Embed Size (px)
Citation preview

Atmosphères de traitement thermique
par Patrick COPPINIngénieur de l’École Centrale de ParisDocteur ès science des MatériauxChef de Marché International Métallurgie à L’Air Liquide
Benoît LHOTEIngénieur de l’École Centrale de ParisResponsable du programme Traitement Thermique pour la France à L’Air Liquide
Meryem BUFFINIngénieur Civil en Sciences des Matériaux de l’Université Catholique de LouvainIngénieur de Recherche Traitement Thermique au Centre de Recherche Claude Delorme
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.© Techniques de l’Ingénieur, traité Matériaux métalliques M 1 220 − 1
de L’Air Liquide
Serban CANTACUZÈNEIngénieur de l’École Nationale Supérieure d’Électrochimie et d’Électrométallurgie de Grenoble (ENSEEG)Docteur ès sciences des MatériauxIngénieur de Recherche Traitement Thermique au Centre de Recherche Claude Delorme de L’Air Liquide
ujourd’hui, l’utilisation d’atmosphères gazeuses pour le traitement ther-mique des métaux est devenue la norme. De plus, les exigences croissan-
tes en terme de qualité et la nécessité de contrôler et de reproduire cette qualitéimposent l’utilisation d’atmosphères de qualité de mieux en mieux élaborées etrégulées.
Cette tendance a pour conséquence la mise sur le marché de nouvelles solu-tions de fourniture d’atmosphères et de moyens de contrôles : l’atmosphère estaujourd’hui une composante essentielle du traitement thermique au même titreque la maîtrise des paramètres thermiques.
1. Rôle de l’atmosphère .............................................................................. M 1 220 - 2
2. Généralités sur les gaz ........................................................................... — 2
3. Comportement des atmosphères dans les fours ............................ — 6
4. Recommandations de sécurité pour la mise en œuvre des gaz . — 11
5. Générateurs d’atmosphère.................................................................... — 15
6. Atmosphères à base d’azote................................................................. — 20
7. Atmosphères à base d’hydrogène ....................................................... — 23
8. Liquides organiques ................................................................................ — 26
9. Atmosphères basse pression................................................................ — 26
10. Traitements assistés par plasma ou ioniques .................................. — 27
11. Analyse et régulation des atmosphères ............................................ — 28
Pour en savoir plus ........................................................................................... Doc. M 1 220
A
ATMOSPHÈRES DE TRAITEMENT THERMIQUE _______________________________________________________________________________________________
Les atmosphères gazeuses utilisées dans les fours sont généralement consti-tuées de mélanges de plusieurs gaz (N2, H2, CO, Ar, He) avec des traces d’impu-retés (O2, H2O, CO2, CH4). Les propriétés globales de ces atmosphèresdépendent des caractéristiques intrinsèques des mélanges unitaires et donc dela capacité du fournisseur de l’atmosphère d’en assurer la qualité et la reproduc-tibilité.
1. Rôle de l’atmosphère
Le rôle de l’atmosphère en traitement thermique est de maîtriserles caractéristiques physico-chimiques de la surface des pièces trai-tées. Ce rôle dépend du type de traitement choisi ainsi que de l’inter-action que l’on souhaite avoir entre le gaz et la surface du métal.
Dans le cas des traitements thermiques destinés à modifier lespropriétés métallurgiques « à cœur » (recuits, revenus, trempes
P
CPC
P
Solide
Liquide
Gaz
c
b
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.M 1 220 − 2 © Techniques de l’Ingénieur, traité Matériaux métalliques
gazeuses), l’atmosphère doit protéger la surface métallique de touteréaction indésirable (telles oxydation, cémentation, décarburation)et doit véhiculer la chaleur entre le métal traité et les parties chaudes(résistances, tubes radiants) et froides (ventilateurs, échangeurs,chemises d’eau, zones de trempe) du procédé. Les atmosphères uti-lisées pour ce type de traitements sont soit des atmosphères inertesvis-à-vis du métal traité (N2, Ar, He), soit des atmosphères réductri-ces (H2, N2 + H2, N2 + hydrocarbure, N2 + H2 + CO).
Dans le cas des traitements thermochimiques destinés à modifierles propriétés métallurgiques de la surface du métal (cémentation,recuit décarburant, nitruration, carbonitruration), l’atmosphère doitvéhiculer et renouveler des espèces qui interagissent chimiquementavec le métal traité. Les atmosphères utilisées pour ces traitementsvont contenir des espèces actives, CO et CxHy pour la cémentation,N2 et NH3 pour la nitruration, CO2 et H2O pour le recuit décarburant.
En dehors de cette segmentation, l’atmosphère peut aussi avoirun rôle dans le dégraissage, le nettoyage ou l’activation de la sur-face du métal (élimination des contaminants durant le recuit, activa-tion de la surface de tôle avant galvanisation, préparation de surfaceavant brasage).
2. Généralités sur les gaz
2.1 Propriétés physiques des gaz
Les propriétés physiques des gaz ont fait l’objet de nombreuxouvrages [1] [2] et, en particulier, l’Encyclopédie des gaz constitueun exemple très complet [22].
Les molécules gazeuses sont continuellement en mouvement ;elles ne se touchent que lors de collisions accidentelles. Les distan-ces qui les séparent sont généralement très grandes comparées audiamètre de ces molécules.
Les gaz n’ont donc pas de forme propre – ils ont la particularitéd’occuper tout l’espace qui leur est offert – et sont compressibles [1].
2.1.1 Diagramme d’état ou diagramme de phases d’un corps pur
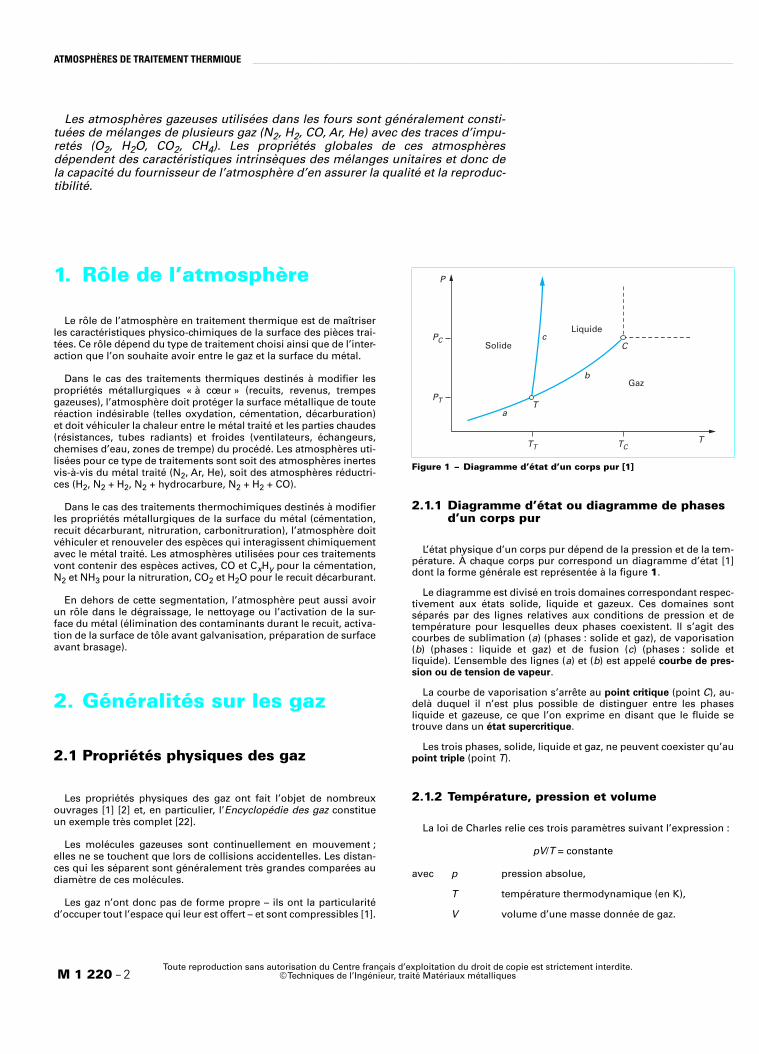
L’état physique d’un corps pur dépend de la pression et de la tem-pérature. À chaque corps pur correspond un diagramme d’état [1]dont la forme générale est représentée à la figure 1.
Le diagramme est divisé en trois domaines correspondant respec-tivement aux états solide, liquide et gazeux. Ces domaines sontséparés par des lignes relatives aux conditions de pression et detempérature pour lesquelles deux phases coexistent. Il s’agit descourbes de sublimation (a) (phases : solide et gaz), de vaporisation(b) (phases : liquide et gaz) et de fusion (c) (phases : solide etliquide). L’ensemble des lignes (a) et (b) est appelé courbe de pres-sion ou de tension de vapeur.
La courbe de vaporisation s’arrête au point critique (point C), au-delà duquel il n’est plus possible de distinguer entre les phasesliquide et gazeuse, ce que l’on exprime en disant que le fluide setrouve dans un état supercritique.
Les trois phases, solide, liquide et gaz, ne peuvent coexister qu’aupoint triple (point T).
2.1.2 Température, pression et volume
La loi de Charles relie ces trois paramètres suivant l’expression :
pV/T = constante
avec p pression absolue,
T température thermodynamique (en K),
V volume d’une masse donnée de gaz.
Figure 1 – Diagramme d’état d’un corps pur [1]
T T
TT TCT
a
_______________________________________________________________________________________________ ATMOSPHÈRES DE TRAITEMENT THERMIQUE
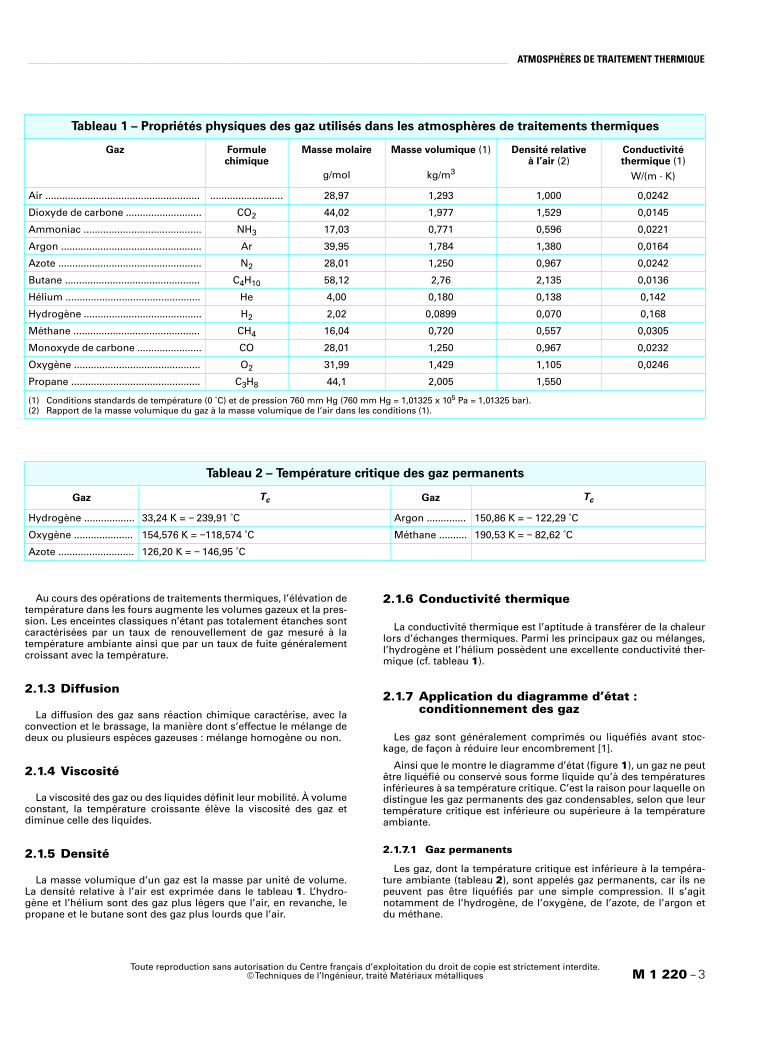
Tableau 1 – Propriétés physiques des gaz utilisés dans les atmosphères de traitements thermiques
Gaz Formule chimique
Masse molaire
g/mol
Masse volumique (1)
kg/m3
Densité relative à l’air (2)
Conductivité thermique (1)
W/(m · K)
Air ....................................................... .......................... 28,97 1,293 1,000 0,0242
Dioxyde de carbone ........................... CO2 44,02 1,977 1,529 0,0145
Ammoniac .......................................... NH3 17,03 0,771 0,596 0,0221
Argon .................................................. Ar 39,95 1,784 1,380 0,0164
Azote ................................................... N2 28,01 1,250 0,967 0,0242
Butane ................................................ C4H10 58,12 2,76 2,135 0,0136
Hélium ................................................ He 4,00 0,180 0,138 0,142
Hydrogène .......................................... H2 2,02 0,0899 0,070 0,168
Méthane ............................................. CH4 16,04 0,720 0,557 0,0305
Monoxyde de carbone ....................... CO 28,01 1,250 0,967 0,0232
Oxygène ............................................. O2 31,99 1,429 1,105 0,0246
Propane .............................................. C3H8 44,1 2,005 1,5505
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.© Techniques de l’Ingénieur, traité Matériaux métalliques M 1 220 − 3
Au cours des opérations de traitements thermiques, l’élévation detempérature dans les fours augmente les volumes gazeux et la pres-sion. Les enceintes classiques n’étant pas totalement étanches sontcaractérisées par un taux de renouvellement de gaz mesuré à latempérature ambiante ainsi que par un taux de fuite généralementcroissant avec la température.
2.1.3 Diffusion
La diffusion des gaz sans réaction chimique caractérise, avec laconvection et le brassage, la manière dont s’effectue le mélange dedeux ou plusieurs espèces gazeuses : mélange homogène ou non.
2.1.4 Viscosité
La viscosité des gaz ou des liquides définit leur mobilité. À volumeconstant, la température croissante élève la viscosité des gaz etdiminue celle des liquides.
2.1.5 Densité
La masse volumique d’un gaz est la masse par unité de volume.La densité relative à l’air est exprimée dans le tableau 1. L’hydro-gène et l’hélium sont des gaz plus légers que l’air, en revanche, lepropane et le butane sont des gaz plus lourds que l’air.
2.1.6 Conductivité thermique
La conductivité thermique est l’aptitude à transférer de la chaleurlors d’échanges thermiques. Parmi les principaux gaz ou mélanges,l’hydrogène et l’hélium possèdent une excellente conductivité ther-mique (cf. tableau 1).
2.1.7 Application du diagramme d’état : conditionnement des gaz
Les gaz sont généralement comprimés ou liquéfiés avant stoc-kage, de façon à réduire leur encombrement [1].
Ainsi que le montre le diagramme d’état (figure 1), un gaz ne peutêtre liquéfié ou conservé sous forme liquide qu’à des températuresinférieures à sa température critique. C’est la raison pour laquelle ondistingue les gaz permanents des gaz condensables, selon que leurtempérature critique est inférieure ou supérieure à la températureambiante.
2.1.7.1 Gaz permanents
Les gaz, dont la température critique est inférieure à la tempéra-ture ambiante (tableau 2), sont appelés gaz permanents, car ils nepeuvent pas être liquéfiés par une simple compression. Il s’agitnotamment de l’hydrogène, de l’oxygène, de l’azote, de l’argon etdu méthane.
(1) Conditions standards de température (0 ˚C) et de pression 760 mm Hg (760 mm Hg = 1,01325 x 10 Pa = 1,01325 bar).(2) Rapport de la masse volumique du gaz à la masse volumique de l’air dans les conditions (1).
Tableau 2 – Température critique des gaz permanents
Gaz Tc Gaz Tc
Hydrogène .................. 33,24 K = − 239,91 ˚C Argon .............. 150,86 K = − 122,29 ˚C
Oxygène ..................... 154,576 K = −118,574 ˚C Méthane .......... 190,53 K = − 82,62 ˚C
Azote ........................... 126,20 K = − 146,95 ˚C
ATMOSPHÈRES DE TRAITEMENT THERMIQUE _______________________________________________________________________________________________
P
TTa
Ta
Ta
température ambiante
Té température d'ébullition
Pa pression atmosphérique
200 bar
C
P = 200 bar
a conditionnement sous forme comprimée
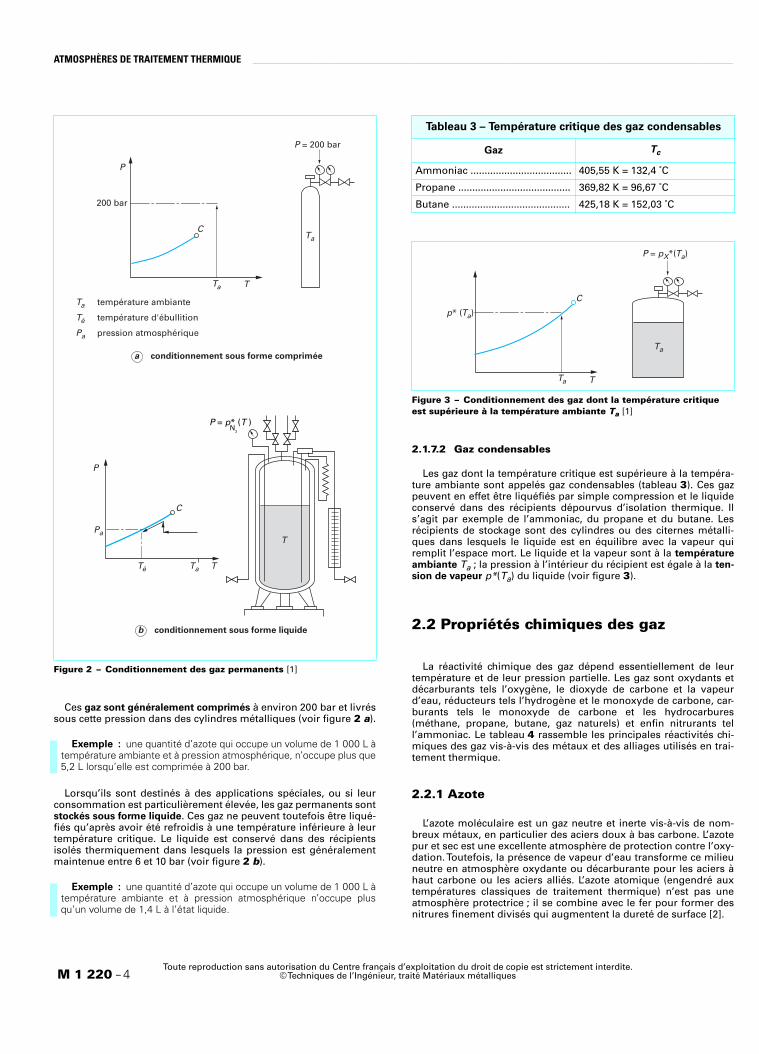
Tableau 3 – Température critique des gaz condensables
Gaz Tc
Ammoniac .................................... 405,55 K = 132,4 ˚C
Propane ........................................ 369,82 K = 96,67 ˚C
Butane .......................................... 425,18 K = 152,03 ˚C
TTa
C
P = pX* (Ta)
Ta
p* (Ta)
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.M 1 220 − 4 © Techniques de l’Ingénieur, traité Matériaux métalliques
Ces gaz sont généralement comprimés à environ 200 bar et livréssous cette pression dans des cylindres métalliques (voir figure 2 a).
Lorsqu’ils sont destinés à des applications spéciales, ou si leurconsommation est particulièrement élevée, les gaz permanents sontstockés sous forme liquide. Ces gaz ne peuvent toutefois être liqué-fiés qu’après avoir été refroidis à une température inférieure à leurtempérature critique. Le liquide est conservé dans des récipientsisolés thermiquement dans lesquels la pression est généralementmaintenue entre 6 et 10 bar (voir figure 2 b).
2.1.7.2 Gaz condensables
Les gaz dont la température critique est supérieure à la tempéra-ture ambiante sont appelés gaz condensables (tableau 3). Ces gazpeuvent en effet être liquéfiés par simple compression et le liquideconservé dans des récipients dépourvus d’isolation thermique. Ils’agit par exemple de l’ammoniac, du propane et du butane. Lesrécipients de stockage sont des cylindres ou des citernes métalli-ques dans lesquels le liquide est en équilibre avec la vapeur quiremplit l’espace mort. Le liquide et la vapeur sont à la températureambiante Ta ; la pression à l’intérieur du récipient est égale à la ten-sion de vapeur p*(Ta) du liquide (voir figure 3).
2.2 Propriétés chimiques des gaz
La réactivité chimique des gaz dépend essentiellement de leurtempérature et de leur pression partielle. Les gaz sont oxydants etdécarburants tels l’oxygène, le dioxyde de carbone et la vapeurd’eau, réducteurs tels l’hydrogène et le monoxyde de carbone, car-burants tels le monoxyde de carbone et les hydrocarbures(méthane, propane, butane, gaz naturels) et enfin nitrurants tell’ammoniac. Le tableau 4 rassemble les principales réactivités chi-miques des gaz vis-à-vis des métaux et des alliages utilisés en trai-tement thermique.
2.2.1 Azote
L’azote moléculaire est un gaz neutre et inerte vis-à-vis de nom-breux métaux, en particulier des aciers doux à bas carbone. L’azotepur et sec est une excellente atmosphère de protection contre l’oxy-dation. Toutefois, la présence de vapeur d’eau transforme ce milieuneutre en atmosphère oxydante ou décarburante pour les aciers àhaut carbone ou les aciers alliés. L’azote atomique (engendré auxtempératures classiques de traitement thermique) n’est pas uneatmosphère protectrice ; il se combine avec le fer pour former desnitrures finement divisés qui augmentent la dureté de surface [2].
Figure 2 – Conditionnement des gaz permanents [1]
Exemple : une quantité d’azote qui occupe un volume de 1 000 L àtempérature ambiante et à pression atmosphérique, n’occupe plus que5,2 L lorsqu’elle est comprimée à 200 bar.
Exemple : une quantité d’azote qui occupe un volume de 1 000 L àtempérature ambiante et à pression atmosphérique n’occupe plusqu’un volume de 1,4 L à l’état liquide.
Pa
TTaTé
T
P
C
b conditionnement sous forme liquide
P = p* (T )N
2
Figure 3 – Conditionnement des gaz dont la température critiqueest supérieure à la température ambiante Ta [1]
_______________________________________________________________________________________________ ATMOSPHÈRES DE TRAITEMENT THERMIQUE
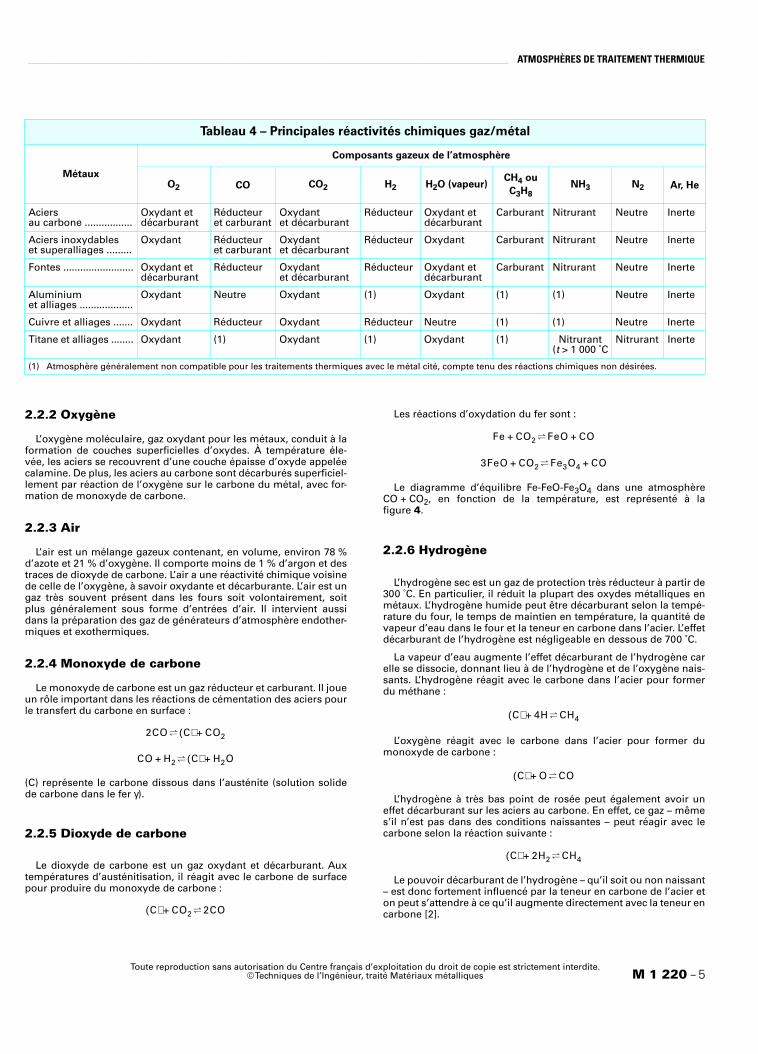
Tableau 4 – Principales réactivités chimiques gaz/métal
Métaux
Composants gazeux de l’atmosphère
O2 CO CO2 H2 H2O (vapeur)CH4 ou
C3H8NH3 N2 Ar, He
Aciers au carbone .................
