Embed Size (px)
Citation preview

Le système FMS-200 est la réponse appropriée pour une formation complèteà l’automatisation industrielle. Un équipement entièrement modulaire etflexible en rapport avec la réalité industrielle. Les technologies intégréesdans les différentes stations de montage, ainsi que le processusd'assemblage à plusieurs variantes, permettent à l’utilisateur dedévelopper les compétences professionnelles exigées parl’industrie automatisée actuelle.
L’original.
FMS-200 doit son succès important àune qualité et une fiabilitéexceptionnelles. Utilisé par desentreprises et centres deformation à travers le monde.


FMS-200
134
L’aspect modulaire de cette cellule d’automatisation flexiblepermet de configurer chaque poste qui la constitue demanière à l'adapter aux différents besoins des centres deformation ou entreprises. D’une configuration simple à uneseule station (qui fonctionne de façon entièrementautonome) à une configuration complexe à huit ou dixstations, les possibilités sont illimitées.
Ce système permet un investissement échelonné, decompléter une configuration initiale de base en y ajoutantdes postes de travail supplémentaires
Tous les composants de FMS-200 sont utilisés dansl’industrie de façon à ce que l’utilisateur puisse toujourstravailler avec des éléments industriels et progresser demanière réellement significative dans son apprentissage.
Le système comprend toute une série d’opérationsd’alimentation, de manipulation, de vérification, de charge,etc. réalisées grâce à des composants de différentestechnologies (pneumatique, hydraulique, électrotechnique,robotique, etc.).
Le système de simulation de pannes TROUB-200 permetde générer jusqu’à 16 pannes différentes que l’utilisateurdevra diagnostiquer.
A travers les différentes stations de processus se réalisel'assemblage d'un mécanisme de rotation composé deséléments suivants :
- Base ou corps
- Roulement
- Axe
- Capot
- Vis
Pour donner davantage de flexibilité au système, lesdifférentes stations sont adaptées pour le montage d’unegrande diversité d'ensembles, introduisant des variationsdans les matériaux, les couleurs et les tailles de pièces. Lacombinaison de toutes ces possibilités permet d’obtenirjusqu’à vingt-quatre ensembles différents, rendant possiblel’utilisation de stratégies de gestion de production.
La grille de contrôle est entièrement modulaire etrapidement démontable afin que l’utilisateur puisseconcevoir un nouveau projet.
135FMS-200
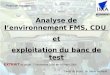
Le système de transport
Il existe deux façons de transporter le produit assemblé d’une station à l’autre : au moyen d’un convoyeur de 4 mètres de longbidirectionnel qui permet de relier jusqu’à 8 stations de travail ou au moyen de convoyeurs modulaires (dans ce cas, chaquestation intègre un tronçon du convoyeur). Cette version permet de créer une configuration complète avec les 10 stations detravail disponibles à cet instant, ou d’ajouter des options au fur et à mesure qu’évoluent les exigences des utilisateurs.
Les stations de processus
Chaque station de travail est composée d’une structure en aluminium profilé sur laquelle sont disposés les éléments chargésde réaliser le processus correspondant. La partie avant contient le contrôle, notamment le tableau de commandes et l’automateprogrammable sélectionné par l’utilisateur.
Les stations peuvent être facilement extraites de la cellule, permettant ainsi un travail autonome. Des roulettes facilitent lamobilité et l’assemblage des stations pour configurer des compositions plus complexes.
Chaque station a pour fonction de réaliser une partie du processus d’assemblage en ayant recours aux différentes technologiesutilisées dans l’industrie automatisée :
1.- Alimentation de la base.2.- Montage du roulement3.- Presse hydraulique4.- Montage de l’axe5.- Mise en place du capot6.- Montage des vis7.- Vissage robotisé8.- Contrôle qualité par vision industrielle9.- Séchage de la peinture au four
10.- Magasin de produit fini
FMS-200
136
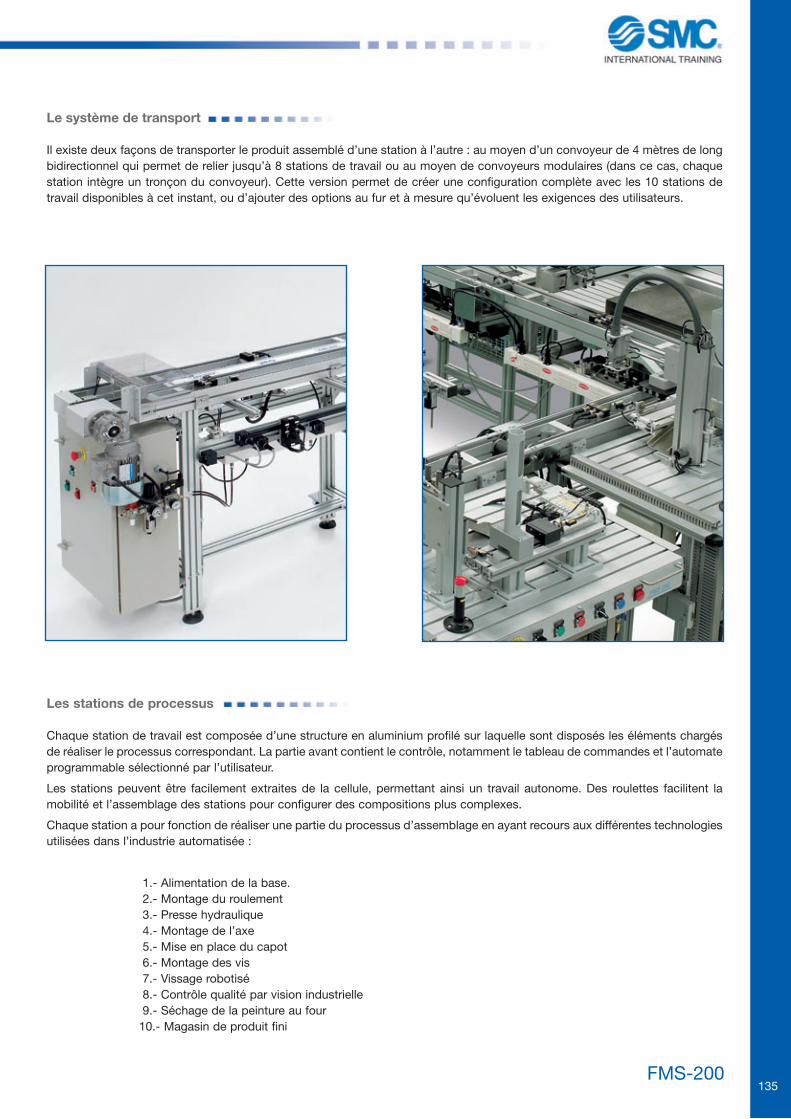
FMS-201 : Alimentation de la base
Cette station apporte la base du montage qui sert de support au dispositif de rotation, et la transporte jusqu’à la palette situéesur le système de transport.
• SAI0100 FMS-201 Alimentation de la base avec API Mitsubishi / RS-485
• SAI0114 FMS-201 Alimentation de la base avec API Siemens / PROFIBUS
• SAI0120 FMS-201 Alimentation de la base avec API Allen Bradley / DEVICENET
• SAI0124 FMS-201 Alimentation de la base avec API Omron / DEVICENET
• SAI0123 FMS-201 Alimentation de la base avec API Telemechanique / MODBUS
• SAI0122 FMS-201 Alimentation de la base sans API
• SAI0135 FMS-201 Alimentation de la base (version transfert modulaire) avec API Mitsubishi / RS-485
• SAI0163 FMS-201 Alimentation de la base (version transfert modulaire) avec API Siemens / PROFIBUS
• SAI0133 FMS-201 Alimentation de la base (version transfert modulaire) avec API Allen Bradley / DEVICENET
• SAI0149 FMS-201 Alimentation de la base (version transfert modulaire) avec API Omron / DEVICENET
• SAI0153 FMS-201 Alimentation de la base (version transfert modulaire) avec API Telemechanique / MODBUS
• SAI0170 FMS-201 Alimentation de la base (version transfert modulaire) sans API
(autres configurations sous demande, veuillez nous consulter)

