Embed Size (px)
Citation preview
UNIVERSITE D’ANTANANARIVO
___________________________________________
ECOLE SUPERIEURE POLYTECHNIQUE
____________________________________________
DEPARTEMENT GENIE CHIMIQUE
Mémoire de Fin d’Etudes en vue de l’Obtention de Diplôme d’Ingénieur
en
Génie Chimique
CONCEPTION ET REALISATION D’UN APPAREIL
POUR L’OBTENTION D’EAU DE JAVEL
Présenté par : RABEMANANJARA Feno Fanambinana
Soutenu le : 30 Août 2012
Promotion : 2011
« CONCEPTION ET REALISATION D’UN APPAREIL
POUR L’OBTENTION D’EAU DE JAVEL »
Présenté par : RABEMANANJARA Feno Fanambinana
Membres de Jury:
Président : Professeur ANDRIANARY Philippe Antoine
Rapporteurs : Docteur RAKOTOARIVONIZAKA Ignace
Docteur RANDRIANA Nambinina Richard Fortuné
Examinateurs : Docteur RAKOTOSAONA Rijalalaina
Docteur RAKOTOMAMONJY Pierre
Promotion 2011
Année universitaire: 2010 - 2011
UNIVERSITE D’ANTANANARIVO
ECOLE SUPERIEURE POLYTECHNIQUE
DEPARTEMENT GENIE CHIMIQUE

i
REMERCIEMENTS
La réalisation de cet ouvrage n’aurait jamais eu lieu sans la présence et l’aide précieuse
des personnes dont nous tenons à remercier, notamment :
Monsieur le Professeur ANDRIANARY Philippe Antoine, Directeur de l’Ecole
Supérieure Polytechnique d’Antananarivo, qui nous a permis d’effectuer nos
études au sein de l’Etablissement et nous faisant l’honneur de présider le jury de
ce mémoire
Monsieur le Docteur RANDRIANA Nambinina Richard Fortuné, Maître de
Conférences et Enseignant chercheur au sein de l’Ecole Supérieure
Polytechnique d’Antananarivo et Chef de Département Génie Chimique, siégeant
parmi les Rapporteurs.
Monsieur le Docteur RAKOTOARIVONIZAKA Ignace, Maître de Conférences et
Enseignant chercheur au sein de l’Ecole Supérieure Polytechnique
d’Antananarivo, Rapporteur de mémoire, n’ayant ménagé ni son temps ni ses
peines pour nous prodiguer tous les conseils afin de mener à bien la réalisation de
notre travail.
Monsieur le Docteur RAKOTOMAMONJY Pierre, Maître de conférences à l’Ecole
Supérieur Polytechnique d’Antananarivo et Chef de département du Premier
Cycle qui malgré ses responsabilités, nous fait honneur de sa présence parmi les
membres du jury.
Monsieur le Docteur RAKOTOSAONA Rijalalaina, Maître de conférences qui a
aussi bien voulu siéger parmi les membres du jury.
Personnels Enseignants du Département Génie Chimique
Nous tenons enfin à vous remercier famille et amis pour vos encouragements ; soutien
moral, matériel et financier ; sans compter votre aide. Une pensée plus particulièrement
à mes parents qui n’ont jamais cessé de m’épauler et de croire en moi tout au long de
ces nombreuses années d’étude.
A tous ceux qui, par leur collaboration, par leur compétence, par leur effort, par leur
amitié, ont participé de près ou de loin à la réalisation de ce présent travail.
Nous adressons, nos sincères reconnaissances.
ii
SOMMAIRE
AVANT PROPOS
INTRODUCTION GENERALE
PREMIERE PARTIE
ETUDES BIBLIOGRAPHIQUES
CHAPITRE I PRESENTATION DE L’EAU DE JAVEL
CHAPITRE II APERCU DES METHODES DE PRODUCTION DE L’EAU DE JAVEL
CHAPITRE III ANALYSE ET CHOIX DE TYPE D’APPAREILLAGE POUR LA
FABRICATION DE L’EAU DE JAVEL
Conclusion Partielle
DEUXIEME PARTIE
ETUDES EXPERIMENTALES
CHAPITRE IV ESSAI D’EXPERIMENTATION
CHAPITRE V METHODOLOGIE D’ETUDES EXPERIMENTALES
Conclusion Partielle
TROISIEME PARTIE
ETUDE ECONOMIQUE ET APPROCHE ENVIRONNEMENTALE
CHAPITRE VI ETUDE ECONOMIQUE
CHAPITRE VII EVALUATION FINANCIERE
CHAPITRE VIII APPROCHE ENVIRONNEMENTALE
CONCLUSION
ANNEXE
Annexe I DEPLACEMENT D'ELECTRONS ET IONS DANS UN ELECTROLYSEUR
Annexe II OXYDATION A L'ANODE ET REDUCTION A LA CATHODE
Annexe III DETERMINATION DE DEGRE CHLOROMETRIQUE
Annexe IV LA FICHE RAPPORTANT LE RESULTAT DE L’ANALYSE DE GROS SEL
BIBLIOGRAPHIE
WEBOGRAPHIE
TABLES DES MATIERES
iii
LISTE DES TABLEAUX
Tableau 1 : Consommation, en 2005, en millions de L/an
Tableau 2 : Donnée de fonctionnement des cellules
Tableau 3 : Les essais effectués
Tableau 4 : Matériels nécessaires (en Ariary)
Tableau 5 : Amortissement des immobilisations (en Ariary)
Tableau 6 : Amortissement de matériels nécessaires (en Ariary)
Tableau 7 : Prévision du chiffre d’affaires (en Ariary)
Tableau 8 : coût des investissements (en Ariary)
Tableau 9 : Coût d’achat (en Ariary)
Tableau 10 : Consommation en énergie (en Ariary)
Tableau 11 : Calcul des VAN (en Ariary)
Tableau 12 : Calcul TRI (en Ariary)
Tableau 13 : Calcul DRCI (en Ariary)
Tableau 14 : Comparaison de coût de production
iv
LISTES DES FIGURES
Figure 1 : Composition d’une eau de Javel en fonction du pH
Figure 2 : Electrolyse à mercure
Figure 3 : Electrolyse à diaphragme
Figure 4 : Electrolyse à membrane
Figure 5 : Fabrication industrielle d’eau de Javel
Figure 6 : Processus de fabrication d’eau de Javel
Figure 7 : Electrolyseur expérimental
Figure 8 : Cuve d'électrolyseur
Figure 9 : Cuve IBC avec agitateur vertical
Figure 10 : Assemblage de l’appareil de fabrication
Figure 11 : Redresseur triphasé
Figure 12 : Redresseur triphasé à pont
Figure 13 : Appareil pour la fabrication de l’eau de Javel
Figure 14 : Mécanisme d'un electrolyseur
Figure 15 : Deplacement ionique selon ΔE
Figure 16 : Dosage en chlore
Figure 17 : Virage de couleur suivant le Na2S2O3
v
GLOSSAIRE
Amalgame : alliage de mercure et d’un métal
Bactéricide : capable de tuer les bactéries
Biocide : produit détruisant les microorganismes
Chloroforme : liquide incolore, dérivé du chlore ayant un effet anesthésique à
l’inspiration
Déphlogistiquée : ancienne qualification de l’air composé d’eau et de phlogistique
Phlogistique : ancien nom de l’azote
Dismutation : réaction de cession d’électron libre, de catalyse enzymatique
Fongicide : propre à détruire des champignons parasites
In situ : expression latine signifiant dans son site naturel
Létale : qui apporte la mort
Organochloré : produit dérivé du chlore
Polymère : composé obtenu par polymérisation
Saumure : solution très concentrée de sel
Sporicide : ayant un pouvoir de destruction des spores, de désinfectant de haut
niveau
Spore : cellule reproductrice de la plupart des végétaux
Virucide : substance apte à détruire les virus
vi
SYMBOLES
SYMBOLE SIGNIFICATION
°C Degrés Celsius
% Pourcentage
cm2 Centimètre Carré
m3 Mètre Cube
m2 Mètre Carré
m Mètre
dm3 Décimètre Cube
l Litre
g Gramme
Kg Kilogramme
Kw Kilo Watt
A Ampère
V Volt
h Heure
mn Minute
T% Taux
Ps Puissance Apparente
W Watt
KA Kilo Ampère
KWh Kilo Watt Heure
vii
ABREVIATIONS
B Intensité de champ magnétique
c.a. Chlore actif
CAF Cash flow
Cl- Ion Chlore
Cl2 Dichlore
D Durée de temps
Do Durée de vie
DRCI Délai de récupération de capital investi
ESPA Ecole Supérieure Polytechnique d’Antananarivo
F Fréquence
GSM Genius System Multimedia
H2O Eau
Hg Mercure
IBC Inspection Basée sur la Criticité
INRS Institut National de Recherche Scientifique
Na Sodium
Na+ Ion sodium
NaClO Hypochlorite de sodium
NaOH Soude
Ns Nombre spire par volt
OMS Organisation Mondiale de la Santé
Pa1 puissance active primaire
Pa2 puissance active secondaire
PC Personnel Computer
Ps Puissance apparente
PVC Poly Viny Chloride
Sn section du noyau magnétique
TRI Taux de rentabilité interne
Uc Tension redressée
Urn Tension inverse
UV Ultra Violet
VAN Valeur actuelle nette
viii
AVANT PROPOS
A la veille de la révolution industrielle, l’eau de Javel se fait reconnaître en France du
XVIIIème siècle. De sa vertu de blanchiment, naît tout l’intérêt d’une petite manufacture
du petit village de Javel de l’époque à la production de celle-ci. Trois procédés ont été
dès lors jusqu’à aujourd’hui découverts pour l’obtention d’eau de Javel. Dans une
optique d’amélioration des procédés, nous nous sommes posés la question de savoir
d’une possibilité d’ « inventer » une technique nouvelle non seulement meilleure et
plus avancée mais aussi plus abordable et moins coûteuse. Des expériences diverses et
des comparaisons ont été faites à cet effet. C’est dans le but d’expliciter et d’aborder
cette approche nouvelle qu’a été rédigé ce mémoire. Nous espérons apporter à vous,
jury et lecteurs, la connaissance d’une évolution technique réalisable.
INTRODUCTION GENERALE
De nos jours, l’utilisation d’eau de Javel occupe une grande importance pour le
traitement des eaux. Son action désinfectante est valable sur tout le long du réseau de
distribution de l’eau. L'eau de Javel, étant utilisée pour désinfecter les sanitaires, les sols,
les éviers et les paillasses est parfois aussi ajoutée à la lessive pour « blanchir » le linge
voire même utilisée pour désinfecter l'eau des piscines.
Spécifiquement pour Madagascar, malgré la disposition de grandes réserves de matières
premières pour la fabrication de l’eau de Javel, la valorisation locale des appareils de
fabrication d’eau de Javel reste non réalisée de manière optimum. Nous pouvons citer le
cas du sel (NaCl) pour la fabrication de dichlore et de la soude caustique. Similairement,
le graphite, une matière première existant localement en quantité importante et facile
d’accès entre dans la décomposition du chlorure de sodium autant qu’anode de
l’électrolyseur ; également, le fer joue le rôle de la cathode afin d’obtenir le chlore et la
soude caustique.
Pour favoriser le développement industriel de notre pays, il nous est indispensable de
contribuer à la valorisation de ces matières premières par de nouvelles techniques
d’application, plus performantes et moins onéreuses. Pour cette raison, dans le cadre de
partenariat entre l’Ecole Supérieure Polytechnique d’Antananarivo et la Société Y sur
proposée de déterminer le but de cette étude est d’apporter une contribution à la
fabrication d’un appareil pour produire de l’eau de Javel, notre pays étant toujours dans
l’obligation d’importer à des prix très coûteux ; en raison de la nécessité de l’eau de Javel
qui est incontournable pour les désinfections de bactéries et de virus.
Pour ce faire, le thème de notre mémoire de fin d’études pour l’obtention d’un diplôme
d’ingénieur se porte sur : « CONCEPTION ET REALISATION D’UN APPAREIL POUR
L’OBTENTION D’EAU DE JAVEL »
Pour mieux organiser ce projet de mémoire, le travail se divise en trois grandes parties :
Dans la première, nous effectuons les rappels bibliographiques et la partie théorique de
notre travail. La deuxième concerne le volet expérimental pour la fabrication de l’eau de
Javel à partir du sel de chlorure de sodium en solution et du graphite. La troisième partie
nous rapporte l’étude économique d’une unité de production et l’étude d’impacts
environnementaux de ce dernier.
PREMIERE PARTIE :
ETUDES BIBLIOGRAPHIQUES
3
CHAPITRE I
PRESENTATION DE L’EAU DE JAVEL
Après un historique bref et une définition concrète de l’eau de Javel selon le lexique de la
chimie, la propriété et l’utilisation de celle-ci seront illustrées dans ce premier chapitre.
I.1. Historique
I.1.1. Origine du mot Javel
L’Eau de Javel tire son nom de l’ancien village de Javel (aujourd’hui quartier du 15ème
arrondissement de Paris) où s’était implantée, en 1784, une manufacture de produits
chimiques, près du « moulin de Javelle ». Cette fabrique était la propriété, à l’origine, de
nobles proches du Comte d’Artois, frère de Louis XVI et dirigée par Léonard Alban. Elle
était destinée aux lavandières (blanchisseuses de l’époque) alors nombreuses sur les
bords de Seine. La « javelle » du latin populaire gabella est un mot d’origine gauloise ; il
désignait ce qu’on rassemble par poignées. Les lavandières, pendant le nettoyage,
battait le linge avec une poignée de branches, pour extraire un maximum d’impuretés
des textiles. [25]
I.1.2. Découverte de l’action blanchissante de l’eau de Javel
Jusqu’au 18ème siècle, on pratiquait généralement le blanchiment sur pré des tissus en
lin, chanvre et coton, ce qui nécessitait beaucoup d'espace et de temps. Son succès
dépendait de la température, du soleil…. Claude-Louis Berthollet (1748-1822), chimiste
savoyard et médecin du duc d’Orléans, savait que le blanchiment du linge sur pré était
dû à l’action de l’oxygène de l’air et il chercha à reproduire artificiellement ce que faisait
la nature. Il y réussit grâce aux solutions chlorées (le chlore dénommé alors « esprit de
sel déphlogistiqué » ayant été découvert par Scheele en 1774). Dans ce village de Javel,
Berthollet utilisa l’eau de chlore, en 1785, pour ses propriétés blanchissantes. Les
Directeurs de la Manufacture, MM. Alban et Vallet, décidèrent de dissoudre le chlore
dans une solution de potasse particulièrement adaptée au blanchiment du linge et
4
stabilisant le caractère oxydant du chlore. Ils avaient créé la « liqueur de Javel », qui
devint ensuite l’Eau de Javel.
La manufacture travailla à plein rendement pendant la Révolution, s’agrandit et ne
fabriqua plus que de l’Eau de Javel. En 1875, la « fabrique d’Eau de Javel » occupait
deux cents ouvriers. Elle disparut entre 1885 et 1889, remplacée par les aciéries de
France et les entrepôts et magasins généraux de Paris, lesquels cédèrent la place aux
usines Citroën en 1915. [25]
I.1.3. Découverte de l’action désinfectante de l’Eau de Javel
En 1793 le chirurgien Percy (1754-1825) utilisa les solutions d’eau de chlore pour lutter
contre « la pourriture d’hôpital » à l’armée du Rhin.
En 1820, le pharmacien Antoine-Germain Labarraque (1777-1850) remplaça la potasse
par la soude et étudia les utilisations médicales et pharmaceutiques de l’Eau de Javel. Il
inventa le « Chlorure d’oxyde de soude et de chaux », variété d’Eau de Javel qui permit,
entre autres choses, d’arrêter le processus de putréfaction des muqueuses. Il fit ainsi un
grand pas dans le domaine de l’hygiène. La « liqueur de Labarraque » fut utilisée par les
chirurgiens, les médecins, certaines usines, les égoutiers, les fossoyeurs… Elle fut
largement distribuée lors d’une épidémie de choléra, en 1832. Il employa l'hypochlorite
de sodium pour arrêter les gangrènes, accélérer les cicatrisations, désinfecter les
hôpitaux… Il obtint de nombreux prix, fut nommé à l’Académie de Médecine en 1824, au
Conseil d’Hygiène Publique et de Salubrité du département de la Seine en 1836.
En 1793 le chirurgien Percy (1754-1825) utilisa les solutions d’eau de chlore pour lutter
contre « la pourriture d’hôpital » à l’armée du Rhin.
En 1820, le pharmacien Antoine-Germain Labarraque (1777-1850) remplaça la potasse
par la soude et étudia les utilisations médicales et pharmaceutiques de l’Eau de Javel. Il
inventa le « Chlorure d’oxyde de soude et de chaux », variété d’Eau de Javel qui permit,
entre autres choses, d’arrêter le processus de putréfaction des muqueuses. Il fit ainsi un
grand pas dans le domaine de l’hygiène. La « liqueur de Labarraque » fut utilisée par les
chirurgiens, les médecins, certaines usines, les égoutiers, les fossoyeurs… Elle fut
largement distribuée lors d’une épidémie de choléra, en 1832. Il employa l'hypochlorite
de sodium pour arrêter les gangrènes, accélérer les cicatrisations, désinfecter les
5
hôpitaux… Il obtint de nombreux prix, fut nommé à l’Académie de Médecine en 1824, au
Conseil d’Hygiène Publique et de Salubrité du département de la Seine en 1836.
En 1845 Semmelweis, docteur en obstétrique à Vienne, fit tomber la mortalité par fièvre
puerpérale de 27% à 0,23% grâce à l’utilisation des hypochlorites par les médecins pour
le lavage des mains avant d’accoucher les femmes.
En 1892, Calmette découvrit que le bacille de Koch (tuberculose) était détruit par l’Eau
de Javel. Les applications de l'Eau de Javel en désinfection se sont développées sous
l’influence de plusieurs collaborateurs de Pasteur, notamment Chamberland et Fernbach.
Lors de la grande guerre, des progrès décisifs en hygiène furent accomplis par les
médecins et les militaires :
Lors de la bataille de Verdun, l'Armée française encerclée, et ne disposant plus d'eau
potable, le Colonel Bunau-Varilla, directeur du service des eaux de l’armée mélangea un
petit stock d'Eau de Javel à l'eau de la Meuse pour alimenter les troupes en eau potable
(d'où l'expression "verdunisation" synonyme de potabilisation à l'Eau de Javel).
Le Docteur Fernand Bezançon prouva le pouvoir bactéricide de l’Eau de Javel sur le
linge contaminé.
Les solutions tamponnées d’Eau de Javel furent utilisées comme antiseptiques, d’abord
par le Professeur Dakin, pour désinfecter les plaies des blessés, puis par le Docteur
Carrel, dans les ambulances dont il avait la charge. Le procédé se généralisa ensuite
très rapidement. Grâce à son spectre microbien le plus large connu à ce jour, l’Eau de
Javel est utilisée pour lutter contre la propagation des maladies : fièvre typhoïde, choléra,
hépatite virale, SIDA, grippe aviaire…
C'est également la raison pour laquelle, en Juillet 1969 la NASA sélectionna l’Eau de
Javel pour désinfecter Apollo XI au départ et à son retour de la lune pour éviter toute
contamination éventuelle Terre/Lune et vice-versa.
En 1989, pour la deuxième fois depuis sa découverte, l'effet bactéricide de l'Eau de Javel
est mis en évidence par le Professeur Dodin de l'Institut Pasteur. Ses travaux révélèrent,
à l'aide d'un microscope électronique, que les bactéries sont détruites en 30 secondes
avec une solution d'Eau de Javel à 0,036 % de chlore actif.
En 2008, l'activité virucide de l'Eau de Javel sur le virus Influenza virus A/H5N1 a été
démontrée par l'Institut Pasteur de Lille. [26]
6
Les médias livrent quotidiennement leur lot d'informations sur de nouvelles maladies et
épidémies et les difficultés à les combattre. Pour en limiter la propagation, la prévention
est plus que jamais nécessaire et passe par une hygiène irréprochable, renforcée par
une désinfection régulière de notre environnement. Dans ce contexte l'eau de Javel,
facile à utiliser et particulièrement efficace, est incontournable. C'est en effet un
désinfectant universel, bactéricide, fongicide, sporicide et virucide [15], accessible à tous
qui nous mène à notre projet « CONCEPTION ET REALISATION D’UN APPAREIL
POUR L’OBTENTION D’EAU DE JAVEL ».
