Embed Size (px)
Citation preview

www.laclusienne.com
LACLUSIENNE C L U F I X
Revêtementset protections anticorrosion

Revêtements &protections anticorrosion
Toute approche fondamentale de la corrosion doit tenir compte des propriétés du métal, del’environnement, et de l’interface métal - environnement.
Métal : composition, structure, hétérogénéités, contraintes...Environnement : composition chimique, impuretés, température, conditions hydrodynamiquesInterface : cinétiques de réactions, nature et répartition des produits de corrosion, vitessesd’établissement et de destruction de fi lms...
Les mécanismes de corrosion sont donc complexes et leur compréhension fait appel à plusieursdisciplines allant de la physique à la bactériologie. Cependant, de nombreux cas peuvent êtrerésolus par simple application de concepts relativement simples, en tenant compte des incidences de la solution appliquée sur toutes les autres caractéristiques de la pièce ou de l’installation. La bonne solution d’un problème de corrosion n’est en général pas le remède le plus performant du point de vue de l’anticorrosion, mais le meilleur compromis entre le comportement de la pièce vis à vis de son environnement, et toutes ses autres performances, dans un contexte technico-économique donné.
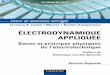
Modes d'applicationProcédé électrolytiqueSon but est d'apporter une propriété superfi cielle particulière qui peut être un aspect décoratif, une protectioncontre la corrosion, ou d'une façon générale, des propriétés physiques ou mécaniques différentes de celles du substrat (dureté, frottement, conductivité, adhérence de produits organiques, couches barrière...).Le métal d'apport initialement sous forme ionique dans un bain, est soumis à une réaction électrochimique de réduction qui le porte à l'état métallique. Cette réaction est provoquée à la surface de la pièce à revêtir par un apport d'électrons assuré par un circuit extérieur.L'opération se déroule dans une cellule d'électrolyse constituée des éléments suivants :- une cuve contenant le bain d'électrolyse,- les électrodes immergées dans le bain.
- La cathode polarisée négativement constituée de la pièce à revêtir, siège de la réaction de réduction conduisant au dépôt. Cette électrode peut également être le siège d'autresréactions de réduction dont l'électrolyse de l'eau avec dégagement d'hydrogène, qui peut être une source de fragilisation de certains substrats.
- L'anode, siège d'une ou de réaction(s) d'oxydation. Elle peut être soluble ou insoluble.Lorsqu'elle est soluble, elle est constituée du métal à déposer et est soumise à la réaction inverse de celle qui se produit à la cathode. Lorsqu'elle est insoluble, la composition du bain varie de façon continue au cours de l'électrolyse.
- le circuit électrique constitué de conducteurs alimentant les électrodes reliées à un générateur de courant.

La cellule d'électrolyse présentée convient aux pièces de moyennes et grandes dimensions. Les petites pièces sont traitées en vrac dans un appareil appelé "tonneau". Par ailleurs, d'autres dispositifs sont utilisés pour des applications particulières (dépôt sélectifs et dépôts hors cuves). Certaines installations conçues pour des applications spécifi ques, s'apparentent davantage à une machine-outil qu'à la cuve d'électrolyse.
Ampèremètre
Thermostat et indicateur de température
Élément chauffant
Cathode (pièce à revêtir) -
Voltmètre
Filtre
Pompe
Anode (métal à déposer) +
Agitation par air
Passivation Cr3 (protection barrière) Revêtement Zn (protection sacrifi cielle) Substrat Acier
Zinc électrolytique sur acier1. Dégraissage chimique2. Rinçage3. Dégraissage électrolytique4. Rinçage5. Décapage6. Rinçage7. Dégraissage électrolytique8. Rinçage
9. Zingage électrolytique10. Rinçage11. Dépassivation12. Rinçage13. Passivation14. Rinçage15. Souffl age16. Étuvage
Les différents traitements électrolytiques proposés par LA CLUSIENNE-CLUFIX sont disponibles dans le tableau en dernière page de ce document.