137FMS-200
Modules intégrés multiples
Alimentation de la base.
Les pièces qui servent de base au mécanisme derotation sont stockées dans un magasin d'alimentationpar gravité et la base est extraite à l’aide d’un vérinpneumatique.
Vérification de la position.
La base dispose d’un logement où les autrescomposants seront insérés, pour cette raison elle doitêtre positionnée vers le haut afin qu'ils puissent y êtreinsérés. Pour s’assurer de l’orientation de la base onutilise un vérin relié à une pièce cylindrique. Si la baseest mal positionnée, le vérin n’arrive pas en fin decourse et ne déclenche pas le détecteur magnétiquedonnant le signal à l’API.
Transport vers le point de transfert.
Un vérin rectangulaire déplace la base à un point oùelle sera prise.
Rejet de base incorrecte.
Si la base est mal positionnée, elle est éjectée vers unerampe d'évacuation au moyen d’un vérin à simpleeffet.
Insertion de la base sur la palette.
Un manipulateur à deux axes déplace la base du pointde transfert à la palette. Chaque axe possède un vérinbi-tiges, et à son extrémité un préhenseur par le vide àquatre ventouses. L’aspiration est assurée par unventuri.
Les technologies développées dans cette station
Pneumatique, électropneumatique, manipulation, vide, API, capteurs,…
FMS-200
138
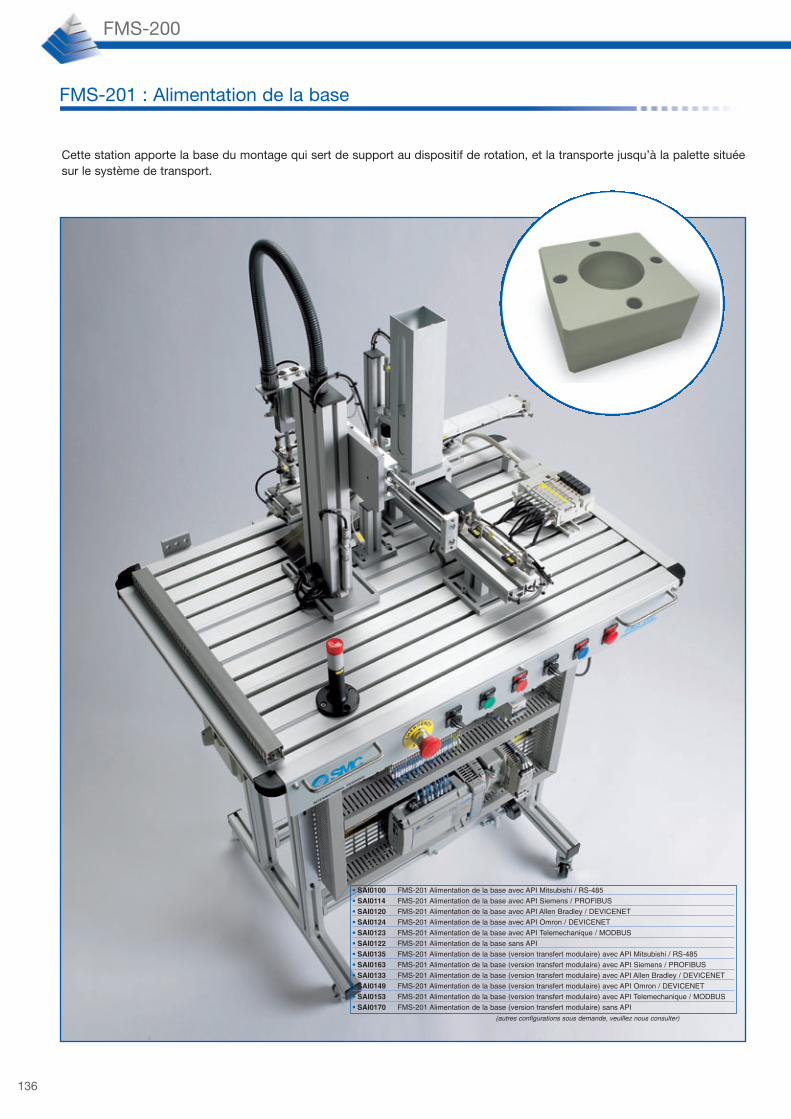
Fms-202 : Montage du roulement
Cette station à pour fonction de monter un roulement dans le logement de la base. Pour élargir les possibilités didactiques, il estpossible de monter des roulements de différentes hauteurs.
• SAI0200 FMS-202 Montage du roulement avec API Mitsubishi / RS-485
• SAI0214 FMS-202 Montage du roulement avec API Siemens / PROFIBUS
• SAI0220 FMS-202 Montage du roulement avec API Allen Bradley / DEVICENET
• SAI0224 FMS-202 Montage du roulement avec API Omron / DEVICENET
• SAI0229 FMS-202 Montage du roulement avec API Telemechanique / MODBUS
• SAI0222 FMS-202 Montage du roulement sans API
• SAI0235 FMS-202 Montage du roulement (version transfert modulaire) avec API Mitsubishi / RS-485
• SAI0263 FMS-202 Montage du roulement (version transfert modulaire) avec API Siemens / PROFIBUS
• SAI0233 FMS-202 Montage du roulement (version transfert modulaire) avec API Allen Bradley / DEVICENET
• SAI0264 FMS-202 Montage du roulement (version transfert modulaire) avec API Omron / DEVICENET
• SAI0265 FMS-202 Montage du roulement (version transfert modulaire) avec API Telemechanique / MODBUS
• SAI0270 FMS-202 Montage du roulement (version transfert modulaire) sans API
(autres configurations sous demande, veuillez nous consulter)

139FMS-200
Tirez parti de votre investissement !
Alimentation du roulement.
Les roulements sont stockés dans un magasind’alimentation par gravité et le roulement inférieur estextrait par un vérin pousseur. Le capteur de présenceéquipé d’un microrrupteur a pour fonction de vérifierque le roulement a bien été extrait et donnel’information que le dispositif d'alimentation est vide.
Transfert au module de mesure.
Le roulement est déplacé au point suivant au moyend’un manipulateur composé d’un actionneur rotatif detype pignon-crémaillère. L’actionneur dispose d’unbras avec une pince à ouverture parallèle pour bientenir la pièce.
Mesure de la hauteur.
Le roulement est déposé sur un support avec centreur,est levé par un vérin pneumatique sans tige et leroulement entre en contact avec un palpeur qui mesuresa hauteur. Le palpeur est composé d’unpotentiomètre linéaire. Si le roulement ne présente pasla hauteur désirée (et indiquée sur l’API), il est poussévers un bac par un vérin éjecteur.
Insertion du roulement.
Un manipulateur roto-linéaire avec un bras doté d’unepince à deux doigts se charge de déplacer leroulement jusqu’à l’emplacement existant dans labase.
Les technologies développées dans cette station
Pneumatique, électropneumatique,manipulation, vide, API, capteurs analogiques, etc.
La station FMS-202 comprend les modules suivants :

FMS-200
140
FMS-203 : Pressage hydraulique du roulement
A cette étape du processus, le roulement inséré à la station précédente est pressé par un système hydraulique. Le pressage estsimulé pour faciliter le démontage ultérieur des composants et leur réutilisation. Tous les éléments qui constituent le module sontentièrement industriels.
Dans la partie inférieure de la station se trouve le groupe hydraulique, nécessaire pourl’alimentation du vérin de pressage en huile haute pression.
• SAI0300 FMS-203 Pressage hydraulique du roulement avec API Mitsubishi / RS-485
• SAI0314 FMS-203 Pressage hydraulique du roulement avec API Siemens / PROFIBUS
• SAI0320 FMS-203 Pressage hydraulique du roulement avec API Allen Bradley / DEVICENET
• SAI0324 FMS-203 Pressage hydraulique du roulement avec API Omron / DEVICENET
• SAI0323 FMS-203 Pressage hydraulique du roulement avec API Telemechanique / MODBUS
• SAI0322 FMS-203 Pressage hydraulique du roulement sans API
• SAI0335 FMS-203 Pressage hydraulique du roulement (version transfert modulaire) avec API Mitsubishi / RS-485
• SAI0363 FMS-203 Pressage hydraulique du roulement (version transfert modulaire) avec API Siemens / PROFIBUS
• SAI0333 FMS-203 Pressage hydraulique du roulement (version transfert modulaire) avec API Allen Bradley / DEVICENET
• SAI0364 FMS-203 Pressage hydraulique du roulement (version transfert modulaire) avec API Omron / DEVICENET
• SAI0365 FMS-203 Pressage hydraulique du roulement (version transfert modulaire) avec API Telemechanique / MODBUS
• SAI0370 FMS-203 Pressage hydraulique du roulement (version transfert modulaire) sans API
(autres configurations sous demande, veuillez nous consulter)