Oxydant et décarburant
Réducteur et carburant
Oxydant et décarburant
Réducteur Oxydant et décarburant
Carburant Nitrurant Neutre Inerte
Aciers inoxydables et superalliages .........
Oxydant Réducteur et carburant
Oxydant et décarburant
Réducteur Oxydant Carburant Nitrurant Neutre Inerte
Fontes ......................... Oxydant et décarburant
Réducteur Oxydant et décarburant
Réducteur Oxydant et décarburant
Carburant Nitrurant Neutre Inerte
Aluminium et alliages ...................
Oxydant Neutre Oxydant (1) Oxydant (1) (1) Neutre Inerte
Cuivre et alliages ....... Oxydant Réducteur Oxydant Réducteur Neutre (1) (1) Neutre Inerte
Titane et alliages ........ Oxydant (1) Oxydant (1) Oxydant (1) Nitrurant (t > 1 000 ˚C
Nitrurant Inerte
(1) Atmosphère généralement non compatible pour les traitements thermiques avec le métal cité, compte tenu des réactions chimiques non désirées.
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.© Techniques de l’Ingénieur, traité Matériaux métalliques M 1 220 − 5
2.2.2 Oxygène
L’oxygène moléculaire, gaz oxydant pour les métaux, conduit à laformation de couches superficielles d’oxydes. À température éle-vée, les aciers se recouvrent d’une couche épaisse d’oxyde appeléecalamine. De plus, les aciers au carbone sont décarburés superficiel-lement par réaction de l’oxygène sur le carbone du métal, avec for-mation de monoxyde de carbone.
2.2.3 Air
L’air est un mélange gazeux contenant, en volume, environ 78 %d’azote et 21 % d’oxygène. Il comporte moins de 1 % d’argon et destraces de dioxyde de carbone. L’air a une réactivité chimique voisinede celle de l’oxygène, à savoir oxydante et décarburante. L’air est ungaz très souvent présent dans les fours soit volontairement, soitplus généralement sous forme d’entrées d’air. Il intervient aussidans la préparation des gaz de générateurs d’atmosphère endother-miques et exothermiques.
2.2.4 Monoxyde de carbone
Le monoxyde de carbone est un gaz réducteur et carburant. Il joueun rôle important dans les réactions de cémentation des aciers pourle transfert du carbone en surface :
(C) représente le carbone dissous dans l’austénite (solution solidede carbone dans le fer γ).
2.2.5 Dioxyde de carbone
Le dioxyde de carbone est un gaz oxydant et décarburant. Auxtempératures d’austénitisation, il réagit avec le carbone de surfacepour produire du monoxyde de carbone :
Les réactions d’oxydation du fer sont :
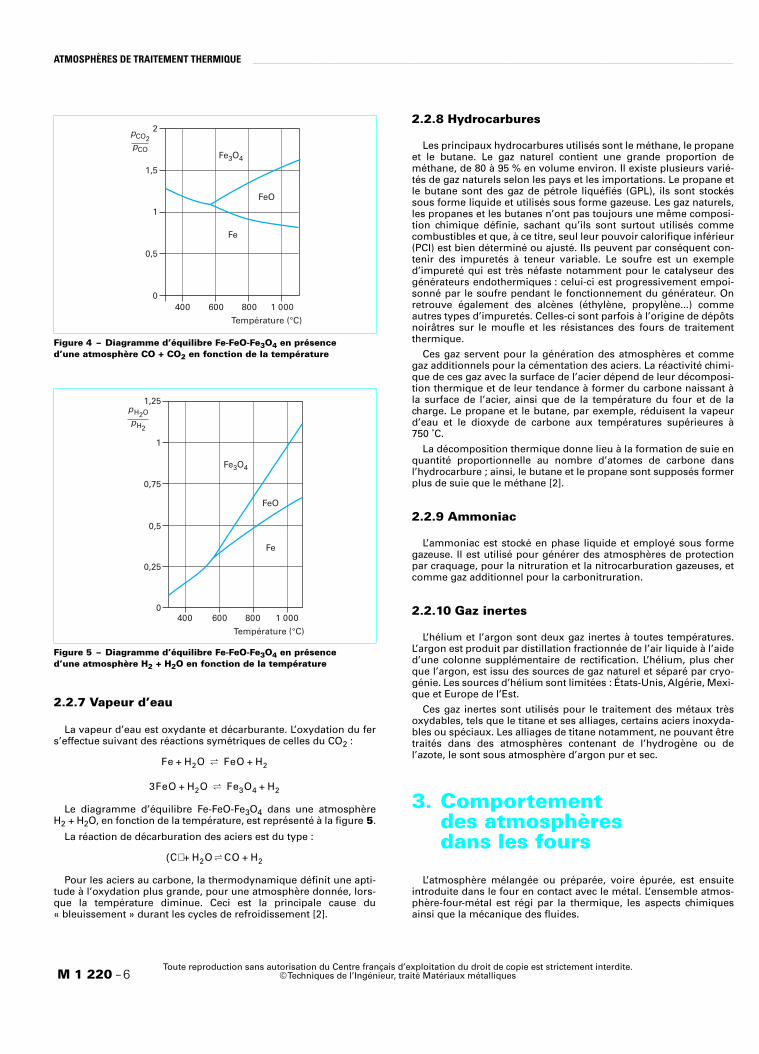
Le diagramme d’équilibre Fe-FeO-Fe3O4 dans une atmosphèreCO + CO2, en fonction de la température, est représenté à lafigure 4.
2.2.6 Hydrogène
L’hydrogène sec est un gaz de protection très réducteur à partir de300 ˚C. En particulier, il réduit la plupart des oxydes métalliques enmétaux. L’hydrogène humide peut être décarburant selon la tempé-rature du four, le temps de maintien en température, la quantité devapeur d’eau dans le four et la teneur en carbone dans l’acier. L’effetdécarburant de l’hydrogène est négligeable en dessous de 700 ˚C.
La vapeur d’eau augmente l’effet décarburant de l’hydrogène carelle se dissocie, donnant lieu à de l’hydrogène et de l’oxygène nais-sants. L’hydrogène réagit avec le carbone dans l’acier pour formerdu méthane :
L’oxygène réagit avec le carbone dans l’acier pour former dumonoxyde de carbone :
L’hydrogène à très bas point de rosée peut également avoir uneffet décarburant sur les aciers au carbone. En effet, ce gaz – mêmes’il n’est pas dans des conditions naissantes – peut réagir avec lecarbone selon la réaction suivante :
Le pouvoir décarburant de l’hydrogène – qu’il soit ou non naissant– est donc fortement influencé par la teneur en carbone de l’acier eton peut s’attendre à ce qu’il augmente directement avec la teneur encarbone [2].
2CO! C( ) CO2+
CO H2+ ! C( ) H2O+
C( ) CO2+ !2CO
Fe CO2+ !FeO CO+
3FeO CO2+ !Fe3O4 CO+
C( ) 4H+ !CH4
C( ) O+ !CO
C( ) 2H2+ !CH4
ATMOSPHÈRES DE TRAITEMENT THERMIQUE _______________________________________________________________________________________________
2.2.8 Hydrocarbures
Les principaux hydrocarbures utilisés sont le méthane, le propaneet le butane. Le gaz naturel contient une grande proportion deméthane, de 80 à 95 % en volume environ. Il existe plusieurs varié-tés de gaz naturels selon les pays et les importations. Le propane etle butane sont des gaz de pétrole liquéfiés (GPL), ils sont stockéssous forme liquide et utilisés sous forme gazeuse. Les gaz naturels,les propanes et les butanes n’ont pas toujours une même composi-tion chimique définie, sachant qu’ils sont surtout utilisés commecombustibles et que, à ce titre, seul leur pouvoir calorifique inférieur(PCI) est bien déterminé ou ajusté. Ils peuvent par conséquent con-tenir des impuretés à teneur variable. Le soufre est un exempled’impureté qui est très néfaste notamment pour le catalyseur desgénérateurs endothermiques : celui-ci est progressivement empoi-sonné par le soufre pendant le fonctionnement du générateur. Onretrouve également des alcènes (éthylène, propylène...) commeautres types d’impuretés. Celles-ci sont parfois à l’origine de dépôtsnoirâtres sur le moufle et les résistances des fours de traitementthermique.
Ces gaz servent pour la génération des atmosphères et commegaz additionnels pour la cémentation des aciers. La réactivité chimi-que de ces gaz avec la surface de l’acier dépend de leur décomposi-tion thermique et de leur tendance à former du carbone naissant à
Figure 4 – Diagramme d’équilibre Fe-FeO-Fe3O4 en présence d’une atmosphère CO + CO2 en fonction de la température
2
1,5
1
0,5
0400 600 800 1 000
Température (°C)
pCO2pCO
Fe3O4
FeO
Fe
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.M 1 220 − 6 © Techniques de l’Ingénieur, traité Matériaux métalliques
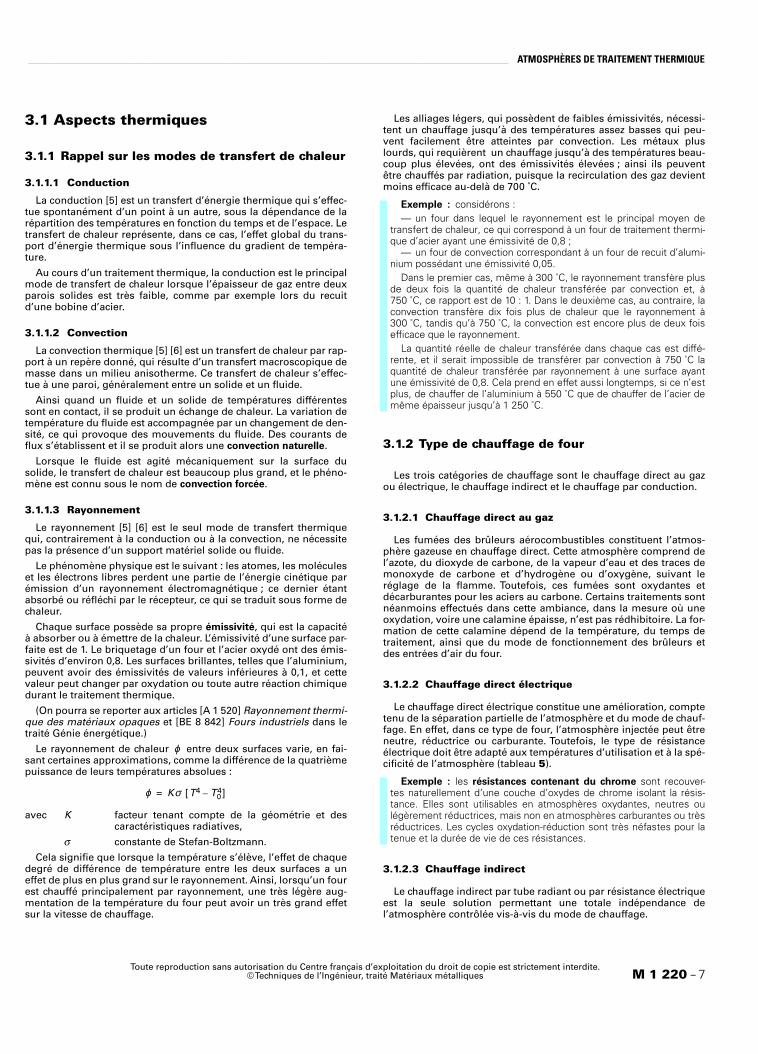
2.2.7 Vapeur d’eau
La vapeur d’eau est oxydante et décarburante. L’oxydation du fers’effectue suivant des réactions symétriques de celles du CO2 :
Le diagramme d’équilibre Fe-FeO-Fe3O4 dans une atmosphèreH2 + H2O, en fonction de la température, est représenté à la figure 5.
La réaction de décarburation des aciers est du type :
Pour les aciers au carbone, la thermodynamique définit une apti-tude à l’oxydation plus grande, pour une atmosphère donnée, lors-que la température diminue. Ceci est la principale cause du« bleuissement » durant les cycles de refroidissement [2].
la surface de l’acier, ainsi que de la température du four et de lacharge. Le propane et le butane, par exemple, réduisent la vapeurd’eau et le dioxyde de carbone aux températures supérieures à750 ˚C.
La décomposition thermique donne lieu à la formation de suie enquantité proportionnelle au nombre d’atomes de carbone dansl’hydrocarbure ; ainsi, le butane et le propane sont supposés formerplus de suie que le méthane [2].
2.2.9 Ammoniac
L’ammoniac est stocké en phase liquide et employé sous formegazeuse. Il est utilisé pour générer des atmosphères de protectionpar craquage, pour la nitruration et la nitrocarburation gazeuses, etcomme gaz additionnel pour la carbonitruration.
2.2.10 Gaz inertes
L’hélium et l’argon sont deux gaz inertes à toutes températures.L’argon est produit par distillation fractionnée de l’air liquide à l’aided’une colonne supplémentaire de rectification. L’hélium, plus cherque l’argon, est issu des sources de gaz naturel et séparé par cryo-génie. Les sources d’hélium sont limitées : États-Unis, Algérie, Mexi-que et Europe de l’Est.
Ces gaz inertes sont utilisés pour le traitement des métaux trèsoxydables, tels que le titane et ses alliages, certains aciers inoxyda-bles ou spéciaux. Les alliages de titane notamment, ne pouvant êtretraités dans des atmosphères contenant de l’hydrogène ou del’azote, le sont sous atmosphère d’argon pur et sec.
3. Comportement des atmosphères dans les fours
L’atmosphère mélangée ou préparée, voire épurée, est ensuiteintroduite dans le four en contact avec le métal. L’ensemble atmos-phère-four-métal est régi par la thermique, les aspects chimiquesainsi que la mécanique des fluides.
Figure 5 – Diagramme d’équilibre Fe-FeO-Fe3O4 en présence d’une atmosphère H2 + H2O en fonction de la température
400 600 800 1 000
Température (°C)
Fe3O4
FeO
Fe
1,25
1
0,75
0,5
0,25
0
pH2O
pH2
Fe H2O+ ! FeO H2+
3FeO H2O+ ! Fe3O4 H2+
C( ) H2O+ !CO H2+
_______________________________________________________________________________________________ ATMOSPHÈRES DE TRAITEMENT THERMIQUE
3.1 Aspects thermiques
3.1.1 Rappel sur les modes de transfert de chaleur
3.1.1.1 Conduction
La conduction [5] est un transfert d’énergie thermique qui s’effec-tue spontanément d’un point à un autre, sous la dépendance de larépartition des températures en fonction du temps et de l’espace. Letransfert de chaleur représente, dans ce cas, l’effet global du trans-port d’énergie thermique sous l’influence du gradient de tempéra-ture.
Au cours d’un traitement thermique, la conduction est le principalmode de transfert de chaleur lorsque l’épaisseur de gaz entre deuxparois solides est très faible, comme par exemple lors du recuitd’une bobine d’acier.
3.1.1.2 Convection
La convection thermique [5] [6] est un transfert de chaleur par rap-port à un repère donné, qui résulte d’un transfert macroscopique demasse dans un milieu anisotherme. Ce transfert de chaleur s’effec-tue à une paroi, généralement entre un solide et un fluide.
Les alliages légers, qui possèdent de faibles émissivités, nécessi-tent un chauffage jusqu’à des températures assez basses qui peu-vent facilement être atteintes par convection. Les métaux pluslourds, qui requièrent un chauffage jusqu’à des températures beau-coup plus élevées, ont des émissivités élevées ; ainsi ils peuventêtre chauffés par radiation, puisque la recirculation des gaz devientmoins efficace au-delà de 700 ˚C.
Exemple : considérons :— un four dans lequel le rayonnement est le principal moyen de
transfert de chaleur, ce qui correspond à un four de traitement thermi-que d’acier ayant une émissivité de 0,8 ;
— un four de convection correspondant à un four de recuit d’alumi-nium possédant une émissivité 0,05.
Dans le premier cas, même à 300 ˚C, le rayonnement transfère plusde deux fois la quantité de chaleur transférée par convection et, à750 ˚C, ce rapport est de 10 : 1. Dans le deuxième cas, au contraire, laconvection transfère dix fois plus de chaleur que le rayonnement à300 ˚C, tandis qu’à 750 ˚C, la convection est encore plus de deux foisefficace que le rayonnement.
La quantité réelle de chaleur transférée dans chaque cas est diffé-rente, et il serait impossible de transférer par convection à 750 ˚C laquantité de chaleur transférée par rayonnement à une surface ayantune émissivité de 0,8. Cela prend en effet aussi longtemps, si ce n’estplus, de chauffer de l’aluminium à 550 ˚C que de chauffer de l’acier de
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.© Techniques de l’Ingénieur, traité Matériaux métalliques M 1 220 − 7
Ainsi quand un fluide et un solide de températures différentessont en contact, il se produit un échange de chaleur. La variation detempérature du fluide est accompagnée par un changement de den-sité, ce qui provoque des mouvements du fluide. Des courants deflux s’établissent et il se produit alors une convection naturelle.
Lorsque le fluide est agité mécaniquement sur la surface dusolide, le transfert de chaleur est beaucoup plus grand, et le phéno-mène est connu sous le nom de convection forcée.
3.1.1.3 Rayonnement
Le rayonnement [5] [6] est le seul mode de transfert thermiquequi, contrairement à la conduction ou à la convection, ne nécessitepas la présence d’un support matériel solide ou fluide.
Le phénomène physique est le suivant : les atomes, les moléculeset les électrons libres perdent une partie de l’énergie cinétique parémission d’un rayonnement électromagnétique ; ce dernier étantabsorbé ou réfléchi par le récepteur, ce qui se traduit sous forme dechaleur.
Chaque surface possède sa propre émissivité, qui est la capacitéà absorber ou à émettre de la chaleur. L’émissivité d’une surface par-faite est de 1. Le briquetage d’un four et l’acier oxydé ont des émis-sivités d’environ 0,8. Les surfaces brillantes, telles que l’aluminium,peuvent avoir des émissivités de valeurs inférieures à 0,1, et cettevaleur peut changer par oxydation ou toute autre réaction chimiquedurant le traitement thermique.
(On pourra se reporter aux articles [A 1 520] Rayonnement thermi-que des matériaux opaques et [BE 8 842] Fours industriels dans letraité Génie énergétique.)
Le rayonnement de chaleur entre deux surfaces varie, en fai-sant certaines approximations, comme la différence de la quatrièmepuissance de leurs températures absolues :
avec K facteur tenant compte de la géométrie et descaractéristiques radiatives,
σ constante de Stefan-Boltzmann.
Cela signifie que lorsque la température s’élève, l’effet de chaquedegré de différence de température entre les deux surfaces a uneffet de plus en plus grand sur le rayonnement. Ainsi, lorsqu’un fourest chauffé principalement par rayonnement, une très légère aug-mentation de la température du four peut avoir un très grand effetsur la vitesse de chauffage.
3.1.2 Type de chauffage de four
Les trois catégories de chauffage sont le chauffage direct au gazou électrique, le chauffage indirect et le chauffage par conduction.
3.1.2.1 Chauffage direct au gaz
Les fumées des brûleurs aérocombustibles constituent l’atmos-phère gazeuse en chauffage direct. Cette atmosphère comprend del’azote, du dioxyde de carbone, de la vapeur d’eau et des traces demonoxyde de carbone et d’hydrogène ou d’oxygène, suivant leréglage de la flamme. Toutefois, ces fumées sont oxydantes etdécarburantes pour les aciers au carbone. Certains traitements sontnéanmoins effectués dans cette ambiance, dans la mesure où uneoxydation, voire une calamine épaisse, n’est pas rédhibitoire. La for-mation de cette calamine dépend de la température, du temps detraitement, ainsi que du mode de fonctionnement des brûleurs etdes entrées d’air du four.
3.1.2.2 Chauffage direct électrique
Le chauffage direct électrique constitue une amélioration, comptetenu de la séparation partielle de l’atmosphère et du mode de chauf-fage. En effet, dans ce type de four, l’atmosphère injectée peut êtreneutre, réductrice ou carburante. Toutefois, le type de résistanceélectrique doit être adapté aux températures d’utilisation et à la spé-cificité de l’atmosphère (tableau 5).
3.1.2.3 Chauffage indirect
Le chauffage indirect par tube radiant ou par résistance électriqueest la seule solution permettant une totale indépendance del’atmosphère contrôlée vis-à-vis du mode de chauffage.
ϕ
ϕ Kσ T4 T04Ð[ ]=
même épaisseur jusqu’à 1 250 ˚C.
Exemple : les résistances contenant du chrome sont recouver-tes naturellement d’une couche d’oxydes de chrome isolant la résis-tance. Elles sont utilisables en atmosphères oxydantes, neutres oulégèrement réductrices, mais non en atmosphères carburantes ou trèsréductrices. Les cycles oxydation-réduction sont très néfastes pour latenue et la durée de vie de ces résistances.
ATMOSPHÈRES DE TRAITEMENT THERMIQUE _______________________________________________________________________________________________
Tableau 5 – Compatibilité résistances-atmosphères
Type de résistance Type de matériau Température maximale d’utilisation
°C
Atmosphères compatibles Atmosphères déconseillées
Résistances métalliques
Alliages Fe-Ni-Cr 600 à 1 000 Neutre, oxydante Réductrice
Alliages Ni-Cr 900 à 1 200 Neutre, oxydante, faiblement réductrice
Carburante, très réductrice
Alliages Fe-Cr-Al 1 100 à 1 400 Neutre, oxydante Très réductrice, halogènes
Résistances céramiques-métal MoSi2 1 500 à 1 700 dans l’air Neutre, air, dioxyde de carbone, vapeur d’eau, oxygène, azote
Vide poussé, ammoniac, réductrice (si T > 600 ˚C)
Résistances non métalliques
Carbone amorphe 2 200 Neutre, réductrice Oxydante, air
Graphite 2 600 à 3 000 Neutre, réductrice, vide, argon, hélium
Oxydante, air
Carbure de silicium
1 600 Neutre, réductrice Vide, hydrogène (si T > 1 200 ˚C),vapeur d’eau,dioxyde de carbone,oxyde de carbone
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.M 1 220 − 8 © Techniques de l’Ingénieur, traité Matériaux métalliques
L’homogénéité des températures dans le four ainsi que l’adéqua-tion de la puissance de chauffe à la masse des charges sont les fac-teurs thermiques essentiels pour l’obtention de résultats régulierset reproductibles, en atmosphères tant de protection que chimique-ment actives.
3.1.2.4 Chauffage par induction
Le chauffage par induction [2] est une méthode de chauffage élec-trique de matériaux conducteurs qui consiste à appliquer un champmagnétique variable dont les lignes de force pénètrent dans la pièceà chauffer. Le champ magnétique variable induit un potentiel électri-que qui peut alors donner lieu à un courant électrique ; ce dernierétant tributaire de la forme et des caractéristiques électriques de lapièce. Les courants ainsi produits sont appelés courants de Fou-cault. Ils dissipent de l’énergie et produisent par conséquent de lachaleur.
Comme tous les métaux sont d’assez bons conducteurs électri-ques, le chauffage par induction est applicable à plusieurs typesd’opérations de mise en œuvre des métaux, telles que la fusion, lesoudage, le brasage et le traitement thermique. Le traitement ther-mique des métaux prédomine largement en termes de nombresd’unités utilisées ; le plus courant étant le traitement superficiel del’acier et de la fonte.
3.1.3 Types de refroidissement
Dans un four batch à pression atmosphérique, un cycle type detraitement thermique comprend le chauffage jusqu’à la températurede traitement, le maintien à cette température sous atmosphèrecontrôlée et ensuite le refroidissement jusqu’à la température dedéchargement. Ce refroidissement se produit généralement parconvection forcée sous azote.
