-
Moulage des composites par procds R-RIM et S-RIM
par Simon CHOUMERDocteur-ingnieur en gnie chimiqueDirecteur du
dpartement Pices de Carrosserie, socit Hutchinson
et Chantal NIVERTIngnieur de lcole suprieure de chimie organique
et minrale (ESCOM),docteur en sciencesDirecteur dtablissement,
dpartement Pices de Carrosserie, socit Hutchinson
1. Systmes ractifs
....................................................................................
AM 5 250 - 31.1 Polyurthannes
............................................................................................
31.2
Polyures......................................................................................................
31.3 Polyurthannes-ures
.................................................................................
41.4
Polyisocyanurates........................................................................................
41.5 Rsines poxydes
........................................................................................
41.6
Polyesters-urthannes.................................................................................
51.7 Acrylamates
.................................................................................................
51.8 Polyamides modifis de type 6
..................................................................
5
2. Renforts et charges
.................................................................................
52.1 Renforts et charges incorpors aux mlanges de base
(R-RIM).............. 52.2 Renforts disposs dans le moule avant
injection du polymre (S-RIM) . 7
3. Proprits compares
.............................................................................
7
4. Matriel
utilis..........................................................................................
84.1 Machines
......................................................................................................
84.2
Moule............................................................................................................
94.3 Presses
porte-moules..................................................................................
9
5. Mise en uvre des procds
................................................................
10Toute reproduction sans autorisation du Centre franais
dexploitation du droit de copie est strictement interdite.
Techniques de lIngnieur, trait Plastiques et Composites AM 5 250
1
es polymres rsultant dune polycondensation ont fait lobjet
dtudesnombreuses, mais lune des dcouvertes les plus importantes est
sans
aucun doute la synthse des polyurthannes par Otto Bayer en
1937.Les polyurthannes, qui rsultent de la raction dun diisocyanate
sur un com-
pos bifonctionnel hydrogne mobile, peuvent ragir plus ou moins
rapide-ment en fonction des produits de base et des quantits de
catalyseurs utiliss.
Ces matriaux ont tout dabord t mis en uvre sur des machines qui
per-mettaient le dosage des deux composants introduits sparment
dans une ttede mlange munie dun agitateur. Cela impliquait, au dbut
des annes 1950,que les produits passent par le corps des pompes,
puis une fois la coule termi-
5.1 Cycle de moulage
R-RIM.............................................................................
105.2 Cycle de moulage
S-RIM.............................................................................
10
6. Principales applications. Marchs et perspectives
........................ 106.1 Automobile et transports
............................................................................
106.2 Autres
marchs............................................................................................
11
Pour en savoir plus
...........................................................................................
Doc. AM 5 250
L
-
MOULAGE DES COMPOSITES PAR PROCDS R-RIM ET S-RIM
__________________________________________________________________________________
Toute reproduction sans autorisation du Centre franais dAM 5 250
2 Techniques de lIngnieur, tra
ne, que loprateur effectue un nettoyage ou un rinage de la tte
de mlange laide dun solvant.
Aux environs de 1970 sont parues les premires publications
dcrivant desttes de mlange dites haute pression pour la mise en
uvre de polyur-thannes. Leur principal avantage tait la suppression
du nettoyage de la tte demlange aprs la coule, do leur nom de ttes
autonettoyantes.
Les tudes ont principalement t menes en Rpublique fdrale
dAllema-gne. Le dveloppement du procd RIM ( reaction injection
molding ) utilisantce type de tte de mlange a connu un essor
industriel important partir dumilieu des annes 1970. Comme son nom
lindique, il sagit dun procd dinjec-tion dans un moule en mme temps
que se produit la raction chimique.
Tout polymre rsultant de la polycondensation dlments liquides ou
facile-ment liqufiables peut tre transform par le procd RIM qui
fait lobjet dunarticle spcialis [A 3 746] dans la rubrique
Plasturgie du prsent trait.
ces polymres peuvent tre ajoutes des charges renforantes ou non,
detaille compatible avec le procd que lon appelle alors R-RIM (
reinforcedRIM ), cest--dire des charges pouvant passer par les
injecteurs des ttes demlange.
Il est galement possible de renforcer les pices laide de fibres
longues uni-directionnelles tisses ou distribution alatoire, en
positionnant au pralableces renforts dans le moule avant linjection
du polymre (S-RIM : structuralRIM ).
Les polyurthannes sont les polymres les plus utiliss
industriellement dansles procds R-RIM et S-RIM. On assiste leur
remplacement progressif par despolyures ou dautres polymres qui
devraient permettre au procd RIM desatisfaire pleinement les
besoins des industriels, et plus particulirement desconstructeurs
automobiles europens, pour la ralisation de pices de carrosse-rie
peintes, cela dans le cadre dune production rellement industrielle
et auto-matisable.
Le rapport qualit/prix de ces nouveaux matriaux pour RIM est
prometteur.De larges possibilits sont offertes aux matriaux
polymrisables partir dedeux constituants liquides, susceptibles
dtre chargs laide de fibres vg-tales ou minrales.
Outre les polyures, il faut noter le dveloppement dautres
matriaux tels queles polydicyclopentadines, les polyesters ou
dautres venir.
