter doucement l’alcalimètre ;
Attendre au moins 1 heure pour que la réaction soit terminée ;
Repeser l’ensemble, soit P2 le poids.
VIII.4 – Expression des résultats
La teneur en CO2, exprimée en pourcentage est : (P1 – P2) X 100
P1 : Poids de l’alcalimètre avec la prise d’essai et les réactifs avant réaction chimique
P2 : Poids de l’alcalimètre avec la prise d’essai et les réactifs après réaction chimique
19
ANNEXE 2 :
Synthèse Sur la résistance des matériaux
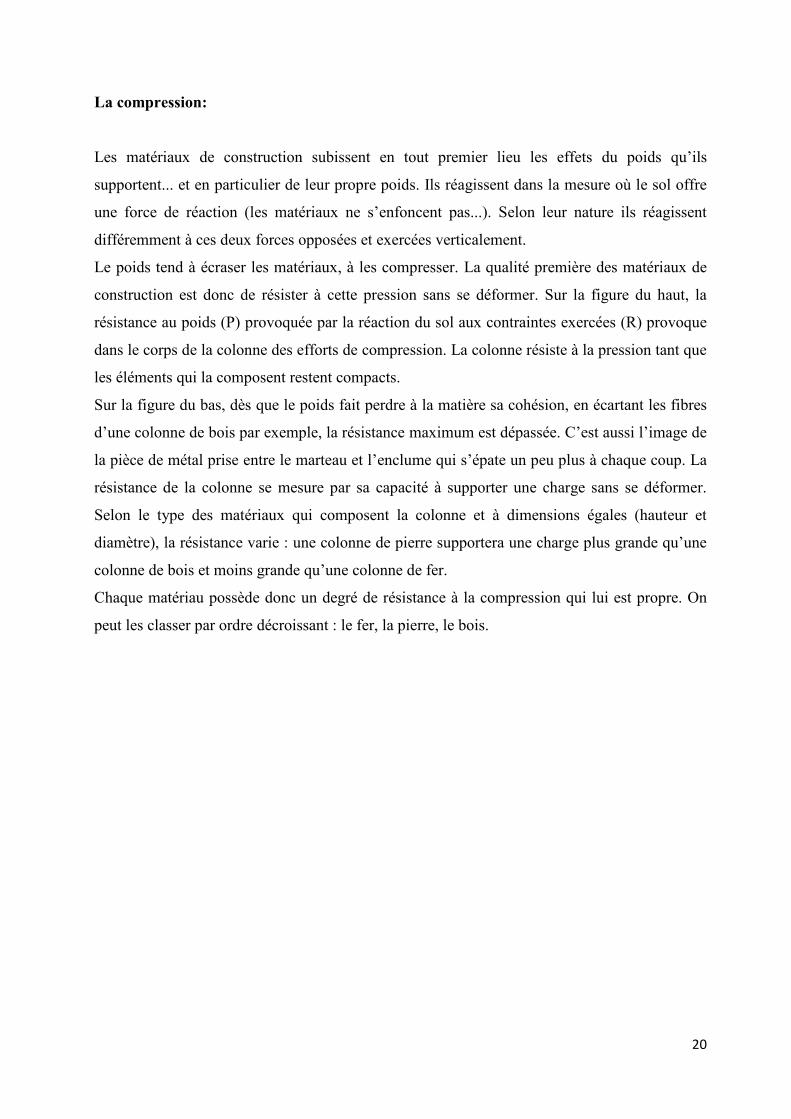
20
La compression:
Les matériaux de construction subissent en tout premier lieu les effets du poids qu’ils
supportent... et en particulier de leur propre poids. Ils réagissent dans la mesure où le sol offre
une force de réaction (les matériaux ne s’enfoncent pas...). Selon leur nature ils réagissent
différemment à ces deux forces opposées et exercées verticalement.
Le poids tend à écraser les matériaux, à les compresser. La qualité première des matériaux de
construction est donc de résister à cette pression sans se déformer. Sur la figure du haut, la
résistance au poids (P) provoquée par la réaction du sol aux contraintes exercées (R) provoque
dans le corps de la colonne des efforts de compression. La colonne résiste à la pression tant que
les éléments qui la composent restent compacts.
Sur la figure du bas, dès que le poids fait perdre à la matière sa cohésion, en écartant les fibres
d’une colonne de bois par exemple, la résistance maximum est dépassée. C’est aussi l’image de
la pièce de métal prise entre le marteau et l’enclume qui s’épate un peu plus à chaque coup. La
résistance de la colonne se mesure par sa capacité à supporter une charge sans se déformer.
Selon le type des matériaux qui composent la colonne et à dimensions égales (hauteur et
diamètre), la résistance varie : une colonne de pierre supportera une charge plus grande qu’une
colonne de bois et moins grande qu’une colonne de fer.
Chaque matériau possède donc un degré de résistance à la compression qui lui est propre. On
peut les classer par ordre décroissant : le fer, la pierre, le bois.
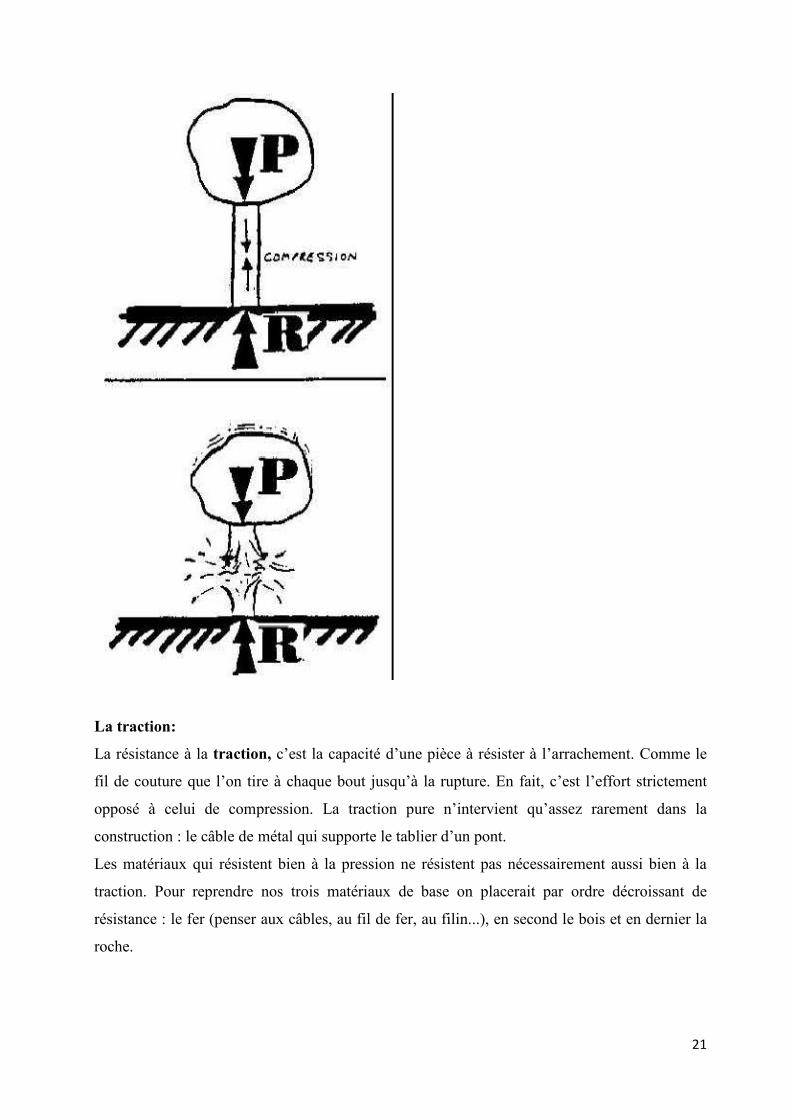
21
La traction:
La résistance à la traction, c’est la capacité d’une pièce à résister à l’arrachement. Comme le
fil de couture que l’on tire à chaque bout jusqu’à la rupture. En fait, c’est l’effort strictement
opposé à celui de compression. La traction pure n’intervient qu’assez rarement dans la
construction : le câble de métal qui supporte le tablier d’un pont.
Les matériaux qui résistent bien à la pression ne résistent pas nécessairement aussi bien à la
traction. Pour reprendre nos trois matériaux de base on placerait par ordre décroissant de
résistance : le fer (penser aux câbles, au fil de fer, au filin...), en second le bois et en dernier la
roche.
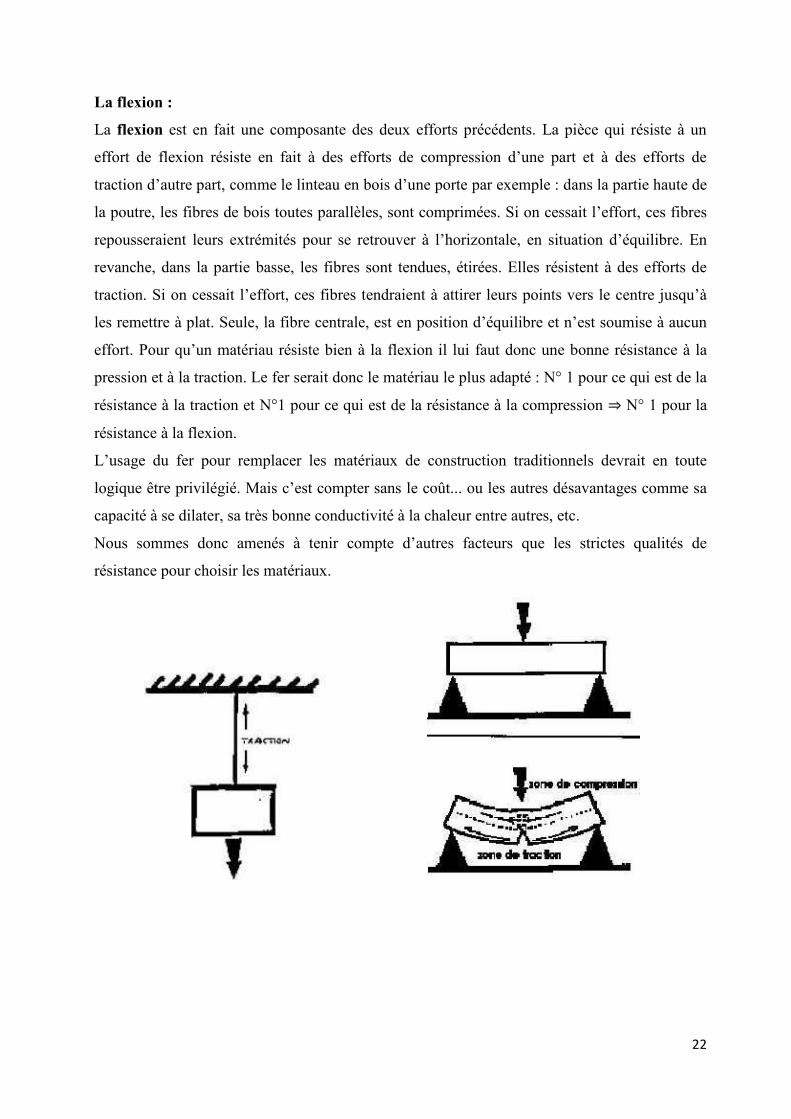
22
La flexion :
La flexion est en fait une composante des deux efforts précédents. La pièce qui résiste à un
effort de flexion résiste en fait à des efforts de compression d’une part et à des efforts de
traction d’autre part, comme le linteau en bois d’une porte par exemple : dans la partie haute de
la poutre, les fibres de bois toutes parallèles, sont comprimées. Si on cessait l’effort, ces fibres
repousseraient leurs extrémités pour se retrouver à l’horizontale, en situation d’équilibre. En
revanche, dans la partie basse, les fibres sont tendues, étirées. Elles résistent à des efforts de
traction. Si on cessait l’effort, ces fibres tendraient à attirer leurs points vers le centre jusqu’à
les remettre à plat. Seule, la fibre centrale, est en position d’équilibre et n’est soumise à aucun
effort. Pour qu’un matériau résiste bien à la flexion il lui faut donc une bonne résistance à la
pression et à la traction. Le fer serait donc le matériau le plus adapté : N° 1 pour ce qui est de la
résistance à la traction et N°1 pour ce qui est de la résistance à la compression ⇒ N° 1 pour la
résistance à la flexion.
