Embed Size (px)
Citation preview
Electrodes enrobées de soudageRechargement - Assemblage
WA Electrodes
Fils fourrés de soudage et électrodes enrobées- La solution globale
Ce catalogue présente une sélection d’électrodes enrobées destinées aux applications de rechargement et d’assemblage. Nous sommes à votre disposition pour toute demande spécifique. N’hésitez pas à nous consulter
2 3
Dès sa création en 1966, Welding Alloys, groupe indépendant, s’est spécialisé dans la fabrication des fils fourrés de soudage. La totalité de nos fils sont produits dans nos usines avec une technologie 100% Welding Alloys.
Ce catalogue présente la gamme d’électrodes manuelles complétant la gamme des fils fourrés de soudage et de surfaçage. Le groupe Welding Alloys offre ainsi une gamme globale destinée à répondre à la demande industrielle. Nos électrodes non alliées, faiblement alliées et hautement alliées sont conformes et souvent supérieures aux normes en vigueur pour le rechargement, le surfaçage et l’assemblage.
La politique de développement permanent du groupe Welding Alloys, axée sur l’assurance qualité, permet d’apporter les garanties requises pour les applications soumises aux impositions des différents codes internationaux dans des industries comme le nucléaire, la chimie et la pétrochimie, l’offshore, le GNL, les transports, etc.
Welding Alloys est implanté mondialement. Nos techniciens et ingénieurs, interviennent directement au niveau local et offrent un support technique de qualité pour toutes les applications d’assemblage, de placage et de rechargement.
SommaireIntroduction
RechargementEcrouissable au manganèseFaiblement et moyennement alliésAciers à outilsAnti-abrasionBase cobalt
2
44466
AssemblageAciers de constructionAciers tenaces à froidAciers à haute limite élastiqueAciers inoxydables austénitiquesSoudage hétérogène et réparationBase nickelSoudage de la fonte
Rechargement : comprendre lesphénomènes d’usureConditionnementInformation techniqueIndex alphabétique
888
10101212
14151515
Anti-abrasion
4 5
HARDFACE AP-E2.5 x 3503.2 x 3504.0 x 450
2.5 x 3503.2 x 4504.0 x 450
E Fe9 = +~ 65V
HARDFACE 250 E Fe1
= -~ 45V
T Fe8 = +~ 70V
= -~ 45V
HARDFACE 58-E
HARDFACE 40-E
E Fe3
E Fe3 = +~ 70V
= +~ 70V
HARDFACE AR-E = +~ 50V
HARDFACE 400
HARDFACE L-E
Désignation Diamètreset longueurs
standard[Ø x mm]
NormeEN 14700
Polarité
Tensiond’amorçage
(V) Fatiq
uem
écan
ique
Cho
cs
Cav
itatio
n
Ero
sion
Abr
asio
nà
chau
d
Abr
asio
nso
us p
ress
ion
Abr
asio
nm
inér
ale
Frot
tem
ent
mét
al m
étal
Sou
s co
uche
ou a
ssem
blag
e
Rec
onst
itutio
nou
pla
cage
Cor
rosi
on
Oxy
datio
nà
chau
d
Fatig
ueth
erm
ique
E Fe1
E Fe4
Ecrouissable au manganèse
Faiblement et moyennement alliés
Aciers à outils
Adapté Parfaitement adapté
2.5 x 3503.2 x 4504.0 x 450
2.5 x 3503.2 x 3504.0 x 450
2.5 x 3003.2 x 3504.0 x 450
HARDFACE DCO-E = +~ 60VE ZFe3
2.5 x 3003.2 x 3504.0 x 450
Electrodes de rechargement
HARDFACE 48-E ~ E Fe3 = +~ 70V
2.5 x 3003.2 x 3504.0 x 450
2.5 x 3003.2 x 3504.0 x 450
2.5 x 3003.2 x 3504.0 x 450
Caractéristiques et applications
Usi
nabi
lité
Ecr
ouis
sabl
e
Pro
prié
té
de c
oupe
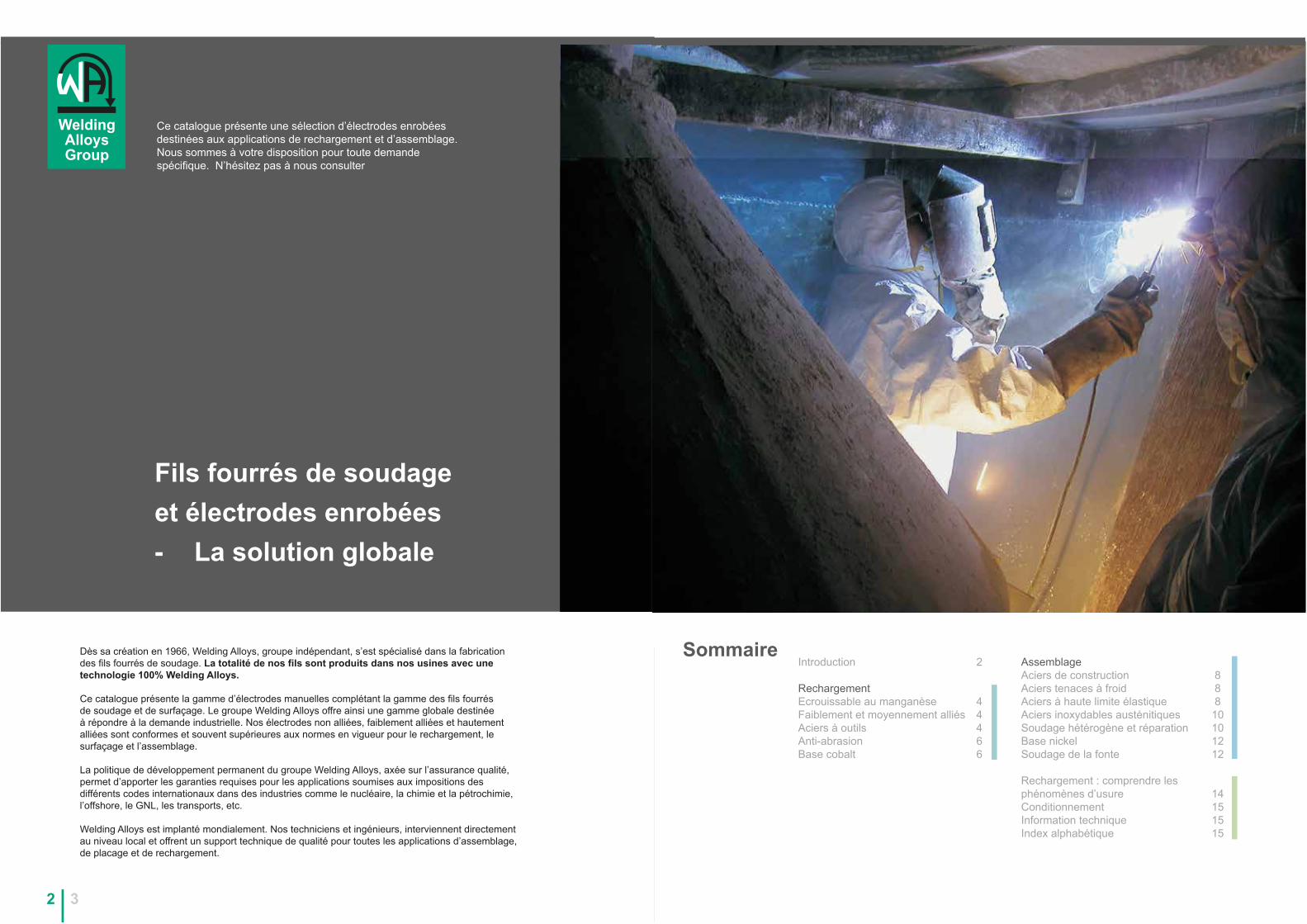
• Electrode à enrobage basique à haut rendement (140%).• Fort taux d’écrouissage - Dépôt amagnétique résistant particulièrement aux chocs et aux fortes pressions• Reconstitution, sous-couche et assemblage des aciers au manganèse. Sous-couche avant rechargement dur• Applications : appareillages de voies de chemin de fer, marteaux, battoirs, liteaux et cônes de concasseur• En complément du fil fourré Welding Alloys HARDFACE AP
• Electrode à enrobage rutile pour reconstitution de pièces de machine, dépôt résistant aux pressions et frottement modérés• Bonne résistance à la cavitation et aux chocs• Dépôts sains, exempts de fissuration, facilement usinable• Applications: rails, arbres, galets, glissières, reconstitution avant rechargement dur• En complément du fil fourré Welding Alloys HARDFACE B
• Electrode à enrobage rutile pour reconstitution de dureté moyenne de pièces de machine et d’outils en acier faiblement allié soumis à l’usure par chocs et pression combinés • Excellente soudabilité, très peu de projections, laitier auto-détachable, bel aspect du dépôt• Dépôts sains, exempts de fissuration, usinables à l’outil carbure de tungstène• Applications: rechargement de galets, dents d’engrenage, matrices, marteaux, rails de guidage etc.• En complément du fil fourré Welding Alloys HARDFACE P
• Electrode à enrobage basique à 120 % de rendement • Dépôt autotrempant pour rechargement dur • Large champ d’applications dans les industries minérales et travaux publics : dents et lames de godets, patins, vis de transport, etc.• En complément du fil fourré Welding Alloys HARDFACE L
Electrodes de rechargement
Désignation Composition [%] – Fe reste Dureté 3 couches
CoMoCrSiMnC Brut de soudage Ecroui
HARDFACE 250 0.25 1.00 0.50 1.00HARDFACE 400 0.30 1.00 0.50 1.50HARDFACE L-E 0.50 0.60 2.00 9.50
HARDFACE AP-E 0.60 16.0 0.30250 HB
58 HRC
260 HB
HARDFACE 40-EHARDFACE 48-EHARDFACE 58-E
0.15 0.70 0.50 6.50 38-42 HRC
39-42 HRC
48 HRC
3.500.30 0.60 0.50 5.20 45-50 HRC4.000.40 1.20 0.50 7.00 53-58 HRC2.500.15 0.60 0.60 14.0 47 HRC 55 HRC13.02.30
14.0
400 HB
HARDFACE DCO-E0.80 0.50 0.50 5.00 60-63 HRC10.0HARDFACE AR-E