141FMS-200
Une multitude de technologies intégrées dans une seule station !
Insertion / extraction du produit en cours.
La manipulation et le déplacement du produit en courss’effectuent grâce à un actionneur pneumatique rotatifqui intègre un bras doté de quatre ventouses. Celles-ciont pour fonction de transférer la pièce par le vide. Lemanipulateur intègre un mécanisme basé sur unpignon et une courroie dentée pour maintenir la piècetoujours dans la même position horizontale.
Alimentation de la presse.
Deux vérins pneumatiques à double effet déplacent leproduit en cours de fabrication, du transfert au pointde pressage et vice-versa.
Pressage du roulement.
Une fois la pièce positionnée au point de pressage, uncarter de protection actionnée par un vérinpneumatique descend pour protéger l’utilisateurd’éventuels incidents. Les équipements respectenttoutes les normes de sécurité et l’utilisateur sefamiliarisera en même temps avec les mécanismes desécurité utilisés dans l’industrie.
Ensuite, le vérin de pressage (commandé par undistributeur 4/3) descend avec une force régulée aumoyen d’un régulateur et clapet limiteur de pression.Une fois l’opération de pressage appliquée sur leroulement, le carter se relève et le produit en cours defabrication est transporté à la position d’origine.
Les technologies développées dans cette station
Hydraulique, Pneumatique, électrohydraulique, électropneumatique, vide, m
La station FMS-203 comprend les modules de travail suivants :

FMS-200
142
FMS-204 : Insertion de l’axe
Sur cette quatrième station de travail, l’axe est monté sur le produit en cours de fabrication qui provient de la station précédente.Il existe deux types d’axes, en fonction de la matière : aluminium et nylon. Ceci augmente le nombre de possibilités de produitsfinis assemblés ainsi que les capacités didactiques de FMS-200.
• SAI0400 FMS-204 Insertion de l’axe avec API Mitsubishi / RS-485
• SAI0414 FMS-204 Insertion de l’axe avec API Siemens / PROFIBUS
• SAI0420 FMS-204 Insertion de l’axe avec API Allen Bradley / DEVICENET
• SAI0424 FMS-204 Insertion de l’axe avec API Omron / DEVICENET
• SAI0423 FMS-204 Insertion de l’axe avec API Telemechanique / MODBUS
• SAI0422 FMS-204 Insertion de l’axe sans API
• SAI0435 FMS-204 Insertion de l’axe (version transfert modulaire) avec API Mitsubishi / RS-485
• SAI0473 FMS-204 Insertion de l’axe (version transfert modulaire) avec API Siemens / PROFIBUS
• SAI0433 FMS-204 Insertion de l’axe (version transfert modulaire) avec API Allen Bradley /
DEVICENET
• SAI0464 FMS-204 Insertion de l’axe (version transfert modulaire) avec API Omron / DEVICENET
• SAI0465 FMS-204 Insertion de l’axe (version transfert modulaire) avec API Telemechanique /
MODBUS
• SAI0470 FMS-204 Insertion de l’axe (version transfert modulaire) sans API
(autres configurations sous demande, veuillez nous consulter)

143FMS-200
Modules composant la station
Plateau indexeur.
Les différentes opérations effectuées sur cette station sontréparties autour d’un plateau indexeur qui au moyen d’unvérin pousseur à mouvement oscillant et de deux autresvérins stoppeurs fonctionnant en alternance effectue unerotation d’un certain nombre de degrés déterminé entrechacune des opérations se déroulant autour de lui.
Alimentation des axes.
Les axes sont stockés dans un un magasin d’alimentationpar gravité. Les axes sont extraits et déposés à la premièreposition du plateau indexeur au moyen d’un systèmed’alimentation pas à pas (formé de deux vérinspneumatiques).
Mesure de la hauteur de l’axe.
L’axe n’est pas symétrique et doit être disposé dans uneposition déterminée. Afin de s’assurer que l’axe est bienpositionné, sa hauteur est mesurée à l’aide d’un vérinpneumatique équipé d’un détecteur magnétique.
Mise en place de l’axe dans la bonne position.
Si le module antérieur détecte que l’axe est malpositionné, un manipulateur corrige sa position. L’axe esttenu par une pince à deux doigts et levée par un vérin bi-tiges. Un actionneur rotatif de 180° le fait pivoter pourensuite le déposer dans la position adéquate.
Détection du matériau
Les deux modules suivants de la station détectent lematériau de l’axe. Un détecteur inductif et un autrecapacitif détectent s’il s’agit de nylon ou d’aluminium.
Technologies intégrées
Pneumatique, électropneumatique, manipulation, capteurs, vide, API.
Ejection de l’axe incorrect.
Cette station permet de sélectionner le type d’axe que l’onveut monter sur le produit en cours de fabrication afin quel’axe dans le matériau non désiré soit éjecté. Cettefonction est assurée par un manipulateur à deux axeséquipé d’une ventouse en extrémité. Chaque axe estcomposé d’un vérin bi-tiges qui réalise les mouvementsd’élévation de l’axe et le dirige vers la rampe d’évacuation.
Insertion de l’axe dans l’ensemble.
Un manipulateur roto-linéaire se charge à la dernière étapedu processus de prendre l’axe, le déplacer et lepositionner sur l’ensemble. Le manipulateur possède unbras à ventouse qui tient l’axe par aspiration pendant leprocessus.

FMS-200
144
FMS-205 : Insertion du capot
Cette station a pour fonction d’insérer un capot sur l’ensemble des pièces qui ont été assemblées aux stations précédentes. Ilexiste 6 types de capots différents : selon le matériau (aluminium et nylon), la couleur (claire et sombre) et la hauteur (haut et bas).Cette variété confère à la station davantage de possibilités didactiques en raison de toute la série d’opérations de vérification etde mesure réalisées.
• SAI0500 FMS-205 Insertion du couvercle avec API Mitsubishi / RS-485
• SAI0519 FMS-205 Insertion du couvercle avec API Siemens / PROFIBUS
• SAI0520 FMS-205 Insertion du couvercle avec API Allen Bradley / DEVICENET
• SAI0524 FMS-205 Insertion du couvercle avec API Omron / DEVICENET
• SAI0523 FMS-205 Insertion du couvercle avec API Telemechanique / MODBUS
• SAI0522 FMS-205 Insertion du couvercle sans API
• SAI0535 FMS-205 Insertion du couvercle (version transfert modulaire) avec API Mitsubishi / RS-485
• SAI0551 FMS-205 Insertion du couvercle (version transfert modulaire) avec API Siemens / PROFIBUS
• SAI0553 FMS-205 Insertion du couvercle (version transfert modulaire) avec API Allen Bradley / DEVICENET
• SAI0550 FMS-205 Insertion du couvercle (version transfert modulaire) avec API Omron / DEVICENET
• SAI0554 FMS-205 Insertion du couvercle (version transfert modulaire) avec API Telemechanique / MODBUS
• SAI0552 FMS-205 Insertion du couvercle (version transfert modulaire) sans API
(autres configurations sous demande, veuillez nous consulter)

145FMS-200
6 modules opérationnels dans une seule station !
Plateau indexeur
Les opérations effectuées sur cette station sont répartiesautour d’un plateau indexeur à huit positions actionné parun vérin pousseur et doté de deux vérins de rétention.
Alimentation du capot
Les capots sont stockés dans un magasin d’alimentationpar gravité. Un capot est extrait par un vérin pousseur etun manipulateur roto-linéaire à rotation de 180° avec unepince à ouverture parallèle récupère la pièce pour latransporter à la première position du plateau indexeur, uncapteur de présence équipé d’un microrupteur a pourfonction de vérifier que le capot a bien été extrait et qu’ilest dans la bonne position.
Détection du matériau
Le matériau et la couleur des capots sont détectés partrois détecteurs différents (inductif, capacitif etphotoélectrique).
Mesure de la hauteur du capot.
Dans ce cas, le capot est mesuré par un codeur linéairequi fournit deux sorties par impulsions.
Evacuation du capot incorrect.
Si la couleur, le matériau et/ou la hauteur de la pièce necorrespondent pas aux exigences indiquées par lecontrôleur, un manipulateur à deux axes la saisit pourl’éjecter par la rampe d’évacuation. Chaque axe estconstitué par un vérin bi-tige pour lever et positionner lecapot vers la rampe d’évacuation.
Technologies intégrées
Pneumatique, électropneumatique, capteurs, manipulation, vide, API
Insertion dans le produit en cours
Si elle correspond aux caractéristiques indiquées, lapièces est saisie par un manipulateur pneumatique roto-linéaire et insérée dans l’ensemble.

