Embed Size (px)
Citation preview
21
Alc
an M
arin
e
1. La légèreté . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
2. La diversité des demi-produits . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 262.1 Les produits moulés . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 262.2 Les demi-produits laminés . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 262.3 Les demi-produits filés . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 272.4 Les produits spéciaux . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
3. La facilité de mise en œuvre . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
4. La tenue à la corrosion en milieu marin . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
5. L'impact sur l'environnement . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
6. Le recyclage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
7. L'innovation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
C h a p i t r e 2L E S AT O U T S D E L ' A L U M I N I U M
21
BIEN QUE ce soit une évidence, il faut néanmoins le rappeler :
le premier atout de l’aluminium estd’être un métal – comme l’acier.
Les règles de calcul de la résis-tance des matériaux métalliquess’appliquent sans aucune difficultéparce que les demi-produits enalliage d’aluminium sont isotropeset homogènes dans la masse. Lespropriétés mécaniques des allia-ges d’aluminium employés enconstruction navale sont stablesdans le temps. Il n’y a pas de phé-nomène de « vieillissement » de lastructure interne du matériau,comme ce peut être le cas pourles « plastiques ».
La construction des navires en alu-minium relevant des règles et despratiques de la chaudronnerie clas-sique, il est possible de construiredes navires à l’unité, de les réparerou les aménager sans difficultés par-ticulières et ce, quelles que soientles conditions climatiques (1).
L’aluminium, comme la plupartdes métaux usuels, est ductile, ence sens qu’il est capable de subirdes déformations qui restent élas-tiques, si les contraintes ne dépas-sent pas la limite d’élasticité.
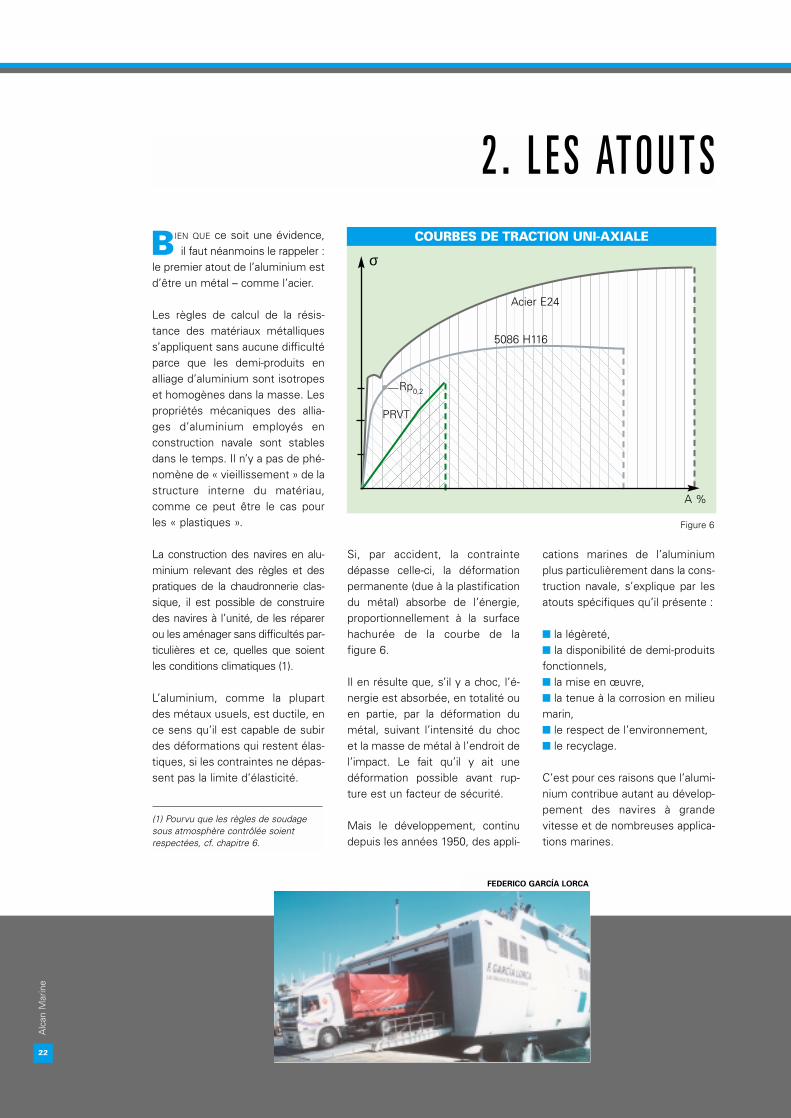
Si, par accident, la contraintedépasse celle-ci, la déformationpermanente (due à la plastificationdu métal) absorbe de l’énergie,proportionnellement à la surfacehachurée de la courbe de lafigure 6.
Il en résulte que, s’il y a choc, l’é-nergie est absorbée, en totalité ouen partie, par la déformation dumétal, suivant l’intensité du chocet la masse de métal à l’endroit del’impact. Le fait qu’il y ait unedéformation possible avant rup-ture est un facteur de sécurité.
Mais le développement, continudepuis les années 1950, des appli-
cations marines de l’aluminiumplus particulièrement dans la cons-truction navale, s’explique par lesatouts spécifiques qu’il présente :
� la légèreté,� la disponibilité de demi-produitsfonctionnels,� la mise en œuvre,� la tenue à la corrosion en milieumarin,� le respect de l’environnement,� le recyclage.
C’est pour ces raisons que l’alumi-nium contribue autant au dévelop-pement des navires à grandevitesse et de nombreuses applica-tions marines.
22
Alc
an M
arin
e
2 . L E S AT O U T S
22
PRVT
Rp0,2
5086 H116
Acier E24
•
A %
σ
Figure 6
COURBES DE TRACTION UNI-AXIALE
(1) Pourvu que les règles de soudagesous atmosphère contrôlée soientrespectées, cf. chapitre 6.
