Embed Size (px)
Citation preview
Etat des lieux et évolution de la filière des industries mécaniques
La fili La filiè ère professionnelle des industries m re professionnelle des industries mé écaniques caniques

Elle représente :
La fili La filiè ère professionnelle des industries m re professionnelle des industries mé écaniques caniques
q 15 % de l’industrie manufacturière en France De la fabrication de machines à celle d’articles ménagers, de chaînes ou de ressorts.
q Au niveau régional, elle représente 4% de l’emploi soit 54 266 actifs (chiffres de l’Observatoire régional des métiers)
q Une filière en expansion : augmentation des effectifs de 18 % depuis 1997 au niveau national mais stable au niveau régional
q Une filière qui connaît un manque chronique de main d’œuvre qualifiée.
q 1900 1920 : taylorisme
q 1947 : théories sur la formation du copeau
q Années 1970 : développement des Machines à commande numérique et des carbures métalliques
q Années 1980 : fabrication flexible
q Années 1990 : développement de la grande vitesse
q Début du 21éme siècle : évolution des machines et intégration de l’informatique Simulation numérique
L’évolution des techniques de production
q La mécanique française est au 5ème RANG mondial § CA de 68 milliards d’euros (450 milliards de francs) § 525 500 salariés § 6 640 entreprises (85% emploient moins de 100 personnes)
q TROIS SECTEURS D’ACTIVITES : § Les biens d’équipements (automatismes, ferroviaire, aéronautique,
agroéquipement, électroménager, ..) 3600 entreprises, 324 000 emplois § Le travail des métaux (forge, décolletage, mécanique générale,…)
2186 entreprises, 140 000 emplois § La fabrication de produits métalliques (visserie, ressorts, outils,
…) 906 entreprises, 84 000 emplois
Place de la production m Place de la production mé écanique dans l canique dans l ’é ’économie conomie

q La COMPETITIVITE exige une autre manière de produire :
§ Réactive et non rigide
§ Concourante et non séquentielle
§ Coopérative et non cloisonnée
q Travailler ENSEMBLE COMMUNIQUER ECHANGER CAPITALISER induit de nouveaux comportements et donc l’élargissement des compétences