• Electrode à enrobage basique• Dépôt particulièrement tenace et résistant à la température. Destiné a la reconstitution et au rechargement des pièces de machine et des outils sujets à l’usure combinée par chocs, pression et abrasion à des températures jusqu’à 550°C• Applications recommandées : reconstitution de matrices, rouleaux et cylindres, lames de coupe à chaud, etc.• En complément du fil fourré Welding Alloys HARDFACE R40-G• Electrode à enrobage basique• Dépôt particulièrement tenace et résistant à la température. Destiné a la reconstitution et au rechargement des pièces de machine et des outils sujets à l’usure combinée par chocs, pression et abrasion à des températures jusqu’à 550°C• Applications recommandées : marteaux, matrices, enclumes, lames de coupe à chaud, rouleaux et cylindres, etc.• En complément du fil fourré Welding Alloys HARDFACE R46-G• Electrode à enrobage basique• Dépôt particulièrement tenace et résistant à la température. Destiné a la reconstitution et au rechargement des pièces de machine et des outils sujets à l’usure combinée par chocs, pression et abrasion à des températures jusqu’à 550°C• Applications recommandées : poinçons, matrices, enclumes, lames de coupe à chaud, rouleaux et cylindres, pistons de presse d’extrusion, vannes et soupapes, etc.• En complément du fil fourré Welding Alloys HARDFACE R58-G• Electrode à enrobage rutilo-basique• Super alliage offrant des performances similaires à celles des bases cobalt• Haute résistance à la fissuration, peu sensible à la dilution, très résistant aux chocs thermiques, polissable et conservant ses caractéristiques jusqu’à 550°C• Applications : cylindres de traction de coulée continue, soupapes de moteurs diesel, vannes vapeur, couteaux d’ébarbage, moules pour carreaux céramiques, vis pour plastique chargé• En complément du fil fourré Welding Alloys HARDFACE DCO.• Electrode à enrobage rutilo-basique destinée au rechargement de tous types d’outils de coupe, pour tournage ou rabotage par exemple.• Excellente tenue du tranchant. Dépôt de type acier rapide au C-Cr-Mo-W, résistant jusqu’à 500°C• Utilisé aussi pour le revêtement de pièces soumises au frottement métal/métal, résiste aux chocs modérés• Brut de soudage, ne s’usine que par meulage• Pour un traitement thermique complet : effectuer un recuit à 850°C/2h suivit d’un refroidissement lent au four (~3°C/mn), austénitiser à 1200°C/1h, tremper à l’huile ou à l’air comprimé puis revenu 2x500°C ; dureté après traitement : 64-66 HRC • Applications : rechargement d’outils de coupe, poinçons, mèches, lames de coupe ou d’ébarbage à froid
Anti-abrasion
6 7
HARDFACE HC-E3.2 x 3504.0 x 3505.0 x 450
E Fe15-
= +~ 50V
= +~ 50V
--
= +~ 45V
STELLOY 25-E E Z Co 1-
= +~ 70V
STELLOY 21-E
E Co2E CoCr-A
= +~ 70V
= +~ 70V
HARDFACE CNV-E
HARDFACE STEELCARBW-E
Electrodes de rechargement
E Fe16-
E Co1E CoCr-E
Anti-abrasion
Base cobalt
3.2 x 3504.0 x 4505.0 x 450
4.0 x 3505.0 x 350
3.2 x 3504.0 x 350
2.5 x 3003.2 x 3504.0 x 350
2.5 x 3003.2 x 3504.0 x 3505.0 x 350
STELLOY 6-E
3.2 x 3504.0 x 4505.0 x 450
HARDFACE CN-E E Fe15-
= +~ 50V
Désignation Diamètreset longueurs
standard[Ø x mm]
NormeEN 14700
Polarité
Tensiond’amorçage
(V) Fatiq
uem
écan
ique
Cho
cs
Cav
itatio
n
Ero
sion
Abr
asio
nà
chau
d
Abr
asio
nso
us p
ress
ion
Abr
asio
nm
inér
ale
Frot
tem
ent
mét
al m
étal
Sou
s co
uche
ou a
ssem
blag
e
Rec
onst
itutio
nou
pla
cage
Cor
rosi
on
Oxy
datio
nà
chau
d
Fatig
ueth
erm
ique
Adapté Parfaitement adapté
10 11
TETRA 308L-E2.5 x 3003.2 x 3504.0 x 3505.0 x 450
AWS A5.4:E 308L-16EN 1600:
E 19 9L R 3 2
1.2 to 2.8
Diamètreset longueurs
standard[Ø x mm]
NormesASMEEN ISO
PolaritéTension
d’amorçage(V)
Propriétés mécaniques
KCV[J]
A5[%]
Rm[MPa]
Rp 0.2% [MPa]
Désignation
= +~ 70V > 540 > 360 > 35 +20oC: > 70
2.0 x 3002.5 x 3003.2 x 3504.0 x 450
AWS A5.4:E 316L-17EN 1600:
E 19 12 3 L R 3 2
= +~ 70VTETRA 316L-E
TETRA 307-E
TETRA 904L-E
Aciers austénitiques
Assemblages hétérogènes et réparation
> 560 > 400 > 35 +20oC: > 70-120oC: > 40
2.5 x 3003.2 x 3504.0 x 3505.0 x 450
AWS A5.4:E 309L-16
E 23 12 L R 3 2= +
~ 70VTETRA 309L-E > 560 > 400 > 35 +20oC: > 60
2.5 x 3003.2 x 3504.0 x 3505.0 x 450
AWS A5.4:E 309 Mo L-17
E 23 12 2 L R 3 2= +
~ 70VTETRA 309LMo-E > 650 > 450 > 25 +20oC: > 55-40oC: > 45
2.5 x 3003.2 x 3504.0 x 3505.0 x 450
AWS A5.4:~ E 312-16
E 29 9 R 3 2= +
~ 50VTETRA 312-E 700 - 820 > 500 > 20
2.5 x 3003.2 x 3504.0 x 350
AWS A5.4:E 385-16EN 1600:
E 20 25 5 Cu N L R 1 2
= +~ 70V > 570 > 370 > 35 +20oC: > 70
2.5 x 3003.2 x 3504.0 x 3505.0 x 350
AWS A5.4:~ E 307-16
E 18 8 Mn R 3 2= +
~ 70V > 600 > 400 > 30 +20oC: > 70
Désignation
TETRA 316L-E < 0.03 0.80 18.5
TETRA 904L-E < 0.03 0.80 20.5
TETRA 308L-E < 0.03 0.70 0.80
Composition [%] – Fe reste
Mo CuNiCrSiMnC19.0
25.0
2.70
2.30
TETRA 307-E 0.10 1.20 18.04.50 1.50
TETRA 309LMo-E < 0.03 0.80 22.5TETRA 312-E 0.10 1.00
0.70
1.404.50
0.700.60 29.0
TETRA 309L-E < 0.03 0.70 0.80
12.09.50
8.00
12.5
12.522.5
9.50 0.50
Electrodes d’assemblage
-
Electrodes d’assemblage
Description et applications Métaux de base
• Electrode à enrobage rutilo-basique• Dépôt austénitique en acier CrNi du type 308L• Assemblage des aciers de compositions similaires à bas carbone et/ou stabilisés résistant à la corrosion• Tenue en service de -196°C jusqu’à +350°C• En complément des fils fourrés Welding Alloys TETRA S 308L et TETRA V 308L
(1.4306) X2CrNi19-11, (1.4301) X5CrNi18.10, (1.4311) X2 CrNiN18-10, (1.4312) GX10CrNi18-8. AISI 304-304L-304LN-302-321-347, ASTM : A157 Gr C9, A320 Gr B8C ou D
(1.4401) X5CrNiMo17-12-2, (1.4404) X2CrNiMo17-12-2, (1.4435) X2CrNiMo18-14-3, (1.4436) X3CrNiMo17-13-3, (1.4571) X6CrNiMoTi17-12-2, (1.4580) X6CrNiMoNb17-12-2, (1.4583) X10CrNiMoNb18-12, (1.4409) GX2CrNiMo19-11-2UNS S 31603, 31600, 31653, AISI316L, 316Ti, 316Cb
(1.4539 )X1NiCrMoCu 25-20-5, (1.4537) X1 CrNiMoCuN 25-25-5, (1.4505) X4NiCrMoCuNb 20-18-2 UNS N08904, S31726
• Electrode à enrobage rutilo-basique• Dépôt austénitique en acier CrNiMo du type 316L résistant à la corrosion intercristalline et humide jusqu’à 400°C• Assemblage des aciers de compositions similaires, à bas carbone et/ou stabilisés. • Revêtement des tôles plaquées de composition identique ou similaire• Tenue en service de -110°C jusqu’à +400°C• En complément des fils fourrés Welding Alloys TETRA S 316L et TETRA V 316L
• Electrode à enrobage rutilo-basique• Dépôt entièrement austénitique en acier CrNiMoCu du type 385• Spécialement développé pour l’industrie des phosphates• Soudage homogène de l’acier 1.4539 (UB6), 904L• Tenue en service de -110°C jusqu’à +350°C • En complément des fils fourrés Welding Alloys TETRA S 904L et TETRA V 904L