FEDERICO GARCÍA LORCA
D E L’ A L U M I N I U M
23
Alc
anM
arin
e
1.LA LÉGÈRETÉ
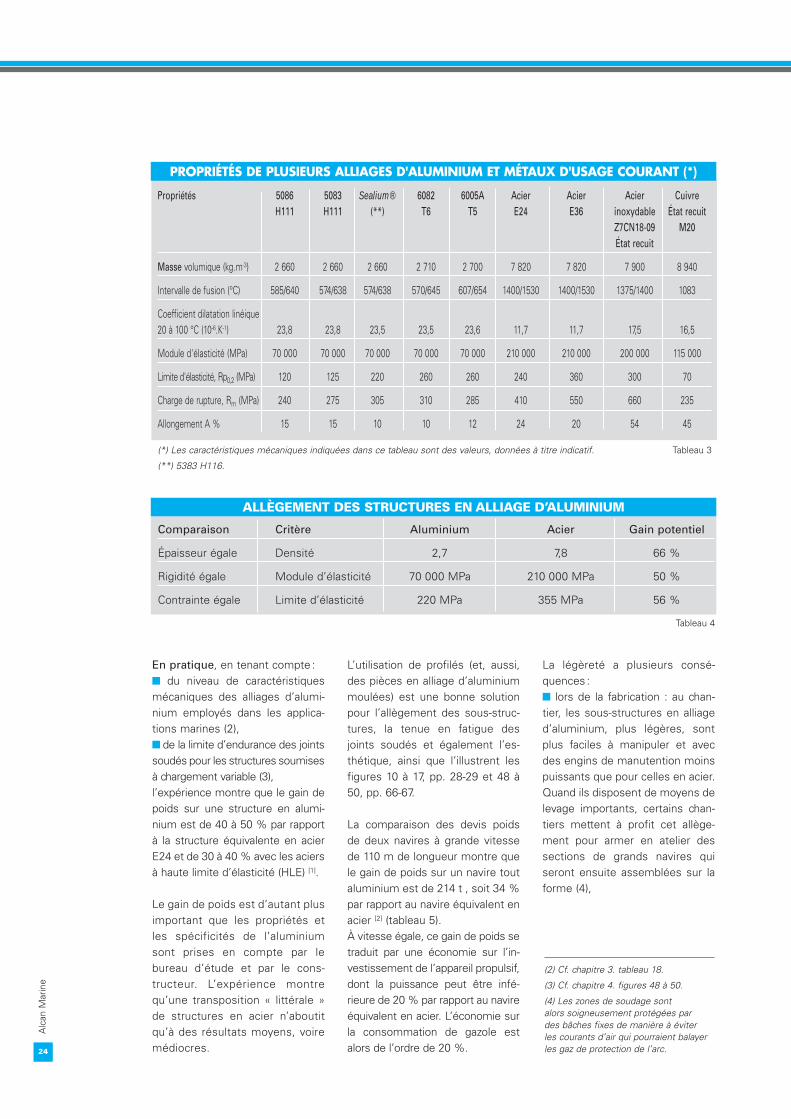
L’aluminium est le plus léger desmétaux usuels (tableau 3), sa den-sité est de 2,7, soit le tiers de celledes aciers. Une structure enalliage d’aluminium est donc tou-jours plus légère que son homolo-gue en acier.
En théorie, la comparaison parrapport à l’acier peut être faiteselon trois critères (tableau 4) :
n à épaisseur égale, pour desstructures non soumises àcontraintes, le rapport des massesest égal à celui des densités :
Si bien qu’une tonne d’acier estremplacée par 340 kg d’aluminium,le gain étant de 660 kg, soit 66 %par rapport à la structure en acier,
n à rigidité égale, le rapport desmodules d’élasticité est égal à 3, lerapport des épaisseurs des tôlesdépend de la relation suivante :
Pour une surface unitaire de 1, lerapport des masses :
est tel qu’une tonne d’acier estremplacée par 500 kg d’alumi-nium. Le gain en poids est de50 % par rapport à l’acier,
n à contrainte égale, pour destôles, sur des structures non sou-dées, les limites d’élasticité étantde 220 MPa pour le Sealium® etde 355 pour un acier EH36, il fautvérifier que :
Le rapport des masses :
est tel qu’une tonne d’acier estremplacée par 440 kg d’aluminium.Le gain en poids est de 560 kg, soit56 % par rapport à l’acier.
. .
23
SPIRIT OF ONTARIO
24
Alc
anM
arin
e
En pratique, en tenant compte :n du niveau de caractéristiquesmécaniques des alliages d’alumi-nium employés dans les applica-tions marines (2),n de la limite d’endurance des jointssoudés pour les structures soumisesà chargement variable (3),l’expérience montre que le gain depoids sur une structure en alumi-nium est de 40 à 50 % par rapportà la structure équivalente en acierE24 et de 30 à 40 % avec les aciersà haute limite d’élasticité (HLE) [1].
Le gain de poids est d’autant plusimportant que les propriétés etles spécificités de l’aluminiumsont prises en compte par lebureau d’étude et par le cons-tructeur. L’expérience montrequ’une transposition « littérale »de structures en acier n’aboutitqu’à des résultats moyens, voiremédiocres.
L’utilisation de profilés (et, aussi,des pièces en alliage d’aluminiummoulées) est une bonne solutionpour l’allègement des sous-struc-tures, la tenue en fatigue desjoints soudés et également l’es-thétique, ainsi que l’illustrent lesfigures 10 à 17, pp. 28-29 et 48 à50, pp. 66-67.
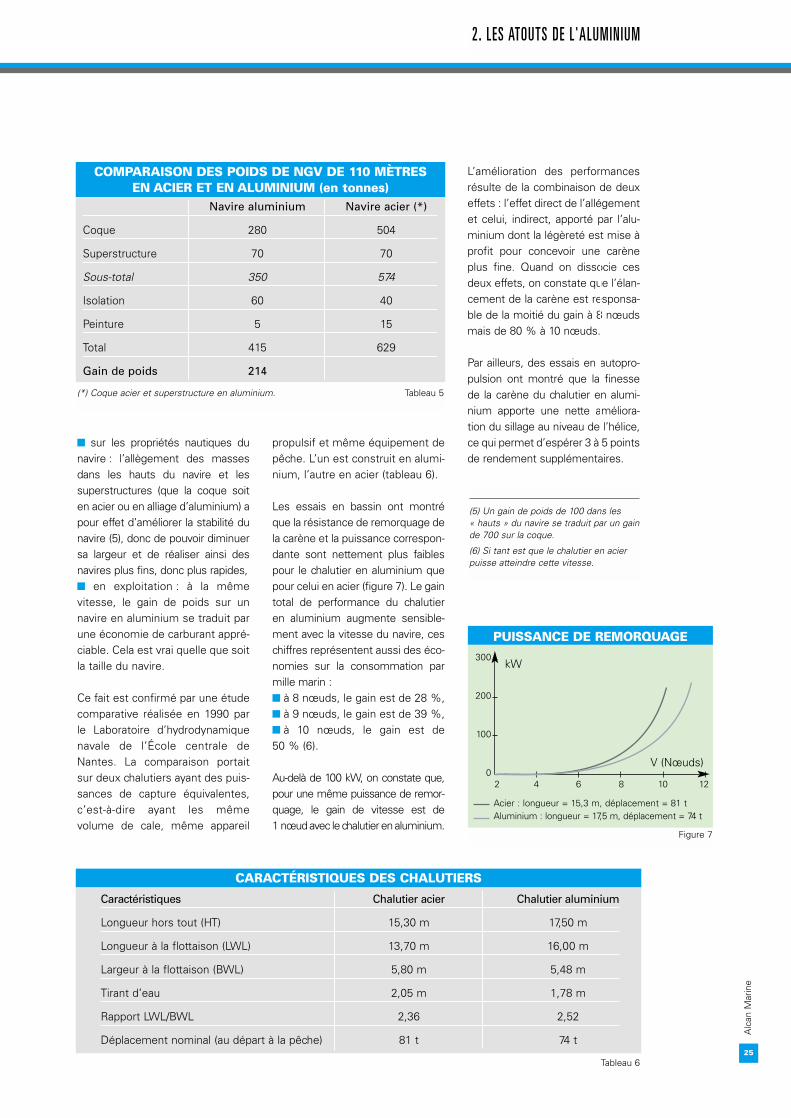
La comparaison des devis poidsde deux navires à grande vitessede 110 m de longueur montre quele gain de poids sur un navire toutaluminium est de 214 t , soit 34 %par rapport au navire équivalent enacier [2] (tableau 5).À vitesse égale, ce gain de poids setraduit par une économie sur l’in-vestissement de l’appareil propulsif,dont la puissance peut être infé-rieure de 20 % par rapport au navireéquivalent en acier. L’économie surla consommation de gazole estalors de l’ordre de 20 %.
