7/26/2019 exercice_n2_corrige.doc
http://slidepdf.com/reader/full/exercicen2corrigedoc 1/2
1STI GMA Programmation Tournage CN
Exercice N°2Préparation
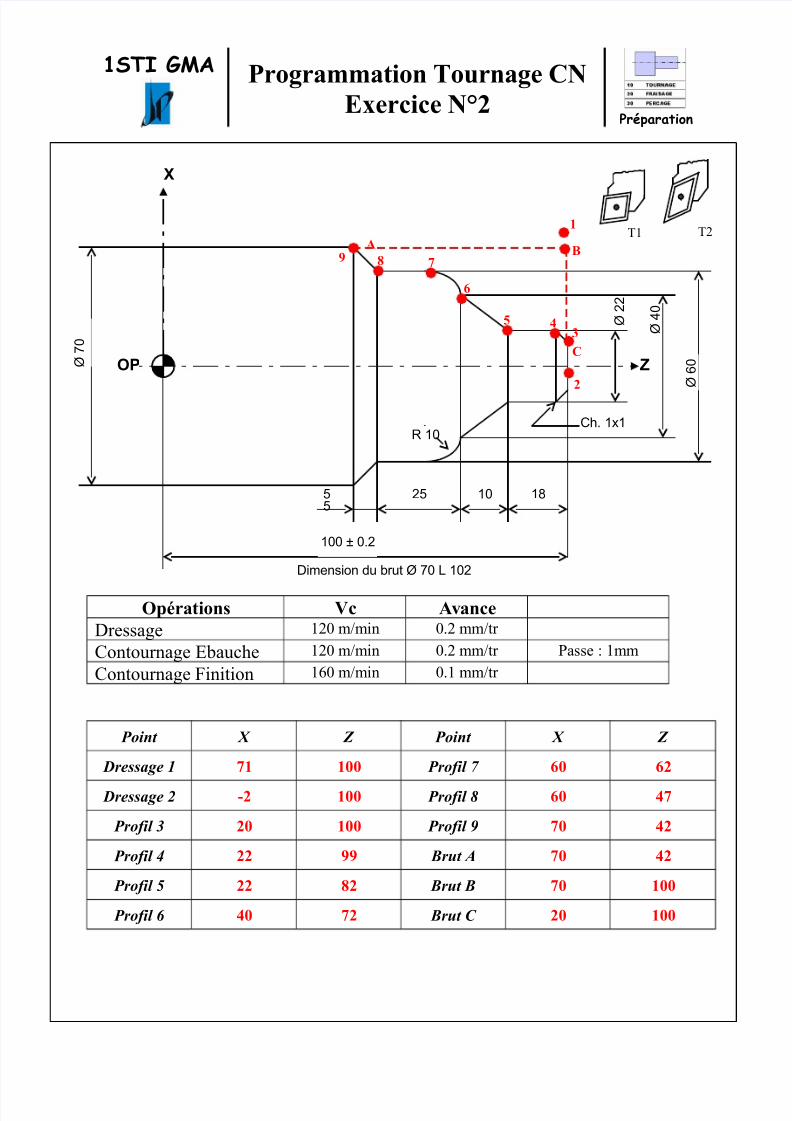
Opérations Vc Avance
Dressage 120 m/min 0.2 mm/tr
Contournage Ebauche 120 m/min 0.2 mm/tr Passe : 1mm
Contournage Finition 160 m/min 0.1 mm/tr
Point X Z Point X Z
Dressage 1 71 100 Profil 7 60 62
Dressage 2 2 100 Profil 8 60 !7
Profil 3 20 100 Profil 9 70 !2
Profil 4 22 "" Brut A 70 !2
Profil 5 22 #2 Brut B 70 100
Profil 6 !0 72 Brut C 20 100
Ø 4
0
Ø 2
2
5 25 1810
Z
X
OP
100 ± 0.2
5
Ø 6
0 Ø 7
0
R 10Ch. 1x1
T1 T2
2
$!%
6
7#" &
1
Dimension du brut Ø 70 L 102
A
C
7/26/2019 exercice_n2_corrige.doc
http://slidepdf.com/reader/full/exercicen2corrigedoc 2/2
1STI GMA Programmation Tournage CN