Le cassage du vide dans un four basse pression a pour objectifd’augmenter la vitesse de refroidissement [2]. Des gaz inertes, telsque l’azote, et dans certains cas l’hydrogène sont utilisés pour lerefroidissement. Les vitesses de refroidissement obtenues dépen-dent de la nature des gaz de refroidissement, selon leur conductivitéthermique, leur capacité thermique, leur viscosité et leur densité. Legaz de refroidissement est introduit dans la chambre sous vide à lafin de la période de maintien en température. Ensuite lorsque lapression interne atteint un niveau prédéterminé, soit légèrementnégatif ou positif par rapport à la pression atmosphérique, le gaz est
mis en circulation autour de la charge et ensuite dans des échan-geurs de chaleur situés à l’extérieur de la zone de chauffe.
La zone de refroidissement d’un four continu consiste générale-ment en une circulation d’eau autour de la zone concernée (water-jacket) ou une circulation d’air (jet-cooler).
3.1.4 Maîtrise des transferts thermiques dans les fours continus par modélisation
On peut trouver sur le marché des logiciels de modélisation destransferts thermiques qui se produisent à l’intérieur des fours detraitement thermique.
Ce type de logiciel permet de faire le bilan thermique d’une instal-lation de traitement thermique. L’opérateur doit introduire les carac-téristiques générales de l’installation, les points d’injection del’atmosphère, la description de l’isolation thermique du four, lessystèmes de chauffage et de refroidissement. Il doit également pré-ciser les caractéristiques essentielles du produit à traiter (par exem-ple, pour une installation de recuit continu : épaisseur, largeur pourune bande, diamètre pour un fil, équivalence de ces paramètrespour une rangée de tubes ou une nappe de pièces assimilable à unebande).
À partir de toutes ces informations, le programme permet de cal-culer les profils de température du produit, de l’atmosphère et dufour. Un bilan thermique général est aussi effectué.
Les applications de ce type de modélisation sont diverses. Cetoutil permet notamment de mieux comprendre les échanges ther-miques dans un four continu. La modélisation permet, par exemple,d’évaluer les gains de productivité lors du changement d’atmos-phère pour une installation donnée. On peut également comprendreune anomalie thermique ou optimiser un endroit particulier du fouraprès une étude ponctuelle de l’installation et une évaluation durendement d’un dispositif (injection du gaz, mur, dispositif de recir-culation...). Ainsi, la modélisation permet de tenir compte d’unemodification de la gestion de l’atmosphère (composition, débit,position des injections), d’une modification des systèmes de chauf-fage et de refroidissement ou d’une transformation importante dufour.
_______________________________________________________________________________________________ ATMOSPHÈRES DE TRAITEMENT THERMIQUE
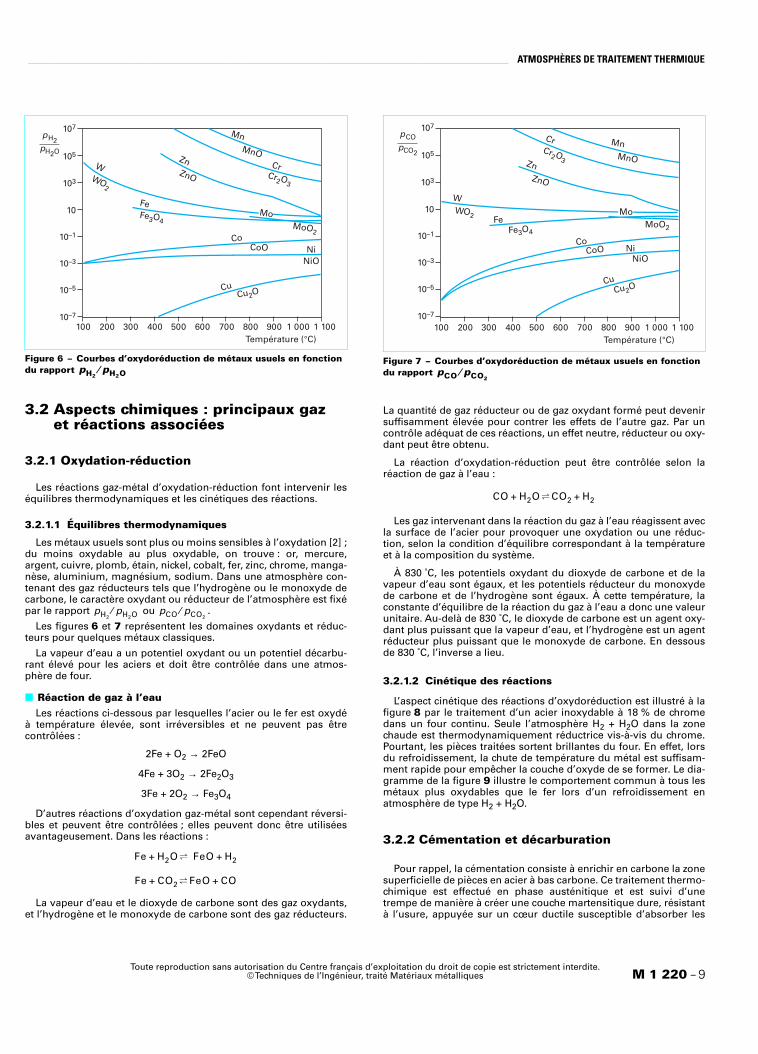
Figure 6 – Courbes d’oxydoréduction de métaux usuels en fonction du rapport
107
105
103
10
10–1
10–3
10–5
10–7
100 200 300 400 500 600 700 800 900 1 000 1 100Température (°C)
pH2pH2O
MnMnO
CrZnZnO Cr2O
3
WWO
2
FeFe3O4
MoMoO2
Co
CuCu2O
CoO NiNiO
pH2pH2O⁄
Figure 7 – Courbes d’oxydoréduction de métaux usuels en fonction du rapport
100 200 300 400 500 600 700 800 900 1 000 1 100Température (°C)
107
105
103
10
10–1
10–3
10–5
10–7
pCO
pCO2Mn
MnO
Cr
ZnZnO
Cr2O3
WWO2 Fe
Fe3O4
MoMoO2
Co
CuCu2O
NiNiO
CoO
pCO pCO2⁄
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.© Techniques de l’Ingénieur, traité Matériaux métalliques M 1 220 − 9
3.2 Aspects chimiques : principaux gaz et réactions associées
3.2.1 Oxydation-réduction
Les réactions gaz-métal d’oxydation-réduction font intervenir leséquilibres thermodynamiques et les cinétiques des réactions.
3.2.1.1 Équilibres thermodynamiques
Les métaux usuels sont plus ou moins sensibles à l’oxydation [2] ;du moins oxydable au plus oxydable, on trouve : or, mercure,argent, cuivre, plomb, étain, nickel, cobalt, fer, zinc, chrome, manga-nèse, aluminium, magnésium, sodium. Dans une atmosphère con-tenant des gaz réducteurs tels que l’hydrogène ou le monoxyde decarbone, le caractère oxydant ou réducteur de l’atmosphère est fixépar le rapport ou .
Les figures 6 et 7 représentent les domaines oxydants et réduc-teurs pour quelques métaux classiques.
La vapeur d’eau a un potentiel oxydant ou un potentiel décarbu-rant élevé pour les aciers et doit être contrôlée dans une atmos-phère de four.
■ Réaction de gaz à l’eauLes réactions ci-dessous par lesquelles l’acier ou le fer est oxydé
à température élevée, sont irréversibles et ne peuvent pas êtrecontrôlées :
2Fe + O2 → 2FeO
4Fe + 3O2 → 2Fe2O3
3Fe + 2O2 → Fe3O4
D’autres réactions d’oxydation gaz-métal sont cependant réversi-bles et peuvent être contrôlées ; elles peuvent donc être utiliséesavantageusement. Dans les réactions :
La vapeur d’eau et le dioxyde de carbone sont des gaz oxydants,et l’hydrogène et le monoxyde de carbone sont des gaz réducteurs.
La quantité de gaz réducteur ou de gaz oxydant formé peut devenirsuffisamment élevée pour contrer les effets de l’autre gaz. Par uncontrôle adéquat de ces réactions, un effet neutre, réducteur ou oxy-dant peut être obtenu.
La réaction d’oxydation-réduction peut être contrôlée selon laréaction de gaz à l’eau :
Les gaz intervenant dans la réaction du gaz à l’eau réagissent avecla surface de l’acier pour provoquer une oxydation ou une réduc-tion, selon la condition d’équilibre correspondant à la températureet à la composition du système.
À 830 ˚C, les potentiels oxydant du dioxyde de carbone et de lavapeur d’eau sont égaux, et les potentiels réducteur du monoxydede carbone et de l’hydrogène sont égaux. À cette température, laconstante d’équilibre de la réaction du gaz à l’eau a donc une valeurunitaire. Au-delà de 830 ˚C, le dioxyde de carbone est un agent oxy-dant plus puissant que la vapeur d’eau, et l’hydrogène est un agentréducteur plus puissant que le monoxyde de carbone. En dessousde 830 ˚C, l’inverse a lieu.
3.2.1.2 Cinétique des réactions
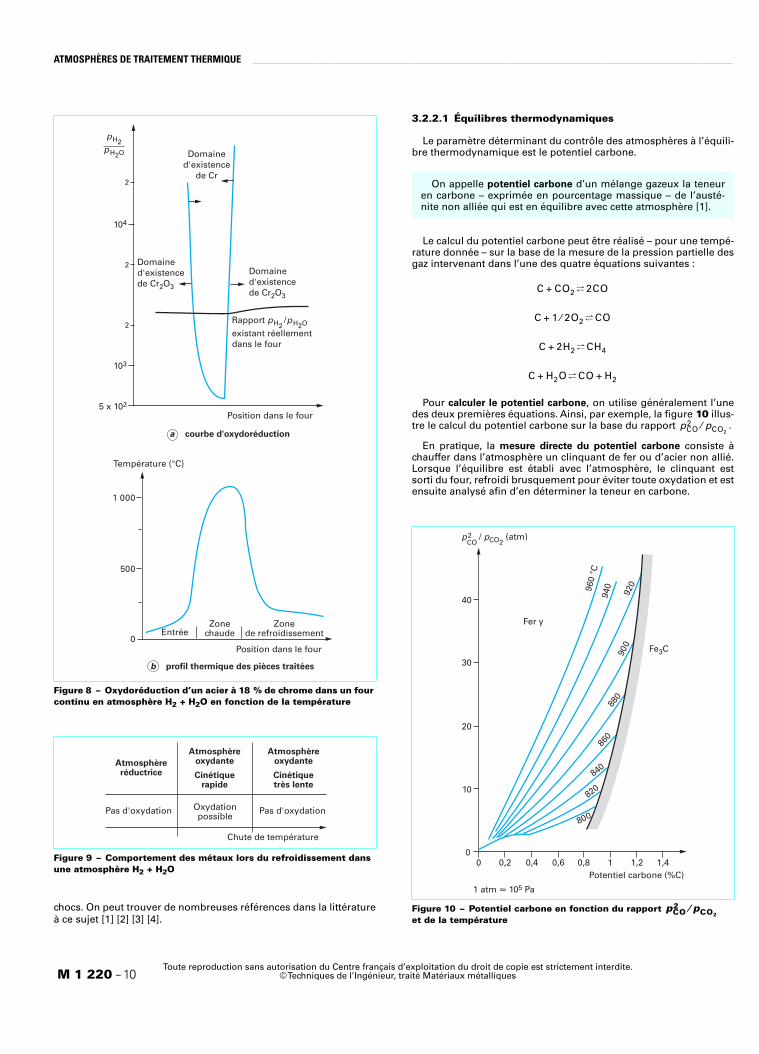
L’aspect cinétique des réactions d’oxydoréduction est illustré à lafigure 8 par le traitement d’un acier inoxydable à 18 % de chromedans un four continu. Seule l’atmosphère H2 + H2O dans la zonechaude est thermodynamiquement réductrice vis-à-vis du chrome.Pourtant, les pièces traitées sortent brillantes du four. En effet, lorsdu refroidissement, la chute de température du métal est suffisam-ment rapide pour empêcher la couche d’oxyde de se former. Le dia-gramme de la figure 9 illustre le comportement commun à tous lesmétaux plus oxydables que le fer lors d’un refroidissement enatmosphère de type H2 + H2O.
3.2.2 Cémentation et décarburation
Pour rappel, la cémentation consiste à enrichir en carbone la zonesuperficielle de pièces en acier à bas carbone. Ce traitement thermo-chimique est effectué en phase austénitique et est suivi d’unetrempe de manière à créer une couche martensitique dure, résistantà l’usure, appuyée sur un cœur ductile susceptible d’absorber les
pH2pH2O⁄ pCO pCO2
⁄
Fe H2O+ ! FeO H2+
Fe CO2+ !FeO CO+
CO H2O+ !CO2 H2+
ATMOSPHÈRES DE TRAITEMENT THERMIQUE _______________________________________________________________________________________________
3.2.2.1 Équilibres thermodynamiques
Le paramètre déterminant du contrôle des atmosphères à l’équili-bre thermodynamique est le potentiel carbone.
Le calcul du potentiel carbone peut être réalisé – pour une tempé-rature donnée – sur la base de la mesure de la pression partielle desgaz intervenant dans l’une des quatre équations suivantes :
Pour calculer le potentiel carbone, on utilise généralement l’une
2
2
2
103
104
2
Domained'existencede Cr2O3
Domained'existencede Cr2O3
Domained'existence
de Cr
Rapport pH2 / pH2O
existant réellementdans le four
pH2pH2O
On appelle potentiel carbone d’un mélange gazeux la teneuren carbone – exprimée en pourcentage massique – de l’austé-nite non alliée qui est en équilibre avec cette atmosphère [1].
C CO2+ !2CO
C 1 2⁄ O2+ !CO
C 2H2+ !CH4
C H2O+ !CO H2+
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.M 1 220 − 10 © Techniques de l’Ingénieur, traité Matériaux métalliques
chocs. On peut trouver de nombreuses références dans la littératureà ce sujet [1] [2] [3] [4].
des deux premières équations. Ainsi, par exemple, la figure 10 illus-tre le calcul du potentiel carbone sur la base du rapport .
En pratique, la mesure directe du potentiel carbone consiste àchauffer dans l’atmosphère un clinquant de fer ou d’acier non allié.Lorsque l’équilibre est établi avec l’atmosphère, le clinquant estsorti du four, refroidi brusquement pour éviter toute oxydation et estensuite analysé afin d’en déterminer la teneur en carbone.
Figure 8 – Oxydoréduction d’un acier à 18 % de chrome dans un four continu en atmosphère H2 + H2O en fonction de la température
Figure 9 – Comportement des métaux lors du refroidissement dans une atmosphère H2 + H2O
5 x 10Position dans le four
Position dans le four
a courbe d'oxydoréduction
b profil thermique des pièces traitées
1 000
500
0
Température (°C)
EntréeZone
chaudeZone
de refroidissement
Atmosphèreréductrice
Pas d'oxydation Pas d'oxydationOxydationpossible
Atmosphèreoxydante
Cinétiquerapide
Atmosphèreoxydante
Cinétiquetrès lente
Chute de température
Figure 10 – Potentiel carbone en fonction du rapport et de la température
pCO2 pCO2
⁄
40
30
20
10
00
1 atm ≈ 105 Pa
0,2 0,4 0,6 0,8 1 1,2 1,4Potentiel carbone (%C)
Fe3C
Fer γ
960
°C94
0
920
900
880
860
840
820
800
pCO
/ pCO2 (atm)2
pCO2 pCO2
⁄
_______________________________________________________________________________________________ ATMOSPHÈRES DE TRAITEMENT THERMIQUE
3.3 Dynamique des fours
Le four, en tant que réacteur chimique, est caractérisé par l’étan-chéité, le sens de circulation des gaz et le brassage.
Le brassage par turbine ou ventilateur, à des vitesses de plusieursmètres par seconde, améliore l’homogénéité des transferts thermi-ques et de masse. Le nombre de renouvellements de l’atmosphèrepar heure peut varier de un pour les enceintes étanches, telles queles fours puits et pots, à plusieurs dizaines pour les fours continusouverts. Ce nombre est fonction des spécifications métallurgiquesd’oxydation ou de décarburation et est généralement plus élevé,pour assurer les transferts de masse, carbone ou azote, en atmos-phère thermochimique qu’en atmosphère de protection.
Le type de four est adapté à la nature du traitement, four à chargeou four continu, à chargement horizontal ou vertical par sole éléva-trice. Les mouvements de chargement-déchargement directs ou parl’intermédiaire de sas sous vide ou sous gaz modifient plus oumoins les équilibres thermiques et physico-chimiques par l’intro-duction d’espèces oxydantes, air et vapeur d’eau.
Les principaux paramètres affectant la dynamique des fours detraitements thermiques sont les débits, le nombre et la position despoints d’injection, l’homogénéité du brassage et l’étanchéité.L’emploi d’une ventilation lors de l’introduction des gaz est souhai-
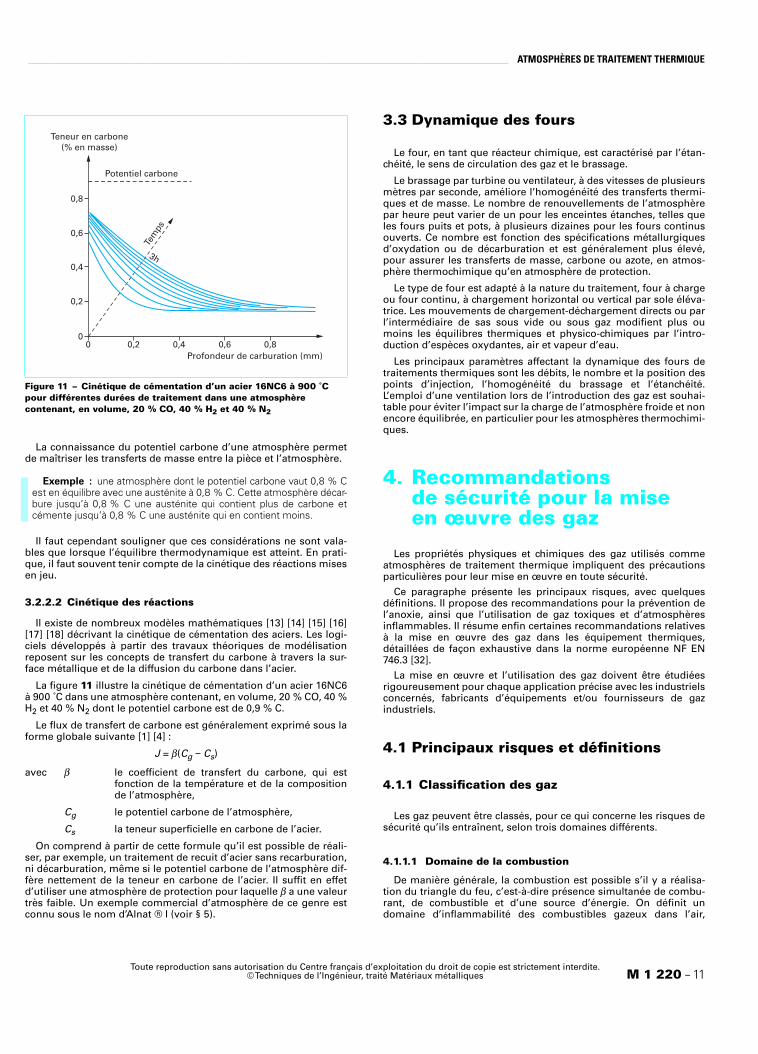
Figure 11 – Cinétique de cémentation d’un acier 16NC6 à 900 ˚C pour différentes durées de traitement dans une atmosphère
0,8
0,6
0,4
0,2
00 0,2 0,4 0,6 0,8
Potentiel carbone
Profondeur de carburation (mm)
Tem
ps
3h
Teneur en carbone(% en masse)
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.© Techniques de l’Ingénieur, traité Matériaux métalliques M 1 220 − 11
La connaissance du potentiel carbone d’une atmosphère permetde maîtriser les transferts de masse entre la pièce et l’atmosphère.
Il faut cependant souligner que ces considérations ne sont vala-bles que lorsque l’équilibre thermodynamique est atteint. En prati-que, il faut souvent tenir compte de la cinétique des réactions misesen jeu.
3.2.2.2 Cinétique des réactions
Il existe de nombreux modèles mathématiques [13] [14] [15] [16][17] [18] décrivant la cinétique de cémentation des aciers. Les logi-ciels développés à partir des travaux théoriques de modélisationreposent sur les concepts de transfert du carbone à travers la sur-face métallique et de la diffusion du carbone dans l’acier.
La figure 11 illustre la cinétique de cémentation d’un acier 16NC6à 900 ˚C dans une atmosphère contenant, en volume, 20 % CO, 40 %H2 et 40 % N2 dont le potentiel carbone est de 0,9 % C.
Le flux de transfert de carbone est généralement exprimé sous laforme globale suivante [1] [4] :
J = β(Cg − Cs)
avec β le coefficient de transfert du carbone, qui estfonction de la température et de la compositionde l’atmosphère,
Cg le potentiel carbone de l’atmosphère,
Cs la teneur superficielle en carbone de l’acier.
On comprend à partir de cette formule qu’il est possible de réali-ser, par exemple, un traitement de recuit d’acier sans recarburation,ni décarburation, même si le potentiel carbone de l’atmosphère dif-fère nettement de la teneur en carbone de l’acier. Il suffit en effetd’utiliser une atmosphère de protection pour laquelle β a une valeurtrès faible. Un exemple commercial d’atmosphère de ce genre estconnu sous le nom d’Alnat ® I (voir § 5).
table pour éviter l’impact sur la charge de l’atmosphère froide et nonencore équilibrée, en particulier pour les atmosphères thermochimi-ques.
4. Recommandations de sécurité pour la mise en œuvre des gaz
Les propriétés physiques et chimiques des gaz utilisés commeatmosphères de traitement thermique impliquent des précautionsparticulières pour leur mise en œuvre en toute sécurité.
Ce paragraphe présente les principaux risques, avec quelquesdéfinitions. Il propose des recommandations pour la prévention del’anoxie, ainsi que l’utilisation de gaz toxiques et d’atmosphèresinflammables. Il résume enfin certaines recommandations relativesà la mise en œuvre des gaz dans les équipement thermiques,détaillées de façon exhaustive dans la norme européenne NF EN746.3 [32].
La mise en œuvre et l’utilisation des gaz doivent être étudiéesrigoureusement pour chaque application précise avec les industrielsconcernés, fabricants d’équipements et/ou fournisseurs de gazindustriels.
4.1 Principaux risques et définitions
4.1.1 Classification des gaz
Les gaz peuvent être classés, pour ce qui concerne les risques desécurité qu’ils entraînent, selon trois domaines différents.
4.1.1.1 Domaine de la combustion
De manière générale, la combustion est possible s’il y a réalisa-tion du triangle du feu, c’est-à-dire présence simultanée de combu-rant, de combustible et d’une source d’énergie. On définit undomaine d’inflammabilité des combustibles gazeux dans l’air,
contenant, en volume, 20 % CO, 40 % H2 et 40 % N2
Exemple : une atmosphère dont le potentiel carbone vaut 0,8 % Cest en équilibre avec une austénite à 0,8 % C. Cette atmosphère décar-bure jusqu’à 0,8 % C une austénite qui contient plus de carbone etcémente jusqu’à 0,8 % C une austénite qui en contient moins.
ATMOSPHÈRES DE TRAITEMENT THERMIQUE _______________________________________________________________________________________________
influencé par des paramètres tels que la température, la pression etla présence de gaz neutre.