Afi n d'obtenir une tenue à la corrosion supérieure, il est nécessaire d'effectuer un traitement de conversion après revêtement. Ce traitement appelé passivation est réalisé dans des bains à base de chrome trivalent (Cr3).La passivation crée une protection barrière de la couche de zinc (voir chapitre "Principes de protection")Il est nécessaire de préparer soigneusement les surfaces à traiter et de procéder à des traitements de conversion après électrolyse. Les gammes de traitement sont donc des procédures complexes dontl'électrolyse n'est qu'une étape. Exemple de gamme de zingage électrolytique :
© M
arqu
et
Tonneau + Cathode

Modes d'application
L’utilisation de lamelles de zinc et non de poussière, ni poudre de zinc dans la formulation de ce matériau est primordiale, car la présence de lamelles permet d’obtenir un revêtement extrêmement dense. Leur structuration parallèlement à la surface du substrat lors du séchage et de la cuisson améliore sensiblementla protection offerte par le revêtement. Les lamelles peuvent être liées par une matrice organique ou inorganique en fonction des matériaux spécifi ques utilisés. Hautement conducteurs, ces revêtements offrent une protection cathodique sacrifi cielle pour l’acier. Ils sont souvent doublés d’une couche de fi nition renforçant la tenue à la corrosion ainsi que l’effet barrière, auquel cas le revêtement fi nalement obtenu peut ne plus être conducteur. En termes de performances, les revêtements à base de lamelles de zinc présentent les avantages suivants :- Excellente résistance à la corrosion atmosphérique. - Réduction de l’effet de «rouille blanche» (des produits de corrosion du zinc) ou d’autres produits de
corrosion. - Tenue au brouillard salin supérieure à celle de nombreux autres revêtements de surface issus de
procédés conventionnels, tels que : électro zingage ou shérardisation. - Protection contre de nombreux produits chimiques "doux" et solvants, tels que liquides de frein et
carburant, etc. - Pas de fragilisation par hydrogène car application non électrolytique. - Généralement hautement conducteurs. - La protection galvanique du revêtement enrichi en zinc permet une réduction satisfaisante de la
corrosion bimétallique au contact avec l’acier, l’aluminium, le zinc et le cadmium dans la plupart des situations.
- Permettent de revêtir les pièces de forme complexe, avec évidements et orifi ces, d’une couche de matériau optimale.
- Avec une épaisseur réduite, permettent d’atteindre des tenues à la corrosion équivalente à celles de revêtements conventionnels en couches plus épaisses.
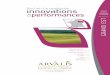
Procédé lamellaireLes revêtements de type zinc lamellaire ont été élaboré pour offrir une résistance accrue à la corrosionpar rapport aux revêtements électro zingués conventionnels, ainsi que d’autres avantages pour lafabrication des petits composants, et notamment, les pièces de fi xation. Ce type de revêtement, très répandu dans l’industrie automobile, permet également par sa compositionet ses caractéristiques de maîtriser les coeffi cients de frottement lorsqu’une maîtrise répétable desserrages mécaniques est nécessaire (dans le cas de montages automatisés pour les grandes séries).Ce type de revêtement se compose principalement de lamelles de zinc, combinées avec des lamelles d’aluminium dans certains cas.
Superposition de lamellesde zinc et d'aluminium
Matière support

Le procédé de zinc lamellaire au tonneau (le plus courant) se décompose en 4 phases :1) Phase de préparation visant à supprimer tout dépôt de salissure, de lubrifi ants et d’oxydation des
pièces à traiter : cette phase se décompose en une étape de dégraissage alcalin + séchage suivie d’un décapage mécanique type grenaillage ou chimique type phosphatation ;
2) Phase de trempage-centrifugation : les composants placés dans des paniers cylindriques sont trempés dans une préparation de bain de zinc lamellaire liquide. Les paniers subissent ensuite une centrifugation qui permet de répartir le revêtement sur la totalité de la surface des pièces. Les paniers sont ensuite inclinés et brassés pour vider les corps creux et à nouveau centrifugés ;
3) Phase de séchage : les pièces sont déversées sur un tapis dans une enceinte de séchage ;4) Phase de cuisson : dans la continuité du séchage, les pièces traversent le four de cuisson.Les phases 2 à 4 sont ensuite répétées autant de fois qu’il y a de couches de traitement déposées. Deux couches de traitement pour un revêtement dit de Grade A ; trois couches de traitement pour un revêtementdit de Grade B. La taille maximale admissible des composants pour le procédé au tonneau peut atteindre environ 150 mm x 20 mm de diamètre pour un poids d’environ 0,5 kg.