• Electrode à enrobage rutile• Dépôt austénitique écrouissable en acier CrNiMn du type 307 modifié• Assemblages hétérogènes, soudage d’aciers difficilement identifiables et de blindage, sous couche.• Assemblage d’aciers austénitiques à 14% de manganèse • Température de service de -120°C à +300°C• En complément des fils fourrés Welding Alloys TETRA S 307 et TETRA V 307
• Electrode à enrobage rutilo-basique• Dépôt austéno-ferritique sur-allié au CrNi du type 309L, à teneur en ferrite optimisée pour assemblages hétérogènes• Assemblage d’aciers de compositions similaires et d’aciers au carbone sur aciers inoxydables. Sous-couche avant revêtement ou placage• Température de service de -60°C à +350°C• En complément des fils fourrés Welding Alloys TETRA S 309L et TETRA V 309L
• Electrode à enrobage rutilo-basique• Dépôt austéno-ferritique sur-allié au CrNiMo du type 309LMo, pour assemblages hétérogènes• Assemblage à fort taux de dilution d’aciers inoxydables avec des aciers non ou faiblement alliés• Sous-couche avant revêtement ou placage• Température de service de -60°C à +350°C• En complément des fils fourrés Welding Alloys TETRA S 309LMo et TETRA V 309LMo
• Electrode à enrobage rutilo-basique• Dépôt austéno-ferritique en acier au CrNi du type 312 offrant une résistance exceptionnelle à la fissuration• Assemblage des aciers mal identifiés ou difficilement soudables• Assemblages hétérogènes, y compris d’aciers à carbone équivalent élevé : aciers rapides, aciers à outils, aciers au manganèse et de construction à haute résistance, tôles d’usure. • En complément des fils fourrés Welding Alloys TETRA S 312 et TETRA V 312
Désignation
HARDFACE CN-E 5.00 1.50 24.0 Nb: 7.00Mo: 7.00Nb: 7.00V: 1.00
WC/W2C: 65
HARDFACE CNV-E 5.00 1.50 22.0
HARDFACE STEELCABW-E
HARDFACE HC-E 5.00 0.50 1.0064 HRC
Matrice60 HRC
61 HRC 950 - 1450950 - 2000
950 - 2900
950 - 2000
STELLOY 25-E 0.10 1.00 0.80 20.0
STELLOY 21-E 0.30 0.50 0.80 28.0
220 HB
35 HRC
2.00
2.00
Composition [%] Dureté
Fe AutresWCrSiMnC
Brut desoudage
3 couches EcrouiPhases dures
[micro-dureté HV]
• Electrode à enrobage basique à très haut rendement (190%)• Fusion très agréable, dépôt exempt de laitier• Dépôt de fonte au chrome très résistant à l’abrasion• Combinaison de carbures de chrome primaires et eutectiques dans une matrice tenace• Passe finale sur joints d’assemblage de tôles d’usure HardplateTM et HardliteTM
• Applications : composants de broyage et de transport de minéraux, pompes de dragage, mélangeurs, tôles de cribles• En complément du fil fourré Welding Alloys HARDFACE HC-O
• Electrode à enrobage basique à très haut rendement (190 %) avec une fusion très agréable et un dépôt exempt de laitier• Forte concentration de carbures de niobium et de chrome• Très bonne résistance contre l’abrasion par les particules fines ou de dureté élevée • Applications : blindage de broyeurs verticaux, revêtement de conduites de transport du charbon, du clinker, du verre, etc.• En complément du fil fourré Welding Alloys HARDFACE CN-O
• Electrode à enrobage rutile à très haut rendement (200%)• Fonte au chrome sur-alliée avec une forte concentration de carbures complexes • Très bonne soudabilité, fusion très douce, sans projections, dépôt exempt de laitier • Trois couches sont suffisantes pour obtenir un dépôt résistant à l’abrasion et aux chocs combinés à température élevée• Applications : criblage, cloches de hauts fourneaux, ventilateurs d’extraction ou de tirage, équipements d’agglomération du minerai• En complément du fil fourré Welding Alloys HARDFACE CNV-O
• Electrode à enrobage rutilo-basique• Dépôt très résistant à l’usure à haute température et au frottement métal/métal• Peu sensible à la fissuration, grande facilité de mise en œuvre • Conserve un bon niveau de dureté à haute température. Ecrouissable• Applications : guides de redressage, galets de laminoirs verticaux et rouleaux de tête de coulée continue.• En complément du fil fourré Welding Alloys STELLOY 25
• Electrode à enrobage rutilo-basique• Choix idéal en cas d’usure combinée• Résiste à la corrosion et à la cavitation, au frottement métal-métal à haute température• Maintient un bon niveau de dureté à haute température• Ecrouissable, polissable, bas coefficient de frottement• Applications : robinetterie industrielle, matrices de forge et lames de coupe à chaud• En complément du fil fourré Welding Alloys STELLOY 21
• Electrode à enrobage rutilo-basique• Combine les propriétés exceptionnelles des alliages base cobalt : résistance à l’abrasion, à l’érosion, à la corrosion et maintient ses caractéristiques à haute température• Dépôt de dureté intermédiaire présentant une bonne usinabilité• Large champ d’applications : outils de coupe à chaud, robinetterie pétrochimique et industrielle, soupapes et sièges de moteurs marins, chemises et arbres de pompes• En complément du fil fourré Welding Alloys STELLOY 6
15.0
STELLOY 6-E 1.10 1.00 28.0 44 HRC3.004.50
Electrodes de rechargement
35.0
65 HRC
Dépôt de carbures de tungstène dans une matrice acier
2.00
ResteReste
Reste
Ni: 10.00Co: Reste
Mo: 5.00Ni: 2.50
Co: Reste
Co: Reste
• Electrode tubulaire enrobée fourrée de carbure de tungstène• Résistance extrême à l’abrasion, spécialement par les particules fines• Applications : ventilateurs d’extraction de poussière en industries minières, cimenteries et sidérurgie, racleurs, composants pour l’agriculture• En complément du fil fourré Welding Alloys HARDFACE STEELCARBW-O
Caractéristiques et applications
Usi
nabi
lité
Ecr
ouis
sabl
e
Pro
prié
té
de c
oupe
8 9 Electrodes d’assemblage
SPEEDARC 6013-E
SPEEDARC 7018-1-E
2.5 x 3503.2 x 3503.2 x 4504.0 x 4505.0 x 450
2.5 x 3503.2 x 3503.2 x 4504.0 x 4505.0 x 450
AWS A5.1:E 7018-1
E 42 4 B 32 H 5
Diamètreset longueurs
standard[Ø x mm]
NormesAWS
EN ISO
PolaritéTension
d’amorçage(V)
Propriétés mécaniques
KCV[J]
A5[%]
Rm[MPa]
Rp 0.2% [MPa]
Désignation Description et applications Métaux de base