La légèreté a plusieurs consé-quences :n lors de la fabrication : au chan-tier, les sous-structures en alliaged’aluminium, plus légères, sontplus faciles à manipuler et avecdes engins de manutention moinspuissants que pour celles en acier.Quand ils disposent de moyens delevage importants, certains chan-tiers mettent à profit cet allège-ment pour armer en atelier dessections de grands navires quiseront ensuite assemblées sur laforme (4),
24
ALLÈGEMENT DES STRUCTURES EN ALLIAGE D’ALUMINIUM
Comparaison Critère Aluminium Acier Gain potentiel
Épaisseur égale Densité 2,7 7,8 66 %
Rigidité égale Module d’élasticité 70 000 MPa 210 000 MPa 50 %
Contrainte égale Limite d’élasticité 220 MPa 355 MPa 56 %
Tableau 4
Propriétés 5086 5083 Sealium® 6082 6005A Acier Acier Acier CuivreH111 H111 (**) T6 T5 E24 E36 inoxydable État recuit
Z7CN18-09 M20État recuit
Masse volumique (kg.m-3) 2 660 2 660 2 660 2 710 2 700 7 820 7 820 7 900 8 940
Intervalle de fusion (°C) 585/640 574/638 574/638 570/645 607/654 1400/1530 1400/1530 1375/1400 1083
Coefficient dilatation linéique 20 à 100 °C (10-6.K-1) 23,8 23,8 23,5 23,5 23,6 11,7 11,7 17,5 16,5
Module d'élasticité (MPa) 70 000 70 000 70 000 70 000 70 000 210 000 210 000 200 000 115 000
Limite d'élasticité, Rp0,2 (MPa) 120 125 220 260 260 240 360 300 70
Charge de rupture, Rm (MPa) 240 275 305 310 285 410 550 660 235
Allongement A % 15 15 10 10 12 24 20 54 45
(*) Les caractéristiques mécaniques indiquées dans ce tableau sont des valeurs, données à titre indicatif. Tableau 3
(**) 5383 H116.
PROPRIÉTÉS DE PLUSIEURS ALLIAGES D'ALUMINIUM ET MÉTAUX D'USAGE COURANT (*)
(2) Cf. chapitre 3. tableau 18.
(3) Cf. chapitre 4. figures 48 à 50.
(4) Les zones de soudage sont alors soigneusement protégées par des bâches fixes de manière à éviter les courants d’air qui pourraient balayerles gaz de protection de l’arc.
2. LES ATOUTS DE L 'ALUMINIUM
25
Alc
an M
arin
e
� sur les propriétés nautiques dunavire : l’allègement des massesdans les hauts du navire et lessuperstructures (que la coque soiten acier ou en alliage d’aluminium) apour effet d’améliorer la stabilité dunavire (5), donc de pouvoir diminuersa largeur et de réaliser ainsi desnavires plus fins, donc plus rapides,� en exploitation : à la mêmevitesse, le gain de poids sur unnavire en aluminium se traduit parune économie de carburant appré-ciable. Cela est vrai quelle que soitla taille du navire.
Ce fait est confirmé par une étudecomparative réalisée en 1990 parle Laboratoire d’hydrodynamiquenavale de l’École centrale deNantes. La comparaison portaitsur deux chalutiers ayant des puis-sances de capture équivalentes,c’est-à-dire ayant les mêmevolume de cale, même appareil
propulsif et même équipement depêche. L’un est construit en alumi-nium, l’autre en acier (tableau 6).
Les essais en bassin ont montréque la résistance de remorquage dela carène et la puissance correspon-dante sont nettement plus faiblespour le chalutier en aluminium quepour celui en acier (figure 7). Le gaintotal de performance du chalutieren aluminium augmente sensible-ment avec la vitesse du navire, ceschiffres représentent aussi des éco-nomies sur la consommation parmille marin :� à 8 nœuds, le gain est de 28 %,� à 9 nœuds, le gain est de 39 %,� à 10 nœuds, le gain est de50 % (6).
Au-delà de 100 kW, on constate que,pour une même puissance de remor-quage, le gain de vitesse est de1 nœud avec le chalutier en aluminium.
L’amélioration des performancesrésulte de la combinaison de deuxeffets : l’effet direct de l’allégementet celui, indirect, apporté par l’alu-minium dont la légèreté est mise àprofit pour concevoir une carèneplus fine. Quand on dissocie cesdeux effets, on constate que l’élan-cement de la carène est responsa-ble de la moitié du gain à 8 nœudsmais de 80 % à 10 nœuds.
Par ailleurs, des essais en autopro-pulsion ont montré que la finessede la carène du chalutier en alumi-nium apporte une nette améliora-tion du sillage au niveau de l’hélice,ce qui permet d’espérer 3 à 5 pointsde rendement supplémentaires.
25
CARACTÉRISTIQUES DES CHALUTIERS
Tableau 6
Caractéristiques Chalutier acier Chalutier aluminium
Longueur hors tout (HT) 15,30 m 17,50 m
Longueur à la flottaison (LWL) 13,70 m 16,00 m
Largeur à la flottaison (BWL) 5,80 m 5,48 m
Tirant d’eau 2,05 m 1,78 m
Rapport LWL/BWL 2,36 2,52
Déplacement nominal (au départ à la pêche) 81 t 74 t
COMPARAISON DES POIDS DE NGV DE 110 MÈTRES EN ACIER ET EN ALUMINIUM (en tonnes)
Navire aluminium Navire acier (*)
Coque 280 504
Superstructure 70 70
Sous-total 350 574
Isolation 60 40
Peinture 5 15
Total 415 629
Gain de poids 214
(*) Coque acier et superstructure en aluminium. Tableau 5
PUISSANCE DE REMORQUAGE300
200
100
02 4 6 8 10 12
kW
V (Nœuds)
Acier : longueur = 15,3 m, déplacement = 81 tAluminium : longueur = 17,5 m, déplacement = 74 t
Figure 7
(5) Un gain de poids de 100 dans les« hauts » du navire se traduit par un gainde 700 sur la coque.