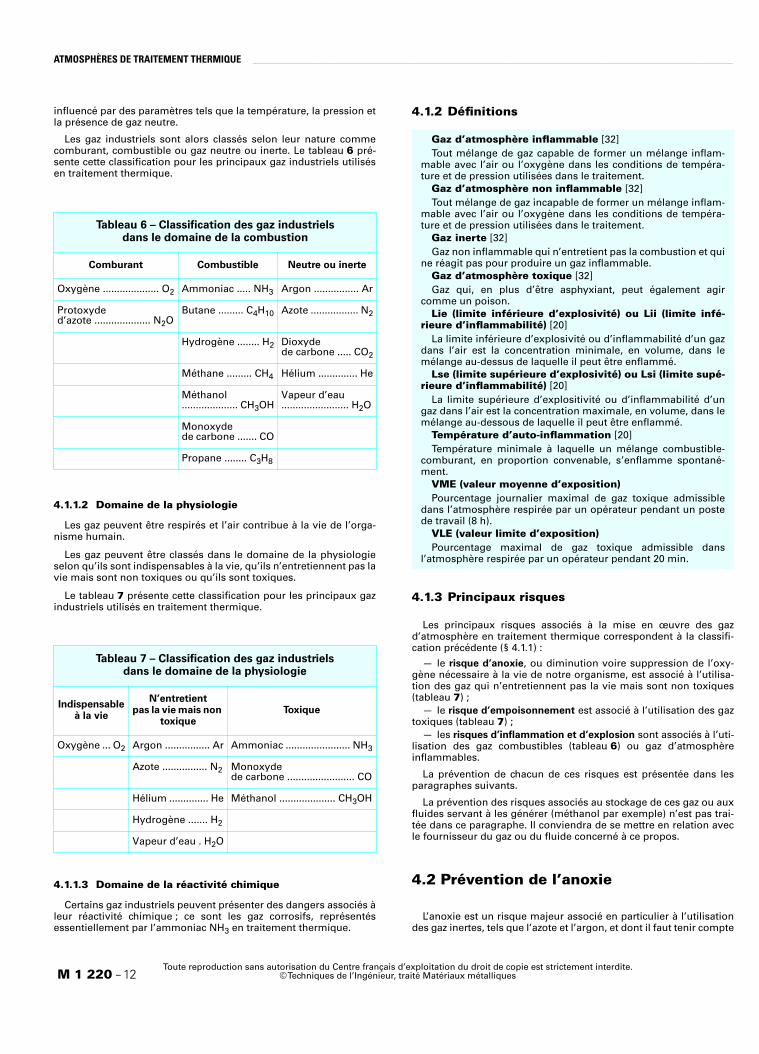
Les gaz industriels sont alors classés selon leur nature commecomburant, combustible ou gaz neutre ou inerte. Le tableau 6 pré-sente cette classification pour les principaux gaz industriels utilisésen traitement thermique.
4.1.2 Définitions
Tableau 6 – Classification des gaz industriels dans le domaine de la combustion
Comburant Combustible Neutre ou inerte
Oxygène .................... O2 Ammoniac ..... NH3 Argon ................ Ar
Protoxyde d’azote .................... N2O
Butane ......... C4H10 Azote ................. N2
Hydrogène ........ H2 Dioxyde de carbone ..... CO2
Méthane ......... CH4 Hélium .............. He
Méthanol.................... CH3OH
Vapeur d’eau ........................ H2O
Gaz d’atmosphère inflammable [32]Tout mélange de gaz capable de former un mélange inflam-
mable avec l’air ou l’oxygène dans les conditions de tempéra-ture et de pression utilisées dans le traitement.
Gaz d’atmosphère non inflammable [32]Tout mélange de gaz incapable de former un mélange inflam-
mable avec l’air ou l’oxygène dans les conditions de tempéra-ture et de pression utilisées dans le traitement.
Gaz inerte [32]Gaz non inflammable qui n’entretient pas la combustion et qui
ne réagit pas pour produire un gaz inflammable.Gaz d’atmosphère toxique [32]Gaz qui, en plus d’être asphyxiant, peut également agir
comme un poison.Lie (limite inférieure d’explosivité) ou Lii (limite infé-
rieure d’inflammabilité) [20]La limite inférieure d’explosivité ou d’inflammabilité d’un gaz
dans l’air est la concentration minimale, en volume, dans lemélange au-dessus de laquelle il peut être enflammé.
Lse (limite supérieure d’explosivité) ou Lsi (limite supé-rieure d’inflammabilité) [20]
La limite supérieure d’explositivité ou d’inflammabilité d’ungaz dans l’air est la concentration maximale, en volume, dans le
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.M 1 220 − 12 © Techniques de l’Ingénieur, traité Matériaux métalliques
4.1.1.2 Domaine de la physiologie
Les gaz peuvent être respirés et l’air contribue à la vie de l’orga-nisme humain.
Les gaz peuvent être classés dans le domaine de la physiologieselon qu’ils sont indispensables à la vie, qu’ils n’entretiennent pas lavie mais sont non toxiques ou qu’ils sont toxiques.
Le tableau 7 présente cette classification pour les principaux gazindustriels utilisés en traitement thermique.
4.1.1.3 Domaine de la réactivité chimique
Certains gaz industriels peuvent présenter des dangers associés àleur réactivité chimique ; ce sont les gaz corrosifs, représentésessentiellement par l’ammoniac NH3 en traitement thermique.
4.1.3 Principaux risques
Les principaux risques associés à la mise en œuvre des gazd’atmosphère en traitement thermique correspondent à la classifi-cation précédente (§ 4.1.1) :
— le risque d’anoxie, ou diminution voire suppression de l’oxy-gène nécessaire à la vie de notre organisme, est associé à l’utilisa-tion des gaz qui n’entretiennent pas la vie mais sont non toxiques(tableau 7) ;
— le risque d’empoisonnement est associé à l’utilisation des gaztoxiques (tableau 7) ;
— les risques d’inflammation et d’explosion sont associés à l’uti-lisation des gaz combustibles (tableau 6) ou gaz d’atmosphèreinflammables.
La prévention de chacun de ces risques est présentée dans lesparagraphes suivants.
La prévention des risques associés au stockage de ces gaz ou auxfluides servant à les générer (méthanol par exemple) n’est pas trai-tée dans ce paragraphe. Il conviendra de se mettre en relation avecle fournisseur du gaz ou du fluide concerné à ce propos.
4.2 Prévention de l’anoxie
L’anoxie est un risque majeur associé en particulier à l’utilisationdes gaz inertes, tels que l’azote et l’argon, et dont il faut tenir compte
Monoxyde de carbone ....... CO
Propane ........ C3H8
Tableau 7 – Classification des gaz industriels dans le domaine de la physiologie
Indispensable à la vie
N’entretientpas la vie mais non
toxiqueToxique
Oxygène ... O2 Argon ................ Ar Ammoniac ....................... NH3
Azote ................ N2 Monoxyde de carbone ........................ CO
Hélium .............. He Méthanol .................... CH3OH
Hydrogène ....... H2
Vapeur d’eau . H2O
mélange au-dessous de laquelle il peut être enflammé.Température d’auto-inflammation [20]Température minimale à laquelle un mélange combustible-
comburant, en proportion convenable, s’enflamme spontané-ment.
VME (valeur moyenne d’exposition)Pourcentage journalier maximal de gaz toxique admissible
dans l’atmosphère respirée par un opérateur pendant un postede travail (8 h).
VLE (valeur limite d’exposition)Pourcentage maximal de gaz toxique admissible dans
l’atmosphère respirée par un opérateur pendant 20 min.
_______________________________________________________________________________________________ ATMOSPHÈRES DE TRAITEMENT THERMIQUE
avant de pénétrer dans un local confiné où ces gaz peuvent être pré-sents en grande quantité, même accidentellement.
La présence de ces gaz peut, en effet, diminuer la teneur en oxy-gène de l’air que l’on respire avec les conséquences suivantes.
■ Cas d’absence progressive d’oxygène : le sang s’appauvriten oxygène. Pour une teneur en oxygène inférieure à 18 % envolume, il y a asphyxie progressive se traduisant par des maux detête, une gêne de la parole, un engourdissement, une impossibilitéde se mouvoir, une diminution puis une perte de connaissance.
Ces symptômes sont ceux de malaises classiques et ne sont pasreconnus par la victime comme une asphyxie (les gaz inertes sontinodores, incolores et sans saveur). La victime cherche à dominerseule son malaise, elle n’appelle pas au secours. Au-delà d’un cer-tain seuil, la victime ne peut plus réagir ; la perte de consciencedevient soudaine.
■ Cas d’absence totale d’oxygène : le sang perd brutalementson oxygène. À 0 % d’oxygène dès la deuxième inspiration, il y aperte de connaissance sans signes avant-coureurs. En quelquesminutes les lésions au cerveau peuvent être irréversibles.
Parmi les gaz cités au tableau 8, l’ammoniac et le monoxyde decarbone sont particulièrement dangereux car leur VME est faible etils sont utilisés à des concentrations importantes dans les procédésde traitement thermique.
■ L’ammoniac (NH3)
L’utilisation d’atmosphères comportant des consti-tuants toxiques impose de respecter les précautions sui-vantes.
1. Éviter les fuites sur les installations :— bonnes étanchéités ;— rejets canalisés à l’extérieur des locaux et/ou brûlés à
l’évent de sortie d’un four ;— utilisation de matériaux compatibles avec le gaz.2. Empêcher la contamination de l’atmosphère :— ventilation des locaux à l’air ;— contrôle en continu de l’atmosphère dans l’atelier avec un
détecteur spécifique muni d’une alarme qui déclenche si lateneur en gaz considéré dépasse la VME.
3. Baliser la zone à risque d’asphyxie.4. N’entrer dans une zone suspecte qu’après analyse et muni,
si nécessaire, d’un respirateur autonome et d’un harnaisd’extraction.
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.© Techniques de l’Ingénieur, traité Matériaux métalliques M 1 220 − 13
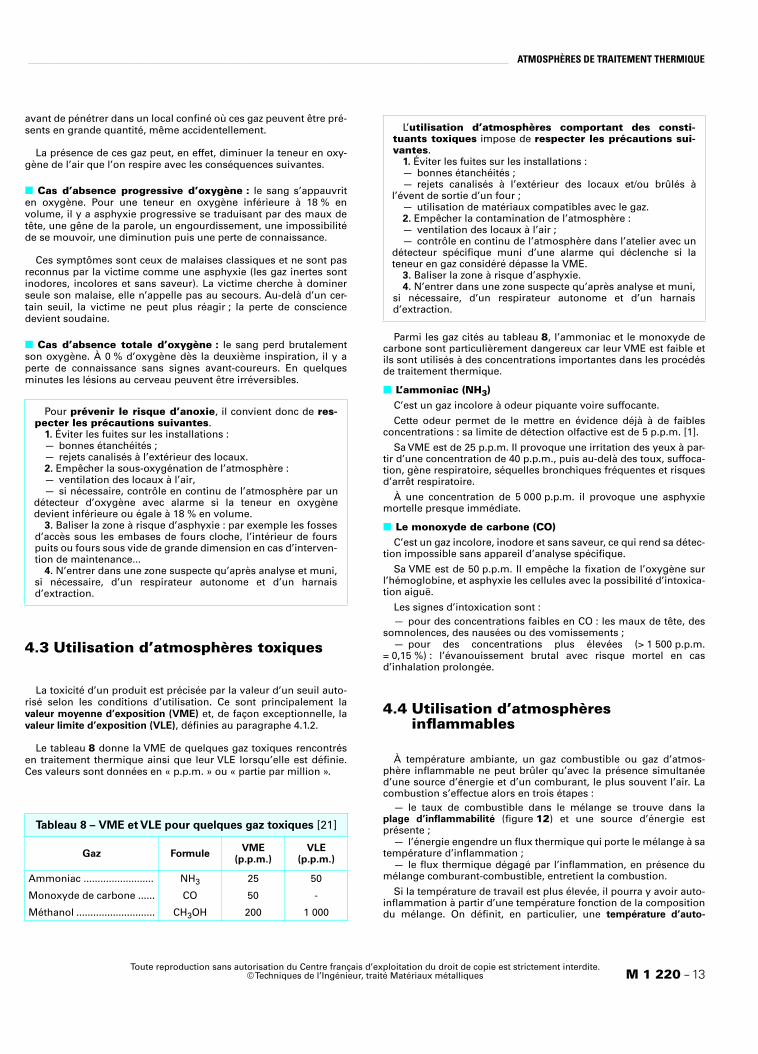
4.3 Utilisation d’atmosphères toxiques
La toxicité d’un produit est précisée par la valeur d’un seuil auto-risé selon les conditions d’utilisation. Ce sont principalement lavaleur moyenne d’exposition (VME) et, de façon exceptionnelle, lavaleur limite d’exposition (VLE), définies au paragraphe 4.1.2.
Le tableau 8 donne la VME de quelques gaz toxiques rencontrésen traitement thermique ainsi que leur VLE lorsqu’elle est définie.Ces valeurs sont données en « p.p.m. » ou « partie par million ».
C’est un gaz incolore à odeur piquante voire suffocante.
Cette odeur permet de le mettre en évidence déjà à de faiblesconcentrations : sa limite de détection olfactive est de 5 p.p.m. [1].
Sa VME est de 25 p.p.m. Il provoque une irritation des yeux à par-tir d’une concentration de 40 p.p.m., puis au-delà des toux, suffoca-tion, gène respiratoire, séquelles bronchiques fréquentes et risquesd’arrêt respiratoire.
À une concentration de 5 000 p.p.m. il provoque une asphyxiemortelle presque immédiate.
■ Le monoxyde de carbone (CO)C’est un gaz incolore, inodore et sans saveur, ce qui rend sa détec-
tion impossible sans appareil d’analyse spécifique.
Sa VME est de 50 p.p.m. Il empêche la fixation de l’oxygène surl’hémoglobine, et asphyxie les cellules avec la possibilité d’intoxica-tion aiguë.
Les signes d’intoxication sont :— pour des concentrations faibles en CO : les maux de tête, des
somnolences, des nausées ou des vomissements ;— pour des concentrations plus élevées (> 1 500 p.p.m.
= 0,15 %) : l’évanouissement brutal avec risque mortel en casd’inhalation prolongée.
4.4 Utilisation d’atmosphères inflammables
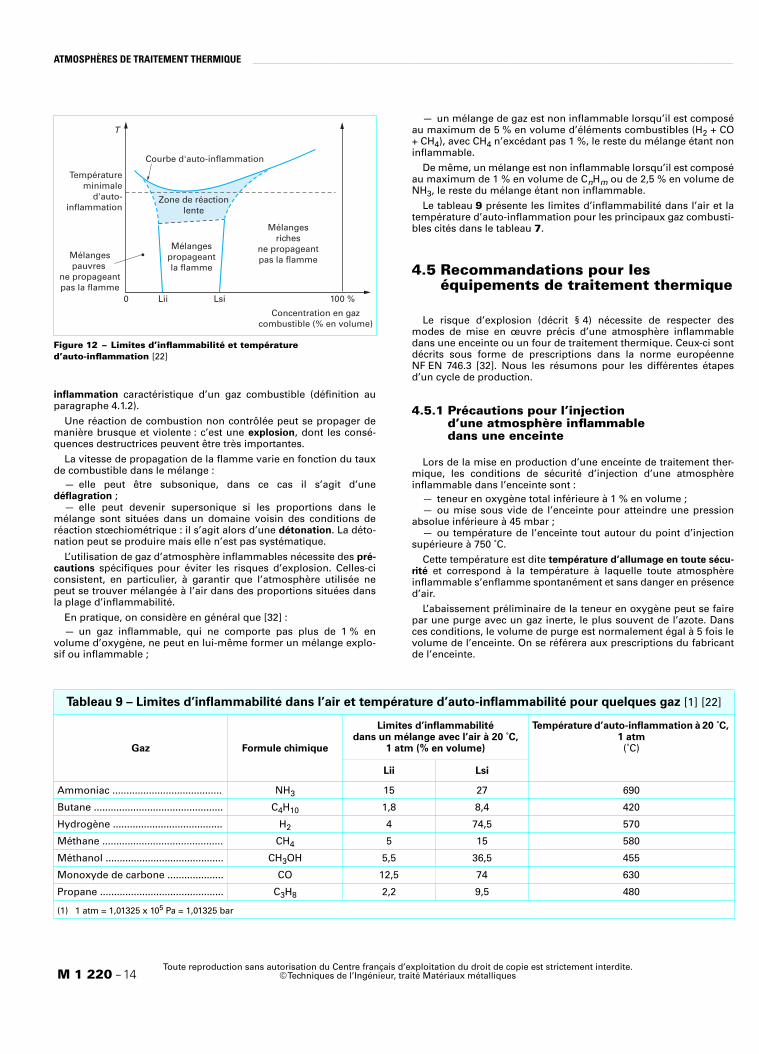
À température ambiante, un gaz combustible ou gaz d’atmos-phère inflammable ne peut brûler qu’avec la présence simultanéed’une source d’énergie et d’un comburant, le plus souvent l’air. Lacombustion s’effectue alors en trois étapes :
— le taux de combustible dans le mélange se trouve dans laplage d’inflammabilité (figure 12) et une source d’énergie estprésente ;
— l’énergie engendre un flux thermique qui porte le mélange à satempérature d’inflammation ;
— le flux thermique dégagé par l’inflammation, en présence dumélange comburant-combustible, entretient la combustion.
Si la température de travail est plus élevée, il pourra y avoir auto-inflammation à partir d’une température fonction de la compositiondu mélange. On définit, en particulier, une température d’auto-
Pour prévenir le risque d’anoxie, il convient donc de res-pecter les précautions suivantes.
1. Éviter les fuites sur les installations :— bonnes étanchéités ;— rejets canalisés à l’extérieur des locaux.2. Empêcher la sous-oxygénation de l’atmosphère :— ventilation des locaux à l’air,— si nécessaire, contrôle en continu de l’atmosphère par un
détecteur d’oxygène avec alarme si la teneur en oxygènedevient inférieure ou égale à 18 % en volume.
3. Baliser la zone à risque d’asphyxie : par exemple les fossesd’accès sous les embases de fours cloche, l’intérieur de fourspuits ou fours sous vide de grande dimension en cas d’interven-tion de maintenance...
4. N’entrer dans une zone suspecte qu’après analyse et muni,si nécessaire, d’un respirateur autonome et d’un harnaisd’extraction.
Tableau 8 – VME et VLE pour quelques gaz toxiques [21]
Gaz FormuleVME
(p.p.m.)VLE
(p.p.m.)
Ammoniac ......................... NH3 25 50
Monoxyde de carbone ...... CO 50 -
Méthanol ............................ CH3OH 200 1 000
ATMOSPHÈRES DE TRAITEMENT THERMIQUE _______________________________________________________________________________________________
inflammation caractéristique d’un gaz combustible (définition au
— un mélange de gaz est non inflammable lorsqu’il est composéau maximum de 5 % en volume d’éléments combustibles (H2 + CO+ CH4), avec CH4 n’excédant pas 1 %, le reste du mélange étant noninflammable.
De même, un mélange est non inflammable lorsqu’il est composéau maximum de 1 % en volume de CnHm ou de 2,5 % en volume deNH3, le reste du mélange étant non inflammable.
Le tableau 9 présente les limites d’inflammabilité dans l’air et latempérature d’auto-inflammation pour les principaux gaz combusti-bles cités dans le tableau 7.
4.5 Recommandations pour les équipements de traitement thermique
Le risque d’explosion (décrit § 4) nécessite de respecter desmodes de mise en œuvre précis d’une atmosphère inflammabledans une enceinte ou un four de traitement thermique. Ceux-ci sontdécrits sous forme de prescriptions dans la norme européenneNF EN 746.3 [32]. Nous les résumons pour les différentes étapesd’un cycle de production.
Figure 12 – Limites d’inflammabilité et température d’auto-inflammation [22]
Mélangespauvres
ne propageantpas la flamme
Mélangesriches
ne propageantpas la flamme
Mélangespropageantla flamme
Zone de réactionlente
Lii0 Lsi 100 %
Concentration en gazcombustible (% en volume)
Courbe d'auto-inflammation
Températureminimale
d'auto-inflammation
T
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.M 1 220 − 14 © Techniques de l’Ingénieur, traité Matériaux métalliques
paragraphe 4.1.2).
Une réaction de combustion non contrôlée peut se propager demanière brusque et violente : c’est une explosion, dont les consé-quences destructrices peuvent être très importantes.
La vitesse de propagation de la flamme varie en fonction du tauxde combustible dans le mélange :
— elle peut être subsonique, dans ce cas il s’agit d’unedéflagration ;
— elle peut devenir supersonique si les proportions dans lemélange sont situées dans un domaine voisin des conditions deréaction stœchiométrique : il s’agit alors d’une détonation. La déto-nation peut se produire mais elle n’est pas systématique.
L’utilisation de gaz d’atmosphère inflammables nécessite des pré-cautions spécifiques pour éviter les risques d’explosion. Celles-ciconsistent, en particulier, à garantir que l’atmosphère utilisée nepeut se trouver mélangée à l’air dans des proportions situées dansla plage d’inflammabilité.
En pratique, on considère en général que [32] :— un gaz inflammable, qui ne comporte pas plus de 1 % en
volume d’oxygène, ne peut en lui-même former un mélange explo-sif ou inflammable ;
4.5.1 Précautions pour l’injection d’une atmosphère inflammable dans une enceinte
Lors de la mise en production d’une enceinte de traitement ther-mique, les conditions de sécurité d’injection d’une atmosphèreinflammable dans l’enceinte sont :
— teneur en oxygène total inférieure à 1 % en volume ;— ou mise sous vide de l’enceinte pour atteindre une pression
absolue inférieure à 45 mbar ;— ou température de l’enceinte tout autour du point d’injection
supérieure à 750 ˚C.
Cette température est dite température d’allumage en toute sécu-rité et correspond à la température à laquelle toute atmosphèreinflammable s’enflamme spontanément et sans danger en présenced’air.
L’abaissement préliminaire de la teneur en oxygène peut se fairepar une purge avec un gaz inerte, le plus souvent de l’azote. Dansces conditions, le volume de purge est normalement égal à 5 fois levolume de l’enceinte. On se référera aux prescriptions du fabricantde l’enceinte.
Tableau 9 – Limites d’inflammabilité dans l’air et température d’auto-inflammabilité pour quelques gaz [1] [22]
Gaz Formule chimique
Limites d’inflammabilité dans un mélange avec l’air à 20 ˚C,
1 atm (% en volume)
Température d’auto-inflammation à 20 ˚C, 1 atm
(˚C)
Lii Lsi
Ammoniac ....................................... NH3 15 27 690
Butane .............................................. C4H10 1,8 8,4 420
Hydrogène ....................................... H2 4 74,5 570
Méthane ........................................... CH4 5 15 580
Méthanol .......................................... CH3OH 5,5 36,5 455
Monoxyde de carbone .................... CO 12,5 74 630
Propane ............................................ C3H8 2,2 9,5 480
(1) 1 atm = 1,01325 x 105 Pa = 1,01325 bar
_______________________________________________________________________________________________ ATMOSPHÈRES DE TRAITEMENT THERMIQUE
4.5.2 Précautions en cours de cycle sous atmosphère inflammable
Lorsque l’enceinte ou le four n’est pas totalement fermé ou étan-che, il ne faut pas que la teneur en oxygène puisse remonter au-des-sus de 1 % en volume. Le plus souvent, cette condition est garantiepar un débit minimal d’injection d’atmosphère ; dans ce cas, desmesures de contrôle de débit et de mise en sécurité, si le débit n’estplus atteint, devront être mises en place.
4.5.3 Précautions pour la remise à l’air d’une enceinte
La condition de sécurité pour la remise à l’air d’une enceinte estl’abaissement préalable de la teneur en gaz combustible en dessousdu quart de sa limite inférieure d’inflammabilité.
Ce résultat est le plus souvent obtenu par un balayage avec ungaz non inflammable et de préférence inerte (azote) selon les pres-criptions du constructeur de four. Ce balayage peut être évité si on aatteint un niveau de vide défini comme sûr (Pabsolue < 45 mbar).
Sortie de l'atmosphère
contrôlée vers le four
de traitement
Réfrigérant
Évacuation des produits de combustion
Éléments inertes
Catalyseur au nickel
Support réfractaire alumineux
Enceinte chauffante
Réacteur
Brûleur à gazSurpresseur
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.© Techniques de l’Ingénieur, traité Matériaux métalliques M 1 220 − 15
4.5.4 Évacuation des gaz résiduels avec brûlage préliminaire
L’évacuation des gaz combustibles résiduels ne peut se faire dansl’atelier dès lors qu’il y a risque d’inflammation, d’explosion ou detoxicité. Le plus souvent ces gaz seront brûlés et des veilleusess’assureront de leur combustion. Ces veilleuses seront dotées d’unsystème de surveillance de la flamme, le non-fonctionnement de oudes veilleuses devra interdire l’injection d’atmosphère inflammableet/ou toxique. Si nécessaire, des hottes d’aspiration permettrontl’évacuation des gaz brûlés.
4.5.5 Évacuation des gaz résiduels sans brûlage
Si l’installation comporte des canalisations d’évacuation de gazrésiduels non brûlés, par exemple pendant la période de balayageavant mise à l’air de l’enceinte, celles-ci déboucheront à l’extérieurhors zone de tout danger, en hauteur, au-dessus du faîtage, dans lesens des vents dominants. Ces canalisations seront indépendantes,sans interconnexion, de façon à interdire tout transit de gaz d’unezone vers une autre où les conditions de sécurité ne sont pas respec-tées.
5. Générateurs d’atmosphère
5.1 Générateurs endothermiques
Les générateurs endothermiques sont des réacteurs chimiqueschauffés dans lesquels est réalisée une combustion en défaut d’aird’un hydrocarbure. Le gaz de réaction utilisé peut être du gaz natu-rel, du méthane, du propane ou du butane.
