Embed Size (px)
Citation preview
5 problèmes / solutions
Présenter par Alain Dusablon
Isoler le systeme d’affutage afin de bien identifier la source du probleme.
4 caractéristiques à vérifié sur affuteuse scie à ruban.
1. Levier de la tête ◦ Incluant le cam, la pédale et le rocker arm.
2. Mécanisme d’avance ◦ Inclus le cam, Le doigt et l’avance (back feed)
3. Support de scie. ◦ Inclus les poteaux, l’étau, support de la scie (saw carriage)
et la scie.
4. Tête de la meule:
Incluant les roulements la meule et le moteur
Débuter comme si vous installeriez la machine pour la première fois (voir instructions).
Apres cet étape, faire une correction à la fois et vérifier si la situation est améliorée.
Si plusieurs corrections sont fait en même temps cela peut régler un problème, mais en causer d’autres.
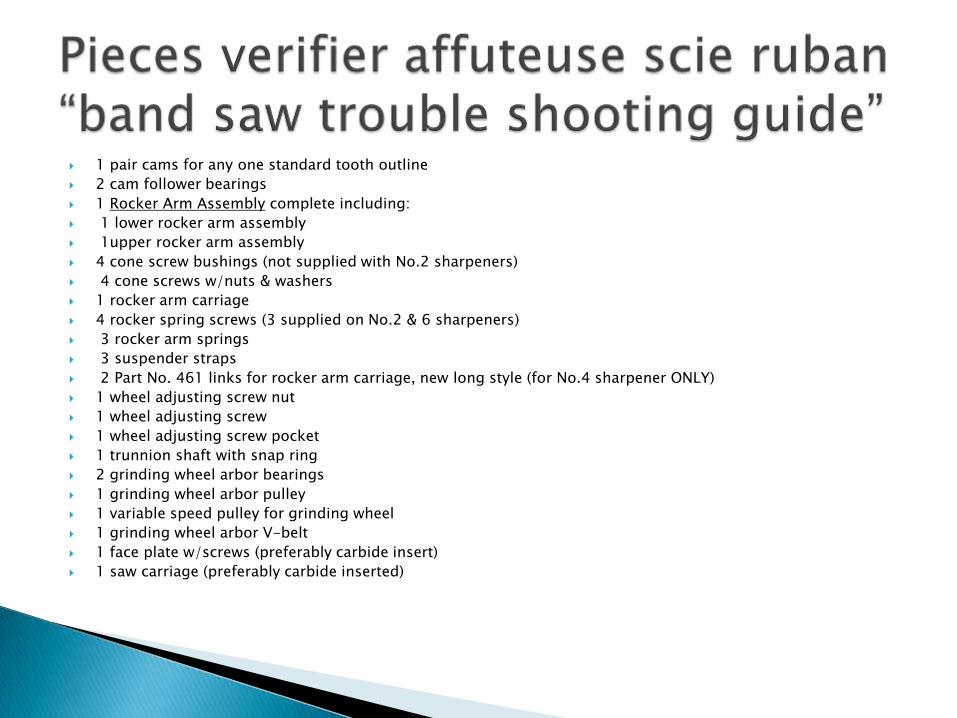
1 pair cams for any one standard tooth outline
2 cam follower bearings
1 Rocker Arm Assembly complete including:
1 lower rocker arm assembly
1upper rocker arm assembly
4 cone screw bushings (not supplied with No.2 sharpeners)
4 cone screws w/nuts & washers
1 rocker arm carriage
4 rocker spring screws (3 supplied on No.2 & 6 sharpeners)
3 rocker arm springs
3 suspender straps
2 Part No. 461 links for rocker arm carriage, new long style (for No.4 sharpener ONLY)
1 wheel adjusting screw nut
1 wheel adjusting screw
1 wheel adjusting screw pocket
1 trunnion shaft with snap ring
2 grinding wheel arbor bearings
1 grinding wheel arbor pulley
1 variable speed pulley for grinding wheel
1 grinding wheel arbor V-belt
1 face plate w/screws (preferably carbide insert)
1 saw carriage (preferably carbide inserted)

ET COMMENT RESOURDRES CES PROBLEMES
1 Meulage inégal ou irrégulier
2. Craques au fond de gorge et gorge bruler
3. Perdre l’angle (hook) et le syndrome nouvelle meule.
4. Meulage inapproprié dos de la dent(Hollow)
5. Meulage de la face de biais (out of square)
PIECES USEES OU BRISEES
Une pièce usée ou brisée sur l’un des 4 systèmes ci mentionner, peut en résulter a un meulage non conforme.
Vérifier les composantes du support de la scie ruban.
Souvent les différents supports de scie sont inégaux et causent ce problème
Afin de vérifier le système de support, fermer les interrupteurs, moteur et avance “back feed”
Assurez-vous que la scie et la “face plate” sont propres. La face plate doit être légèrement lubrifiée.
Verifier les assises de poteaux, propres et bonnes conditions, les supports de scie supportent la scie sans la plier ou y mettre une trop grande tension.
VÉRIFIER LE SYSTÈME DE SUPPORT DE LA SCIE:
S’assurer que la “filing clamp” ne plie pas la scie.
Vérifier si le rouleau de la porte tourne bien et à plat sur la scie. Vérifier si le boulon du ressort est correctement serré.
Utiliser une pression nessecaire sur la porte afin de bien tenir la scie sans toutefois en mettre trop.
VÉRIFICATION SYSTÈME SUPPORT DE LA SCIE: Verifier la porte. Boulons usés ou mal serrer.
L’état de la porte endommager ou déformer. Les boulons a l’extrémité de la porte sont ils adéquatement ajustés?
Avons-nous un bon alignement des poteaux et de la filing clamp avec l’affuteuse?