On peut galement envisager llaboration de nouveaux polymres par
inter-pntration simultane de rseaux ou SIN ( simultaneous
interpenetrationnetworks ). Le degr dinterpntration sera alors
fonction de la compatibilitentre les polymres [1] [2].
Ces types de produits sont encore assez peu utiliss dans leRIM
et nous allons nous intresser plus particulirement aux grpolymres
transforms industriellement, avec les renforts et cis les plus
utiliss.
Ensuite nous dcrirons le matriel ncessaire pour mettre enRIM
:
machine pour doser et injecter les constituants ractifs ; moule
qui donne sa forme la pice raliser ; presse porte-moule ;
puis nous prciserons le mode opratoire et les performanR-RIM et
S-RIM compars dautres mthodes concurrentes.
Pour terminer, nous en donnerons les principales
applicafutures.exploitation du droit de copie est strictement
interdite.it Plastiques et Composites
uvre le procd
ces des procds
tions actuelles et cadre du procdandes familles deles charges
asso-
-
__________________________________________________________________________________
MOULAGE DES COMPOSITES PAR PROCDS R-RIM ET S-RIM
1. Systmes ractifs
1.1 Polyurthannes
Les polyurthannes [AM 3 425] constituent la famille la plus
utili-se dans les procds RIM.
Un urthanne est obtenu par addition dun alcool sur un
isocya-nate suivant la raction (processus ionique) :
En pratique, les mlanges utiliss, traditionnellement
appelsconstituants A et B, ont la composition type suivante :
A : diisocyanate
B : polyol + rticulant : diol chanes courtes
1.1.1 Diisocyanates
Le principal diisocyanate utilis avec le procd RIM est le
4,4-diphnylmthane diisocyanate ou MDI. Il peut tre utilis sousforme
:
polymrise : fonctionnalit de 2,1 2,7 ; prpolymre : produit de
raction dun diisocyanate sur un
compos hydrogne mobile ; modifie par des groupes
carbodiimides.
Cette modification conduit llaboration dun polymre
ramifi(branch), ce qui amliore la tenue thermique du
polyurthanneobtenu.
Dautres diisocyanates ou drivs de diisocyanates tels que le
2,4-toluylne diisocyanate (2,4-TDI) pur ou en mlange avec le
2,6-toluylne diisocyanate (2,6-TDI), lhexamthylne diisocyanate
1.1.3 Rticulants chanes courtes
Les rticulants forment des segments rigides aprs raction avecles
isocyanates.
Les diols les plus utiliss dans ce but sont :
le butanediol-1,4 ; lthylneglycol ; le dithylneglycol.
1.1.4 Catalyseurs
Ils sont utiliss pour acclrer la vitesse de raction et sont
gn-ralement de deux types :
un catalyseur amin pour initialiser la polymrisation ; un
catalyseur organomtallique pour acclrer le processus
de durcissement.
1.1.5 Agents dexpansion
Leur rle est daider le mlange se rpartir dans le moule, sanspour
cela abaisser considrablement la densit du matriau final.
Le plus rpandu est le trichlorofluoromthane
(tempraturedbullition : 24 C).
1.1.6 Tensioactifs
Ils sont utiliss la fois comme rgulateurs de cellules et
commeaides lcoulement de la matire dans le moule. Ce sont
essentiel-lement des silicones.
1.1.7 Eau
Leau est la fois un agent dexpansion et un promoteur de
seg-ments rigides qui ragit sur lisocyanate suivant le schma :
ROH + R'NCO R'NHCOOR
+ catalyseur
+ agent d expansion
+ tensioactifs
+ eau
+ pigments suivant le
type de
formulation.
R N C O + H2O R N C OToute reproduction sans autorisation du
Centre franais dexploitation du droit de copie est strictement
interdite. Techniques de lIngnieur, trait Plastiques et Composites
AM 5 250 3
(HDI) ou le 3,3-dimthyldiphnyl-4,4-diisocyanate (TODI),
parexemple, peuvent tre utiliss pour fabriquer des
polyurthannes.
1.1.2 Polyols
Ils servent llaboration des segments souples et longs
prsentsdans le polyurthanne final.
Polyols chane polytherCes polyols sont gnralement obtenus partir
doxyde de propy-
lne ou doxyde dthylne.
Ils peuvent tre linaires difonctionnels ou polyfonctionnels,
ouramifis (branchs), suivant linitiateur de chane utilis [par
exem-ple trifonctionnels avec la glycrine (propanetriol) et
hexafonction-nels avec le sorbitol].
Polyols chane polyesterCes polyols sont obtenus par raction de
diols en excs sur des
acides dicarboxyliques.
Comme dans le cas des polythers, il est possible dobtenir
desproduits rticuls rsultant de lutilisation de triols par
exemple.
1.1.8 Pigments
Ceux-ci sont gnralement empts dans les polyols.
Leur influence sur la cintique de la raction est non
ngligeable.