FMS-200
146
FMS-206 : Insertion des vis
La sixième station insère quatre vis dans la base du produit en cours de fabrication etant donné que l’alimentation s’effectue àun seul point, un mécanisme supplémentaire a été intégré dans le transfert pour réaliser des rotations successives sur la palette.Ces composants comprennent un vérin de levage et un actionneur rotatif.
• SAI0600 FMS-206 Insertion des vis avec API Mitsubishi / RS-485
• SAI0616 FMS-206 Insertion des vis avec API Siemens / PROFIBUS
• SAI0620 FMS-206 Insertion des vis avec API Allen Bradley / DEVICENET
• SAI0624 FMS-206 Insertion des vis avec API Omron / DEVICENET
• SAI0623 FMS-206 Insertion des vis avec API Telemechanique / MODBUS
• SAI0622 FMS-206 Insertion des vis sans API
• SAI0635 FMS-206 Insertion des vis (version transfert modulaire) avec API Mitsubishi / RS-485
• SAI0637 FMS-206 Insertion des vis (version transfert modulaire) avec API Siemens / PROFIBUS
• SAI0633 FMS-206 Insertion des vis (version transfert modulaire) avec API Allen Bradley / DEVICENET
• SAI0638 FMS-206 Insertion des vis (version transfert modulaire) avec API Omron / DEVICENET
• SAI0639 FMS-206 Insertion des vis (version transfert modulaire) avec API Telemechanique / MODBUS
• SAI0650 FMS-206 Insertion des vis (version transfert modulaire) sans API
(autres configurations sous demande, veuillez nous consulter)

147FMS-200
Une multitude de possibilités de travail !
Alimentation des vis.
Les vis sont stockés dans un magasin d’alimentationpar gravité. Une vis est extraite et placée sur la positiond’alimentation à l’aide de deux vérins à double effet enpositions opposées.
Transfert
Un détecteur optique vérifie la présence de la vis quisera transportée à la position d’enlèvement par unvérin pneumatique bi-tiges.
Insertion de la vis.
Un manipulateur à deux vérins pneumatiques insère lavis dans le produit en cours de fabrication ensuite, lemanipulateur rotatif présent dans le transfert pivoteraafin de permettre l’insertion de la deuxième vis et ainside suite jusqu’à l’insertion complète des quatre vis.
Technologies intégrées
Pneumatique, électropneumatique, capteurs, manipulation, API
La sixième station est composée des modules suivants :

FMS-200
148
FMS-207 : Vissage robotisé
La septième station de FMS-200 implique l’intégration de la robotique en tant que technologie largement répandue dans lesenvironnements automatisés.
Dans ce cas, un robot vissera les quatre vis fournies par la station précédente. Une pince pneumatique et un tournevis électriquesont attachés au robot et la table de la station comporte deux magasins de matériel (d’une capacité de 6 capots et 6 axes dematériaux, couleurs et hauteurs différents).
Ces composants permettent à l’utilisateur, en plus de visser les quatre vis dans le produit en cours, de réaliser des opérationsde changement de matériel, insertion et extraction de matériel dans l’ensemble et échange de matériel entre magasins.
Ces extensions proposent un large éventail de programmes pour l’unité de contrôle du robot qui voit ainsi ses capacitésdidactiques grandement augmentées.
• SAI0700 FMS-207 Vissage robotisé avec API Mitsubishi / RS-485
• SAI0716 FMS-207 Vissage robotisé avec API Siemens / PROFIBUS
• SAI0720 FMS-207 Vissage robotisé avec API Allen Bradley / DEVICENET
• SAI0724 FMS-207 Vissage robotisé avec API Omron / DEVICENET
• SAI0723 FMS-207 Vissage robotisé avec API Telemechanique / MODBUS
• SAI0722 FMS-207 Vissage robotisé sans API
• SAI0762 FMS-207 Vissage robotisé (version transfert modulaire) avec API Mitsubishi / RS-485
• SAI0763 FMS-207 Vissage robotisé (version transfert modulaire) avec API Siemens / PROFIBUS
• SAI0733 FMS-207 Vissage robotisé (version transfert modulaire) avec API Allen Bradley / DEVICENET
• SAI0760 FMS-207 Vissage robotisé (version transfert modulaire) avec API Omron / DEVICENET
• SAI0764 FMS-207 Vissage robotisé (version transfert modulaire) avec API Telemechanique / MODBUS
• SAI0761 FMS-207 Vissage robotisé (version transfert modulaire) sans API
(autres configurations sous demande, veuillez nous consulter)

149FMS-200
L’intégration de la robotique
Le contrôle des mouvements du robot est effectué parun contrôleur. La programmation s’effectue depuis unPC avec le logiciel spécifique au robot.
La station possède également une console deprogrammation depuis laquelle les ordres sont entrés.
Pour éviter les risques liés aux mouvementsincontrôlés du robot lors de sa programmation, lastation est équipée d’un carter de protection.
Technologies intégrées
Robotique, pneumatique, API
Nous disposons d’une grande variété de robots, ce quinous permet d’adapter notre offre aux besoinsspécifiques de nos clients. Nous consulter pour lesréférences disponibles.

FMS-200
150
FMS-208 : Magasin
La dernière phase du processus d’assemblage consiste au stockage des produits finis.
Dans FMS-200, le magasin a été réalisé à l’aide d’un système basé sur deux axes de coordonnées et sur un troisième axe verticalqui a pour fonction d'enlever le matériel.
Il existe une version intégrant un terminal opérateur avec écran tactile couleur pour donner davantage de flexibilité à la station.
• SAI0800 FMS-208 Stockage avec API Mitsubishi / RS-485
• SAI0813 FMS-208 Stockage avec API Siemens / PROFIBUS
• SAI0820 FMS-208 Stockage avec API Allen Bradley / DEVICENET
• SAI0824 FMS-208 Stockage avec API Omron / DEVICENET
• SAI0823 FMS-208 Stockage avec API Telemechanique / MODBUS
• SAI0822 FMS-208 Stockage sans API
• SAI0835 FMS-208 Stockage (version transfert modulaire) avec API Mitsubishi / RS-485
• SAI0863 FMS-208 Stockage (version transfert modulaire) avec API Siemens / PROFIBUS
• SAI0833 FMS-208 Stockage (version transfert modulaire) avec API Allen Bradley / DEVICENET
• SAI0849 FMS-208 Stockage (version transfert modulaire) avec API Omron / DEVICENET
• SAI0851 FMS-208 Stockage (version transfert modulaire) avec API Telemechanique / MODBUS
• SAI0850 FMS-208 Stockage (version transfert modulaire) sans API
(autres configurations sous demande, veuillez nous consulter)

151FMS-200
Tirez parti de votre investissement !
Axe vertical
Il est composé d’un vérin bi-tiges auquel est reliée uneplate-forme possédant quatre ventouses pour la prisede la pièce. Un capteur de pression et de videnumérique, avec afficheur, a été intégré pour visualiserla valeur exacte de la pression et du vide.
Axes de positionnement
Leur rôle est de transférer l’axe vertical avec le produitfini jusqu’à la position définitive dans les 30 positionsque compte le magasin.
Les axes de positionnement sont actionnés par desservomoteurs avec codeur pour un réglage précis de laposition et de la vitesse au moyen des driverscorrespondants
HMI - Terminal opérateur (en option)
Cette option élargit les possibilités de la station enintégrant cette nouvelle technologie, et permet de :
- Commander les actionneurs en mode manuel
- Insérer des paramètres de mouvements(positions, vitesses, accélérations, etc.)
- Visualiser les positions du magasin ainsi qued’identifier le type de produit à chaque position
- Sortir des matériels en fonction de paramètresFIFO, LIFO ou sélectionnés par l'utilisateur
- Actionner le pupitre de commande
- Visualiser les alarmes et réinitialiser le cycle
Technologies intégrées
Actionneurs électriques, pneumatique, électropneumatique, vide, capteurs, HMI, API
La station FMS-208 comprend les modules suivants :

FMS-200
152
FMS-209 : Station de séchage de la peinture au four.
Dans cette phase du processus d’assemblage, le séchage de la peinture dans un four en polycarbone est simulé. Le produit encours provenant de la station précédente est introduit dans le four où le processus de séchage de la peinture est simulé à l’aided’une ampoule 150W. Cette opération terminée, le produit sort du four pour se diriger vers la phase suivante du processus. Lesystème permet de modifier la valeur de la température et le temps de passage de l’ensemble dans le four, en fonction descaractéristiques du produit en cours (couleurs, tailles, hauteur des composants, etc.).
• SAI0171 SAI0171 FMS-209 Séchage de peinture avec API Mitsubishi / RS-485
• SAI0173 FMS-209 Séchage de peinture avec API Siemens / PROFIBUS
• SAI0174 FMS-209 Séchage de peinture avec API Allen-Bradley / DEVICENET
• SAI0172 FMS-209 Séchage de peinture avec API Omron / DEVICENET
• SAI0180 FMS-209 Séchage de peinture avec API Telemechanique / MODBUS
• SAI0175 FMS-209 Séchage de peinture sans API
• SAI0181 FMS-209 Séchage de peinture (version transfert modulaire) avec API Mitsubishi / RS-485
• SAI0177 FMS-209 Séchage de peinture (version transfert modulaire) avec API Siemens / PROFIBUS
• SAI0182 FMS-209 Séchage de peinture (version transfert modulaire) avec API Allen Bradley / DEVICENET
• SAI0176 FMS-209 Séchage de peinture (version transfert modulaire) avec API Omron / DEVICENET
• SAI0183 FMS-209 Séchage de peinture (version transfert modulaire) avec API Telemechanique / MODBUS
• SAI0179 FMS-209 Séchage de peinture (version transfert modulaire) sans API
(autres configurations sous demande, veuillez nous consulter)