Une atmosphère typique est obtenue à partir de l’oxydation par-tielle du méthane : elle est composée, en volume, essentiellementd’azote (≈ 40 %), d’hydrogène (≈ 40 %) et de monoxyde de carbone(≈ 20 %).
La quantité d’air à introduire dans le générateur est très précisé-ment liée à la qualité du combustible et ne souffre pas de variations.
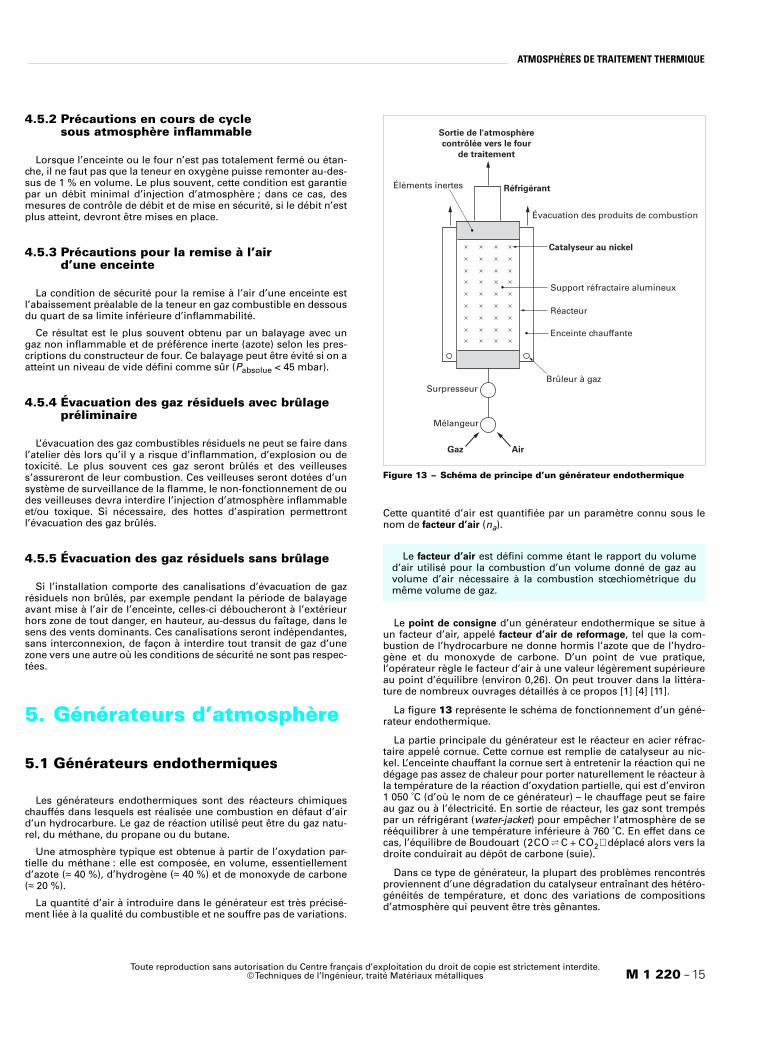
Cette quantité d’air est quantifiée par un paramètre connu sous lenom de facteur d’air (na).
Le point de consigne d’un générateur endothermique se situe àun facteur d’air, appelé facteur d’air de reformage, tel que la com-bustion de l’hydrocarbure ne donne hormis l’azote que de l’hydro-gène et du monoxyde de carbone. D’un point de vue pratique,l’opérateur règle le facteur d’air à une valeur légèrement supérieureau point d’équilibre (environ 0,26). On peut trouver dans la littéra-ture de nombreux ouvrages détaillés à ce propos [1] [4] [11].
La figure 13 représente le schéma de fonctionnement d’un géné-rateur endothermique.
La partie principale du générateur est le réacteur en acier réfrac-taire appelé cornue. Cette cornue est remplie de catalyseur au nic-kel. L’enceinte chauffant la cornue sert à entretenir la réaction qui nedégage pas assez de chaleur pour porter naturellement le réacteur àla température de la réaction d’oxydation partielle, qui est d’environ1 050 ˚C (d’où le nom de ce générateur) – le chauffage peut se faireau gaz ou à l’électricité. En sortie de réacteur, les gaz sont trempéspar un réfrigérant (water-jacket) pour empêcher l’atmosphère de serééquilibrer à une température inférieure à 760 ˚C. En effet dans cecas, l’équilibre de Boudouart déplacé alors vers ladroite conduirait au dépôt de carbone (suie).
Dans ce type de générateur, la plupart des problèmes rencontrésproviennent d’une dégradation du catalyseur entraînant des hétéro-généités de température, et donc des variations de compositionsd’atmosphère qui peuvent être très gênantes.
Figure 13 – Schéma de principe d’un générateur endothermique
Le facteur d’air est défini comme étant le rapport du volumed’air utilisé pour la combustion d’un volume donné de gaz auvolume d’air nécessaire à la combustion stœchiométrique dumême volume de gaz.
AirGaz
Mélangeur
2CO!C CO2+( )
ATMOSPHÈRES DE TRAITEMENT THERMIQUE _______________________________________________________________________________________________
Tableau 10 – Analyses typiques de gaz endothermique
Analyse Gaz naturel Propane Composant Gaz naturel Propane
Hydrogène ............................... (% en volume) 36 à 39 29 à 31 Méthane ......... (% en volume) 0 à 0,2 0 à 0,2
Monoxyde de carbone ............ (% en volume) 18 à 19 22 à 23 Azote ........................................ Reste Reste
Dioxyde de carbone ................ (% en volume) 0,5 à 0,1 0,5 à 0,1 Point de rosée ................... (˚C) + 5 à − 10 + 5 à − 10
Tableau 11 – Maintenances des générateurs endothermiques et exothermiques
Fréquence de la maintenance
Générateur endothermique Générateur exothermique
Horaire – Vérifier le rapport air/gaz et le volume injecté.– Vérifier la température de fonctionnement.– Vérifier le débit et la température de l’eau de refroidissement.– Vérifier le piège à eau.
Journalière – Inspecter visuellement toute l’instrumentation.– Changer manuellement le rapport air/gaz pour vérifier la liberté du flotteur.– Vérifier la température de l’eau rejetée de l’échangeur de chaleur.
– Lubrifier le compresseur.
Hebdomadaire – Régénérer (brûler) le carbone en utilisant de l’air ou de la vapeur. – Nettoyer le filtre à air pour les endroits sales.
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.M 1 220 − 16 © Techniques de l’Ingénieur, traité Matériaux métalliques
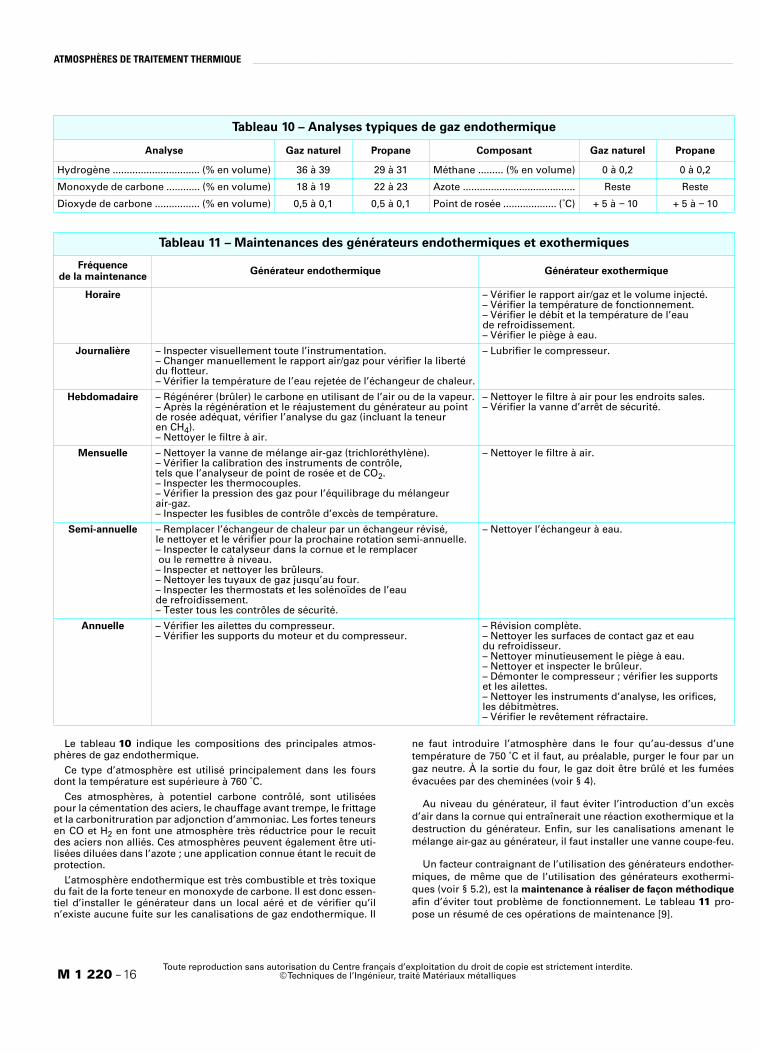
Le tableau 10 indique les compositions des principales atmos-phères de gaz endothermique.
Ce type d’atmosphère est utilisé principalement dans les foursdont la température est supérieure à 760 ˚C.
Ces atmosphères, à potentiel carbone contrôlé, sont utiliséespour la cémentation des aciers, le chauffage avant trempe, le frittageet la carbonitruration par adjonction d’ammoniac. Les fortes teneursen CO et H2 en font une atmosphère très réductrice pour le recuitdes aciers non alliés. Ces atmosphères peuvent également être uti-lisées diluées dans l’azote ; une application connue étant le recuit deprotection.
L’atmosphère endothermique est très combustible et très toxiquedu fait de la forte teneur en monoxyde de carbone. Il est donc essen-tiel d’installer le générateur dans un local aéré et de vérifier qu’iln’existe aucune fuite sur les canalisations de gaz endothermique. Il
ne faut introduire l’atmosphère dans le four qu’au-dessus d’unetempérature de 750 ˚C et il faut, au préalable, purger le four par ungaz neutre. À la sortie du four, le gaz doit être brûlé et les fuméesévacuées par des cheminées (voir § 4).
Au niveau du générateur, il faut éviter l’introduction d’un excèsd’air dans la cornue qui entraînerait une réaction exothermique et ladestruction du générateur. Enfin, sur les canalisations amenant lemélange air-gaz au générateur, il faut installer une vanne coupe-feu.
Un facteur contraignant de l’utilisation des générateurs endother-miques, de même que de l’utilisation des générateurs exothermi-ques (voir § 5.2), est la maintenance à réaliser de façon méthodique
afin d’éviter tout problème de fonctionnement. Le tableau 11 pro-pose un résumé de ces opérations de maintenance [9].
– Après la régénération et le réajustement du générateur au point de rosée adéquat, vérifier l’analyse du gaz (incluant la teneur en CH4).– Nettoyer le filtre à air.
– Vérifier la vanne d’arrêt de sécurité.
Mensuelle – Nettoyer la vanne de mélange air-gaz (trichloréthylène).– Vérifier la calibration des instruments de contrôle,tels que l’analyseur de point de rosée et de CO2.– Inspecter les thermocouples.– Vérifier la pression des gaz pour l’équilibrage du mélangeurair-gaz.– Inspecter les fusibles de contrôle d’excès de température.
– Nettoyer le filtre à air.
Semi-annuelle – Remplacer l’échangeur de chaleur par un échangeur révisé,le nettoyer et le vérifier pour la prochaine rotation semi-annuelle.– Inspecter le catalyseur dans la cornue et le remplacer ou le remettre à niveau.– Inspecter et nettoyer les brûleurs.– Nettoyer les tuyaux de gaz jusqu’au four.– Inspecter les thermostats et les solénoïdes de l’eau de refroidissement.– Tester tous les contrôles de sécurité.
– Nettoyer l’échangeur à eau.
Annuelle – Vérifier les ailettes du compresseur.– Vérifier les supports du moteur et du compresseur.
– Révision complète.– Nettoyer les surfaces de contact gaz et eau du refroidisseur.– Nettoyer minutieusement le piège à eau.– Nettoyer et inspecter le brûleur.– Démonter le compresseur ; vérifier les supportset les ailettes.– Nettoyer les instruments d’analyse, les orifices, les débitmètres.– Vérifier le revêtement réfractaire.
_______________________________________________________________________________________________ ATMOSPHÈRES DE TRAITEMENT THERMIQUE
5.2 Générateurs exothermiques
Figure 14 – Schéma de principe d’un générateur exothermique [2]
Air Carburant
DébitmètreDébitmètre
Pompede mélange
Chambrede combustion
Brûleur
Eaude refroidissement
Évacuation
Évacuation
Atmosphèreexothermique
Piège
Refroidisseurgaz
Générateur exothermique Séchage par réfrigérant Séchage par adsorption
Tableau 12 – Composition de l’atmosphère (en % en volume) pour un mélange air-gaz naturel
à 1 200 ˚C avec n = 0,6
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.© Techniques de l’Ingénieur, traité Matériaux métalliques M 1 220 − 17
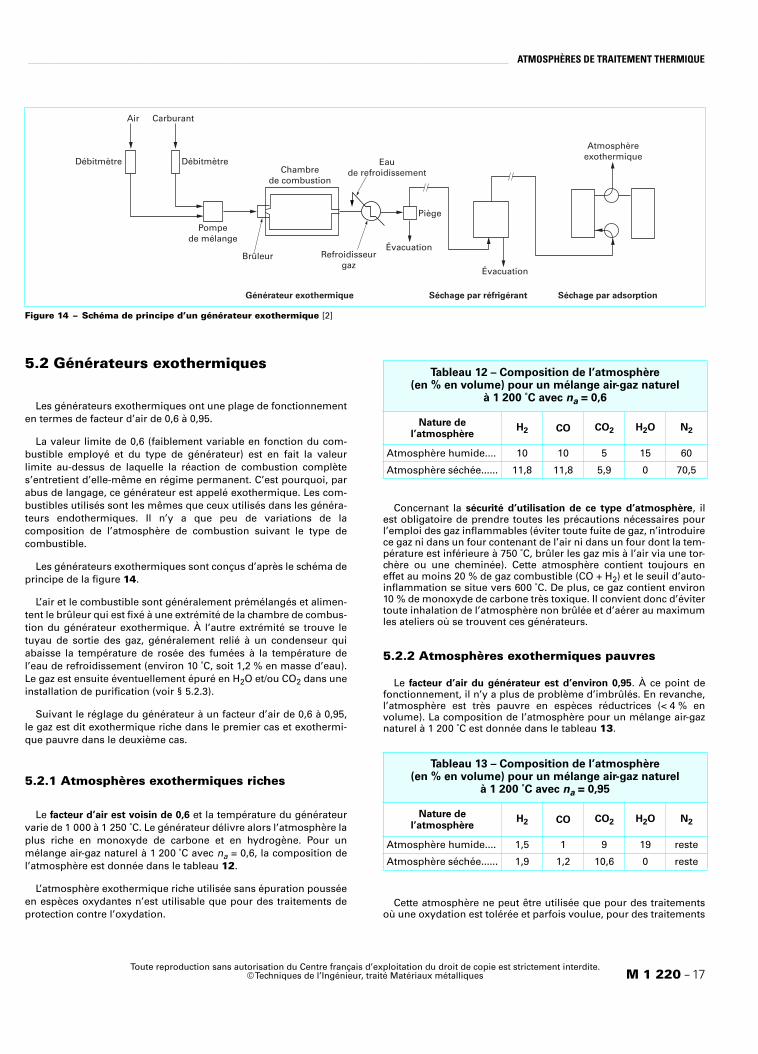
Les générateurs exothermiques ont une plage de fonctionnementen termes de facteur d’air de 0,6 à 0,95.
La valeur limite de 0,6 (faiblement variable en fonction du com-bustible employé et du type de générateur) est en fait la valeurlimite au-dessus de laquelle la réaction de combustion complètes’entretient d’elle-même en régime permanent. C’est pourquoi, parabus de langage, ce générateur est appelé exothermique. Les com-bustibles utilisés sont les mêmes que ceux utilisés dans les généra-teurs endothermiques. Il n’y a que peu de variations de lacomposition de l’atmosphère de combustion suivant le type decombustible.
Les générateurs exothermiques sont conçus d’après le schéma deprincipe de la figure 14.
L’air et le combustible sont généralement prémélangés et alimen-tent le brûleur qui est fixé à une extrémité de la chambre de combus-tion du générateur exothermique. À l’autre extrémité se trouve letuyau de sortie des gaz, généralement relié à un condenseur quiabaisse la température de rosée des fumées à la température del’eau de refroidissement (environ 10 ˚C, soit 1,2 % en masse d’eau).Le gaz est ensuite éventuellement épuré en H2O et/ou CO2 dans uneinstallation de purification (voir § 5.2.3).
Suivant le réglage du générateur à un facteur d’air de 0,6 à 0,95,le gaz est dit exothermique riche dans le premier cas et exothermi-que pauvre dans le deuxième cas.
5.2.1 Atmosphères exothermiques riches
Le facteur d’air est voisin de 0,6 et la température du générateurvarie de 1 000 à 1 250 ˚C. Le générateur délivre alors l’atmosphère laplus riche en monoxyde de carbone et en hydrogène. Pour unmélange air-gaz naturel à 1 200 ˚C avec na = 0,6, la composition del’atmosphère est donnée dans le tableau 12.
L’atmosphère exothermique riche utilisée sans épuration pousséeen espèces oxydantes n’est utilisable que pour des traitements deprotection contre l’oxydation.
Concernant la sécurité d’utilisation de ce type d’atmosphère, ilest obligatoire de prendre toutes les précautions nécessaires pourl’emploi des gaz inflammables (éviter toute fuite de gaz, n’introduirece gaz ni dans un four contenant de l’air ni dans un four dont la tem-pérature est inférieure à 750 ˚C, brûler les gaz mis à l’air via une tor-chère ou une cheminée). Cette atmosphère contient toujours eneffet au moins 20 % de gaz combustible (CO + H2) et le seuil d’auto-inflammation se situe vers 600 ˚C. De plus, ce gaz contient environ10 % de monoxyde de carbone très toxique. Il convient donc d’évitertoute inhalation de l’atmosphère non brûlée et d’aérer au maximumles ateliers où se trouvent ces générateurs.
5.2.2 Atmosphères exothermiques pauvres
Le facteur d’air du générateur est d’environ 0,95. À ce point defonctionnement, il n’y a plus de problème d’imbrûlés. En revanche,l’atmosphère est très pauvre en espèces réductrices (< 4 % envolume). La composition de l’atmosphère pour un mélange air-gaznaturel à 1 200 ˚C est donnée dans le tableau 13.
Cette atmosphère ne peut être utilisée que pour des traitementsoù une oxydation est tolérée et parfois voulue, pour des traitements
a
Nature de l’atmosphère
H2 CO CO2 H2O N2
Atmosphère humide.... 10 10 5 15 60
Atmosphère séchée...... 11,8 11,8 5,9 0 70,5
Tableau 13 – Composition de l’atmosphère (en % en volume) pour un mélange air-gaz naturel
à 1 200 ˚C avec na = 0,95
Nature de l’atmosphère
H2 CO CO2 H2O N2
Atmosphère humide.... 1,5 1 9 19 reste
Atmosphère séchée...... 1,9 1,2 10,6 0 reste
ATMOSPHÈRES DE TRAITEMENT THERMIQUE _______________________________________________________________________________________________
à basses températures et pour le traitement du cuivre sans oxyda-tion. De plus, de par son caractère non combustible, cette atmos-phère peut être utilisée pour la purge des fours avant envoi de gazinflammables.
Cette atmosphère ininflammable contient toutefois plus de 1 % envolume de CO qui ne peut être brûlé. Lors de la mise à l’air, il con-vient donc de disposer des cheminées d’aspiration et d’aérer l’ate-lier.
5.2.3 Atmosphères exothermiques épurées
Les atmosphères exothermiques épurées sont produites par lacombustion d’un mélange air-gaz suivie d’une épuration en H2O etCO2. Après combustion, une épuration primaire du gaz a lieu dansun échangeur à circulation d’eau. Deux systèmes d’épuration finalsen H2O et CO2 sont alors disponibles.
Le premier système d’épuration utilise un tamis moléculaire. Legaz passe dans l’une des tours remplie de tamis moléculaire pourabaisser sa température de rosée vers − 40 ˚C et sa teneur en CO2vers 0,15 % en volume. L’autre tour est en cycle de régénérationgénéralement sous vide.
Ce système est relativement simple, excepté en maintenance despompes à vide, et est souvent préféré au système suivant.
recuit avant galvanisation en four continu. L’atmosphère issue ducraquage de l’ammoniac peut également être diluée à l’azote pourcertains traitements de protection (voir § 6.2).
Le gaz ammoniac et l’ammoniac craqué sont des produits inflam-mables s’ils sont mélangés à l’air. Il faut prendre les mêmes précau-tions qu’avec les autres gaz combustibles (voir § 4). En outre,l’ammoniac gazeux est corrosif vis-à-vis du cuivre et de ses alliages.Les bouteilles d’ammoniac doivent être stockées à une températureinférieure à 50 ˚C. L’ammoniac a des effets physiologiques en con-centrations supérieures à 100 p.p.m. dans l’air et peut provoquerdes irritations des yeux et des bronches.
Le stockage des cuves d’ammoniac est, par ailleurs, soumis à uneréglementation de plus en plus stricte (régime d’autorisation) quilimite fortement les nouvelles implantations industrielles.
5.3.2 Méthanol craqué
La dissociation du méthanol selon l’équation :
CH3OH → CO + 2H2
fournit un gaz comprenant pratiquement 1/3 de monoxyde de car-bone et 2/3 d’hydrogène.
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.M 1 220 − 18 © Techniques de l’Ingénieur, traité Matériaux métalliques
Le deuxième système d’épuration utilise la monoéthylamine. Lateneur en CO2 est abaissée jusqu’à 0,015 % en volume et la tempé-rature de rosée est de − 40 ˚C. Les précautions opératoires imposentun rapport air-gaz bien contrôlé pour éviter l’oxygène libre qui oxy-derait la monoéthylamine, la rendant plus corrosive. Les pompesdoivent être, entres autres, très bien entretenues du fait de cetteéventuelle corrosion. La maintenance de ce type d’épuration estimportante.
Les atmosphères exothermiques épurées sont non décarburanteset réductrices. Les principales applications sont les recuits desaciers à moyen et à haut carbone, ainsi que le recuit en four clochedes bobines et des tôles d’acier.
5.3 Atmosphères produites par dissociation de substances synthétiques
5.3.1 Ammoniac craqué
L’ammoniac [1] peut être dissocié selon l’équation :
2NH3 → N2 + 3H2
Le mélange gazeux obtenu, appelé ammoniac craqué, fournit uneatmosphère composée, en volume, de 75 % d’hydrogène et 25 %d’azote, avec une température de rosée de − 30 à − 50 ˚C, et demoins de 300 p.p.m. d’ammoniac résiduel.
La dissociation de l’ammoniac anhydre a lieu en présence d’uncatalyseur au nickel à des températures comprises entre 850 et1 000 ˚C. Le gaz est ensuite refroidi dans un échangeur à circulationd’eau.
L’ammoniac craqué produit une atmosphère très réductrice utili-sée pour la protection contre l’oxydation, en particulier pour lerecuit brillant des aciers inoxydables et des métaux sensibles àl’oxydation à chaud, pour le brasage et le frittage des aciers inoxy-dables. L’ammoniac craqué en dilution avec l’azote est utilisé pour le
On distingue deux types de craqueurs de méthanol [1] :
— ceux dans lesquels l’alcool méthylique est dissocié aux alen-tours de 350 ˚C sur un catalyseur à base d’oxyde de zinc ;
— ceux au sein desquels la dissociation a lieu entre 900 et1 000 ˚C sur des billes de nickel.
Le méthanol craqué est généralement utilisé comme gaz porteurde la cémentation des aciers à faible, moyenne ou forte teneur encarbone. Il est parfois utilisé comme gaz protecteur (chauffe avanttrempe des aciers à moyenne ou à forte teneur en carbone).
L’usage des atmosphères de méthanol craqué produites dans uncraqueur indépendant du four de traitement thermique devient demoins en moins répandu étant donné qu’il est conditionné par lecoût des investissements et de la maintenance de l’équipement(contrôle délicat et formation fréquente de suie).
5.4 Générateurs autonomes de gaz de protection
5.4.1 Production d’azote par voie non cryogénique
5.4.1.1 Principe de fonctionnement
Certains polymères ont pour propriété de laisser passer des molé-cules et d’en retenir d’autres. C’est le principe de la perméation surlaquelle est basée la technologie des membranes (figure 18).