Les profils de comp Les profils de compé étences dans la d tences dans la dé émarche industrielle marche industrielle
1. BENEFICIER du MEILLEUR NIVEAU DE COMPETENCES
2. PARTAGER LES RESSOURCES et le matériel (le partage et la location de machines devant permettre aux PME d’amortir plus facilement un nouvel équipement).
3. PARTAGER LA PRODUCTION en temps réel à l’échelle mondiale (en particulier dans les groupes qui possèdent des unités de production dans le monde).
Les objectifs des entreprises :
Evolutions et perspectives Evolutions et perspectives
1. Elargissement des compétences des opérateurs et techniciens (Exemple : programmation des machines).
2. ADAPTABILITE ACCRUE (Exemple : maîtrise de l’anglais).
3. Polycompétences des techniciens et «concepteurs process»: Maîtrise des procédés Travail COOPERATIF (Modèle unique et travail partagé) Approche MULTIPROCEDES.
L’évolution des emplois et des qualifications :
Evolutions et perspectives Evolutions et perspectives
C’est une filière à fort enjeu d’élévation
du niveau de qualification
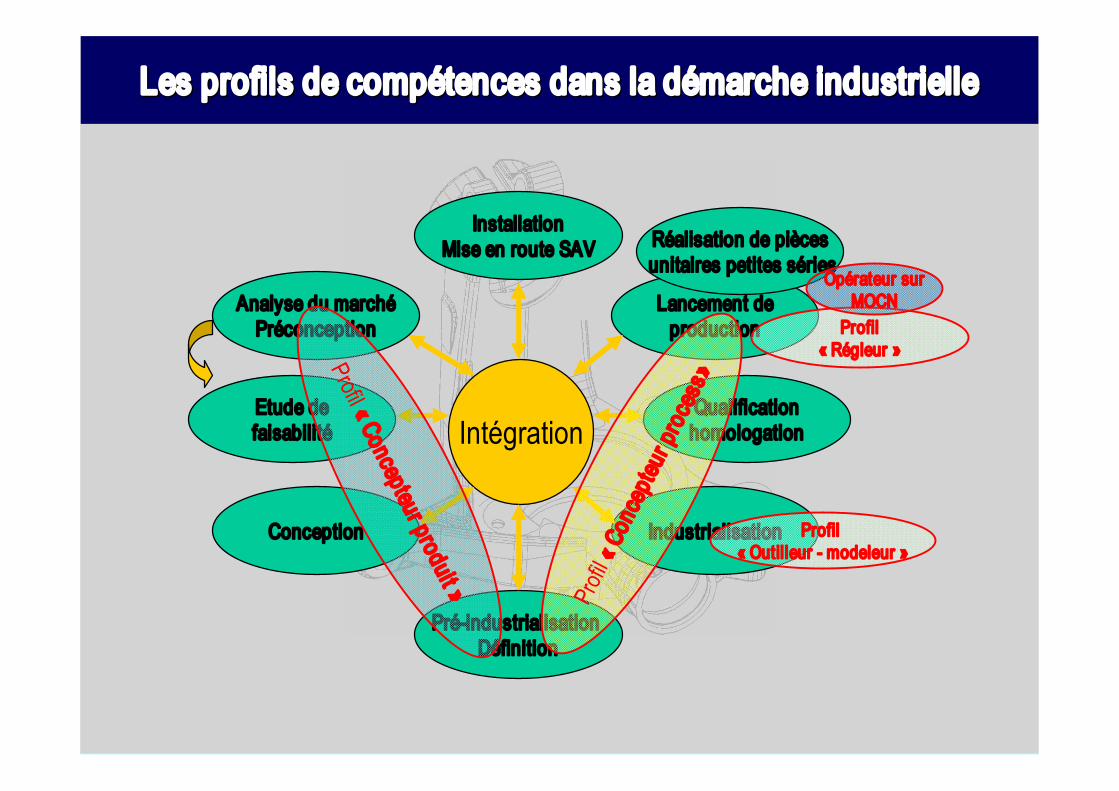
Lancement de production
Réalisation de pièces unitaires petites séries
Qualification homologation
Conception
Préindustrialisation Définition
Industrialisation
Installation Mise en route SAV
Intégration Etude de faisabilité
Analyse du marché Préconception
Profil « Concepteur produit » Profil «
Concepteu
r process»
Profil « Régleur »
Opérateur sur MOCN
Les profils de comp Les profils de compé étences dans la d tences dans la dé émarche industrielle marche industrielle
Profil « Outilleur modeleur »
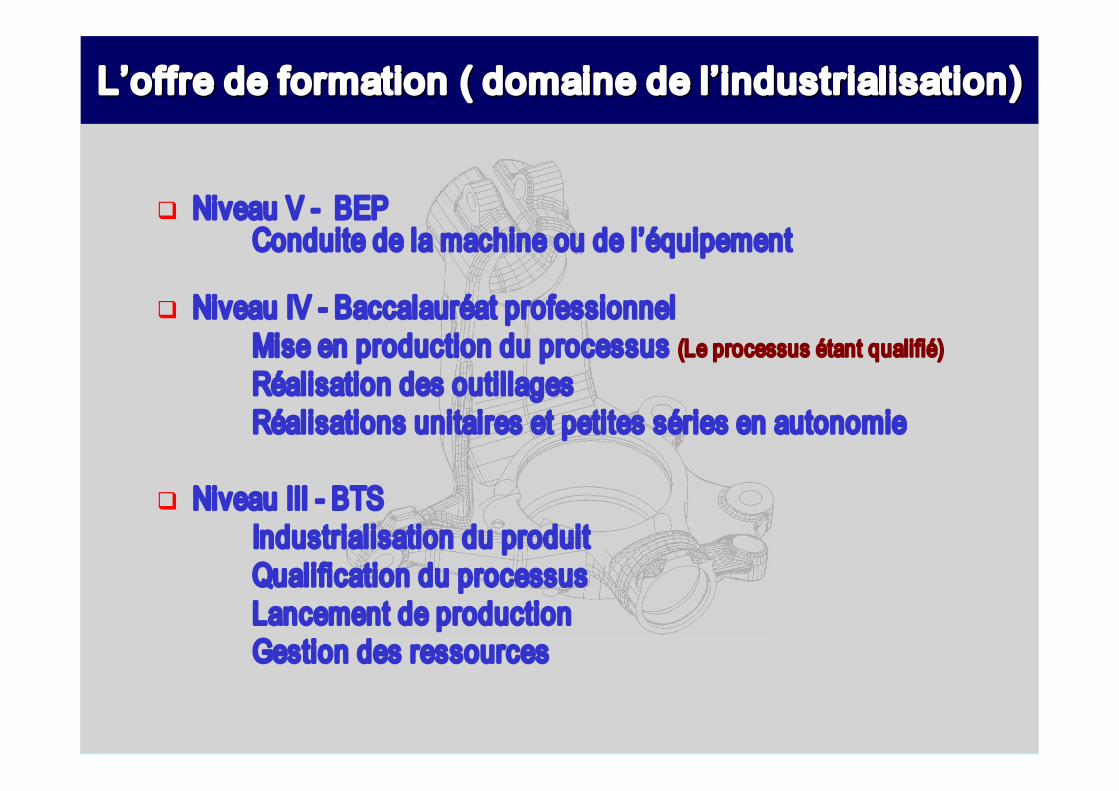
q Niveau V BEP Conduite de la machine ou de l’équipement
q Niveau IV Baccalauréat professionnel Mise en production du processus (Le processus étant qualifié) Réalisation des outillages Réalisations unitaires et petites séries en autonomie
q Niveau III BTS Industrialisation du produit Qualification du processus Lancement de production Gestion des ressources
L L’ ’offre de formation ( domaine de l offre de formation ( domaine de l ’ ’ industrialisation) industrialisation)
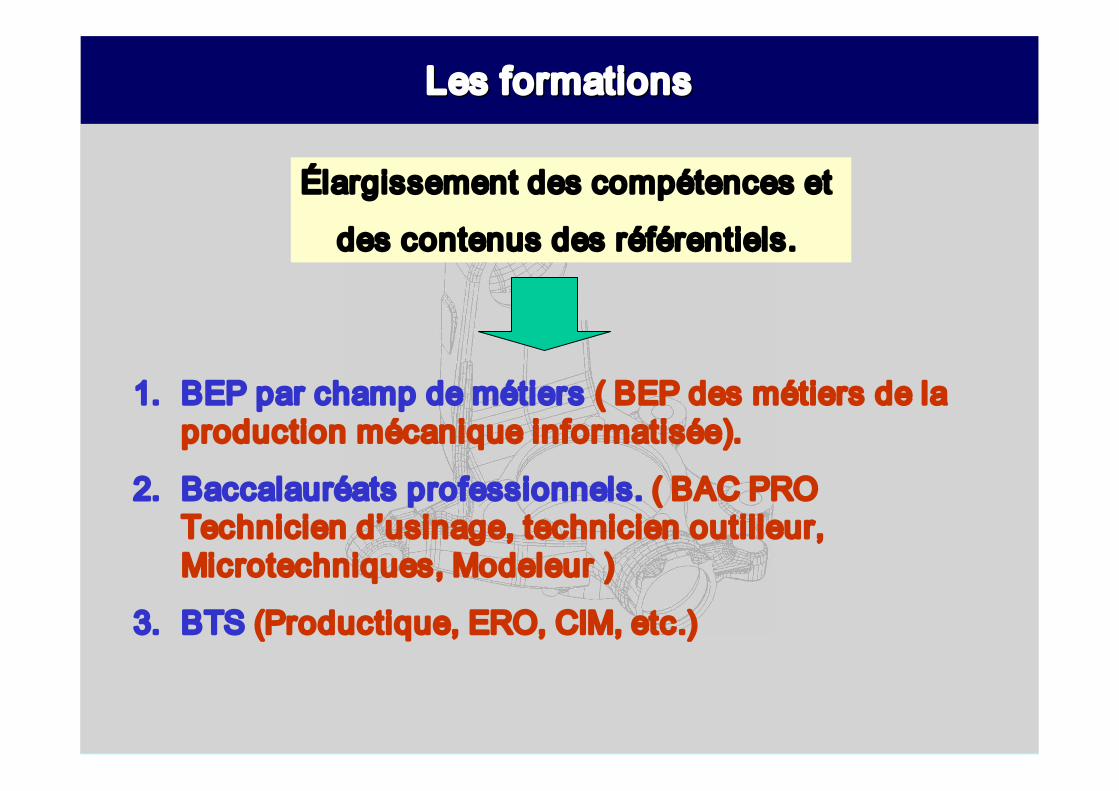
Les formations Les formations
Élargissement des compétences et
des contenus des référentiels.