Avons-nous trop de tension dans la scie ou est-elle trop endommager causant ainsi une mauvaise circulation de la scie sur les poteaux, l’affuteuse et la “filing clamp”
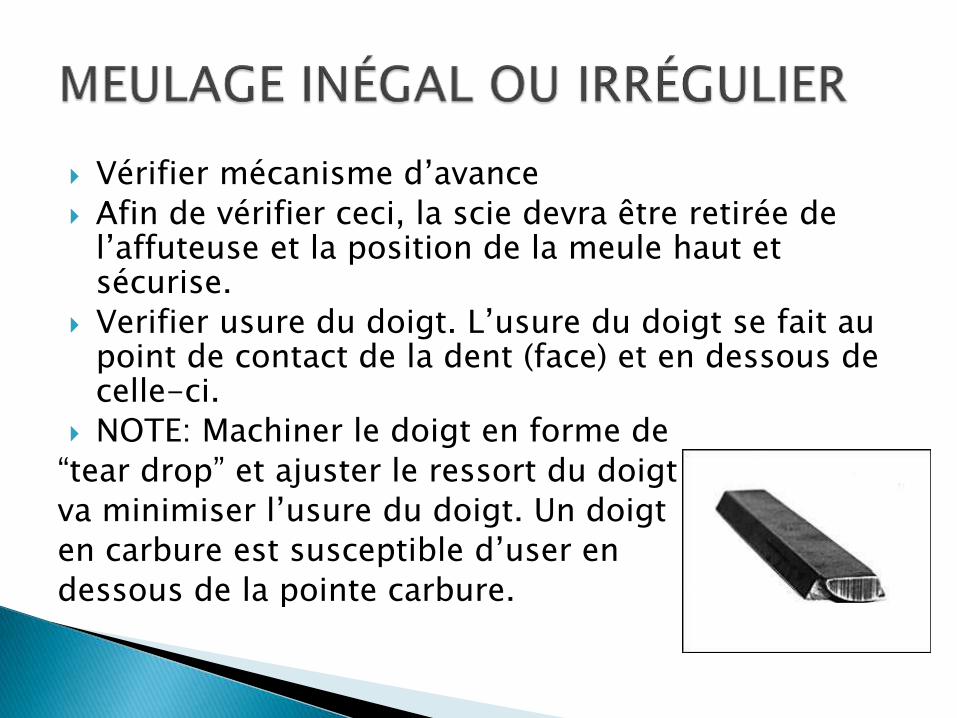
Vérifier mécanisme d’avance
Afin de vérifier ceci, la scie devra être retirée de l’affuteuse et la position de la meule haut et sécurise.
Verifier usure du doigt. L’usure du doigt se fait au point de contact de la dent (face) et en dessous de celle-ci.
NOTE: Machiner le doigt en forme de
“tear drop” et ajuster le ressort du doigt
va minimiser l’usure du doigt. Un doigt
en carbure est susceptible d’user en
dessous de la pointe carbure.
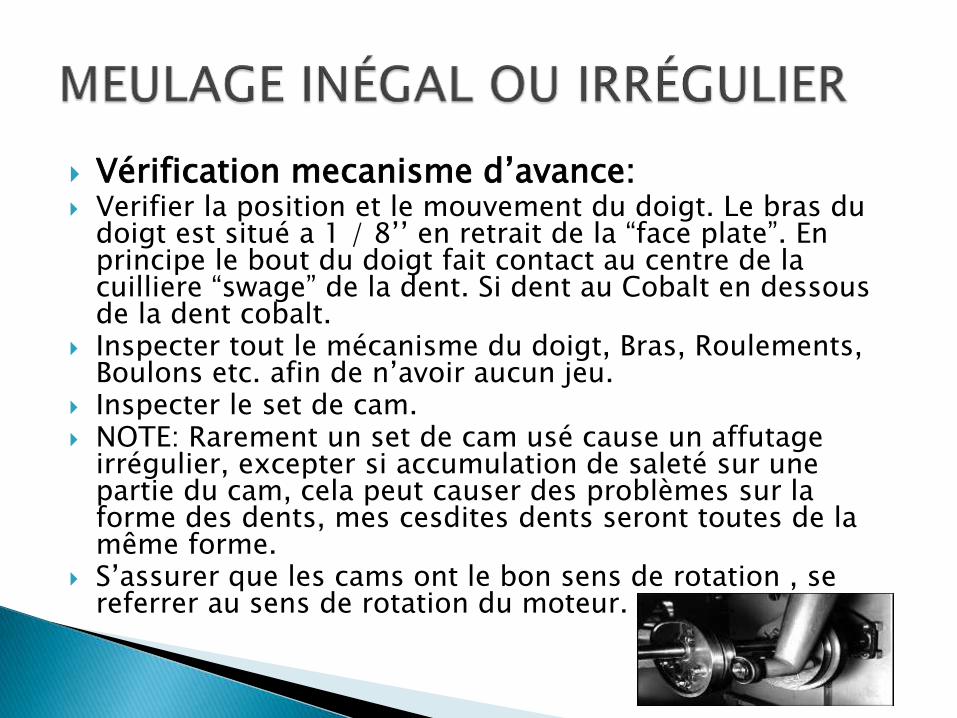
Vérification mecanisme d’avance: Verifier la position et le mouvement du doigt. Le bras du
doigt est situé a 1 / 8’’ en retrait de la “face plate”. En principe le bout du doigt fait contact au centre de la cuilliere “swage” de la dent. Si dent au Cobalt en dessous de la dent cobalt.
Inspecter tout le mécanisme du doigt, Bras, Roulements, Boulons etc. afin de n’avoir aucun jeu.
Inspecter le set de cam. NOTE: Rarement un set de cam usé cause un affutage
irrégulier, excepter si accumulation de saleté sur une partie du cam, cela peut causer des problèmes sur la forme des dents, mes cesdites dents seront toutes de la même forme.
S’assurer que les cams ont le bon sens de rotation , se referrer au sens de rotation du moteur.
Vérification mécaniste d’avance:
Verification rapide: Quand le doigt d’avance se retire afin de reprendre la dent suivante, son trajet est 3 plus rapide que lorsque ce dit doigt appuie sur la dent de scie.
Verifier temps d’avance de la scie.
Maximum 36 dents/ minutes
Recommander 30 dents / minutes
Pour scie plus longue ou fini plus doux, recommender 24 dents / minutes
Confirmer que la pointe du doigt appui chaque face de dent au même endroit dent après dent.
VERIFICATION RAPIDE: Utiliser un cadran indicateur a base magnétique, verifier (doigt) sans la scie sur la machine, refaire cet exercise mais avec la scie sans engager la tete / meule, puis refaire les étapes 1 et 2 mais en engageant le cam de la tete de meule, dans chaque cas la repetition du doigt devra etre en dessous de .002’’ ou .05mm.

VERIFIER MECANISME DE LA TETE: Les pièces a remplacer sur le pivot de la tête sont plus complexes que
d’autre système. Avant, s’assurer que les supports de scie et le système d’avance sont corrects avant de vérifier ce mécanisme de la tête.