(6) Si tant est que le chalutier en acierpuisse atteindre cette vitesse.
26
Alc
an M
arin
e
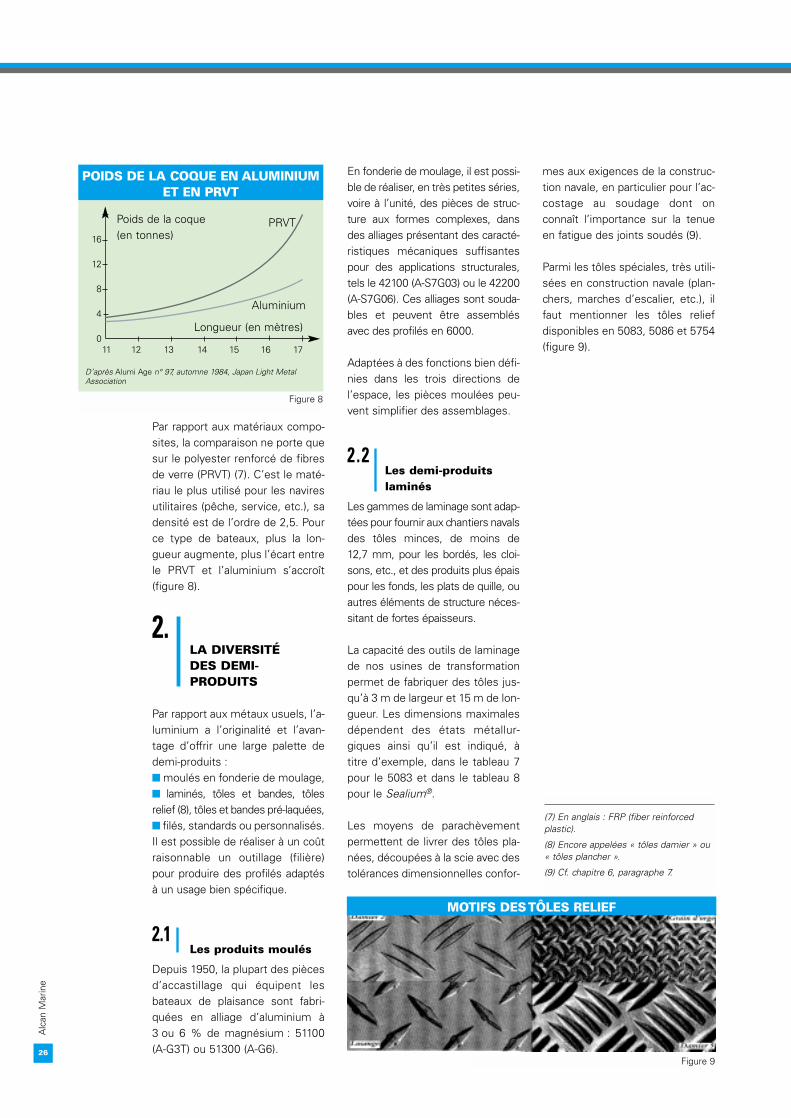
Par rapport aux matériaux compo-sites, la comparaison ne porte quesur le polyester renforcé de fibresde verre (PRVT) (7). C’est le maté-riau le plus utilisé pour les naviresutilitaires (pêche, service, etc.), sadensité est de l’ordre de 2,5. Pource type de bateaux, plus la lon-gueur augmente, plus l’écart entrele PRVT et l’aluminium s’accroît(figure 8).
2.LA DIVERSITÉ DES DEMI-PRODUITS
Par rapport aux métaux usuels, l’a-luminium a l’originalité et l’avan-tage d’offrir une large palette dedemi-produits :� moulés en fonderie de moulage,� laminés, tôles et bandes, tôlesrelief (8), tôles et bandes pré-laquées,� filés, standards ou personnalisés.Il est possible de réaliser à un coûtraisonnable un outillage (filière)pour produire des profilés adaptésà un usage bien spécifique.
2.1Les produits moulés
Depuis 1950, la plupart des piècesd’accastillage qui équipent lesbateaux de plaisance sont fabri-quées en alliage d’aluminium à3 ou 6 % de magnésium : 51100(A-G3T) ou 51300 (A-G6).
En fonderie de moulage, il est possi-ble de réaliser, en très petites séries,voire à l’unité, des pièces de struc-ture aux formes complexes, dansdes alliages présentant des caracté-ristiques mécaniques suffisantespour des applications structurales,tels le 42100 (A-S7G03) ou le 42200(A-S7G06). Ces alliages sont souda-bles et peuvent être assemblésavec des profilés en 6000.
Adaptées à des fonctions bien défi-nies dans les trois directions del’espace, les pièces moulées peu-vent simplifier des assemblages.
2.2Les demi-produitslaminés
Les gammes de laminage sont adap-tées pour fournir aux chantiers navalsdes tôles minces, de moins de12,7 mm, pour les bordés, les cloi-sons, etc., et des produits plus épaispour les fonds, les plats de quille, ouautres éléments de structure néces-sitant de fortes épaisseurs.