I.2. Définition de l’eau de Javel selon le lexique de chimie
Par convention, l'agent actif de l'eau de Javel est l'anion hypochlorite, de formule ClO-.
L'eau de Javel est obtenue par action de la soude sur du dichlore. Il se produit une
dismutation de l'élément chlore : à la fois oxydation, (obtention de l'anion hypochlorite), et
réduction (obtention de l’anion chlorure), à partir de la molécule de dichlore. [30] Il se
forme alors de l'hypochlorite de sodium, de formule NaClO, et du chlorure de sodium
NaCl en quantité égale selon la réaction suivante :
I.3. Propriétés de l’eau de Javel
I.3.1. Propriétés chimiques [30]
I.3.1.1. Réaction avec les acides
L'eau de Javel mise en contact avec un acide va libérer des ions H+, l'équilibre chimique
va être déplacé vers la droite. La réaction suivante va se produire :
Cl2 + 2 Na+ + 2 HO- Na+ + ClO- + Na+ + Cl- + H2O
HClO + H+ + Cl- Cl2 + H2O
Semi-réaction (dismutation de chlore en milieu basique)
7
Il se produit alors un dégagement de dichlore qui est un gaz très toxique. C'est pour cela
que l'eau de Javel ne doit jamais être en contact avec des acides, que l'on trouve par
exemple dans les produits détartrants ou dans l'urine.
I.3.1.2. Réaction avec l’ammoniac:
Lorsqu'ils sont mis en présence, l'acide hypochloreux (HClO) et l'ammoniac (NH3)
donnent des chloramines selon les réactions suivantes :
Puis :
Et ensuite :
Les chloramines gazeuses sont très irritantes. C'est pour cela qu'il ne faut pas mélanger
l'eau de Javel avec de l'ammoniaque.
Ammoniac + acide hypochloreux monochloramine + eau
monochloramine + acide dichloramine + eau
dichloramine + acide trichloramine + eau
NH2Cl + HOCl NH2Cl + H2O
NHCl2 + HOCl NCl3 + H2O
NH3 + HOCl NH2Cl + H2O
8
I.3.1.3. Propriétés oxydantes
L'eau de Javel possède des propriétés oxydantes dues à l'ion hypochlorite ClO-. L'ion
ClO- est un oxydant puissant. Cet agent actif est à l'origine du pouvoir blanchissant de
l'eau de Javel. L'ion Cl- est son réducteur conjugué. On définit le couple redox ClO- / Cl-.
La réaction de réduction de l'ion hypochlorite ClO- s'écrit :
Il faut noter que la décomposition de l'eau de Javel en ion hypochlorite et acide
hypochloreux dépend fortement du pH du milieu : à des pH supérieurs à 8, l'eau de Javel
perd de son activité désinfectante car elle ne libère plus que 25 % (environ) d'ion biocide
ClO-. Il faut alors avoir recours à un complément, le brome par exemple.
L'eau de Javel est une solution aqueuse d'hypochlorite et de chlorure de sodium, en
présence d'un excès de soude. Sa composition varie en fonction du pH d'utilisation et du
temps écoulé depuis sa fabrication. En fonction de sa concentration , elle se présente
sous forme de concentré de Javel ou d'eau de Javel proprement dite. Son principe actif
est, selon le pH, l'ion hypochlorite ClO-, l'acide hypochloreux HClO ou le dichlore Cl2 en
solution.
I.3.2. Stabilité de l’eau de Javel
L’eau de Javel varie selon le pH d’après les équilibres suivants :
ClO- + 2 H3O+ + 2e- Cl- + 3 H2O
NHCl2 + HOCl NCl3 + H2O
HClO + H+ + Cl- Cl2 + H2O
HClO H+ + ClO-
9
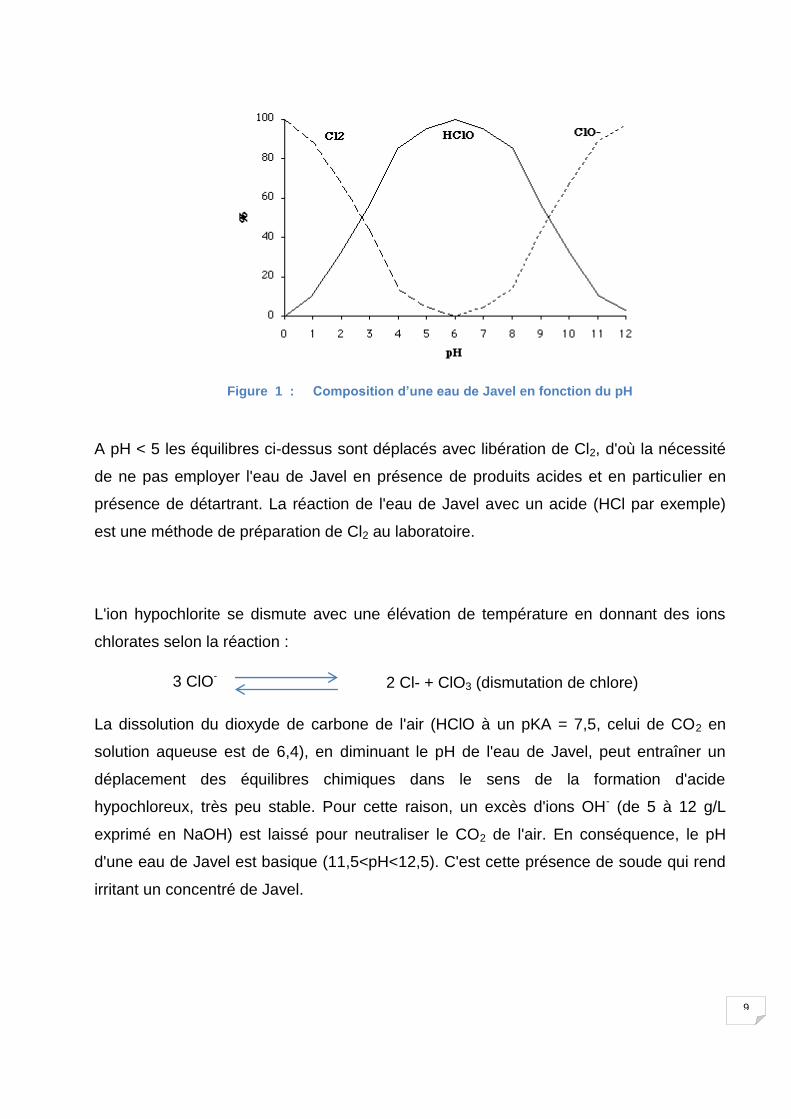
Figure 1 : Composition d’une eau de Javel en fonction du pH
A pH < 5 les équilibres ci-dessus sont déplacés avec libération de Cl2, d'où la nécessité
de ne pas employer l'eau de Javel en présence de produits acides et en particulier en
présence de détartrant. La réaction de l'eau de Javel avec un acide (HCl par exemple)
est une méthode de préparation de Cl2 au laboratoire.
L'ion hypochlorite se dismute avec une élévation de température en donnant des ions
chlorates selon la réaction :
La dissolution du dioxyde de carbone de l'air (HClO à un pKA = 7,5, celui de CO2 en
solution aqueuse est de 6,4), en diminuant le pH de l'eau de Javel, peut entraîner un
déplacement des équilibres chimiques dans le sens de la formation d'acide
hypochloreux, très peu stable. Pour cette raison, un excès d'ions OH- (de 5 à 12 g/L
exprimé en NaOH) est laissé pour neutraliser le CO2 de l'air. En conséquence, le pH
d'une eau de Javel est basique (11,5<pH<12,5). C'est cette présence de soude qui rend
irritant un concentré de Javel.
3 ClO- 2 Cl- + ClO3 (dismutation de chlore)
10
- L'ion hypochlorite, en solution dans l'eau, est fortement oxydant et il est, en particulier,
susceptible d'oxyder l'eau. La réaction globale est la suivante :
Cette réaction est lente, c'est elle qui impose une limite de durée d'utilisation : un an pour
l'eau de Javel dont trois mois pour les concentrer.
La stabilité d'une eau de Javel est régie par les lois de la cinétique chimique. Par
exemple, la vitesse de décomposition double lorsque la température s'élève de 5°C, les
extraits se décomposent plus rapidement que l'eau de Javel diluée. Cette décomposition
peut être accélérée par divers catalyseurs tels que :
les ions métalliques : pour cette raison, lors de sa fabrication et son stockage, elle ne
devra pas être en contact avec des métaux, cuivre, zinc, fer, aciers courants, aciers
inoxydables...
la lumière et en particulier les rayonnements UV d'où la conservation de l'eau de Javel
dans des récipients opaques non métalliques.
En conséquence, une eau de Javel sera conservée dans des récipients non métalliques,
opaques. Elle sera stockée à l'abri de la chaleur et diluée par de l'eau froide non polluée
par des ions métalliques. Sa durée d'utilisation est limitée : environ 3 mois pour les
concentrés, un an pour l'eau de Javel (voir l'article du BUP dans la bibliographie).
I.4. Utilisation de l’eau de Javel [18]
L’utilisation de l’eau de Javel varie selon son pourcentage en chlore actif. On parlera :
• d’extrait de Javel pour un produit titrant 40° chlorométriques minimum.
• D’eau de Javel si la concentration est comprise entre 9,6° et 35° chlorométriques.
• D’eau de Labarraque pour un produit titrant 2° chlorométriques.
ClO- O2 + Cl-
11
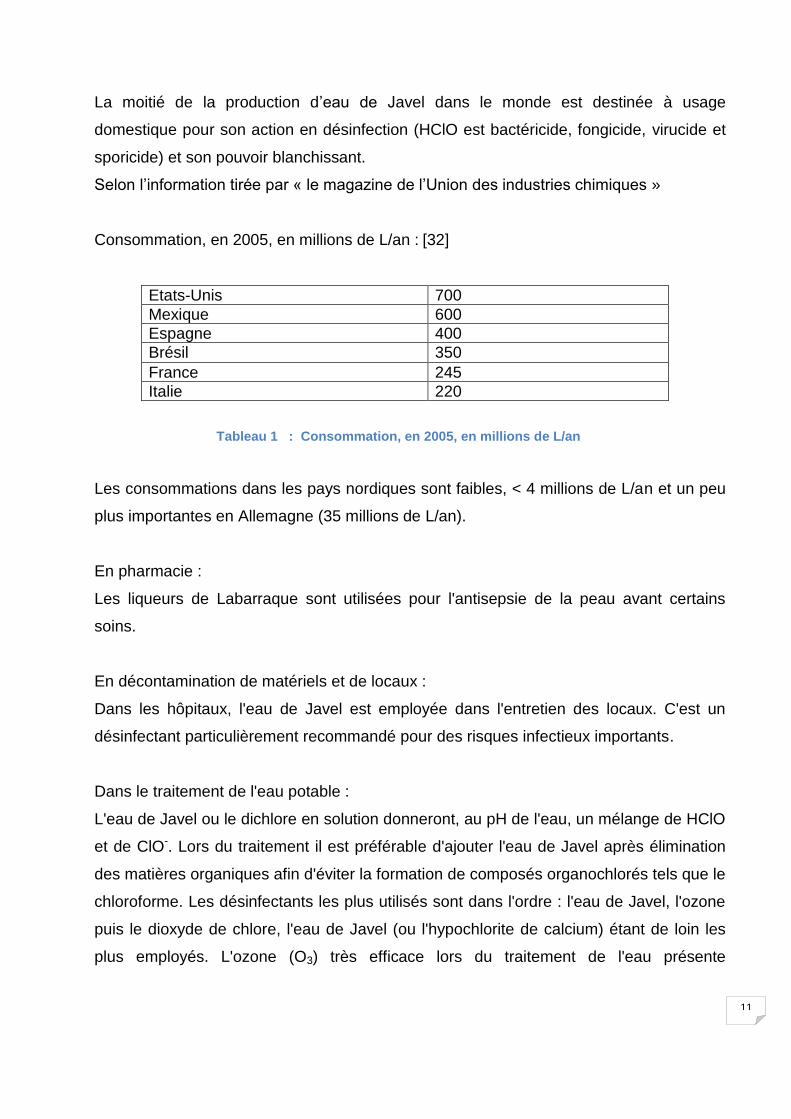
La moitié de la production d’eau de Javel dans le monde est destinée à usage
domestique pour son action en désinfection (HClO est bactéricide, fongicide, virucide et
sporicide) et son pouvoir blanchissant.
Selon l’information tirée par « le magazine de l’Union des industries chimiques »
Consommation, en 2005, en millions de L/an : [32]
Etats-Unis 700
Mexique 600
Espagne 400
Brésil 350
France 245
Italie 220
Tableau 1 : Consommation, en 2005, en millions de L/an
Les consommations dans les pays nordiques sont faibles, < 4 millions de L/an et un peu
plus importantes en Allemagne (35 millions de L/an).
En pharmacie :
Les liqueurs de Labarraque sont utilisées pour l'antisepsie de la peau avant certains
soins.
En décontamination de matériels et de locaux :
Dans les hôpitaux, l'eau de Javel est employée dans l'entretien des locaux. C'est un
désinfectant particulièrement recommandé pour des risques infectieux importants.
Dans le traitement de l'eau potable :
L'eau de Javel ou le dichlore en solution donneront, au pH de l'eau, un mélange de HClO
et de ClO-. Lors du traitement il est préférable d'ajouter l'eau de Javel après élimination
des matières organiques afin d'éviter la formation de composés organochlorés tels que le
chloroforme. Les désinfectants les plus utilisés sont dans l'ordre : l'eau de Javel, l'ozone
puis le dioxyde de chlore, l'eau de Javel (ou l'hypochlorite de calcium) étant de loin les
plus employés. L'ozone (O3) très efficace lors du traitement de l'eau présente
12
l'inconvénient de ne pas rester dans l'eau distribuée et donc ne peut pas protéger d'une
contamination ultérieure. Le dioxyde de chlore (ClO2) est produit in situ à partir de
chlorite de sodium.
Le goût d'eau de Javel y étant considéré comme le gage d'une eau saine, la
concentration maximale admissible fixée par l'OMS est de 5mg/L.
A des concentrations inférieures aux doses létales, l'eau de Javel inhibe le
développement des bactéries ce qui permet la protection de l'eau potable lors de son
transport par canalisation. Elle est également utilisée pour désinfecter l'eau des piscines.
Industriellement [16] :
L’eau de Javel est utilisée, en particulier, pour éviter le développement des algues et des
mollusques dans les canalisations des usines de dessalement de l'eau de mer et dans
les circuits de refroidissement des centrales thermiques classiques ou nucléaires utilisant
l'eau de mer. Par exemple, la centrale de Graveline utilise, lorsque la température de
l'eau de mer dépasse 10°C, 0,8 mg de solution d'eau de Javel par litre d'eau de mer,
avec un débit d'eau de 41 m3/s par réacteur de 900 MW.
13
CHAPITRE II
APERCU DES METHODES DE PRODUCTION DE L’EAU DE JAVEL
Notre analyse s’acheminera vers une étude introductive d’abord, de l’illustration des trois
types d’électrolyses dans la fabrication d’eau de Javel ensuite, et enfin de la mise en
exergue d’une fabrication d’eau de Javel par l’utilisation de soude et de chlore.
II.1. Introduction
En général, la réaction directe entre la soude et le dichlore eux-mêmes produits par
électrolyse du sel (NaCl) en solution d’où la réaction [21] :
La réaction est fortement exothermique et la température ne doit pas dépasser 40°C afin
de limiter la dismutation des ions hypochlorites en ions chlorates et chlorures. En
conséquence, le milieu réactionnel est énergiquement refroidi. Il est à noter que les
installations sont en PVC (cuves, canalisations).
Le procédé standard consiste à dissoudre le dichlore dans une solution aqueuse de
soude caustique. Ainsi, on obtient de l’eau de Javel.
Le procédé "haut titré" mis au point par Arkema consiste à dissoudre le dichlore dans
une solution de soude à 50 %. [28] L'eau de Javel obtenue titre de 24 à 26 % de chlore
actif. Lors de la dissolution, environ la moitié du chlorure de sodium formé précipite et est
ainsi éliminé. Des solutions de concentration plus faible sont ensuite préparées par
dilution.
Sel
Cl2 + 2 (Na+ + OH-) (Na+ + Cl-) +(Na+ + ClO-) + H2O
Eau de Javel Soude
14
II.2. Les trois types d’électrolyse pour l’obtention de chlore et de soude pour la
fabrication d’eau de Javel [18]
L’électrolyseur pour l’obtention du dichlore et de la soude caustique nécessaire pour la
fabrication de l’eau de Javel, nous pousse à inciter les trois différents électrolyseurs
existants à ce jour :
le procédé à l’amalgame de mercure, aussi appelé l'électrolyse à mercure;
l'électrolyse à diaphragme;
l'électrolyse à membrane.
II.2.1. L'électrolyse à mercure
Il s’agit de la plus ancienne technique industrielle. Cette première électrolyse a été
construite en 1888. Cette technique s'est surtout développée en Europe ; elle couvre
46% de la capacité de production de chlore actuelle.
Les étapes sont échelonnées. D’abord durant l’électrolyse, on effectue un procédé de
séparation utilisant le passage d'un courant électrique au travers d'un électrolyte {un
composé chimique à l’état de solution comme par exemple une solution de sel ordinaire
(NaCl + H2O)}, forçant les ions (exemples CI-, Na+, OH-, H+) à migrer vers les électrodes
(anode et cathode), séparant ainsi les éléments de base de la solution. Lors du
processus industriel, on utilise une tension de 4 à 4,5 volts avec une intensité de courant
égale à 250.000 ampères. La cellule à électrolyse comporte une anode en titane. Celle-ci
est disposée au-dessus d'une cathode mobile de mercure coulant sur le fond de la
cellule.
Ensuite, sous l'effet du courant électrique continu dans une solution de chlorure de
sodium (NaCl), du chlore gazeux (Cl2) se dégage de l'anode. Ce gaz est très chaud
(93,3°C) et humide. C’est pourquoi il sera refroidi, séché et ensuite liquéfié et réfrigéré.
On obtient de la sorte du chlore que l’on peut stocker et transporter.
Après, du sodium métallique (Na) apparaît dans la cathode de mercure et s’y dissout
pour former un amalgame. Un amalgame est un alliage de mercure avec un autre métal.
15
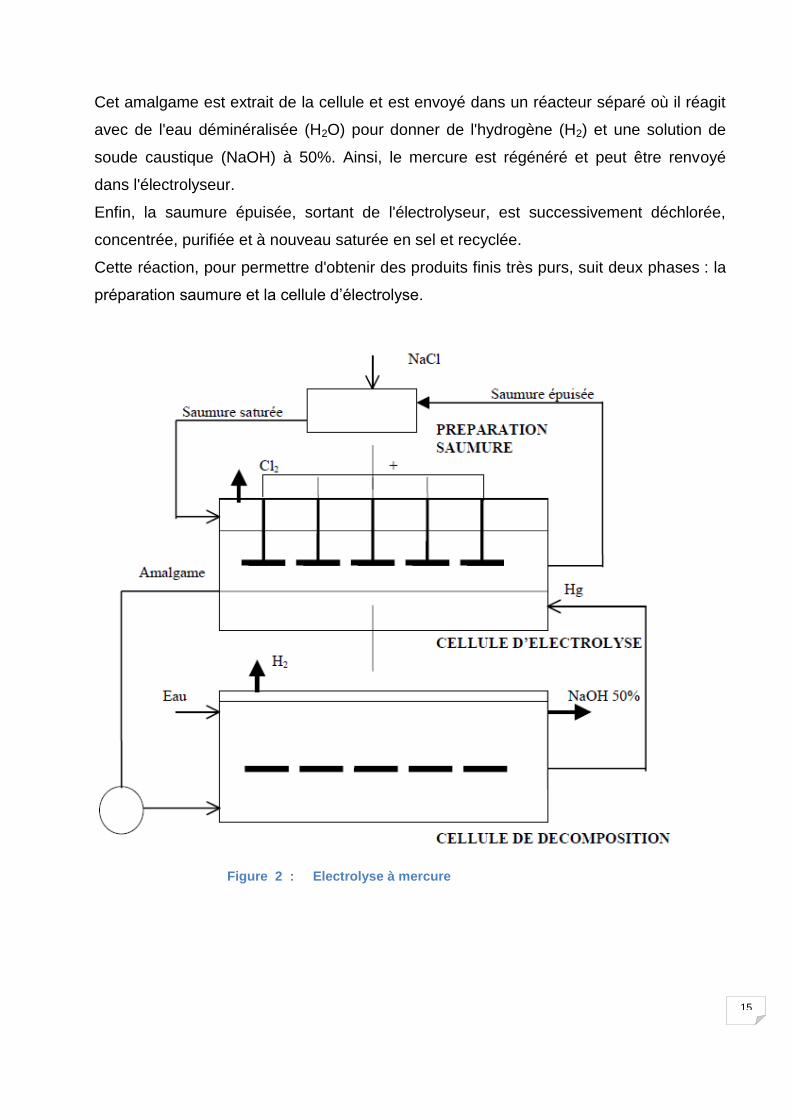
Cet amalgame est extrait de la cellule et est envoyé dans un réacteur séparé où il réagit
avec de l'eau déminéralisée (H2O) pour donner de l'hydrogène (H2) et une solution de
soude caustique (NaOH) à 50%. Ainsi, le mercure est régénéré et peut être renvoyé
dans l'électrolyseur.