153FMS-200
Le processus
Manipulateur d’insertion/extraction
Composé d’un actionneur rotatif et d’un vérin sanstige, il permet de transférer le produit en cours defabrication jusqu’à la plate-forme dechargement/déchargement située sur les axesélectriques. Le système de prise s’effectue par 4ventouses.
Axes électriques :
Ils ont pour fonction d’introduire le produit en cours defabrication dans le four, de le faire avancer à l’intérieur,et de l’extraire une fois le processus de séchageterminé.
A l’entrée et à la sortie du four, des portes équipées debarrières de sécurité sont positionnées pour éviter quele produit n'entre ou ne sorte lorsque la porte estfermée.
A l’intérieur du four, le produit est transporté par deuxaxes linéaires électriques motorisés avecservomoteurs brushless.
Four :
Pendant que le produit traverse le four, une ampoulede 150W fait monter la température selon la consigneprogrammée. Une sonde de température située àl’intérieur du four mesure sa valeur et la communiqueau contrôleur.
Technologies intégrées
boucles de contrôle, pneumatique, électropneumatique, capteurs, vide, actionneurs électriques, API

FMS-200
154
FMS-210 : Station de contrôle qualité par vision artificielle
L’intégration de cette station dans la famille FMS-200 implique l’intégration de la technologie de contrôle de la qualité par visionartificielle largement utilisée dans les processus de production automatisés. Le produit en cours de fabrication provenant de lastation précédente est transporté à la position d’inspection où une caméra de vision artificielle examine une série de variablessur deux positions. Ce système est utilisé comme contrôle qualité basé sur la comparaison des images prises par la caméra avecdes formes prédéfinies.
• SAI0271 FMS-210 Contrôle qualité avec API Mitsubishi / RS-485 • SAI0273 FMS-210 Contrôle qualité avec API Siemens / PROFIBUS • SAI0274 FMS-210 Contrôle qualité avec API Allen Bradley / DEVICENET• SAI0272 FMS-210 Contrôle qualité avec API Omron / DEVICENET• SAI0280 FMS-210 Contrôle qualité avec API Telemechanique / MODBUS • SAI0275 FMS-210 Contrôle qualité sans API • SAI0281 FMS-210 Contrôle qualité (version transfert modulaire) avec API Mitsubishi / RS-485• SAI0282 FMS-210 Contrôle qualité (version transfert modulaire) avec API Siemens / PROFIBUS• SAI0277 FMS-210 Contrôle qualité (version transfert modulaire) avec API Allen Bradley / DEVICENET• SAI0283 FMS-210 Contrôle qualité (version transfert modulaire) avec API Omron / DEVICENET• SAI0276 FMS-210 Contrôle qualité (version transfert modulaire) avec API Telemechanique / MODBUS • SAI0279 FMS-210 Contrôle qualité (version transfert modulaire) sans API
(autres configurations sous demande, veuillez nous consulter)

155FMS-200
Modules intégrés dans la station
Manipulateur insertion/extraction :
Il a pour fonction de transférer le produit en cours aupoint de déchargement. Il est composé d’unactionneur pneumatique rotatif qui possède un brasavec quatre ventouses de prise par le vide. Pourmaintenir le produit en position horizontale, le braspossède à l'intérieur un mécanisme pignon et courroiedentée.
Système de vision artificielle :
Un système de vision artificielle réalise l’inspection duproduit en cours de fabrication : deux positionsdifférentes en vérifiant la hauteur du roulement, lacouleur de l’axe, la hauteur et la couleur du capot et laprésence des vis, etc.
Tout ce processus d’inspection peut être visualisé àtravers un écran intégré dans la station. Si le résultatde l'inspection est satisfaisant, l'ensemble retournerasur la palette située sur le transfert.
Si le produit en cours est rejeté à l’inspection, il esttransféré vers la rampe d’évacuation au moyen d’unmanipulateur à deux axes.
Technologies intégrées
Vision artificielle, pneumatique, électropneumatique, API, manipulation, vide, HMI
Table rotative :
Ce module est utilisé pour générer un mouvementrotatif du produit. La table pivote de 180° à chaquerotation (grâce à un système de moteur pas à pas et decourroie dentée). Un vérin bloque la table aprèschaque rotation.
La station FMS-210 intègre les modules suivants :

FMS-200
156
Le système de transfert
Pour adapter notre offre aux différents besoins de nos clients, FMS-200 est proposé en deux versions : avec un système detransfert linéaire de quatre mètres de long ou avec des tronçons de convoyeurs modulaires accouplés à chaque station. Les deuxoptions sont présentées ci-après.
Transfert linéaire
Il s’agit d’un système de transfert rectangulaire par lequel les palettes portant le produit en cours de fabrication assemblécirculent tout au long des stations de la cellule. Ces palettes sont pourvues d’un système d’identification binaire
Il permet d’intégrer un maximum de huit stations de travail qui, grâce à la conception de sa structure, s’assemblent facilement.
De même, le transfert rend possible l'extension et/ou les modifications sans besoin d’usinage. Cela rend possible uninvestissement échelonné dans le temps en commençant avec une configuration simple et en ajoutant des stations au fur et àmesure.
Le transfert intègre les éléments suivants :
- Armoire de contrôle commande
- Goulotte de connexions
- Unité de traitement de l’air
- Bouton poussoir d’urgence
- Butées de retenue et élévateurs de palettes (situés tous deux à la hauteur de chaque station de processus).
- Système d’identification des palettes
- Palettes de transport du produit
• SAI0900 Transfert linéaire avec API Mitsubishi RS-485
• SAI0909 Transfert linéaire avec API Siemens / PROFIBUS
• SAI0943 Transfert linéaire avec API Allen Bradley / DEVICENET
• SAI0924 Transfert linéaire avec API Omron / DEVICENET
• SAI0923 Transfert linéaire avec API Telemechanique / MODBUS
• SAI0922 Transfert linéaire sans API
(autres configurations sous demande, veuillez nous consulter)

157FMS-200
Transfert modulaire
Dans cette version de FMS-200, chacune des stations intègre un tronçon de transfert, le transfert linéaire n’étant plusnécessaire.
Un grand nombre de combinaisons différentes de stations peuvent être développées grâce à la possibilité de réunir les stationsà 90° ou 180°.
L'API maître, présent dans une des stations, contrôle le reste des API du réseau.
Les butées et élévateurs de palettes, branchements électriques, prises d’air et les autres éléments nécessaires pour lefonctionnement de chaque transfert sont intégrés dans chacune des stations correspondantes.
Ce système permet également de faire évoluer le produit dans le temps, en y ajoutant des stations. Il s’agit d’un système parfaitlorsque le laboratoire connaît des restrictions d’espace.
Technologies intégrées
Moteurs, capteurs, pneumatique, électropneumatique, variateur de fréquence, bus d'APIs,
bus de terrain, APIs
FMS-200
158
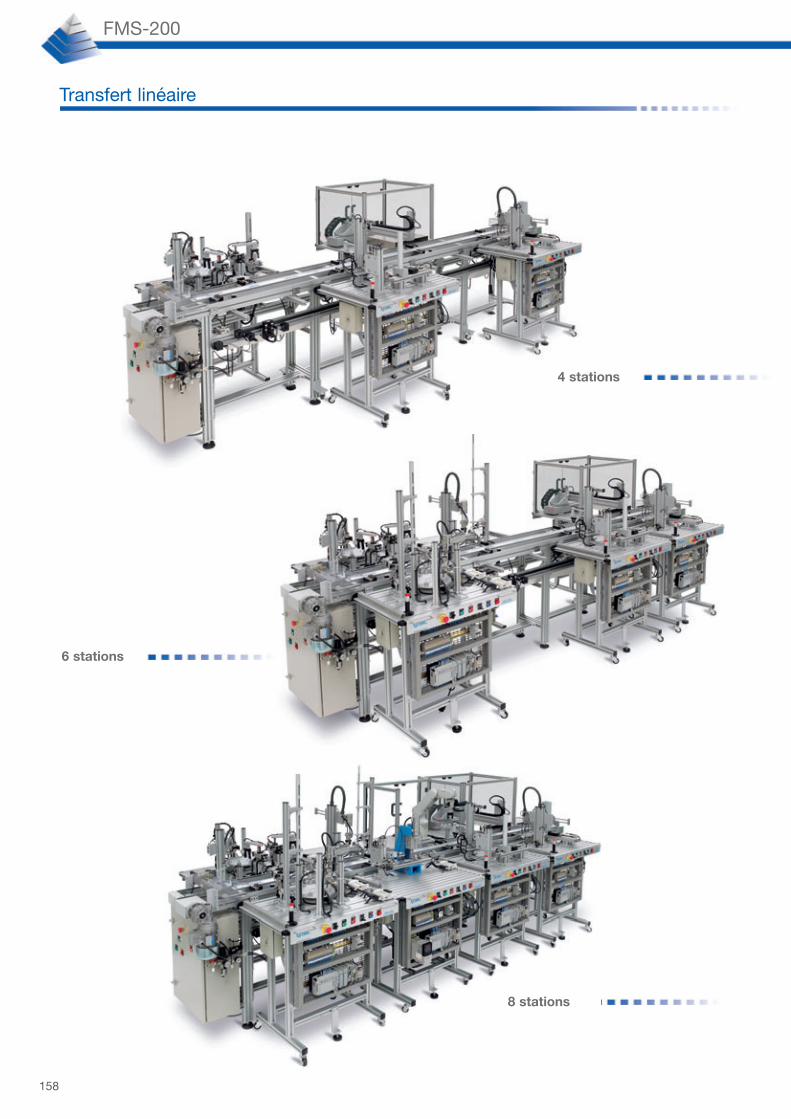
Transfert linéaire
4 stations
6 stations
8 stations