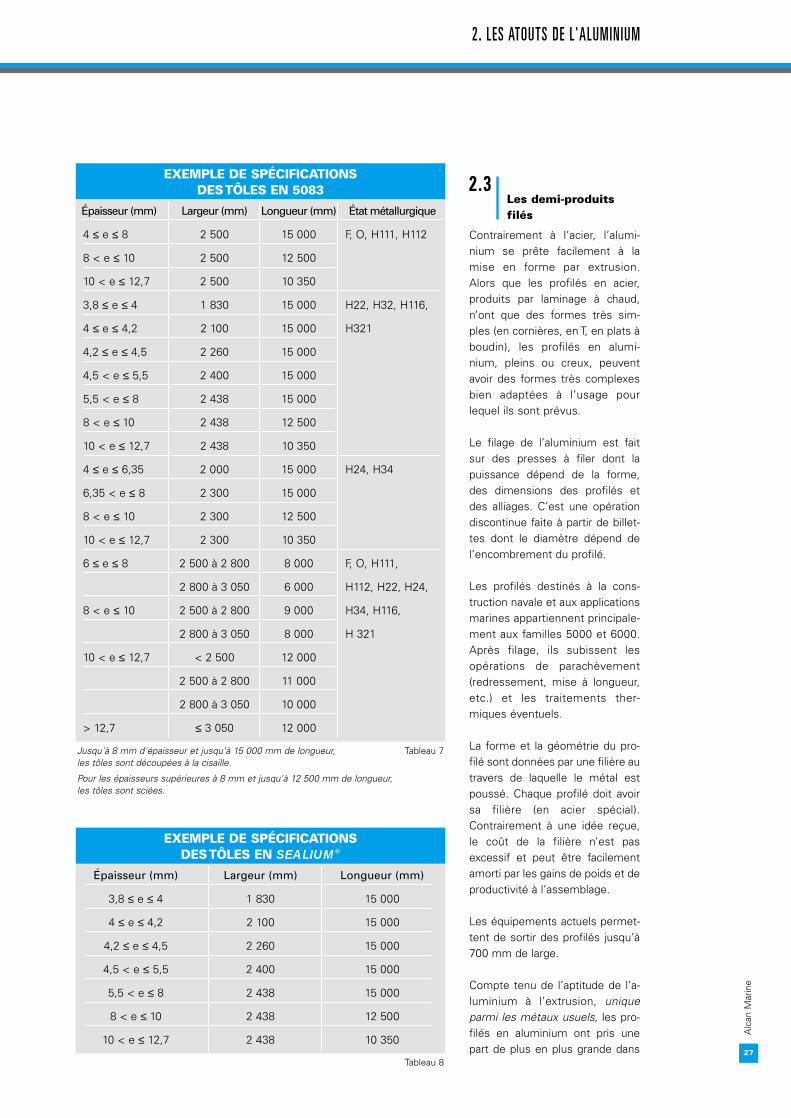
La capacité des outils de laminagede nos usines de transformationpermet de fabriquer des tôles jus-qu’à 3 m de largeur et 15 m de lon-gueur. Les dimensions maximalesdépendent des états métallur-giques ainsi qu’il est indiqué, àtitre d’exemple, dans le tableau 7pour le 5083 et dans le tableau 8pour le Sealium®.
Les moyens de parachèvementpermettent de livrer des tôles pla-nées, découpées à la scie avec destolérances dimensionnelles confor-
mes aux exigences de la construc-tion navale, en particulier pour l’ac-costage au soudage dont onconnaît l’importance sur la tenueen fatigue des joints soudés (9).
Parmi les tôles spéciales, très utili-sées en construction navale (plan-chers, marches d’escalier, etc.), ilfaut mentionner les tôles reliefdisponibles en 5083, 5086 et 5754(figure 9).
26
POIDS DE LA COQUE EN ALUMINIUMET EN PRVT
16
12
8
4
011 12 13 14 15 16 17
Longueur (en mètres)
Poids de la coque(en tonnes)
PRVT
Aluminium
D’après Alumi Age n° 97, automne 1984, Japan Light MetalAssociation
Figure 8
Figure 9
MOTIFS DES TÔLES RELIEF
(7) En anglais : FRP (fiber reinforcedplastic).
(8) Encore appelées « tôles damier » ou« tôles plancher ».
(9) Cf. chapitre 6, paragraphe 7.
2.3Les demi-produitsfilés
Contrairement à l’acier, l’alumi-nium se prête facilement à lamise en forme par extrusion.Alors que les profilés en acier,produits par laminage à chaud,n’ont que des formes très sim-ples (en cornières, en T, en plats àboudin), les profilés en alumi-nium, pleins ou creux, peuventavoir des formes très complexesbien adaptées à l’usage pourlequel ils sont prévus.
Le filage de l’aluminium est faitsur des presses à filer dont lapuissance dépend de la forme,des dimensions des profilés etdes alliages. C’est une opérationdiscontinue faite à partir de billet-tes dont le diamètre dépend del’encombrement du profilé.
Les profilés destinés à la cons-truction navale et aux applicationsmarines appartiennent principale-ment aux familles 5000 et 6000.Après filage, ils subissent lesopérations de parachèvement(redressement, mise à longueur,etc.) et les traitements ther-miques éventuels.
La forme et la géométrie du pro-filé sont données par une filière autravers de laquelle le métal estpoussé. Chaque profilé doit avoirsa filière (en acier spécial).Contrairement à une idée reçue,le coût de la filière n’est pasexcessif et peut être facilementamorti par les gains de poids et deproductivité à l’assemblage.
Les équipements actuels permet-tent de sortir des profilés jusqu’à700 mm de large.
Compte tenu de l’aptitude de l’a-luminium à l’extrusion, uniqueparmi les métaux usuels, les pro-filés en aluminium ont pris unepart de plus en plus grande dans
2. LES ATOUTS DE L 'ALUMINIUM
27
Alc
an M
arin
e
27
EXEMPLE DE SPÉCIFICATIONS DES TÔLES EN SEALIUM®
Épaisseur (mm) Largeur (mm) Longueur (mm)
3,8 ≤ e ≤ 4 1 830 15 000
4 ≤ e ≤ 4,2 2 100 15 000
4,2 ≤ e ≤ 4,5 2 260 15 000
4,5 < e ≤ 5,5 2 400 15 000
5,5 < e ≤ 8 2 438 15 000
8 < e ≤ 10 2 438 12 500
10 < e ≤ 12,7 2 438 10 350
Tableau 8
EXEMPLE DE SPÉCIFICATIONS DES TÔLES EN 5083
Épaisseur (mm) Largeur (mm) Longueur (mm) État métallurgique
4 ≤ e ≤ 8 2 500 15 000 F, O, H111, H112
8 < e ≤ 10 2 500 12 500
10 < e ≤ 12,7 2 500 10 350
3,8 ≤ e ≤ 4 1 830 15 000 H22, H32, H116,
4 ≤ e ≤ 4,2 2 100 15 000 H321
4,2 ≤ e ≤ 4,5 2 260 15 000
4,5 < e ≤ 5,5 2 400 15 000
5,5 < e ≤ 8 2 438 15 000
8 < e ≤ 10 2 438 12 500
10 < e ≤ 12,7 2 438 10 350
4 ≤ e ≤ 6,35 2 000 15 000 H24, H34
6,35 < e ≤ 8 2 300 15 000
8 < e ≤ 10 2 300 12 500
10 < e ≤ 12,7 2 300 10 350
6 ≤ e ≤ 8 2 500 à 2 800 8 000 F, O, H111,
2 800 à 3 050 6 000 H112, H22, H24,
8 < e ≤ 10 2 500 à 2 800 9 000 H34, H116,
2 800 à 3 050 8 000 H 321
10 < e ≤ 12,7 < 2 500 12 000
2 500 à 2 800 11 000
2 800 à 3 050 10 000
> 12,7 ≤ 3 050 12 000
Jusqu'à 8 mm d'épaisseur et jusqu'à 15 000 mm de longueur, Tableau 7les tôles sont découpées à la cisaille.