Pour les dimensions et poids supérieurs, le procédé au tonneau n’est plus adapté et le procédé dit àl’attache est utilisé. Les composants sont placés sur des montages. Les montages sont trempés dans un bain de zinc lamellaire liquide. Ensuite, les pièces ainsi revêtues subissent un égoutté-centrifugévisant à éliminer toute surépaisseur liquide. La taille maximale admissible des composants peut atteindre1100 x 500 mm pour un poids de 30 kg.
La maîtrise des coeffi cients de frottement des revêtements de zinc lamellaire est garantie :- soit par les qualité intrinsèques des couches déposées seules, on parle alors de zincs lamellaires
lubrifi és dans la masse ;- soit par l’ajout sur les couches de zinc lamellaires d’une fi nition supplémentaire encore appelée
fi lmogène ou topcoat pour garantir la maîtrise du coeffi cient de frottement.Les coeffi cients de frottement des zincs lamellaires proposés par LA CLUSIENNE-CLUFIX sont disponiblesdans le tableau à la dernière page de ce document. Les pièces communément revêtues de zinc lamellaire sont les suivantes :- Pièces de fi xation fi letées, en particulier celles de classes de résistance 10.9 et 12.9. - Pièces embouties, ressorts, attaches pour l’industrie automobile, l’électroménager et le bâtiment. - Acier haute résistance (≥ 1000 N/mm2 en particulier) et les pièces cémentées, pour une protection
de surface sans risque de fragilisation par hydrogène. - Composants en acier fritté, acier moulé et fonte. - Pièces de forme complexe, avec orifi ces et évidements. - Raccords à vissages multiples, ex. pièces de verrouillage et raccords de fl exibles.
Il existe un troisième procédé de dépose appelé pulvérisation. Les composants (disques de frein, etc.) sont placés sur des montages avant d’être traités par pulvérisation. Ce traitement leur confère uneprotection accrue contre la corrosion et un fi ni plus esthétique.
TrempageCentrifugation
Séchage Cuisson Refroidissement
Sortie
Les différents traitements lamellaires proposés par LA CLUSIENNE-CLUFIX sont disponibles dans le tableau en dernière page de ce document.

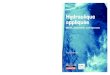
Le potentiel pris par un métal au contact d'une solution, dépend à la fois du métal et de la solution. Deux métaux ou deux alliages différents au contact avec le même milieu prennent en général deux potentiels différents. Si ces deux métaux sont reliés électriquement, leur différence de potentiel donne naissance à des réactions électrochimiques et à la circulation d'un courant électrique.Le métal le plus négatif (le moins noble) se trouve donc polarisé positivement et le métal le plus positif est polarisé négativement. Dans la très grande majorité des cas, cette confi guration correspond à une augmentation de la vitesse de corrosion du métal le plus corrodable (le plus négatif), et à une diminution de la vitesse de corrosion du métal le moins corrodable (le plus positif). La gravité de la corrosion du métal le moins noble dépend de plusieurs facteurs :- La différence de potentiel entre les deux métaux : plus cette valeur est importante, plus la force
électromotrice du phénomène est grande. Les valeurs à considérer correspondent aux potentiels des métaux et alliages qui constituent le couple par rapport au milieu considéré. Ces potentiels sont des grandeurs expérimentales et doivent être distinguées des potentiels standards des tablesthermodynamiques. Les potentiels expérimentaux sont fortement infl uencés par les paramètres tels que la température, l'agitation et l'aération. Par ailleurs, certains métaux peuvent prendre deuxpotentiels différents vis à vis du même milieu suivant qu'ils sont actifs ou passifs (cas des aciers inoxydables en contact avec l'eau de mer, par exemple). Ces considérations montrent qu'il peut être diffi cile de prévoir des tendances sans avoir recours à l'expérimentation, de nombreux paramètresétant susceptibles d'inverser les polarités de certains couples galvaniques. Le tableau ci-contrecontient les couples galvaniques des principaux métaux.