1. BEP par champ de métiers ( BEP des métiers de la production mécanique informatisée).
2. Baccalauréats professionnels. ( BAC PRO Technicien d’usinage, technicien outilleur, Microtechniques, Modeleur )
3. BTS (Productique, ERO, CIM, etc.)
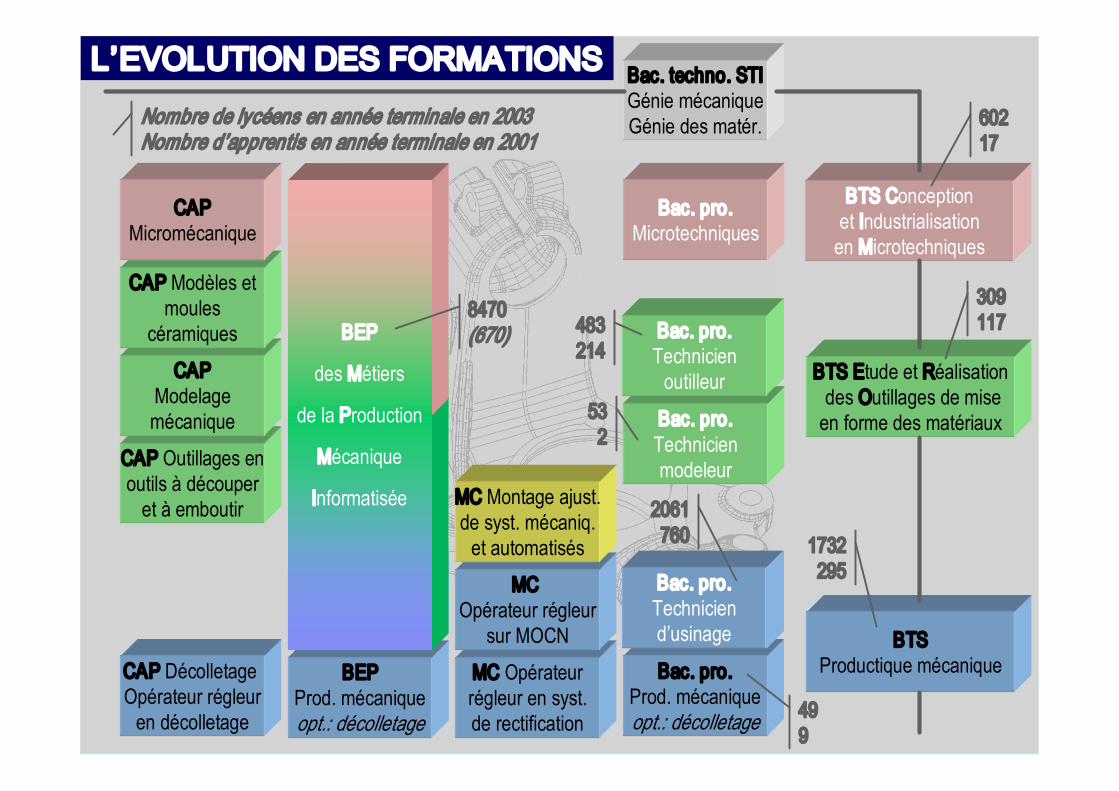
Bac. pro. Microtechniques
BEP Outillages
BTS Etude et Réalisation des Outillages de mise en forme des matériaux
CAP Outillages en outils à découper et à emboutir
CAP Modelage mécanique
CAP Modèles et moules
céramiques
Bac.pro.Outillage de m. f. des mat. opt.: non métalliq.
Bac.pro.Outillage de m. f. des mat. opt.: métalliques
CAP Décolletage Opérateur régleur en décolletage
MC Opérateur régleur en syst. de rectification
MC Opérateur régleur
sur MOCN BTS Productique mécanique BEP
Prod. mécanique opt.: décolletage
BEP Prod. mécanique opt. : usinage
Bac. pro. Prod. mécanique opt.: décolletage
Bac. pro. Prod. mécanique opt. : usinage
MC Montage ajust. de syst. mécaniq. et automatisés
BEP Microtechniques
BTS Microtechniques
CAP Micromécanique
BEP
des Métiers
de la Production
Mécanique
Informatisée
Bac. pro. Technicien d’usinage
Bac. pro. Technicien modeleur
Bac. pro. Technicien outilleur
BTS Conception et Industrialisation en Microtechniques
Bac. techno. STI Génie mécanique Génie des matér.
1732 295
309 117
602 17
8470 (670)
499
2061 760
53 2
483 214
Nombre de lycéens en année terminale en 2003 Nombre d’apprentis en année terminale en 2001
L’EVOLUTION DES FORMATIONS
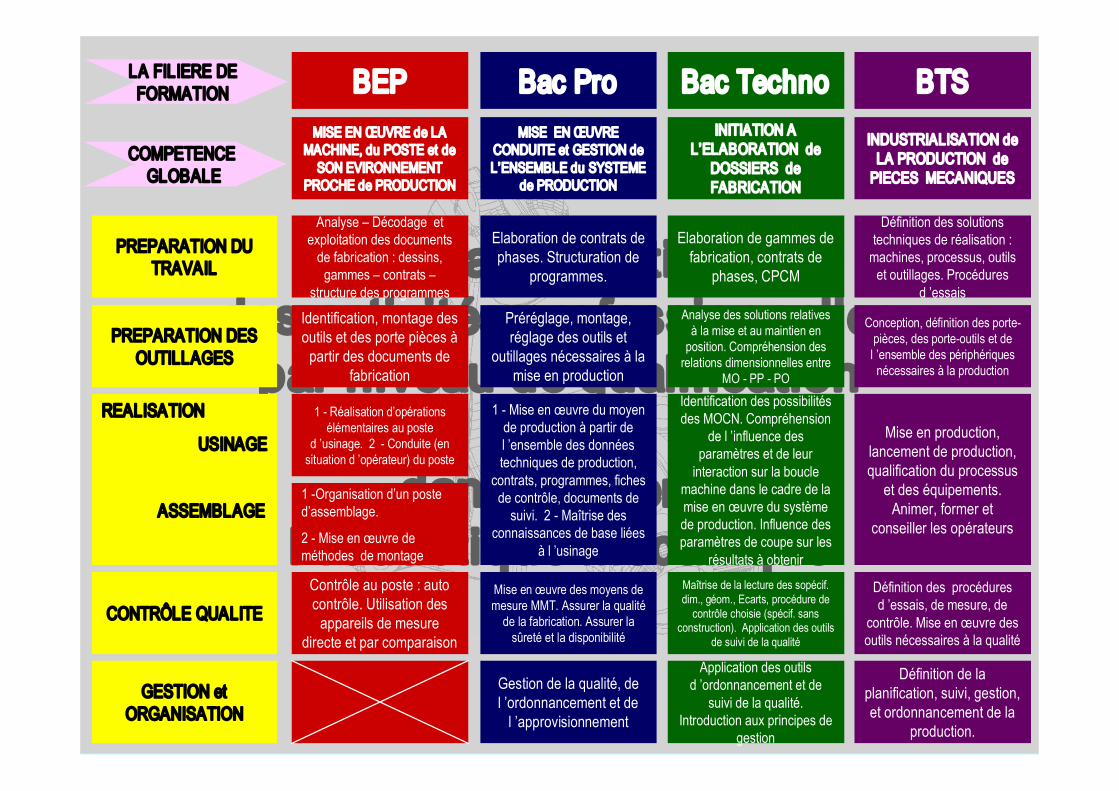
Caractérisation des activités professionnelles par niveau de qualification
dans la filière Productique mécanique
MISE EN ŒUVRE CONDUITE et GESTION de L’ENSEMBLE du SYSTEME
de PRODUCTION
INITIATION A L’ELABORATION de
DOSSIERS de FABRICATION
INDUSTRIALISATION de LA PRODUCTION de PIECES MECANIQUES
MISE EN ŒUVRE de LA MACHINE, du POSTE et de SON EVIRONNEMENT
PROCHE de PRODUCTION
COMPETENCE GLOBALE
Elaboration de contrats de phases. Structuration de
programmes.