Pour les épaisseurs supérieures à 8 mm et jusqu'à 12 500 mm de longueur, les tôles sont sciées.
la construction navale. Ils appor-tent des avantages considérablesen termes de réduction de poids(10), et de gain de temps et deprécision à l’assemblage [3].
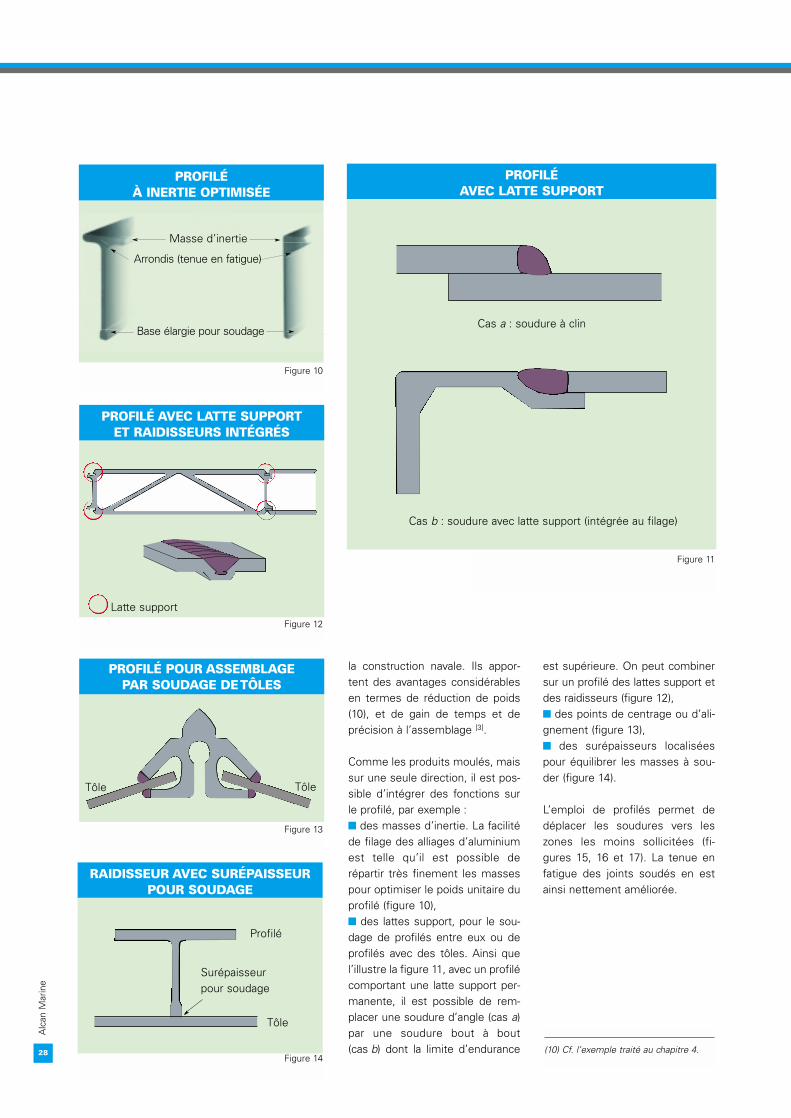
Comme les produits moulés, maissur une seule direction, il est pos-sible d’intégrer des fonctions surle profilé, par exemple :� des masses d’inertie. La facilitéde filage des alliages d’aluminiumest telle qu’il est possible derépartir très finement les massespour optimiser le poids unitaire duprofilé (figure 10),� des lattes support, pour le sou-dage de profilés entre eux ou deprofilés avec des tôles. Ainsi quel’illustre la figure 11, avec un profilécomportant une latte support per-manente, il est possible de rem-placer une soudure d’angle (cas a)par une soudure bout à bout(cas b) dont la limite d’endurance
est supérieure. On peut combinersur un profilé des lattes support etdes raidisseurs (figure 12),� des points de centrage ou d’ali-gnement (figure 13),� des surépaisseurs localiséespour équilibrer les masses à sou-der (figure 14).
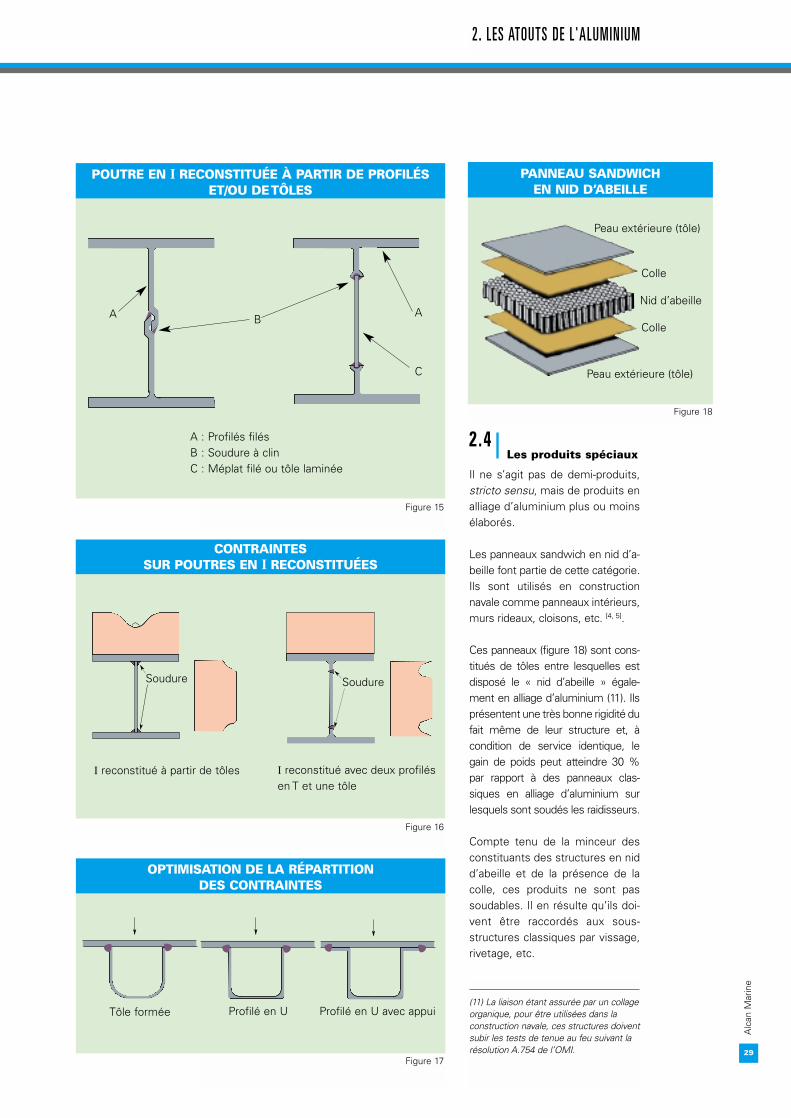
L’emploi de profilés permet dedéplacer les soudures vers leszones les moins sollicitées (fi-gures 15, 16 et 17). La tenue enfatigue des joints soudés en estainsi nettement améliorée.