1.2 Polyures
Lure est obtenu par addition dune amine sur un isocyanate
sui-vant la raction :
H OHacide carbamique instable
RNH2 + CO2
-
MOULAGE DES COMPOSITES PAR PROCDS R-RIM ET S-RIM
__________________________________________________________________________________
Toute reproduction sans autorisation du Centre franais dAM 5 250
4 Techniques de lIngnieur, tra
En pratique, les mlanges utiliss, appels galement consti-tuants
A et B, ont pour composition type :
A : diisocyanate
B : polyamines + rticulant : amine chanes courtes
La cintique de raction des amines primaires avec les
isocyana-tes est beaucoup plus rapide que celle de la raction des
alcoolsavec les isocyanates dans le cas des polyurthannes. Cela
permetdviter lutilisation de catalyseurs qui peuvent avoir des
effetssecondaires ngatifs sur les produits finaux (coloration,
oxydation).
1.3 Polyurthannes-ures
Nous avons prcdemment examin la formation des polyur-thannes (
partir dun polyol de masse molaire moyenne crant dessegments
souples et longs, et dun diol chane courte crant dessegments
rigides) et la formation des polyures ( partir de polya-mines de
masse molaire moyenne crant des segments souples etlongs et de
diamines chane courte crant des segments rigides).
Dans le premier cas, les ractions ncessitent lutilisation de
cata-lyseurs pour obtenir des cintiques compatibles avec les
procdsR-RIM et S-RIM, alors que, dans le second cas, la raction est
parnature suffisamment rapide.
La combinaison de ces deux familles de polymres a donn
nais-sance aux polyurthannes-ures pour lesquels la composition
duconstituant B peut tre :
soit un mlange polyol + diamine chane courte ; soit un mlange
polyol + diamine chane courte
+ diol chane courte.
Dans les deux cas, le constituant A est un diisocyanate.
1.4 Polyisocyanurates
Les isocyanurates rsultent de la trimrisation de
diisocyanates(figure 1). Les groupements isocyanates libres sont en
mesure deragir avec des composs hydrogne mobile.
La formulation seffectue de la mme faon que pour un
polyur-thanne et la chane longue peut tre amene soit par un polyol
chane ther, soit par un polyol chane ester contenant ou non
desnoyaux aromatiques.
La prsence dun catalyseur savre ncessaire pour que lavitesse de
raction soit compatible avec les procds R-RIM et S-RIM.
Ces polymres peuvent tre utiliss sous forme compacte ouexpanse.
Dans ce dernier cas, lagent dexpansion le plus couram-ment utilis
aujourdhui est le trichlorofluoromthane.
1.5 Rsines poxydes
Les rsines poxydes [A 3 465] les plus courantes sont obtenuespar
polyaddition entre le bisphnol A, lpichlorhydrine et la soude.
+ pigments
+ tensioactifs suivant le type
de formulation.
Figure 1 Trimrisation de diisocyanates et obtention des
polyisocyanurat
Poln J
OCN NCO OCN NCO
NCO
3+ catalyseur
O
O
O
N
N
NN
N
N
Diisocyanate IsocyanurateI
3 I+ catalyseur
OCN
OCN
OO
N
N
NN
N
N
O
NN
O
TriisocyanurateJexploitation du droit de copie est strictement
interdite.it Plastiques et Composites
es
yisocyanurate
NCO
ON
N
N
N
NCO
NCO
OO
N
N
NN
N
N
O O
NCO
OO
N
N
NN
N
N
O
-
__________________________________________________________________________________
MOULAGE DES COMPOSITES PAR PROCDS R-RIM ET S-RIM
Les durcisseurs sont gnralement des amines primaires
etsecondaires, des anhydrides dacide ou des drivs de guanidine,
qui provoquent la rupture du cycle poxyde de la rsine.
Certains adjuvants sont utiliss pour faciliter la mise en uvre
ouplastifier le polymre obtenu.
1.6 Polyesters-urthannes
Nous avons vu au paragraphe 1.1.2 quil est possible de
fabriquer,par raction de diacides et de diols, des polyols chane
polyesterinsature de diffrents degrs dinsaturation, qui pourront
ragircomme dans le cas de polyesters classiques avec du styrne
mono-mre en prsence de catalyseurs.
Pour les procds R-RIM et S-RIM, les deux constituants
ractifspourront avoir la composition suivante :
A : diisocyanate+ styrne monomre+ peroxyde de benzoyle+
absorbeur deau (ventuellement) ;
B : polyester-glycol+ styrne+ dithylaniline+ catalyseur
(ventuellement).
1.8 Polyamides modifis de type 6
La molcule de base pour llaboration de polyamide [A 3 360]
estl-caprolactame, de formule :
Le constituant A utiliser pour les procds R-RIM et S-RIM est
unprpolymre de l-caprolactame.
Le constituant B est de l-caprolactame avec un catalyseur.
Lastructure du polymre obtenu est diffrente selon le
catalyseurutilis :
NaH 60 % de puret conduit un copolymre altern de type (figure 3
a) ;
du bromure de caprolactame-magnsium conduit unpolymre bloc
squenc de type (figure 3 b).
2. Renforts et charges
Deux types de renforts et de charges, associs aux matrices
orga-niques prcdemment dcrites ( 1), peuvent tre utiliss :
les renforts et charges minrales de faible dimension, pouvanttre
incorpors dans les mlanges de base et injects par linterm-
Figure 2 Structure chimique des acrylamates
CH3 CH3
H2C C
C
C CO O
O
CH CH2
C
C
O
OCH3
O CH CH2OH
H
H
n
groupe mthacrylate groupe fumarate avec n < 4
CC
O
O
C NH
(CH2)5
ABABAB
AB( ) x AToute reproduction sans autorisation du Centre franais
dexploitation du droit de copie est strictement interdite.