• Electrode à enrobage basique épais, pour assemblage de haute sécurité • Soudage des aciers de construction de qualité moyenne, pour assemblages à sollicitations statiques ou dynamiques à résilience élevée, même à basse température• Excellente soudabilité en toutes positions, arc stable, fusion douce, résistant à la fissuration et au vieillissement• Etuvage avant utilisation : 2 heures à 300/350° C
S235JR à S355GR, P235GH,P265GH, S275S355N, P295GH, P275NH-P355NH, P275NL1-P355NL1, X42 à X70 (API-5L)
S235J2G3 à S355K2G3, P235GH à P355GH, S420NL, P275NH à P460NH, P275NL1 à 460NL1, L210 à L290, L360MB à L415, X42 (API-5L)
L450NB, L245MB-L450MB, P355NL1-P460NL1, P355NL2- P460NL2, S460N, P355NH-P460NH, S380NL-S460NL, S380NL1-S460NL1.ASTM : A516 Gr 65, A572 Gr 55, 60, 65, A633 Gr E, A618 Gr I, A537 Gr 1-3
P 355 NL1-P 460 NL1- P 355 NL 2- P 460 NL 2- S380N- S500N, S500NL, S380NL1-S500NL1- 20 MnMoNi5-5-17MnMoV6-4-15NiCrMo10-6, N-AXTRA55-N-AXTRA60, X65, X70
S355N, S500NL, S500NL1, P460NL1, P460NL2, S500 QL, 15Mn Ni3, API 5L X60, X65, X70
S620QL,S690QL1, N-A-XTRA550-620-700, ASTM : A225 Gr C, A514 et 517 Gr A, B, C, E, F, H, J, K, M, P, A656, A678Gr C (K4) )
• Electrode à enrobage basique offrant une soudabilité exceptionnelle grâce à son double enrobage• Arc particulièrement stable dans toutes les positions• Recommandé en passe de pénétration sur joints mal préparés• Dépôt de très bel aspect, sans caniveau, concave en angle
• Electrode à enrobage basique, déposant un acier du type 1% Ni pour température de service de -60°C à +400°C• Basse teneur en hydrogène diffusible (< 5 ml/100 g) pour une résistance élevée à la fissuration et à sa propagation. • Excellente résilience à basse température, jusqu'à -60°C brut de soudage ou après détensionnement• Fusion agréable, bel aspect de cordon.• Etuvage avant utilisation : 2 heures à 300/350°C• En complément des fils fourrés Welding Alloys ROBOFIL M Ni1 et ROBOFIL B Ni1, R Ni1+
• Electrode à enrobage basique pour l’assemblage des aciers à grains fins à haute limite élastique avec des aciers faiblement alliés• Très haute qualité radiographique, combinaison de très bonne valeur de résilience à basse température (jusqu’à -50°C) et de résistance à chaud (jusqu’à +450°C)• Etuvage avant utilisation : 2 heures à 300/350°C• En complément des fils fourrés Welding Alloys ROBOFIL M Ni Mo, B Ni Mo, R Ni Mo
• Electrode à enrobage basique, déposant un acier du type 1,5% Ni Mo, pour température de service de -50°C à +400°C• Soudage des aciers à grains fins, à haute limite d'élasticité, jusqu'à 650 MPa.• Excellente résilience à basse température, jusqu'à -50°C brut de soudage ou après détensionnement• Préchauffage du métal de base recommandé, selon l’acier de base, son épaisseur et son degré de bridage• Etuvage avant utilisation : 2 heures à 300/350°C• En complément des fils fourrés Welding Alloys ROBOFIL M Ni Mo, B Ni Mo, R Ni Mo
• Electrode à enrobage basique, déposant un acier du type 2% Mn 2% Ni Cr Mo, pour température de service de -40° C à +450°C• Soudage des aciers à grains fins à très haute limite d'élasticité, jusqu'à 700 MPa, et en en passe de fond jusqu'à 900 MPa• Soudage des tôles d’acier résistant à l’'usure, sous couches avant revêtement d’acier à outil pour travail à froid type 55 NCDV 7• Excellente résilience à basse température, jusqu'à -40°C brut de soudage ou après détensionnement• Etuvage avant utilisation : 2 heures à 300/350°C• En complément des fils fourrés Welding Alloys ROBOFIL B 700 et ROBOFIL M 700
= +~ 40V
= +~ 70V
510 - 580 > 420 > 22
510 - 610 > 420 > 22+20oC: > 120 -20oC: > 70-50oC: > 40
SPEEDARC 7018-1-E
AWS A5.1:E6013
E 42 0 RC 11
• Electrode à enrobage rutile d’usage universel pour le soudage en toute position des aciers de construction
S185-S355, P235-P355, ASTM A285, A442 grade 55, 60
510 - 610 > 420 > 22
+20oC: > 65
2.5 x 3503.2 x 3503.2 x 4504.0 x 4505.0 x 450
AWS A5.1:E 7016
E 38 2 B 12 H 10
= +~ 70VSPEEDARC 7016-E
SPEEDARC Ni1-E
Aciers de construction
Aciers à haute limite élastique
Aciers tenaces à froid
> 520 > 400 > 27+20oC: > 100-20oC: > 60-30oC: > 50
2.5 x 3503.2 x 3504.0 x 4505.0 x 450
AWS A5.5:E 9018-G
E 55 5 1 Ni Mo B 42
= +~ 70VSPEEDARC HLE 550-E > 620 530 > 20
+20oC: > 150-50oC: > 50-60oC: > 28
2.5 x 3503.2 x 3504.0 x 4505.0 x 450
AWS A5.5:E 10018-G
E 62 5 1.5 Ni Mo B 42= +
~ 70VSPEEDARC HLE 620-E 720 - 820 > 620 > 22
+20oC: > 130-20oC: > 90-50oC: > 50
2.5 x 3503.2 x 3504.0 x 4505.0 x 450
AWS A5.5:E 11018-M
E 69 4 Mn 2Ni Cr Mo B 42= +
~ 70VSPEEDARC HLE 700-E > 760 > 690 > 20 +20oC: > 120
-40oC: > 60
2.5 x 3503.2 x 3504.0 x 4505.0 x 450
AWS A5.5:E 8018-C3
E 46 5 1 Ni B 42= +
~ 70V > 550 > 470 > 24 -40oC: > 70
Désignation
SPEEDARC 7016-E < 0.10 0.70SPEEDARC Ni1-E < 0.12 0.50
SPEEDARC 7018-1-E < 0.10 1.10 0.40SPEEDARC 6013-E < 0.10 0.45 0.40
Composition [%] – Fe reste
MoNiCrSiMnC
1.000.80
1.50
2.10
SPEEDARC HLE 550-E < 0.10 0.50 0.10 0.30
SPEEDARC HLE 700-E < 0.10 0.40 0.40
SPEEDARC HLE 620-E < 0.10 1.401.10
1.100.90
1.50
0.50 0.30 0.30
0.50
Electrodes d’assemblage
10 11
TETRA 308L-E2.5 x 3003.2 x 3504.0 x 3505.0 x 450
AWS A5.4:E 308L-16EN 1600:
E 19 9L R 3 2
1.2 to 2.8
Diamètreset longueurs
standard[Ø x mm]
NormesASMEEN ISO
PolaritéTension
d’amorçage(V)
Propriétés mécaniques
KCV[J]
A5[%]
Rm[MPa]
Rp 0.2% [MPa]
Désignation
= +~ 70V > 540 > 360 > 35 +20oC: > 70
2.0 x 3002.5 x 3003.2 x 3504.0 x 450
AWS A5.4:E 316L-17EN 1600:
E 19 12 3 L R 3 2
= +~ 70VTETRA 316L-E
TETRA 307-E
TETRA 904L-E
Aciers austénitiques
Assemblages hétérogènes et réparation
> 560 > 400 > 35 +20oC: > 70-120oC: > 40
2.5 x 3003.2 x 3504.0 x 3505.0 x 450
AWS A5.4:E 309L-16
E 23 12 L R 3 2= +
~ 70VTETRA 309L-E > 560 > 400 > 35 +20oC: > 60
2.5 x 3003.2 x 3504.0 x 3505.0 x 450
AWS A5.4:E 309 Mo L-17
E 23 12 2 L R 3 2= +
~ 70VTETRA 309LMo-E > 650 > 450 > 25 +20oC: > 55-40oC: > 45
2.5 x 3003.2 x 3504.0 x 3505.0 x 450
AWS A5.4:~ E 312-16
E 29 9 R 3 2= +
~ 50VTETRA 312-E 700 - 820 > 500 > 20
2.5 x 3003.2 x 3504.0 x 350
AWS A5.4:E 385-16EN 1600:
E 20 25 5 Cu N L R 1 2
= +~ 70V > 570 > 370 > 35 +20oC: > 70
2.5 x 3003.2 x 3504.0 x 3505.0 x 350