28
Alc
an M
arin
e
28
Masse d’inertie
Base élargie pour soudage
Arrondis (tenue en fatigue)
PROFILÉ À INERTIE OPTIMISÉE
➤
➤
➤
➤
➤
➤
PROFILÉ AVEC LATTE SUPPORT
Cas a : soudure à clin
Cas b : soudure avec latte support (intégrée au filage)
PROFILÉ AVEC LATTE SUPPORT ET RAIDISSEURS INTÉGRÉS
Latte support
PROFILÉ POUR ASSEMBLAGE PAR SOUDAGE DE TÔLES
Tôle Tôle
RAIDISSEUR AVEC SURÉPAISSEUR POUR SOUDAGE
Profilé
Surépaisseurpour soudage
Tôle
➤
Figure 10
Figure 12
Figure 13
Figure 14
Figure 11
(10) Cf. l’exemple traité au chapitre 4.
2.4Les produits spéciaux
Il ne s’agit pas de demi-produits,stricto sensu, mais de produits enalliage d’aluminium plus ou moinsélaborés.
Les panneaux sandwich en nid d’a-beille font partie de cette catégorie.Ils sont utilisés en constructionnavale comme panneaux intérieurs,murs rideaux, cloisons, etc. [4, 5].
Ces panneaux (figure 18) sont cons-titués de tôles entre lesquelles estdisposé le « nid d’abeille » égale-ment en alliage d’aluminium (11). Ilsprésentent une très bonne rigidité dufait même de leur structure et, àcondition de service identique, legain de poids peut atteindre 30 %par rapport à des panneaux clas-siques en alliage d’aluminium surlesquels sont soudés les raidisseurs.
Compte tenu de la minceur desconstituants des structures en nidd’abeille et de la présence de lacolle, ces produits ne sont passoudables. Il en résulte qu’ils doi-vent être raccordés aux sous-structures classiques par vissage,rivetage, etc.
2. LES ATOUTS DE L 'ALUMINIUM
29
Alc
an M
arin
e
29
CONTRAINTES SUR POUTRES EN I RECONSTITUÉES
➤
➤
Soudure Soudure
➤
➤
I reconstitué à partir de tôles I reconstitué avec deux profilés en T et une tôle
Tôle formée Profilé en U Profilé en U avec appui
➤ ➤ ➤
POUTRE EN I RECONSTITUÉE À PARTIR DE PROFILÉS ET/OU DE TÔLES
BA A
C
A : Profilés filésB : Soudure à clinC : Méplat filé ou tôle laminée
Figure 15
Figure 16
Figure 17
Colle
Peau extérieure (tôle)
Nid d’abeille
Peau extérieure (tôle)
Colle
PANNEAU SANDWICH EN NID D’ABEILLE
(11) La liaison étant assurée par un collageorganique, pour être utilisées dans laconstruction navale, ces structures doiventsubir les tests de tenue au feu suivant larésolution A.754 de l’OMI.
Figure 18
OPTIMISATION DE LA RÉPARTITION DES CONTRAINTES
3.LA FACILITÉ DEMISE EN ŒUVRE
Sous réserve d’observer certainesrègles spécifiques aux alliages d’a-luminium, rappelées dans les cha-pitres suivants, leur mise enœuvre s’inscrit dans les pratiqueshabituelles de mise en forme, depliage, de chaudronnage, d’em-boutissage, d’usinage, en usagepour les autres métaux usuels telsque l’acier ordinaire, l’acier inoxy-dable, etc.
Pour travailler les alliages d’alu-minium, dans la plupart des cas,il n’est pas nécessaire d’avoirdes équipements ou des machi-nes spécifiques. Par contre, ilest recommandé d’affecter,autant que faire se peut, un ate-lier au travail des alliages d’alu-minium, séparé de celui desaciers et surtout de celui desalliages cuivreux (12).
Tout comme les autres métauxusuels, les alliages d’aluminium seprêtent bien aux techniques d’as-semblage telles que :� le soudage,� le boulonnage,� le rivetage,� le clippage,� le collage, etc.
Du fait de sa bonne résistance à lacorrosion, la surface de l’alumi-nium reste nette, elle ne tache pasceux qui le manipulent.
4.LA TENUE À LA CORROSION EN MILIEU MARIN
Le milieu marin est connu pourêtre très éprouvant pour tous lesmatériaux. L’aluminium, comme lebronze, fait partie des raresmétaux et alliages capables derésister dans ce milieu. Ils appar-
tiennent aux matériaux dits de« qualité marine », label quimarque une exceptionnelle résis-tance à la corrosion en milieumarin.
La légèreté et la tenue à la corro-sion – dont les principaux aspectssont traités au chapitre 10 (13) –expliquent le développement desapplications marines de l’alumi-nium depuis un demi-siècle.
Les alliages « marine », desfamilles 5000 et 6000 cumulentune excellente tenue à la corrosionen milieu marin et de bonnescaractéristiques mécaniques. Ilssont donc les plus appropriés pourles applications marines, dont laconstruction navale. Il n’est pasindispensable de les protéger parpeinture ou par anodisation (14).
L’excellente tenue à la corrosionen milieu marin a plusieurs consé-quences importantes pour les utili-sateurs :� l’intégrité dimensionnelle descomposants, au point qu’il n’y apas de « surépaisseur » de corro-sion à prévoir sur la carène,� la durée de vie des équipementsou des navires peut être très lon-gue. Il n’est pas rare de trouverdes pontons de ports de plaisanceou des bateaux qui ont plusieursdécennies de service. C’est l’ob-solescence qui met un terme àleur service,� l’aspect des équipements oudes navires est bien mieuxconservé du fait de la très bonnetenue à la corrosion. La surfaceprend une « patine » qui s’intègretrès bien dans l’environnementsans nuire à l’esthétique généraledu milieu. Du fait que les produitsde corrosion de l’aluminium sontblancs, si le métal vient à subirune corrosion par piqûres, il n’enrésulte pas de dégradationd’aspect comme cela se voit surl’acier, où la corrosion provoquedes coulures de rouille,� l’entretien est très réduit, même
si l’aluminium n’est pas protégé (nipeint, ni anodisé). Quand il estpeint, la réfection des peinturesest moins fréquente et moinsurgente parce que le métal sous-jacent résiste bien à la corrosion.