Techniques de lIngnieur, trait Plastiques et Composites AM 5 250
5
1.7 Acrylamates
Les rsines de base sont obtenues partir dacide
mthacrylique,doxyde de propylne et danhydride malique, avec
isomrisationconduisant un fumarate (figure 2).
Loriginalit de ces produits de base consiste en leur possibilit
deragir non seulement par polyaddition sur des fonctions
isocyana-tes grce leur fonction alcool, mais encore en prsence de
cataly-seur de type peroxyde, dobtenir une rticulation grce aux
doublesliaisons des groupes fumarates et acrylates.
Dans le cas dun polyester insatur, on ajoute un diluant ractif
telque le styrne. Les mlanges pour les procds R-RIM et S-RIM
sontdonc :
constituant A : diisocyanate + peroxyde ;
constituant B : acrylesterol + catalyseur.
diaire des ttes de mlange fixes sur les moules ( 2.1). Cest le
R-RIM (reinforced reaction injection molding) ;
les renforts pralablement positionns dans le moule et
surlesquels on procde linjection des constituants ractifs. Il
sagitessentiellement de tissus de verre ou de carbone par exemple,
oude mats de verre, prforms ou non, qui sont obtenus par
distribu-tion alatoire de fils de verre ( 2.2). Cest le S-RIM
(structural reac-tion injection molding).
2.1 Renforts et charges incorpors aux mlanges de base
(R-RIM)
2.1.1 Renforts de verre
Fibres de verreCe sont les renforts le plus largement utiliss
dans les matrices
polyurthannes.
Des fibres de verre broyes, de diamtre 14 17 m et de lon-gueur
moyenne 0,1 0,2 mm, sont utilises industriellement depuisle dbut
des annes 1980. Ces fibres peuvent tre traites de faon
-
MOULAGE DES COMPOSITES PAR PROCDS R-RIM ET S-RIM
__________________________________________________________________________________
Toute reproduction sans autorisation du Centre franais dAM 5 250
6 Techniques de lIngnieur, tra
tre lies chimiquement avec la matrice organique. Pour crercette
liaison, on utilise principalement des aminosilanes ou
despoxysilanes.
Ces types de fibres sont utiliss des taux pouvant atteindre 20
25 % en masse du matriau final. Gnralement, les fibres les
pluscourtes prsentent une meilleure aptitude lcoulement et
sontincorpores plus facilement dans les liquides.
Fibres de verre broyes et tamisesLutilisation de fibres de verre
conduit bien videmment des
matriaux anisotropes, leur rapport longueur/diamtre variant de20
000 50 000.
Lanisotropie des pices produites peut aussi tre influence parla
position du point dinjection sur les pices qui
dtermineralorientation des flux de matire dans le moule.
Les charges lamellaires apportent une diminution de
lanisotro-pie. Les variations des proprits dans la pice sont donc
moinsimportantes quavec les fibres de verre.
Figure 3 Diffrentes structures chimiques des polyamides modifis
de ty
OCN NCO + 2 - caprolactame HN
O
CPrpolymrecontenant des chanesissues de polypropylneglycolou de
polybutadineglycol
N N
OO
C
O
CNH HNC
O
C
O
NH HN NH (CH2)5C
O
C
O
C
N Na+O
C
N
O
C
n
B : bloc lastomre A : bloc polyamideacyllactame
- caprolactame
Prpolymre polyestriamide
N NH NH
OO
C RC
O
C
O
RC
O
CO
O
CO(CH2)5 (CH2)5
O
C N
O
C
+ y HN
O
Cx
+ catalyseur
x HO OH + (x + 1) N N
OO
C
O
CRC
O
C+ catalyseur
bis - acyllactamepolyol
N NH
OO
C C(CH2)5 NH NH
O
RC
O
CO
O
C(CH2)5 (CH2)5
O
C N
O
C
x
ba c d
B : bloc lastomreA : bloc polyamide
NH
O
RC
O
C (CH2)5
O
C O
copolymre bloc squb
copolymre de type ABAaexploitation du droit de copie est
strictement interdite.it Plastiques et Composites
2.1.2 Charges minrales
Elles sont en gnral broyes et peuvent, comme les
diffrentsverres, tre traites pour promouvoir ladhsion entre les
charges etles matrices.
MicasGrce leur structure lamellaire, comme dans le cas des
cailles
de verre, laddition de particules de mica a pour but de
diminuerlanisotropie des composites. Ces micas doivent tre exempts
desable et de feldspath, et tre traits avec un produit
hydrophobe(driv phnolique ou sel mtallique) de faon viter
lesdpolymrisations ultrieures dues la prsence deau. Une
bonneliaison avec la matrice peut tre obtenue par traitement des
micasavec un organosilane.
Les micas prsentent linconvnient dtre trs abrasifs et
daug-menter considrablement la viscosit des liquides auxquels ils
sontadditionns.
pe 6
enc de type (AB)x A
-
__________________________________________________________________________________
MOULAGE DES COMPOSITES PAR PROCDS R-RIM ET S-RIM
Dans certains cas, des micas traits superficiellement au
nickelpeuvent tre utiliss comme charges dans les polymres, de faon
obtenir un blindage lectromagntique.