Les membranes se présentent sous la forme de fibres creuses dela taille d’un cheveu. Elles sont ensuite regroupées dans des cylin-dres. Ceux-ci peuvent contenir jusqu’à 400 km de fibres.
Pour produire de l’azote, principale application de la technologiemembrane, il faut passer par différentes étapes. Tout d’abord, del’air est comprimé puis filtré. Il est ensuite introduit en amont descylindres regroupant les fibres qui, par perméation, laissent passerles molécules d’oxygène mais retiennent les molécules d’azote. Cel-les-ci peuvent ainsi être recueillies à la sortie du cylindre.
À 17 ˚C, 1 kg d’ammoniac fournit 2,8 m3 de gaz craqué à lapression atmosphérique.
Un litre de méthanol permet de produire 1,66 Nm3 de gaz cra-qué.

_______________________________________________________________________________________________ ATMOSPHÈRES DE TRAITEMENT THERMIQUE
Le contrôle de certains paramètres, comme la pression et la tem-pérature, permet d’obtenir de l’azote au niveau de pureté souhaité,le reste étant constitué d’oxygène.
5.4.1.2 Application en traitement thermique
L’azote produit par voie non cryogénique peut s’utiliser conjointe-ment avec du méthanol pour des traitements de cémentation et decarbonitruration. La présence d’oxygène dans l’azote produit parvoie non cryogénique peut en fait être comparée à une entrée d’airou d’éléments oxydants. L’oxygène introduit réagit immédiatementavec CO et H2 pour former du CO2 et H2O, ce qui a pour effet d’abais-ser le potentiel carbone de l’atmosphère si ces espèces ne sont pas
Le schéma d’un générateur autonome d’atmosphère de protec-tion est représenté à la figure 15. Les différents éléments auxquels
L’azote produit par voie non cryogénique possède les caracté-ristiques suivantes :
— débits de quelques dizaines à 5 000 Nm3/h ;— pureté de 90 à 99,5 % en volume sans purification addi-
tionnelle ;— pureté de 99,999 % en volume avec module de purifi-
cation ;— point de rosée de − 40 ˚C à − 60 ˚C ;— gaz exempt de poussières et d’huile.
Tableau 14 – Compositions d’atmosphères de protection
Analyse
Atmosphères réductrices
non décarburantes
Atmosphères réductrices
décarburantes
97 % en volume N2 +
gaz naturel
95 % en volume N2 +
gaz naturel
CO ......................... (% en volume) 5 5
H2 .......................... (% en volume) 9 11
CO2 ........................ (% en volume) 0,05 0,9
CH4 ........................ (% en volume) < 5 0,02
O2 .................. (p.p.m. en volume) 0,5 < 5
H2O (point de rosée) .......... (en ̊ C) − 20 + 10
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.© Techniques de l’Ingénieur, traité Matériaux métalliques M 1 220 − 19
éliminées. Cette formation excédentaire de CO2 et H2O peut êtrecompensée par l’adjonction d’hydrocarbure ; ce dernier réagissantavec le CO2 et l’H2O pour former du CO et de l’H2, relevant le poten-tiel carbone de l’atmosphère. Ainsi l’emploi d’azote produit par voienon cryogénique n’induit pas de perturbation du potentiel carbonepuisque la régulation permet de compenser les effets dus à uneentrée d’oxygène grâce à une admission d’hydrocarbure.
Une autre application de l’azote produit par voie non cryogéniqueconcerne les traitements de recuit. Pour une pureté d’au moins 99 %en volume, l’azote produit par voie non cryogénique peut être utiliséconjointement avec de l’hydrogène pour le recuit brillant de cuivre.Le recuit des aciers au carbone peut également être réalisé en utili-sant de l’azote produit par voie non cryogénique (de pureté limitéeà 99 % ou 99,5 % en volume) conjointement avec du méthanol. Cedernier en se dissociant produit des espèces réductrices nécessairesà l’élimination totale de l’oxygène résiduel, ainsi que les espècescarburantes nécessaires pour maintenir le potentiel carbone auniveau souhaité. Dans tous les cas, cette solution peut remplacerune atmosphère de type exothermique en assurant une meilleurequalité de traitement.
5.4.2 Production d’atmosphères de protection
5.4.2.1 Principe de fonctionnement
Depuis quelques années, une nouvelle gamme de générateursautonomes d’atmosphères de protection est apparue sur le marché.Le principe de fonctionnement de ces générateurs consiste à réali-ser une réaction d’oxydation partielle catalysée à partir de deuxréactifs : un gaz hydrocarbure et de l’azote impur (c’est-à-dire pro-duit par voie non cryogénique). L’atmosphère produite contientessentiellement de l’azote, ainsi que du monoxyde de carbone et del’hydrogène en moindres quantités. Un nom commercial de ce typede générateur est Alnat® I.
Le catalyseur utilisé permet de promouvoir l’oxydation sélectivede l’hydrocarbure afin de générer préférentiellement les espècesréductrices H2 et CO au détriment des espèces H2O et CO2. La com-position de l’atmosphère dépend principalement de la teneur rési-duelle en oxygène dans l’azote impur. Un exemple de compositiond’atmosphère est donné dans le tableau 14.
le générateur est raccordé sont la station de production d’azote parvoie non cryogénique, le stockage d’azote de qualité cryogénique(back-up), les réseaux gaz naturel et air comprimé du consomma-teur, la puissance électrique et le(s) four(s) de traitement thermique.
L’azote de qualité cryogénique est une fourniture essentielle dusystème : pour des raisons de sécurité, il est utilisé avant chaquedémarrage et chaque arrêt de four.
Les principaux avantages de ces générateurs autonomes résidentdans la simplicité de mise en œuvre, d’utilisation et d’entretien,ainsi que dans la fiabilité de l’atmosphère produite. En effet, la ges-tion automatique de l’alimentation des gaz permet de produire uneatmosphère de composition très stable.
5.4.2.2 Application en traitement thermique
Les générateurs autonomes d’atmosphères de protection peu-vent être utilisés pour tous traitements thermiques nécessitant uneatmosphère réductrice non décarburante ou partiellement décarbu-rante. Chaque type de traitement thermique conditionne le choix dela pureté d’azote utilisé. On distingue trois catégories principalesd’atmosphère produite.
Une atmosphère réductrice et décarburante est obtenue en utili-sant de l’azote d’une pureté de 95 % en volume. Ce genre d’atmos-phère convient pour le recuit décarburant d’aciers doux, le recuit decuivre ou de bronze et le frittage de cuivre ou de bronze.
Une atmosphère réductrice et non décarburante est obtenue enutilisant de l’azote d’une pureté de 97 % en volume. Cette atmos-phère convient particulièrement pour le recuit non décarburantd’aciers au carbone, le chauffage avant trempe d’aciers au carbone,le revenu d’aciers au carbone, le frittage d’aciers au carbone, lebrasage du fer ou du cuivre et la cémentation d’aciers au carbonelorsque du méthanol est ajouté à l’atmosphère produite par le géné-rateur.
Une atmosphère réductrice, non décarburante et ininflammableest obtenue en utilisant de l’azote d’une pureté de 99 % en volume.Ce type d’atmosphère ne convient cependant pas pour le recuitbrillant des aciers inoxydables et des laitons. En effet, l’atmosphèren’est pas assez réductrice pour le chrome et le zinc ; en outre la pré-sence de CO risque d’apporter du carbone nuisible à la résistance àla corrosion des aciers inoxydables.
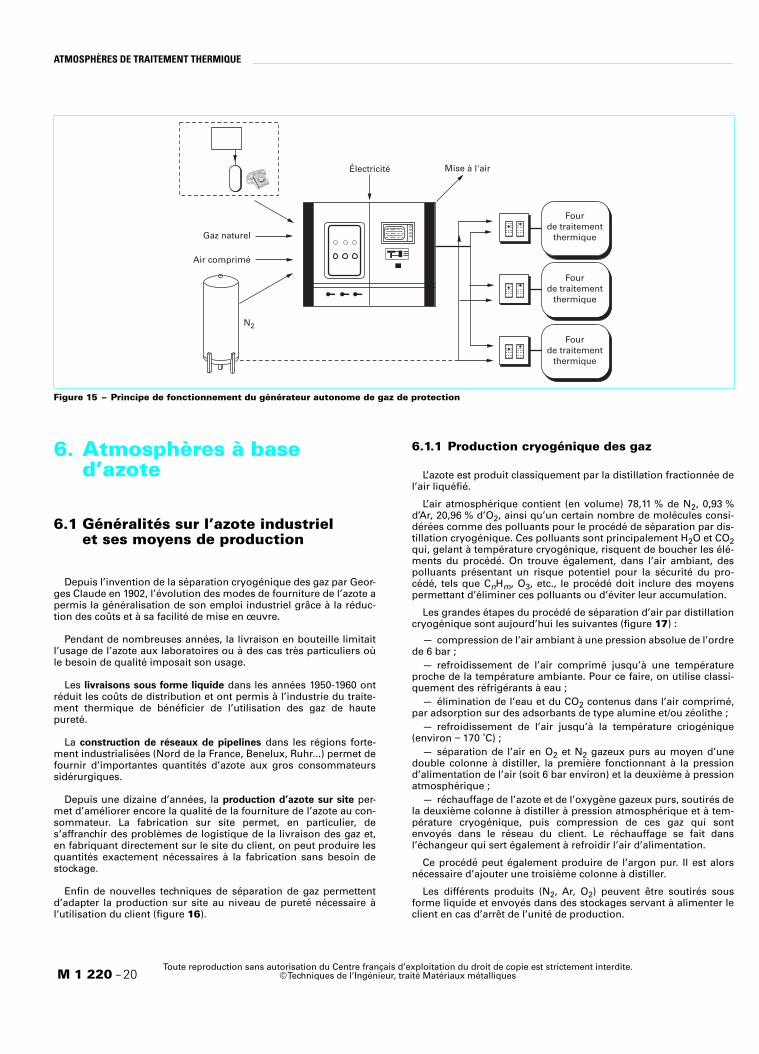
ATMOSPHÈRES DE TRAITEMENT THERMIQUE _______________________________________________________________________________________________
Figure 15 – Principe de fonctionnement du générateur autonome de gaz de protection
Fourde traitement
thermique
Fourde traitement
thermique
Fourde traitement
thermique
Gaz naturel
Air comprimé
N2
Électricité Mise à l'air
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.M 1 220 − 20 © Techniques de l’Ingénieur, traité Matériaux métalliques
6. Atmosphères à base d’azote
6.1 Généralités sur l’azote industriel et ses moyens de production
Depuis l’invention de la séparation cryogénique des gaz par Geor-ges Claude en 1902, l’évolution des modes de fourniture de l’azote apermis la généralisation de son emploi industriel grâce à la réduc-tion des coûts et à sa facilité de mise en œuvre.
Pendant de nombreuses années, la livraison en bouteille limitaitl’usage de l’azote aux laboratoires ou à des cas très particuliers oùle besoin de qualité imposait son usage.
Les livraisons sous forme liquide dans les années 1950-1960 ontréduit les coûts de distribution et ont permis à l’industrie du traite-ment thermique de bénéficier de l’utilisation des gaz de hautepureté.
La construction de réseaux de pipelines dans les régions forte-ment industrialisées (Nord de la France, Benelux, Ruhr...) permet defournir d’importantes quantités d’azote aux gros consommateurssidérurgiques.
Depuis une dizaine d’années, la production d’azote sur site per-met d’améliorer encore la qualité de la fourniture de l’azote au con-sommateur. La fabrication sur site permet, en particulier, des’affranchir des problèmes de logistique de la livraison des gaz et,en fabriquant directement sur le site du client, on peut produire lesquantités exactement nécessaires à la fabrication sans besoin destockage.
Enfin de nouvelles techniques de séparation de gaz permettentd’adapter la production sur site au niveau de pureté nécessaire àl’utilisation du client (figure 16).
6.1.1 Production cryogénique des gaz
L’azote est produit classiquement par la distillation fractionnée del’air liquéfié.
L’air atmosphérique contient (en volume) 78,11 % de N2, 0,93 %d’Ar, 20,96 % d’O2, ainsi qu’un certain nombre de molécules consi-dérées comme des polluants pour le procédé de séparation par dis-tillation cryogénique. Ces polluants sont principalement H2O et CO2qui, gelant à température cryogénique, risquent de boucher les élé-ments du procédé. On trouve également, dans l’air ambiant, despolluants présentant un risque potentiel pour la sécurité du pro-cédé, tels que CnHm, O3, etc., le procédé doit inclure des moyenspermettant d’éliminer ces polluants ou d’éviter leur accumulation.
Les grandes étapes du procédé de séparation d’air par distillationcryogénique sont aujourd’hui les suivantes (figure 17) :
— compression de l’air ambiant à une pression absolue de l’ordrede 6 bar ;
— refroidissement de l’air comprimé jusqu’à une températureproche de la température ambiante. Pour ce faire, on utilise classi-quement des réfrigérants à eau ;
— élimination de l’eau et du CO2 contenus dans l’air comprimé,par adsorption sur des adsorbants de type alumine et/ou zéolithe ;
— refroidissement de l’air jusqu’à la température criogénique(environ − 170 ˚C) ;
— séparation de l’air en O2 et N2 gazeux purs au moyen d’unedouble colonne à distiller, la première fonctionnant à la pressiond’alimentation de l’air (soit 6 bar environ) et la deuxième à pressionatmosphérique ;
— réchauffage de l’azote et de l’oxygène gazeux purs, soutirés dela deuxième colonne à distiller à pression atmosphérique et à tem-pérature cryogénique, puis compression de ces gaz qui sontenvoyés dans le réseau du client. Le réchauffage se fait dansl’échangeur qui sert également à refroidir l’air d’alimentation.
Ce procédé peut également produire de l’argon pur. Il est alorsnécessaire d’ajouter une troisième colonne à distiller.
Les différents produits (N2, Ar, O2) peuvent être soutirés sousforme liquide et envoyés dans des stockages servant à alimenter leclient en cas d’arrêt de l’unité de production.
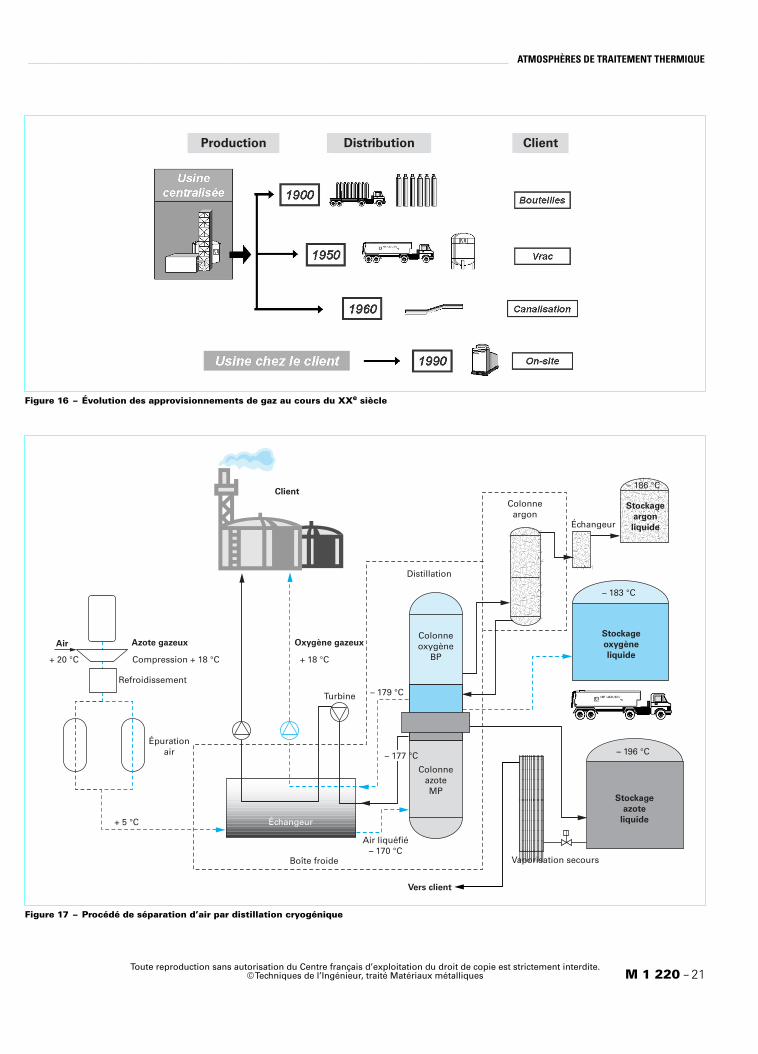
_______________________________________________________________________________________________ ATMOSPHÈRES DE TRAITEMENT THERMIQUE
e
Production Distribution Client
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.© Techniques de l’Ingénieur, traité Matériaux métalliques M 1 220 − 21
Figure 16 – Évolution des approvisionnements de gaz au cours du XX siècle
Figure 17 – Procédé de séparation d’air par distillation cryogénique
Air Azote gazeux
+ 20 °C Compression + 18 °C
Oxygène gazeux
+ 18 °C
Refroidissement
Épurationair
+ 5 °C Échangeur
Boîte froide
Air liquéfié– 170 °C
Distillation
Colonneargon
Stockage
oxygène
liquide
Stockage
argon
liquide
Stockage
azote
liquide
– 196 °C
– 183 °C
– 186 °C
Échangeur
ColonneazoteMP
Colonneoxygène
BP
Turbine – 179 °C
– 177 °C
Client
Vers client
Vaporisation secours

ATMOSPHÈRES DE TRAITEMENT THERMIQUE _______________________________________________________________________________________________
La figure 19 illustre les différents modes d’approvisionnementspossibles en fonction des puretés et des quantités désirées.
Pour les applications en traitement thermique de l’azote produitpar voie non cryogénique, on se reportera au paragraphe 5.4.1.2.
6.1.3 Caractéristiques des atmosphères à base d’azote
Contrairement aux atmosphères générées, qui nécessitent ungénérateur dédié à chaque utilisation, les atmosphères à based’azote sont des mélanges de gaz purs dont la mixtion et la mise enœuvre se font sur le site d’utilisation (four, enceinte).
Ainsi les mêmes équipements de mise en œuvre du gaz peuventalimenter des installations de recuit, de cémentation, de brasage,etc.
Le composant principal de l’atmosphère est l’azote fourni à partird’une source et d’un système de régulation et de mesure de la pres-sion.
L’azote est utilisé seul ou en mélange avec des gaz réducteurs telsl’hydrogène ou le monoxyde de carbone, des carburants tels leshydrocarbures ou le monoxyde de carbone, des nitrurants telsl’ammoniac ou des oxydants tels le dioxyde de carbone ou la vapeurd’eau. La composition gazeuse du mélange et le débit sont adaptés
Figure 18 – Système de production d’azote par voie non cryogénique
Air
Oxygène, eau,dioxyde de carbone
Azote puretéde 90 à 99,9 %
Pureté(en volume)
1 p.p.m.
– 1 p.p.t.– 1 p.p.b.
Ultra haute pureté
Production
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.M 1 220 − 22 © Techniques de l’Ingénieur, traité Matériaux métalliques
6.1.2 Production d’azote par voie non cryogénique
Une technologie de production d’azote gazeux par voie non cryo-génique, directement sur le site de consommation, utilise le principede la perméation des molécules d’air à travers une membrane enpolymère. L’air pénètre à l’intérieur d’un faisceau de fibres creusesen polymère et, sous l’effet de la différence de pression, les molécu-les de gaz traversent la paroi des libres. L’oxygène, qui traverse cesparois plus rapidement que l’azote, est rejeté à l’atmosphère. L’azoteest recueilli à la sortie des fibres creuses à une pression voisine decelle de l’air comprimé à l’entrée.
Une autre technologie utilise un tamis moléculaire carboné quifixe préférentiellement l’oxygène par adsorption. Ce procédé estconnu sous le nom de PSA (Pressure Swing Adsorption).
Le principe de fonctionnement du générateur d’azote par voie noncryogénique est illustré à la figure 18.
Le générateur d’azote par voie non cryogénique intègre plusieurséléments : l’unité « process » proprement dite, le stockage d’azotegazeux, le compteur de gaz, le système de télésurveillance qui per-met au fournisseur d’assurer une maintenance optimale et la sourcecomplémentaire d’azote liquide (appelée aussi «back-up»). Cettesource complémentaire remplit une double fonction :
— assurer un secours en cas de dysfonctionnement dugénérateur ;
— fournir un appoint d’azote lors des pointes de consommation.
Les caractéristiques de l’azote produit par voie non cryogéniquesont données au paragraphe 5.4.1.1.
aux spécifications métallurgiques des pièces à traiter, aux types dutraitement et au four.
Les avantages des atmosphères à base d’azote sont la grandeconstance de composition et la flexibilité en débit, en pression et encomposition des mélanges gazeux pour l’optimisation des traite-ments thermiques. L’atmosphère issue d’un générateur endothermi-que ou exothermique est, en revanche, fixée en composition par lerapport air-combustible et les états du catalyseur, du refroidisse-ment et des systèmes de purification.
L’atmosphère à base de gaz industriels est obtenue à partir de gazdont le taux d’impuretés est faible.
6.2 Atmosphères de protection
Le rôle des atmosphères de protection est d’éviter l’oxydation et/ou la décarburation de la surface du métal pendant le traitementthermique. Ces atmosphères sont utilisées dans les fours à charge,puits, pots, cloches, batch à bac de trempe incorporé ou dans lesfours continus pour le recuit des ferreux et des non ferreux.
Pour ces applications, l’azote produit par perméation ne convientgénéralement pas, l’oxygène résiduel réagissant avec la surface dumétal en formant des oxydes.
L’atmosphère comprend de l’azote pur ou en mélange avec del’hydrogène ou de faibles quantités de méthane, de propane ou devapeurs de méthanol (tableau 15).
Lorsque les teneurs en gaz inflammables sont inférieures à 6 % envolume le mélange est généralement considéré comme ininflam-mable (se reporter au paragraphe 4 consacré à la sécurité).
Certaines atmosphères de protection comprennent plus de 6 % envolume de gaz actifs pour réduire les oxydes métalliques ou régulerle transfert du carbone en surface. Les éléments actifs, mélangée àl’azote, sont généralement l’hydrogène et le monoxyde de carbone(provenant de la décomposition du méthanol dans le four) et leméthane. Les principales applications sont le brasage et le frittage(tableau 15).
Figure 19 – Modes d’approvisionnements en fonction des puretés et des quantités désirées (les limites sont données à titre indicatif)
1 p.p.m. = 10–6 1 p.p.b. = 10–9 1 p.p.t. = 10–12
1 %
10 %
Liquide
Membrane
Bo
ute
illes
0,1 10 100 10 000
PSA Pressure Swing AdsorptionTaille (en t /j)
cryogéniquesur site client
Exemple : l’azote fourni par la Société Air Liquide contient :— qualité I : plus de 99,5 % d’azote et moins de 40 p.p.m. d’eau,
en volume, à 3 bar ;— qualité U plus de 99,995 % d’azote (et gaz rares) et moins de
5 p.p.m. d’eau et 5 p.p.m. d’oxygène, en volume, mesurés à 3 bar.