5.L’IMPACT SURL’ENVIRONNEMENT
La question de l’impact sur l’envi-ronnement est complexe. Elledépend de plusieurs paramètres,dont par exemple :� le matériau constitutif,� la mise en forme du produit enchantier,� les conditions d’exploitation,� l’entretien,� la fin de vie du produit.
Préalablement à la construction età l’exploitation d’un navire ou d’unéquipement, l’étude du projet estune étape importante dont vadépendre pour partie l’impact surl’environnement. En arrêtant desdispositions constructives adap-tées au matériau et aux conditionsde service, la maintenance s’entrouve réduite, la tenue à la corro-sion améliorée, etc. [6].
La construction des équipementset des navires en alliage d’alumi-nium relève des opérations clas-siques de la chaudronnerie –découpage, mise en forme, sou-dage, etc. – qui sont décrites auxchapitres 5, 6 et 7 (15). Les pro-grès des techniques d’assem-blage et des outils réduisent l’im-pact sur l’environnement.
30
Alc
an M
arin
e
30
(12) Pour éviter des risques ultérieurs decorrosion galvanique de l’aluminium.
(13) Cf. page 145.
(14) Sauf les œuvres vives qu’il fautpeindre avec des peintures« antifouling » pour éviter l’accrochagedes biosalissures marines.
(15) Cf. pp. 73 à 128.
En allégeant les structures, dontcelles des navires, l’aluminiuminduit une économie de carbu-rant. Il a donc un impact positifsur les émissions de dioxyde decarbone.
La très bonne tenue à la corrosiondes alliages marine dispense depeindre la majorité des surfacesintérieures du navire (16), deséquipements du littoral ou del’offshore. Ce faisant, l’économiefaite sur la protection se traduitaussi par une forte réduction del’impact sur l’environnement : pasde sablage, pas de rejet de com-posés organiques volatils (COV).Cela est valable pour toute ladurée de vie du navire puisque lessurfaces non peintes à l’origine nele seront jamais.
La fin de vie des navires et deséquipements (superstructuresdes navires en acier, des plates-formes pétrolières, etc.) en alliaged’aluminium s’insère parfaitementdans la pratique du recyclage del’aluminium.
6.LE RECYCLAGE
L’aluminium est l’un des métauxusuels dont le recyclage est leplus attractif tant pour l’aspecténergétique que pour l’aspectéconomique.
L’indice le plus probant de cetteaptitude au recyclage est qu’on nevoit nulle part dans le monde dumatériel ou des déchets en alumi-nium abandonnés ou mis endécharge. Cela est aussi vrai sur lelittoral.
La re-fusion de l’aluminium necoûte que 5 % de l’énergie d’éla-boration du métal. La part de l’alu-minium recyclé ne cesse de croî-tre depuis 30 ans. Ainsi, elleatteint maintenant 30 % de laconsommation mondiale.
Le recyclage de l’aluminium a tou-jours été une activité industrielleorganisée (depuis les années1930) et rentable parce que sesdéchets ont une valeur intéres-sante. En Europe, quelles quesoient les fluctuations du cours dumétal de première fusion, la valeurdes déchets triés est au moins del’ordre de 600 euros la tonne.
Le recyclage de l’aluminium estorganisé à chaque stade de latransformation (laminage et filage)et de la mise en œuvre dans leschantiers. Ainsi, tous les ateliersqui travaillent l’aluminium sontorganisés pour récupérer les chu-tes de tôles et de profilés, qui sontrevendues (17).
Le démantèlement des navires enaluminium n’est pas encore fré-quent du fait de la faible ancien-neté – moins de 30 ans – de la plu-part d’entre eux.
Les rares expériences connues àce jour montrent que le démantè-lement d’un navire en alliage d’alu-minium ne présente pas de diffi-culté particulière [7]. La valorisationdes déchets sera d’autant plusfacile que les alliages entrant dansla construction navale sont lesmêmes partout, ils appartiennentaux familles 5000 et 6000.
7.L’INNOVATION
La construction navale en alumi-nium bénéficie de la dynamiqueinnovatrice de l’industrie de l’alu-minium, que ce soit :� pour l’amélioration des perfor-mances des alliages en coursdepuis 1990 ; le Sealium® fait par-tie de ceux-là,� pour les modes d’assemblages,dont le soudage par friction mala-xage (FSW) et le collage,� pour la diffusion des connais-sances sur la mise en œuvre del’aluminium, de la tenue à la corro-
sion en milieu marin ; cette bro-chure et la précédente [8] répon-dent aux besoins des professionsconcernées : architectes, arma-teurs, chantiers, etc.
Références bibliographiques[1] « General considerations on hightensile steel versus aluminium alloy andtechnical aspects realted to thealuminium construction », V. FARINETTI,Fincantieri, Naval Shipbuilding Division,The Third International Forum onAluminium Ships, Haugesund, Norway,May 1998.
[2] « L’utilisation de l’aluminium enconstruction navale », Christian GAUDIN,Alstom Leroux Naval Nantes, ConférenceCETIM Senlis, nov. 1999.
[3] « Development of value addedaluminium extrusions for the marinemarket », J. GÖNNER, Corus AluminiumExtrusions, 4th International Forum onAluminium Ships, New Orleans, May2000.
[4] « Use of aluminiumprofile/honeycomb hybrid solutions inmarine applications » R. J. DEAN,F. RITTER, Alusuisse, The ThirdInternational Forum on Aluminium Ships,Haugesund, Norway, May 1998.
[5] « Aluminium honeycomb mezzanineramps for Incat 95 metre high speedcombination Ro-Pax catamarans »,G. DAVIDSON, Incat Tasmania, M. TURNER,Hexcel Composites, Third ConferenceAusmarine, Freemantle, Nov. 1998.
[6] « Technologies for reducedenvironmental impact from ships – shipbuilding, maintenance and dismantlingaspects », B. HAYMAN, M. DOGLIANI,I. KVALE, A. MAGERHOLM FET.
[7] « Research on aluminium shiprecycling ». N. ITOYAMA, Sky AluminiumCie Ltd, The Third International Forum onAluminium Ships, Haugesund, Norway,May 1998.
[8] L’Aluminium et la mer, PechineyRhenalu, 1992.
2. LES ATOUTS DE L 'ALUMINIUM
31
Alc
an M
arin
e
(16) Seules les œuvres vives doivent êtrepeintes pour éviter la fixation desbiosalissures marines, cf. chapitre 11.Il est de tradition de peindre à la marquede l’armateur tout ou partie de la surfaceextérieure du navire, dans le seul butdécoratif.
(17) En construction navale aluminium, la mise en œuvre n’est que de l’ordre de 115 %.

32
Alc
an M
arin
e
HARD TOP YACHT