Wollastocoat
Ce sont des wollastonites, cest--dire des mtasilicates de
cal-cium traits, commercialiss, par exemple, par la socit Nyco.
Ilsont la forme dune aiguille (longueur/diamtre = 20).
Tismo D
Ce sont des aiguilles (ou trichytes ) de titanate de potassium
dediamtre 0,3 0,6 m et de longueur 10 20 m. Ces fibres
sontcommercialises, avec ou sans traitement de surface aux
organosi-lanes, par la socit japonaise Otsuka Chemical Co. Ltd.
Fibres RF
Ces fibres fournies par la socit Lapinus sont obtenues grce un
procd de filature de silicates minraux fondus. Ce sont
essen-tiellement des silicates mixtes de calcium, magnsium et
alumi-nium qui sont utiliss. Ces fibres ont un diamtre moyen de 5 m
et,une fois broyes, ont des longueurs de 70 250 m.
Les longueurs les plus utilises pour le procd R-RIM sont
com-prises entre 100 et 150 m, ou 150 et 200 m.
Ces fibres peuvent tre utilises telles quelles ou aprs
traitementpar un organosilane (le plus souvent un aminosilane).
Carbonate de calciumSuivant les fournisseurs et les origines, la
granulomtrie peut
varier, mais, pour le procd R-RIM, le diamtre des particules
doittre situ entre 2,5 et 15 m.
Sulfate de baryumComme dans le cas des carbonates de calcium,
plusieurs granulo-
mtries sont disponibles sur le march, comme par exemple, 1 20 m
ou 1 30 m.
2.2 Renforts disposs dans le moule avant injection du polymre
(S-RIM)
Les renforts utiliss se prsentent sous forme de nappes qui
peu-vent tre composes de :
fibres coupes ; mats constitus de fibres distribues alatoirement
; tissus ;
tissus et des renforts unidirectionnels, on peut envisager des
hybri-des, par exemple verre-carbone ou carbone-aramides.
Pour des pices relativement planes, il est possible
dutiliserdirectement des renforts dcoups dans les nappes. Par
contre,pour raliser des formes profondes, telles que les pare-chocs
auto-mobiles, il est impratif :
soit de passer par lintermdiaire de prformes, cest--direque
lbauche dcoupe plat doit tre mise en forme : la techniquecourante
consiste saupoudrer la nappe dun lastomre thermo-plastique au
moment de sa fabrication ; lbauche est chauffe au-del du point de
ramollissement du produit thermoplastique etpresse chaud dans un
moule froid ; en se refroidissant, le renfortgarde, grce au
thermoplastique solidifi, la forme qui lui a timpose ;
soit de mettre en forme la nappe directement dans le moule
injection, ce qui implique une dformabilit de la nappe beaucoupplus
importante et aise que dans la solution prcdente.
Les fibres coupes (longueur : 4 5 cm) sont trs utilises dans
latechnique du polyester projet : du matriel de dcoupe est coupl
une machine de projection (par exemple machine Venus)
deMatrazur.
Des mats de fibres distribus alatoirement existent avec
desgrammages divers (300 1 200 g/m2 par exemple).
Le liant est le plus souvent un thermoplastique faible
tempra-ture de fusion, choisi en fonction des rsines surmoules.
Les tissus sont souvent fabriqus par des spcialistes partir
defils obtenus auprs des fournisseurs de verre [A 2 110].
Les renforts unidirectionnels peuvent tre relis entre eux par
desfils qui donnent une cohsion suffisante pour obtenir des
bandes.
Il est galement possible de fabriquer des tricots de
verreextrmement dformables, ou linverse, des grilles utilisables
plat sans dformation.
3. Proprits compares
Les tableaux 1 et 2 donnent les proprits mcaniques des
picesobtenues par les procds R-RIM (fibres courtes) et S-RIM
(fibreslongues, mats et tissus).
Quelle que soit la matrice organique utilise, on observe que
leprocd R-RIM, qui utilise des fibres courtes, permet dobtenir
desmodules de flexion de 450 1 500 MPa. Par contre, le procdToute
reproduction sans autorisation du Centre franais dexploitation du
droit de copie est strictement interdite. Techniques de lIngnieur,
trait Plastiques et Composites AM 5 250 7
fibres continues unidirectionnelles.
Les matriaux les plus courants sont le verre, le carbone et
lesfibres aramides, seuls ou traits superficiellement. Dans le cas
des
S-RIM, utilisant des fibres longues, permet daugmenter la
chargeen verre, de lassocier dautres fibres type carbone et
datteindredes modules de flexion de 40 000 MPa.
(0)
Tableau 1 Proprits mcaniques de pices obtenues par le procd
R-RIM partir de divers systmes ractifs
Polyurthannes-uresrenforcs de fibres de verre
Polyures renforcsde fibres de verre
Polyurthannes renforcs de
fibres de verre
Taux de fibres
......................................................... (%) 10 15
20 15 20 15
Masse volumique ............................................