Corrosion galvanique
- Le rapport des surfaces des deux métaux : le cas le plus défavorable est celui d'une grande surface cathodique (matériau le plus positif) électriquement reliée à une petite surface anodique (métal le plus négatif). La vitesse de corrosion du métal le plus négatif peut être multipliée par 100 voire par 1000. Un assemblage constitué par des plaques de fer fi xées par des rivets en cuivre est beaucoup plus résistant à la corrosion que la confi guration inverse (plaques de cuivre et rivets de fer).
- La conductivité du milieu corrosif conditionne la localisation des dégradations. La corrosion galvaniquepeut se produire dans des milieux très résistants, mais elle est dans ce cas localisée aux zones de contact entre les deux métaux. Inversement l'attaque est moins localisée en milieu conducteur.
- La résistance à la corrosion du métal le plus noble indépendamment de son potentiel, infl ue de façon considérable sur le comportement du couple bimétallique. Si le métal le plus noble se corrode, sesproduits de corrosion risquent, par déplacement, d'accélérer la corrosion du métal le plus corrodable. Par exemple, les produits de corrosion du cuivre peuvent corroder l'aluminium. Il en résulte que le couplecuivre-aluminium qui présente une plus faible différence de potentiel que le couple or-aluminiumest pourtant plus dangereux, l'or, incorrodable, ne présentant pas ce risque.
Quelques moyens de lutte contre cette corrosion : choisir des couples métalliques dont les éléments sont le plus proche possible dans le tableau ci-contre, éviter un rapport de surface défavorable, éviter, dans la mesure du possible, le contact direct de deux matériaux différents (à l'aide d'un joint, d'un isolant, d'un revêtement....), etc.
Corrosion galvanique del'aluminium par rapport au cuivre
Rivet
Cuivre (Cathode +)
Aluminium (Anode -)
Exemple de corrosion galvanique pour un assemblage de tôles aluminium et cuivre par un rivet sansisolation. Le potentiel de dissolution de l'aluminium étant inférieur à celui du cuivre, il y a corrosion.

Mét
al c
oupl
é ca
thod
ique
(p
lus
nobl
e)pr
otég
é -
Mét
al c
onsi
déré
anod
ique
(moi
nsno
ble)
cor
rodé
+
Platine
Or
Acier inoxydable 18-9
Argent
Mercure
Nickel
Alliage CuZn23Ni22
Cuivre
Cupro-alu Cu Al10
CuZn laiton CuZn39Pb
CuSn12 bronze
Étain
Plomb
Fe Ni25
Aluminium cuivre AlCu4Mg
Fonte
Acier au carbone
Alliage léger de décolletage
Alliage léger de fonderie
Aluminium A5
Acier au carbone pour tth XC80
Alliage Al Mg
Cadmium
Fer pur
Alliage AlMgSi
Chrome
Alliage Al Zn Mg
Métal blanc Sn Zn
Zinc
Maganèse
Magnésium
Pla
tine
0
Or
130
0
Aci
er in
oxyd
able
18-
925
012
00
Arg
ent
350
220
100
0
Mer
cure
350
220
100
00
Nic
kel
430
300
180
8080
0
Alli
age
CuZ
nNi
450
320
200
100
100
200
Cui
vre
570
440
320
220
220
140
120
0
Cup
ro-a
lu60
047
035
025
025
017
015
030
0
CuZ
n la
iton
650
520
400
300
300
220
200
8050
0
CuS
n br
onze
770
640
520
420
420
340
320
200
170
120
0
Éta
in80
067
055
045
045
037
035
023
020
015
030
0
Plo
mb
840
710
590
490
490
410
390
270
240
190
7040
0
Fe N
i25
930
800
680
580
580
500
480
360
330
280
160
130
900
Alu
min
ium
cui
vre
940
810
690
590
590
510
490
370
340
290
170
140
100
100
Font
e95
082
070
060
060
052
050
038
035
030
018
015
011
020
100
Aci
er a
u ca
rbon
e10
0087
075
065
065
057
055
043
040
035
023
020
016
070
6050
0
Allia
ge lé
ger d
e dé
colle
tage
1000
870
750
650
650
570
550
480
400
350
230
200
160
7060
500
0
Alli
age
lége
r de
fond
erie