Exercice N°2Préparation
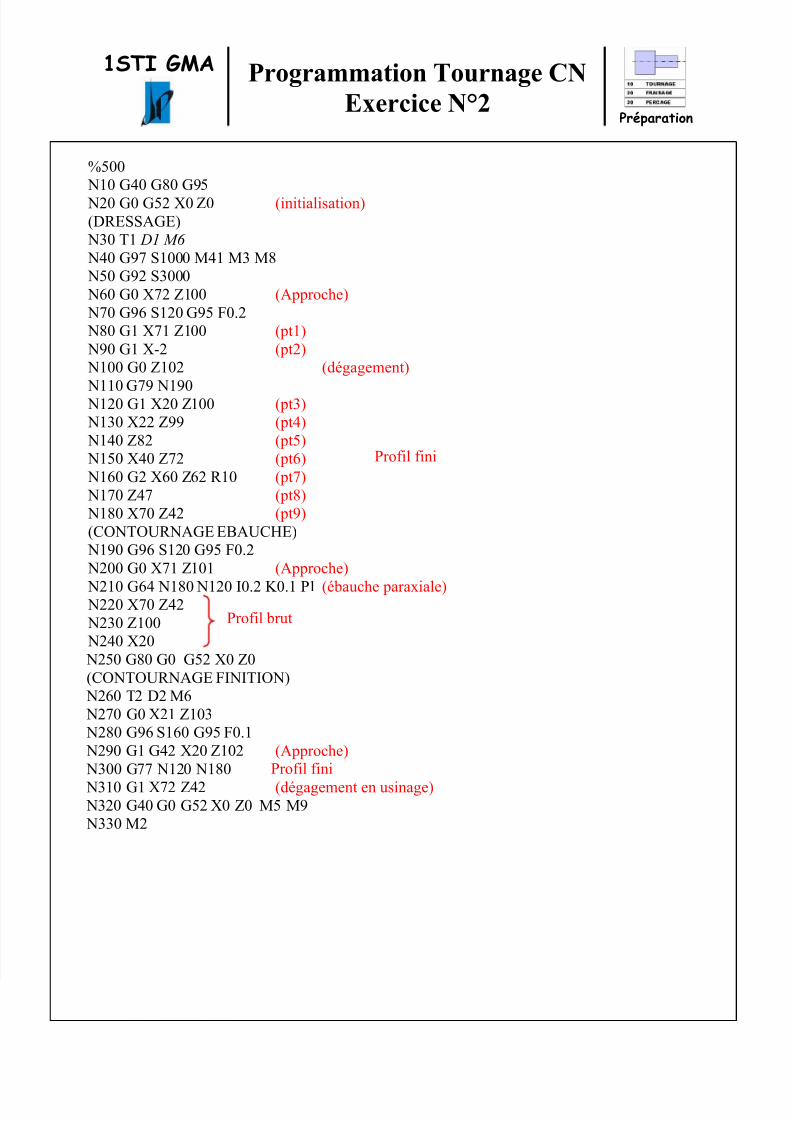
%500
N10 !0 "0 #5
N20 0 52 $0 0 &initia'isation(
&D)E**+E(
N,0 T1 D1 M6
N!0 #- *1000 !1 , "
N50 #2 *,000
N60 0 $-2 100 &+roche(
N-0 #6 *120 #5 F0.2
N"0 1 $-1 100 &t1(
N#0 1 $2 &t2(
N100 0 102 &gagement(
N110 -# N1#0 N120 1 $20 100 &t,(
N1,0 $22 ## &t!(
N1!0 "2 &t5(
N150 $!0 -2 &t6(
N160 2 $60 62 )10 &t-(
N1-0 !- &t"(
N1"0 $-0 !2 &t#(
&C3NT34)N+E E+4CE(
N1#0 #6 *120 #5 F0.2
N200 0 $-1 101 &+roche(
N210 6! N1"0 N120 70.2 80.1 P1 &bauche ara9ia'e( N220 $-0 !2
N2,0 100
N2!0 $20
N250 "0 0 52 $0 0
&C3NT34)N+E F7N7T73N(
N260 T2 D2 6
N2-0 0 $21 10,
N2"0 #6 *160 #5 F0.1
N2#0 1 !2 $20 102 &+roche(
N,00 -- N120 N1"0
N,10 1 $-2 !2 &gagement en usinage( N,20 !0 0 52 $0 0 5 #
N,,0 2
Proi' ini
Proi' brut
Proi' ini
Recommended

