Enfin, la saumure épuisée, sortant de l'électrolyseur, est successivement déchlorée,
concentrée, purifiée et à nouveau saturée en sel et recyclée.
Cette réaction, pour permettre d'obtenir des produits finis très purs, suit deux phases : la
préparation saumure et la cellule d’électrolyse.
Figure 2 : Electrolyse à mercure
16
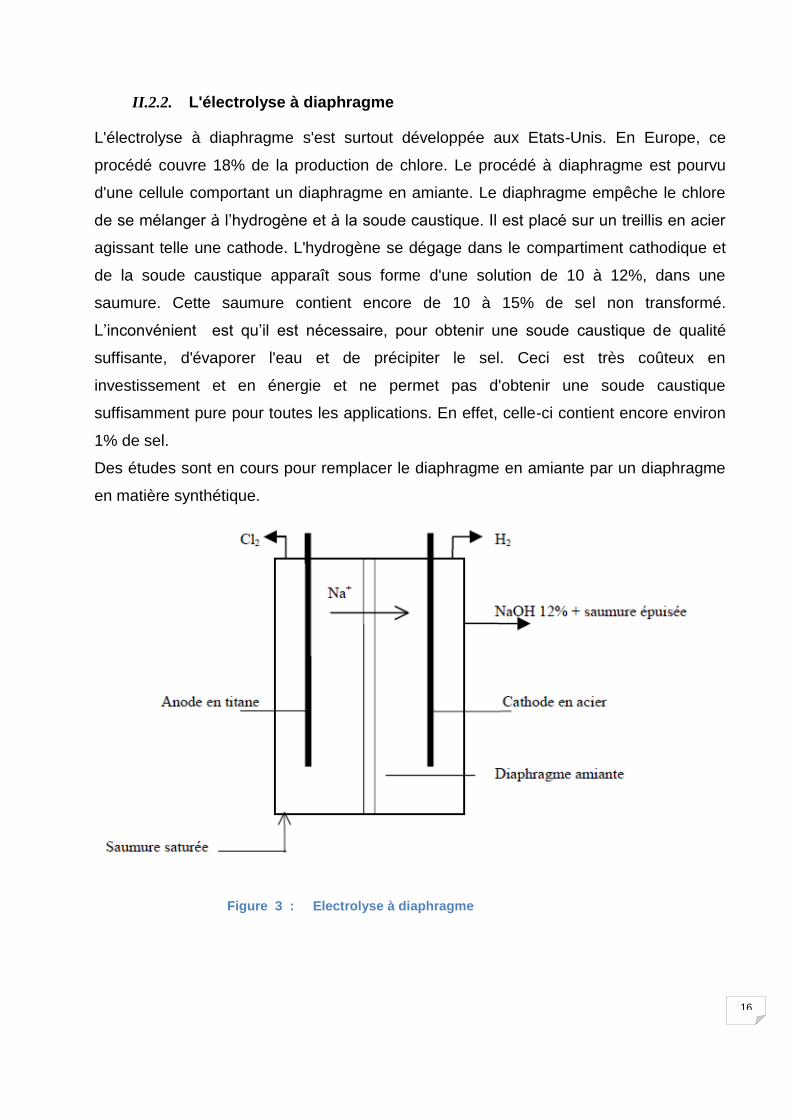
II.2.2. L'électrolyse à diaphragme
L'électrolyse à diaphragme s'est surtout développée aux Etats-Unis. En Europe, ce
procédé couvre 18% de la production de chlore. Le procédé à diaphragme est pourvu
d'une cellule comportant un diaphragme en amiante. Le diaphragme empêche le chlore
de se mélanger à l’hydrogène et à la soude caustique. Il est placé sur un treillis en acier
agissant telle une cathode. L'hydrogène se dégage dans le compartiment cathodique et
de la soude caustique apparaît sous forme d'une solution de 10 à 12%, dans une
saumure. Cette saumure contient encore de 10 à 15% de sel non transformé.
L’inconvénient est qu’il est nécessaire, pour obtenir une soude caustique de qualité
suffisante, d'évaporer l'eau et de précipiter le sel. Ceci est très coûteux en
investissement et en énergie et ne permet pas d'obtenir une soude caustique
suffisamment pure pour toutes les applications. En effet, celle-ci contient encore environ
1% de sel.
Des études sont en cours pour remplacer le diaphragme en amiante par un diaphragme
en matière synthétique.
Figure 3 : Electrolyse à diaphragme
17
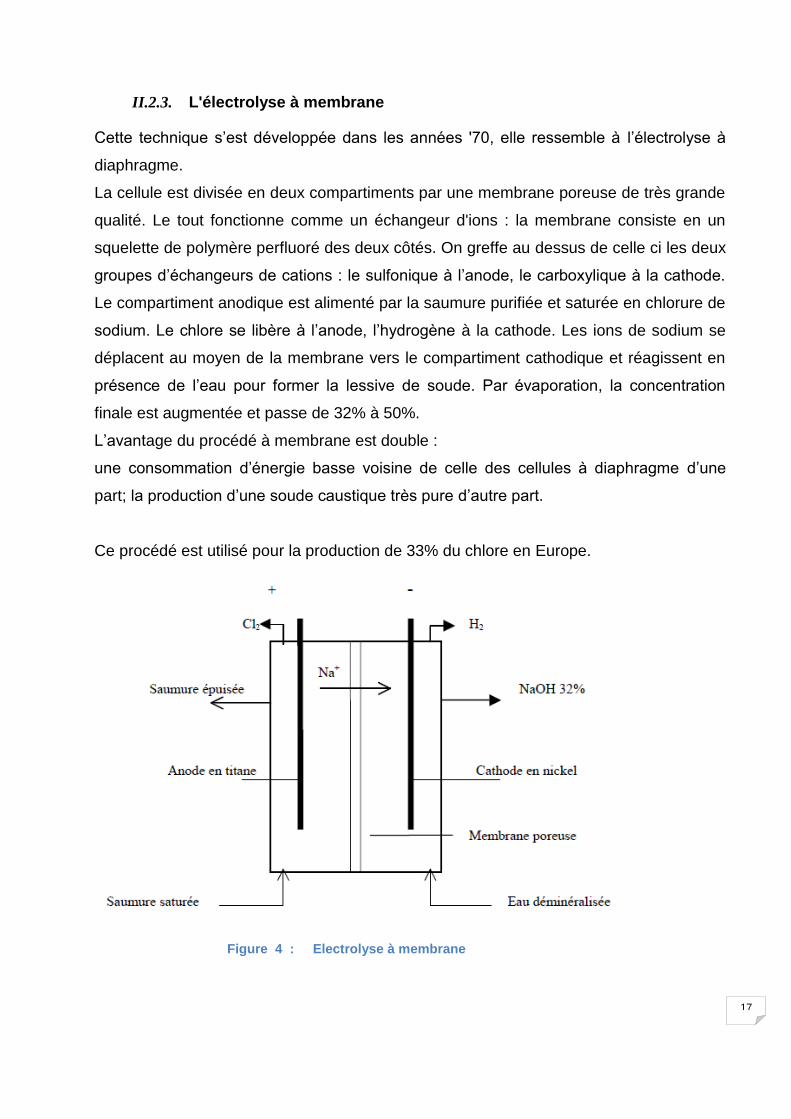
II.2.3. L'électrolyse à membrane
Cette technique s’est développée dans les années '70, elle ressemble à l’électrolyse à
diaphragme.
La cellule est divisée en deux compartiments par une membrane poreuse de très grande
qualité. Le tout fonctionne comme un échangeur d'ions : la membrane consiste en un
squelette de polymère perfluoré des deux côtés. On greffe au dessus de celle ci les deux
groupes d’échangeurs de cations : le sulfonique à l’anode, le carboxylique à la cathode.
Le compartiment anodique est alimenté par la saumure purifiée et saturée en chlorure de
sodium. Le chlore se libère à l’anode, l’hydrogène à la cathode. Les ions de sodium se
déplacent au moyen de la membrane vers le compartiment cathodique et réagissent en
présence de l’eau pour former la lessive de soude. Par évaporation, la concentration
finale est augmentée et passe de 32% à 50%.
L’avantage du procédé à membrane est double :
une consommation d’énergie basse voisine de celle des cellules à diaphragme d’une
part; la production d’une soude caustique très pure d’autre part.
Ce procédé est utilisé pour la production de 33% du chlore en Europe.
Figure 4 : Electrolyse à membrane
18
Lors de la production de chlore, on obtient automatiquement aussi les sous-produits:
l’hydroxyde de sodium et l’hydrogène.
L’hydroxyde de sodium ou lessive de soude possède, tout comme le chlore, un large
champ d’application. Elle intervient dans la fabrication de pâte à papier, savon et fibres
textiles. Elle sert à la neutralisation des eaux acides dans les stations d'épuration, au
nettoyage des bouteilles à boissons et des citernes, à l'élimination des colorants lors du
recyclage du papier, au lavage des gaz de fumées des centrales thermiques, à la
fabrication de l'aluminium, etc. (Pour plus d’informations, voir chapitre 2.5 : Soude
caustique.)
Lors de la production de chlore, on obtient de l'hydrogène, lequel sera réutilisé comme
combustible. On peut dire que l’hydrogène sera l’un des vecteurs énergétiques
importants dans le futur, tout comme l’électricité à la fin du 19ème siècle. Vecteur
énergétique : oui, mais non source d’énergie puisqu’une autre source d’énergie reste
nécessaire pour le produire. La question est de savoir comment procéder.
Le principe de la pile à combustibles est simple : générer de l’électricité en convertissant
l’énergie libérée lors de la réaction chimique entre l’oxygène (de l’air) et l’hydrogène. Une
pile à combustion produit donc de l’électricité et … de l’eau pure. La combustion de
l’hydrogène ne produit aucun effet secondaire indésirable : aucun gaz acidifiant, aucun
gaz à effet de serre, aucune fumée, aucune substance … juste de la vapeur d’eau. En
outre, l’hydrogène est une matière première inépuisable. Il pourrait bien devenir le
combustible pour les moteurs des ―véhicules propres‖ de demain et pour le chauffage.
Les vaisseaux spatiaux américains marchent depuis pas mal de temps à l’hydrogène. Il
existe déjà des autobus et des voitures qui utilisent l’hydrogène comme source d’énergie
pour leurs moteurs électriques presque insonores et non-polluants. Ils peuvent faire le
plein à des stations spécialement aménagées à cet effet et l’hydrogène doit être stocké
dans des citernes sous une pression de 250 bars.
Les piles à combustion remplaceront à l’avenir les piles dans les PC portables, les GSM,
les vidéos et autres appareils.
Outre son emploi comme combustible, l'hydrogène est aussi utilisé dans les industries
alimentaire (margarine) et électronique ("puces"), dans l’industrie pétrolière
(hydrogénation de produits intermédiaires importants, comme l’ammoniac) et dans de
19
nombreuses applications de la chimie de synthèse (par exemple: peroxyde d'hydrogène,
aniline, production de matières plastiques, etc.) ainsi que dans la fabrication du verre.
II.3. Le procédé standard de fabrication de l’eau de Javel [5]
Le procédé "haut titre" mis au point par Arkema consiste à dissoudre le di chlore dans
une solution de soude à 50 %. L'eau de Javel obtenue titre de 24 à 26 % de chlore actif.
Lors de la dissolution, environ la moitié du chlorure de sodium formé précipite et est ainsi
éliminée. Des solutions de concentration plus faibles sont ensuite préparées par dilution.
L’hypochlorite de sodium (NaOCl) est fabriqué par absorption de chlore (gaz = Cl2) dans
une solution aqueuse d'hydroxyde de sodium (soude caustique = NaOH). Cette réaction
chimique est exothermique: elle génère de la chaleur et s’écrit :
La production d’hypochlorite de sodium (NaOCl) en solution est donc inévitablement liée à
la production d’une quantité équimolaire de chlorure de sodium (NaCl = sel).
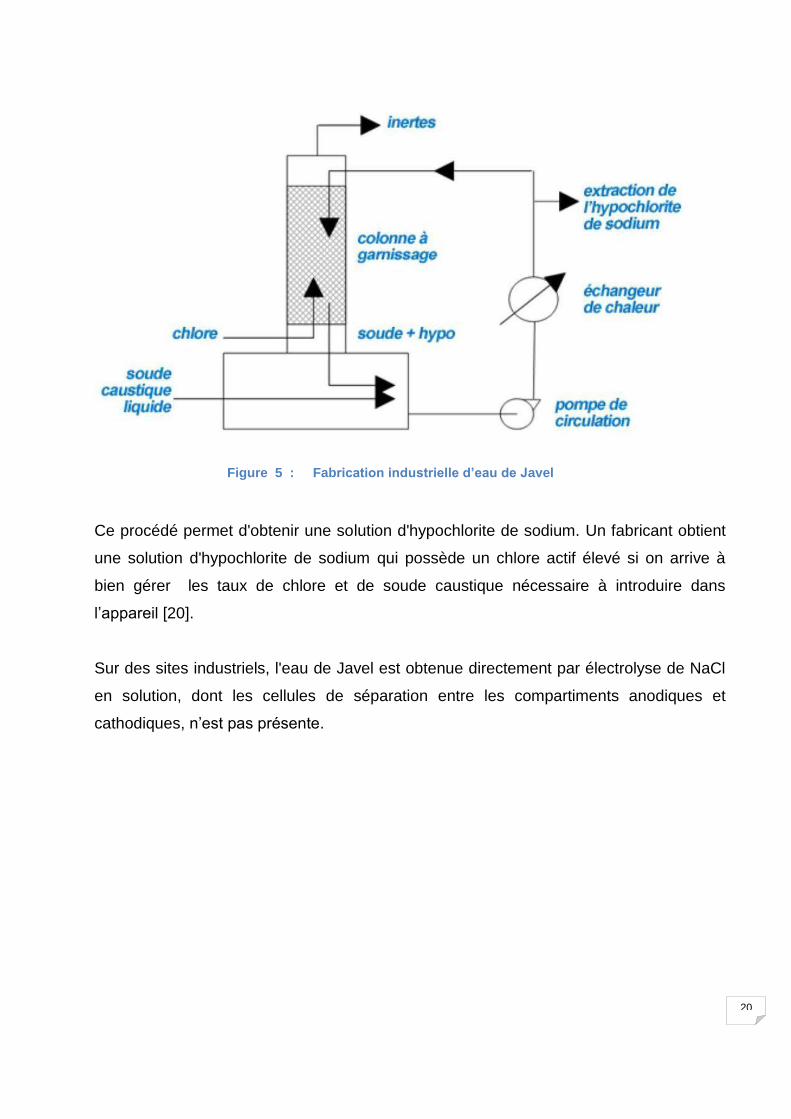
Le procédé industriel consiste à mettre en circulation de la soude caustique dans une
colonne alimentée par du chlore à contre courant. Dans cette colonne, la soude
caustique se transforme peu à peu en hypochlorite de sodium. Afin d’éviter la
décomposition de l’hypochlorite de sodium, la chaleur dégagée par la réaction est
évacuée via un échangeur de chaleur.
Cl2 + 2 NaOH NaOCl + NaCl + H2O
20
Figure 5 : Fabrication industrielle d’eau de Javel
Ce procédé permet d'obtenir une solution d'hypochlorite de sodium. Un fabricant obtient
une solution d'hypochlorite de sodium qui possède un chlore actif élevé si on arrive à
bien gérer les taux de chlore et de soude caustique nécessaire à introduire dans
l’appareil [20].
Sur des sites industriels, l'eau de Javel est obtenue directement par électrolyse de NaCl
en solution, dont les cellules de séparation entre les compartiments anodiques et
cathodiques, n’est pas présente.
21
CHAPITRE III
ANALYSE ET CHOIX DE TYPE D’APPAREILLAGE POUR LA FABRICATION DE
L’EAU DE JAVEL
A partir d’une l’analyse des trois méthodes d’électrolyse de production de soude et de
chlore, nous pouvons concevoir et élaborer une méthode de fabrication d’eau de Javel,
la plus avantageuse de ces trois méthodes d’électrolyse de production de soude et de
chlore sera combinée à une méthode de mise en mélange liquide-gaz pour obtenir de
l’eau de Javel.
III.1. Analyse des trois méthodes d’électrolyse de production de soude et de
chlore [12]
Les trois méthodes d’électrolyse présentées précédemment mettent en œuvre la même
réaction anodique, la différence entre les trois méthodes est la production de NaOH à la
cathode.
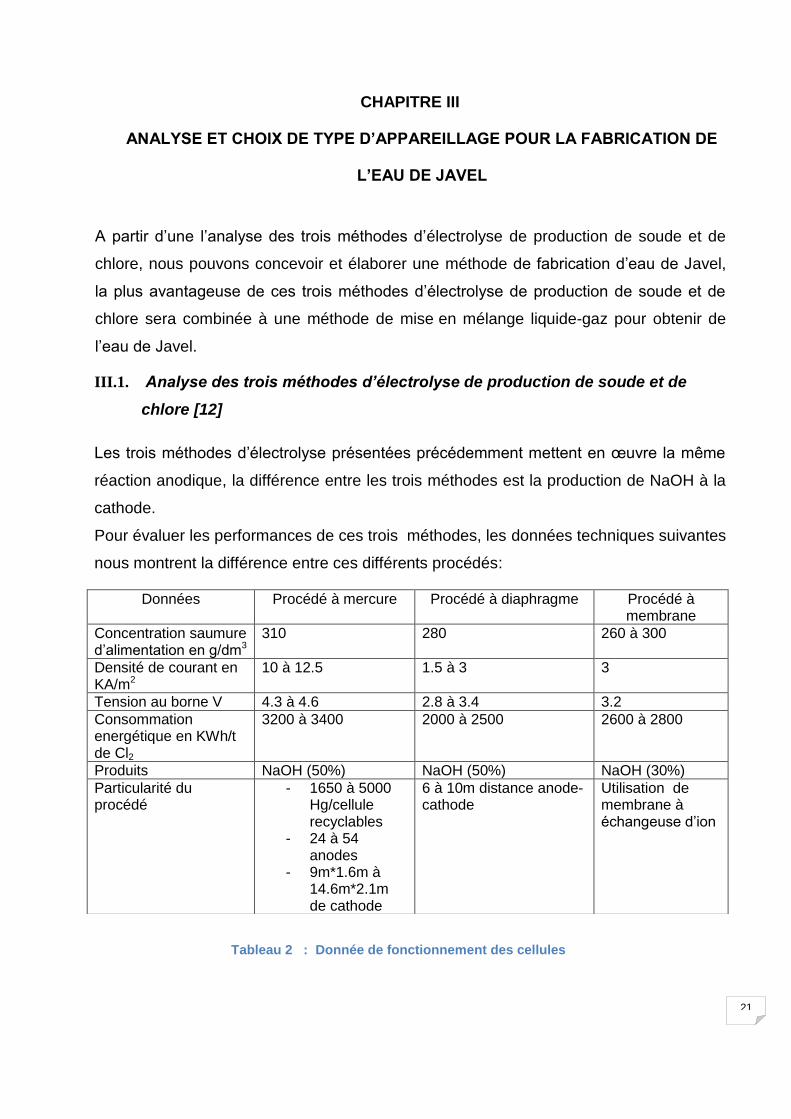
Pour évaluer les performances de ces trois méthodes, les données techniques suivantes
nous montrent la différence entre ces différents procédés:
Tableau 2 : Donnée de fonctionnement des cellules
Données Procédé à mercure Procédé à diaphragme Procédé à membrane
Concentration saumure d’alimentation en g/dm3
310 280 260 à 300
Densité de courant en KA/m2
10 à 12.5 1.5 à 3 3
Tension au borne V 4.3 à 4.6 2.8 à 3.4 3.2
Consommation energétique en KWh/t de Cl2
3200 à 3400 2000 à 2500 2600 à 2800
Produits NaOH (50%) NaOH (50%) NaOH (30%)
Particularité du procédé
- 1650 à 5000 Hg/cellule recyclables
- 24 à 54 anodes
- 9m*1.6m à 14.6m*2.1m de cathode
6 à 10m distance anode-cathode
Utilisation de membrane à échangeuse d’ion
22
Nous optons pour l’électrolyse à membrane dans la comparaison des données:
Concentration saumure d’alimentation, densité du courant, tension aux bornes
d’électrode et surtout consommation énergétique et teneur de NaOH produit. Ces
données sont acceptables par rapport aux autres. Plus particulièrement la faible valeur
de teneur en NaOH (30%) est convenable pour une production ultérieure d’eau de Javel
car plus la teneur en NaOH est élevée, plus la quantité de chlore nécessaire est grande.