Préréglage, montage, réglage des outils et
outillages nécessaires à la mise en production
1 Mise en œuvre du moyen de production à partir de l ’ensemble des données techniques de production,
contrats, programmes, fiches de contrôle, documents de suivi. 2 Maîtrise des
connaissances de base liées à l ’usinage
Mise en œuvre des moyens de mesure MMT. Assurer la qualité de la fabrication. Assurer la sûreté et la disponibilité
Gestion de la qualité, de l ’ordonnancement et de l ’approvisionnement
Elaboration de gammes de fabrication, contrats de
phases, CPCM
Analyse des solutions relatives à la mise et au maintien en position. Compréhension des relations dimensionnelles entre
MO PP PO Identification des possibilités des MOCN. Compréhension
de l ’influence des paramètres et de leur interaction sur la boucle
machine dans le cadre de la mise en œuvre du système de production. Influence des paramètres de coupe sur les
résultats à obtenir Maîtrise de la lecture des sopécif. dim., géom., Ecarts, procédure de contrôle choisie (spécif. sans
construction). Application des outils de suivi de la qualité
Application des outils d ’ordonnancement et de
suivi de la qualité. Introduction aux principes de
gestion
Définition des solutions techniques de réalisation : machines, processus, outils et outillages. Procédures
d ’essais
Conception, définition des porte pièces, des porteoutils et de l ’ensemble des périphériques nécessaires à la production
Mise en production, lancement de production, qualification du processus
et des équipements. Animer, former et
conseiller les opérateurs
Définition des procédures d ’essais, de mesure, de
contrôle. Mise en œuvre des outils nécessaires à la qualité
Définition de la planification, suivi, gestion, et ordonnancement de la
production.
PREPARATION DU TRAVAIL
PREPARATION DES OUTILLAGES
REALISATION
USINAGE
ASSEMBLAGE
CONTRÔLE QUALITE
GESTION et ORGANISATION
Analyse – Décodage et exploitation des documents de fabrication : dessins, gammes – contrats –
structure des programmes
Identification, montage des outils et des porte pièces à partir des documents de
fabrication
1 Réalisation d’opérations élémentaires au poste
d ’usinage. 2 Conduite (en situation d ’opérateur) du poste
1 Organisation d’un poste d’assemblage.
2 Mise en œuvre de méthodes de montage
Contrôle au poste : auto contrôle. Utilisation des appareils de mesure
directe et par comparaison
Bac Pro Bac Techno BTS BEP LA FILIERE DE FORMATION

Métiers de l ’outillage Métier s de la productique usinage
Métier s de la microtechnique
Métier s de la définition de produits Métier s du décolletage
Métier s de la maintenance
LE BEP MPMI (Métiers de la Production Mécanique Informatisée)
Le Référentiel des activités professionnelles en BEP MPMI
Préparation du poste de travail à partir des moyens et des ressources techniques relatives à la réalisation et à l ’assemblage d ’éléments constitutifs de tout ou partie d ’un mécanisme.