AWS A5.4:~ E 307-16
E 18 8 Mn R 3 2= +
~ 70V > 600 > 400 > 30 +20oC: > 70
Désignation
TETRA 316L-E < 0.03 0.80 18.5
TETRA 904L-E < 0.03 0.80 20.5
TETRA 308L-E < 0.03 0.70 0.80
Composition [%] – Fe reste
Mo CuNiCrSiMnC19.0
25.0
2.70
2.30
TETRA 307-E 0.10 1.20 18.04.50 1.50
TETRA 309LMo-E < 0.03 0.80 22.5TETRA 312-E 0.10 1.00
0.70
1.404.50
0.700.60 29.0
TETRA 309L-E < 0.03 0.70 0.80
12.09.50
8.00
12.5
12.522.5
9.50 0.50
Electrodes d’assemblage
-
Désignation
HARDFACE CN-E 5.00 1.50 24.0 Nb: 7.00Mo: 7.00Nb: 7.00V: 1.00
WC/W2C: 65
HARDFACE CNV-E 5.00 1.50 22.0
HARDFACE STEELCABW-E
HARDFACE HC-E 5.00 0.50 1.0064 HRC
Matrice60 HRC
61 HRC 950 - 1450950 - 2000
950 - 2900
950 - 2000
STELLOY 25-E 0.10 1.00 0.80 20.0
STELLOY 21-E 0.30 0.50 0.80 28.0
220 HB
35 HRC
2.00
2.00
Composition [%] Dureté
Fe AutresWCrSiMnC
Brut desoudage
3 couches EcrouiPhases dures
[micro-dureté HV]
• Electrode à enrobage basique à très haut rendement (190%)• Fusion très agréable, dépôt exempt de laitier• Dépôt de fonte au chrome très résistant à l’abrasion• Combinaison de carbures de chrome primaires et eutectiques dans une matrice tenace• Passe finale sur joints d’assemblage de tôles d’usure HardplateTM et HardliteTM
• Applications : composants de broyage et de transport de minéraux, pompes de dragage, mélangeurs, tôles de cribles• En complément du fil fourré Welding Alloys HARDFACE HC-O
• Electrode à enrobage basique à très haut rendement (190 %) avec une fusion très agréable et un dépôt exempt de laitier• Forte concentration de carbures de niobium et de chrome• Très bonne résistance contre l’abrasion par les particules fines ou de dureté élevée • Applications : blindage de broyeurs verticaux, revêtement de conduites de transport du charbon, du clinker, du verre, etc.• En complément du fil fourré Welding Alloys HARDFACE CN-O
• Electrode à enrobage rutile à très haut rendement (200%)• Fonte au chrome sur-alliée avec une forte concentration de carbures complexes • Très bonne soudabilité, fusion très douce, sans projections, dépôt exempt de laitier • Trois couches sont suffisantes pour obtenir un dépôt résistant à l’abrasion et aux chocs combinés à température élevée• Applications : criblage, cloches de hauts fourneaux, ventilateurs d’extraction ou de tirage, équipements d’agglomération du minerai• En complément du fil fourré Welding Alloys HARDFACE CNV-O
• Electrode à enrobage rutilo-basique• Dépôt très résistant à l’usure à haute température et au frottement métal/métal• Peu sensible à la fissuration, grande facilité de mise en œuvre • Conserve un bon niveau de dureté à haute température. Ecrouissable• Applications : guides de redressage, galets de laminoirs verticaux et rouleaux de tête de coulée continue.• En complément du fil fourré Welding Alloys STELLOY 25
• Electrode à enrobage rutilo-basique• Choix idéal en cas d’usure combinée• Résiste à la corrosion et à la cavitation, au frottement métal-métal à haute température• Maintient un bon niveau de dureté à haute température• Ecrouissable, polissable, bas coefficient de frottement• Applications : robinetterie industrielle, matrices de forge et lames de coupe à chaud• En complément du fil fourré Welding Alloys STELLOY 21
• Electrode à enrobage rutilo-basique• Combine les propriétés exceptionnelles des alliages base cobalt : résistance à l’abrasion, à l’érosion, à la corrosion et maintient ses caractéristiques à haute température• Dépôt de dureté intermédiaire présentant une bonne usinabilité• Large champ d’applications : outils de coupe à chaud, robinetterie pétrochimique et industrielle, soupapes et sièges de moteurs marins, chemises et arbres de pompes• En complément du fil fourré Welding Alloys STELLOY 6
15.0
STELLOY 6-E 1.10 1.00 28.0 44 HRC3.004.50
Electrodes de rechargement
35.0
65 HRC
Dépôt de carbures de tungstène dans une matrice acier
2.00
ResteReste
Reste
Ni: 10.00Co: Reste
Mo: 5.00Ni: 2.50
Co: Reste
Co: Reste
• Electrode tubulaire enrobée fourrée de carbure de tungstène• Résistance extrême à l’abrasion, spécialement par les particules fines• Applications : ventilateurs d’extraction de poussière en industries minières, cimenteries et sidérurgie, racleurs, composants pour l’agriculture• En complément du fil fourré Welding Alloys HARDFACE STEELCARBW-O
Caractéristiques et applications
Usi
nabi
lité
Ecr
ouis
sabl
e
Pro
prié
té
de c
oupe
Electrodes d’assemblage
Description et applications Métaux de base
• Electrode à enrobage rutilo-basique• Dépôt austénitique en acier CrNi du type 308L• Assemblage des aciers de compositions similaires à bas carbone et/ou stabilisés résistant à la corrosion• Tenue en service de -196°C jusqu’à +350°C• En complément des fils fourrés Welding Alloys TETRA S 308L et TETRA V 308L
(1.4306) X2CrNi19-11, (1.4301) X5CrNi18.10, (1.4311) X2 CrNiN18-10, (1.4312) GX10CrNi18-8. AISI 304-304L-304LN-302-321-347, ASTM : A157 Gr C9, A320 Gr B8C ou D
(1.4401) X5CrNiMo17-12-2, (1.4404) X2CrNiMo17-12-2, (1.4435) X2CrNiMo18-14-3, (1.4436) X3CrNiMo17-13-3, (1.4571) X6CrNiMoTi17-12-2, (1.4580) X6CrNiMoNb17-12-2, (1.4583) X10CrNiMoNb18-12, (1.4409) GX2CrNiMo19-11-2UNS S 31603, 31600, 31653, AISI316L, 316Ti, 316Cb
(1.4539 )X1NiCrMoCu 25-20-5, (1.4537) X1 CrNiMoCuN 25-25-5, (1.4505) X4NiCrMoCuNb 20-18-2 UNS N08904, S31726
• Electrode à enrobage rutilo-basique• Dépôt austénitique en acier CrNiMo du type 316L résistant à la corrosion intercristalline et humide jusqu’à 400°C• Assemblage des aciers de compositions similaires, à bas carbone et/ou stabilisés. • Revêtement des tôles plaquées de composition identique ou similaire• Tenue en service de -110°C jusqu’à +400°C• En complément des fils fourrés Welding Alloys TETRA S 316L et TETRA V 316L
• Electrode à enrobage rutilo-basique• Dépôt entièrement austénitique en acier CrNiMoCu du type 385• Spécialement développé pour l’industrie des phosphates• Soudage homogène de l’acier 1.4539 (UB6), 904L• Tenue en service de -110°C jusqu’à +350°C • En complément des fils fourrés Welding Alloys TETRA S 904L et TETRA V 904L