Isoler le système de levage de la tête en retirant la scie de l’affuteuse tout en fermant l’interrupteur moteur de la meule. On recommande d’enlever la meule pour cette étape.
Inspecter ressorts du “rocker arm” (chaque mois)
Vérifier l’ajustement de la meule “pas coince” tige fileter avec gousset doit avoir lubrification journalière.
Vérifier le boulon d’ajustement de la meule afin d’avoir un mouvement facile, lubrifier chaque jour.
Inspect the suspender straps and coil springs on the rocker head
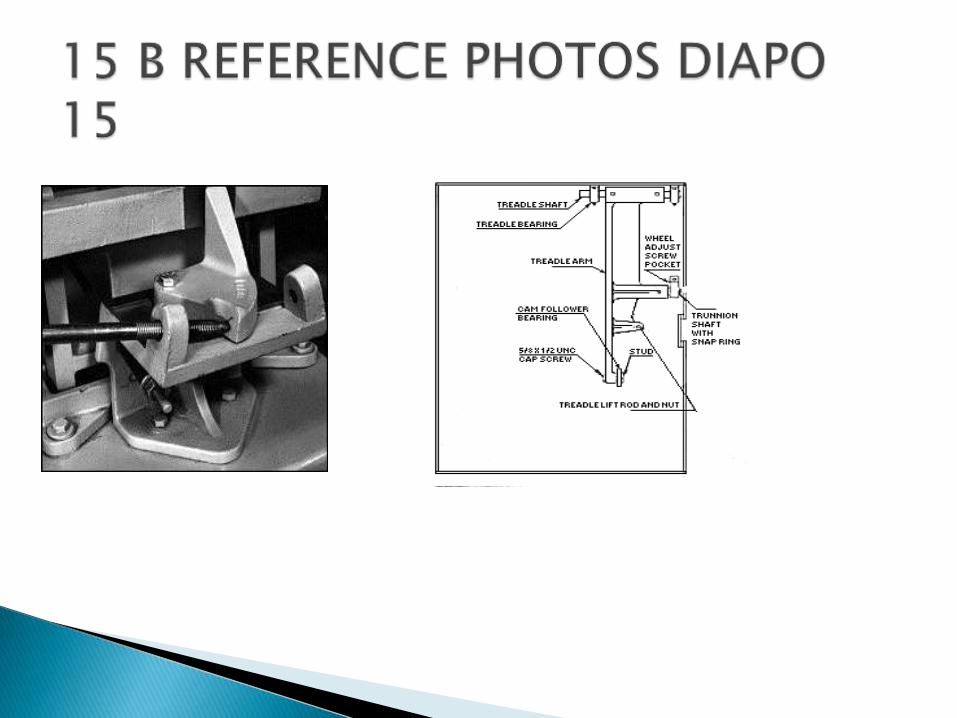
VÉRIFIER MÉCANISE LEVAGE DE LA TÊTE: Verifier levier ajustement de la tête. Le mécanisme de levage de la meule peut être désaxer du chariot graduer si le
ressort est trop faible ou même plier, reliant le boulon conique le le support du plateau.
La tige d’ajustement de la tête peut occasionner un troue dans le mécanisme, corriger en meulant la dite surface plat et recouvrir d’une plaque carbure.
Les filets de la tige peuvent être stripper ou inexistant, il est recommander de la remplacer ainsi que son support fileter.
Vérifier les boulons coniques Vérifier le dessous de la tête pas de jeu!! NOTE: la majorité des affuteuses Armstrong fabriquer avant 1980 ont un”rocker
Arm” couler en 1 pièce. Les pieds ou coussinets de ces “rocker arm” couler use contre le chariot du rocker arm formant ainsi un creux après quelques années spécialement sur “rocker arm” avec coussinet en “V”
Les nouveaux “rocker Arm” munit de coussinet acier sont interchangeables sur les vieilles machines. Le nouveau kit de pièces pour “rocker Arm” vous aides a rebâtir la machine comme neuve.
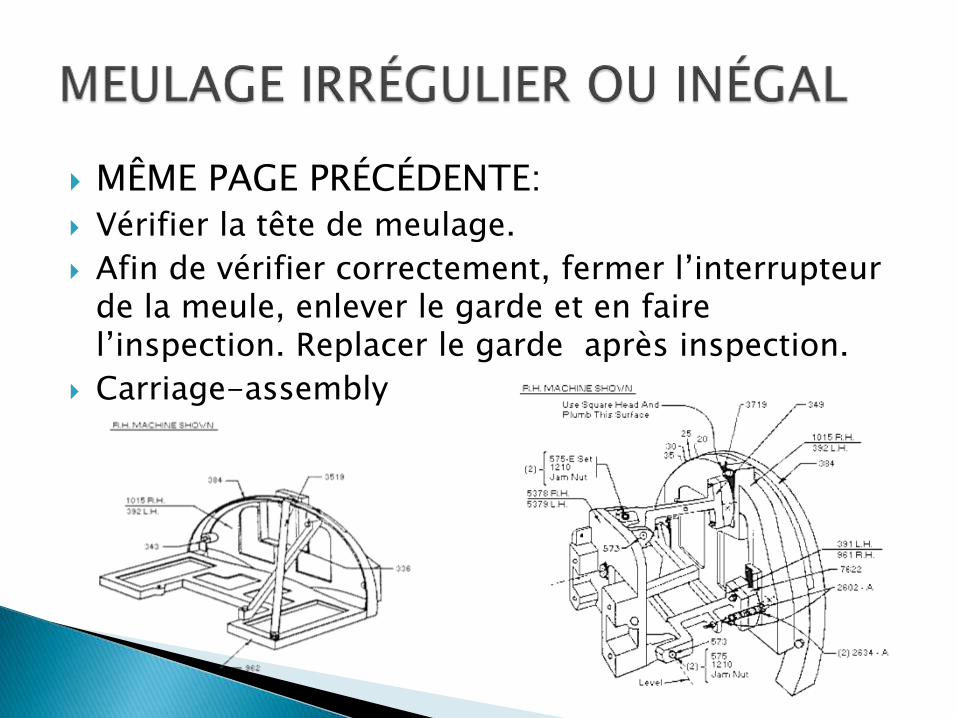
MÊME PAGE PRÉCÉDENTE:
Vérifier la tête de meulage.