L’usage du fer pour remplacer les matériaux de construction traditionnels devrait en toute
logique être privilégié. Mais c’est compter sans le coût... ou les autres désavantages comme sa
capacité à se dilater, sa très bonne conductivité à la chaleur entre autres, etc.
Nous sommes donc amenés à tenir compte d’autres facteurs que les strictes qualités de
résistance pour choisir les matériaux.
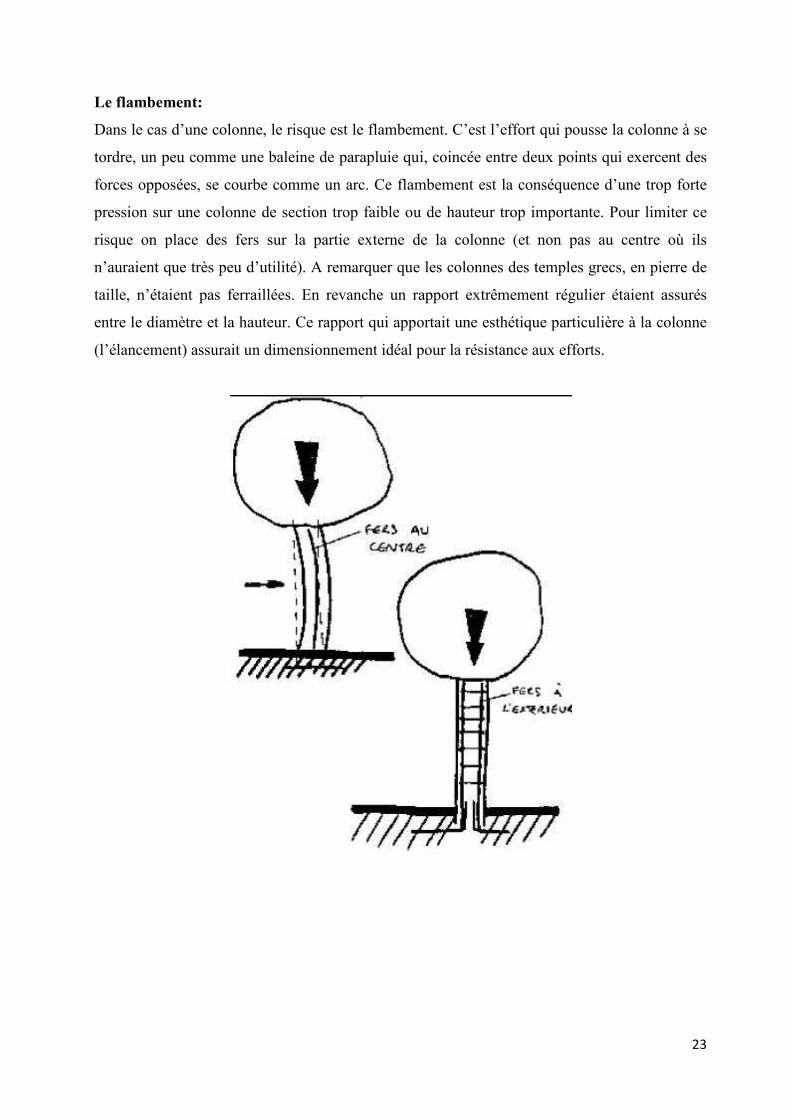
23
Le flambement:
Dans le cas d’une colonne, le risque est le flambement. C’est l’effort qui pousse la colonne à se
tordre, un peu comme une baleine de parapluie qui, coincée entre deux points qui exercent des
forces opposées, se courbe comme un arc. Ce flambement est la conséquence d’une trop forte
pression sur une colonne de section trop faible ou de hauteur trop importante. Pour limiter ce
risque on place des fers sur la partie externe de la colonne (et non pas au centre où ils
n’auraient que très peu d’utilité). A remarquer que les colonnes des temples grecs, en pierre de
taille, n’étaient pas ferraillées. En revanche un rapport extrêmement régulier étaient assurés
entre le diamètre et la hauteur. Ce rapport qui apportait une esthétique particulière à la colonne
(l’élancement) assurait un dimensionnement idéal pour la résistance aux efforts.
24
ANNEXE 3 :
Processus d’obtention des propriétés physiques des
granulats calcaires
25
I – Masse volumique apparente
But de l’essai
L’essai a pour but de déterminer la masse volumique d'un mètre cube du matériau pris en tas,
afin de répondre aux exigences imposées pour les dosages en volume des différentes
composantes du béton, notamment le volume de granulats. Les masses volumiques s'expriment
en t/m3, en kg/dm3 ou en g/cm3.
Matériels nécessaires
- Echantillons de granulats : nous avons les 3 principaux granulats 3/8, 5/15 et
15/25 ;
- Moule : c’est un moule de forme cubique de volume 8000 cm3;
- Balance : c’est une balance de précision.
Principe de l’essai
- D’abord on pèse notre moule vide, qu’on connaît déjà son volume et on note son
poids ;
- On verse les granulats dans le moule par couches successives, en le répartissant
sur toute la surface et sans tassement ;
- On ajuste le niveau des granulats avec le moule, en arasant avec soin à l’aide
d’une réglette plate ;
- On pèse l’ensemble et on a le poids de l’échantillon et le moule ;
- Connaissant déjà le poids du moule, on peut facilement calculer le poids du
matériau ;
- En fin on cherche la valeur de le masse volumique apparente, en divisant le
poids de l’échantillon sur le volume du moule ;
- Et on refait l’essai jusqu’à 2 ou 3 fois en prenant la valeur moyenne comme
valeur définitive de la masse volumique apparente.
II – Masse volumique absolue
But de l'essai
Cet essai a pour but de permettre de connaître la masse d'une fraction granulaire lorsque par
exemple on élabore une composition de bétons. Ce paramètre permet, en particulier, de
26
déterminer la masse ou le volume des différentes classes granulaires malaxées pour
l'obtention d'un béton dont les caractéristiques sont imposées.
Principe de l’essai
Il existe 3 façons généralement employées pour déterminer cette masse volumique.
Le volume d’une masse connue de matériaux est mesuré par déplacement d’un volume de
liquide. Dans les cas courant, le liquide sera de l’eau, le degré de précision étant suffisant.
Mais pour des matériaux sensibles (ciment, chaux, etc.), un autre liquide devra être choisi. En
fonction de la précision recherchée et de la nature du granulat, 3 processus sont applicables :
1) Méthode de l’éprouvette graduée ;
2) Méthode au pycnomètre ;
3) Méthode par pèse hydrostatique.
Dans notre cas, nous avons utilisé la méthode avec le pycnomètre et nous avons adopté les
étapes suivantes :
- Pesage du pycnomètre vide (P1);
- Pesage du pycnomètre avec de l’eau à l’intérieur à 2/3 environ (P2);
- On calcule le volume du pycnomètre en faisant P1-P2 ;
- On vide le pycnomètre et on le sèche, puis on introduit l’échantillon et on pèse;
- On rempli le pycnomètre d’eau avec l’échantillon dedans et on agite pour
dégazer et on laisse reposer pendant 15 minutes pour que les bulles d’air
disparaissent ;
- On tare la balance et on pèse l’ensemble (eau+échantillon+pycnomètre) ;
- L’essai est refait 2 ou 3 fois pour avoir des valeurs moyenne.
27
ANNEXE 4 :
Expériences d’obtention des propriétés mécaniques des
granulats calcaires
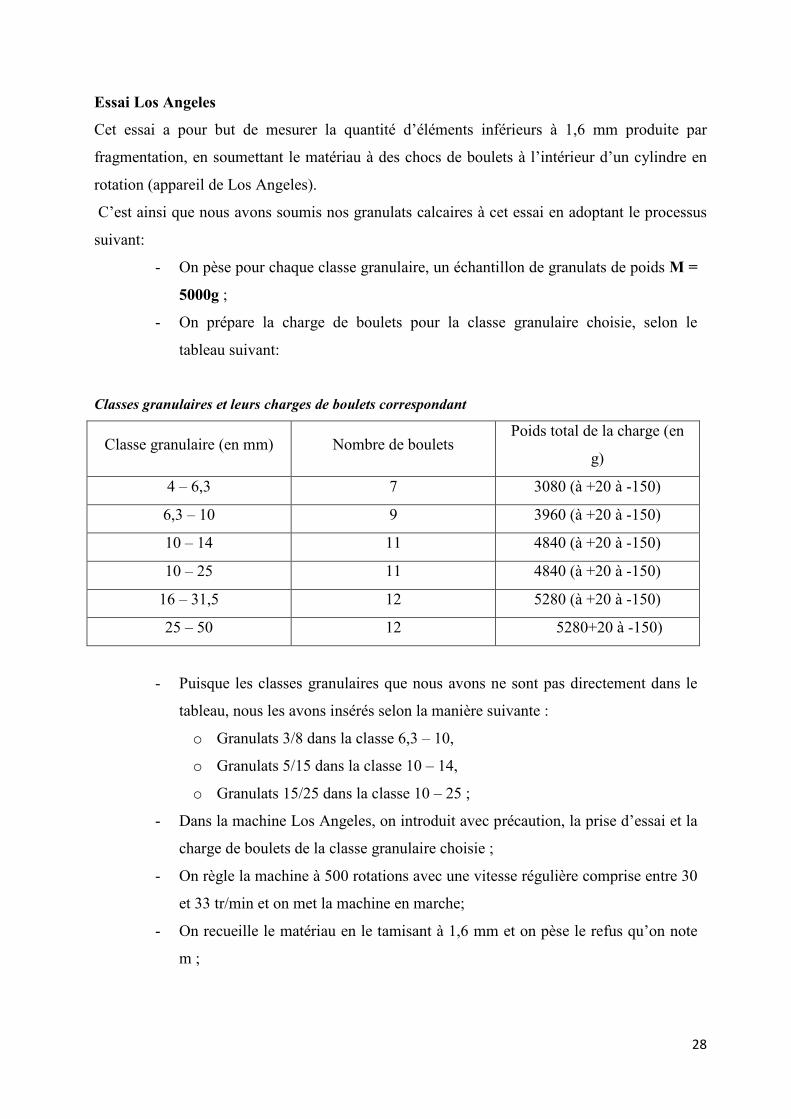
28
Essai Los Angeles
Cet essai a pour but de mesurer la quantité d’éléments inférieurs à 1,6 mm produite par
fragmentation, en soumettant le matériau à des chocs de boulets à l’intérieur d’un cylindre en
rotation (appareil de Los Angeles).