Réalisation des opérations d ’usinage et d ’auto contrôle pour la production de pièces mécaniques.
Réalisation des opérations élémentaires d ’assemblage et de contrôle de tout ou partie d ’un mécanisme.
Réalisation d ’opérations de maintenance des moyens de production.
Les tâches professionnelles :

Découvr ir , comprendre
Réaliser
Assembler
Préparer la production Contrôler
Les activités pédagogiques en BEP MPMI
LES PRINCIPES DIRECTEURS
Éveiller l’attention et susciter la performance ( motivation de l’élève, l’informer des objectifs visés, lui proposer la résolution de problèmes réels à travers des réalisations concrètes)
Transmettre des connaissances et des méthodes ( stimuler des prérequis, apporter des connaissances, s’assurer de leur transfert dans des démarches d’apprentissage, utiliser les erreurs de chacun en les corrigeant et s’adapter au rythme des élèves…)
Préparation de la fabrication
Lancement et suivi d’une production qualifiée
Réalisation en autonomie de tout ou partie d’une fabrication
Maintenance de premier niveau, Remise en fonctionnement après arrêt
Le Référentiel des activités professionnelles en BAC PRO Technicien d’Usinage
Les tâches professionnelles :

Le Référentiel de certification du BAC PRO Technicien d’Usinage
Le titulaire du BAC PRO Technicien d’usinage est un technicien d’atelier qui maîtrise la mise en œuvre de tout ou partie de l’ensemble des moyens de production
permettant d’obtenir des produits par enlèvement de matière
SON CHAMP D’INTERVENTION
Analyse et exploitation des données techniques et utilisation de la chaîne numérique (CAO, FAO, Simulation),
Dans le cadre d’un processus qualifié et de relancement d’une production, préparation décentralisée, réglage, et mise en œuvre de machines à commande numérique,
Dans le cadre d’une production unitaire ou de petite série : Élaboration un processus à l’aide d’une FAO Choix des outils, des cycles, des matériels de contrôle Mise en œuvre de la machine à commande numérique
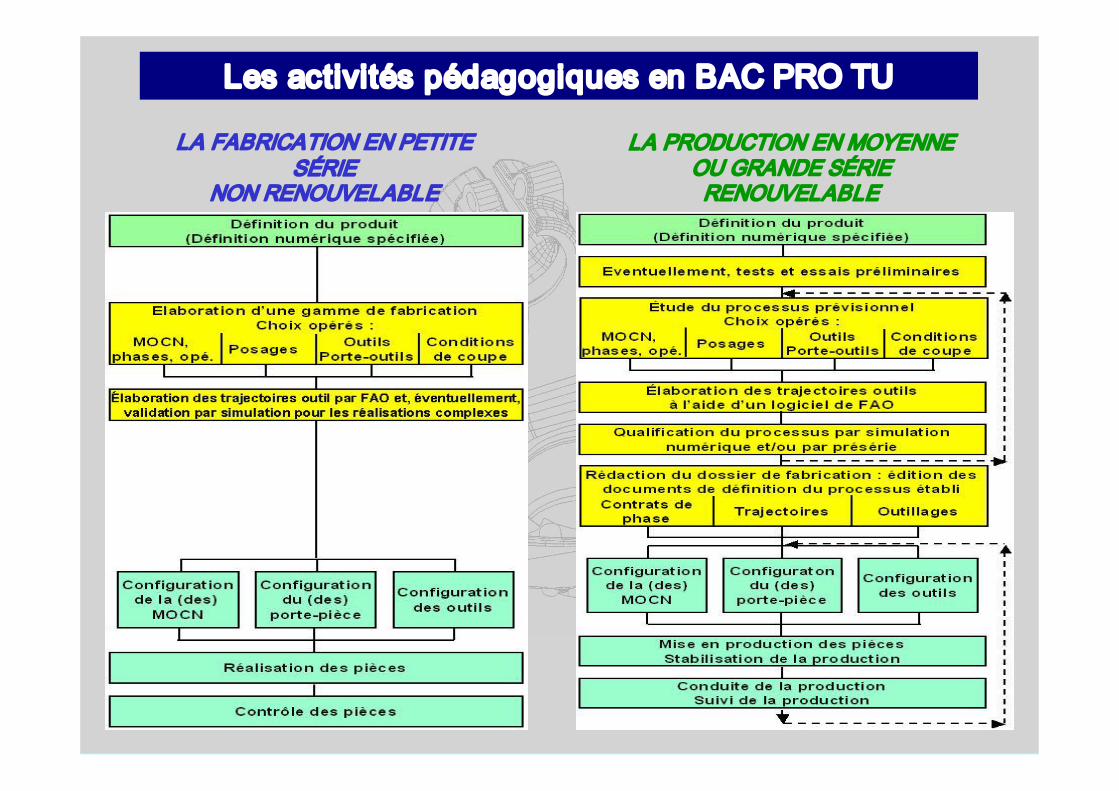
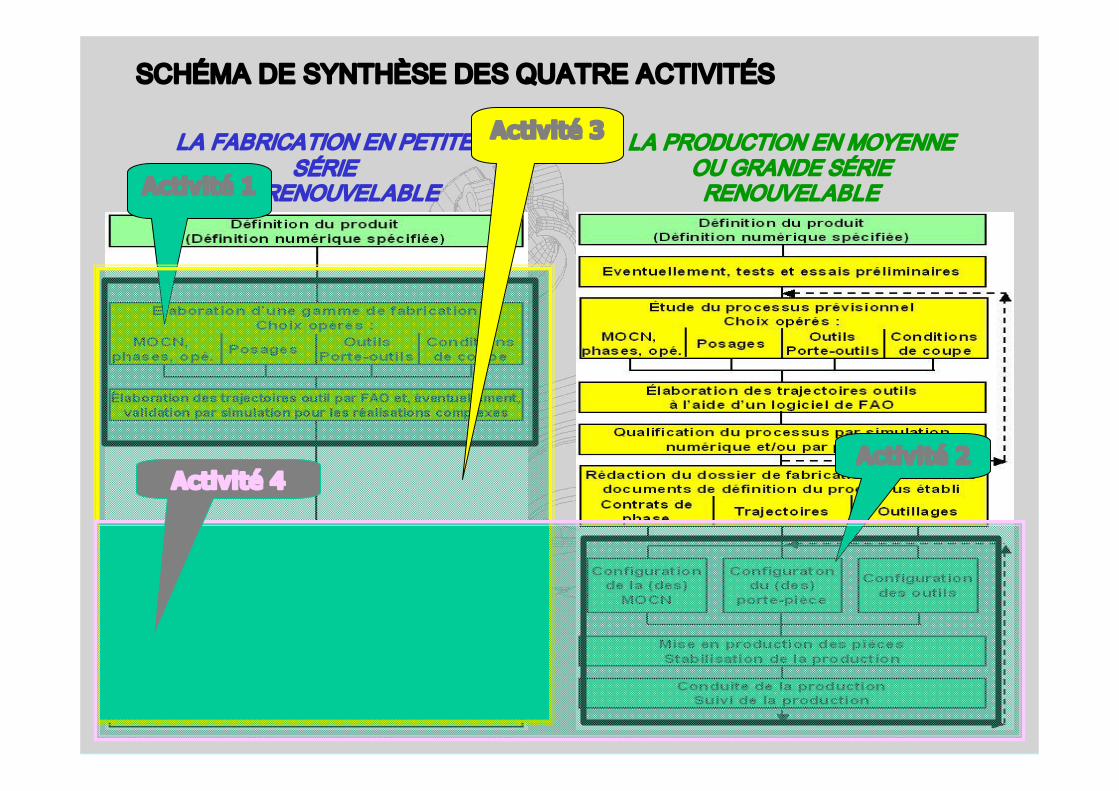
LA FABRICATION EN PETITE SÉRIE
NON RENOUVELABLE
LA PRODUCTION EN MOYENNE OU GRANDE SÉRIE RENOUVELABLE
Les activités pédagogiques en BAC PRO TU
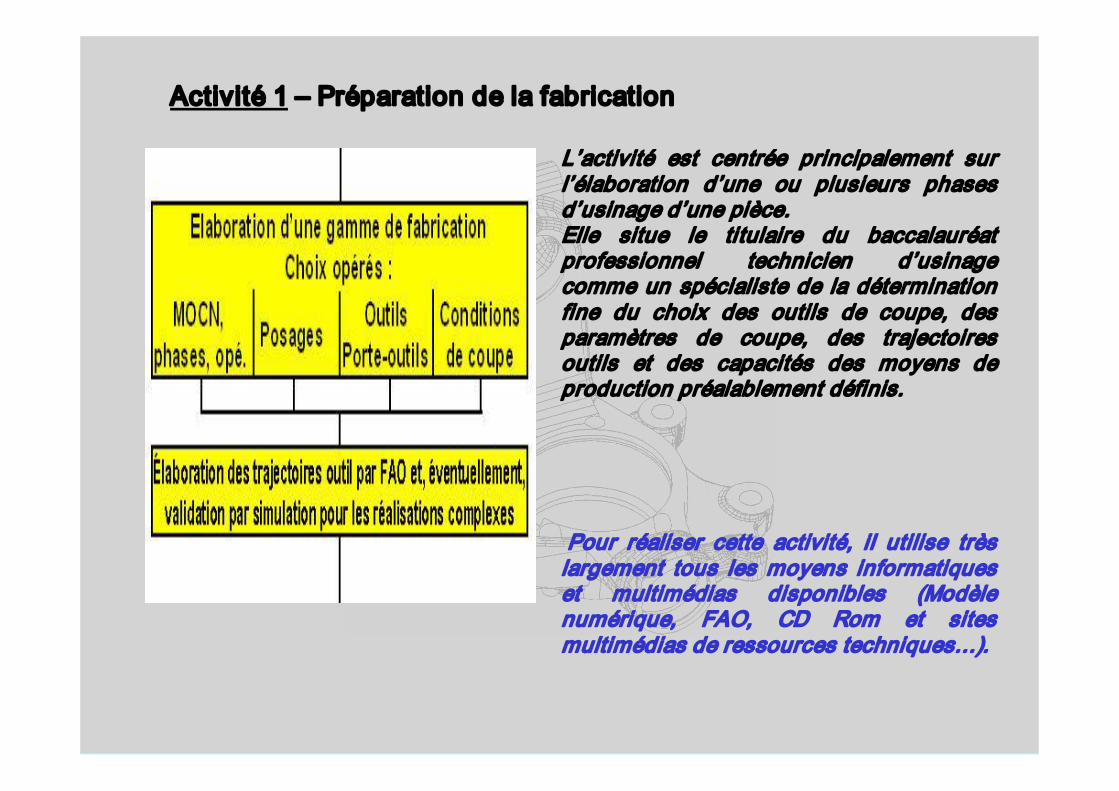
Activité 1 – Préparation de la fabrication
L’activité est centrée principalement sur l’élaboration d’une ou plusieurs phases d’usinage d’une pièce. Elle situe le titulaire du baccalauréat professionnel technicien d’usinage comme un spécialiste de la détermination fine du choix des outils de coupe, des paramètres de coupe, des trajectoires outils et des capacités des moyens de production préalablement définis.
Pour réaliser cette activité, il utilise très largement tous les moyens informatiques et multimédias disponibles (Modèle numérique, FAO, CD Rom et sites multimédias de ressources techniques…).