Afin de vérifier correctement, fermer l’interrupteur de la meule, enlever le garde et en faire l’inspection. Replacer le garde après inspection.
Carriage-assembly
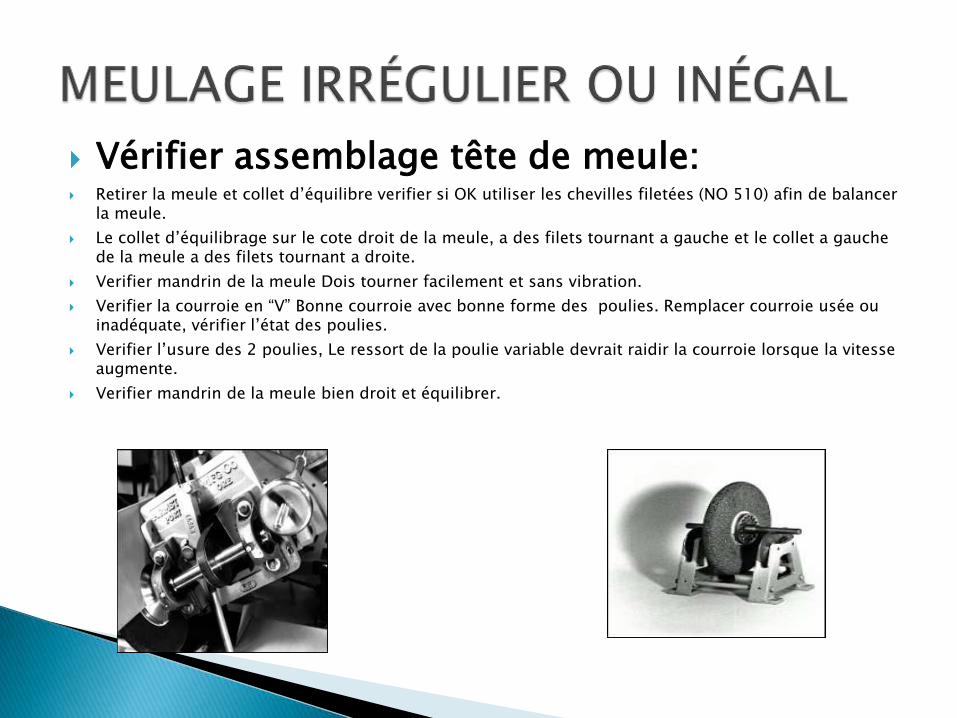
Vérifier assemblage tête de meule: Retirer la meule et collet d’équilibre verifier si OK utiliser les chevilles filetées (NO 510) afin de balancer
la meule.
Le collet d’équilibrage sur le cote droit de la meule, a des filets tournant a gauche et le collet a gauche de la meule a des filets tournant a droite.
Verifier mandrin de la meule Dois tourner facilement et sans vibration.
Verifier la courroie en “V” Bonne courroie avec bonne forme des poulies. Remplacer courroie usée ou inadéquate, vérifier l’état des poulies.
Verifier l’usure des 2 poulies, Le ressort de la poulie variable devrait raidir la courroie lorsque la vitesse augmente.
Verifier mandrin de la meule bien droit et équilibrer.
Afin de partir sur le bon pied, il faut absolument avoir une machine en
excellente condition.
Plusieurs raisons en dehors de l’affuteuse peuvent causer des craques, cependant, si vous avez des craques il est bon de revérifier l’affuteuse.
Verifier la vitesse de la meule, la plupart des meules sont fabriquées pour tourner environ 5500 “surface feet” / minute se referrer au fabricant de la meule.
Adapter le grit et la dureté de la meule selon le travail a exécuter.
Généralement un grit de 36-46 avec dureté moyenne est très populaire. Une
meule + dure garde sa forme plus longtemps et affute + de scie, cependant
cette dernière est plus susceptible de bruler fond de gorge donc +- craques.
N’hésitez pas de consulter votre fournisseur de meule locale qui vous aidera a faire le bon choix.
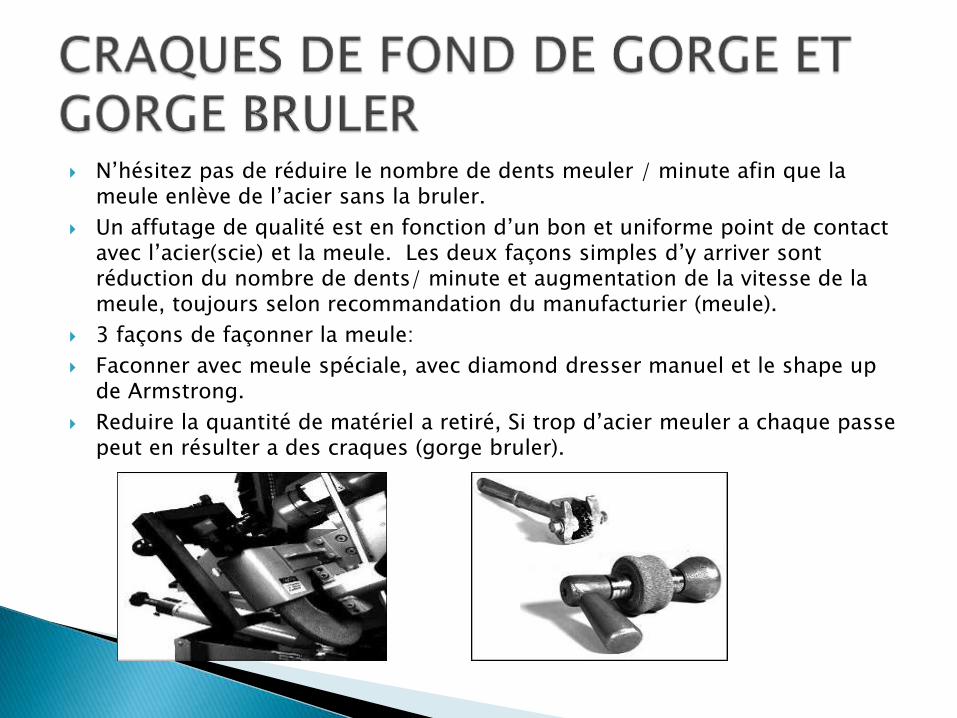
N’hésitez pas de réduire le nombre de dents meuler / minute afin que la meule enlève de l’acier sans la bruler.