Une faible teneur de NaOH permet d’éviter la présence d’une importante quantité d’alcali
libre.
Le mélange liquide gaz est donc nécessaire pour cette opération.
III.2. Méthode de mise en mélange de NaOH et de Cl2 pour produire d’eau de
Javel
Cette méthode peut être réalisée suivant deux techniques [24] :
III.2.1. Agitation
Le rôle de l'agitateur est double: il crée une dispersion du point de vue physique et une
absorption du point de vue chimique.
L'agitateur est en général constitué d'une turbine à n pales de formes variables selon
l'utilisation.
Cette agitation permet les meilleurs conditions de contact entre le gaz chlore et le liquide
NaOH.
III.2.2. Mélangeur statique
Ici, seul le gaz est en mouvement. Suivant le régime de son écoulement, le mélange gaz-
liquide s'opère par fractionnement et déplacement transfert radial et par inertie.
Notre conception de mélangeur liquide-gaz utilisera les deux techniques à la fois.
23
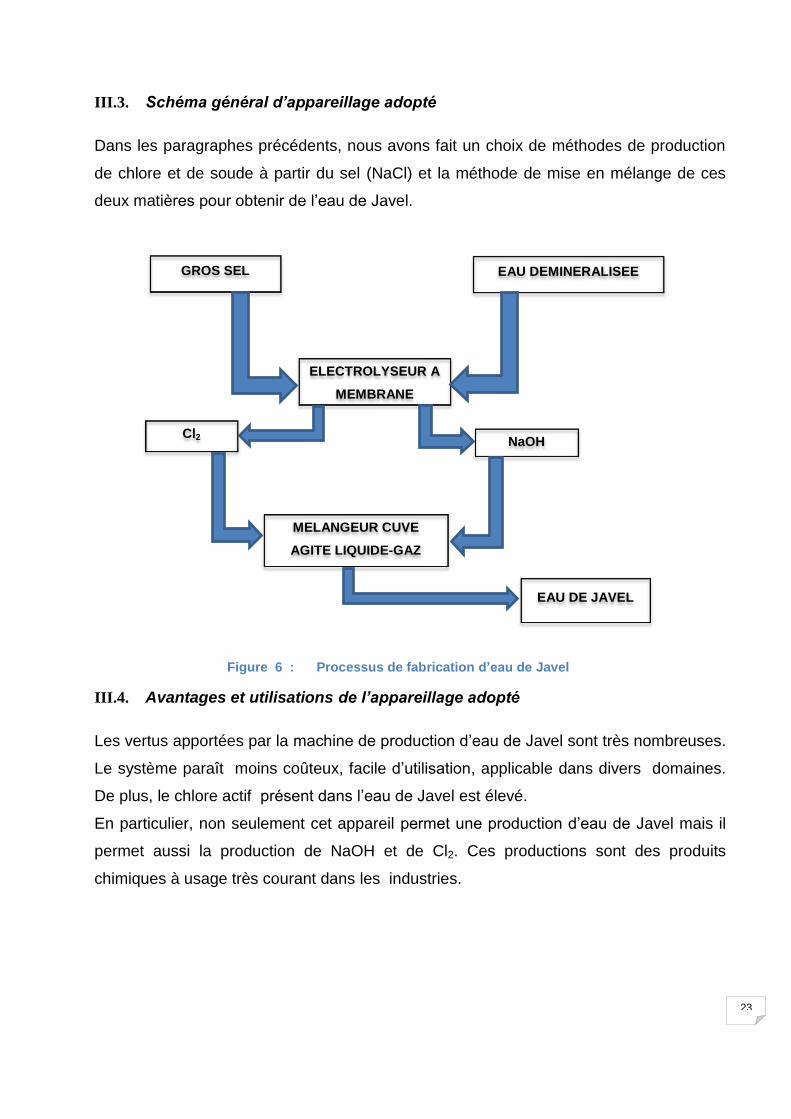
III.3. Schéma général d’appareillage adopté
Dans les paragraphes précédents, nous avons fait un choix de méthodes de production
de chlore et de soude à partir du sel (NaCl) et la méthode de mise en mélange de ces
deux matières pour obtenir de l’eau de Javel.
Figure 6 : Processus de fabrication d’eau de Javel
III.4. Avantages et utilisations de l’appareillage adopté
Les vertus apportées par la machine de production d’eau de Javel sont très nombreuses.
Le système paraît moins coûteux, facile d’utilisation, applicable dans divers domaines.
De plus, le chlore actif présent dans l’eau de Javel est élevé.
En particulier, non seulement cet appareil permet une production d’eau de Javel mais il
permet aussi la production de NaOH et de Cl2. Ces productions sont des produits
chimiques à usage très courant dans les industries.
NaOH Cl2
GROS SEL EAU DEMINERALISEE
ELECTROLYSEUR A
MEMBRANE
MELANGEUR CUVE
AGITE LIQUIDE-GAZ
EAU DE JAVEL

24
Conclusion Partielle
Dans cette partie, nous avons vu l’origine de l’eau de Javel, ses différentes propriétés,
méthodes et appareillages permettant sa fabrication. Ses multiples vertus dans les
domaines médicaux, industriels, sans énumérer son importance dans la vie quotidienne
nous prouvent l’austérité de concevoir un appareil permettant d’en produire en grande
quantité.
DEUXIEME PARTIE :
ETUDES EXPERIMENTALES
25
CHAPITRE IV
ESSAI D’EXPERIMENTATION
Dans cette réalisation, la description et le fonctionnement de l’appareil seront étudiés.
IV.1. Description de l’appareil
Les différents composants de l’électrolyseur utilisé sont donnés ci-dessous :
Boulon de 6cm de long et de diamètre 1cm
Anode en graphite : 4 cm de long et de diamètre 1 cm
Cuvette : 25cm de diamètre
Batterie : 12 V 80 A
Chargeur batterie : 8 A
Fil pour relier la batterie et l’électrolyseur: 2 m
La distance entre la cathode et l’anode est de 15 cm.
La densité de courant en kA/m2 :
La surface de la cuvette :
S=π R2
Alor qu’on à le diamètre de la cuvette, donc on a :
2
0,052
DS
D’où ; la densité est égale a : 20,8
16 /0,05
IkA m
S
IV.2. Méthodologie de réalisation des essais expérimentaux
Nous avons procédé au laboratoire de département de Génie Chimique les
manipulations suivantes :
Préparation de la saumure (solution de gros sel)
Montage de l’appareillage expérimental
Réalisation des essais de production d’eau de Javel.
Analyse de l’eau de Javel produit
Etude des résultats des essais obtenus.
26
IV.3. Préparation de la saumure
Pour connaitre la qualité de gros sel nécessaire, nous avons fait des analyses
chimiques des échantillons de gros sel au laboratoire. Nous présentons la fiche de
résultats d’analyse (Annexe IV).
Lorsque les échantillons de gros sel analysé conviennent pour la préparation de
saumure. Ils ne présentent pas que de très faible teneur d’impureté insoluble. En cas où
cette teneur est < 90%, il faut procéder au préalable à la purification de ces gros sels.
IV.4. Réalisation des essais d’expérimentation de l’appareillage
Après le montage de l’appareillage (voir photos ci près), nous avons effectué des
essais d’expérimentation de production d’eau de Javel avec les conditions
expérimentales suivantes :
Durée : 1h : 30 1er essai (17/07/12)
Durée : 2h : 15 2ème essai (18/07/12)
Durée : 2h : 00 3ème essai (17/08/12)
Durée : 2h : 07 4ème essai (17/08/12)
Durée : 1h : 56 5ème essai (17/08/12)
Concentration identique de saumure 300g/l
27
Figure 7 : Electrolyseur expérimental
Après les essais nous avons procédé à la détermination de degré chlorométrique.
Tableau des résultats :
N°essai Quantité de taux
Coloration de l’eau de Javel
Degré chlorométrique
obtenue
Durée pH
1 1 litre Trouble 60 1h: 30 11,5
2 1 litre Trouble 80 2h: 15 11,3
3 1 litre Trouble 76 2h:00 11,1
4 1 litre Trouble 79 2h: 07 11,2
5 1 litre Trouble 77 1h: 56 11.0
Moyenne 1 litre Trouble 74,4 1h: 58 11,2
Tableau 3 : Les essais effectués
28
IV.5. Interprétation
Après avoir mis la solution de NaCl dans l’électrolyseur, on effectue un
démarrage de celui ci. Pendant l’électrolyse, le chlore se dégage au niveau du graphite
ou anode. En même temps la soude caustique se forme au niveau du Fer ou cathode.
Le chlore dégagé par le graphite sera évacué par une conduite (tuyau en PVC) pour
atteindre la cuve IBC. Un agitateur devra mélanger le chlore et la soude caustique de
pH=11,5 contenus dans le cuve IBC. Après une et demi heure nous obtiendrons de l’eau
de Javel. Des problèmes peuvent être rencontrés durant l’expérience notamment le
dégagement de Cl2 et un retard dans la formation de NaOH..
29
CHAPITRE V
METHODOLOGIE D’ETUDES EXPERIMENTALES
Après présentation de la méthodologie, une analyse de la principale matière
première et la préparation des pièces maitresses de l’appareil seront effectuées.
V.1. Présentation de la méthodologie de travail
Notre méthodologie a pour but :
Réalisation des essais d’expérimentation de cet appareillage.
L’appareil expérimental sera simple et facile à construire mais aussi, il peut être
réalisé avec les matériaux que l’on trouve sur le marché local.
Notre étude expérimentale comporte les étapes suivantes :
o Recherche des matériaux nécessaires pour la confection de l’appareillage
expérimental
o Confection sur place de certaines pièces maîtresses de l’appareil
(Electrode, cuve mélange, entonnoir de récupération de Cl2)
o Assemblage de l’appareillage
o Réalisation des essais expérimentaux de l’assemblage
Réalisation d’un prototype expérimental d’appareil combinant électrolyseur à
membrane et un mélange gaz-liquide.
V.2. Matériaux nécessaires pour la confection de l’appareillage expérimental
La méthode consiste à combiner plusieurs types d’appareil afin d’avoir un bon résultat.
Le type d’appareil nécessaire pour l’expérience dépend de l’électrolyseur et du
mélangeur liquide-gaz.
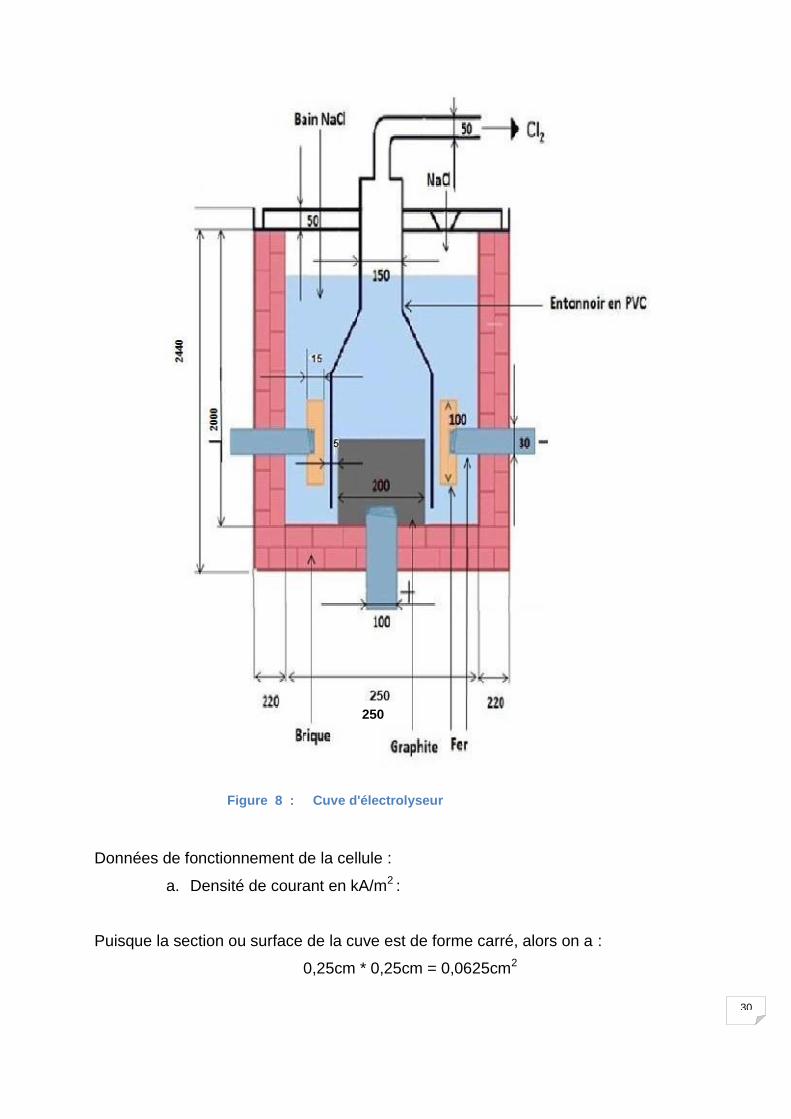
Le procédé de fabrication de notre électrolyseur est donné par la figure.
30
Figure 8 : Cuve d'électrolyseur
Données de fonctionnement de la cellule :
a. Densité de courant en kA/m2 :
Puisque la section ou surface de la cuve est de forme carré, alors on a :
0,25cm * 0,25cm = 0,0625cm2
250
31
Donc on possède une densité de courant :
1001600
0,0625
I
S A/m2 d’où on obtient 1,6 kA/m2
b. Consommation énergétique en kWh/t de Cl2 :
*P T
Alors que : *P U I donc on a : U= 12V et I= 100A
On obtient : P= 1200W = 1,2kW
On possède donc une consommation d’énergie de 2,4kWh pour 30Kg d’eau de Javel.
Donc on a : 80kWh/tonne
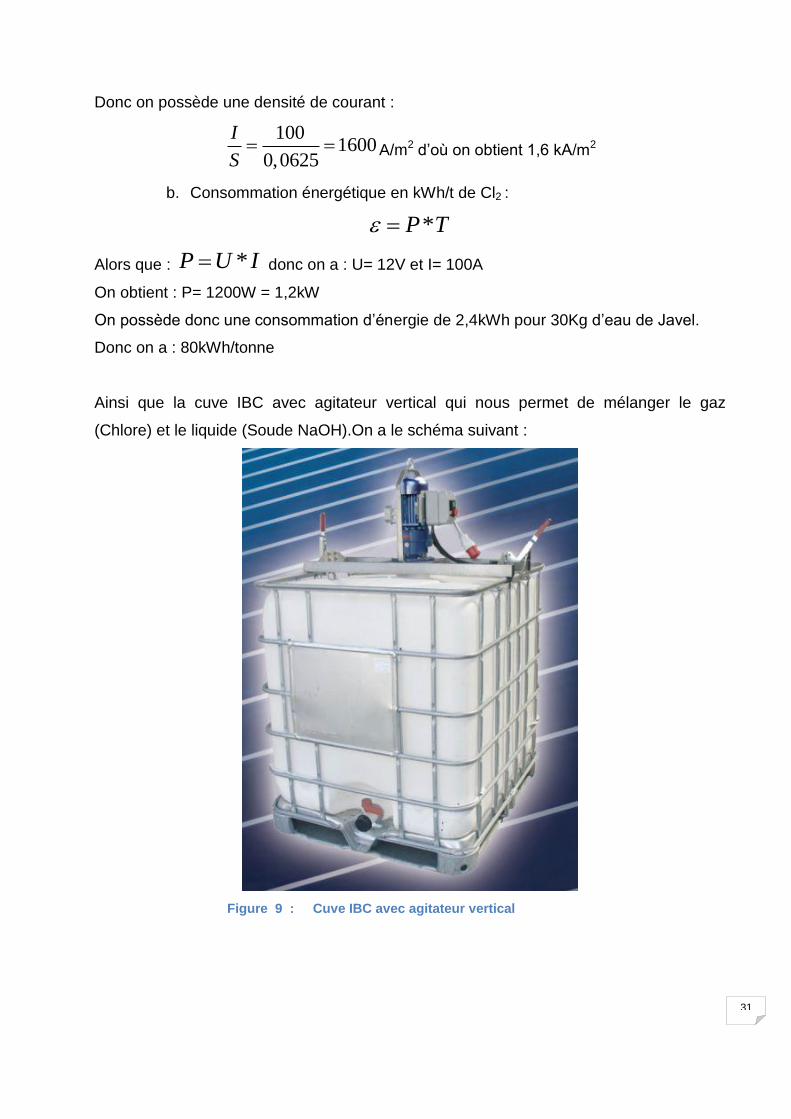
Ainsi que la cuve IBC avec agitateur vertical qui nous permet de mélanger le gaz
(Chlore) et le liquide (Soude NaOH).On a le schéma suivant :
Figure 9 : Cuve IBC avec agitateur vertical
32
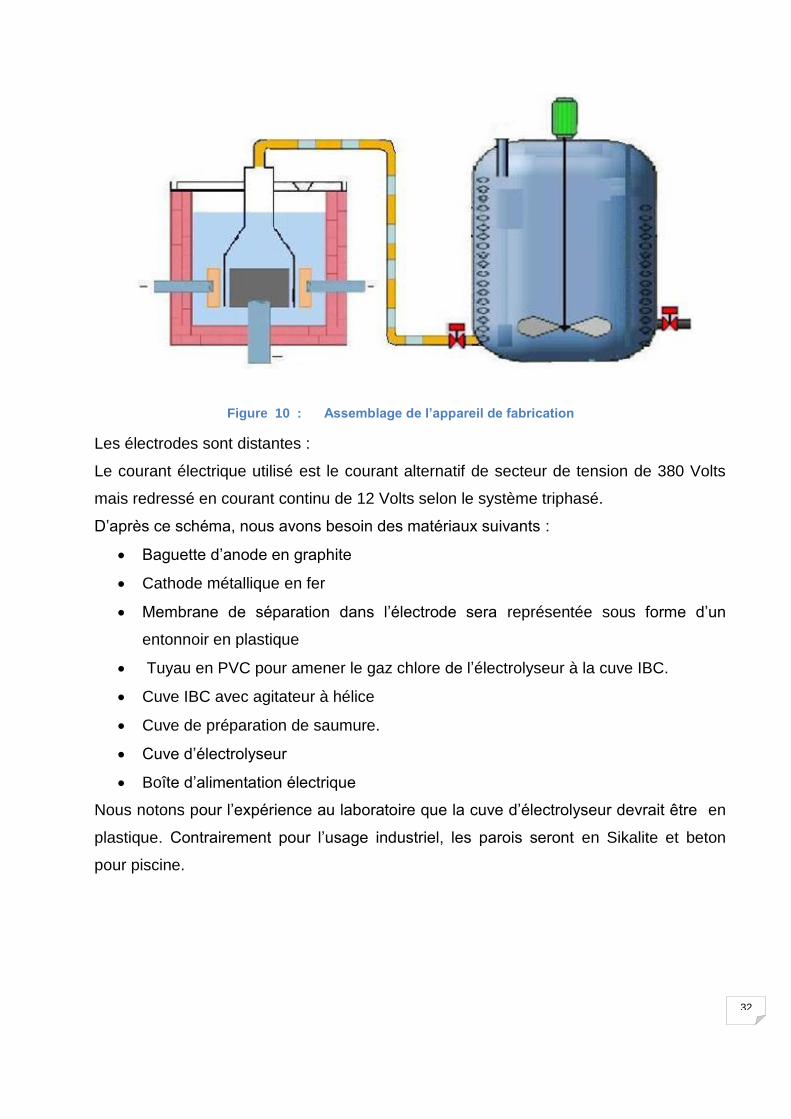
Figure 10 : Assemblage de l’appareil de fabrication
Les électrodes sont distantes :
Le courant électrique utilisé est le courant alternatif de secteur de tension de 380 Volts
mais redressé en courant continu de 12 Volts selon le système triphasé.