C’est ainsi que nous avons soumis nos granulats calcaires à cet essai en adoptant le processus
suivant:
- On pèse pour chaque classe granulaire, un échantillon de granulats de poids M =
5000g ;
- On prépare la charge de boulets pour la classe granulaire choisie, selon le
tableau suivant:
Classes granulaires et leurs charges de boulets correspondant
Classe granulaire (en mm) Nombre de boulets Poids total de la charge (en
g)
4 – 6,3 7 3080 (à +20 à -150)
6,3 – 10 9 3960 (à +20 à -150)
10 – 14 11 4840 (à +20 à -150)
10 – 25 11 4840 (à +20 à -150)
16 – 31,5 12 5280 (à +20 à -150)
25 – 50 12 5280+20 à -150)
- Puisque les classes granulaires que nous avons ne sont pas directement dans le
tableau, nous les avons insérés selon la manière suivante :
o Granulats 3/8 dans la classe 6,3 – 10,
o Granulats 5/15 dans la classe 10 – 14,
o Granulats 15/25 dans la classe 10 – 25 ;
- Dans la machine Los Angeles, on introduit avec précaution, la prise d’essai et la
charge de boulets de la classe granulaire choisie ;
- On règle la machine à 500 rotations avec une vitesse régulière comprise entre 30
et 33 tr/min et on met la machine en marche;
- On recueille le matériau en le tamisant à 1,6 mm et on pèse le refus qu’on note
m ;
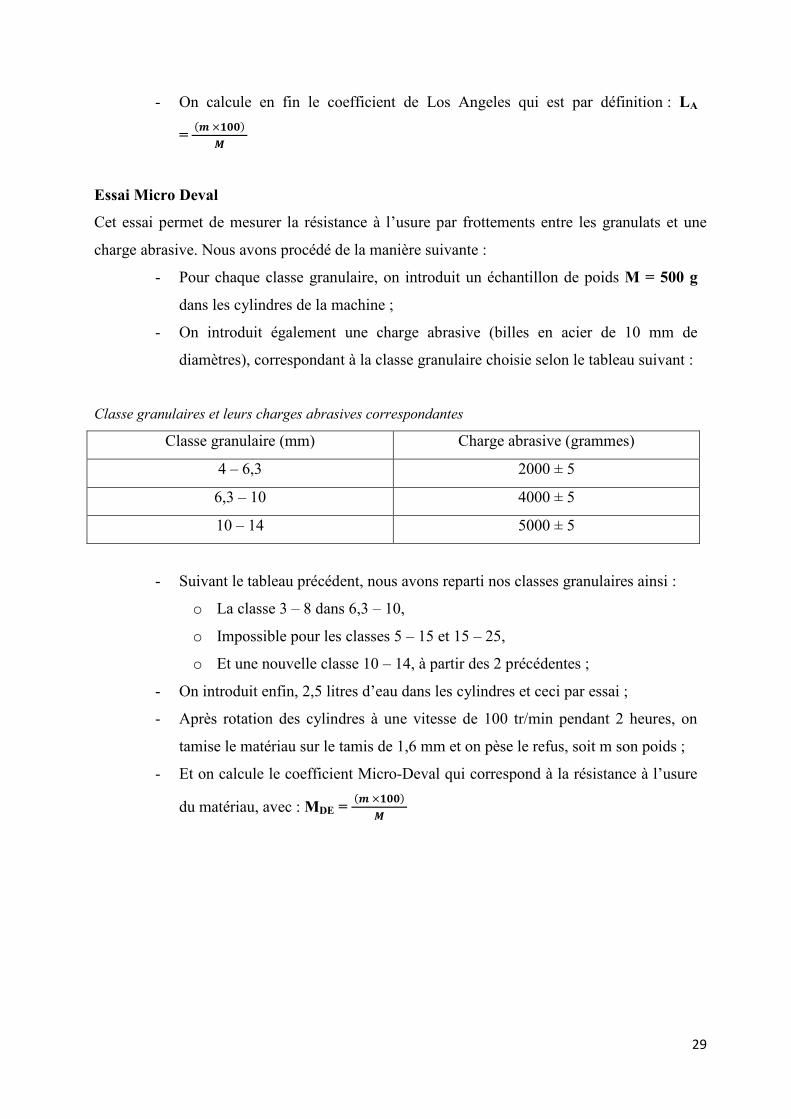
29
- On calcule en fin le coefficient de Los Angeles qui est par définition : LA
= (� × ���)
�
Essai Micro Deval
Cet essai permet de mesurer la résistance à l’usure par frottements entre les granulats et une
charge abrasive. Nous avons procédé de la manière suivante :
- Pour chaque classe granulaire, on introduit un échantillon de poids M = 500 g
dans les cylindres de la machine ;
- On introduit également une charge abrasive (billes en acier de 10 mm de
diamètres), correspondant à la classe granulaire choisie selon le tableau suivant :
Classe granulaires et leurs charges abrasives correspondantes
Classe granulaire (mm) Charge abrasive (grammes)
4 – 6,3 2000 ± 5
6,3 – 10 4000 ± 5
10 – 14 5000 ± 5
- Suivant le tableau précédent, nous avons reparti nos classes granulaires ainsi :
o La classe 3 – 8 dans 6,3 – 10,
o Impossible pour les classes 5 – 15 et 15 – 25,
o Et une nouvelle classe 10 – 14, à partir des 2 précédentes ;
- On introduit enfin, 2,5 litres d’eau dans les cylindres et ceci par essai ;
- Après rotation des cylindres à une vitesse de 100 tr/min pendant 2 heures, on
tamise le matériau sur le tamis de 1,6 mm et on pèse le refus, soit m son poids ;
- Et on calcule le coefficient Micro-Deval qui correspond à la résistance à l’usure
du matériau, avec : MDE = (� × ���)
�
30
ANNEXE 5 :
Analyse granulométrique des granulats calcaires
31
Principe
Sur une série de tamis emboités les uns sur les autres et dont les dimensions des ouvertures sont
décroissantes du haut vers le bas, nous faisons passer chaque échantillon de granulats. Pour
chaque classe granulaire, après l’expérience, nous rapportons sur un tableau, les refus et les
refus cumulés des granulats sur chacun des tamis.
Résultats du tamisage des granulats 3/8
Pour les granulats 3/8 nous avons prie un échantillon de poids initial, M = 1600 g et une série
de tamis dont les mailles d’ouvertures carrées vont de 10,00 mm à 0,20 mm.
Les résultats de l’expérience sont dressés dans le tableau suivant.
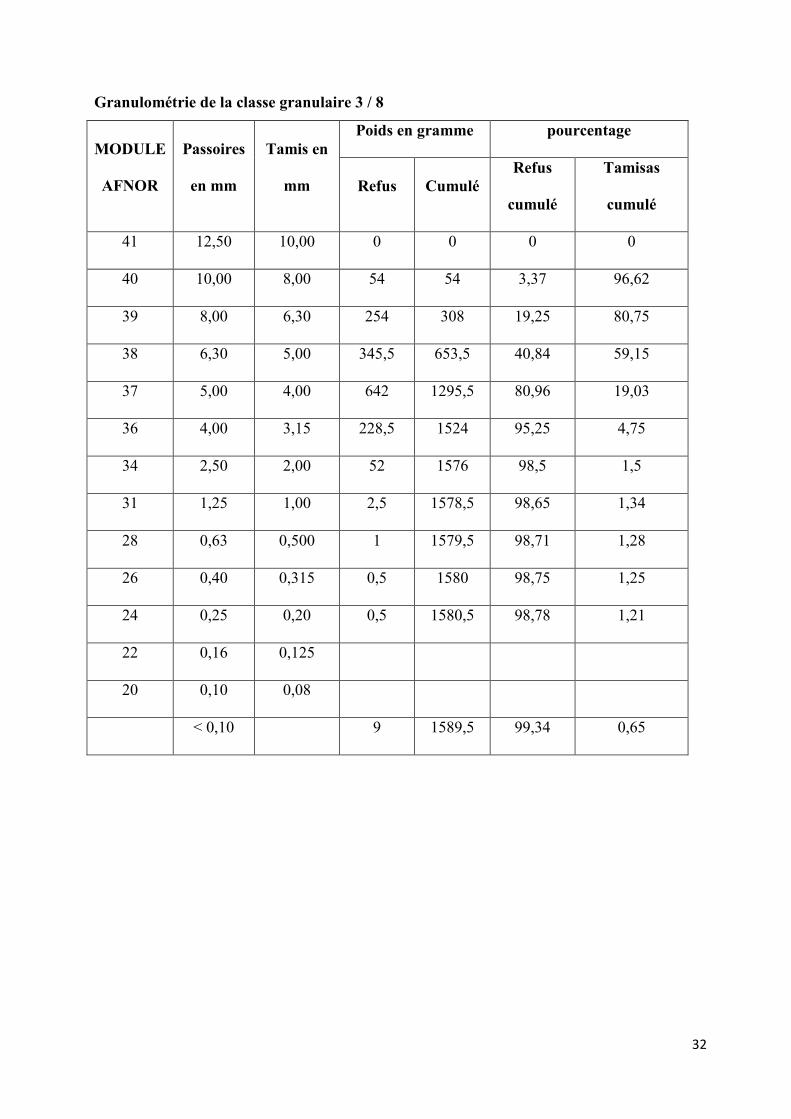
32
Granulométrie de la classe granulaire 3 / 8
MODULE
AFNOR
Passoires
en mm
Tamis en
mm
Poids en gramme pourcentage
Refus Cumulé Refus
cumulé
Tamisas
cumulé
41 12,50 10,00 0 0 0 0
40 10,00 8,00 54 54 3,37 96,62
39 8,00 6,30 254 308 19,25 80,75
38 6,30 5,00 345,5 653,5 40,84 59,15
37 5,00 4,00 642 1295,5 80,96 19,03
36 4,00 3,15 228,5 1524 95,25 4,75
34 2,50 2,00 52 1576 98,5 1,5
31 1,25 1,00 2,5 1578,5 98,65 1,34
28 0,63 0,500 1 1579,5 98,71 1,28
26 0,40 0,315 0,5 1580 98,75 1,25
24 0,25 0,20 0,5 1580,5 98,78 1,21
22 0,16 0,125
20 0,10 0,08
< 0,10 9 1589,5 99,34 0,65
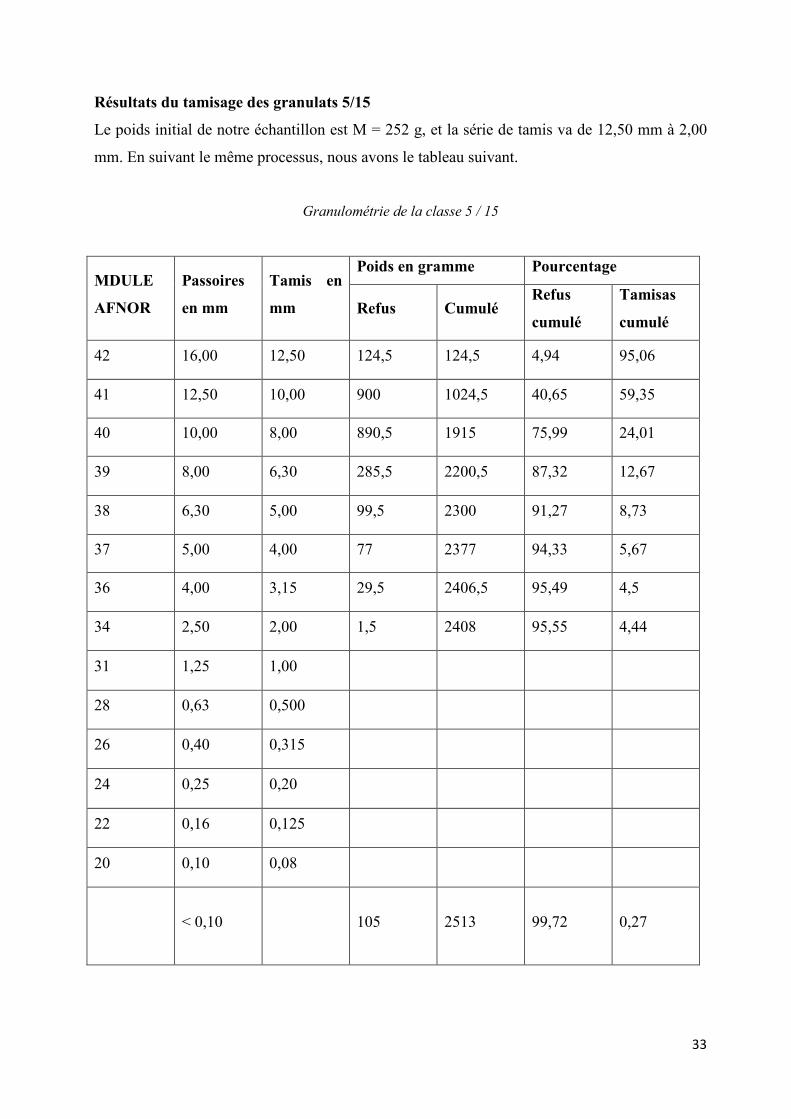
33
Résultats du tamisage des granulats 5/15
Le poids initial de notre échantillon est M = 252 g, et la série de tamis va de 12,50 mm à 2,00
mm. En suivant le même processus, nous avons le tableau suivant.