Un affutage de qualité est en fonction d’un bon et uniforme point de contact avec l’acier(scie) et la meule. Les deux façons simples d’y arriver sont réduction du nombre de dents/ minute et augmentation de la vitesse de la meule, toujours selon recommandation du manufacturier (meule).
3 façons de façonner la meule:
Faconner avec meule spéciale, avec diamond dresser manuel et le shape up de Armstrong.
Reduire la quantité de matériel a retiré, Si trop d’acier meuler a chaque passe peut en résulter a des craques (gorge bruler).
laisser une affuteuse travailler sans retirer un minimum de matériel, va possiblement glacer les dents et la meule, ce qui en resultera en de possibles craques.
Verifier la descente de la meule dans les dents, les “cams” Armstrong sont fabriquer afin que la meule descends doucement dans la gorge de la dent, une descente trop rapide dans le fond de la gorge = possibilité craques.
Verifier l’était des “cams” et des roulements. Verifier si vibration. Les sources de vibrations sont, meule
non calibrer, mandrin non conforme, courroies user, mécanisme meule/moteur non conforme.
Vibration peut provenir de l’affuteuse ou même de l’extérieur.
Si coincement de la scie, vérifier tout le système de support de la scie.
Les vielles affuteuse # 4 sont plus susceptibles de perdre le “hook” / dent en relation avec usure de la meule.
S’assurer que le cote “hook” de la meule n’est pas façonner lorsque vous shaper la meule. Shaper la meule du côté “hook” de la meule en resulteras en la modification du “hook” de la dent.
Vérifier alignement et roulements de la meule.
La cause la plus fréquente a ce problème, est l’usure du “rocker arm” (sur #4 seulement) car le jeu de rotation est très court. Afin de ressourdre, ce problème Armstrong offre une nouvelle tête Lineaire.
Pay back excel
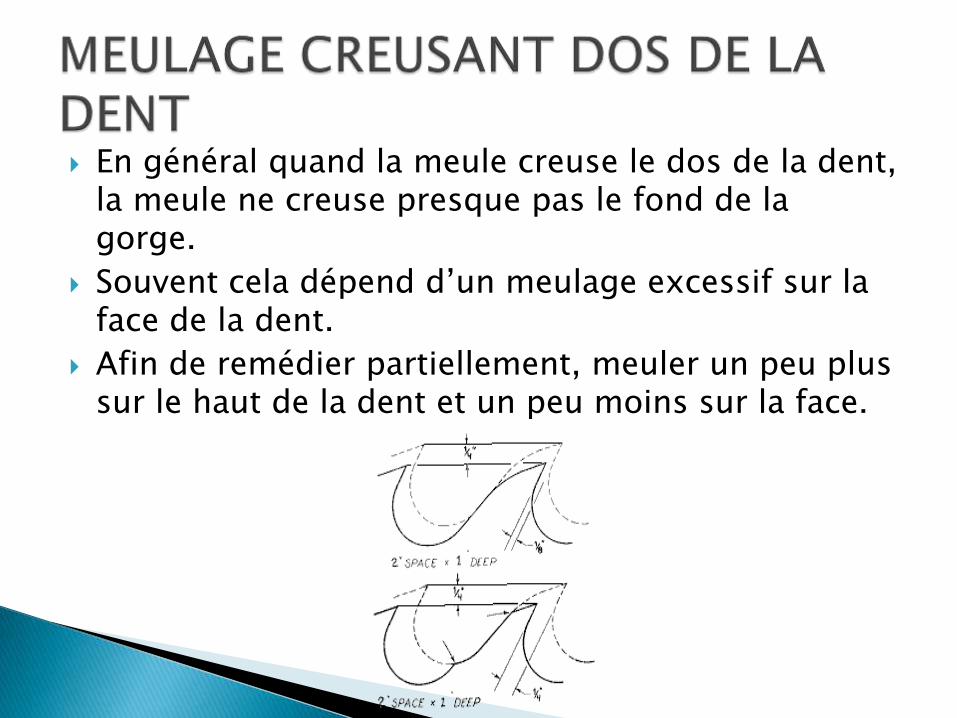
En général quand la meule creuse le dos de la dent, la meule ne creuse presque pas le fond de la gorge.
Souvent cela dépend d’un meulage excessif sur la face de la dent.
Afin de remédier partiellement, meuler un peu plus sur le haut de la dent et un peu moins sur la face.
Un meulage non d’équerre (out of square) des dents peut en résulter en une scie qui auras tendance a deviez.
2 façons de meuler des dents non d’équerre: Sur la face et/ou sur le dos Les 2 ne sont pas interreliés. Les dents peuvent être d’équerre
sur la face, mais pas sur le dos et vice versa. Une scie est meulée a l’équerre sur le dos de la dent si le centre
de la scie est directement centré avec la meule. NOTE: en essayant d’affuter 2 scies de différente épaisseur sur la
même affuteuse, cela peut causer affutage non d’équerre dos ou face.
Si vraiment nessecaire d’affuter 2 épaisseurs différentes, sur la même affuteuse, essayer de diviser la différence en deux, mais non conseiller d’avoir plus de 1 gauge de différence.
La scie sera meulée d’équerre sur la face de la dent, si le mandrin de la meule est parallèle a la scie.
- Le swage + shaper sont possiblement les outils les plus utilises dans une limerie, Les affuteurs savent très bien l’importance d’avoir des outils en bonne condition afin d’éviter les problèmes. Souvent la solution est de revenir a la base, bien sûr cela n’est pas toujours facile. Cependant revenir a la base pour l’ajustement de ces outils peut être très bénéfique. Ce guide est conçu pour vous aider a trouver les problèmes et les solutions qui s’offrent a vous.
- L’information contenue dans ce document est à titre indicatif seulement. Pour plus amples informations se referez au site de Armstrong ou leur brochure sur le sujet.