(g/cm3) 1,12 1,15 1,15 1,20 1,20 1,25 1,15 1,20 1,20 1,25 1,15
1,20
Rsistance la rupture en traction .................. (MPa) 20 22
20 22 20 22 25 30 25 30 22 25
Allongement la rupture en traction .................. (%) 200
170 180 140 160 120 50 140 70 120 25 40
Module de flexion
..............................................(MPa) 450 600 500 810
550 1 300 800 1 200 1 000 1 500 800 1 200
Temprature sous charge (1) ............................... (C)
140 150 160 170
(1) En anglais HDT : heat distorsion temperature.
-
MOULAGE DES COMPOSITES PAR PROCDS R-RIM ET S-RIM
__________________________________________________________________________________
Toute reproduction sans autorisation du Centre franais dAM 5 250
8 Techniques de lIngnieur, tra
(0)
4. Matriel utilis
4.1 Machines
Leur fonction est dassurer, de manire fiable, le dosage et
lemlange des constituants. Elles se composent des lments
sui-vants.
Deux cuves de stockageCes cuves, contenant respectivement les
composants A et B, sont
munies dagitateurs, thermorgules et maintenues sous pressiondair
sec.
Deux groupes de dosageLes dosages des deux constituants A et B
sont effectus par des
pompes haute pression dbit variable. Lorsquils sont non
abrasifset de faible viscosit (infrieure 1 Pa s), les composants A
et Bpassent directement par les corps de pompe. Les types de
pompeutiliss sont pistons verticaux, axiaux ou radiaux.
Dans le cas o les composants A et B ont une viscosit suprieure 1
Pa s ou contiennent des charges telles que des fibres de verreou du
mica, ils peuvent tre doss par lintermdiaire dun piston simple ou
double effet. Cest un fluide hydraulique (huile) quipasse alors
dans le corps des pompes et assure le dplacement du
composant qui se trouve dans le piston, vers la tte de
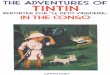
mlange(figure 4).
Dans le cas dun piston simple effet, le remplissage seffectue
laide de la pression des cuves de stockage (9 bar dans ce cas,
aulieu de 3 4 bar si lon dispose dun piston double effet).
Les machines les plus rcentes possdent une distribution defluide
hydraulique par lintermdiaire de vannes proportionnellesdont les
dbits sont compars ceux imposs par lutilisateur qui a,au pralable,
entr dans lordinateur les paramtres du processus.Une unit de
pilotage rajuste, si ncessaire, le dbit.
Une tte de mlange
Cest vraisemblablement lorgane de la machine qui varie le
plusdun constructeur lautre (figures 5 et 6). Cependant, certains
l-ments sont communs toutes les ttes de mlange.
Tableau 2 Proprits mcaniques des pices obtenues par le procd
S-RIM partir de divers systmes ractifs
Renfort % Verre Module de flexion(MPa)
Mat 60 12 000
Mat 50 23 000
Tissu 15
Mat verre + unidirection-nel carbone (15 %) 35
40 000
Figure 4 Schma de principe dune machine dinjection munie dun
piston pour lintroduction du polyol
Air Air
Isocyanate Huile
Huile
Polyol+ charge
Polyol+
charge
Tte demlange
Piston
Clapet antiretour
Filtres
PompesFiltres
Pompes
Figure 5 Schma de principe dune tte de mlange Krauss-Maffei
(R-RIM
(1) venant de la pompe de dosage (2) alla
Fluidehydraulique
(2) (1)
(2) (1)
Isocyanate
Polyol
recirculation avant l'injectionaexploitation du droit de copie
est strictement interdite.it Plastiques et Composites
et S-RIM)
nt vers le rservoir (3) vers le moule
Isocyanate
Polyol
Fluidehydraulique
(3)
injection dans le mouleb
-
__________________________________________________________________________________
MOULAGE DES COMPOSITES PAR PROCDS R-RIM ET S-RIM
Les composants pntrent dans la chambre de mlange en pas-sant par
des gicleurs. La pression chute brutalement de 150 bar lapression
atmosphrique, do cration dun brouillard danslequel se mlangent
intimement les deux composants avantdentrer dans le moule.
Les ttes sont autonettoyantes : un piston actionn
hydraulique-ment vient lcher les parois de la chambre de mlange
aprs uneinjection.
Par contre, suivant les constructeurs, louverture des gicleurs
peuttre effectue de diffrentes faons :
systme hydraulique ;
vannes rotatives trois voies ;
retrait du piston de nettoyage.
Alliages lgers couls et grattsCe matriau est utilis pour les
moules de pices qui ne requi-
rent pas un aspect particulirement soign (porosit possible
lorsde la coule).
Bloc daluminium usinCes moules ont une surface fragile, mais il
est possible de raliser
jusqu 200 000 pices dans de tels outillages.
Acier usinIl est utilis comme matriau des moules dans lesquels
sont injec-
ts des produits chargs ou non, pour des fabrications en
grandesrie. Cest galement le matriau retenu dans le cas du moulage
depices graines. La profondeur du motif obtenu par grainage
chimi-que est en effet plus facile matriser sur de lacier que sur
de lalu-minium.
4.2.2 Conception
Plan de jointIl est situ au point haut de la pice.
ventsLe mlange inject dans le moule remplit partiellement
lempreinte et, pendant la phase dexpansion, chasse lair
delempreinte. Il peut tre ncessaire de prvoir des vents lapriphrie
de lempreinte afin de faciliter cette vacuation dair et degaz lgers
provenant de la raction.