Granulométrie de la classe 5 / 15
MDULE
AFNOR
Passoires
en mm
Tamis en
mm
Poids en gramme Pourcentage
Refus Cumulé Refus
cumulé
Tamisas
cumulé
42 16,00 12,50 124,5 124,5 4,94 95,06
41 12,50 10,00 900 1024,5 40,65 59,35
40 10,00 8,00 890,5 1915 75,99 24,01
39 8,00 6,30 285,5 2200,5 87,32 12,67
38 6,30 5,00 99,5 2300 91,27 8,73
37 5,00 4,00 77 2377 94,33 5,67
36 4,00 3,15 29,5 2406,5 95,49 4,5
34 2,50 2,00 1,5 2408 95,55 4,44
31 1,25 1,00
28 0,63 0,500
26 0,40 0,315
24 0,25 0,20
22 0,16 0,125
20 0,10 0,08
< 0,10 105 2513 99,72 0,27
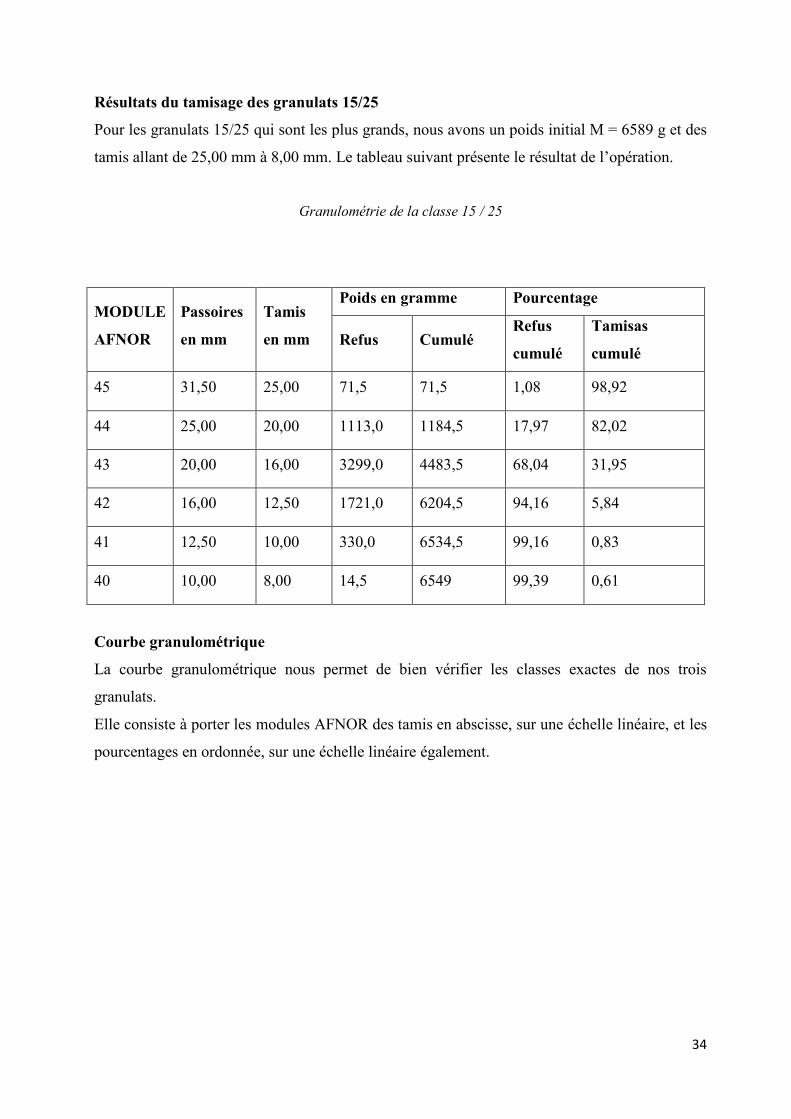
34
Résultats du tamisage des granulats 15/25
Pour les granulats 15/25 qui sont les plus grands, nous avons un poids initial M = 6589 g et des
tamis allant de 25,00 mm à 8,00 mm. Le tableau suivant présente le résultat de l’opération.
Granulométrie de la classe 15 / 25
Courbe granulométrique
La courbe granulométrique nous permet de bien vérifier les classes exactes de nos trois
granulats.
Elle consiste à porter les modules AFNOR des tamis en abscisse, sur une échelle linéaire, et les
pourcentages en ordonnée, sur une échelle linéaire également.
MODULE
AFNOR
Passoires
en mm
Tamis
en mm
Poids en gramme Pourcentage
Refus Cumulé Refus
cumulé
Tamisas
cumulé
45 31,50 25,00 71,5 71,5 1,08 98,92
44 25,00 20,00 1113,0 1184,5 17,97 82,02
43 20,00 16,00 3299,0 4483,5 68,04 31,95
42 16,00 12,50 1721,0 6204,5 94,16 5,84
41 12,50 10,00 330,0 6534,5 99,16 0,83
40 10,00 8,00 14,5 6549 99,39 0,61
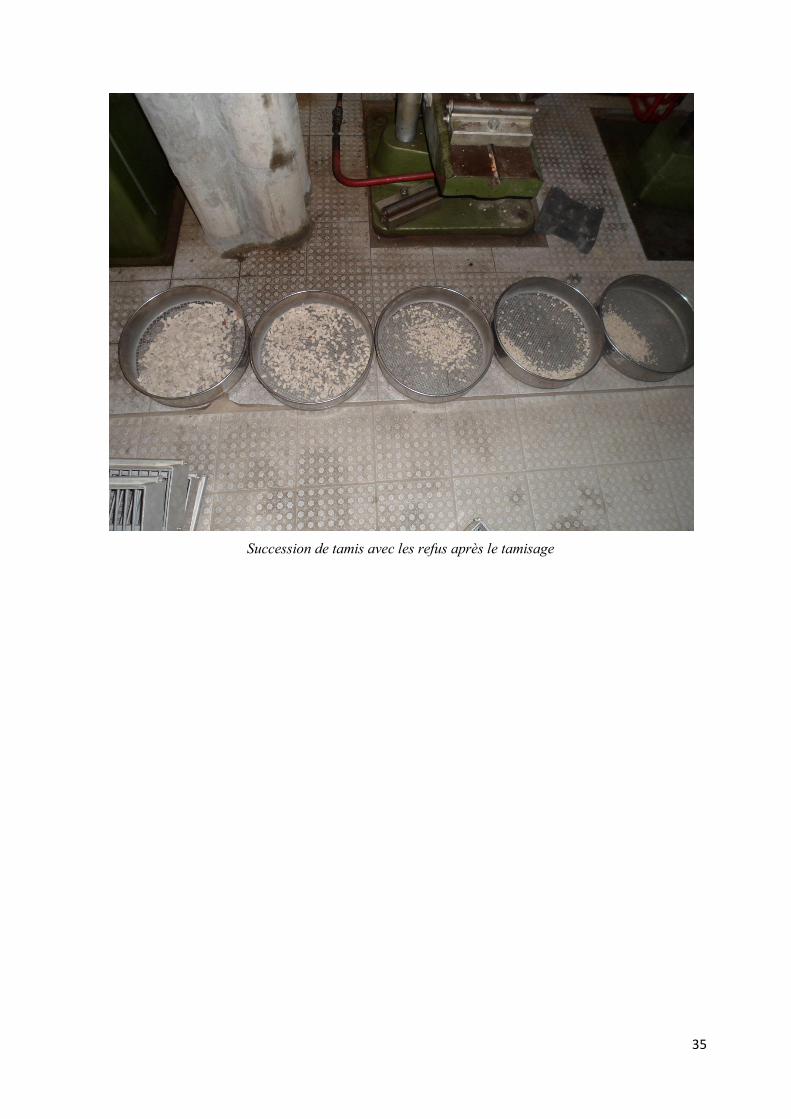
35
Succession de tamis avec les refus après le tamisage
36
ANNEXE 6 :
Coefficient d’aplatissement
37
Intérêt
Selon leur origine, leur nature et leur mode d’élaboration, les granulats peuvent avoir des
formes sphériques, cubiques, nodulaires, plates ou allongées. Ces caractéristiques, ainsi que
l’état de surface des grains influent :
- sur l’aptitude à la mise en place du béton frais, sa ténue au démoulage immédiat et la
résistance mécanique du béton durci,
- à la compacité des remblais et couches de forme, à la rugosité des couches de
roulement, l’adhérence avec les liants bitumineux, …
La forme d’un granulat est définie par 3 dimensions principales :
- Longueur (L) : le plus grand écartement d’un couple de plans tangents parallèles,
- Epaisseurs (E) : le plus petit écartement d’un couple de plans tangents parallèles,
- Grosseur (G) : dimension de la maille carrée minimale à travers laquelle passe
l’élément.