1065
935
815
715
715
635
615
495
465
415
295
265
225
135
125
115
6565
0
Alu
min
ium
1090
960
840
740
740
660
640
520
490
440
320
290
250
160
150
140
9090
250
Aci
er a
u ca
rbon
e po
ur tt
h10
9596
584
574
574
566
564
552
549
544
532
529
525
516
515
514
595
9530
50
Alli
age
Al M
g11
0097
085
075
075
067
065
053
050
045
033
030
026
017
016
015
010
010
035
105
0
Cad
miu
m11
0097
085
075
075
067
065
053
050
045
033
030
026
017
016
015
010
010
035
105
00
Fer p
ur11
0597
585
575
575
567
565
553
550
545
533
530
526
517
516
515
510
510
540
1510
55
0
Alli
age
AlM
gSi
1105
975
855
755
755
675
655
535
505
455
335
305
265
175
165
155
105
105
4015
105
50
0
Chr
ome
1200
1070
950
850
850
770
750
630
600
550
430
400
360
270
260
250
200
200
135
110
105
100
100
9595
0
Alli
age
Al Z
n M
g12
7510
9597
587
587
579
577
565
562
557
545
542
538
529
528
527
522
522
516
011
513
012
512
512
012
025
0
Mét
al b
lanc
Sn
Zn13
6012
3011
1010
1010
1093
091
079
076
071
050
056
052
043
042
041
036
036
029
527
026
526
026
025
525
516
013
50
Zinc
1400
1270
1150
1050
1050
970
950
830
800
750
630
600
560
470
460
450
400
400
335
310
305
300
300
295
295
200
175
400
Mag
anès
e14
7013
4012
2011
2011
2010
4010
2090
087
082
070
067
063
054
053
052
047
047
040
538
037
537
037
036
536
527
024
511
070
0
Mag
nési
um19
5018
7017
0016
0016
0015
2015
0013
8013
5013
0011
8011
5011
1010
2010
1010
0095
095
088
586
085
585
085
084
584
575
072
559
055
048
00
unité
: m
V
En d
esso
us d
e la
lign
e ro
uge,
le m
étal
en
ordo
nnée
est
atta
qué
:-
le m
étal
cou
plé
ne s
ubit
pas
de c
orro
sion
gal
vani
que
et b
énéfi
cie
au
cont
raire
d'u
n ef
fet d
e pr
otec
tion
- l'e
ffet g
alva
niqu
e es
t infl
uen
cé p
ar le
rap
port
des
deux
sur
face
s de
s de
ux m
étau
x en
con
tact
- s
i la
surfa
ce d
u m
étal
con
sidé
ré e
st la
plu
s pe
tite,
sa
corr
osio
n au
gmen
te e
t inv
erse
men
t

En pratique, la performance d’un traitement de surface est exprimée par rapport à sa tenue à la corrosion.Cette tenue est exprimée en heures d’exposition selon des tests normalisés dits "tests au brouillard salin".Le test brouillard salin (dit test BS) correspond à une exposition des pièces avec traitement de surface dans une enceinte BS ou règne une atmosphère saline agressive contrôlée.La résistance à la corrosion s’exprime en nombre d’heures sans apparition de rouille blanche puis de rouille rouge.
Mesure de la performance des revêtements
Rouille blanche (RB) :La rouille blanche correspond à la corrosion de la couche de zinc.
Rouille rouge (RR) :La rouille rouge correspond à la corrosion de l’acier, c'est-à-dire lorsque le revêtement ne protège plus suffi samment l'acier.
Finition optionnelle (zingages électrolytiques ou lamellaires)
Passivation (zingages électrolytiques) Revêtement Zn (protection sacrifi cielle) Substrat Acier Rouille Blanche (corrosion du zinc) Rouille Rouge (corrosion de l'acier)
Principes de protectionSacrifi cielLe revêtement se corrode préférentiellement au substrat car le revêtement est moinsnoble que le substrat. Si le revêtement est endommagé localement jusqu’au substrat par une érafl ure ou une rayure, ce dernier reste protégé tant qu’il subsiste suffi sammentde revêtement à proximité.
BarrièreLe revêtement est plus noble que le substrat,il est donc très résistant à la corrosion. Si le revêtement est endommagé localement jusqu’au substrat par une érafl ure ou une rayure, le revêtement ne protègera plus le substrat qui sera corrodé immédiatement.