Lame dinjectionElle doit tre dimensionne de telle sorte que la
matire entre
dans le moule en rgime dcoulement laminaire (nombre de Rey-nolds
Re 50). Suivant les pices, son paisseur peut varier de 1 3 mm.
Postmlangeur (after mixer )Pour parfaire le mlange des
composants, un mlangeur statique
est plac dans la carotte dinjection. Il sagit en fait damener
lamatire en rgime dcoulement turbulent entre la tte de mlangeet la
lame dinjection (Re > 200).
ThermorgulationLes moules doivent tre parfaitement thermorguls
par circula-
Figure 6 Schma de principe dune tte de mlange Cannon(R-RIM et
S-RIM)
FluidehydrauliqueIsocyanate
Polyol
FluidehydrauliqueIsocyanate + polyol
Polyol
injection dans le mouleb
recirculation avant l'injectiona
Toute reproduction sans autorisation du Centre franais
dexploitation du droit de copie est strictement interdite.
Techniques de lIngnieur, trait Plastiques et Composites AM 5 250
9
4.2 Moule
Suivant la quantit et la qualit des pices fabriquer, les
mat-riaux constituant le moule et sa conception peuvent tre
diffrents.
4.2.1 Matriaux
Par ordre de prix croissant et suivant lutilisation requise,
lune deces solutions est choisie.
Rsine poxyde
Ce matriau relativement fragile est utilis pour la ralisation
demoules pour prototypes ou de moules pour trs petites sries.
Formes mtalliques ralises par galvanoplastie ou
projectionmtallique, rigidifies par des btons de rsine
Cette solution est retenue pour les moules de pices de
formessimples, en petite srie, pour lesquelles aucune modification
nestenvisage.
tion deau ou dhuile (suivant les polymres fabriqus), de faon
obtenir des arrangements molculaires identiques en tout point dela
pice.
Pices mobilesDans le cas o des contre-dpouilles nont pu tre
vites lors de
la conception de la pice, il est ncessaire de crer des pices
mobi-les dans le moule pour permettre le dmoulage de la pice une
foiscelle-ci injecte.
4.3 Presses porte-moules
Leur rle consiste :
supporter le moule ; maintenir le moule ferm malgr les pressions
qui peuvent
sexercer au cours de la polycondensation.
Jusqu maintenant, ces presses sont en majorit verticales, maisil
nest pas exclu denvisager lutilisation des presses
horizontalestraditionnellement employes pour linjection des
polymres ther-moplastiques.
-
MOULAGE DES COMPOSITES PAR PROCDS R-RIM ET S-RIM
__________________________________________________________________________________
Toute reproduction sans autorisation du Centre franais dAM 5 250
10 Techniques de lIngnieur, tra
Les plateaux des presses peuvent atteindre 3 000 mm 1 250 mmpour
la fabrication des pices de carrosserie automobile telles quedes
pare-chocs.
Les forces de fermeture ncessaires avec les polyurthannes
sontrelativement faibles, de lordre de 100 200 tf (soit 1 2 MN),
maislutilisation de systmes ractifs tels que les polyures impose
desforces de fermeture de 400 600 tf (soit 4 6 MN).
Les presses sont mues hydrauliquement et les temps de
cyclesdouverture-fermeture sont de lordre de 12 25 s.
5. Mise en uvre des procds
5.1 Cycle de moulage R-RIM
Le cycle de moulage standard (figure 7) dune pice transformepar
le procd R-RIM peut tre dcrit de la faon suivante :
ouverture de la presse ; dmoulage de la pice prcdente aprs
mouvement des pi-
ces mobiles de loutillage sil y a lieu ; nettoyage succinct du
moule pour retirer les bavures ventuel-
les au niveau des plans de joint ; application de lagent de
dmoulage externe dans le cas o
des matriaux non autodmoulants sont utiliss ; dplacement des
pices mobiles du moule pour que ce dernier
puisse tre ferm ; fermeture de la presse aprs basculement des
plateaux en
position horizontale ; rapide recirculation des constituants ;
appel de linjection des constituants ; maintien de la fermeture de
la presse pendant le temps de
polycondensation du polymre.
Ces oprations ne sont pas obligatoirement ralises les unesaprs
les autres, mais peuvent, dans certains cas, tre simultanespour
diminuer le temps de cycle de production.
5.2 Cycle de moulage S-RIM
Dans ce cas, le renfort de fibres longues est plac dans le
mouleentre les oprations dapplication de lagent de dmoulage et
ledplacement des pices mobiles du moule qui prcde la fermeturede
celui-ci.
6. Principales applications. Marchs et perspectives
6.1 Automobile et transports
Le march de lautomobile et des transports, en particulier
celuides vhicules industriels, reprsente un dbouch important
pourles pices ralises en polyurthanne ou polyure par
technologieR-RIM ou S-RIM.
Laddition des fibres de verre ou dautres charges minrales
dansles matrices polyurthannes ou polyures permet, pour les
picesextrieures de carrosserie, de limiter la dilatation thermique
diff-rentielle. En effet, lvolution constante des exigences de la
clientle
et des normes de qualit conduit les constructeurs automobiles
etde vhicules industriels utiliser des matriaux de synthse ayant
lemoins tendance la dformation en fonction des carts de
tempra-ture. Ainsi, la carrosserie plastique dun mme vhicule, dans
lesglaces de lAlaska ou dans le dsert du Nevada, devra se
comporterde faon acceptable.