D’après ce schéma, nous avons besoin des matériaux suivants :
Baguette d’anode en graphite
Cathode métallique en fer
Membrane de séparation dans l’électrode sera représentée sous forme d’un
entonnoir en plastique
Tuyau en PVC pour amener le gaz chlore de l’électrolyseur à la cuve IBC.
Cuve IBC avec agitateur à hélice
Cuve de préparation de saumure.
Cuve d’électrolyseur
Boîte d’alimentation électrique
Nous notons pour l’expérience au laboratoire que la cuve d’électrolyseur devrait être en
plastique. Contrairement pour l’usage industriel, les parois seront en Sikalite et beton
pour piscine.
33
V.3. Confections des pièces maitresses de l’appareil
V.3.1. Les électrodes
L’anode a été confectionnée en graphite en paillette. Ce matériau est facile
d’accès étant abondant à Madagascar. Il contient un pourcentage en masse de carbone
90% à 95%. Ce caractéristique le rend en un excellent conducteur de courant.
Lors de l’expérimentation en laboratoire, pour obtenir des baguettes d’anodes,
nous avons utilisé de silicate de soude comme colle d’assemblage du graphite en
paillette.
V.3.2. Boîte d’alimentation électrique
La boîte d’alimentation électrique est composée de redresseur triphasé et d’un
transformateur.
Figure 11 : Redresseur triphasé
TRANSFORMATEUR PONT REDRESSEUR E S
34
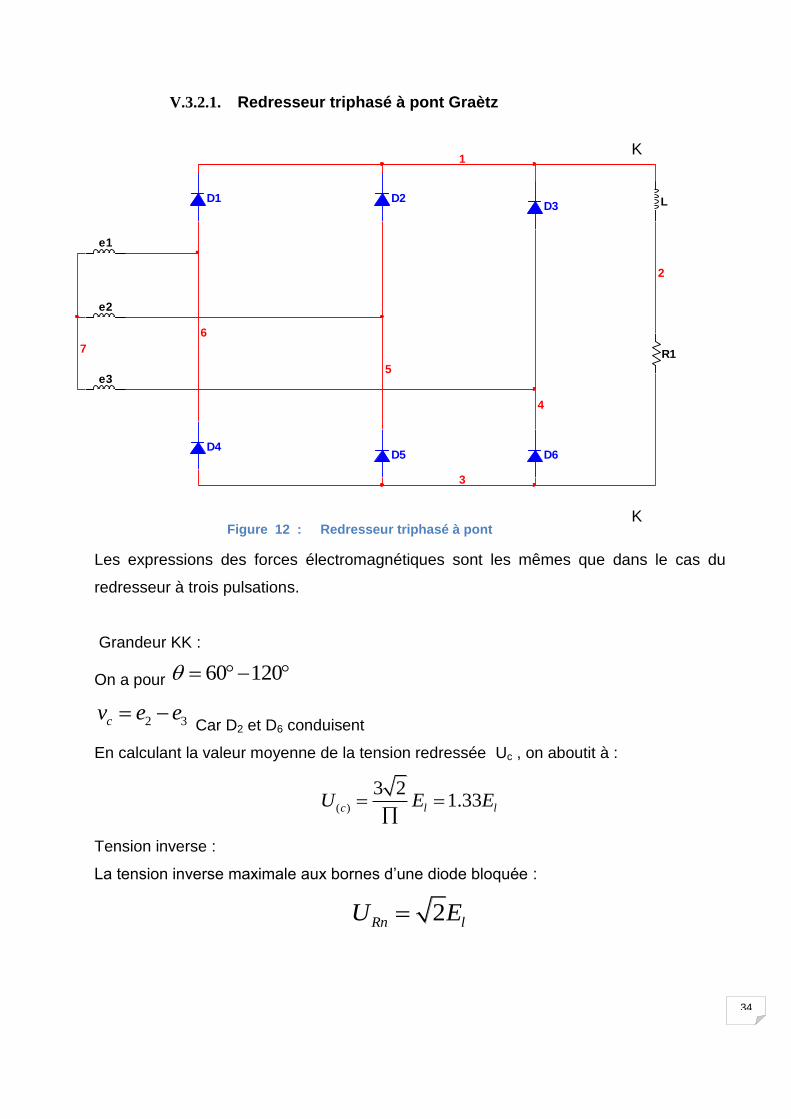
V.3.2.1. Redresseur triphasé à pont Graètz
Figure 12 : Redresseur triphasé à pont
Les expressions des forces électromagnétiques sont les mêmes que dans le cas du
redresseur à trois pulsations.
Grandeur KK :
On a pour 60 120
2 3cv e e Car D2 et D6 conduisent
En calculant la valeur moyenne de la tension redressée Uc , on aboutit à :
( )
3 21.33c l lU E E
Tension inverse :
La tension inverse maximale aux bornes d’une diode bloquée :
2Rn lU E
K
K
D1 D2D3
D4D5 D6
e1
e2
e3
R1
L
2
1
3
7
6
5
4
35
Fréquence et période :
La fréquence de la tension eU est ' 6f f (fréquence d’alimentation)
'6
TT
Valeur efficace du courant de ligne :
2
3
1b a c cdI I I I d
0.816b cdI I
Les courants I1 et I2 dans les diodes circuit oscillent dans les enroulements secondaires
du transformateur. Ces courants sont de forme rectangulaire. Ils ne passent que pendant
(1/3) T dans chaque enroulement. T représente la période.
V.3.2.2. Dimensionnement du transformateur
La procédure de calcul se fait selon les valeurs voulues :
Uc : Tension redressée 12 V
Ic : Intensité nécessaire 100 A
Rapport de puissance :
1.05s
c c
P
I U
PS : puissance apparente

36
IV.3.2.2. Calcul de nombre de spire et diamètre de transformateur
a. Calcul de la tension et courant au secteur secondaire ainsi que
la puissance apparente
1.05 *1.05
*1.05
s ss s c c
c c
c cs
c
U IU I U I
U I
U II
U
Or Rapport de tension :
1.351.35
1.35*1.05*
c cs
s
c cs
c
U UU
U
U II
U
*s s sP U I
b. Calcul de la section réelle des ailettes
1.2n sS P
Avec Sn= section du noyau magnétique
Rapport de section
37
0.95
0.95
nn
n
SS
S
SS
c. Calcul des spires primaire et secondaire
410
4.44* * *
s
n
N
V F S B
sN
V : Nombre spire par volt
F : fréquence : 50 Hz
B : Intensité de champ magnétique
1.058sN
V
Spire par volt
. Secteur Secondaire :
. Secteur primaire
d. Calcul du diamètre des spires primaire et secondaire
1
s
a
P
P
P : puissance apparente
Pa1 : puissance active primaire
38
cos
cos
* *
ps s s
p p p s
s s p p
s sp
p
IU I U
U I U I
U I U I
U II
U
Primaire
1
1 2.s
I Afil
D A mm
Longueur du fil : 1
22l
Secondaire :
2
2
141.7
3
47.232
sfil
l
Remarque : Ici, le transformateur est couplé en étoile
Montage complet de l’appareil :
39
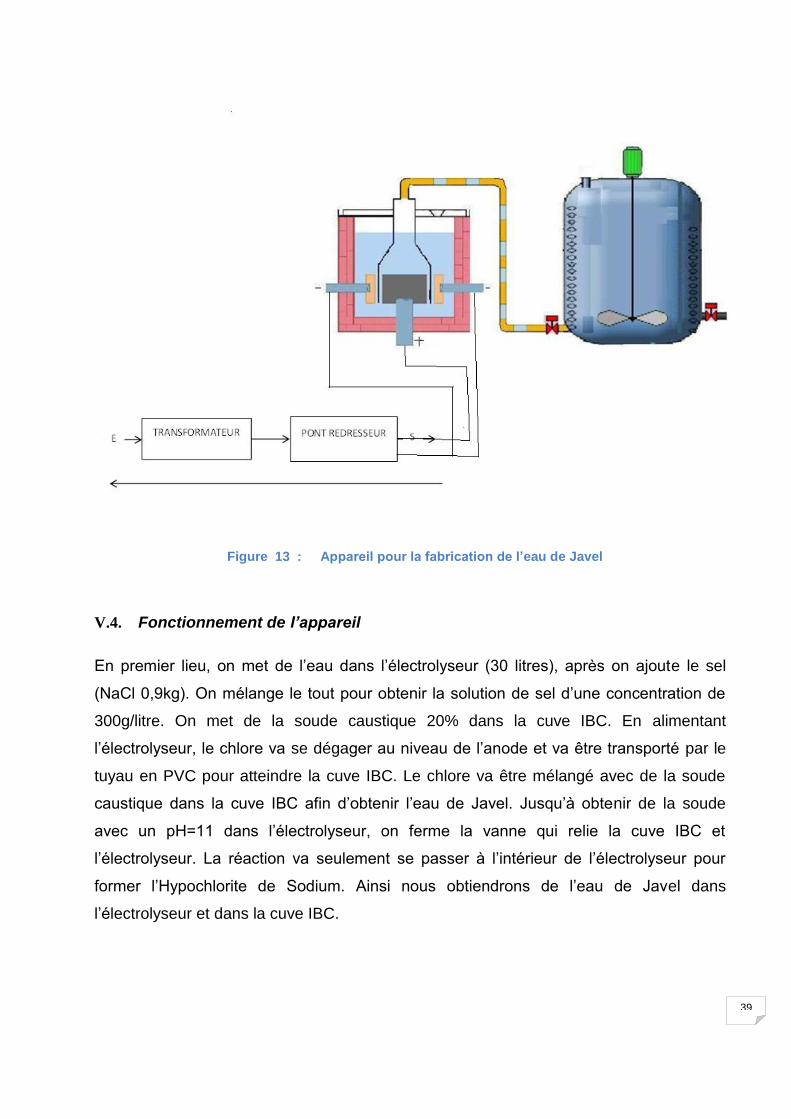
Figure 13 : Appareil pour la fabrication de l’eau de Javel
V.4. Fonctionnement de l’appareil
En premier lieu, on met de l’eau dans l’électrolyseur (30 litres), après on ajoute le sel
(NaCl 0,9kg). On mélange le tout pour obtenir la solution de sel d’une concentration de
300g/litre. On met de la soude caustique 20% dans la cuve IBC. En alimentant
l’électrolyseur, le chlore va se dégager au niveau de l’anode et va être transporté par le
tuyau en PVC pour atteindre la cuve IBC. Le chlore va être mélangé avec de la soude
caustique dans la cuve IBC afin d’obtenir l’eau de Javel. Jusqu’à obtenir de la soude
avec un pH=11 dans l’électrolyseur, on ferme la vanne qui relie la cuve IBC et
l’électrolyseur. La réaction va seulement se passer à l’intérieur de l’électrolyseur pour
former l’Hypochlorite de Sodium. Ainsi nous obtiendrons de l’eau de Javel dans
l’électrolyseur et dans la cuve IBC.
40
Conclusion Partielle
Par des essais expérimentaux, nous pouvons en tirer qu’une échelle industrielle pourrait
être envisageable. La fabrication pourrait donner un bon résultat car, d’après les essais
expérimentaux nous pouvons en déduire qu’on a obtenu un bon résultat. L’appareil pour
la fabrication d’eau de Javel ne serait pas difficile à réaliser car les matières premières
sont présentes sur le territoire.
TROISIEME PARTIE :
ETUDE ECONOMIQUE ET APPROCHE
ENVIRONNEMENTALE
41
CHAPITRE VI
ETUDE ECONOMIQUE
Pour l’étude économique, afin de connaître la fiabilité de l’appareillage expérimental de
production d’eau de Javel étudié, nous présenterons les données techniques
nécessaires suivantes :
- Tableau de matériaux nécessaires pour la conception de l’appareil
- Tableau de quantité des consommables nécessaires (matières premières
et énergies)
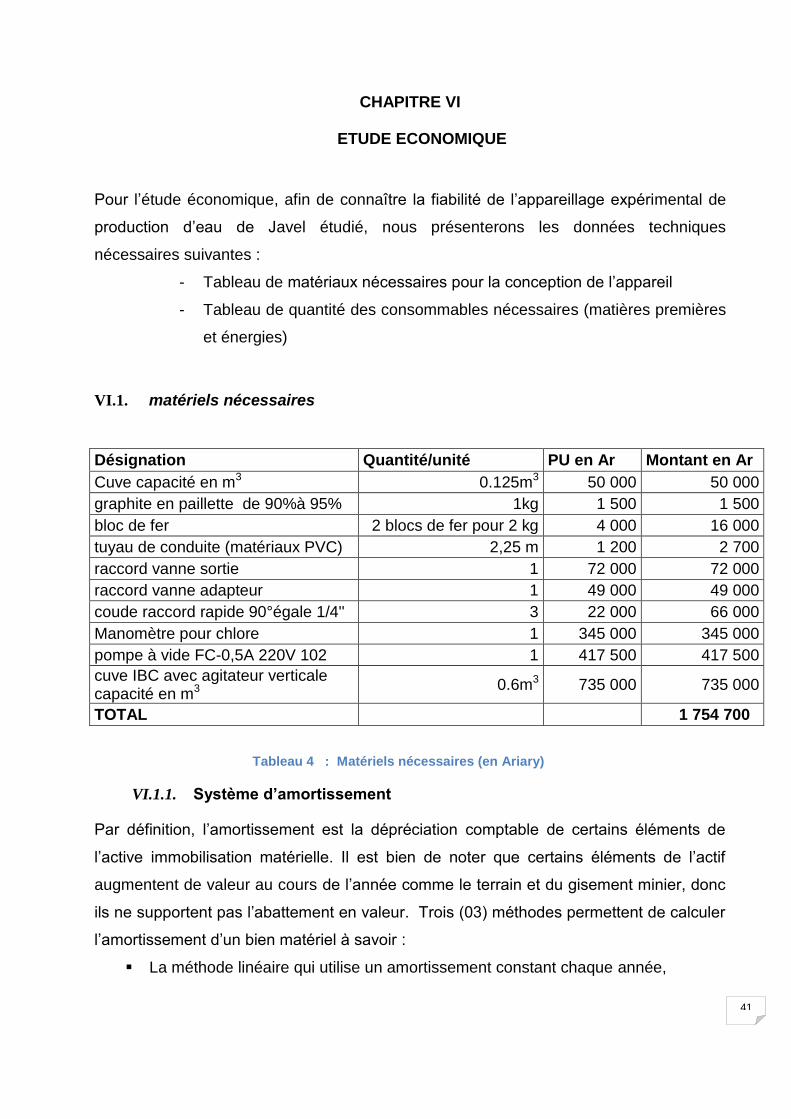
VI.1. matériels nécessaires
Tableau 4 : Matériels nécessaires (en Ariary)
VI.1.1. Système d’amortissement
Par définition, l’amortissement est la dépréciation comptable de certains éléments de
l’active immobilisation matérielle. Il est bien de noter que certains éléments de l’actif
augmentent de valeur au cours de l’année comme le terrain et du gisement minier, donc
ils ne supportent pas l’abattement en valeur. Trois (03) méthodes permettent de calculer
l’amortissement d’un bien matériel à savoir :
La méthode linéaire qui utilise un amortissement constant chaque année,
Désignation Quantité/unité PU en Ar Montant en Ar
Cuve capacité en m3 0.125m3 50 000 50 000
graphite en paillette de 90%à 95% 1kg 1 500 1 500
bloc de fer 2 blocs de fer pour 2 kg 4 000 16 000
tuyau de conduite (matériaux PVC) 2,25 m 1 200 2 700
raccord vanne sortie 1 72 000 72 000
raccord vanne adapteur 1 49 000 49 000
coude raccord rapide 90°égale 1/4'' 3 22 000 66 000
Manomètre pour chlore 1 345 000 345 000
pompe à vide FC-0,5A 220V 102 1 417 500 417 500
cuve IBC avec agitateur verticale capacité en m3 0.6m3 735 000 735 000
TOTAL 1 754 700
42
La méthode dégressive où on emploie un coefficient de dégression,
La combinaison de deux méthodes linéaire et dégressive.
Pour faciliter les calculs, nous utiliserons les méthodes linéaires pour ce cas.
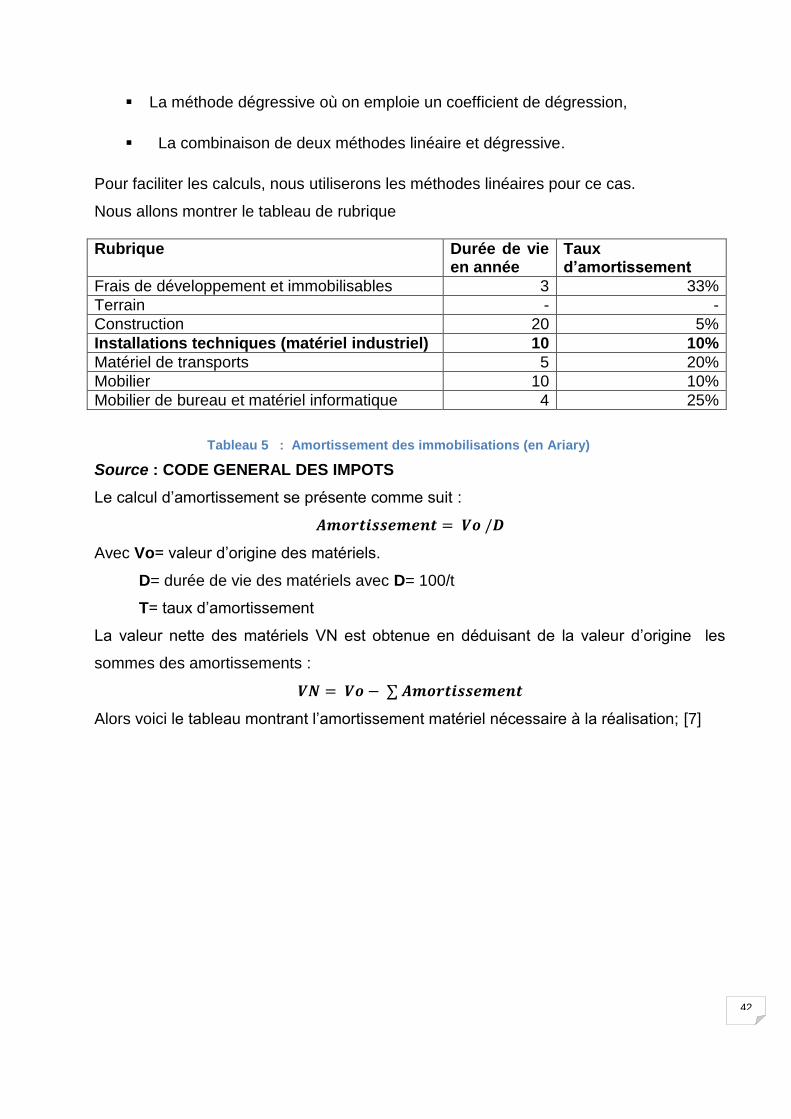
Nous allons montrer le tableau de rubrique
Tableau 5 : Amortissement des immobilisations (en Ariary)
Source : CODE GENERAL DES IMPOTS
Le calcul d’amortissement se présente comme suit :
Avec Vo= valeur d’origine des matériels.