Le coefficient d’aplatissement des granulats permet de caractériser la forme des granulats dont
la dimension est comprise entre 4 et 80 mm et de suivre la régularité des fournitures de
gravillons.
Un gravillon de forme défavorable (plate ou allongée) présente un coefficient d’aplatissement
élevé (20 à 40 %). Un gravillon de forme favorable (sphérique, cubique, nodulaire) présent un
coefficient d’aplatissement généralement compris entre 5 et 20 %.
L’essai consiste à effectuer deux tamisages successifs :
- un tamisage sur tamis permet de classer l’échantillon en différentes classes granulaires
d/D,
- un tamisage des différentes classes granulaires d/D, sur des grilles à fentes parallèles
d’écartement : D/2
Conduite de l’essai
On opère, comme dans l’analyse granulométrique, avec un échantillon représentatif de masse
M = 0,2D ; D étant le diamètre maximum des granulats en millimètres, et M la masse de
l’échantillon, exprimée en kg.
L’échantillon est tamisé sur un tamis de 4 mm d’ouverture et le refus de masse M0, qui est
pesé au gramme près, est utilisé pour la détermination de A.
Le tamisage est effectué de telle manière que l’essai 3.1 et chaque fraction d/D est pesée au
gramme près, puis tamisée sur le tamis à fentes d’écartement E correspondant. Le passant à
travers chaque grille est pesé au gramme près.

38
Correspondance entre classes granulaires d/D et largeur E des grilles à fentes utilisées
Expression du coefficient d’aplatissement A
Pour une classe granulaire d/D donnée, on peut définir un coefficient d’aplatissement partiel.
avec Mgi = masse de la classe granulaire d/D,
Mei = masse passant à travers le tamis à fentes d’écartement E correspondant.
Le coefficient d’aplatissement global A s’exprime en intégrant les valeurs partielles
déterminées sur chaque classe granulaire :
Il faut que la perte de matériaux pendant le tamisage soit telle que
M0 étant la masse de l'échantillon d/D écrêté de sa fraction 0/0,4 mm.
39
ANNEXE 7 :
Surface Spécifique de Blaine
40
La surface spécifique (finesse Blaine) permet de mesurer la finesse de mouture d'un
ciment ou d’une chaux. Elle est caractérisée par la surface spécifique ou surface développée
totale de tous les grains contenus dans un gramme de ciment ou de chaux (norme NF EN 196-
6). Elle s'exprime en cm2/g. Suivant le type de ciment ou de chaux, cette valeur est
généralement comprise entre 2800 et 5000m2/g.
Objectif de l'essai
Les chaux se présentent sous forme de poudre finement divisée. Cette finesse est une
caractéristique importante: lors du gâchage, plus la surface de chaux en contact avec l'eau est
grande et plus l'hydratation est rapide et complète.
La finesse d'une chaux est généralement exprimée par sa surface massique:
C'est la surface totale des grains contenus dans une masse unité de poudre.
La surface massique est généralement exprimée en cm2 de surface des grains de ciment par
gramme de poudre. L'objectif de l'essai est d'apprécier cette surface.
Principe de l'essai
L'essai a pour but de calculer le débit d'air susceptible de passer à travers la poudre.
La surface massique de la chaux étudiée n'est pas mesurée directement, mais par comparaison
avec un ciment référence dont la surface massique est connue.
Il s'agit de faire passer un volume d'air connu au travers d'une poudre de chaux.
Toutes choses étant égales par ailleurs, plus la surface massique de cette poudre est importante
et plus le temps t mis par l'air pour traverser la poudre est long.
41
Équipement nécessaire
- Un appareil appelé «Perméabilimètre de Blaine».
- Une cellule dans laquelle est placée la chaux à tester,
- Un manomètre constitué d'un tube en verre en Forme de U rempli, jusqu'à son repère
inférieur d'une huile légère,
- La cellule est équipée d'une grille en sa partie inférieure,
- Un piston sert à tasser la chaux dans la cellule sous un volume V défini,
- Une balance précise à 0,001 g,
- Un chronomètre précis à 0,2 s près,
- Des rondelles de papier filtrent adaptées au diamètre de la cellule,
- Du mercure pour mesurer le volume V de la couche tassée,
- Un thermomètre précis à 0,1 °C près pour mesurer température de l'air.
Conduite de l'essai (Mode opératoire)
Le liant hydraulique dont on désire mesurer la surface spécifique doit être à porosité constante
(égale à 0,500).
peser à 0,01 g près, une masse m de liant telle que, compte tenu de son volume V
après tassement dans la cellule, sa porosité soit égale à 0,500 ;
Placer la grille au fond de la cellule. Appliquer sur cette grille, au moyen d'une tige à
face inférieure plane et d'une équerre, un disque neuf de papier-filtre ;
Verser le liant dans la cellule en utilisant un entonnoir ;
Donner quelques légères secousses à la cellule pour niveler la couche supérieure du
liant, puis placer sur celui-ci un autre disque neuf de papier filtre ;
Tasser avec précaution au moyen du piston en évitant la remontée de la poudre au-
dessus du papier filtre jusqu'à ce que le collier vienne buter contre le haut de la
cellule ;
Retirer le piston lentement (Il est commode de pratiquer une légère rotation
alternative) ;
Vérifier le niveau du liquide du manomètre qui doit affleurer au trait inférieur ;
Enduire de vaseline la partie ronde de la cellule et la placer sur son ajutage en lui
imprimant un léger mouvement de rotation pour répartir la vaseline; veiller au cours
de cette opération à ne pas altérer le tassement de la couche ;

42
Aspirer lentement au moyen de la poire l'air du tube jusqu'à ce que le niveau du
liquide atteigne le trait supérieur. Fermer le robinet. Mettre en marche un chronomètre
sensible au cinquième de seconde quand le niveau de liquide atteint le deuxième trait ;
L'arrêter quand le niveau de liquide atteint le troisième trait ;
Noter le temps écoulé t ainsi que la température de la pièce ;
Faire trois mesures et prendre la moyenne arithmétique des trois temps ;

43
ANNEXE 8 :
Sédimentométrie de la chaux

44
Principe de la méthode
La sédimentométrie complète l’analyse granulométrique par tamisage ; elle donne la répartition
des grains intérieurs à 0,1 mm. Cette méthode est basée sur la loi de STOKES qui donne une
relation entre la vitesse de décantation d’une particule sphérique dans un liquide et le diamètre
de cette particule. Cette relation s’écrit :
V = g ��� ��
�,� µ d2 V : vitesse de décantation de la particule (cm/s)
g : accélération de la pesanteur (cm/s2)
ρs : poids spécifique de la particule (kN/m3)
ρo : poids spécifique du liquide de la décantation (kN/m3)
µ : viscosité du liquide de décantation (poise)
d : diamètre de la particule (cm)
En réalité les particules ne sont pas sphériques. Le diamètre obtenu par la loi de Stokes est donc
un diamètre équivalent qui correspond en fait au diamètre d’une sphère constituée par le même
matériau dont la loi de décantation serait la même que celle de la particule.
L’essai consiste à mesurer, pour différents temps donnés de décantation, la densité d’une
suspension à une profondeur H. Au temps t = 0 la suspension est considérée homogène, à t
quelconque la densité de la suspension varie avec la profondeur. Les particules qui à t = 0
étaient en surface se trouvent à un instant t à la profondeur H. Elles ont décanté avec une
vitesse constante V = �
� . Leur diamètre équivalent dy est alors donné par l’expression :
dy = ��,�
µ
�
��� ��.
�
� A la profondeur H il n’existe que des particules de diamètre égal ou
inférieur à dy, les particules plus grosses décantent en effet à une vitesse plus élevée. Soit y le
pourcentage en poids de sol sec des particules de diamètre inférieur ou égal à dy. Si on appelle
P le poids total de matériau sec contenu dans la suspension et V le volume de celle-ci, la
concentration initiale (t = 0) de ces particules est donc : y. �
�
A l’instant t et à la profondeur H, les vitesses de décantation étant constantes, cette
concentration est identique. La densité δ de la suspension s’exprime par la relation :
δ. ρo = y. �
� + ρo (1 - y.
�
�
�
�� )
où y. �
� � représente le poids de sol sec des particules de diamètre inférieur ou égal à dy
contenu dans l’unité de volume de la suspension ρo (1 - y. �
�
�
�� ) représente le poids de liquide
contenu dans l’unité de volume de la suspension.
45
De cette expression on peut donc tirer la valeur de y, δ étant donné par la mesure à l’aide d’un
densimètre. y= �
� .
��.��
��� �� . (δ – 1)
Pour un instant t donné, on peut donc connaître y et dy donc nu point de la courbe
granulométrique. Il suffit d’effectuer des mesures à différents temps pour obtenir la courbe
granulométrique complète concernant les particules inférieures à 0,1 mm et supérieurs à 1µm.
En effet la sédimentométrie ne s’applique pas pour des particules plus petites.
Dans le cas d’un matériau sablo-argileux par exemple, la courbe granulométrique globale sera
donc obtenue par tamisage et par sédimentométrie.
Mode opératoire schématique
La sédimentation faisant suite à l’analyse granulométrique par voie humide, on recueille l’eau
et les fines ayant passé au tamis de 0,1 mm. Après décantation et passage à l’étuve jusqu’à
dessiccation complète, le matériau est désagrégé. On prélève ensuite 80 g de sol qui est mis à
inhibition pendant 12 à 15 heures dans une solution constituée par environ 500 cm3 d’eau
distillée additionnée d’une solution défloculante d’hexamétaphosphate de sodium (60 cm3
d’une solution à 5 %). L’ensemble est alors soumis à une agitation mécanique (10 000 à 12 000
tr/mn) pendant 3 minutes afin de séparer convenablement les grains les uns des autres.
On verse la suspension ainsi préparée dans une éprouvette de 2 litres. Le remplissage étant
complété par de l’eau distillée. A l’aide d’un agitateur manuel on agite vigoureusement la
suspension pour obtenir une concentration uniforme sur toute la hauteur de l’éprouvette.
L’agitation terminée on déclenche le chronomètre, c’est le début de la sédimentation. On
effectue ensuite à l’aide d’un densimètre les mesures à :
30 s – 1 mn – 2 mn – 5 mn – 10 mn – 20 mn – 40 mn – 80 mn – 4 h et 24 h.