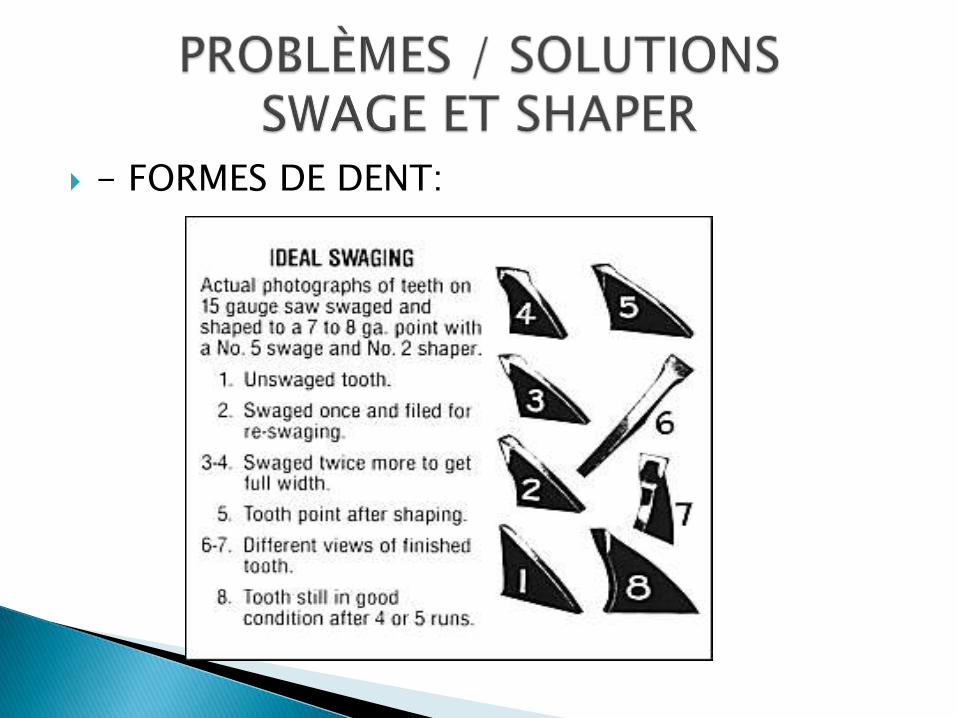
- FORMES DE DENT:
Ajuster le swage selon instructions initiales air ou manuel.
- Verifier alignement de l’affuteuse. - Suite au point 2 référer au “band saw
troubleshooting guide Armstrong” - Verifier l'etat du doigt et de la face plate. - Verifier hauteur de la scie ruban pas trop
haut. - NOTE: Environ la 1 / 2 des dents incliner
(bend) ou un swage inadequat / le résultat d’une affuteuse non centrer correctement.
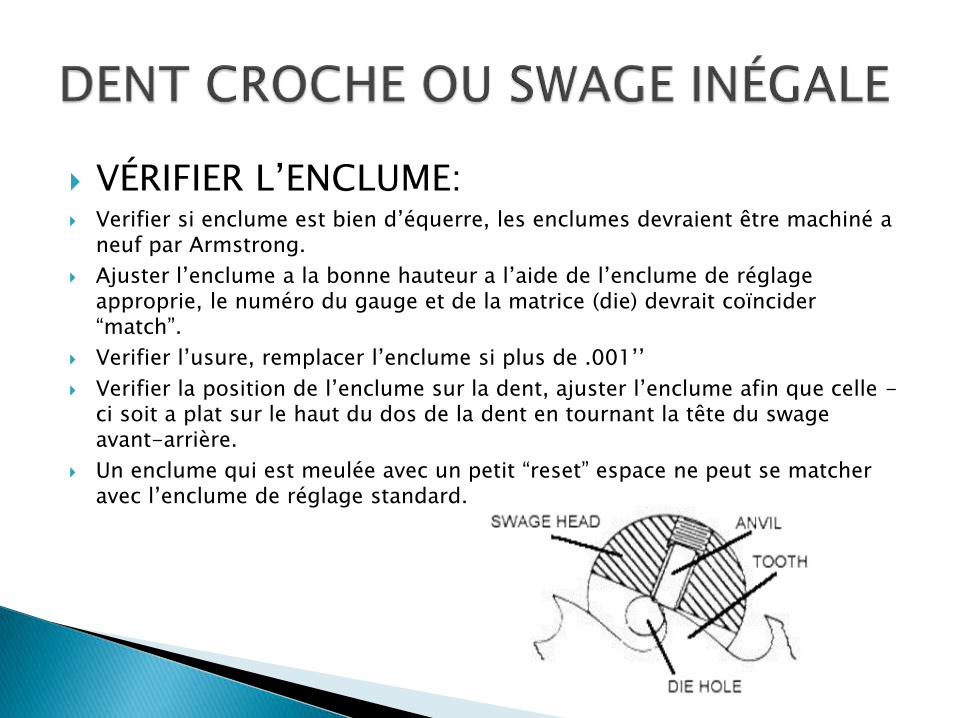
VÉRIFIER L’ENCLUME: Verifier si enclume est bien d’équerre, les enclumes devraient être machiné a
neuf par Armstrong.
Ajuster l’enclume a la bonne hauteur a l’aide de l’enclume de réglage approprie, le numéro du gauge et de la matrice (die) devrait coïncider “match”.
Verifier l’usure, remplacer l’enclume si plus de .001’’
Verifier la position de l’enclume sur la dent, ajuster l’enclume afin que celle -ci soit a plat sur le haut du dos de la dent en tournant la tête du swage avant-arrière.
Un enclume qui est meulée avec un petit “reset” espace ne peut se matcher avec l’enclume de réglage standard.
- VÉRIFIER VIS DE SERRAGES: Si les vis de serrages sont usées ou émousser, c’est temps de les
remplacer les 2. L’efficacité de serrage du swage, est moindre si les vis sont trop haut. Verifier l’usure générale du swage filet, etc.. Tenir les filets de vis de serrage et la tête de swage propre. Petit truc, si vous reussisez a faire un beigne avec vis de serrage les vis
sont OK (papier entre la scie et la vis légère pression et le beigne). Pour les scies de 20 gauge et moins, utiliser les vis #6234 et 1424 pour
swage #2 Armstrong. Verifier si il y a glissement des vis sur la scie, si oui c’est le temps de
changer les vis. NOTE: Une accumulation de saleté sur les vis de serrage peut provoquer
un glissement cela peut aussi crochir les dents. L’utilisation de vis de serrage en carbure donne de meilleurs résultats. Appliquer un serrage égal.