• Electrode à enrobage rutile• Dépôt austénitique écrouissable en acier CrNiMn du type 307 modifié• Assemblages hétérogènes, soudage d’aciers difficilement identifiables et de blindage, sous couche.• Assemblage d’aciers austénitiques à 14% de manganèse • Température de service de -120°C à +300°C• En complément des fils fourrés Welding Alloys TETRA S 307 et TETRA V 307
• Electrode à enrobage rutilo-basique• Dépôt austéno-ferritique sur-allié au CrNi du type 309L, à teneur en ferrite optimisée pour assemblages hétérogènes• Assemblage d’aciers de compositions similaires et d’aciers au carbone sur aciers inoxydables. Sous-couche avant revêtement ou placage• Température de service de -60°C à +350°C• En complément des fils fourrés Welding Alloys TETRA S 309L et TETRA V 309L
• Electrode à enrobage rutilo-basique• Dépôt austéno-ferritique sur-allié au CrNiMo du type 309LMo, pour assemblages hétérogènes• Assemblage à fort taux de dilution d’aciers inoxydables avec des aciers non ou faiblement alliés• Sous-couche avant revêtement ou placage• Température de service de -60°C à +350°C• En complément des fils fourrés Welding Alloys TETRA S 309LMo et TETRA V 309LMo
• Electrode à enrobage rutilo-basique• Dépôt austéno-ferritique en acier au CrNi du type 312 offrant une résistance exceptionnelle à la fissuration• Assemblage des aciers mal identifiés ou difficilement soudables• Assemblages hétérogènes, y compris d’aciers à carbone équivalent élevé : aciers rapides, aciers à outils, aciers au manganèse et de construction à haute résistance, tôles d’usure. • En complément des fils fourrés Welding Alloys TETRA S 312 et TETRA V 312
12 13
GAMMA 182-E2.5 x 3003.2 x 3504.0 x 350
AWS A5.11:E NiCr Fe-3EN 14172:E-Ni 6182
1.2 to 2.8
Diamètreset longueurs
standard[Ø x mm]
NormesAWS
EN ISO
Polarité Propriétés mécaniques
KCV[J]
A5[%]
Rm[MPa]
Rp 0.2% [MPa]
Désignation
= + > 620 > 380 > 35+20oC: > 80-196oC: > 65
2.5 x 3003.2 x 3504.0 x 350
AWS A5.11:E NiCr Mo-3EN 14172:E-Ni 6625
= +GAMMA 625-E
GAMMA 276-E
Base Nickel
Soudage de la fonte
> 760 > 450 > 30 +20oC: > 70
2.5 x 3003.2 x 3504.0 x 350
AWS A5.15:ENi-CI
E Ni BG 13= -
~ 40VFONTE NI-E > 300
2.5 x 3503.2 x 3504.0 x 350
AWS A5.15:ENiFe-CI
ENiFe= -
~ 50VFONTE BI-NIFE-E 500 - 600 > 300 > 15
2.5 x 3003.2 x 3504.0 x 350
AWS A5.11:E NiCr Mo-4EN 14172:E-Ni 6276
= + > 720 > 450 > 30 +20oC: > 70
Désignation
GAMMA 625-E < 0.04 0.40 22.0
GAMMA 276-E < 0.02 0.20 16.5
GAMMA 182-E < 0.04 6.00 0.40
Composition [%] – Fe reste
Mo Fe Nb AutresNiCrSiMnC
16.5
ResteReste
9.00
0.20
FONTE NI-E 0.60 0.50
16.0
0.60
0.600.20
FONTE BI-NIFE-E 1.30 0.30 0.80
ResteReste
55.0
5.00 W: 4.00Cu: 0.60
3.006.00
3.402.00
6.00Reste
Electrodes d’assemblage
Electrodes d’assemblage
Description et applications Métaux de base
• Electrode à enrobage basique déposant un alliage NiCrFe• Assemblage et placage des alliages de nickel du type 600, résistant à la corrosion et réfractaires • Assemblages hétérogènes entre aciers inoxydables et aciers CrMo• Assemblage des aciers réfractaires • Travaux d’assemblage et de réparation sur aciers difficilement soudables• Température de service de -196°C à +900°C• En complément du fil fourré Welding Alloys GAMMA 182
(1.4816) NiCr 15Fe, 600 alliages, 600L, 800H
(2.4856) NiCr22Mo9Nb, (2.4858) NiCr21Mo, (1.4876) X10 NiCrAlTi 32-20H, (1.4876) X10 NiCrAlTi 32-21, X8 Ni9; ASTM A 533 Gr1, 625 alliages, 800H
2.4819 NiMo 16 Cr 15 W
GG 10 à GG 40, GTS35 à GTS 60, GTW35 à GTW 60,GGG 40 à GGG70, GGGL jusqu’à 170 N/mm², GGG Ni jusqu’à 375 N/ mm²
GG 10, GG40, GGG 40, GGG 70, GTS 35, GTS 65
• Electrode à enrobage basique déposant un alliage • Assemblage et placage d’alliages base nickel de nuances correspondantes. • Assemblage des aciers pour basses températures : austénitique au CrNi (Mo,N), à 5% et 9% de nickel• Assemblages hétérogènes de bases nickel entre elles ou avec des aciers faiblement alliés ou inoxydables• Assemblage des aciers inoxydables super-austénitiques • Température de service de -196°C à +1100°C• En complément du fil fourré Welding Alloys GAMMA 625 et GAMMA V 625
• Electrode à enrobage basique déposant un alliage entièrement austénitique NiCrMoW, très résistant à la corrosion en milieux réducteurs et oxydant• Résistance exceptionnelle à la fissuration à chaud. • Large gamme d’utilisation pour les assemblages hétérogènes d'aciers non et faiblement alliés avec des alliages de nickel• Rechargement préventif ou curatif des outils de travail à chaud• Température de service de -196°C à 900°C• En complément du fil fourré Welding Alloys GAMMA 276 et GAMMA V 276
• Electrode à enrobage basique graphitique à âme nickel pour le soudage des fontes • Particulièrement adaptée pour le soudage à froid des fontes grises et des fontes malléables neuves ou usagées, même imprégnées d'huile• Fusion très douce, de bel aspect sans caniveaux• Dépôt et zone de transition de faible dureté et d'usinage facile• Particulièrement recommandée pour la réparation des trous et des fissures• Martelage recommandé immédiatement après chaque passe pour éliminer efficacement les tensions internes engendrées par le retrait
• Electrode à enrobage basique graphitique à âme bi-métallique pour assemblage en fortes épaisseurs ou bridés de fonte ductile et sphéroïdale • Faible risque de sur-chauffe de l’électrode, même à vitesse de fusion élevée• Dépôt facilement usinable• Excellente soudabilité et caractéristiques mécaniques élevées• En complément du fil fourré Welding Alloys CAST NIFE
Fils fourrés de soudage et électrodes enrobées- La solution globale
Ce catalogue présente une sélection d’électrodes enrobées destinées aux applications de rechargement et d’assemblage. Nous sommes à votre disposition pour toute demande spécifique. N’hésitez pas à nous consulter
2 3
Dès sa création en 1966, Welding Alloys, groupe indépendant, s’est spécialisé dans la fabrication des fils fourrés de soudage. La totalité de nos fils sont produits dans nos usines avec une technologie 100% Welding Alloys.