Il est nécessaire de connaître les constantes du densimètre utilisé (étalonnage préalable) et
d’apporter les corrections dues à la température, au défloculant, à l’effet de ménisque lorsqu’on
plonge le densimètre dans la suspension.
Résultats de l’opération sur la chaux
Les tableaux suivants représentent les résultats de l’opération de sédimentométrie des chaux
vives et éteintes dont les courbes sont tracées dans la partie expérimentale.
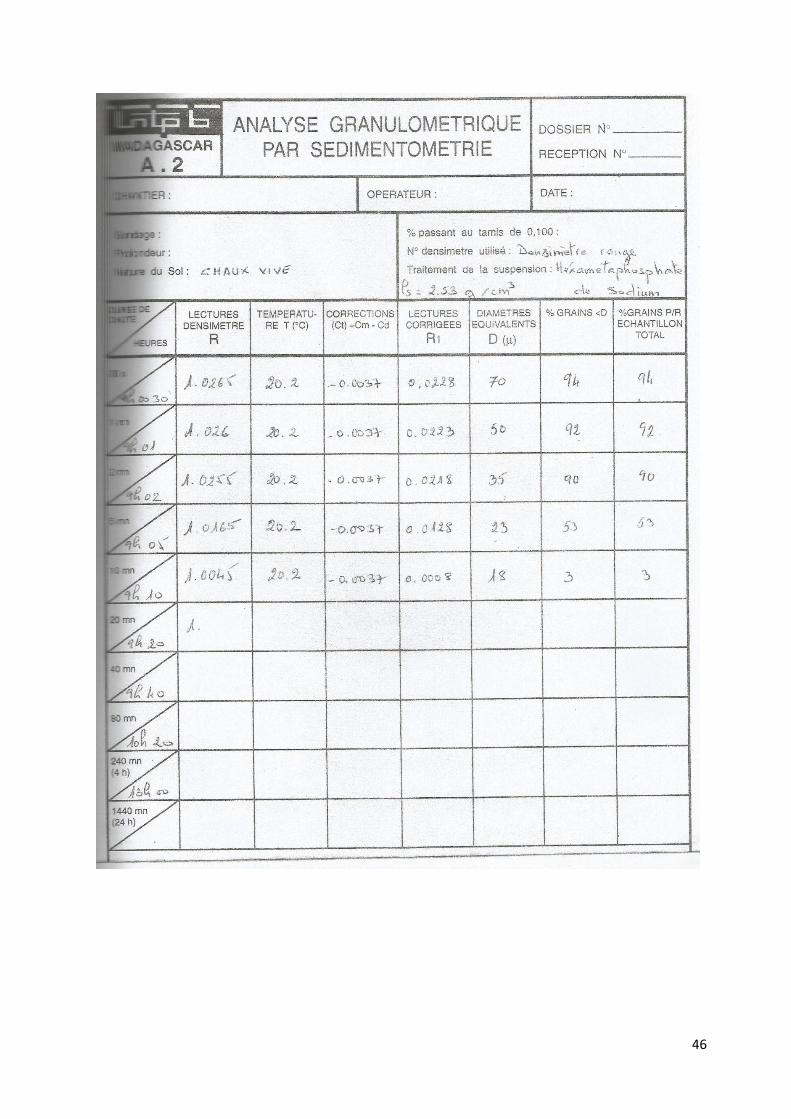
46
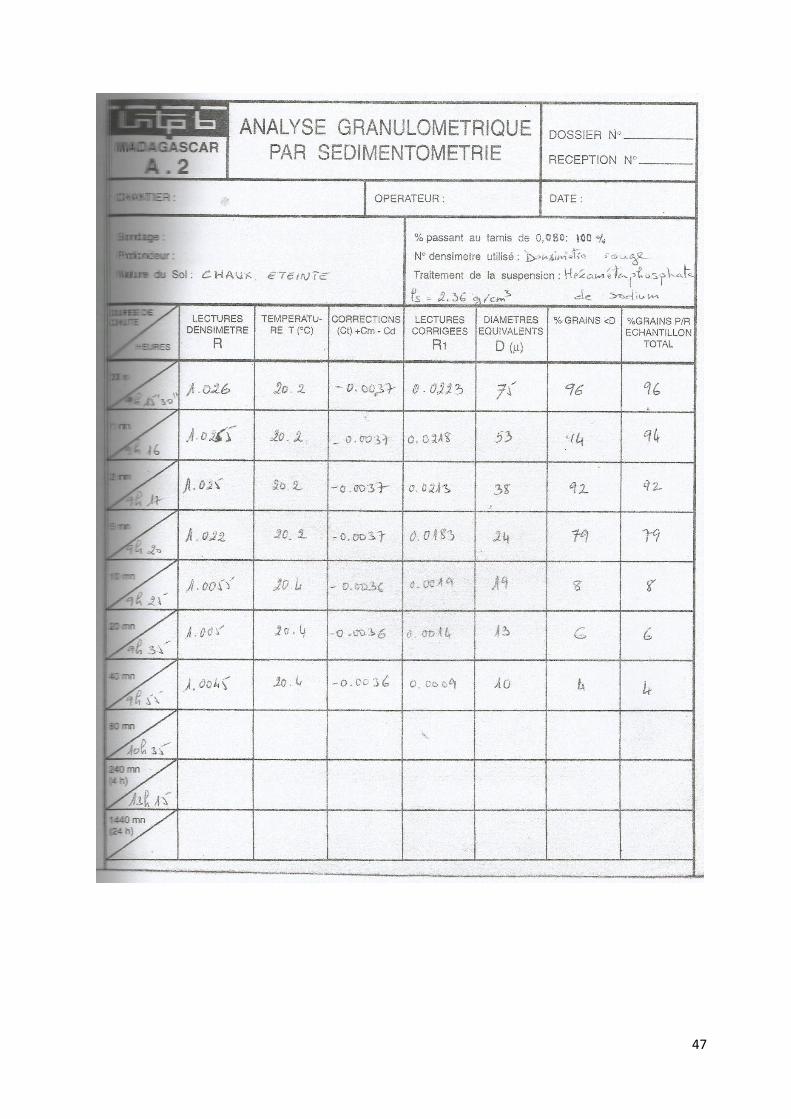
47
48
ANNEXE 9 :
Le temps de prise de la chaux
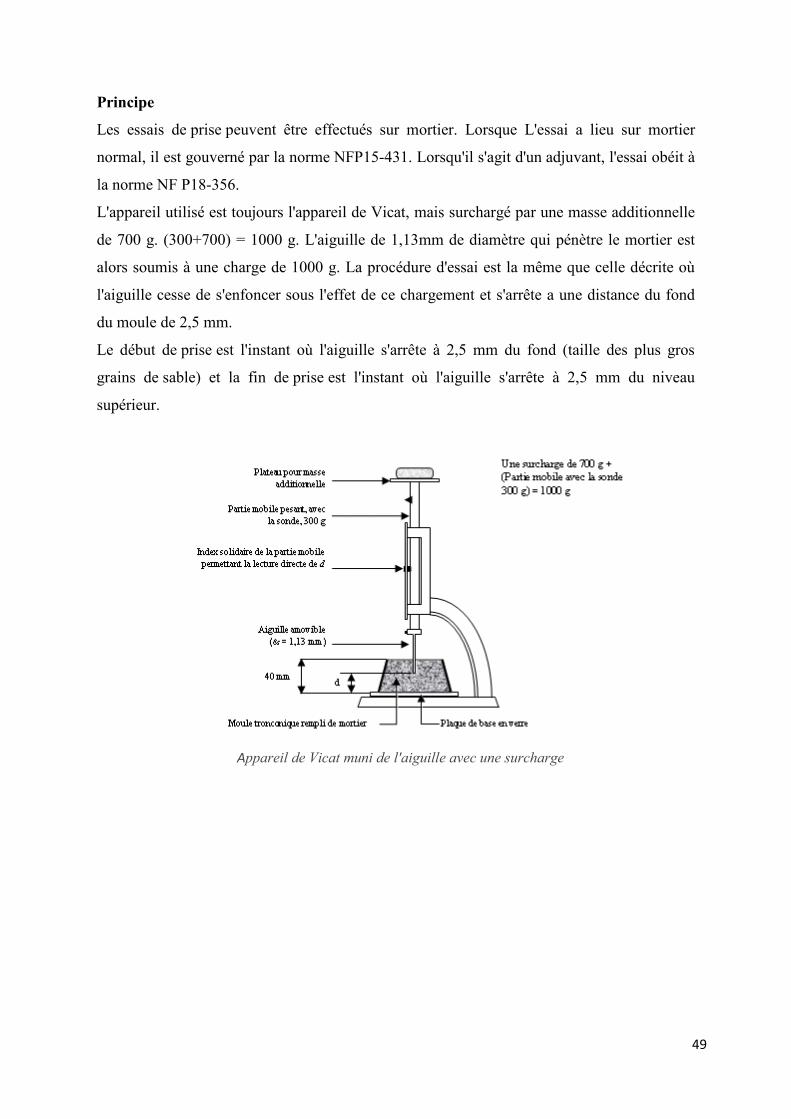
49
Principe
Les essais de prise peuvent être effectués sur mortier. Lorsque L'essai a lieu sur mortier
normal, il est gouverné par la norme NFP15-431. Lorsqu'il s'agit d'un adjuvant, l'essai obéit à
la norme NF P18-356.
L'appareil utilisé est toujours l'appareil de Vicat, mais surchargé par une masse additionnelle
de 700 g. (300+700) = 1000 g. L'aiguille de 1,13mm de diamètre qui pénètre le mortier est
alors soumis à une charge de 1000 g. La procédure d'essai est la même que celle décrite où
l'aiguille cesse de s'enfoncer sous l'effet de ce chargement et s'arrête a une distance du fond
du moule de 2,5 mm.
Le début de prise est l'instant où l'aiguille s'arrête à 2,5 mm du fond (taille des plus gros
grains de sable) et la fin de prise est l'instant où l'aiguille s'arrête à 2,5 mm du niveau
supérieur.