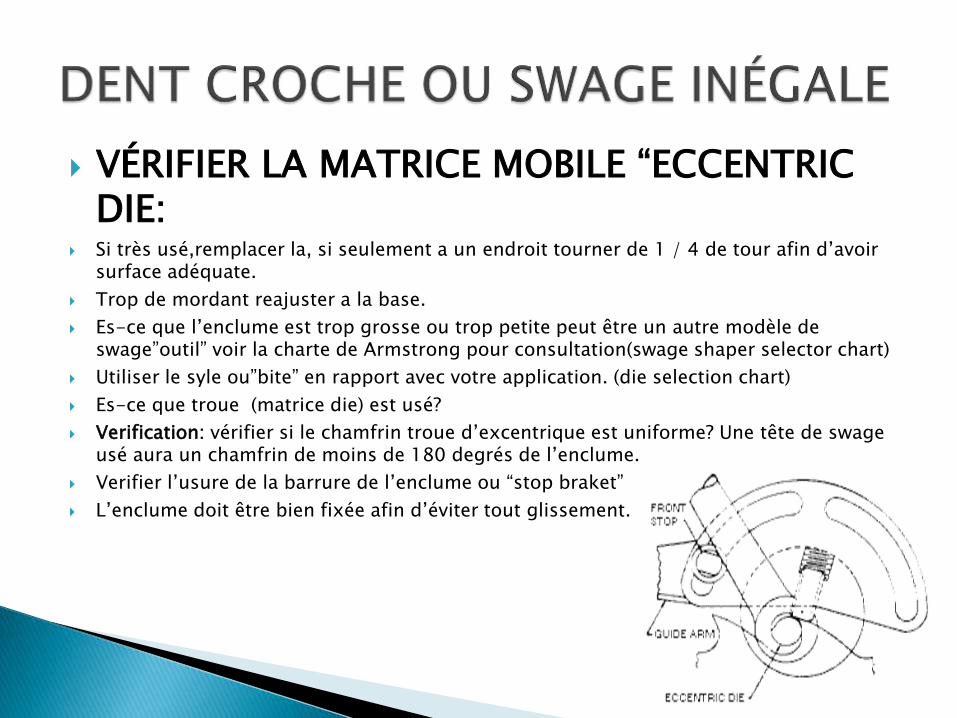
VÉRIFIER LA MATRICE MOBILE “ECCENTRIC DIE:
Si très usé,remplacer la, si seulement a un endroit tourner de 1 / 4 de tour afin d’avoir surface adéquate.
Trop de mordant reajuster a la base.
Es-ce que l’enclume est trop grosse ou trop petite peut être un autre modèle de swage”outil” voir la charte de Armstrong pour consultation(swage shaper selector chart)
Utiliser le syle ou”bite” en rapport avec votre application. (die selection chart)
Es-ce que troue (matrice die) est usé?
Verification: vérifier si le chamfrin troue d’excentrique est uniforme? Une tête de swage usé aura un chamfrin de moins de 180 degrés de l’enclume.
Verifier l’usure de la barrure de l’enclume ou “stop braket”
L’enclume doit être bien fixée afin d’éviter tout glissement.
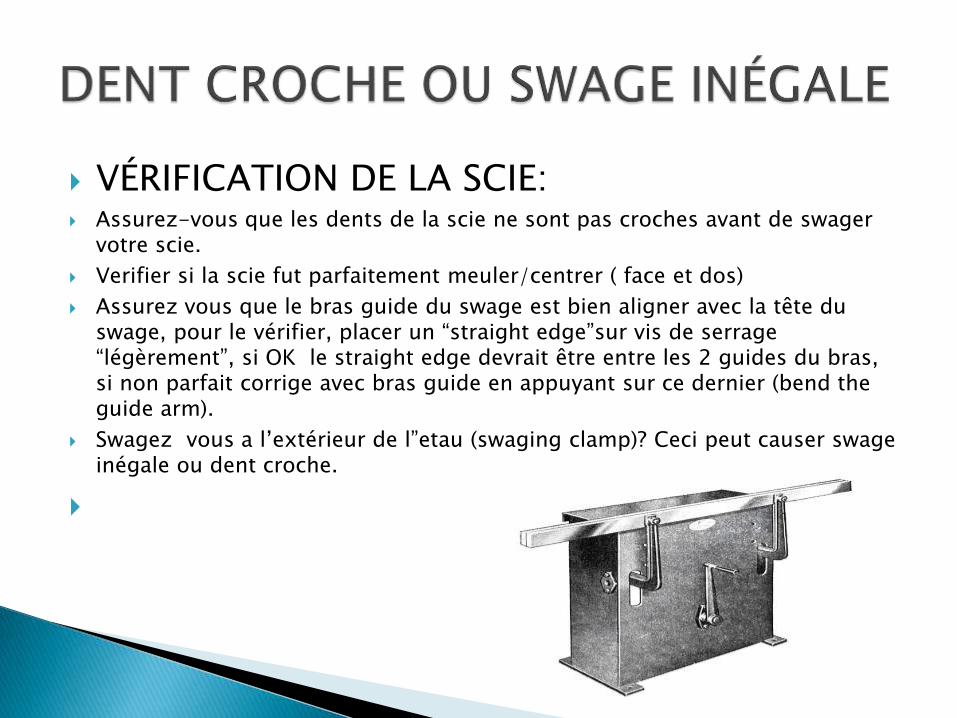
VÉRIFICATION DE LA SCIE: Assurez-vous que les dents de la scie ne sont pas croches avant de swager
votre scie.
Verifier si la scie fut parfaitement meuler/centrer ( face et dos)
Assurez vous que le bras guide du swage est bien aligner avec la tête du swage, pour le vérifier, placer un “straight edge”sur vis de serrage “légèrement”, si OK le straight edge devrait être entre les 2 guides du bras, si non parfait corrige avec bras guide en appuyant sur ce dernier (bend the guide arm).
Swagez vous a l’extérieur de l”etau (swaging clamp)? Ceci peut causer swage inégale ou dent croche.