Ce catalogue présente la gamme d’électrodes manuelles complétant la gamme des fils fourrés de soudage et de surfaçage. Le groupe Welding Alloys offre ainsi une gamme globale destinée à répondre à la demande industrielle. Nos électrodes non alliées, faiblement alliées et hautement alliées sont conformes et souvent supérieures aux normes en vigueur pour le rechargement, le surfaçage et l’assemblage.
La politique de développement permanent du groupe Welding Alloys, axée sur l’assurance qualité, permet d’apporter les garanties requises pour les applications soumises aux impositions des différents codes internationaux dans des industries comme le nucléaire, la chimie et la pétrochimie, l’offshore, le GNL, les transports, etc.
Welding Alloys est implanté mondialement. Nos techniciens et ingénieurs, interviennent directement au niveau local et offrent un support technique de qualité pour toutes les applications d’assemblage, de placage et de rechargement.
14 15
Electrodes de rechargement
Friction métal/métal
Abrasion minérale
Abrasion sous pression
Abrasion à chaud
Erosion
Cavitation
Chocs
Fatigue mécanique
Fatigue thermique
Oxydation à chaud
Corrosion
Contact exercé sous pression, avec déplacement relatif entre deux surfaces métalliques, avec ou sans lubrifiant. Dégradation par formation de micro-soudures entre les surfaces en contact.
Usure par déplacement relatif d’une matière minérale de dureté, de forme et de texture attaquant par découpe la surface du métal.
Usure par déplacement relatif sous pression élevée d’une matière minérale de dureté, de forme et de texture attaquant par découpe et déformation superficielle la surface du métal.
Mêmes phénomènes que ci-dessus mais dans un environnement à température élevée conduisant généralement à un adoucissement du métal ou/et de ses constituants.
Chocs répétés à vitesse élevée entre une particule minérale et la surface d’un matériau. Destruction locale par arrachage des grains métalliques.
Arrachage des grains de la surface métallique par formation et implosion de bulles gazeuses dans un liquide en mouvement rapide.
mpact de deux matériaux entre eux, l’un des deux provoquant la déformation ou la rupture de la surfacede l’autre. Phénomène conditionné par la ténacité ou la ductilité des matériaux en présence.
Déformation cyclique sans dépassement de la limite élastique du matériau. Dégradation dans le temps par concentration de contraintes localisées.
Exposition cyclique à température élevée conduisant à une déformation de la pièce par dilatations et retraits alternés. Altération de la structure ou des propriétés du matériau.
Création d’une couche d’oxydes peu adhérente se reconstituant constamment. Dégradation par perte d’épaisseur du matériau.
Dégradation du matériau par réaction chimique avec son environnement. Phénomène complexe résultant de très nombreux paramètres.
Sollicitations Description
Reconstitution ou placage
Sous couche ou assemblage
Propriété de coupe
Ecrouissable
Usinabilité
Réparation par remise à la dimension d’origine ou spécifiée. Revêtement de protection par soudage contre la corrosion
Couche de bonne soudabilité métallurgique, intermédiaire entre le métal de base et le revêtement.Pour joint soudé homogène ou hétérogène.
Aptitude du matériau à résister simultanément aux chocs, à la chaleur, au frottement et à l’abrasion. Tenue du tranchant pour les outils de coupe.
Aptitude d’un matériau à augmenter sa dureté superficielle sous l’effet des chocs ou d’une forte pression. En général, permet d’augmenter la résistance à l’usure.
Aptitude à l’usinage par enlèvement de copeaux par exemple : tournage, fraisage et perçage.
Aptitudes Description
Comprendre les phénomènes d’usure et les aptitudes des alliages
Chaque alliage est composé d’éléments exprimés en pourcentage de poids. La valeur des éléments essentiels pour obtenir les caractéristiques physiques, chimiques et mécaniques du dépôt est mise en évidence dans les tableaux de composition.
Composition chimique : Exemple
Désignation Composition [%]
HARDFACE AP 0.60 0.3016.0 14.0
C SiMn Cr
SommaireIntroduction
RechargementEcrouissable au manganèseFaiblement et moyennement alliésAciers à outilsAnti-abrasionBase cobalt
2
44466
AssemblageAciers de constructionAciers tenaces à froidAciers à haute limite élastiqueAciers inoxydables austénitiquesSoudage hétérogène et réparationBase nickelSoudage de la fonte
Rechargement : comprendre lesphénomènes d’usureConditionnementInformation techniqueIndex alphabétique
888
10101212
14151515
Désignation Page
Information technique
• Les compositions chimiques sont données pour des dépôts hors dilution. Les propriétés mécaniques sont des valeurs types. • Les fiches techniques et les fiches de données de sécurité sont disponibles pour tous les produits
En raison de l’évolution constante des techniques, les descriptions, illustrations et caractéristiques sont susceptibles de modifications et sont fournies à titre indicatif sans engagement de la responsabilité de Welding Alloys. Ce document a pour objet d’aider l’utilisateur dans les choix de produits. Il appartient à l’utilisateur de vérifier que le produit choisi par lui est adapté aux applications auxquelles il le destine.