Substrat
Revêtement
Fissure
Zone corrodée = consommation progressive du revêtement
Rayure du revêtement jusqu'au substrat
Zone corrodée
Dans le cas d'un zingage électrolytique avec une passivation à base de chrome trivalent (Cr3), la passi-vation crée une protection barrière du zinc (chrome plus noble que le zinc) et le dépôt de zinc crée une protection sacrifi cielle de l'acier (zinc moins noble que l'acier).

Revêtements proposés (liste non exhaustive)
Traitement electrolytique ConformitéVHU & RoHS Couleur Coeffi cient de
frottement
Tenue à la corrosion du traitementsur une échelle croissante graduée de 1 à 10
1 2 3 4 5 6 7 8 9 10
Zinc Nickel O Bleu > 0.25
Zinc Nickel Noir O Noir > 0.25
Zinc Nickel + FR* O Bleu 0.12 - 0.18
Zinc Nickel + Lub** O Bleu 0.09 - 0.15
Zinc Fer Noir O Noir > 0.25
Zinc Chrome 3 + FR* O Blanc 0.12 - 0.18
Zinc Chrome 3 O Blanc > 0.20
Zinc Chrome 3 + Lub** O Blanc 0.09 - 0.15
Zinc Vert N Vert > 0.25
Zinc Jaune N Jaune > 0.25
Zinc Noir N Noir > 0.25
Zinc Blanc O Blanc > 0.25
* FR = Finition Renforcée organo-minérale à base de silice qui améliore la tenue à la corrosion et diminue le coeffi cient de frottement ** Lub = Finition lubrifi ante qui diminue le coeffi cient de frottement
Traitement lamellaire ConformitéVHU & RoHS Couleur Coeffi cient de
frottement
Tenue à la corrosion du traitementsur une échelle croissante graduée de 1 à 10
1 2 3 4 5 6 7 8 9 10
Geomet® 500 Grade A* O Gris argent 0.12 - 0.18
Geomet® 500 Grade B** O Gris argent 0.12 - 0.18
Geomet® 321 PLUS Grade A* O Gris argent > 0.18
Geomet® 321 PLUS Grade B** O Gris argent > 0.18
Geomet® 321 PLUS XL Grade A* O Gris argent 0.06 - 0.09
Geomet® 321 PLUS XL Grade B** O Gris argent 0.06 - 0.09
Geomet® 321 PLUS L Grade A* O Gris argent 0.08 - 0.14
Geomet® 321 PLUS L Grade B** O Gris argent 0.08 - 0.14
Geomet® 321 PLUS VL Grade A* O Gris argent 0.09 - 0.14
Geomet® 321 PLUS VL Grade B** O Gris argent 0.09 - 0.14
Geomet® 321 PLUS ML Grade A* O Gris argent 0.10 - 0.16
Geomet® 321 PLUS ML Grade B** O Gris argent 0.10 - 0.16
Geomet® 321 PLUS M Grade A* O Gris argent 0.12 - 0.18
Geomet® 321 PLUS M Grade B** O Gris argent 0.12 - 0.18
Deltaprotekt® KL100 Grade A* O Gris argent 0.12 - 0.18
Deltaprotekt® KL100 Grade B** O Gris argent 0.12 - 0.18
Deltaprotekt® VH300 Grade A* O Incolore 0.12 - 0.18
Deltaprotekt® VH300 Grade B** O Incolore 0.12 - 0.18
Deltaprotekt® VH 301 GZ Grade A* O Incolore 0.08 - 0.14
Deltaprotekt® VH 301 GZ Grade B** O Incolore 0.08 - 0.14
Deltaprotekt® VH 302 GZ Grade A* O Incolore 0.10 - 0.16
Deltaprotekt® VH 302 GZ Grade B** O Incolore 0.10 - 0.16
* Grade A = poids de couche > 24 g/m² pour une épaisseur comprise entre 5 et 7 microns** Grade B = poids de couche > 36 g/m² pour une épaisseur comprise entre 8 et 10 microns

COMPOSANTS D’ASSEMBLAGEFASTENING SOLUTIONS
313 rue Louis ArmandBP 220 Z.I. des Grands Prés74304 Cluses Cedex FranceTel. +33 (0)4 50 98 13 13Fax. +33 (0)4 50 98 28 89E-mail. [email protected] w w . l a c l u s i e n n e . c o m