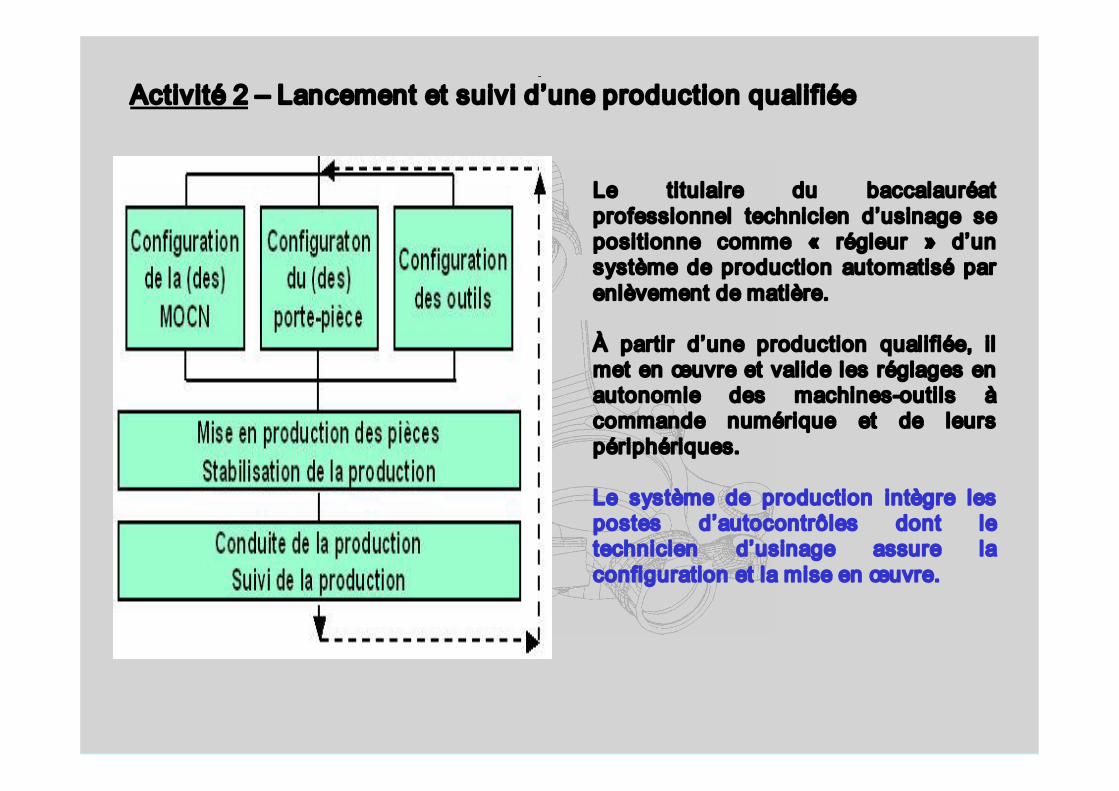
Le titulaire du baccalauréat professionnel technicien d’usinage se positionne comme « régleur » d’un système de production automatisé par enlèvement de matière.
À partir d’une production qualifiée, il met en œuvre et valide les réglages en autonomie des machinesoutils à commande numérique et de leurs périphériques.
Le système de production intègre les postes d’autocontrôles dont le technicien d’usinage assure la configuration et la mise en œuvre.
Activité 2 – Lancement et suivi d’une production qualifiée
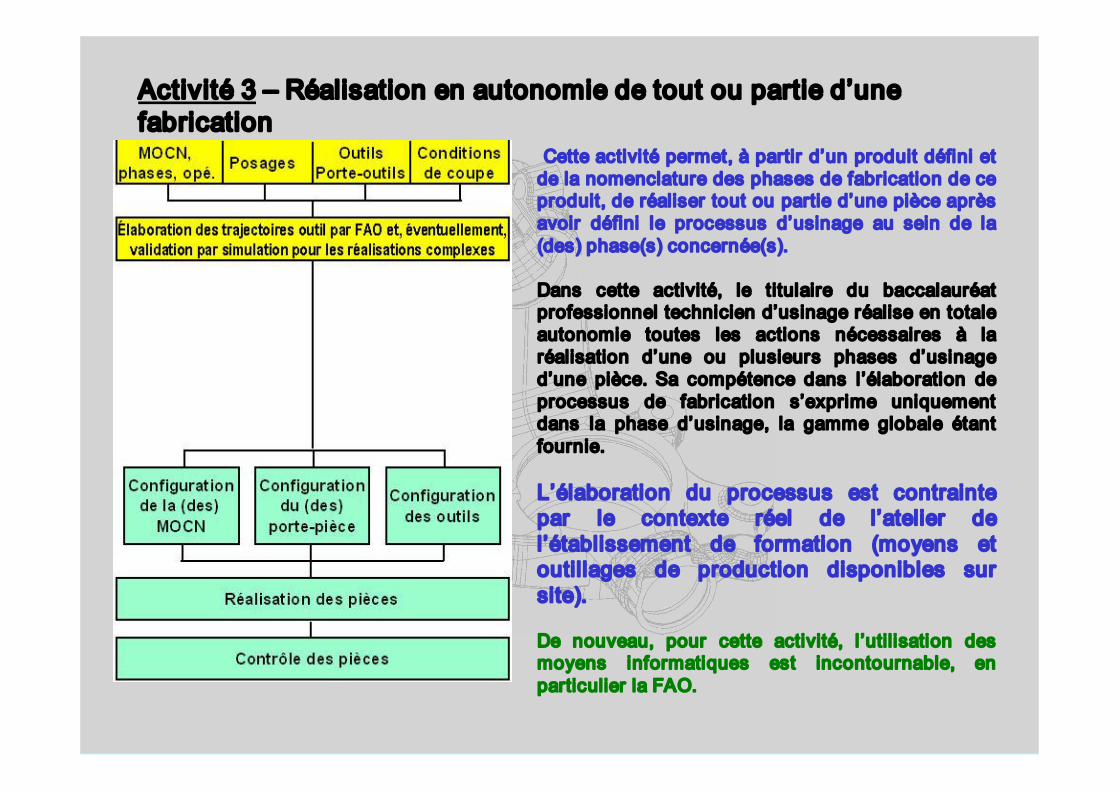
Activité 3 – Réalisation en autonomie de tout ou partie d’une fabrication
Cette activité permet, à partir d’un produit défini et de la nomenclature des phases de fabrication de ce produit, de réaliser tout ou partie d’une pièce après avoir défini le processus d’usinage au sein de la (des) phase(s) concernée(s).
Dans cette activité, le titulaire du baccalauréat professionnel technicien d’usinage réalise en totale autonomie toutes les actions nécessaires à la réalisation d’une ou plusieurs phases d’usinage d’une pièce. Sa compétence dans l’élaboration de processus de fabrication s’exprime uniquement dans la phase d’usinage, la gamme globale étant fournie.
L’élaboration du processus est contrainte par le contexte réel de l’atelier de l’établissement de formation (moyens et outillages de production disponibles sur site).
De nouveau, pour cette activité, l’utilisation des moyens informatiques est incontournable, en particulier la FAO.