159FMS-200
Transfert modulaire
6 stations
10 stations

FMS-200
160
SimFMS : simulateur virtuel en 3D
La technologie au service de la formation
Ce nouvel outil augmente considérablement le potentiel de la cellule dans le laboratoire.
Grâce à simFMS, la formation enautomatisation industrielle ne se limite pas autravail avec le système physique.
Il s’agit d’un logiciel moderne de simulationvirtuelle de la cellule FMS-200, faciled’utilisation avec une interface attrayante quipermet de :
- Simuler en 3D les opérations réalisées parla cellule.
- Programmer l'API virtuel et observer àl’écran le résultat de la programmation.
- Voir les effets d’une programmationerronée dans le fonctionnement de chaquestation.
simFMS convertit la salle d’automatisation enun laboratoire multimédia et élargitconsidérablement les possibilités de travailavec la cellule. Une partie des élèves peuventtravailler avec la simulation pendant qued’autres s’exercent sur l’équipement physique.
simFMS se présente sous la forme d’une petitemallette avec les licences correspondantes etles instructions d’utilisation. Elle est disponibleen anglais et en espagnol.
*simFMS est fourni en option conjointementavec FMS-200 ; les utilisateurs actuels de lacellule pouvant l’acquérir pour étendre lelaboratoire.
• SAI0010 1 licence simFMS
• SAI0007 8 licences simFMS
• SAI0008 16 licences simFMS
(autres configurations sous demande, veuillez nous consulter)

161FMS-200
SCADA : Supervision, contrôle et acquisition des données
Il s’agit d’une application logicielle de plus en plus utilisée dans l’industrie qui permet de contrôler et superviser le processusde fabrication à partir de l’écran de l’ordinateur.
Les systèmes SCADA permettent de communiqueravec les différents dispositifs de terrain (contrôleursautonomes, API, etc.).
L’information collectée du processus peut êtrevisualisée, gérée et stockée à partir du PC pardifférents niveaux fonctionnels de l’entreprise (contrôlequalité, contrôle de la production, supervision,maintenance, etc.).
Le système permet de contrôler et modifier certainsparamètres du processus en temps réel.
Elle dispose d’une interface graphique similaire ausystème réel, avec des animations qui reproduisent cequi se passe dans le processus.
Le SCADA reconnaît les alarmes en cas dedéfaillances du système.
Il permet de générer des historiques de données et detraiter les données statistiques.
Le système SCADA est totalement opérationnel. Nous disposons d’une grandevariété de marques de systèmes SCADA adaptés à notre produit. Veuillez nousconsulter.
L’utilisateur peut créer sa propre interface graphique etdéfinir et programmer la fonctionnalité de SCADA.
• SAI0040 CX Supervisor SCADA pour FMS-200 / Siemens
• SAI0041 CX Supervisor SCADA pour FMS-200 / Omron
• SAI0042 CX Supervisor SCADA pour FMS-200 / Mitsubishi
• SAI0043 CX Supervisor SCADA pour FMS-200 / Allen Bradley
(autres configurations sous demande, veuillez nous consulter)
FMS-200
162
Documentation
Le système FMS-200 comprend une documentation complète composée d’un manuel utilisateur et d’un manuel de travauxpratiques.
Le manuel utilisateur décrit l’équipement et contient tous les plans et schémas pneumatiques, mécaniques, électriques etgrafcet, ainsi que les fiches techniques de tous les composants industriels de l’équipement.
Le manuel de travaux pratiques contient un ensemble d’activités destinées à développer les compétences professionnellesdécrites précédemment.

Autres supports didactiques
En plus de la documentation fournie avec chaque équipement,
l’utilisateur peut envisager sa formation avec les supports
didactiques suivants :
autoSIM-200 : Le chemin le plus
court vers l’automatisation !
Logiciel pour la formation aux
technologies de l’automatisa-
tion. Plus d’informations en
page 22.
Transparents de pneumatique.
ensemble de transparents
organisés par chapitre servant
de support dans le Laboratoire.
Sous format CD ou transparent
pour projecteur. Plus d’infor-
mations en page 64.
Mallette des symboles
pneumatiques.
Ensemble de symbolique pour
travailler sur un tableau
métallique. Plus d’informations
en page 64.
163FMS-200

• Dimensions : 900x540x900 mm • Unité de traitement de l’air : avec régulateur de pression et manomètre.• Pupitre de commande : boutons poussoirs marche, arrêt, réinitialisation. Sélecteur de cycle continu/unique et sectionneur. Bouton d’arrêt
d’urgence et pilote d’erreur.
• Module d'alimentation des bases- Vérin à double effet avec régleurs de débit et détecteurs de position d’origine et de fin de course. Commandé par électrodistributeur.- Détecteurs magnétiques de type « Reed ». - Détecteur inductif.
• Module de vérification de position - Vérin à double effet avec régleurs de débit et détecteur de position de fin de course. Commandé par électrodistributeur.- Détecteur magnétique de type « Reed ».
• Module de transport- Vérin de section rectangulaire avec régleurs de débit et détecteur de position de fin de course. Commandé par électrodistributeur.- Détecteur magnétique de type « Reed ».
• Module de rejet de base incorrecte.- Vérin à simple effet avec régleur de débit. Commandé par électrodistributeur.
• Module d’insertion sur la palette- Axe horizontal : Vérin bi-tiges avec régleurs de débit et détecteurs de position d’origine et de fin de course. Commandé par
électrodistributeur.- Axe vertical : Vérin bi-tiges avec régleurs de débit et détecteurs de position d’origine et de fin de course. Commandé par
électrodistributeur.- Plaque de préhension : 4 ventouses télescopiques avec venturi. Commandé par électrodistributeur.- Détecteurs magnétiques de type « Reed ».- Vacuostat à sortie PNP
• Grille électrique (550 x 400 mm)- Bornier accessible avec branchements d’alimentation et E/S codifiées.- Interrupteur thermique incorporé- E/S : 14 entrées, 10 sorties.- Source d’alimentation : 24V/2.1A- API : selon le choix du client
FMS-201 : Station d’alimentation et de vérification de la base
• Dimensions : 900x540x900 mm • Unité de traitement de l’air avec régulateur de pression et manomètre• Pupitre de commande : boutons poussoirs marche, arrêt, réinitialisation. Sélecteur de cycle continu/unique et sectionneur. Bouton d’arrêt
d’urgence et pilote d’erreur.
• Module d'alimentation des roulements- Vérin à double effet avec régleurs de débit et détecteur de position de fin de course. Commandé par électrodistributeur.- Détecteur magnétique de type « Reed ». - Capteur de présence : microrrupteur.
• Module de transfert à la station de mesure- Actionneur rotatif : type pignon double crémaillère avec régleurs de débit et détecteur de position 0°, 90° et 180°. Commandé par
électrodistributeur.- Bras de préhension : pinces guidées à deux doigts à ouverture parallèle commandées par électrodistributeur.- Détecteurs magnétiques de type « Reed ».
• Module de mesure de la simple- Vérin compact à double effet commandé par électrodistributeur.- Vérin sans tige avec régleurs de débit et détecteurs de position d’origine et de fin de course. Commandé par électrodistributeur.- Vérin à double effet avec régleurs de débit. Commandé par électrodistributeur.- Détecteurs magnétiques de type « Reed ». - Potentiomètre linéaire.
• Module d’insertion du roulement- Vérin compact à mouvement linéaire et rotatif, avec régleurs de débit et détecteur de position d’origine et de fin de course de course en
mode linéaire et de position 0° et 180° en mode rotatif. Commandé par 2 électrodistributeurs.- Pinces guidées à deux doigts à ouverture parallèle, commandées par électrodistributeur.- Détecteurs magnétiques de type « Reed »
• Grille électrique (550 x 400 mm) :- Bornier accessible avec branchements d’alimentation et E/S codifiées.- Interrupteur thermique incorporé.- E/S : 15 entrées, 13 sorties.- Source d’alimentation : 24V/2.1A.- API : selon le choix du client.
FMS-202 : Station d’alimentation, vérification et montage du roulement
Fiches techniques
FMS-200
164