Appareil de Vicat muni de l'aiguille avec une surcharge
50
ANNEXE 10 :
Le mortier normal de chaux
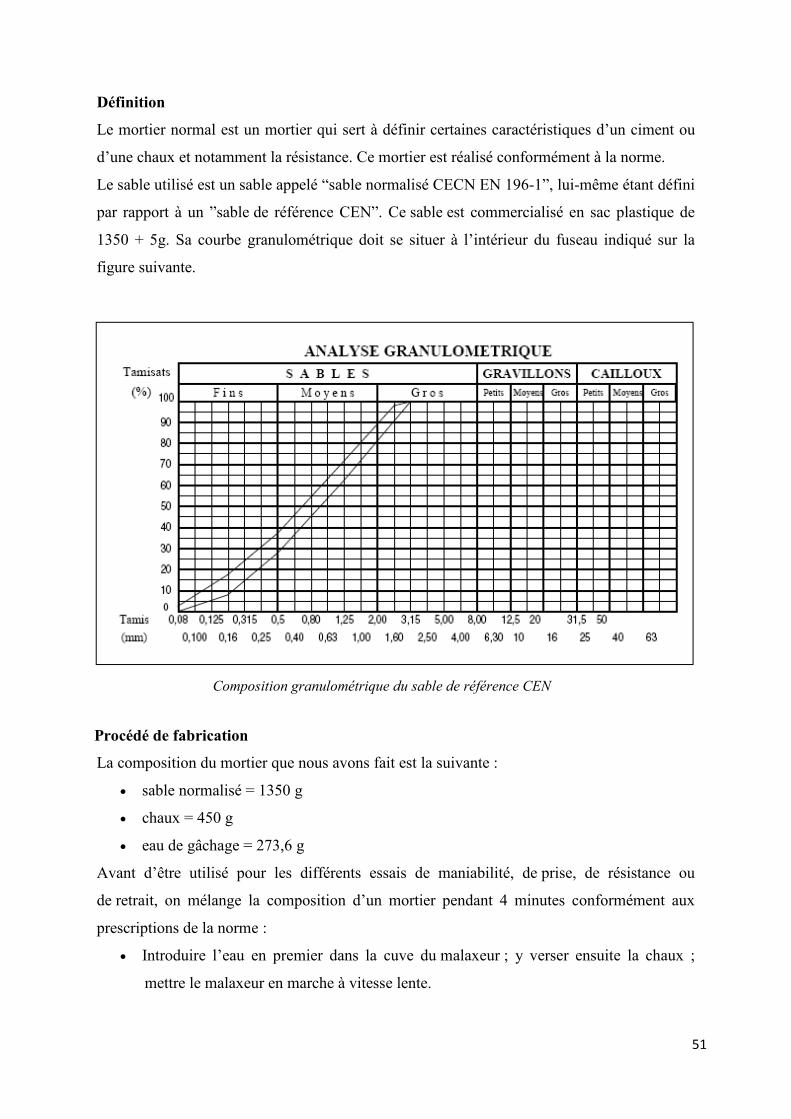
51
Définition
Le mortier normal est un mortier qui sert à définir certaines caractéristiques d’un ciment ou
d’une chaux et notamment la résistance. Ce mortier est réalisé conformément à la norme.
Le sable utilisé est un sable appelé “sable normalisé CECN EN 196-1”, lui-même étant défini
par rapport à un ”sable de référence CEN”. Ce sable est commercialisé en sac plastique de
1350 + 5g. Sa courbe granulométrique doit se situer à l’intérieur du fuseau indiqué sur la
figure suivante.
Procédé de fabrication
La composition du mortier que nous avons fait est la suivante :
sable normalisé = 1350 g
chaux = 450 g
eau de gâchage = 273,6 g
Avant d’être utilisé pour les différents essais de maniabilité, de prise, de résistance ou
de retrait, on mélange la composition d’un mortier pendant 4 minutes conformément aux
prescriptions de la norme :
Introduire l’eau en premier dans la cuve du malaxeur ; y verser ensuite la chaux ;
mettre le malaxeur en marche à vitesse lente.
Composition granulométrique du sable de référence CEN
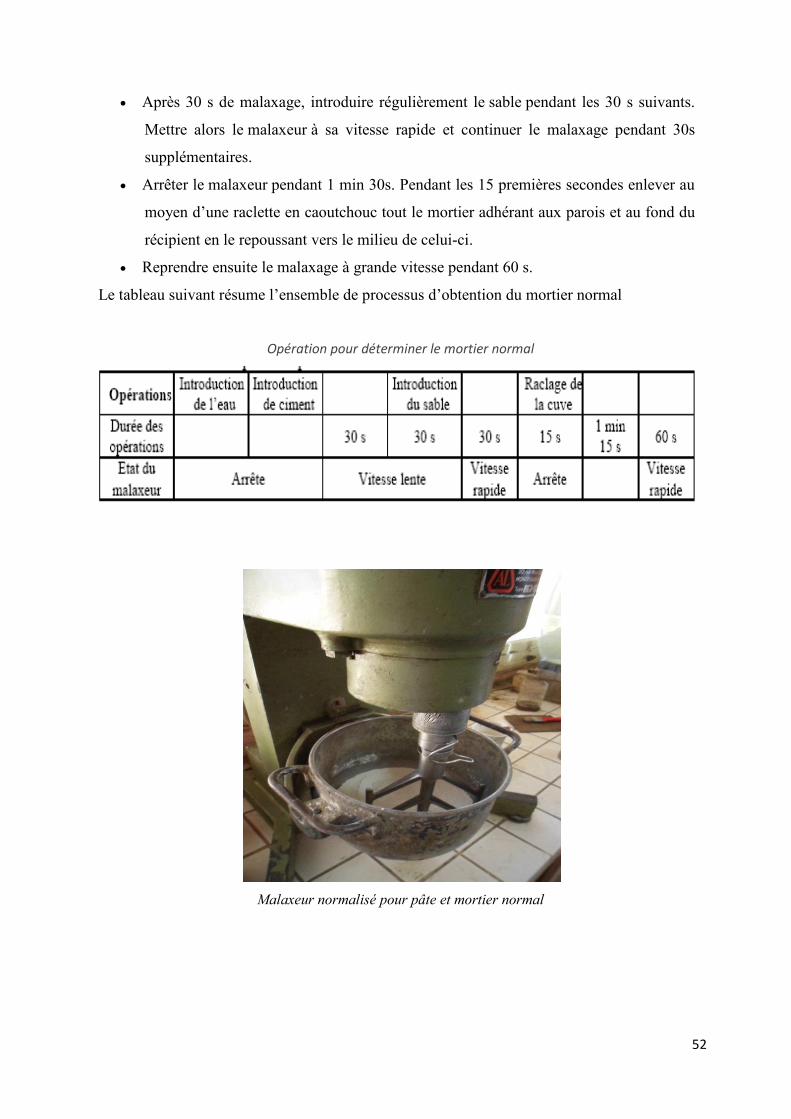
52
Après 30 s de malaxage, introduire régulièrement le sable pendant les 30 s suivants.
Mettre alors le malaxeur à sa vitesse rapide et continuer le malaxage pendant 30s
supplémentaires.
Arrêter le malaxeur pendant 1 min 30s. Pendant les 15 premières secondes enlever au
moyen d’une raclette en caoutchouc tout le mortier adhérant aux parois et au fond du
récipient en le repoussant vers le milieu de celui-ci.
Reprendre ensuite le malaxage à grande vitesse pendant 60 s.
Le tableau suivant résume l’ensemble de processus d’obtention du mortier normal
Opération pour déterminer le mortier normal
Malaxeur normalisé pour pâte et mortier normal
53
ANNEXE 11 :
Résistances à la compression et à la flexion des chaux
54
Objectif de l’essai
La résistance d’un mortier est directement dépendante du type de ciment ou de chaux donc, il
s’agit de définir les qualités de résistance d’un ciment ou d’une chaux plutôt que d’un
mortier.
Principe de l’essai
L’essai consiste à étudier les résistances à la flexion et à la compression d’éprouvettes de
mortier normal. Dans un tel mortier la seule variable est la nature de liant hydraulique; la
résistance du mortier est alors considérée comme significative de la résistance de la chaux.
Equipement nécessaire
L’ensemble est décrit de manière détaillée par la norme EN 196-1. Il est énuméré ci-dessous.
Une salle maintenue à une température de 20 °C ± 2 °C et à une humidité relative
supérieure ou égale à 50 % ;
Une chambre ou une armoire humide maintenue à une température de 20 °C ± 1 °C et
à une humidité relative supérieure à 90 % ;
Un malaxeur normalisé ;
Des moules normalisés permettant de réaliser 3 éprouvettes prismatiques de section
carrée 4cm×4cm et de longueur 16 cm (ces éprouvettes sont appelés “éprouvettes
4×4×16”) ;
Un appareil à chocs permettant d’appliquer 60 chocs aux moules en les faisant chuter
d’une hauteur de 15mm± 0,3mm à la fréquence d’une chute par seconde pendant 60 s,
Une machine d’essais de résistance à la flexion permettant d’appliquer des charges
jusqu’à 10KN avec une vitesse de mise en charge de 50 N/s ± 10N/s. La machine doit
être pourvue d’un dispositif de flexion ;
Une machine d’essais à la compression permettant d’appliquer des charges jusqu’à
150 KN (ou plus si les essais l’exigent) avec une vitesse de mise en charge de 2400
N/s ± 200 N/s. Cette machine est équipée d’un dispositif de compression.
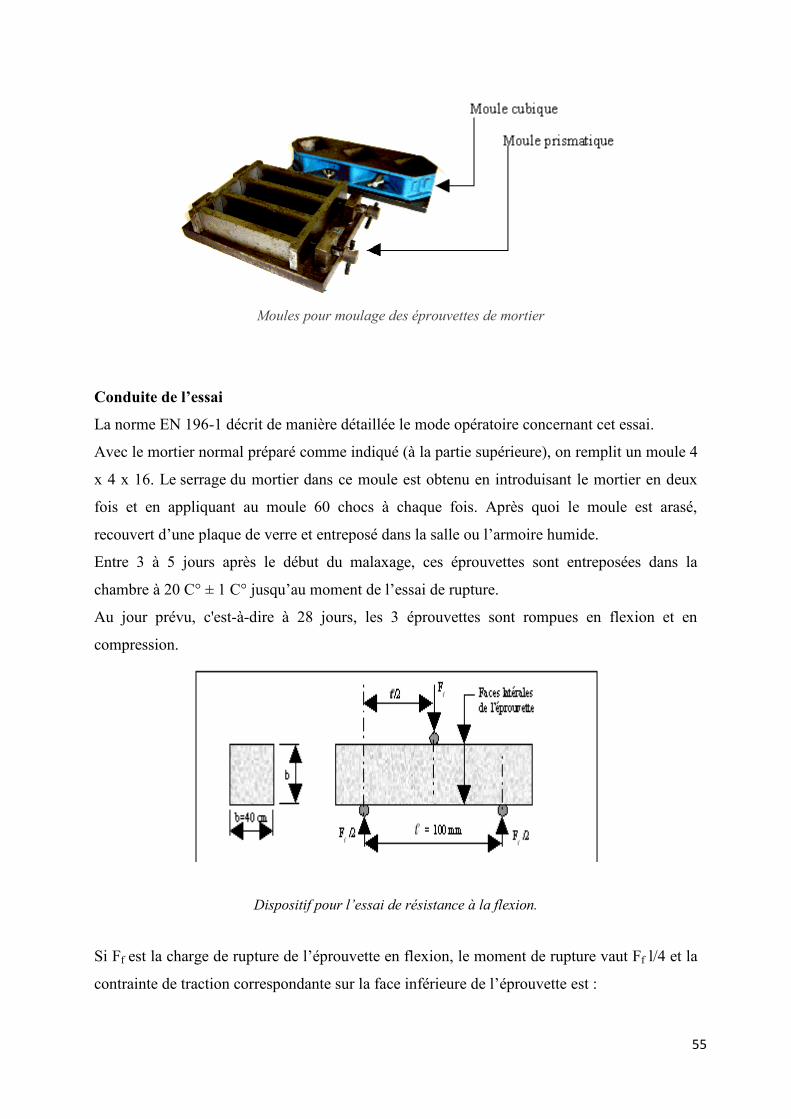
55
Moules pour moulage des éprouvettes de mortier
Conduite de l’essai
La norme EN 196-1 décrit de manière détaillée le mode opératoire concernant cet essai.