LA FABRICATION EN PETITE SÉRIE
NON RENOUVELABLE
SCHÉMA DE SYNTHÈSE DES QUATRE ACTIVITÉS
Activité 1
Activité 2
Activité 3
Activité 4
LA PRODUCTION EN MOYENNE OU GRANDE SÉRIE RENOUVELABLE
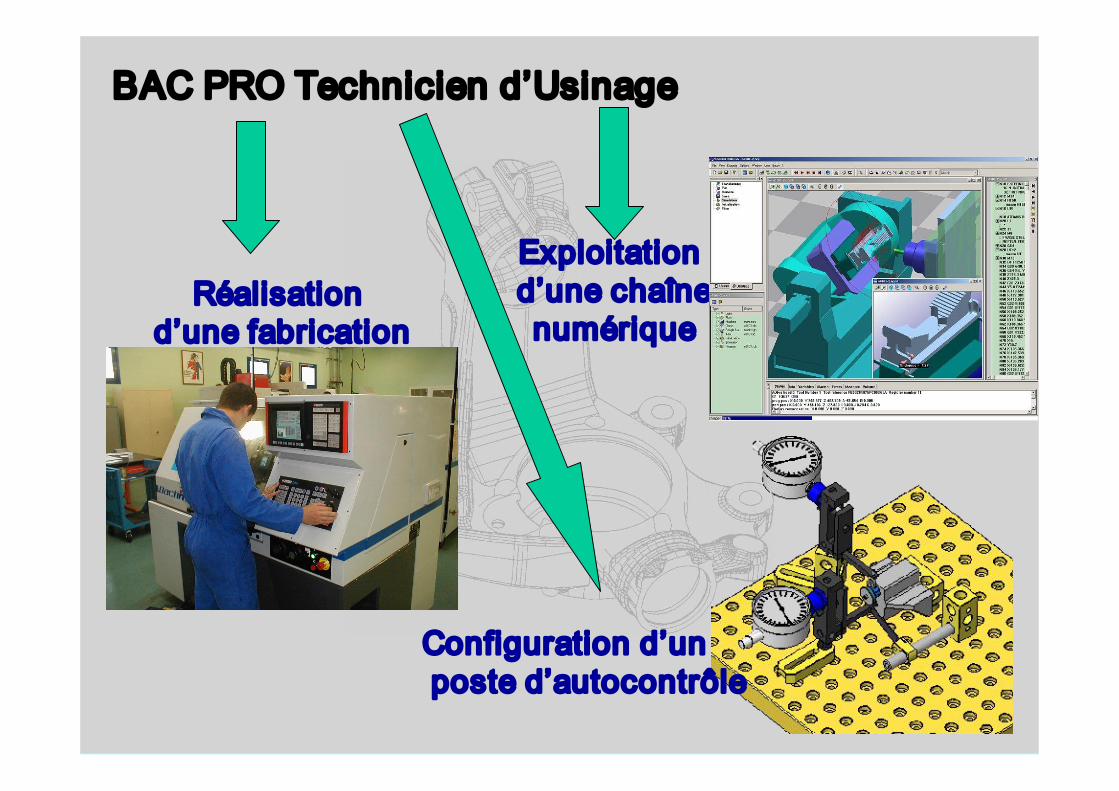
BAC PRO Technicien d’Usinage
Réalisation d’une fabrication
Configuration d’un poste d’autocontrôle
Exploitation d’une chaîne numérique
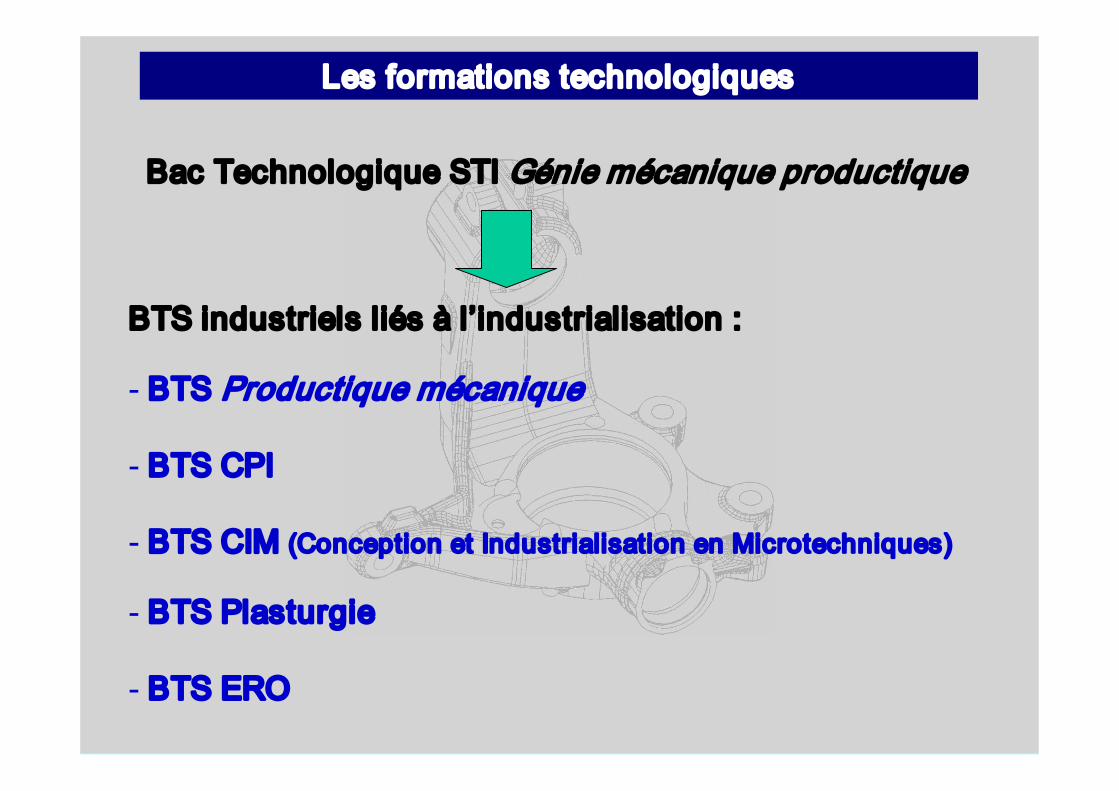
Les formations technologiques
BTS industriels liés à l’industrialisation :
BTS Productique mécanique
BTS CPI
BTS CIM (Conception et Industrialisation en Microtechniques)
BTS Plasturgie
BTS ERO
Bac Technologique STI Génie mécanique productique
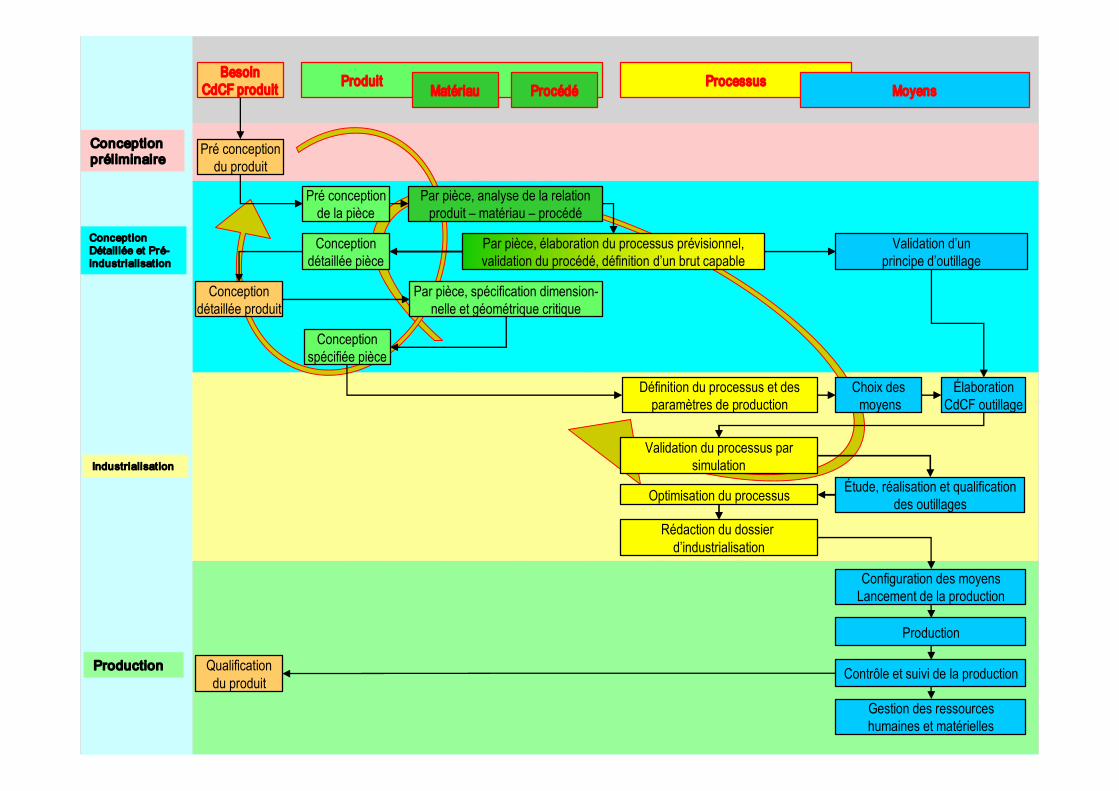
Besoin CdCF produit Produit Processus Moyens Matériau Procédé
Pré conception du produit
Qualification du produit
Configuration des moyens Lancement de la production
Production
Gestion des ressources humaines et matérielles
Contrôle et suivi de la production
Conception détaillée pièce
Pré conception de la pièce
Conception détaillée produit
Par pièce, spécification dimension nelle et géométrique critique
Conception spécifiée pièce
Validation d’un principe d’outillage
Par pièce, analyse de la relation produit – matériau – procédé
Par pièce, élaboration du processus prévisionnel, validation du procédé, définition d’un brut capable
Choix des moyens
Étude, réalisation et qualification des outillages
Définition du processus et des paramètres de production
Validation du processus par simulation
Optimisation du processus
Rédaction du dossier d’industrialisation