165FMS-200
• Dimensions : 900x540x900 mm • Unité de traitement de l’air : avec régulateur de pression et manomètre.• Pupitre de commande : boutons poussoirs marche, arrêt, réinitialisation. Sélecteur de cycle continu/unique et sectionneur. Bouton d’arrêt
d’urgence et pilote d’erreur.
• Module d’insertion / extraction du produit en cours- Actionneur rotatif de type pignon double crémaillère avec régleurs de débit et détecteurs 0°, 90° et 180°. Commandé par électrodistributeur.- Bras de préhension : 4 ventouses avec venturi pour la génération du vide commandé par électrodistributeur - Détecteurs magnétiques de type « Reed ». - Vacuostat à sortie PNP.
• Module d’alimentation de la presse- 2 vérins à double effet avec régleurs de débit et détecteurs de position de début et de fin de course. Commandés par électrodistributeur.- Détecteurs magnétiques de type « Reed ».
• Module de pressage du roulement- Vérin bi-tiges à double effet avec régleurs de débit et détecteur de position de fin de course. Commandé par électrodistributeur.- Vérin hydraulique compact à double effet avec régleurs de débit et détecteurs de position d’origine et de fin de course, commandé par électrodistributeur. - Détecteur magnétique de type « Reed ».
• Grille électrique de contrôle (550 x 400 mm)- Bornier accessible avec branchements d’alimentation et E/S codifiées.- Interrupteur thermique incorporé.- E/S : 18 entrées, 11 sorties.- Source d’alimentation : 24V/2.1A.- Filtre de réseau.- Convertisseur de fréquence.- Contacteur pour l’actionnement du groupe hydraulique.- Groupe hydraulique avec manomètre indicateur et limiteur de pression.- API : selon le choix du client.
FMS-203 : Station de presse hydraulique
FMS-204 : Station d’alimentation, sélection et insertion de l’axe• Dimensions : 900x540x900 mm • Unité de traitement de l’air : avec régulateur de pression et manomètre • Pupitre de commande : boutons poussoirs marche, arrêt, réinitialisation. Sélecteur de cycle continu/unique et sectionneur. Bouton d’arrêt
d’urgence et pilote d’erreur.
• Module plateau indexeur- Vérin compact à double effet avec régleurs de débit et détecteur de position d’origine. Commandé par électrodistributeur. - 2 vérins compacts commandés par électrodistributeur 5/2 monostable.- Détecteur magnétique de type « Reed ».
• Module d’alimentation des axes- 2 vérins à double effet commandés par électrodistributeur
• Module de mesure de la hauteur de l’axe- Vérin à double effet avec régleurs de débit et détecteur de position de fin de course, commandé par électrodistributeur.- Détecteur magnétique de type « Reed ».
• Module de mise en place de dans la position correcte- Pince à deux doigts à ouverture parallèle double effet commandée par électrodistributeur.- Vérin bi-tiges et à double effet avec régleurs de débit et détecteurs de position d’origine et de fin de course. Commandé par
électrodistributeur.- Actionneur rotatif : à double effet _max=180º, avec régleur de débit, commandé par électrodistributeur.- Détecteurs magnétiques de type « Reed »
• Module de détection du matériau de l’axe- Détecteur inductif.- Détecteur capacitif.
• Module d’éjection d’axe incorrect- Axe horizontal : Vérin bi-tiges à double effet avec régleurs de débit et détecteurs de position d’origine et de fin de course. Commandée
par électrodistributeur.- Axe vertical : - Vérin bi-tiges et à double effet, avec régleurs de débit et détecteurs de position d’origine et de fin de course. Commandé
par électrodistributeur.- Bras de préhension : Ventouse avec venturi, commandé par électrodistributeur.- Détecteurs magnétiques de type « Reed ».- Vacuostat à sortie PNP.
• Module l’insertion de l'axe dans l'ensemble- Vérin compact à mouvement linéaire et rotatif avec régleurs de débit et détecteurs de position d’origine et de fin de course en mode
linéaire et de position 0° et 180° en mode rotatif. Commandée par deux électrodistributeurs.- Ventouse avec venturi de génération de vide commandée par électrodistributeur.- Détecteurs magnétiques de type « Reed ». - Vacuostat à sortie PNP.
• Grille électrique (550 x 400 mm)- Bornier accessible avec branchements d’alimentation et E/S codifiées.- Interrupteur thermique incorporé.- E/S : 20 entrées, 16 sorties.- Source d’alimentation : 24V/2.1A.- API : selon le choix du client.
FMS-200
166
• Dimensions : 900x540x900 mm
• Unité de traitement de l’air : avec régulateur de pression et manomètre.
• Pupitre de commande : boutons poussoirs marche, arrêt, réinitialisation. Sélecteur de cycle continu/unique et sectionneur. Bouton d’arrêt
d’urgence et pilote indicateur d’erreur.
• Module plateau indexeur
- Vérin compact à double effet avec régleurs de débit et détecteur de position d’origine. Commandé par électrodistributeur.
- 2 vérins compacts commandés par électrodistributeur 5/2 monostable.
- Détecteur magnétique de type « Reed ».
• Module d’alimentation des capots
- Vérin à double effet, avec régleurs de débit et détecteur de position de fin de course. Commandés par électrodistributeur.
- Détecteur magnétique de type « Reed ».
- Capteur de présence (Microrrupteur).
• Module de station de chargement
- Vérin compact à mouvement linéaire et rotatif avec régleurs de débit et détecteur de position d’origine et de fin de course en mode linéaire et de position 0° et 180° en mode rotatif. Commandée par deux électrodistributeurs
- Pinces guidées à ouverture parallèle commandées par électrodistributeur.
- Détecteurs magnétiques de type « Reed ».
• Module des stations de détection du matériau
- Détecteur inductif
- Détecteur capacitif.
- Détecteur photoélectrique.
• Module de mesure du capot
- Vérin avec lecteur de course double et régleurs de débit. Commandé par électrodistributeur.
- Codeur linéaire intégré au vérin.
• Module d’éjection de capot incorrect
- Vérin bi-tiges à double effet avec régleurs de débit et détecteurs de position d’origine et de fin de course. Commandée par électrodistributeur.
- Vérin bi-tiges à double effet avec régleurs de débit et détecteur de position d’origine et de fin de course. Commandé par électrodistributeur.
- 3 ventouses avec venturi de génération de vide, commandées par électrodistributeur.
- Détecteurs magnétiques de type « Reed »
- Vacuostat à sortie PNP.
• Module d’insertion du capot
- Vérin compact à mouvement linéaire et rotatif avec régleurs de débit et détecteurs de position d’origine et de fin de course en mode linéaire et de position 0° et 180° en mode rotatif. Commandée par deux électrodistributeurs.
- Pinces guidées à deux doigts à ouverture parallèle, commandées par électrodistributeur.
- Détecteurs magnétiques de type « Reed ».
• Grille électrique de contrôle (550 x 400 mm)
- Bornier accessible avec branchements d’alimentation et E/S codifiées.
- Interrupteur thermique incorporé.
- E/S : 22 entrées, 16 sorties.
- Source d’alimentation : 24V/2.1A.
- API : selon le choix du client.
FMS-205 : Station d’alimentation, sélection et mise en place du capot
Fiches techniques