Avec le mortier normal préparé comme indiqué (à la partie supérieure), on remplit un moule 4
x 4 x 16. Le serrage du mortier dans ce moule est obtenu en introduisant le mortier en deux
fois et en appliquant au moule 60 chocs à chaque fois. Après quoi le moule est arasé,
recouvert d’une plaque de verre et entreposé dans la salle ou l’armoire humide.
Entre 3 à 5 jours après le début du malaxage, ces éprouvettes sont entreposées dans la
chambre à 20 C° ± 1 C° jusqu’au moment de l’essai de rupture.
Au jour prévu, c'est-à-dire à 28 jours, les 3 éprouvettes sont rompues en flexion et en
compression.
Dispositif pour l’essai de résistance à la flexion.
Si Ff est la charge de rupture de l’éprouvette en flexion, le moment de rupture vaut Ff l/4 et la
contrainte de traction correspondante sur la face inférieure de l’éprouvette est :
56
Cette contrainte est appelé la résistance à la flexion. Compte tenu des dimensions b et l (mm),
Si Ff est exprimée en newtons (N), cette résistance exprimée en méga pascals (MPa) vaut :
Rf (MPa) = 0,00234 Ff (N)
Les demis-prismes de l’éprouvette, obtenus après rupture en flexion seront rompus en
compression comme indiqué sur la figure. Si FC est la charge de rupture, la contrainte de
rupture vaudra :
Cette contrainte est appelée résistance à la compression et, si FC est exprimée en newton, cette
résistance exprimée en mégapascals vaut :
57
Table des matières
INTRODUCTION GENERALE ............................................................................................ 1
PARTIE 01 : ETUDES BIBLIOGRAPHIQUES
Chapitre 01 : LE CALCAIRE ................................................................................................ 4
I.1. Généralités sur le calcaire ......................................................................................... 4
I.1.1. Formation des roches carbonatées ............................................................................... 4
I.1.2. Caractéristiques .............................................................................................................. 8
I.1.3. Classification des roches calcaires .............................................................................. 9
I.2. Quelques types de calcaires ..................................................................................... 13
I.3- Utilisations des calcaires .......................................................................................... 17
I.3.1. Carrières de calcaire .................................................................................................... 17
I.3.2. Les domaines d’utilisation des calcaires .................................................................. 19
I.3.3. La pierre à bâtir calcaire ............................................................................................. 21
I.3.4. Granulats calcaires....................................................................................................... 22
Chapitre 02 : LES GRANULATS ........................................................................................ 23
II.1. Différents types de granulats…………………………………………………..23
II.2. Production et élaboration des granulats .............................................................. 25
II.3. Usages des granulats .............................................................................................. 32
II.4. Analyse granulométrique ...................................................................................... 33
II.5. Classification des granulats .................................................................................... 34
II.6. Caractéristiques principales des granulats ........................................................... 35
II.6.1. Caractéristiques physiques ......................................................................................... 36
II.6.2. Caractéristiques mécaniques ...................................................................................... 43
Chapitre 03 : LA CHAUX .................................................................................................... 46
III.1. Généralités ............................................................................................................. 46
III.1.1. Définition ................................................................................................................... 46
III.1.2. Histoire ....................................................................................................................... 46
III.1.3. Les différents types de chaux .................................................................................. 47
III.2. Fabrication de la chaux ......................................................................................... 50
III.2.1. Matières premières ................................................................................................... 51
III.2.2. Processus de fabrication ........................................................................................... 51
III.2.2.1. Concassage, criblage et calibrage ............................................................... 51
58
III.2.2.2. Cuisson ou calcination ................................................................................ 51
III.2.2.3. Extinction ou hydratation ........................................................................... 54
III.2.3. Carbonatation de la chaux ....................................................................................... 57
III.2.3.1. Carbonatation de la chaux aérienne .......................................................... 57
III.2.3.2. Carbonatation de la chaux hydraulique .................................................... 58
III.3. Utilisations de la chaux ......................................................................................... 59
III.3.1. La chaux dans la construction et les travaux publics ........................................... 59
III.3.1.1. Mortier de chaux ....................................................................................... 60
III.3.1.2. Peinture à la chaux .................................................................................... 63
III.3.1.3. Matériaux de construction ........................................................................ 65
III.3.2. La chaux dans l’agriculture ..................................................................................... 65
III.3.3. Dans la sidérurgie et le traitement des métaux non ferreux ................................ 66
III.3.4. En chimie et dans le traitement des eaux ............................................................... 67
III.3.5. Autres utilisations ..................................................................................................... 68
PARTIE 02 : ETUDES EXPERIMENTALES
Chapitre 04 : TRAVAUX SUR TERRAIN ...................................................................... 70
IV.1. Présentation de la zone d’étude ............................................................................ 70
IV.2. L’exploitation du calcaire ..................................................................................... 72
IV.2.1. Fabrication des matériaux de construction ............................................................. 73
IV.2.1.1. Les blocages .............................................................................................. 73
IV.2.1.2. Les moellons ............................................................................................. 74
IV.2.1.3. Les granulats calcaires .............................................................................. 75
IV.2.1.4. Les exploitants .......................................................................................... 77
IV.2.2. Production de chaux .................................................................................................. 79
IV.2.2.1. Production de chaux vive .......................................................................... 80
IV.2.2.2. La chaux éteinte ........................................................................................ 84
IV.2.2.3. Les fours à chaux de Belobaka ................................................................. 87
Chapitre 05 : CARACTERISATION DES MATIERES PREMIERES ET
DES PRODUITS ................................................................................................................. 90
V.1. Caractéristiques du calcaire ................................................................................... 90
V.1.1. Composition chimique élémentaire .......................................................................... 90
V.1.2. Pureté du calcaire ........................................................................................................ 91
59
V.2. Caractéristiques des matériaux de construction .................................................. 92
V.2.1. Les Moellons ............................................................................................................... 92
IV.2.1.1. Dimension ................................................................................................. 92
IV.2.1.2. Résistances mécaniques ............................................................................ 92
V.2.2. Les granulats calcaires ............................................................................................... 96
IV.2.2.1. Quelques propriétés physiques ................................................................. 97
IV.2.2.2. Propriétés mécaniques ............................................................................ 101
IV.2.2.3. Analyse granulométrique ........................................................................ 103
IV.2.2.4. Coefficient d’aplatissement .................................................................... 106
V.3. Caractéristiques des chaux ................................................................................... 108
V.3.1. Composition chimique ............................................................................................. 108
IV.3.1.1. Composition chimique de la chaux vive ................................................. 108
IV.3.1.2. Composition chimique de la chaux éteinte ............................................. 109
V.3.2. Propriétés physiques ................................................................................................. 110
IV.3.2.1. Masse volumique apparente ................................................................... 110
IV.3.2.2. Masse volumique absolue. ...................................................................... 111
IV.3.2.3. La finesse ................................................................................................ 111
IV.3.2.4. Granularité .............................................................................................. 112
IV.3.2.5. Temps de prise ........................................................................................ 113
V.3.3. Propriétés mécaniques .............................................................................................. 116
IV.3.3.1. Le mortier normal de chaux .................................................................... 116
IV.3.3.2. Résistance à la flexion à 28 jours ........................................................... 117
IV.3.3.3. Résistance à la compression à 28 jours ................................................... 118
Chapitre 06 : ASPECT SOCIO-ECONOMIQUE ET ENVIRONNEMENTAL ........ 120
VI.1. Aspect socio-économique .................................................................................... 120
VI.1.1. Situation générale de la population ....................................................................... 120
VI.1.2. Les exploitants du calcaire ..................................................................................... 120
VI.1.2.1. Les carriers ............................................................................................... 120
VI.1.2.2. Les producteurs de chaux ......................................................................... 121
VI.1.3. Le marché de la chaux ............................................................................................ 121
VI.1.3.1. La clientèle ............................................................................................... 121
VI.1.3.2. Quelques problèmes de la production de chaux ....................................... 122
VI.2. Aspect environnemental ...................................................................................... 122
VI.2.1. Exploitation de la carrière ...................................................................................... 123
60
VI.2.1.1. Nuisances dues aux extractions sur la carrière ......................................... 123
VI.2.1.2. Nuisances dues à la fabrication de granulats ............................................ 123
VI.2.2. Fabrication de chaux ............................................................................................... 124
VI.2.2.1. Santé publique et paysage ........................................................................ 124
VI.2.2.2. Combustibles ............................................................................................ 124
CONCLUSION GENERALE ............................................................................................. 126
BIBLIOGRAPHIE ............................................................................................................... 131

Auteur : MOUSTAFA Mananjara Houmadi
Nombre de pages : 130
Nombre de figures : 17
Nombre de tableaux : 23
Nombre de photos : 61
Titre :
ETUDE DE L’EXPLOITATION ARTISANALE DE CALCAIRE DANS LA REGION
DE MAHAJANGA : PRODUCTION DE MATERIAUX DE CONSTRUCTION ET DE
CHAUX
RESUME
L’étude de l’exploitation artisanale de calcaire dans la région de Mahajanga, notamment
dans la commune rurale de Belobaka, a été assurée par des travaux sur terrain et des essais de
caractérisation en laboratoire. Cette exploitation de calcaire qui est la principale source de
revenu des habitants de la commune, se résume en production de blocages, de moellons, de
granulats et de chaux qui est la plus pratiquée. L’étude de ces matériaux en laboratoire a
aboutit à la détermination de leurs propriétés physiques, chimiques et mécaniques. Les
résultats obtenus ont montré que les matériaux de Belobaka sont assez bons et bien adaptés
aux domaines dans lesquels ils sont employés. Toutefois, quelques problèmes liés à cette
exploitation sont à résoudre pour une amélioration des produits et du rendement.
Mots clés : Belobaka, Calcaire, Matériaux, Moellons, Granulats, Chaux, Propriétés.
Abstract
The study of artisanal mining of limestone in the Mahajanga region, particularly in the rural
town of Belobaka was provided by fieldworks and laboratory characterization tests. This
limestone mining is the main source of income for residents of the town is summarized in
producing blocks, rubble, aggregates and lime which is the most practiced. The study of these
materials in the laboratory has led to the determination of their physical, chemical and
mechanical properties. The results showed that the materials Belobaka are pretty good and
well adapted to areas in which they are employed. However, some problems associated with
this operation are to be addressed to improve products and performance.
Keywords: Belobaka, Limestone, Materials, Rubble, Aggregates, Lime, Properties.
Rapporteur: Professeur RANAIVONIARIVO Velomanantsoa Gabriely
Adresse de l’auteur: E mail: [email protected] Tel : 032 04 291 40