Les principaux lments de carrosserie ralisables par procd R-RIM
ou S-RIM sont :
pare-chocs et faces avant ; ailes ; lments arodynamiques avant
et arrire (becquets) ; bavolets et bas de caisse ; grilles et
fronts de calandre ; protections latrales ; planchers arrire de
vhicule.
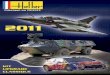
titre dexemple, la figure 8 prsente quelques-unes des
ra-lisations de la socit Hutchinson pour lautomobile et les
vhiculesindustriels.
Tous ces lments sont peints la couleur de la carrosserie ou
enton contrast. Les matriaux base de polyurthannes et de polyu-res
sont particulirement aptes la peinture en raison de leurnature
physique et chimique.
De nombreux quipementiers europens tudient depuis plu-
Figure 7 Poste de moulageexploitation du droit de copie est
strictement interdite.it Plastiques et Composites
sieurs annes les polyures et les mlanges polyure-polyur-thanne,
principalement avec les constructeurs automobileseuropens et les
fournisseurs de matire premire europens ouamricains. La possibilit
de moduler les caractristiques physiquesdes pices ainsi obtenues,
en fonction des cahiers des charges etdes besoins des constructeurs
automobiles et vhicules industriels,est un atout considrable pour
les polyures et polyurthannes.
Le dveloppement des procds R-RIM pour la fabrication de pi-ces
de carrosserie devrait tre important par suite du succs indus-triel
des matriaux base de polyures. En effet, les picesobtenues
combinent la fois :
des avantages techniques : bonne rsistance thermique jusqu 190 C
(possibilit de
peinture en ligne), bonne aptitude la peinture, bon tat de
surface ;
des avantages industriels : temps de cycle de production court,
de lordre dune minute
pour le procd R-RIM, possibilit dautomatisation, en particulier
pour lbarbage.
Nous citerons galement pour mmoire ltude dlments destructure et
de semi-structure raliss par procd S-RIM avec des
-
__________________________________________________________________________________
MOULAGE DES COMPOSITES PAR PROCDS R-RIM ET S-RIM
Toute reproduction sans autorisation du Centre franais
dexploitation du droit de copie est strictement interdite.
Techniques de lIngnieur, trait Plastiques et Composites AM 5 250
11
matriaux trs varis et souvent injects sur des renforts de verre
oude carbone. La premire application ralise est une poutre de
pare-chocs de vhicule de chantier pour un constructeur italien.
Cettepoutre a t produite en injectant du polyester hybride sur une
pr-forme de tissu de verre. Ces polyesters hybrides ont t mis au
pointpar la collaboration des socits Hutchinson et Cray Valley
(groupeAtofina, filiale du groupe Totalfinaelf).
6.2 Autres marchs
Les marchs autres que lautomobile, tels que llectronique
(cof-frets), le mobilier (carcasses et structures de siges,
fauteuils, lits...),les sports et loisirs (casques, jouets,
protections, skis, raquettes...),sont moins importants que le march
de l'automobile et des vhi-cules industriels.
Figure 8 Pices automobiles ralises par procds R-RIM et S-RIM
(doc. Hutchinson)
Pare-chocs Zeta Lancia
Ceinture de caisse Saxo Citron (protecteur ailes AV/AR,
protecteur basde caisse, protecteur de porte)
Poutre Astra
Calandre Mascott Renault VI
Moulage des composites par procds R-RIM et S-RIM1. Systmes
ractifs1.1 Polyurthannes1.1.1 Diisocyanates1.1.2 PolyolsPolyols
chane polytherPolyols chane polyester
1.1.3 Rticulants chanes courtes1.1.4 Catalyseurs1.1.5 Agents
dexpansion1.1.6 Tensioactifs1.1.7 Eau1.1.8 Pigments
1.2 Polyures1.3 Polyurthannes-ures1.4 Polyisocyanurates1.5
Rsines poxydes1.6 Polyesters-urthannes1.7 Acrylamates1.8 Polyamides
modifis de type 6
2. Renforts et charges2.1 Renforts et charges incorpors aux
mlanges de base (R-RIM)2.1.1 Renforts de verreFibres de verreFibres
de verre broyes et tamises
2.1.2 Charges minralesMicasWollastocoatTismoFibresCarbonate de
calciumSulfate de baryum
2.2 Renforts disposs dans le moule avant injection du polymre
(S-RIM)
3. Proprits compares4. Matriel utilis4.1 MachinesDeux cuves de
stockageDeux groupes de dosageUne tte de mlange
4.2 Moule4.2.1 MatriauxRsine poxydeFormes mtalliques ralises par
galvanoplastie ou projection mtallique, rigidifies par des
b...Alliages lgers couls et grattsBloc daluminium usinAcier
usin
4.2.2 ConceptionPlan de jointventsLame dinjectionPostmlangeur
(ThermorgulationPices mobiles
4.3 Presses porte-moules
5. Mise en uvre des procds5.1 Cycle de moulage R-RIM5.2 Cycle de
moulage S-RIM
6. Principales applications. Marchs et perspectives6.1
Automobile et transports6.2 Autres marchs