FMS-207 : Station de robot visseur assembleur-désassembleur
167FMS-200
• Dimensions : 900 x 540 x 900 mm.
• Unité de traitement de l’air avec régulateur de pression et manomètre.
• Pupitre de commande : boutons poussoirs marche, arrêt, réinitialisation. Sélecteur de cycle continu/unique et sectionneur. Bouton d’arrêt
d’urgence et pilote d’erreur.
• Module d’alimentation des vis
- 2 vérins à double effet commandés par électrodistributeur.
• Module de transfert
- Vérin bi-tiges et à double effet avec régleurs de débit et détecteurs de position d’origine et de fin de course. Commandé par
électrodistributeur.
- Détecteurs magnétiques de type « Reed ».
- Photocellule.
- Fibre optique.
• Module manipulateur d’insertion de vis
- Vérin bi-tiges à double effet Ø25 avec régleurs de débit et détecteurs de position d’origine et de fin de course. Commandée par
électrodistributeur.
- Vérin bi-tiges et à double effet avec régleurs de débit et détecteurs de position d’origine et de fin de course. Commandé par
électrodistributeur.
- Pinces guidées à deux doigts à ouverture parallèle et détecteurs de position ouverte et fermée. Commandées par électrodistributeur.
- Détecteurs magnétiques de type « Reed ».
• Grille électrique : (550 x 400 mm)
- Bornier accessible avec branchements d’alimentation et E/S codifiées.
- Interrupteur thermique incorporé.
- E/S : 13 entrées, 9 sorties.
- Source d’alimentation : 24V/2.1A.
- API : selon le choix du client.
FMS-206 : Station de montage des vis
• Dimensions : 900 x 540 x 900 mm
• Pupitre de commande : boutons poussoirs marche, arrêt, réinitialisation. Sélecteur de cycle continu/unique et sectionneur. Bouton d’arrêt
d’urgence et pilote d’erreur.
• Eléments de la station :
- Robot à 5 axes selon le choix du client.
- Tournevis électrique
- Pince pneumatique commandée par électrodistributeur.
• Capot en méthacrylate pour la protection de l’utilisateur.
• Grille électrique (550 x 400 mm.)
- Bornier accessible avec branchements d’alimentation et E/S codifiées.
- Interrupteur thermique incorporé.
- E/S : 8 entrées, 8 sorties.
- Relais pour l’alimentation du tournevis.
- Source d’alimentation : 24V/0,6A.
- Source d’alimentation : 5V/2,5A.
- Contrôleur du robot, console de programmation, logiciel de programmation et câble selon le choix de l'utilisateur.
- API : selon le choix de l’utilisateur.

FMS-200
168
• Dimensions : 900 x 650 x 900 mm.
• Capot en méthacrylate pour la protection de l’utilisateur.• Unité de traitement de l’air avec régulateur de pression et manomètre
• Pupitre de commande : boutons poussoirs marche, arrêt, réinitialisation. Sélecteur de cycle continu/unique et sectionneur. Bouton d’arrêt
d’urgence et pilote indicateur d’erreur.
• Module axe vertical- Vérin bi-tiges à double effet avec régleurs de débit et détecteurs de position d’origine et de fin de course. Commandée par
électrodistributeur 5/2 monostable.
- Élément de préhension : 4 ventouses avec venturi de génération de vide. Commandées par électrodistributeur.
- Détecteurs magnétiques de type « Reed »
- Vacuostat numérique à sortie PNP
• Module axes de électriques positionnement- 2 actionneurs linéaires
- Moteurs brushless pour les actionneurs linéaires (50 et 100W).
- Détecteurs magnétiques de type « Reed »
• Grille électrique de contrôle (550 x 400 mm)
- Bornier accessible avec branchements d’alimentation et E/S codifiées.
- Interrupteur thermique incorporé.
- E/S : 15 entrées, 15 sorties.
- Drivers pour le contrôle des moteurs incorporés dans les actionneurs électriques linéaires.
- Console de programmation pour les circuits de commande, si nécessaire.
- API : selon le choix de l’utilisateur
FMS-208 : Station de stockage du produit fini.
Fiches techniques
• Dimensions : 900 x 540 x 900 mm.• Capot en méthacrylate pour la protection de l’utilisateur.• Unité de traitement de l’air avec régulateur de pression et manomètre indicateur.• Pupitre de commande : boutons poussoirs de marche, arrêt et réinitialisation. Pilote indicateur d’erreur et bouton d'arrêt d'urgence.
• Module d’insertion/extraction- Vérin à double effet sans tige avec régleurs de débit et détecteur de position d’origine et de fin de course. Commandé par électrodistributeur.- Actionneur rotatif avec régleurs de débit et détecteurs de position 0° et 180°. Commandé par électrodistributeur.- Vérin à double effet bi-tiges avec régleurs de débit et détecteurs de position d’origine et de fin de course. Commandé
par électrodistributeur.- Élément de préhension 4 ventouses avec venturi générateur de vide. Commandé par électrodistributeur 3/2 bistable.- Vacuostat à sortie PNP.
• Module axes électriques- 2 actionneurs électriques linéaires.- Moteurs brushless 50 et 100W.
• Module Four- 2 vérins bi-tiges à double effet avec régleurs de débit et détecteurs de position d’origine et de fin de course. Commandé par électrodistributeur.- Moteur.- Ampoule 150W.
• Grille électrique (550 x 400 mm)- Bornier accessible avec branchements d’alimentation et E/S codifiées.- Interrupteur thermique incorporé.- E/S : 22 entrées, 27 sorties.- Source d’alimentation : 24V (60W).- Drivers pour le contrôle des moteurs incorporés dans les actionneurs électriques linéaires.
- Contrôleur de température.
- API : selon le choix de l’utilisateur.
- CPU avec cartes d’extension E/S.
- Carte de communication.
FMS-209 : Station de séchage de la peinture au four

169FMS-200
• Dimensions : 900 x 540 x 900 mm • Unité de traitement de l’air avec régulateur de pression et manomètre indicateur• Pupitre de commande : boutons poussoirs marche, arrêt, réinitialisation. Sélecteur de cycle continu/unique et sectionneur. Bouton d’arrêt
d’urgence et pilote indicateur d’erreur.
• Module d’insertion/extraction de l’ensemble- Actionneur rotatif de type pignon double crémaillère, avec régleurs de débit et détecteurs 0°, 90° et 180°. Commandé par électrodistributeur.- Bras de préhension : 4 ventouses avec venturi. Commandé par électrodistributeur.- Détecteurs magnétiques de type « Reed » - Vacuostat à sortie PNP
• Module table rotative- Vérin à double effet avec détecteur de position d’origine. Commandé par électrodistributeur.- Moteur pas à pas.- Détecteurs magnétiques de type « Reed »
• Module système de vision artificielle- Comprend l’unité de traitement, la caméra, les lentilles, un moniteur TFT 5,5 pouces, une console de programmation et les accessoires nécessaires.
• Module d’évacuation du produit en cours défectueux- Axe horizontal : vérin bi-tiges avec régleurs de débit et détecteur de position d’origine et de fin de course. Commandé par électrodistributeur.- Axe vertical : vérin bi-tiges avec régleurs de débit et détecteur de position d’origine et de fin de course. Commandé par électrodistributeur.- Bras de préhension : 4 ventouses avec venturi pour la génération du vide. Commandé par électrodistributeur.- Détecteurs magnétiques de type « Reed » - Vacuostat à sortie PNP
• Grille électrique (550 x 400 mm)- Bornier accessible avec branchements d’alimentation et E/S codifiées.- Interrupteur thermique incorporé.- E/S : 32 entrées, 22 sorties.- Source d’alimentation : 24V/2.1A.- Source d’alimentation 5V/2.5A.- Driver à impulsions pour moteur pas à pas.- Contrôleur du système de vision artificielle.- API : selon le choix de l’utilisateur.
FMS-210 : Station de contrôle qualité par vision artificielle
• Dimensions : 3900 x 130 x 970 mm.• Commande : 2 moteurs triphasés 230V/1.8A 0.37Kw.• Unité de traitement de l’air avec régulateur de pression et manomètre indicateur avec pressostat incorporé. • Composants
- 8 vérins compacts à double effet commandés par électrodistributeurs.- 3 vérins compacts avec guide à double effet et régleurs de débit. Commandés par électrodistributeurs.- Actionneur rotatif à double effet _max:90º, avec régleurs de débit. Commandé par électrodistributeur.- 2 vérins sans tige à double effet avec régleurs de débit et détecteurs de position d’origine et de fin de course. Commandés par électrodistributeurs.- Détecteurs magnétiques de type « Reed ».- 24 détecteurs inductifs.- 2 détecteurs capacitifs.- 8 microrrupteurs.- 10 modules pour bus de terrain avec 4 entrées et 4 sorties.
• Armoire de contrôle (700 x 500mm. Fond 230mm)- Bornier accessible avec branchements d’alimentation et E/S codifiées.- Interrupteur thermique incorporé.- E/S : 5 entrées, 6 sorties.- Boutons poussoirs marche, arrêt. 1 bouton d’arrêt d’urgence et 2 voyants indicateurs de défaillance et en ligne.- Filtre de réseau.- Convertisseur de fréquence avec filtre.- Panneau de l’opérateur pour la programmation du variateur.- 2 contacteurs triphasés d’alimentation des moteurs.- API : selon le choix de l’utilisateur
Système de transport. Transfert linéaire
Système de transport. Transfert modulaire• Dimensions : 1000x130x970 mm.• Moteur : 24 Vcc.
- 1 vérin à double effet compact commandé par électrodistributeur.- 3 détecteurs inductifs.- 1 microinterrupteur.- Modules Bus de terrain : Module 8E/8S