D= durée de vie des matériels avec D= 100/t
T= taux d’amortissement
La valeur nette des matériels VN est obtenue en déduisant de la valeur d’origine les
sommes des amortissements :
Alors voici le tableau montrant l’amortissement matériel nécessaire à la réalisation; [7]
Rubrique Durée de vie en année
Taux d’amortissement
Frais de développement et immobilisables 3 33%
Terrain - -
Construction 20 5%
Installations techniques (matériel industriel) 10 10%
Matériel de transports 5 20%
Mobilier 10 10%
Mobilier de bureau et matériel informatique 4 25%
43
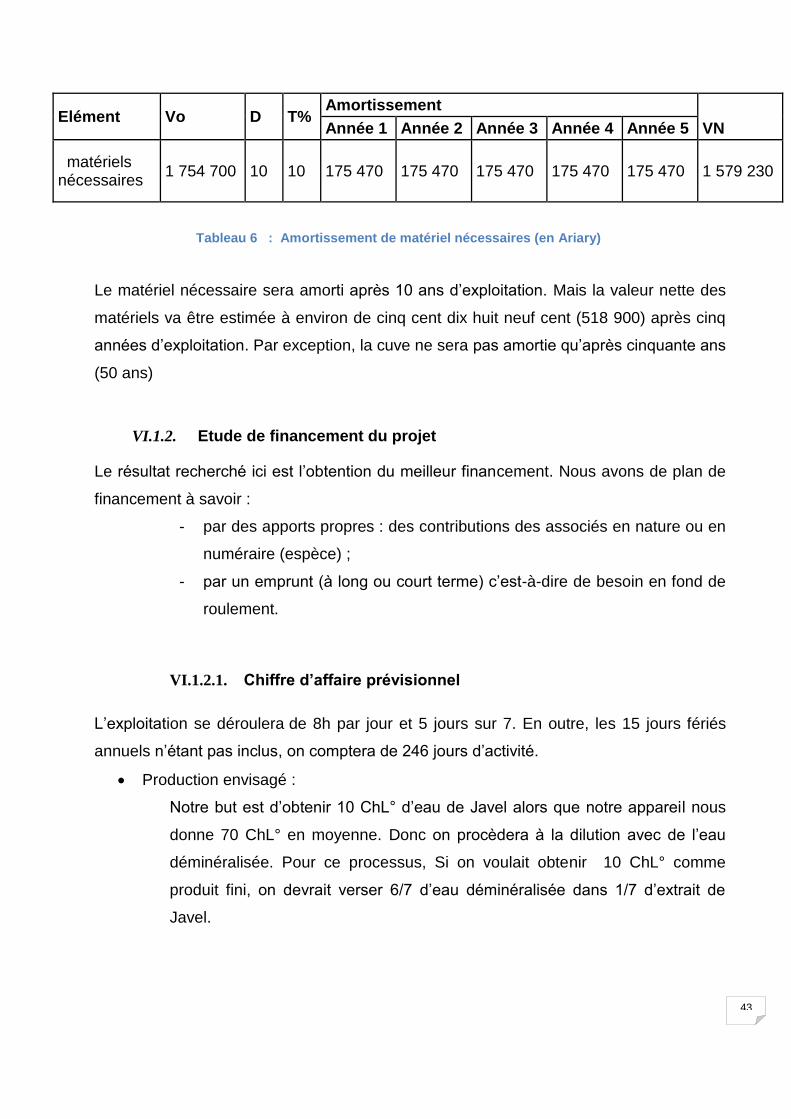
Elément Vo D T% Amortissement
Année 1 Année 2 Année 3 Année 4 Année 5 VN
matériels nécessaires
1 754 700 10 10 175 470 175 470 175 470 175 470 175 470 1 579 230
Tableau 6 : Amortissement de matériel nécessaires (en Ariary)
Le matériel nécessaire sera amorti après 10 ans d’exploitation. Mais la valeur nette des
matériels va être estimée à environ de cinq cent dix huit neuf cent (518 900) après cinq
années d’exploitation. Par exception, la cuve ne sera pas amortie qu’après cinquante ans
(50 ans)
VI.1.2. Etude de financement du projet
Le résultat recherché ici est l’obtention du meilleur financement. Nous avons de plan de
financement à savoir :
- par des apports propres : des contributions des associés en nature ou en
numéraire (espèce) ;
- par un emprunt (à long ou court terme) c’est-à-dire de besoin en fond de
roulement.
VI.1.2.1. Chiffre d’affaire prévisionnel
L’exploitation se déroulera de 8h par jour et 5 jours sur 7. En outre, les 15 jours fériés
annuels n’étant pas inclus, on comptera de 246 jours d’activité.
Production envisagé :
Notre but est d’obtenir 10 ChL° d’eau de Javel alors que notre appareil nous
donne 70 ChL° en moyenne. Donc on procèdera à la dilution avec de l’eau
déminéralisée. Pour ce processus, Si on voulait obtenir 10 ChL° comme
produit fini, on devrait verser 6/7 d’eau déminéralisée dans 1/7 d’extrait de
Javel.
44
On produira 30 litres tous les 2 heures, d’où on obtiendra 120 litres par jour
avec un extrait de Javel de 70 ChL°. D’après les pourcentages, on devrait
diluer cette solution avec :
- 1/7 : eau de Javel
- 6/7 : eau déminéralisée
On a donc : Quantité d’eau minéralisée versée =
6120*
71
7
=724 litres d’eau
On obtiendra : 120 litres d’extrait de Javel + 724 litres d’eau déminéralisée
Au total, on a 844 litres d’eau de Javel à 10ChL° par jour.
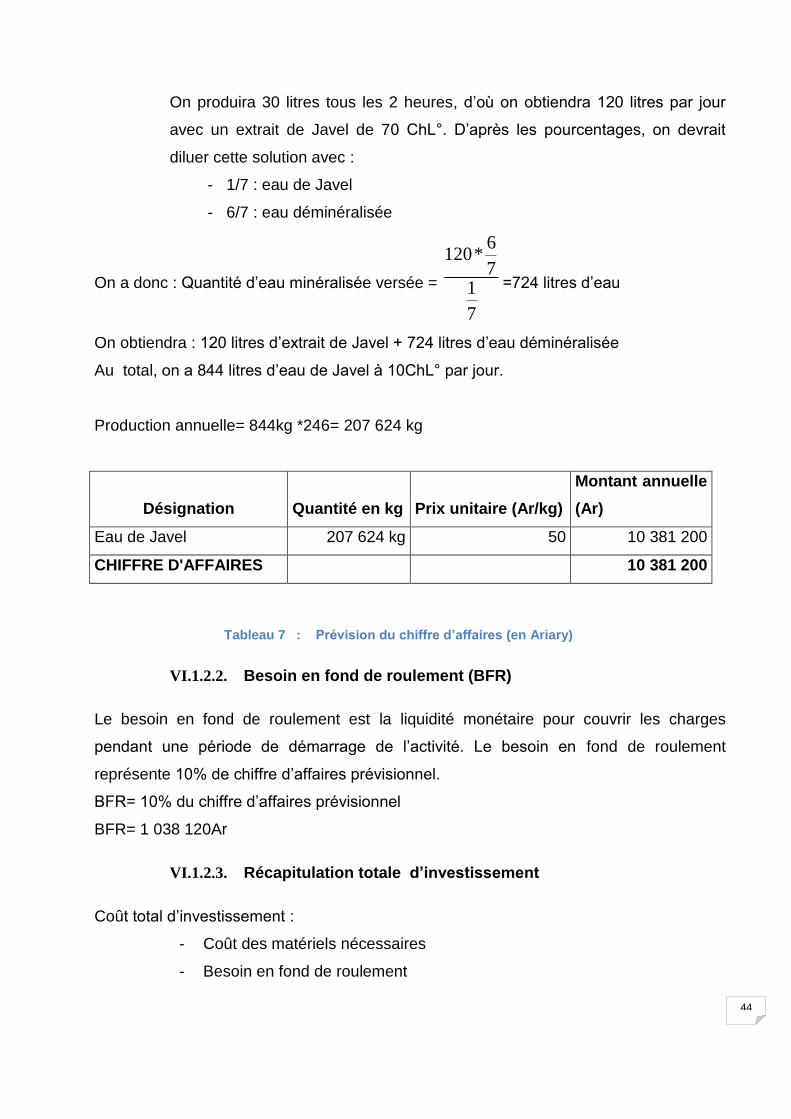
Production annuelle= 844kg *246= 207 624 kg
Désignation Quantité en kg Prix unitaire (Ar/kg)
Montant annuelle
(Ar)
Eau de Javel 207 624 kg 50 10 381 200
CHIFFRE D'AFFAIRES 10 381 200
Tableau 7 : Prévision du chiffre d’affaires (en Ariary)
VI.1.2.2. Besoin en fond de roulement (BFR)
Le besoin en fond de roulement est la liquidité monétaire pour couvrir les charges
pendant une période de démarrage de l’activité. Le besoin en fond de roulement
représente 10% de chiffre d’affaires prévisionnel.
BFR= 10% du chiffre d’affaires prévisionnel
BFR= 1 038 120Ar
VI.1.2.3. Récapitulation totale d’investissement
Coût total d’investissement :
- Coût des matériels nécessaires
- Besoin en fond de roulement
45
- Frais de montage 30% du coût de matériel
- Imprévus : 10% du BFR
- Coût sur démarrage 50% du BFR
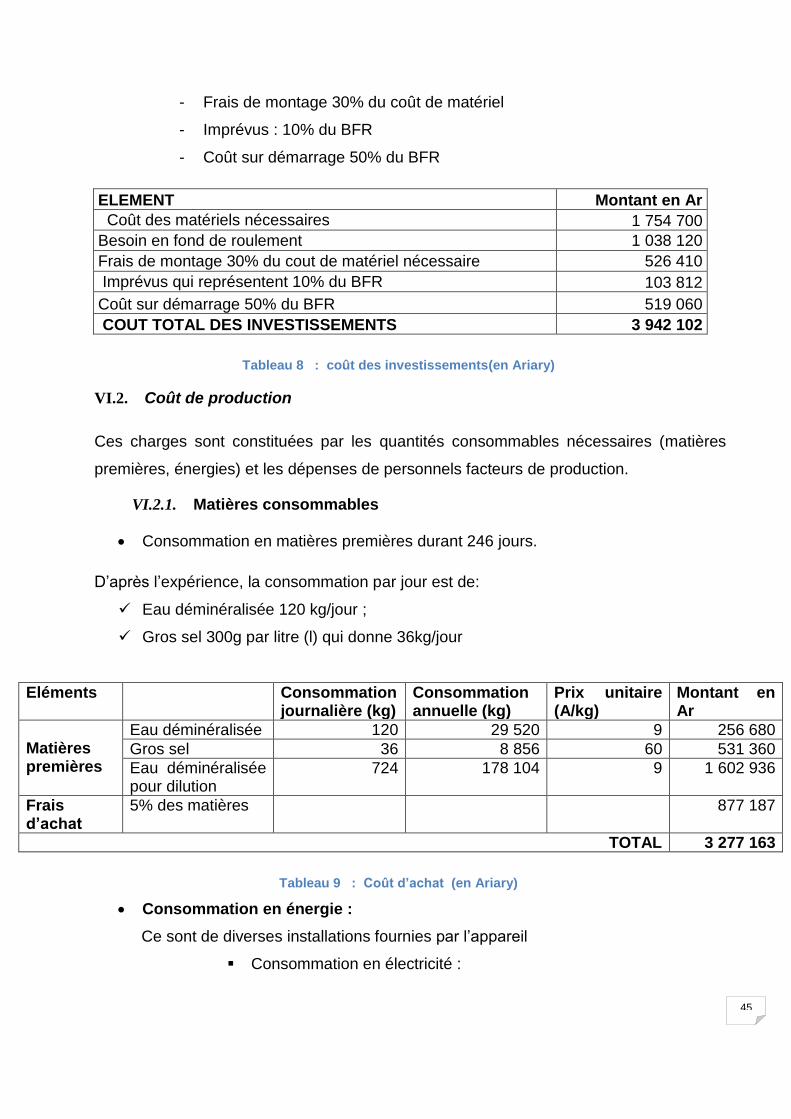
ELEMENT Montant en Ar
Coût des matériels nécessaires 1 754 700
Besoin en fond de roulement 1 038 120
Frais de montage 30% du cout de matériel nécessaire 526 410
Imprévus qui représentent 10% du BFR 103 812
Coût sur démarrage 50% du BFR 519 060
COUT TOTAL DES INVESTISSEMENTS 3 942 102
Tableau 8 : coût des investissements(en Ariary)
VI.2. Coût de production
Ces charges sont constituées par les quantités consommables nécessaires (matières
premières, énergies) et les dépenses de personnels facteurs de production.
VI.2.1. Matières consommables
Consommation en matières premières durant 246 jours.
D’après l’expérience, la consommation par jour est de:
Eau déminéralisée 120 kg/jour ;
Gros sel 300g par litre (l) qui donne 36kg/jour
Eléments Consommation journalière (kg)
Consommation annuelle (kg)
Prix unitaire (A/kg)
Montant en Ar
Matières premières
Eau déminéralisée 120 29 520 9 256 680
Gros sel 36 8 856 60 531 360
Eau déminéralisée pour dilution
724 178 104 9 1 602 936
Frais d’achat
5% des matières 877 187
TOTAL 3 277 163
Tableau 9 : Coût d’achat (en Ariary)
Consommation en énergie :
Ce sont de diverses installations fournies par l’appareil
Consommation en électricité :
46
- Par heure : 1.2kw
- Par jour : 1.2kw*8h= 9.6kwh
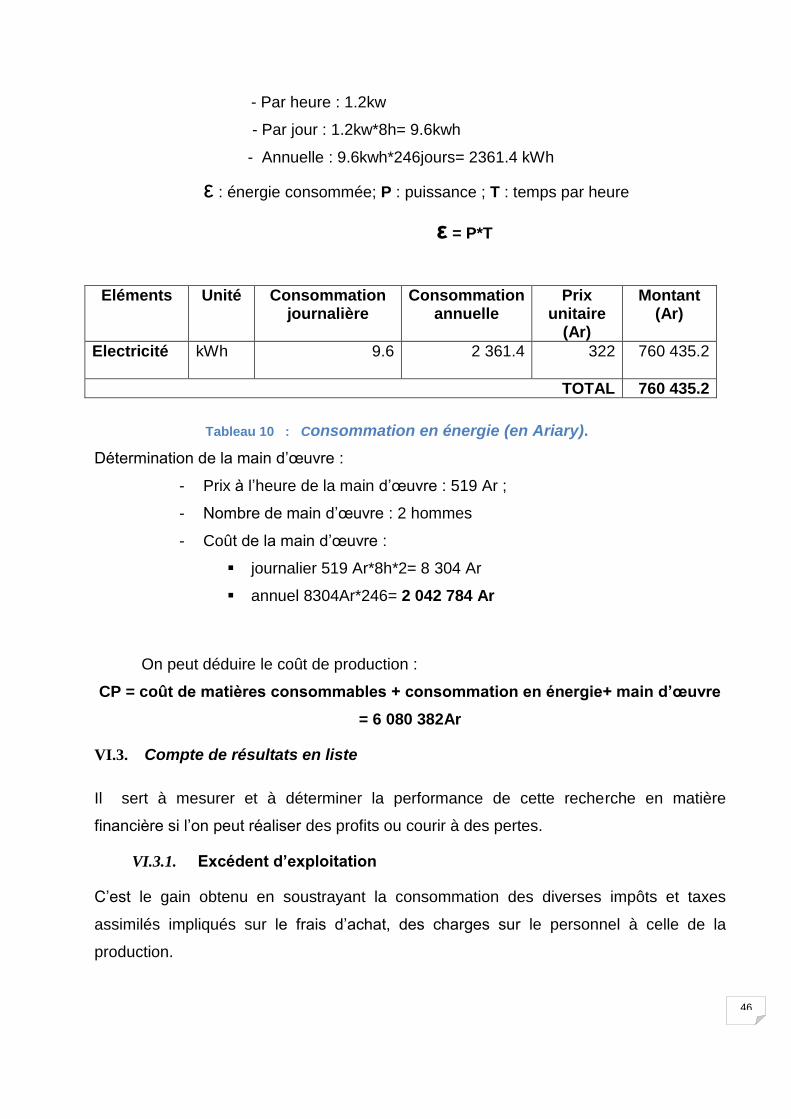
- Annuelle : 9.6kwh*246jours= 2361.4 kWh
ε : énergie consommée; P : puissance ; T : temps par heure
ε = P*T
Eléments Unité Consommation journalière
Consommation annuelle
Prix unitaire
(Ar)
Montant (Ar)
Electricité kWh 9.6 2 361.4 322 760 435.2
TOTAL 760 435.2
Tableau 10 : Consommation en énergie (en Ariary).
Détermination de la main d’œuvre :
- Prix à l’heure de la main d’œuvre : 519 Ar ;
- Nombre de main d’œuvre : 2 hommes
- Coût de la main d’œuvre :
journalier 519 Ar*8h*2= 8 304 Ar
annuel 8304Ar*246= 2 042 784 Ar
On peut déduire le coût de production :
CP = coût de matières consommables + consommation en énergie+ main d’œuvre
= 6 080 382Ar
VI.3. Compte de résultats en liste
Il sert à mesurer et à déterminer la performance de cette recherche en matière
financière si l’on peut réaliser des profits ou courir à des pertes.
VI.3.1. Excédent d’exploitation
C’est le gain obtenu en soustrayant la consommation des diverses impôts et taxes
assimilés impliqués sur le frais d’achat, des charges sur le personnel à celle de la
production.
47
Excédent d’exploitation = productions envisagées - coûts de productions
Excédent brut d’exploitation = 4 300 818Ar
VI.3.2. Résultat opérationnel
Résultat obtenu par rapport aux dotations des amortissements, aux provisions et pertes
de valeurs
Résultat opérationnel = excédent brut d’exploitation - dotations aux amortissements,
provisions et pertes de valeur ;
Résultat opérationnel = 4 125 348 Ar
VI.3.3. Résultat financier
C’est le rapport entre produit financier et le charge financier
Résultat financier = produit financier – charges financières
Charges financières = 20% BFR1
BFR = 1 038 120Ar
Résultat fin. = 0 – 207 624 Ar
Résultat fin = – 207 624 Ar
Après avoir cité ces trois rubriques ; nous pouvons déterminer le résultat avant impôt.
Résultat avant impôt = résultat opérationnel - Résultat financier
Résultat avant impôt = 3 917 724Ar
En outre, il y a encore un impôt exigible sur le résultat 22% du résultat avant impôt
Impôt sur le revenu = 22%
Résultat net donc comme suit :
Résultat net = 3 055 825 Ar
En résumé, nous constatons que le résultat de production en eau de Javel dispose de
gain positif de 3 055 825 Ar pour la première année d’exploitation.
VI.4. Analyse d’exploitation
L’analyse d’exploitation exprime les coûts qui mettent en œuvre la détermination du
revenu de l’activité.
1 Taux d’actualisation de la banque centrale + taux de marge appliqué par la banque primaire.
48
VI.4.1. formule de coût de production
Le coût de production= coût d’achat de matières premières +/- variation de stock+ main
d’œuvre direct ou indirect.
Nous avons trouvé comme auparavant un coût de production de 6 080 382Ar
VI.4.2. Le prix de revient
Le prix de revient est donné par la formule suivant :
Prix de revient = coût de production vendue + frais direct sur vente + frais indirect sur
distribution.
La production en eau de Javel est insuffisante à Madagascar, donc la vente devra être
atteinte à 100%.
Frais direct sur vente + frais indirect sur distribution = 5% du coût de production.
6 080 382Ar * 5% = 304 019Ar
Prix de revient = 6 080 382Ar + 304 019Ar
Nous avons de prix de revient à 5 776 363 Ar.
VI.4.3. Le revenu net
Le revenu net dégage le résultat brut de l’exploitation ; il est résumé par la formule
suivant :
Revenu net = Chiffre d’affaire – Prix de revient
(10 381 200 – 5 776 363)
Le revenu net atteint à 4 604 837Ar dont il représente 46% du chiffre d’affaire.
49
CHAPITRE VII
EVALUATION FINANCIERE
L’évaluation financière est essentielle dans le but de montrer qu’il est rentable et à la fois
pérenne. Voici les quatre critères d’évaluation :
- VAN : valeur actuelle nette,
- TRI : taux de rentabilité interne,
- IP : indice de profitabilité,
- DRCI : délai de récupération des capitaux investis.
VII.1. La valeur actuelle nette (VAN)
La VAN est la différence entre la valeur actuelle des flux qu’il engage et investissement
de départ.
Formule : la VAN est calculée comme suit :
Avec :
∑
- (1+i )t : coefficient d’actualisation
- t : taux d’actualisation
- I : investissement
condition : il faut que sa VAN soit positive, il est intéressant si la VAN est plus
grande.