Electrodes
FONTE NI-EFONTE BI-NIFE-EGAMMA 182-EGAMMA 625-EGAMMA 276-EHARDFACE 40-EHARDFACE 48-EHARDFACE 58-EHARDFACE 250-EHARDFACE 400-EHARDFACE AP-EHARDFACE AR-EHARDFACE CN-EHARDFACE CNV-EHARDFACE DCO-EHARDFACE HC-EHARDFACE L-EHARDFACE STEELCARBW-ESPEEDARC 6013-ESPEEDARC 7018-1-ESPEEDARC 7016-ESPEEDARC HLE 550-ESPEEDARC HLE 620-ESPEEDARC HLE 700-ESPEEDARC Ni1-ESTELLOY 6-ESTELLOY 21-ESTELLOY 25-ETETRA 308L-ETETRA 316L-ETETRA 904L-ETETRA 307-ETETRA 309L-ETETRA 309LMo-ETETRA 312-E
121212121244444446646468888888666
10101010101010
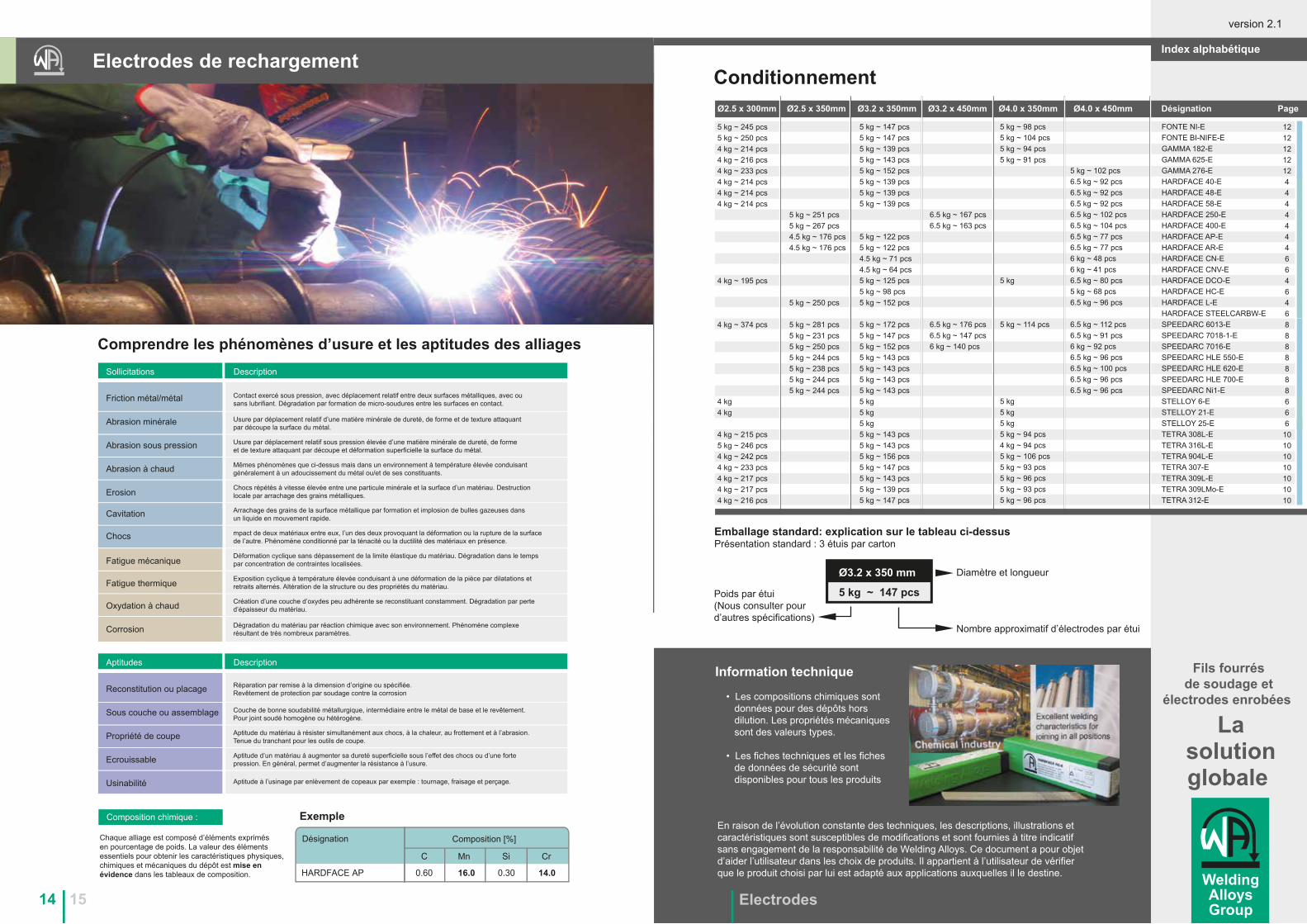
Conditionnement
5 kg ~ 102 pcs6.5 kg ~ 92 pcs6.5 kg ~ 92 pcs6.5 kg ~ 92 pcs 6.5 kg ~ 102 pcs6.5 kg ~ 104 pcs6.5 kg ~ 77 pcs6.5 kg ~ 77 pcs6 kg ~ 48 pcs6 kg ~ 41 pcs6.5 kg ~ 80 pcs5 kg ~ 68 pcs6.5 kg ~ 96 pcs
6.5 kg ~ 112 pcs6.5 kg ~ 91 pcs6 kg ~ 92 pcs6.5 kg ~ 96 pcs6.5 kg ~ 100 pcs6.5 kg ~ 96 pcs6.5 kg ~ 96 pcs
5 kg ~ 98 pcs5 kg ~ 104 pcs5 kg ~ 94 pcs5 kg ~ 91 pcs
5 kg
5 kg ~ 114 pcs
5 kg 5 kg5 kg 5 kg ~ 94 pcs4 kg ~ 94 pcs5 kg ~ 106 pcs5 kg ~ 93 pcs5 kg ~ 96 pcs5 kg ~ 93 pcs5 kg ~ 96 pcs
6.5 kg ~ 167 pcs6.5 kg ~ 163 pcs
6.5 kg ~ 176 pcs6.5 kg ~ 147 pcs6 kg ~ 140 pcs
5 kg ~ 147 pcs5 kg ~ 147 pcs5 kg ~ 139 pcs5 kg ~ 143 pcs5 kg ~ 152 pcs5 kg ~ 139 pcs5 kg ~ 139 pcs5 kg ~ 139 pcs
5 kg ~ 122 pcs5 kg ~ 122 pcs4.5 kg ~ 71 pcs4.5 kg ~ 64 pcs5 kg ~ 125 pcs5 kg ~ 98 pcs5 kg ~ 152 pcs
5 kg ~ 172 pcs5 kg ~ 147 pcs5 kg ~ 152 pcs5 kg ~ 143 pcs5 kg ~ 143 pcs5 kg ~ 143 pcs5 kg ~ 143 pcs5 kg 5 kg 5 kg 5 kg ~ 143 pcs5 kg ~ 143 pcs5 kg ~ 156 pcs5 kg ~ 147 pcs5 kg ~ 143 pcs5 kg ~ 139 pcs5 kg ~ 147 pcs
5 kg ~ 251 pcs5 kg ~ 267 pcs4.5 kg ~ 176 pcs4.5 kg ~ 176 pcs
5 kg ~ 250 pcs
5 kg ~ 281 pcs5 kg ~ 231 pcs5 kg ~ 250 pcs5 kg ~ 244 pcs5 kg ~ 238 pcs5 kg ~ 244 pcs5 kg ~ 244 pcs
5 kg ~ 245 pcs5 kg ~ 250 pcs4 kg ~ 214 pcs4 kg ~ 216 pcs4 kg ~ 233 pcs4 kg ~ 214 pcs4 kg ~ 214 pcs4 kg ~ 214 pcs
4 kg ~ 195 pcs
4 kg ~ 374 pcs
4 kg4 kg
4 kg ~ 215 pcs5 kg ~ 246 pcs4 kg ~ 242 pcs4 kg ~ 233 pcs4 kg ~ 217 pcs4 kg ~ 217 pcs4 kg ~ 216 pcs
Nombre approximatif d’électrodes par étui
Poids par étui(Nous consulter pour d’autres spécifications)
Emballage standard: explication sur le tableau ci-dessus Présentation standard : 3 étuis par carton
Diamètre et longueur
Ø4.0 x 450mmØ4.0 x 350mmØ3.2 x 450mmØ3.2 x 350mmØ2.5 x 350mmØ2.5 x 300mm
Lasolutionglobale
Fils fourrésde soudage et
électrodes enrobées
Ø3.2 x 350 mm
5 kg ~ 147 pcs
version 2.1
Index alphabétique

Notre ‘étincelle’ au service de vos défis !
WA Consommables Fournisseur référence
de consommables de soudage de haute
technicité
WA IntegraTM
Fournisseur référence de solutions
techniques contre l’usure
WA Machines Fournisseur référence
d’automates de soudage pour la lutte contre
l’usure
www.welding-alloys.com
Welding Alloys Group 2018. WA Cored Wire, WA Integra, WA MultiSurfacer, Hardplate, Hardlite, Tuffplate and 3-DCarb trade and registered marks and logos are the property of the Welding Alloys Group.
Présence locale Filiales Welding Alloys
Partenaires commerciaux stratégiquesDistributeurs WA ou Représentation commerciale
Une présence mondiale

![SonoChiro® 4.0 : Les classificateurs · Furho r Furipterus horrens Furipteridae X X 2.1.7. G Code BINOMIAL Family [AMB] [LIN] [NCA] [SCA] 13. Glosp p Glossophagin ae spp Phyllostomida](https://img.pdfslide.fr/doc/110x75/6133a56ddfd10f4dd73b3928/sonochiro-40-les-classificateurs-furho-r-furipterus-horrens-furipteridae-x.jpg)