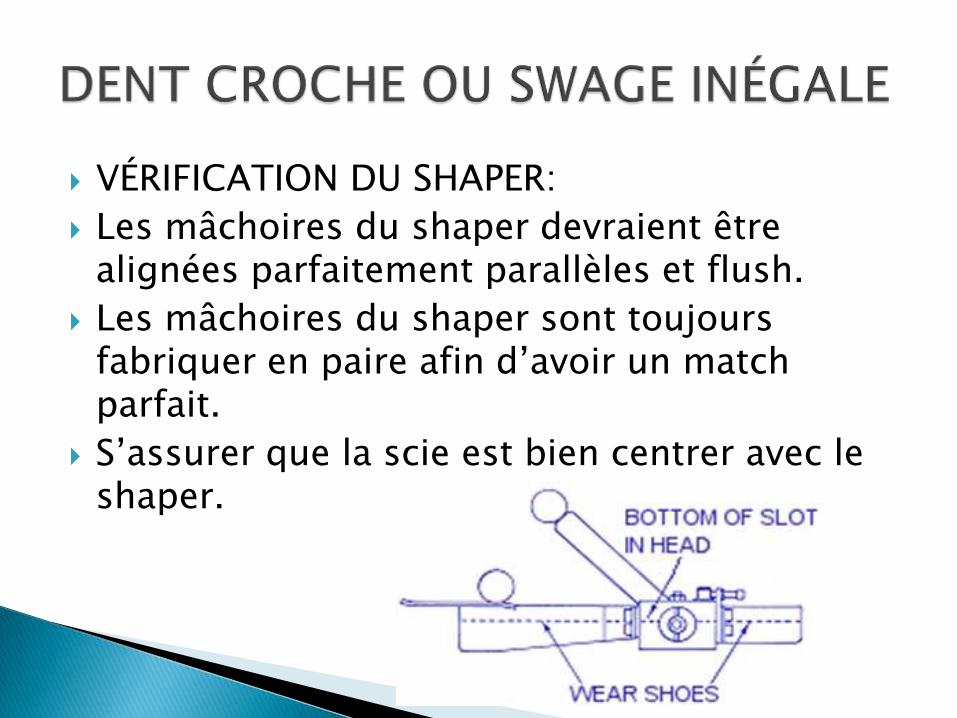
VÉRIFICATION DU SHAPER:
Les mâchoires du shaper devraient être alignées parfaitement parallèles et flush.
Les mâchoires du shaper sont toujours fabriquer en paire afin d’avoir un match parfait.
S’assurer que la scie est bien centrer avec le shaper.
VÉRIFIER AJUSTEMENT MATRICE “DIE” Si vous avez trop de mordant, reajuster le “back stop” Si vous avez peu d’acier sur la pointe de la dent, votre swage
compresse très peu de métal a la fin du mouvement, réajuster le stopper frontal a 1 / 16’’ avant que le “die’ matrice touche l’enclume.
Si trop de mordant(acier) peut être changé la matrice “die” voir charte Armstrong.
Votre die est-il adéquat pour votre application? Avez-vous le bon outil versus l’épaisseur de la scie et le chemin
“kerf” desirer? Habituellement un swage ne devrait pas dépasser 7 gauge de
plus que l’épaisseur de la scie. Également il est recommander de ne pas dépasser plus de 5 gauge par action ou passse
Un mauvaise usure du “die” peut couper la face de la dent en 2 resultant en un swage inégal, remplacer le “die”.
VÉRIFIER L’ENCLUME: Verifier si usure ou fissurer Assurez-vous que c’est parfaitement carré sur dos de la
dent. POINTS À SURVEILLER: - Lubrification suffisante sur face de la dent. - Ne pas swager trop rapidement (trop chaleur). - Vérifier si la pointe de la dent n’est pas brulée après
meulage. - Assurez-vous de ne pas heurter les pointes de dent
lorsque vous passez d’une dent a l’autre. - S’assurer que les vis de serrages ne font pas de marques
sur la partie swager de vos dents. - Vérifier les mâchoires du shaper et le “tooth stopper”. - Utiliser la bonne pression air pour swage air 65-80 LBS
REGLER LE SWAGE SELON INSTRUCTIONS: - Souvent on attend trop longtemps avant de swager, il
est préférable de swager + souvent, mais peu à la fois. Armstrong recommande “light swaging is better”
VÉRIFICATION DU “DIE’: - Utiliser le bon “die” matrice. - Avez-vous les bons outils pour votre application. - Si vous n’avez pas assez de mordant”acier” ajuster le
stop arrière. - Régler le stopper frontale 1 / 16’’ avant que le “die”
touche a l’enclume. - Vérifier les supports latéraux du “die” peut causer
mouvement gauche-droite.
VÉRIFIER L’ENCLUME: - Regler l’enclume avec l’enclume de réglage. - Remplacer enclume user ou endommager. - Votre outil est-il regler pour un maximum de
“kerf” - RÉGLAGE DE L’ENCLUME POUR MAX DE KERF: - Ajuster l’enclume avec enclume de réglage. - Régler l’enclume 1 / 4 de tour de la vis
du”die”. - Réajuster de 1 / 16 le levier frontal avant
contact de l’enclume.
VÉRIFIER VIS DE SERRAGES:
- Si user les remplacer.
- Vous avez signe de glissement, Verifier les marques que les vis de serrages font sur la scie, si les marques ne sont pas claires et précises c’est le temps des remplacé.
Le swage standard est conçu pour swager dent de 44-45 degrés. Le réglage de base des outils s’applique également ici.
Une dent “high back” requier la rotation de la tête du swage dans le bras guide, afin que celle-ci appui sur le dos de la dent. Ceci provoque que les vis de serrages toucheront le swage de la dent ( quand la gorge est plus profonde de 40% la capacité totale de la gorge) Pour compenser commander enclume a -5 degree d’angle “bevel”.
NOTE: L’enclume de réglage ne peut être utilisée avec enclume avec angle “bevel”.
Ajuster l’enclume vers l’avant de 1 / 16’’ de plus que standard. Tourner l’eccentric die vers l’avant jusqu’au stopper. Régler l’enclume afin à peine toucher le “die” Réajuster le stop frontal a 1 / 16’’ avant le contact du “die’
Assurez-vous que votre poste de travail du swage n’est pas trop haut.
Lorsque vous swagez assurez-vous d’être confortable au-dessus de la scie afin que l’action de swager ne vous déséquilibre pas d’un côté ou l’autre.
Ne remplacez pas une seul vis de serrage, remplacez les deux, remplacer l’enclume si user et tourner le “die”
Garder votre swage propre et en bon état de fonctionnement.
Si possible, utilisez les vis de serrages, l’enclume, et le “die” en carbure. Leur durée de vie est supérieure et cela coute moins cher a long terme.
Surveiller l’usure et les ajustements puis remplacer les pièces usées ou brisées immédiatement.
LONG BITE DIE: Produit un kerf plus petit plus sujet a causer des dents émiettes ou fissurer.
SHORT BITE DIE: Le plus populaire dans la plupart des conditions.
EXTRA SHORT BITE DIE: le plus agressif procurant le plus important kerf mais + possibilité de stresser l’acier donc risque de dent émietter ou fendiller.