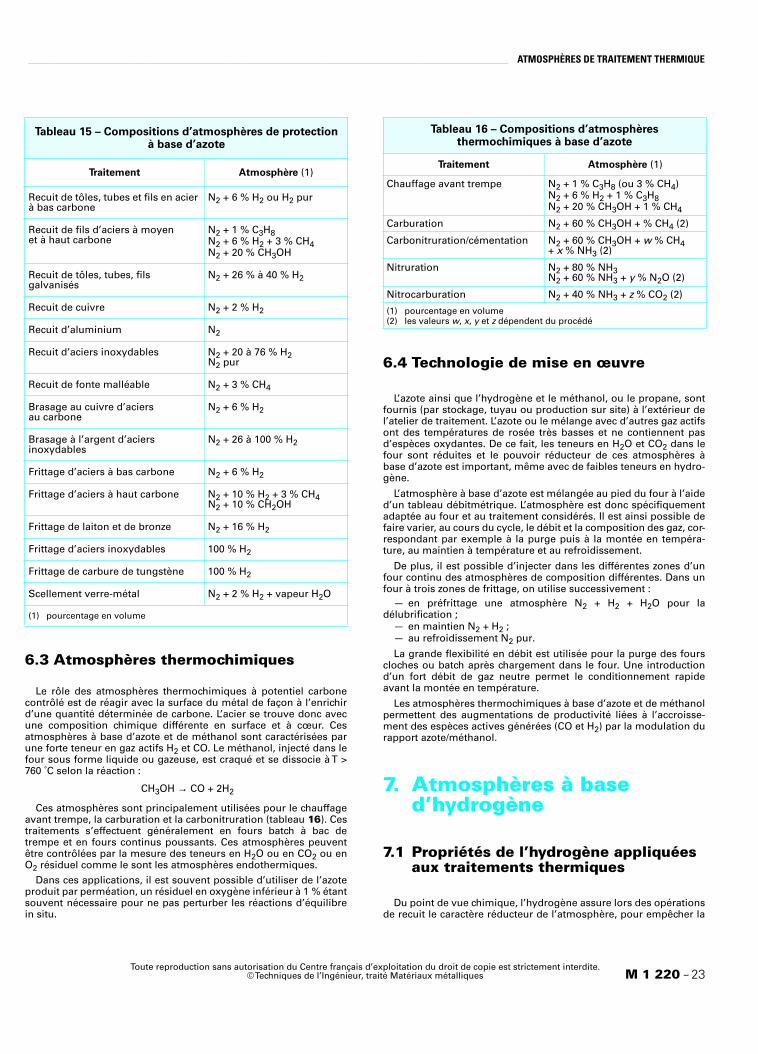
_______________________________________________________________________________________________ ATMOSPHÈRES DE TRAITEMENT THERMIQUE
6.4 Technologie de mise en œuvre
L’azote ainsi que l’hydrogène et le méthanol, ou le propane, sont
Tableau 15 – Compositions d’atmosphères de protection à base d’azote
Traitement Atmosphère (1)
Recuit de tôles, tubes et fils en acier à bas carbone
N2 + 6 % H2 ou H2 pur
Recuit de fils d’aciers à moyenet à haut carbone
N2 + 1 % C3H8N2 + 6 % H2 + 3 % CH4N2 + 20 % CH3OH
Recuit de tôles, tubes, fils galvanisés
N2 + 26 % à 40 % H2
Recuit de cuivre N2 + 2 % H2
Recuit d’aluminium N2
Recuit d’aciers inoxydables N2 + 20 à 76 % H2N2 pur
Recuit de fonte malléable N2 + 3 % CH4
Tableau 16 – Compositions d’atmosphères thermochimiques à base d’azote
Traitement Atmosphère (1)
Chauffage avant trempe N2 + 1 % C3H8 (ou 3 % CH4)N2 + 6 % H2 + 1 % C3H8N2 + 20 % CH3OH + 1 % CH4
Carburation N2 + 60 % CH3OH + % CH4 (2)
Carbonitruration/cémentation N2 + 60 % CH3OH + w % CH4 + x % NH3 (2)
Nitruration N2 + 80 % NH3N2 + 60 % NH3 + y % N2O (2)
Nitrocarburation N2 + 40 % NH3 + z % CO2 (2)
(1) pourcentage en volume(2) les valeurs w, x, y et z dépendent du procédé
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.© Techniques de l’Ingénieur, traité Matériaux métalliques M 1 220 − 23
6.3 Atmosphères thermochimiques
Le rôle des atmosphères thermochimiques à potentiel carbonecontrôlé est de réagir avec la surface du métal de façon à l’enrichird’une quantité déterminée de carbone. L’acier se trouve donc avecune composition chimique différente en surface et à cœur. Cesatmosphères à base d’azote et de méthanol sont caractérisées parune forte teneur en gaz actifs H2 et CO. Le méthanol, injecté dans lefour sous forme liquide ou gazeuse, est craqué et se dissocie à T >760 ˚C selon la réaction :
CH3OH → CO + 2H2
Ces atmosphères sont principalement utilisées pour le chauffageavant trempe, la carburation et la carbonitruration (tableau 16). Cestraitements s’effectuent généralement en fours batch à bac detrempe et en fours continus poussants. Ces atmosphères peuventêtre contrôlées par la mesure des teneurs en H2O ou en CO2 ou enO2 résiduel comme le sont les atmosphères endothermiques.
Dans ces applications, il est souvent possible d’utiliser de l’azoteproduit par perméation, un résiduel en oxygène inférieur à 1 % étantsouvent nécessaire pour ne pas perturber les réactions d’équilibrein situ.
fournis (par stockage, tuyau ou production sur site) à l’extérieur del’atelier de traitement. L’azote ou le mélange avec d’autres gaz actifsont des températures de rosée très basses et ne contiennent pasd’espèces oxydantes. De ce fait, les teneurs en H2O et CO2 dans lefour sont réduites et le pouvoir réducteur de ces atmosphères àbase d’azote est important, même avec de faibles teneurs en hydro-gène.
L’atmosphère à base d’azote est mélangée au pied du four à l’aided’un tableau débitmétrique. L’atmosphère est donc spécifiquementadaptée au four et au traitement considérés. Il est ainsi possible defaire varier, au cours du cycle, le débit et la composition des gaz, cor-respondant par exemple à la purge puis à la montée en tempéra-ture, au maintien à température et au refroidissement.
De plus, il est possible d’injecter dans les différentes zones d’unfour continu des atmosphères de composition différentes. Dans unfour à trois zones de frittage, on utilise successivement :
— en préfrittage une atmosphère N2 + H2 + H2O pour ladélubrification ;
— en maintien N2 + H2 ;— au refroidissement N2 pur.
La grande flexibilité en débit est utilisée pour la purge des fourscloches ou batch après chargement dans le four. Une introductiond’un fort débit de gaz neutre permet le conditionnement rapideavant la montée en température.
Les atmosphères thermochimiques à base d’azote et de méthanolpermettent des augmentations de productivité liées à l’accroisse-ment des espèces actives générées (CO et H2) par la modulation durapport azote/méthanol.
7. Atmosphères à base d’hydrogène
7.1 Propriétés de l’hydrogène appliquées aux traitements thermiques
Du point de vue chimique, l’hydrogène assure lors des opérationsde recuit le caractère réducteur de l’atmosphère, pour empêcher la
Brasage au cuivre d’aciers au carbone
N2 + 6 % H2
Brasage à l’argent d’aciers inoxydables
N2 + 26 à 100 % H2
Frittage d’aciers à bas carbone N2 + 6 % H2
Frittage d’aciers à haut carbone N2 + 10 % H2 + 3 % CH4N2 + 10 % CH2OH
Frittage de laiton et de bronze N2 + 16 % H2
Frittage d’aciers inoxydables 100 % H2
Frittage de carbure de tungstène 100 % H2
Scellement verre-métal N2 + 2 % H2 + vapeur H2O
(1) pourcentage en volume
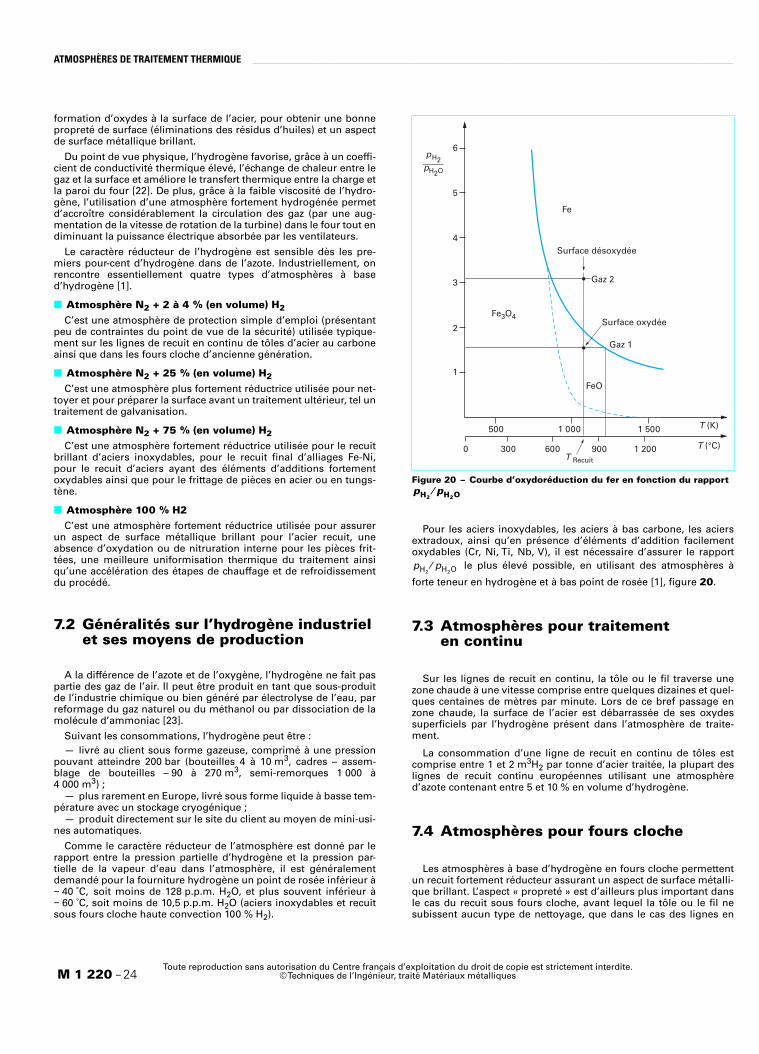
ATMOSPHÈRES DE TRAITEMENT THERMIQUE _______________________________________________________________________________________________
formation d’oxydes à la surface de l’acier, pour obtenir une bonnepropreté de surface (éliminations des résidus d’huiles) et un aspectde surface métallique brillant.
Du point de vue physique, l’hydrogène favorise, grâce à un coeffi-cient de conductivité thermique élevé, l’échange de chaleur entre legaz et la surface et améliore le transfert thermique entre la charge etla paroi du four [22]. De plus, grâce à la faible viscosité de l’hydro-gène, l’utilisation d’une atmosphère fortement hydrogénée permetd’accroître considérablement la circulation des gaz (par une aug-mentation de la vitesse de rotation de la turbine) dans le four tout endiminuant la puissance électrique absorbée par les ventilateurs.
Le caractère réducteur de l’hydrogène est sensible dès les pre-miers pour-cent d’hydrogène dans de l’azote. Industriellement, onrencontre essentiellement quatre types d’atmosphères à based’hydrogène [1].
■ Atmosphère N2 + 2 à 4 % (en volume) H2
C’est une atmosphère de protection simple d’emploi (présentantpeu de contraintes du point de vue de la sécurité) utilisée typique-ment sur les lignes de recuit en continu de tôles d’acier au carboneainsi que dans les fours cloche d’ancienne génération.
■ Atmosphère N2 + 25 % (en volume) H2
C’est une atmosphère plus fortement réductrice utilisée pour net-
6
5
4
3
2
1
Fe3O4
FeO
Fe
pH2pH2O
Surface désoxydée
Surface oxydée
Gaz 2
Gaz 1
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.M 1 220 − 24 © Techniques de l’Ingénieur, traité Matériaux métalliques
toyer et pour préparer la surface avant un traitement ultérieur, tel untraitement de galvanisation.
■ Atmosphère N2 + 75 % (en volume) H2
C’est une atmosphère fortement réductrice utilisée pour le recuitbrillant d’aciers inoxydables, pour le recuit final d’alliages Fe-Ni,pour le recuit d’aciers ayant des éléments d’additions fortementoxydables ainsi que pour le frittage de pièces en acier ou en tungs-tène.
■ Atmosphère 100 % H2C’est une atmosphère fortement réductrice utilisée pour assurer
un aspect de surface métallique brillant pour l’acier recuit, uneabsence d’oxydation ou de nitruration interne pour les pièces frit-tées, une meilleure uniformisation thermique du traitement ainsiqu’une accélération des étapes de chauffage et de refroidissementdu procédé.
7.2 Généralités sur l’hydrogène industriel et ses moyens de production
A la différence de l’azote et de l’oxygène, l’hydrogène ne fait paspartie des gaz de l’air. Il peut être produit en tant que sous-produitde l’industrie chimique ou bien généré par électrolyse de l’eau, parreformage du gaz naturel ou du méthanol ou par dissociation de lamolécule d’ammoniac [23].
Suivant les consommations, l’hydrogène peut être :— livré au client sous forme gazeuse, comprimé à une pression
pouvant atteindre 200 bar (bouteilles 4 à 10 m3, cadres – assem-blage de bouteilles – 90 à 270 m3, semi-remorques 1 000 à4 000 m3) ;
— plus rarement en Europe, livré sous forme liquide à basse tem-pérature avec un stockage cryogénique ;
— produit directement sur le site du client au moyen de mini-usi-nes automatiques.
Comme le caractère réducteur de l’atmosphère est donné par lerapport entre la pression partielle d’hydrogène et la pression par-tielle de la vapeur d’eau dans l’atmosphère, il est généralementdemandé pour la fourniture hydrogène un point de rosée inférieur à− 40 ˚C, soit moins de 128 p.p.m. H2O, et plus souvent inférieur à− 60 ˚C, soit moins de 10,5 p.p.m. H2O (aciers inoxydables et recuitsous fours cloche haute convection 100 % H2).
Pour les aciers inoxydables, les aciers à bas carbone, les aciersextradoux, ainsi qu’en présence d’éléments d’addition facilementoxydables (Cr, Ni, Ti, Nb, V), il est nécessaire d’assurer le rapport
le plus élevé possible, en utilisant des atmosphères à
forte teneur en hydrogène et à bas point de rosée [1], figure 20.
7.3 Atmosphères pour traitement en continu
Sur les lignes de recuit en continu, la tôle ou le fil traverse unezone chaude à une vitesse comprise entre quelques dizaines et quel-ques centaines de mètres par minute. Lors de ce bref passage enzone chaude, la surface de l’acier est débarrassée de ses oxydessuperficiels par l’hydrogène présent dans l’atmosphère de traite-ment.
La consommation d’une ligne de recuit en continu de tôles estcomprise entre 1 et 2 m3H2 par tonne d’acier traitée, la plupart deslignes de recuit continu européennes utilisant une atmosphèred’azote contenant entre 5 et 10 % en volume d’hydrogène.
7.4 Atmosphères pour fours cloche
Les atmosphères à base d’hydrogène en fours cloche permettentun recuit fortement réducteur assurant un aspect de surface métalli-que brillant. L’aspect « propreté » est d’ailleurs plus important dansle cas du recuit sous fours cloche, avant lequel la tôle ou le fil nesubissent aucun type de nettoyage, que dans le cas des lignes en
Figure 20 – Courbe d’oxydoréduction du fer en fonction du rapport
500
0 300 600 900 1 200
1 000 1 500 T (K)
T (°C)T Recuit
pH2pH2O⁄
pH2pH2O⁄
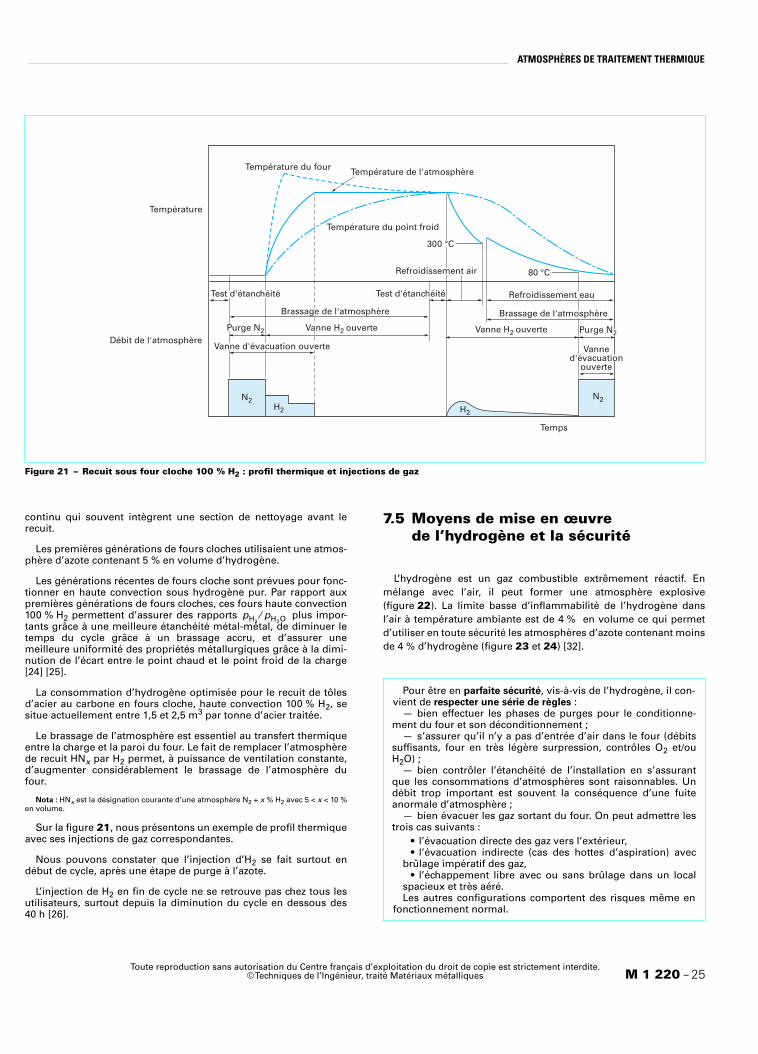
_______________________________________________________________________________________________ ATMOSPHÈRES DE TRAITEMENT THERMIQUE
Vanne d'évacuation ouverte Vanned'évacuation
ouverte
Purge N2 Purge N2Vanne H2 ouverte Vanne H2 ouverte
Test d'étanchéité Test d'étanchéité
Brassage de l'atmosphère Brassage de l'atmosphère
Débit de l'atmosphère
Température
Température du four
Température du point froid
Température de l'atmosphère
300 °C
80 °C
N N2
Refroidissement eau
Refroidissement air
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.© Techniques de l’Ingénieur, traité Matériaux métalliques M 1 220 − 25
continu qui souvent intègrent une section de nettoyage avant lerecuit.
Les premières générations de fours cloches utilisaient une atmos-phère d’azote contenant 5 % en volume d’hydrogène.
Les générations récentes de fours cloche sont prévues pour fonc-tionner en haute convection sous hydrogène pur. Par rapport auxpremières générations de fours cloches, ces fours haute convection100 % H2 permettent d’assurer des rapports plus impor-tants grâce à une meilleure étanchéité métal-métal, de diminuer letemps du cycle grâce à un brassage accru, et d’assurer unemeilleure uniformité des propriétés métallurgiques grâce à la dimi-nution de l’écart entre le point chaud et le point froid de la charge[24] [25].
La consommation d’hydrogène optimisée pour le recuit de tôlesd’acier au carbone en fours cloche, haute convection 100 % H2, sesitue actuellement entre 1,5 et 2,5 m3 par tonne d’acier traitée.
Le brassage de l’atmosphère est essentiel au transfert thermiqueentre la charge et la paroi du four. Le fait de remplacer l’atmosphèrede recuit HNx par H2 permet, à puissance de ventilation constante,d’augmenter considérablement le brassage de l’atmosphère dufour.
Nota : HNx est la désignation courante d’une atmosphère N2 + x % H2 avec 5 < x < 10 %en volume.
Sur la figure 21, nous présentons un exemple de profil thermiqueavec ses injections de gaz correspondantes.
Nous pouvons constater que l’injection d’H2 se fait surtout endébut de cycle, après une étape de purge à l’azote.
L’injection de H2 en fin de cycle ne se retrouve pas chez tous lesutilisateurs, surtout depuis la diminution du cycle en dessous des40 h [26].
7.5 Moyens de mise en œuvre de l’hydrogène et la sécurité
L’hydrogène est un gaz combustible extrêmement réactif. Enmélange avec l’air, il peut former une atmosphère explosive(figure 22). La limite basse d’inflammabilité de l’hydrogène dansl’air à température ambiante est de 4 % en volume ce qui permetd’utiliser en toute sécurité les atmosphères d’azote contenant moinsde 4 % d’hydrogène (figure 23 et 24) [32].
Figure 21 – Recuit sous four cloche 100 % H2 : profil thermique et injections de gaz
2H2 H2
Temps
pH2pH2O⁄
Pour être en parfaite sécurité, vis-à-vis de l’hydrogène, il con-vient de respecter une série de règles :
— bien effectuer les phases de purges pour le conditionne-ment du four et son déconditionnement ;
— s’assurer qu’il n’y a pas d’entrée d’air dans le four (débitssuffisants, four en très légère surpression, contrôles O2 et/ouH2O) ;
— bien contrôler l’étanchéité de l’installation en s’assurantque les consommations d’atmosphères sont raisonnables. Undébit trop important est souvent la conséquence d’une fuiteanormale d’atmosphère ;
— bien évacuer les gaz sortant du four. On peut admettre lestrois cas suivants :
• l’évacuation directe des gaz vers l’extérieur,• l’évacuation indirecte (cas des hottes d’aspiration) avec
brûlage impératif des gaz,• l’échappement libre avec ou sans brûlage dans un local
spacieux et très aéré.Les autres configurations comportent des risques même en
fonctionnement normal.
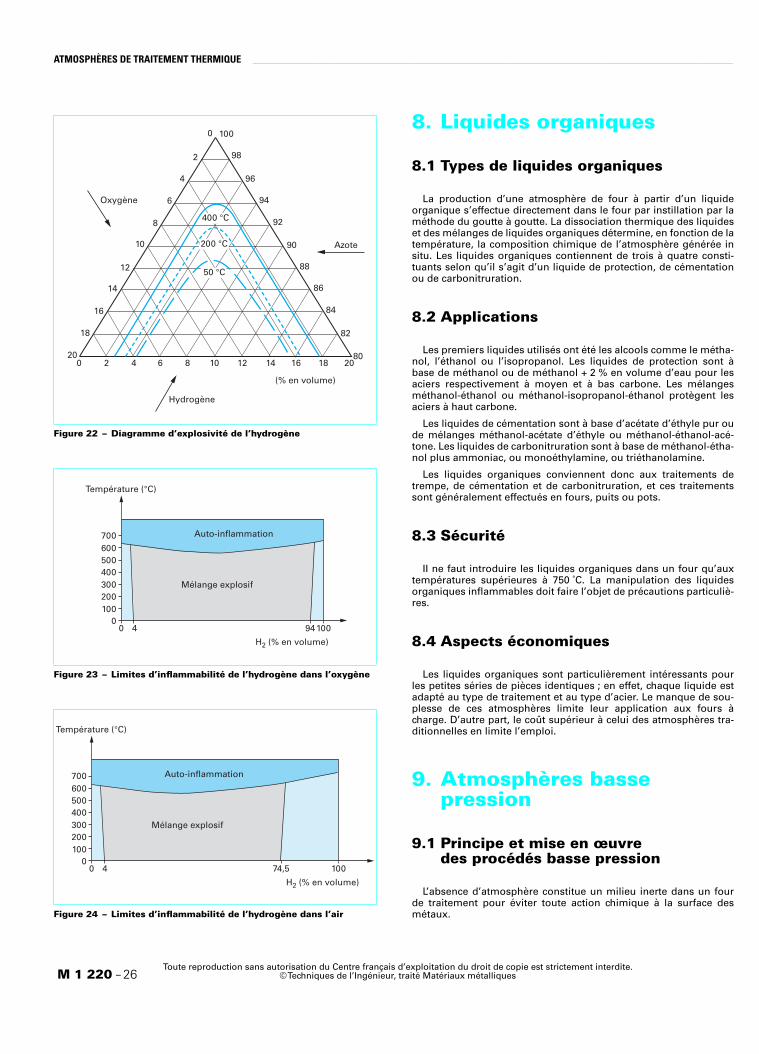
ATMOSPHÈRES DE TRAITEMENT THERMIQUE _______________________________________________________________________________________________
8. Liquides organiques
8.1 Types de liquides organiques
La production d’une atmosphère de four à partir d’un liquideorganique s’effectue directement dans le four par instillation par laméthode du goutte à goutte. La dissociation thermique des liquideset des mélanges de liquides organiques détermine, en fonction de latempérature, la composition chimique de l’atmosphère générée insitu. Les liquides organiques contiennent de trois à quatre consti-tuants selon qu’il s’agit d’un liquide de protection, de cémentationou de carbonitruration.
8.2 Applications
Les premiers liquides utilisés ont été les alcools comme le métha-nol, l’éthanol ou l’isopropanol. Les liquides de protection sont àbase de méthanol ou de méthanol + 2 % en volume d’eau pour lesaciers respectivement à moyen et à bas carbone. Les mélangesméthanol-éthanol ou méthanol-isopropanol-éthanol protègent les
Oxygène
Azote
1000
2
4
6
8
10
12
14
16
18
20
98
96
94
92
90
88
86
84
82
800 2 4 6 8 10 12 14 16 18 20
(% en volume)
400 °C
200 °C
50 °C
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.M 1 220 − 26 © Techniques de l’Ingénieur, traité Matériaux métalliques
aciers à haut carbone.