VII.1.1. Cash flow
C’est la capacité d’autofinance,
Cash Flow = résultat net + amortissements = 3 055 825Ar + 175 470
Cash flow= 3 231 295Ar
50
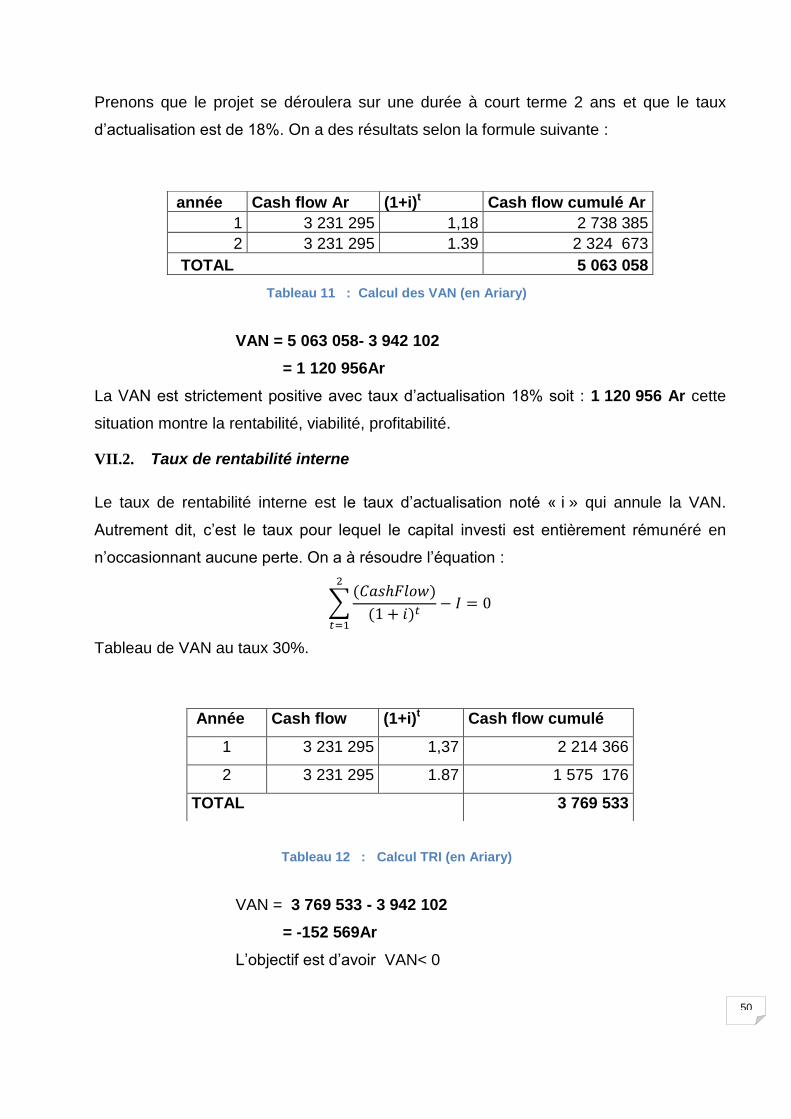
Prenons que le projet se déroulera sur une durée à court terme 2 ans et que le taux
d’actualisation est de 18%. On a des résultats selon la formule suivante :
Tableau 11 : Calcul des VAN (en Ariary)
VAN = 5 063 058- 3 942 102
= 1 120 956Ar
La VAN est strictement positive avec taux d’actualisation 18% soit : 1 120 956 Ar cette
situation montre la rentabilité, viabilité, profitabilité.
VII.2. Taux de rentabilité interne
Le taux de rentabilité interne est le taux d’actualisation noté « i » qui annule la VAN.
Autrement dit, c’est le taux pour lequel le capital investi est entièrement rémunéré en
n’occasionnant aucune perte. On a à résoudre l’équation :
∑
Tableau de VAN au taux 30%.
Tableau 12 : Calcul TRI (en Ariary)
VAN = 3 769 533 - 3 942 102
= -152 569Ar
L’objectif est d’avoir VAN< 0
année Cash flow Ar (1+i)t Cash flow cumulé Ar
1 3 231 295 1,18 2 738 385
2 3 231 295 1.39 2 324 673
TOTAL 5 063 058
Année Cash flow (1+i)t Cash flow cumulé
1 3 231 295 1,37 2 214 366
2 3 231 295 1.87 1 575 176
TOTAL 3 769 533
51
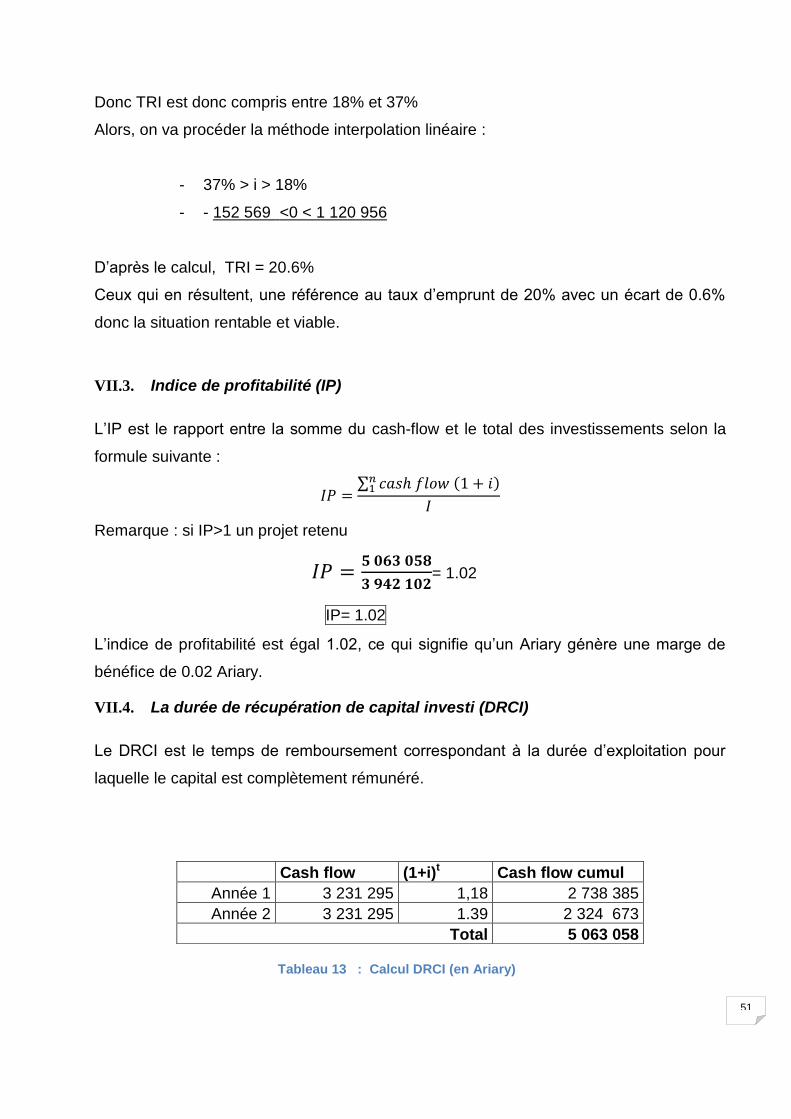
Donc TRI est donc compris entre 18% et 37%
Alors, on va procéder la méthode interpolation linéaire :
- 37% > i > 18%
- - 152 569 <0 < 1 120 956
D’après le calcul, TRI = 20.6%
Ceux qui en résultent, une référence au taux d’emprunt de 20% avec un écart de 0.6%
donc la situation rentable et viable.
VII.3. Indice de profitabilité (IP)
L’IP est le rapport entre la somme du cash-flow et le total des investissements selon la
formule suivante :
Remarque : si IP>1 un projet retenu
= 1.02
IP= 1.02
L’indice de profitabilité est égal 1.02, ce qui signifie qu’un Ariary génère une marge de
bénéfice de 0.02 Ariary.
VII.4. La durée de récupération de capital investi (DRCI)
Le DRCI est le temps de remboursement correspondant à la durée d’exploitation pour
laquelle le capital est complètement rémunéré.
Tableau 13 : Calcul DRCI (en Ariary)
Cash flow (1+i)t Cash flow cumul
Année 1 3 231 295 1,18 2 738 385
Année 2 3 231 295 1.39 2 324 673
Total 5 063 058
52
DRCI
DRCI = 0.78
L’investissement initial sera récupéré après 11 mois et 20 jours d’exploitation. Cela nous
permet de dire que la réalisation est plus vite que prévue.
Tableau comparatif entre Société Y et le projet de production d’eau de Javel
53
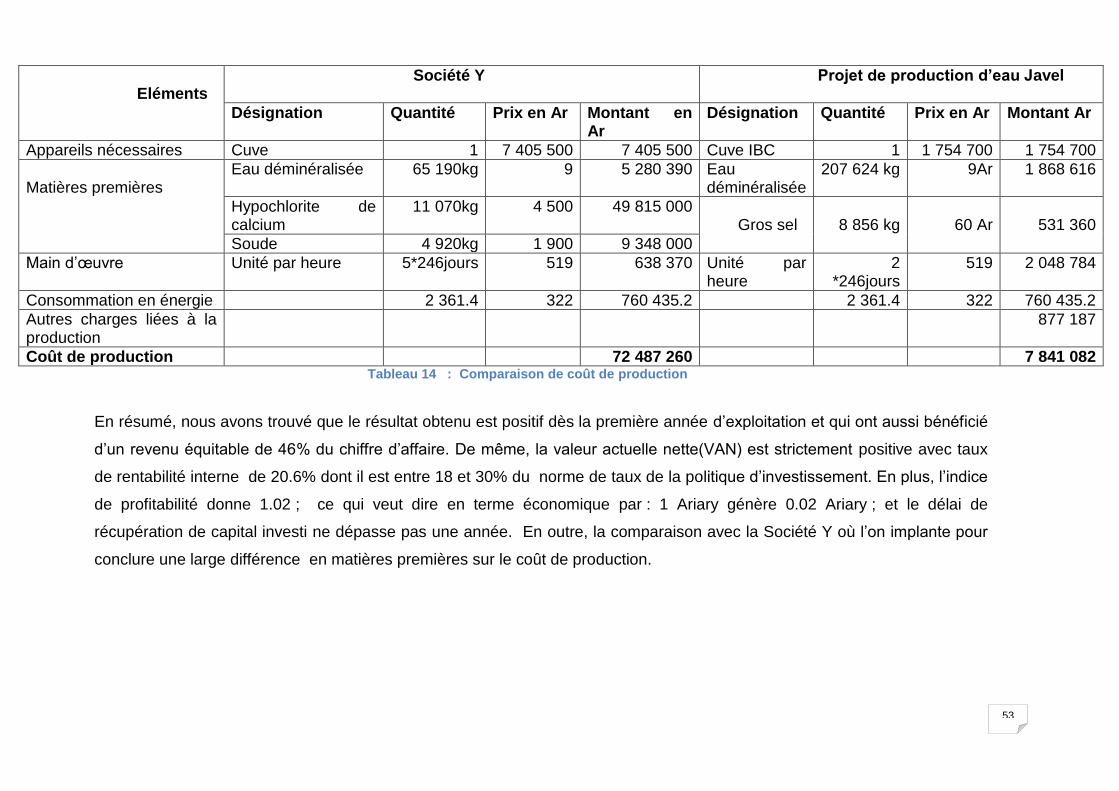
Eléments
Société Y
Projet de production d’eau Javel
Désignation Quantité Prix en Ar Montant en Ar
Désignation Quantité Prix en Ar Montant Ar
Appareils nécessaires Cuve 1 7 405 500 7 405 500 Cuve IBC 1 1 754 700 1 754 700
Matières premières
Eau déminéralisée 65 190kg 9 5 280 390 Eau déminéralisée
207 624 kg 9Ar 1 868 616
Hypochlorite de calcium
11 070kg 4 500 49 815 000 Gros sel
8 856 kg
60 Ar
531 360
Soude 4 920kg 1 900 9 348 000
Main d’œuvre Unité par heure 5*246jours 519 638 370 Unité par heure
2 *246jours
519 2 048 784
Consommation en énergie 2 361.4 322 760 435.2 2 361.4 322 760 435.2
Autres charges liées à la production
877 187
Coût de production 72 487 260 7 841 082 Tableau 14 : Comparaison de coût de production
En résumé, nous avons trouvé que le résultat obtenu est positif dès la première année d’exploitation et qui ont aussi bénéficié
d’un revenu équitable de 46% du chiffre d’affaire. De même, la valeur actuelle nette(VAN) est strictement positive avec taux
de rentabilité interne de 20.6% dont il est entre 18 et 30% du norme de taux de la politique d’investissement. En plus, l’indice
de profitabilité donne 1.02 ; ce qui veut dire en terme économique par : 1 Ariary génère 0.02 Ariary ; et le délai de
récupération de capital investi ne dépasse pas une année. En outre, la comparaison avec la Société Y où l’on implante pour
conclure une large différence en matières premières sur le coût de production.
54
CHAPITRE VIII
APPROCHE ENVIRONNEMENTALE
VIII.1. Impact sur le milieu humain
VIII.1.1. Toxicologie (effet sur la santé)
L'eau de Javel est toxique et corrosive. Elle provoque des brûlures sur la peau, les
muqueuses (les yeux notamment), surtout sous forme concentrée.[3]
Son inhalation peut provoquer une réaction respiratoire (irritation bronchique, avec
œdème dans les cas graves accompagné d'une baisse de la pression partielle de
l'oxygène dans le sang) se manifestant par une dyspnée (manque de souffle, sensation
d'étouffement) et une toux (qui peut persister plusieurs années).
L’hypochlorite de sodium réagit avec l'azote et les substances azotées, dont celles
émises par l'Homme dans les piscines (nitrates d'origine agricole dissous dans l'eau,
sueur et traces d'urine…) comme elle peut réagir avec les protéines animales et
végétales lors des opérations de désinfection de locaux ou des végétaux, ou dans les
égouts ou bondes d'évier. Elle produit alors des dérivés chlorés dont certains sont
susceptibles de dégazer dans l'air.
VIII.1.2. Toxicocinétique et métabolisation
Les voies d’absorption classiques sont l’ingestion, le passage transcutané et l’inhalation.
Chez l’animal, l’ingestion orale induit un taux plasmatique maximal 2 heures après (chez
le rat à jeun, et après 4 heures chez un animal nourri).
Demi-vie :
Il faut 44 heures pour diviser par deux le taux sanguin chez le rat à jeun et 88,5 heures
s’il est nourri.
55
VIII.1.3. Métabolisation
Une solution aqueuse de 36CI-hypochlorite de sodium est métabolisée par le rat en ions
chlorures retrouvés (96 heures après en plus grande quantité dans le plasma, puis dans
le sang total, mais aussi dans la moelle osseuse, les testicules, les reins et le poumon.
Une heure seulement après ingestion d’hypochlorite de sodium, le plasma et le contenu
intestinal de rats (nourris ou à jeune) contenait de l’acide trichloracétique, de l'acide
dichloroacétique et du dichloroacétonitrile. Après 96 heures, 51,2 % de la dose initiale
seulement était éliminée (à 36,4 % dans l’urine et 14,8 % dans les excréments). Après
120 heures, on trouvait encore chez ces rats des traces significatives du produit (36CI-
hypochlorite de sodium).[8]
VIII.2. Impact sur le milieu naturel
VIII.2.1.1. Toxicité aigue
La toxicité aigue est d’abord liée au caractère corrosif de l’hypochlorite de sodium
DL50 orale : 5 800 mg/kg chez la souris.
DL50 cutanée : supérieure à 10 000 mg/kg chez le lapin.
CL50 par inhalation : supérieure à 10,5 mg/l pour une exposition d’une heure chez le rat.
a. Inhalation
Chez la souris, la RD50 (dose induisant une diminution de 50 % de la fréquence
respiratoire) est de
4,1 ppm pour une atmosphère d’hypochlorite mesurée en chlore libre (chiffre est proche
de la RD50 du chlore pur (6,7 ppm).
b. Ingestion
Des brûlures oropharyngées, œsophagiennes et gastriques sont constatées chez le
chien pour 100 ml d’une solution à 5,25 %. Au dessus de 5 ml/kg, des lésions corrosives
apparaissent.
56
c. Exposition cutanée
Elle induit un épaississement de la peau chez la souris (pour un dosage d’1 g/l,
appliquée 10minutes par jour durant 4 jours). Les cellules basales de l’épiderme sont
moins viables chez le cobaye (pour une solution à 0,5 % appliquée sur la peau durant 2
semaines).
La peau du lapin est corrodée après 15 à 30 mn d’application d’une solution à 3,5 %.
L’irritation augmente avec la dose.
Les muqueuses y sont naturellement plus sensibles ; chez le lapin, une solution à 0,5 %
provoque une vive douleur sur l’œil, avec une irritation réversible en 24 heures. À 5 % on
constate un obscurcissement passager de la cornée, un œdème de la conjonctive [6], qui
sont réversibles en 24 heures si l’œil a été rincé à l’eau dans les 30 secondes (sinon, les
lésions persistent une semaine). Chez le singe, la lésion – à dose identique – est plus
rapidement réversible 5. À 15 %, la douleur est aiguë et - sans lavage oculaire immédiat
- s’accompagne d’une hémorragie de la conjonctive et du nez, d’un œdème de la
conjonctive. La cornée devient vitreuse (+ léger hématome) ; la lésion est partiellement
réversible en 2 à 3 semaines (séquelles) [8].
VIII.2.2. Exposition chronique
Jusqu’à 4 000 mg/l, l’hypochlorite de sodium ingérée via l’eau de boisson n'influe pas sur
la survie de rats, de souris (jusqu’à 2 754 mg/l) ou de cobaye (50 mg/l)
expérimentalement exposés, mais des effets génotoxiques semblent possibles
(démontrés chez la souris). Une étude montre aussi que les rats boivent moins d'eau
quand elle est assez fortement javellisée, les plus jeunes grossissant légèrement.
VIII.2.3. Eventuels effets sur la fertilité des animaux
On n’a mesuré aucun chez le rat mâle ou femelle, mais chez la souris, à forte dose, il
induit des anomalies spermatiques (Génotoxicité envisagée chez l'Homme7,4). Des rats
exposés durant 2,5 mois (avant et lors de la gestation) via 100 mg/l dans leur eau de
boisson, ont produit des fœtus légèrement moins lourds, et présentent une légère
augmentation d'anomalies (squelette et tissus mous), mais une exposition sur 7
générations n’a pas prouvé d’effet sur la croissance ni sur la survie.
57
VIII.2.3.1. Eco toxicologie
L'eau de Javel est un puissant biocide, nécessitant des précautions pour sa manipulation
et pour éviter les rejets de ce produit dans la nature. Les eaux javellisées et extraits
concentrés de Javel oxydent la matière organique qu'elles rencontrent en étant
susceptible de produire des organochlorés toxiques et de nombreux produits de
dégradation (chlorures) et métabolites lorsqu'elle a été ingérée par des animaux ou
autres organismes aquatiques.
L'effet toxique sur la faune est donc persistant en se transmettant via la chaîne
alimentaire. Ces transformations seraient cancérigènes et mutagènes [8]. L'eau de Javel,
au contact de l'air se décompose lentement (à température ambiante, plus rapidement au
soleil et/ou exposée à la chaleur, ou en contact avec des métaux) en formant des
chlorates et du chlorure de sodium, en libérant du dioxygène selon les réactions :
De nombreux métaux (dont le cuivre (souvent utilisé pour les tuyauteries), le nickel et
leurs alliages) peuvent avoir un effet catalytique et accélérer sa décomposition de l'eau
de Javel.
L'eau de Javel utilisée pour la désinfection des sols ou des WC est présente via les
effluents domestiques, des bâtiments tertiaires ou industriels dans les égouts et dans
certaines stations d'épuration, où elle perd rapidement son pouvoir oxydant en raison de
la grande quantité de matière oxydable qui y est présente, mais elle pourrait contribuer à
y sélectionner des organismes chlororésistants ou produire des métabolites indésirables.
En raison de son action corrosive et super-oxydante, tout rejet accidentel ou chronique
direct en milieu naturel peut avoir des conséquences éco toxicologiques locales (Le
plancton est par exemple très sensible à de faibles doses de chlore). L'incinération de
matières organiques contenant de l'eau de Javel active devrait être évitée en raison du
risque de production d'organochlorés stables tels que furanes et dioxines.
3 NaClO NaClO3 + 2 NaCl
2 NaClO 2 NaCl + O2
58
VIII.3. Les mesures à prendre pour la fabrication du Chlore et de la soude
caustique [3]
Utilisation de systèmes de gestion pour réduire les risques pour l'environnement, la santé
et la sécurité, liée à l'exploitation d'une usine de chlore. Le niveau de risque doit tendre
vers zéro. Les systèmes de gestion comprennent :
Formation du personnel
Identification et évaluation des principaux dangers
Instructions pour la sécurité d'exploitation
Planification pour la gestion des situations d'urgence et relevé des accidents et
des "quasi-accidents"
Perfectionnement continu incluant retour d'informations et apprentissage par
l'expérience.
Existence d'une unité d'absorption du chlore, conçue pour pouvoir absorber la production
de toute la cellule d'électrolyse en cas de dérèglement du processus, avant mise à l'arrêt
de l’usine. L'unité d'absorption du chlore évite les émissions de chlore gazeux en cas
d'urgence et/ou de fonctionnement anormal de l'installation.