Élaboration CdCF outillage
Conception préliminaire
Conception Détail lée et Pré industrialisation
Industrialisation
Production
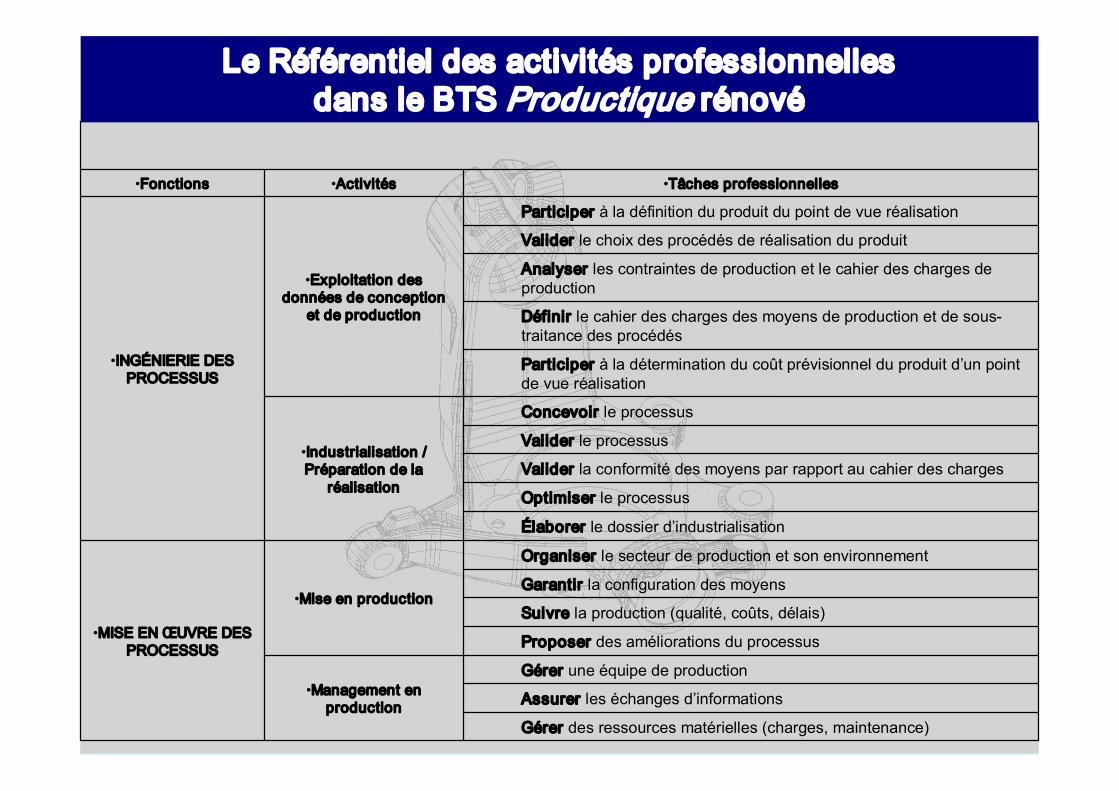
Gérer des ressources matérielles (charges, maintenance)
Assurer les échanges d’informations
Gérer une équipe de production •Management en
production
Proposer des améliorations du processus
Suivre la production (qualité, coûts, délais)
Garantir la configuration des moyens
Organiser le secteur de production et son environnement
•Mise en production
•MISE EN ŒUVRE DES PROCESSUS
Élaborer le dossier d’industrialisation
Optimiser le processus
Valider la conformité des moyens par rapport au cahier des charges
Valider le processus
Concevoir le processus
•Industrialisation / Préparation de la
réalisation
Participer à la détermination du coût prévisionnel du produit d’un point de vue réalisation
Définir le cahier des charges des moyens de production et de sous traitance des procédés
Analyser les contraintes de production et le cahier des charges de production
Valider le choix des procédés de réalisation du produit
Participer à la définition du produit du point de vue réalisation
•Exploitation des données de conception
et de production
•INGÉNIERIE DES PROCESSUS
•Tâches professionnelles •Activités •Fonctions
Le Référentiel des activités professionnelles dans le BTS Productique rénové
Exemple de mise en œuvre des programmes
Présentations de l’aprèsmidi :
En BTS, dans le cadre d’un travail collaboratif entre plusieurs sections de BTS,
En bac STI, dans le cadre d’une reconception de produit