Les liquides de cémentation sont à base d’acétate d’éthyle pur oude mélanges méthanol-acétate d’éthyle ou méthanol-éthanol-acé-tone. Les liquides de carbonitruration sont à base de méthanol-étha-nol plus ammoniac, ou monoéthylamine, ou triéthanolamine.
Les liquides organiques conviennent donc aux traitements detrempe, de cémentation et de carbonitruration, et ces traitementssont généralement effectués en fours, puits ou pots.
8.3 Sécurité
II ne faut introduire les liquides organiques dans un four qu’auxtempératures supérieures à 750 ˚C. La manipulation des liquidesorganiques inflammables doit faire l’objet de précautions particuliè-res.
8.4 Aspects économiques
Les liquides organiques sont particulièrement intéressants pourles petites séries de pièces identiques ; en effet, chaque liquide estadapté au type de traitement et au type d’acier. Le manque de sou-plesse de ces atmosphères limite leur application aux fours àcharge. D’autre part, le coût supérieur à celui des atmosphères tra-ditionnelles en limite l’emploi.
9. Atmosphères basse pression
9.1 Principe et mise en œuvre des procédés basse pression
L’absence d’atmosphère constitue un milieu inerte dans un fourde traitement pour éviter toute action chimique à la surface desmétaux.
Figure 22 – Diagramme d’explosivité de l’hydrogène
Figure 23 – Limites d’inflammabilité de l’hydrogène dans l’oxygène
Figure 24 – Limites d’inflammabilité de l’hydrogène dans l’air
Hydrogène
700600500400300200100
00 4 94100
Température (°C)
H2 (% en volume)
Mélange explosif
Auto-inflammation
700600500400300200100
00 4 74,5 100
Température (°C)
H2 (% en volume)
Mélange explosif
Auto-inflammation
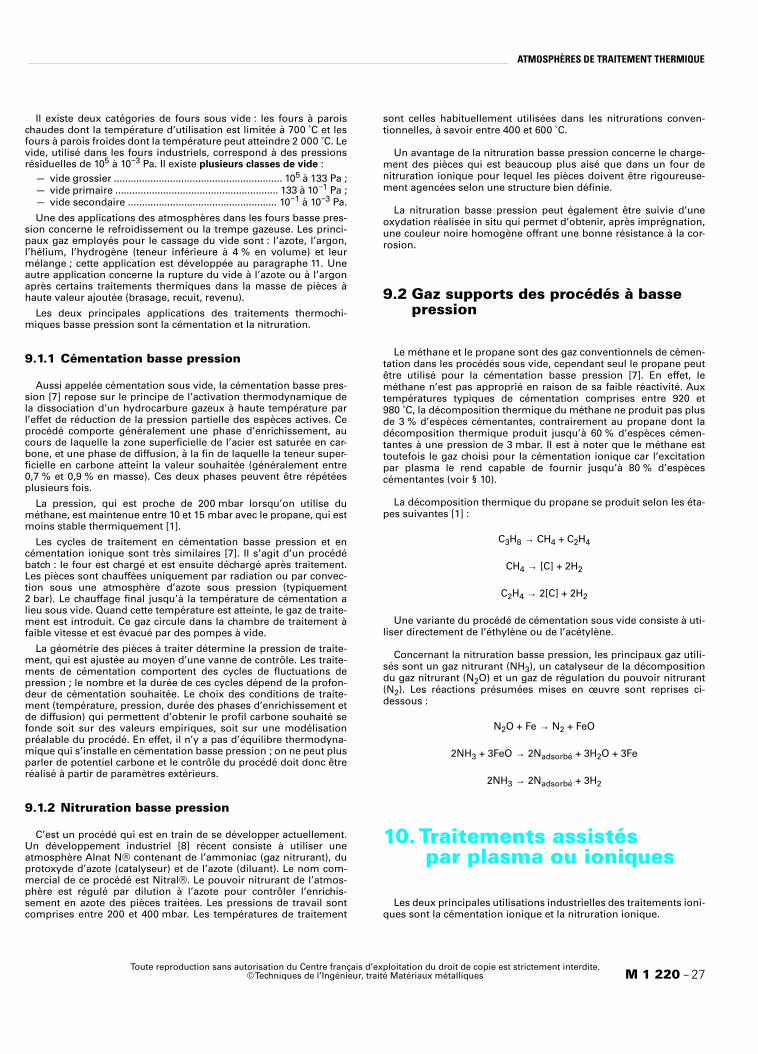
_______________________________________________________________________________________________ ATMOSPHÈRES DE TRAITEMENT THERMIQUE
Il existe deux catégories de fours sous vide : les fours à paroischaudes dont la température d’utilisation est limitée à 700 ˚C et lesfours à parois froides dont la température peut atteindre 2 000 ˚C. Levide, utilisé dans les fours industriels, correspond à des pressionsrésiduelles de 105 à 10−3 Pa. Il existe plusieurs classes de vide :
— vide grossier ............................................................ 105 à 133 Pa ;— vide primaire .......................................................... 133 à 10−1 Pa ;— vide secondaire ..................................................... 10−1 à 10−3 Pa.
Une des applications des atmosphères dans les fours basse pres-sion concerne le refroidissement ou la trempe gazeuse. Les princi-paux gaz employés pour le cassage du vide sont : l’azote, l’argon,l’hélium, l’hydrogène (teneur inférieure à 4 % en volume) et leurmélange ; cette application est développée au paragraphe 11. Uneautre application concerne la rupture du vide à l’azote ou à l’argonaprès certains traitements thermiques dans la masse de pièces àhaute valeur ajoutée (brasage, recuit, revenu).
Les deux principales applications des traitements thermochi-miques basse pression sont la cémentation et la nitruration.
9.1.1 Cémentation basse pression
Aussi appelée cémentation sous vide, la cémentation basse pres-sion [7] repose sur le principe de l’activation thermodynamique de
sont celles habituellement utilisées dans les nitrurations conven-tionnelles, à savoir entre 400 et 600 ˚C.
Un avantage de la nitruration basse pression concerne le charge-ment des pièces qui est beaucoup plus aisé que dans un four denitruration ionique pour lequel les pièces doivent être rigoureuse-ment agencées selon une structure bien définie.
La nitruration basse pression peut également être suivie d’uneoxydation réalisée in situ qui permet d’obtenir, après imprégnation,une couleur noire homogène offrant une bonne résistance à la cor-rosion.
9.2 Gaz supports des procédés à basse pression
Le méthane et le propane sont des gaz conventionnels de cémen-tation dans les procédés sous vide, cependant seul le propane peutêtre utilisé pour la cémentation basse pression [7]. En effet, leméthane n’est pas approprié en raison de sa faible réactivité. Auxtempératures typiques de cémentation comprises entre 920 et
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.© Techniques de l’Ingénieur, traité Matériaux métalliques M 1 220 − 27
la dissociation d’un hydrocarbure gazeux à haute température parl’effet de réduction de la pression partielle des espèces actives. Ceprocédé comporte généralement une phase d’enrichissement, aucours de laquelle la zone superficielle de l’acier est saturée en car-bone, et une phase de diffusion, à la fin de laquelle la teneur super-ficielle en carbone atteint la valeur souhaitée (généralement entre0,7 % et 0,9 % en masse). Ces deux phases peuvent être répétéesplusieurs fois.
La pression, qui est proche de 200 mbar lorsqu’on utilise duméthane, est maintenue entre 10 et 15 mbar avec le propane, qui estmoins stable thermiquement [1].
Les cycles de traitement en cémentation basse pression et encémentation ionique sont très similaires [7]. Il s’agit d’un procédébatch : le four est chargé et est ensuite déchargé après traitement.Les pièces sont chauffées uniquement par radiation ou par convec-tion sous une atmosphère d’azote sous pression (typiquement2 bar). Le chauffage final jusqu’à la température de cémentation alieu sous vide. Quand cette température est atteinte, le gaz de traite-ment est introduit. Ce gaz circule dans la chambre de traitement àfaible vitesse et est évacué par des pompes à vide.
La géométrie des pièces à traiter détermine la pression de traite-ment, qui est ajustée au moyen d’une vanne de contrôle. Les traite-ments de cémentation comportent des cycles de fluctuations depression ; le nombre et la durée de ces cycles dépend de la profon-deur de cémentation souhaitée. Le choix des conditions de traite-ment (température, pression, durée des phases d’enrichissement etde diffusion) qui permettent d’obtenir le profil carbone souhaité sefonde soit sur des valeurs empiriques, soit sur une modélisationpréalable du procédé. En effet, il n’y a pas d’équilibre thermodyna-mique qui s’installe en cémentation basse pression ; on ne peut plusparler de potentiel carbone et le contrôle du procédé doit donc êtreréalisé à partir de paramètres extérieurs.
9.1.2 Nitruration basse pression
C’est un procédé qui est en train de se développer actuellement.Un développement industriel [8] récent consiste à utiliser uneatmosphère Alnat N® contenant de l’ammoniac (gaz nitrurant), duprotoxyde d’azote (catalyseur) et de l’azote (diluant). Le nom com-mercial de ce procédé est Nitral®. Le pouvoir nitrurant de l’atmos-phère est régulé par dilution à l’azote pour contrôler l’enrichis-sement en azote des pièces traitées. Les pressions de travail sontcomprises entre 200 et 400 mbar. Les températures de traitement
980 ˚C, la décomposition thermique du méthane ne produit pas plusde 3 % d’espèces cémentantes, contrairement au propane dont ladécomposition thermique produit jusqu’à 60 % d’espèces cémen-tantes à une pression de 3 mbar. Il est à noter que le méthane esttoutefois le gaz choisi pour la cémentation ionique car l’excitationpar plasma le rend capable de fournir jusqu’à 80 % d’espècescémentantes (voir § 10).
La décomposition thermique du propane se produit selon les éta-pes suivantes [1] :
C3H8 → CH4 + C2H4
CH4 → [C] + 2H2
C2H4 → 2[C] + 2H2
Une variante du procédé de cémentation sous vide consiste à uti-liser directement de l’éthylène ou de l’acétylène.
Concernant la nitruration basse pression, les principaux gaz utili-sés sont un gaz nitrurant (NH3), un catalyseur de la décompositiondu gaz nitrurant (N2O) et un gaz de régulation du pouvoir nitrurant(N2). Les réactions présumées mises en œuvre sont reprises ci-dessous :
N2O + Fe → N2 + FeO
2NH3 + 3FeO → 2Nadsorbé + 3H2O + 3Fe
2NH3 → 2Nadsorbé + 3H2
10.Traitements assistés par plasma ou ioniques
Les deux principales utilisations industrielles des traitements ioni-ques sont la cémentation ionique et la nitruration ionique.
ATMOSPHÈRES DE TRAITEMENT THERMIQUE _______________________________________________________________________________________________
10.1 Principe et mise en œuvre des procédés ioniques
10.1.1 Cémentation ionique
La cémentation ionique est un procédé de traitement de surfacesous basse pression (100 à 1 000 Pa) utilisant une décharge lumi-nescente pour la dissociation d’un hydrocarbure en ions et/ou enmolécules ionisées. Ces espèces actives ionisées sont accéléréesvers les pièces à traiter et s’implantent en surface. Sous l’effet de latempérature, le carbone ainsi implanté en surface diffuse en profon-deur dans l’acier suivant les lois connues de la diffusion du carbonedans un alliage métallique [27].
Les avantages de la cémentation ionique sont les suivants :— vitesse de cémentation supérieure ;— meilleure uniformité du traitement ;— absence d’oxydation interne ;— traitement à l’intérieur des cavités ;— absence de rectification après traitement ;— faible influence de l’hydrocarbure utilisé.
Parmi les inconvénients du procédé nous pouvons mentionnerles suivants :
mélange azote-hydrogène est introduit dans l’enceinte et le traite-ment proprement dit de nitruration peut avoir lieu à une tempéra-ture constante, comprise entre 450 et 540 ˚C. Une fois l’étape denitruration terminée, les pièces sont refroidies sous vide ou sousatmosphère gazeuse sous pression.
La température du traitement et la teneur en azote dans le N2 + H2sont choisies en fonction du résultat imposé par le cahier des char-ges en matière de couche de diffusion et de couche de combinaison.
Les mélanges N2 + H2 pauvres en azote permettent d’obtenir descouches profondes de diffusion avec de faibles couches de combi-naison tandis que les mélanges riches en azote permettent d’obtenirdes couches de combinaison importantes.
Naturellement, plus la température augmente plus la diffusion del’azote dans l’acier est importante et plus grande est l’efficacité de lacroissance des couches. En pratique, la température est limitée pouréviter l’adoucissement de certaines nuances d’acier ainsi que pourréduire les risques de déformation des pièces [28] [29].
10.2 Gaz supports des traitements ioniques
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.M 1 220 − 28 © Techniques de l’Ingénieur, traité Matériaux métalliques
— coût d’investissement élevé ;— difficulté de contrôle in situ du procédé ;— difficulté de gérer des charges hétérogènes ou des pièces de
géométrie complexe.
Les vitesses de cémentation obtenues par cémentation ioniquepeuvent être supérieures aux vitesses obtenues par cémentationgazeuse car les espèces formées lors de la dissociation des hydro-carbures dans le plasma sont plus actives en terme de solubilité ducarbone et parce que le traitement a lieu dans une installation étan-che, en absence d’oxygène, qui freine l’enrichissement en carbonede la surface par oxydation des gaz ou de l’acier [27].
Le flux de carbone élevé transféré à la charge et les températuresde traitement (typiquement comprises entre 950 et 1 000 ˚C) per-mettent une diffusion accélérée du carbone en profondeur.
Comme dans tous les autres procédés de cémentation, les para-mètres qui contrôlent la profondeur de cémentation et la teneursuperficielle en carbone sont le temps et la température de traite-ment. De même, la température et le temps du traitement vontdéterminer la taille des grains et les propriétés mécaniques de lapièce traitée [4].
Une fois le cycle thermique choisi, la pression de travail est ajus-tée pour assurer une parfaite couverture des pièces par le plasma(éviter le phénomène dit de cathode creuse). La meilleure unifor-mité de la cémentation est obtenue dans une gamme de pressioncomprise entre 150 et 700 Pa.
Compte tenu du coût élevé du procédé et de la difficulté de gérerdes charges hétérogènes, le procédé de cémentation ionique restelimité aux petites charges homogènes de pièces à haute valeur ajou-tée.
10.1.2 Nitruration ionique
La nitruration ionique utilise aussi une décharge plasma lumines-cente pour chauffer les pièces par transfert d’énergie cinétique, pourles décaper par pulvérisation cathodique et pour créer les espècesréactives vis-à-vis de la surface à traiter. L’atmosphère utilisée con-siste le plus souvent dans un mélange d’azote et d’hydrogène, lesespèces actives créées étant les ions N+, l’azote atomique N etl’azote moléculaire excité vibrationnellement N2*.
Le traitement de nitruration ionique se déroule en plusieurs éta-pes. Les pièces sont tout d’abord dépassivées et préchauffées sousun plasma non réactif d’hydrogène ou d’argon. Par la suite, un
L’atmosphère utilisée en cémentation ionique est souvent compo-sée d’hydrogène en tant que gaz vecteur additionné d’un hydrocar-bure, en général du méthane (CH4) ou du propane (C3H8). Les gazutilisés ont une grande pureté mais leurs consommations sont fai-bles, de l’ordre de quelques dizaines de litres par heure de traite-ment. Le contrôle des débits gazeux par des débitmètres massiquesest un des principaux paramètres de contrôle du procédé.
Contrairement à la cémentation ionique, la nitruration ionique esttrès sensible à la composition de l’atmosphère qui constitue unimportant paramètre de contrôle du procédé. L’atmosphère de trai-tement en nitruration ionique est composée d’azote et d’hydrogèneavec parfois des additions de méthane et plus rarement d’ammo-niac.
La teneur d’azote dans l’hydrogène est comprise entre 5 et 95 %en volume, les atmosphères ayant un fort taux d’azote favorisant lescouches de combinaison et les atmosphères ayant un faible tauxd’azote favorisant les couches de diffusion profonde.
11. Analyse et régulation des atmosphères
11.1 Analyse des atmosphères
Les espèces gazeuses les plus couramment analysées en traite-ment thermique sont le CO, CO2, CH4, H2, O2 et H2O. Bien qu’ungrand nombre de méthodes d’analyse aient été mises au point aucours du temps, certaines se sont imposées aux acteurs du métier àcause de leur facilité d’utilisation, de leur précision d’analyse et deleur robustesse et fiabilité dans le temps. Il s’agit, suivant le cas, deméthodes physiques, physico-chimiques, chimiques ou bien élec-trochimiques, avec une montée en puissance de l’utilisation deméthodes physiques [1] [30].
Les teneurs en CO, CO2 et CH4 dans l’atmosphère d’un four detraitement thermique sont le plus souvent mesurées à l’aide d’ana-lyseurs infrarouge. Le fonctionnement de ces analyseurs est basésur l’absorption de la radiation infrarouge par les molécules de gaz,de manière sélective, à différentes longueur d’onde. Ces appareils,qui comparent en continu le gaz prélevé dans le four avec un gaz de
_______________________________________________________________________________________________ ATMOSPHÈRES DE TRAITEMENT THERMIQUE
référence, peuvent analyser et afficher en temps réel la concentra-tion de ces espèces dans le mélange gazeux.
Les teneurs en H2 dans les atmosphères de traitement thermiquesont mesurées, généralement, à l’aide d’analyseurs qui comparentla conductivité thermique du gaz prélevé dans le four avec la con-ductivité thermique d’un gaz de référence (la plupart du temps del’azote ou de l’air). La forte différence entre la conductivité thermi-que de H2 et celles de N2, de O2, du CO et du CH4 rend cette analyseextrêmement précise et d’une grande facilité de mise en œuvre.
Les teneurs en O2 peuvent être mesurées à l’aide d’analyseurscomprenant une cellule électrochimique délivrant une tension pro-portionnelle à la pression partielle d’oxygène dans le mélange ana-lysé. Ces analyseurs permettent une analyse facile, fiable et rapidepour des teneurs résiduelles d’oxygène aussi basses que quelquesp.p.m.
gène, la régulation sera réalisée en modulant le débit d’injection dugaz de manière à se placer en dessous de celle valeur limite.
Si l’atmosphère de protection utilisée est une atmosphère compo-sée d’azote et d’hydrogène, alors le risque d’oxydation sera directe-ment lié à la teneur en vapeur d’eau dans la zone chaude du four, etplus précisément au rapport entre la pression partielle d’hydrogèneet la pression partielle de vapeur d’eau. Dans ce cas, la régulationsera réalisée soit en gardant la teneur en hydrogène constante et enfaisant varier les débits de gaz injecté (et donc le taux de renouvelle-ment de l’atmosphère du four), soit en faisant varier simultanémentla teneur en hydrogène dans le four et les débits de gaz injectés.
Si l’atmosphère de protection utilisée est une atmosphère com-plexe composée d’azote, d’hydrogène, de CO et de CO2, alors le ris-que d’oxydation sera lié aux deux rapports H2/H2O et CO/CO2. Dansce cas, la régulation sera réalisée en modulant le débit de gaz injecté
Toute reproduction sans autorisation du Centre français d’exploitation du droit de copie est strictement interdite.© Techniques de l’Ingénieur, traité Matériaux métalliques M 1 220 − 29
Par ailleurs la sonde à oxygène, utilisant le phénomène de con-duction ionique à travers un tube en zircone, dans une plage de tem-pératures comprise entre 700 et 1 200 ˚C, permet d’obtenir unetension proportionnelle à la teneur résiduelle en oxygène dans lefour. La plupart du temps, cette tension délivrée par la sonde à oxy-gène peut être reliée aux rapports H2/H2O et CO/CO2 dans le four cequi permet de l’utiliser comme organe de régulation de l’atmos-phère.
L’analyse de la teneur en H2O dans l’atmosphère d’un four de trai-tement thermique est souvent la mesure la plus délicate de mise enœuvre, car elle impose d’éviter la condensation dans les tubuluresde prélèvement et parce qu’elle nécessite une filtration appropriéede l’atmosphère prélevée.
Plusieurs types d’analyseurs peuvent être utilisés pour réalisercette mesure, par exemple des analyseurs à détection du point derosée basées sur la détection photoélectrique de l’apparition degouttelettes à la surface d’un miroir refroidi par effet Peltier, des ana-lyseurs diélectriques, basés sur la variation de la capacité diélectri-que d’un condensateur avec le taux d’humidité de l’atmosphère, oubien des cellules électrochimiques, qui placées dans les zones chau-des d’un four, délivrent une tension pouvant être corrélée avec lateneur en H2O dans l’atmosphère. L’analyseur le plus adapté serachoisi, pour chaque application, en fonction de l’environnement dela mesure, de la rapidité et de la fiabilité dans le temps souhaitées.
11.2 Contrôle et régulation des atmosphères de protection
Les atmosphères de protection ont pour rôle de protéger la sur-face métallique de toute réaction indésirable tels une oxydation, unerecarburation ou bien une décarburation. La plupart du temps, régu-ler une telle atmosphère revient à limiter la teneur d’un composégazeux donné dans l’atmosphère d’une zone du four de traitementthermique.
Dans le cas de l’oxydation, les gaz à analyser dans le four sontl’oxygène, la vapeur d’eau ou le dioxyde de carbone suivant la com-position globale de l’atmosphère de traitement.
Si l’atmosphère de protection utilisée est une simple atmosphèreinerte composée d’azote ou d’argon, alors le risque d’oxydation seralié à la teneur résiduelle en oxygène dans la zone chaude du four.Dans ce cas, une fois définie la valeur maximale admissible d’oxy-
ou bien en injectant un faible débit additionnel de CH4 ou de C3H8dont le rôle sera de réagir avec CO2 et H2O pour diminuer leurs pres-sions partielles.
Dans le cas de la protection contre la décarburation, la régulationsera réalisée soit en maintenant un niveau très bas en espècesdécarburantes, H2O et CO2, soit en pilotant le potentiel carbone del’atmosphère de manière à ce qu’il soit proche de la teneur en car-bone dans l’acier traité. Pour cette dernière solution technique, larégulation de l’atmosphère de protection sera réalisée de manièresimilaire à la régulation d’une atmosphère thermochimique decémentation.
11.3 Régulation des atmosphères thermochimiques
Les atmosphères thermochimiques sont destinés à modifier lespropriétés métallurgiques de surface du métal par une réaction phy-sico-chimique entre l’atmosphère du four et le métal traité. Commeces traitements correspondent à un cahier de charges strict, la régu-lation de l’atmosphère de traitement est indispensable à la maîtrisedu procédé.
Dans le cas de la cémentation, un certain nombre de modèles etde lois expérimentales permettent de relier la capacité de l’atmos-phère à transférer du carbone vers un acier de cémentation à lacomposition de l’atmosphère de cémentation. Il est ainsi possiblede déterminer le potentiel carbone d’une atmosphère soit en mesu-rant les teneurs en CO et CO2 de l’atmosphère (à l’aide d’un analy-seur infrarouge), soit en utilisant une sonde à oxygène [31], soit ense servant d’un fil résistif. Le calcul du potentiel carbone est réaliséen continu et la régulation de l’atmosphère est généralement réali-sée par des injections de CH4, de C3H8, de CO2 ou d’air dans le four.
Dans le cas de la nitruration, la régulation de l’atmosphère est réa-lisée en contrôlant la teneur en NH3 dans l’atmosphère de traite-ment. Cette teneur peut être mesurée par analyse d’absorptioninfrarouge, par des sondes réalisant des mesures par conductivitéionique (sondes à oxygène) ou par l’évaluation des variations de laperméabilité magnétique en relation avec la croissance et la struc-ture de la couche de combinaison.
Il est aussi possible de régler le pouvoir nitrurant de l’atmosphèreen faisant varier le taux de renouvellement dans le four.







![ARCHIVÉ - PDF, 337.83[ARCHIVÉ - PDF, 337.83 kb ]](https://img.pdfslide.fr/doc/110x75/588428861a28abf4188bf543/archive-pdf-33783archive-pdf-33783-kb-.jpg)


![Téléchargement fichier PDF / download [131490315.pdf]](https://img.pdfslide.fr/doc/110x75/586e14481a28abd80f8c2c32/telechargement-fichier-pdf-download-pdf-file-131490315pdf.jpg)


![Pdf pdf projet_educatif-2[1]](https://img.pdfslide.fr/doc/110x75/5499da0bac7959092e8b5a10/pdf-pdf-projeteducatif-21.jpg)