L'unité d'absorption doit permettre d'abaisser la teneur en chlore du gaz émis à moins de
5mg/m3 dans le pire des cas.
Tous les effluents gazeux contenant du chlore doivent être dirigés vers l'unité
d'absorption du chlore. En exploitation normale, le niveau des émissions de chlore dans
l'air, associé à la meilleure technique disponible est inférieur à 1 mg/m3 en cas de
liquéfaction partielle, et inférieur à 3 mg/m3 en cas de liquéfaction totale.
Il ne doit pas y avoir de rejet systématique d'hypochlorite de sodium dans l'eau à partir
de l'unité d'absorption du chlore.
Réduire le plus possible la consommation/éviter les déversements d'acide sulfurique par
une ou plusieurs des options suivantes ou à l'aide de systèmes équivalents:
Reconcentration sur place dans des évaporateurs en circuit fermé
Utilisation de l'acide usé pour réguler le pH dans les flux de fabrication et les eaux
résiduaires. Si l'acide sulfurique est reconcentré sur place dans des évaporateurs
59
en circuit fermé, la consommation d'acide peut être ramenée à 0,1 kg par tonne de
chlore produite.
Réduire le plus possible les rejets d'oxydants non liés dans l'eau par :
Réduction catalytique en lit fixe
Réduction chimique
Toute autre méthode d'une efficacité comparable. Le niveau d'émission des oxydants
non liés dans l'eau, associé à la meilleure technique disponible est inférieur à 10 mg/l. Il y
lieu de tenir compte de l'impact global sur l'environnement si la méthode de destruction
est retenue.
Recours à des procédés de liquéfaction et de purification du chlore n'utilisant pas
de tétrachlorure de carbone.
Utilisation de l'hydrogène en tant que produit chimique ou en tant que combustible
afin de préserver les ressources.
VIII.4. Précautions d’emploi de l’hypochlorite de sodium [18]
En cas de projection, rincer longuement et abondamment à l'eau claire.
Les accidents les plus fréquents sont liés à l'ingestion volontaire (tentative de suicide) ou
involontaire, et aux mélanges avec d'autres produits (Elle doit surtout ne pas être
mélangée aux acides qui provoquent un violent dégagement gazeux de dichlore, très
toxique.
Les pastilles doivent être tenues hors de portée des enfants, parce qu'elles risquent
d'être confondues avec des bonbons.
L'eau de Javel doit être conservée en emballage opaque et au frais, car les ions
hypochlorite sont dégradés par les UV solaires et la chaleur. Elle ne doit pas être
mélangée à de l'eau chaude, ni mélangée à d'autres biocides ou agents nettoyants
(émanations toxiques possibles). Combinée à l’ammoniaque (présent dans certains
produits de nettoyage), elle produit des chloramines (avec éventuel dégagement
d’azote). Combinée à des acides, par exemple des acides chlorhydrique ou sulfurique ou
60
même des acides doux présents dans certains produits de nettoyage ou décapants elle
réagit violemment, en émettant de la vapeur de chlore, très toxique (du vinaigre ou du jus
de citron suffisent à produire ce type de réaction).
L'INRS rapporte aussi qu'appliquer sur des matériaux finement divisés (fibre textiles,
papier ou poussière de bois), l'extrait de Javel peut dégager de la vapeur d'eau
contenant un peu de chlore. Ces matériaux devenant ensuite plus inflammables à l’état
sec.
Pour la désinfection des surfaces, elle doit être correctement diluée et uniquement
utilisée après nettoyage complet par un détergent suivi d'un rinçage, pour une
désinfection efficace, et pour ne pas favoriser d'apparition de phénomène de résistance
au chlore chez certains microbes et parasites, dont les cryptosporidies (et notamment
Cryptosporidium parvum ; parasite (protozoaire) qui peut se développer dans les
piscines, et qui développe rapidement des résistances à de nombreux biocides).
Certaines bactéries se sont montrées également capables après phénomène de
sélection naturelle de développer des résistances à des concentrations importantes de
chlore. Des tapis de bactéries dites chlororésistantes ont ainsi été trouvés dans l'Aa
durant plusieurs années, sur plusieurs kilomètres, suite à l'usage de quantités
importantes de désinfectants chlorés dans le processus d'une usine riveraine de la
rivière.
Pour être efficace, une dose ouverte doit être rapidement utilisée, et il convient de
respecter la date limite d'utilisation du produit.
61
CONCLUSION
Après maintes démonstrations et explications de l’expérience effectuée, nous concluons
que l’élaboration de l’appareil pour l’obtention d’eau de Javel illustre à la fois une vertu
révolutionnaire même comportant certains défauts. Révolutionnaire dans ce sens où il
tend à briser la dépendance en matières composant le montage. En effet, tout se trouve
sur le territoire national notamment le graphite, le fer, la cuve faite en briques et en
bétons. Dans la course incessante de la technologie moderne, notre essai dans une
vision d’amélioration répondait au mieux les soucis d’un coût trop onéreux. Notre
appareil après analyse se présente moins coûteux. Etant donné que les matériaux se
confectionnent voire même ayant pour gisement ici même, il est envisageable que le
prix de revient soit inférieur. Son prix sur le marché sera de ce fait plus abordable.
Toutes ces analyses étant prises en compte quant au fait que les promoteurs et
industriels devront se tourner vers les appareils fabriqués sur le territoire, les nôtres en
l’occurrence. Cependant le problème qui se posait se situe au niveau du dégagement du
dichlore. Celui-ci est néfaste à l’environnement. Si on procède au recyclage de dichlore ,
on pourrait obtenir de l’acide chlorhydrique. Celui-ci servira pour le nettoyage de
l’appareil lui-même. L’environnement faisant l’objet d’une protection spéciale au niveau
mondial actuel, tous les produits nouveaux passent une licence assurant l’effet non
dévastateur à celui-ci. Il sera donc inconcevable voire même proscrit de lancer une
industrialisation dans la fabrication d’appareil nuisant l’environnement. Ce recyclage se
justifie ainsi par la recherche d’une solution concrète pour la réalisation de l’expérience
sur une échelle plus vaste.
ANNEXES
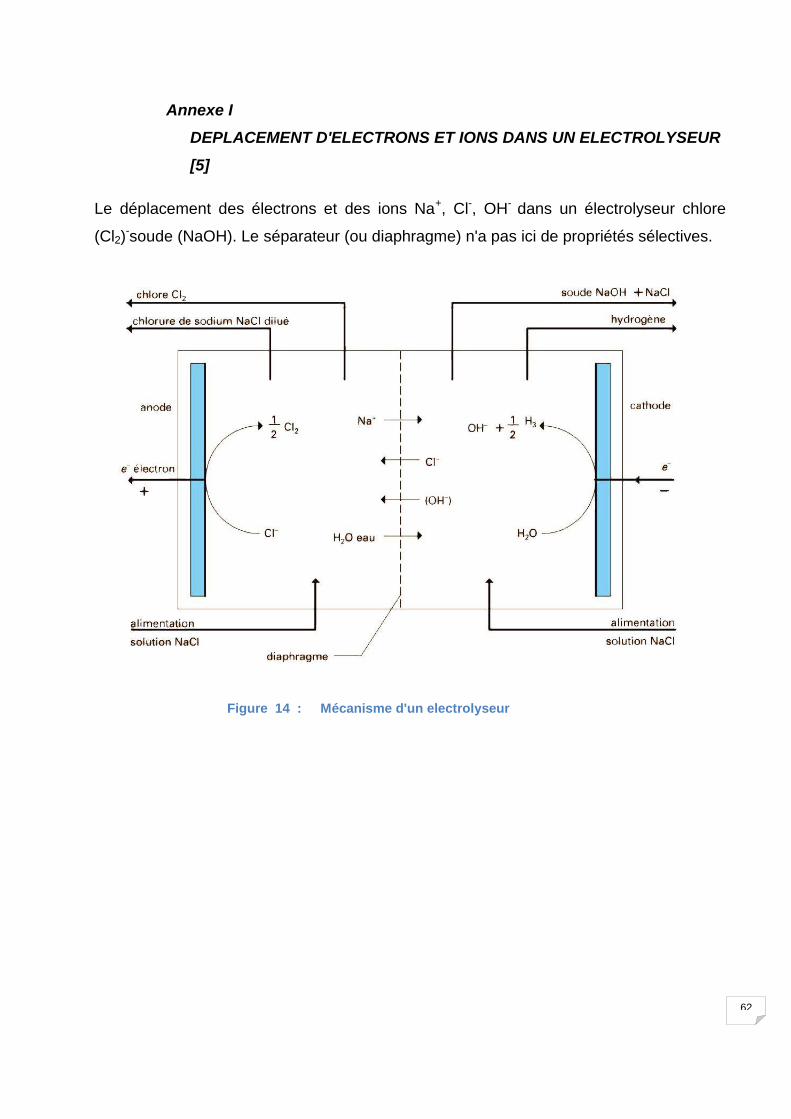
62
Annexe I
DEPLACEMENT D'ELECTRONS ET IONS DANS UN ELECTROLYSEUR
[5]
Le déplacement des électrons et des ions Na+, Cl-, OH- dans un électrolyseur chlore
(Cl2)-soude (NaOH). Le séparateur (ou diaphragme) n'a pas ici de propriétés sélectives.
Figure 14 : Mécanisme d'un electrolyseur
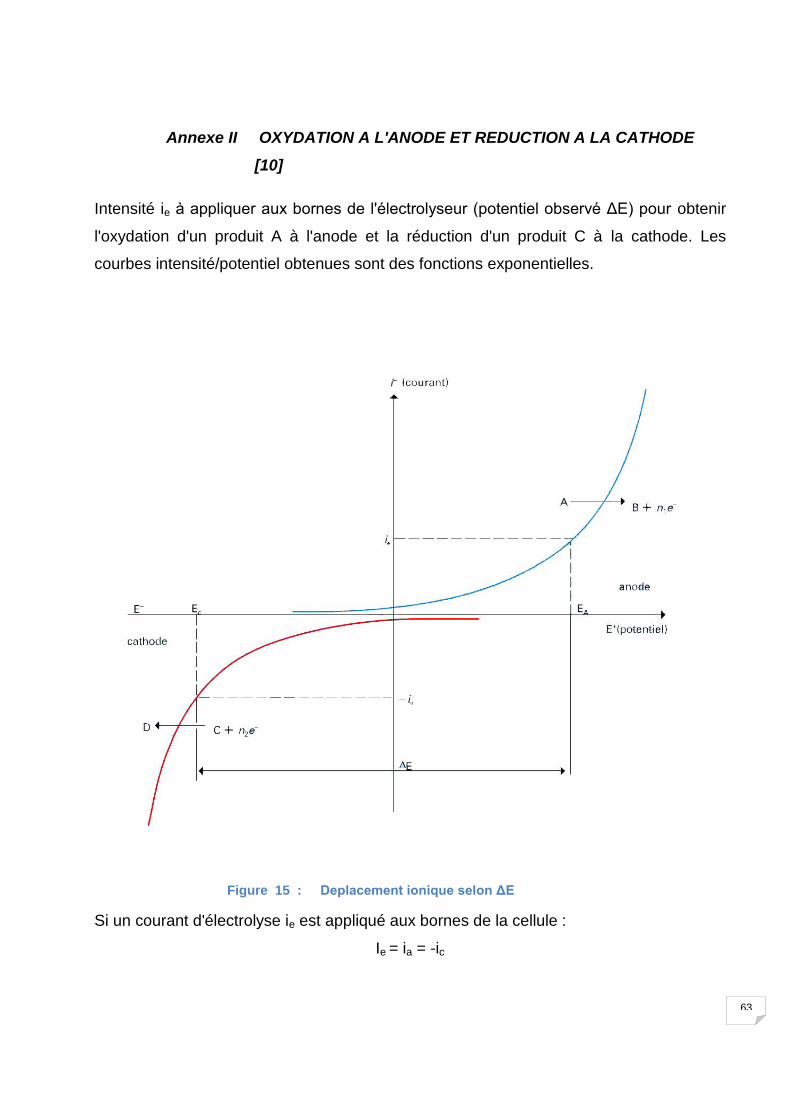
63
Annexe II OXYDATION A L'ANODE ET REDUCTION A LA CATHODE
[10]
Intensité ie à appliquer aux bornes de l'électrolyseur (potentiel observé ΔE) pour obtenir
l'oxydation d'un produit A à l'anode et la réduction d'un produit C à la cathode. Les
courbes intensité/potentiel obtenues sont des fonctions exponentielles.
Figure 15 : Deplacement ionique selon ΔE
Si un courant d'électrolyse ie est appliqué aux bornes de la cellule :
Ie = ia = -ic
64
Du fait du passage du courant d'électrolyse ie, l'anode et la cathode prennent
respectivement les potentiels EA et EC. Les différences EA — E*A et EC — E*C
(surtensions) sont représentatives des énergies d'activation des réactions aux électrodes
en termes cinétiques. De plus, il importe de tenir compte de l'inertie du système au
passage des ions au travers de la solution et de la membrane séparatrice. Cela se traduit
par l'existence d'un terme généralement appelé la chute ohmique et équivalente au
produit ieR1 où R est la résistance ohmique de la cellule.
La différence de potentiel entre les deux électrodes prend en compte le courant
d'électrolyse ie. Elle est la somme de termes thermodynamique, cinétique et ohmique :
ΔE = EA – Ec + ie R
Sur le plan réactionnel, on note que globalement l'électrolyseur permet la transformation
de A et C en B et D.
Quand, à l'inverse, un potentiel électrochimique, obtenu grâce à un générateur en
opposition, est utilisé comme source d'électricité, il convient de veiller à ce que la f.é.m.
du générateur soit au moins égale à ΔE pour obtenir un courant d'électrolyse au moins
égal à ie.
Par ailleurs, la diminution de ΔE peut être satisfaite non seulement par l'emploi
d'électrolytes peu résistants, mais encore par l'utilisation d'électrodes pour lesquelles la
surtension est aussi faible que possible. Certains métaux, ou surfaces convenablement
traitées, permettent même, dans certains cas, d'accélérer la cinétique de transfert
d'électron (dans ce cas, k0 est plus élevée) : c'est l'électro catalyse.
65
Annexe III DETERMINATION DE DEGRE CHLOROMETRIQUE [9]
On veut calculer la concentration [OCl-] dans notre eau de Javel pour en déduire son
degré chlorométrique.
Pour cela il nous est proposé une série de manipulations.
Pour établir la manipulation nous avons besoin de :
Matériels et produits utilisée :
Matériel :
Erlenmeyer de 250 ml
Une burette graduée
Eprouvette de 250 ml
Produits :
50 ml l’eau distillée
10 ml d’une solution de l’eau de Javel
50 ml d’une solution de H2SO4 (1M)
20 ml d’une solution de KI (0.2M)
une solution de phénolphtaléine
une solution de Na2S2O3 (0.1N).
Montage et réalisation :
On met dans un erlenmeyer sec de 250 ml : 10 ml d’une solution d’eau de Javel, 50 ml
de l’eau distillée, 50 ml de l’acide sulfurique [H2SO4 (1M)] et de 20 ml d’une solution de
iodure de potassium [KI (0.2M)].
Remplir la burette par une solution de thiosulfate de sodium [Na2S2O3 (0.1N)], doser
goutte à goutte jusqu’à apparition de la couleur brun-rouge, noter le volume de Na2S2O3.
Après avoir une coloration brun-rouge on ajoute à l’erlenmeyer deux à trois gouttes de
l’amidon. On continue à doser goutte à goutte jusqu’à apparition de la couleur
transparente. On note le volume de Na2S2O3 [Total consommé], Analyse volumétrique.
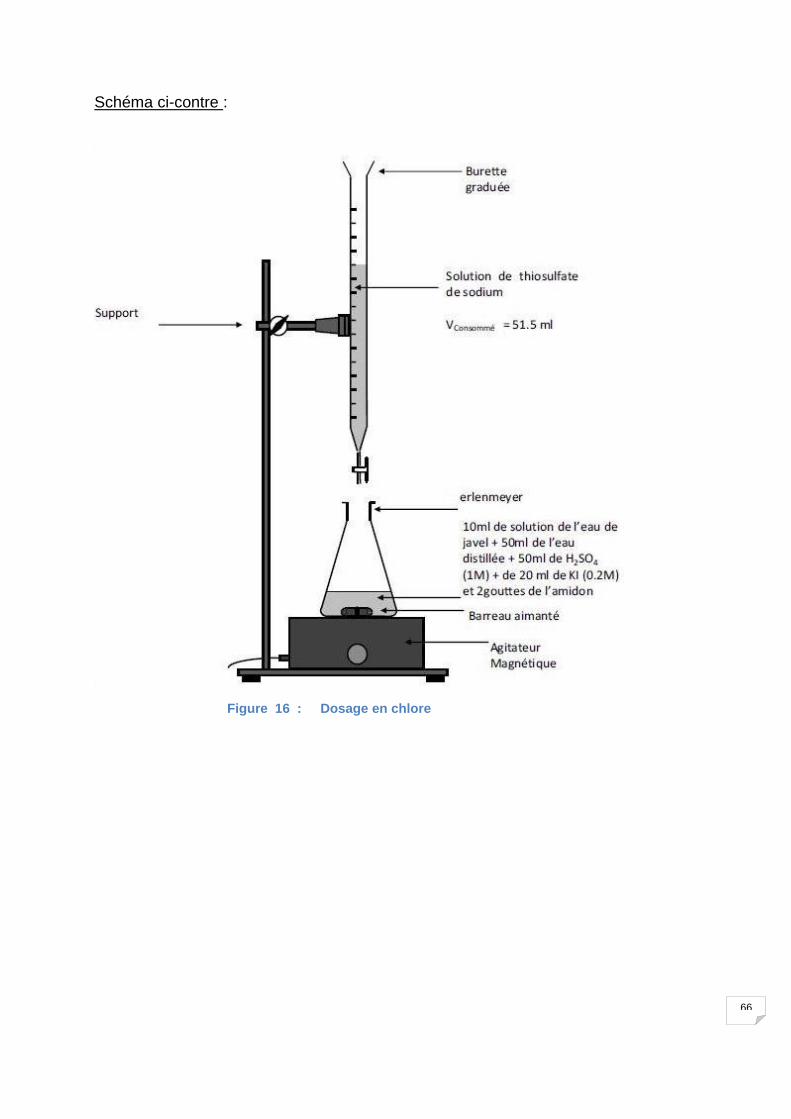
66
Schéma ci-contre :
Figure 16 : Dosage en chlore

67
Les changements de couleurs :
Figure 17 : Virage de couleur suivant le Na2S2O3
Interprétations des résultats :
On connaît la concentration de l’agent titrant S2O32-, le volume Va de celui-ci utilisé et le
volume d’eau de Javel utilisé Vj.
C’est-à-dire : [S2O32-] = 0.1N = 0.2 M Va = 357,2 ml VJ = 10 ml
A partir de ces données, on veut établir une formule pour calculer la concentration [OCl-]
de l’eau de Javel.
On pourra calculer le degré chlorométrique de l’eau de Javel :
On a les réactions :
Ainsi que
Si on utilise un mol de OCl-, on obtiendra une mol de I2. Pour titrer ce mol, on aura
besoin de 2mol de S2O32-.
On peut donc écrire : 1 mol OCl- ~ 2 mol de S2O32-
Et en une relation entre les nombres de mol respectifs :
Nombre de mol de OCl- = nombre de mol de
2
2 3
2
S O
Or, le nombre de mol d’un soluté est égal à sa concentration multipliée par le volume de
la solution. On a donc :
OCl- + 2I- + 2H+ I2 + Cl- + H2O
I2 + 2S2O32- 2I- + S4O6
2-
68
2
2 3 *[ ]*
2
aJ
S O VOCl V
D’où la formule:
[OCl-] = 3,57 M
Concentration molaire de l’eau de Javel est 3,57 M
On a alors pour notre eau de Javel un degré chlorométrique de : 3,57 mol Cl2 / L =
80°ChL.
Les réactions mise en jeu :
Pour la première réaction :
Et pour la deuxième réaction :
Le rôle de la phénolphtaléine :
La phénolphtaléine joue le rôle d’un indicateur de fin de réaction.
L’emploi de la phénolphtaléine, qui n’est ajouté qu’en fin de titrage, permet de mieux
apprécier le changement de couleur qui accompagne le passage par le point
d’équivalence de la transformation chimique de titrage, au moment où le diiode devient le
réactif limitant.
I2 + 2S2O32- 2I- + S4O6
2-
OCl- + 2I- + 2H+ I2 + Cl- + H2O
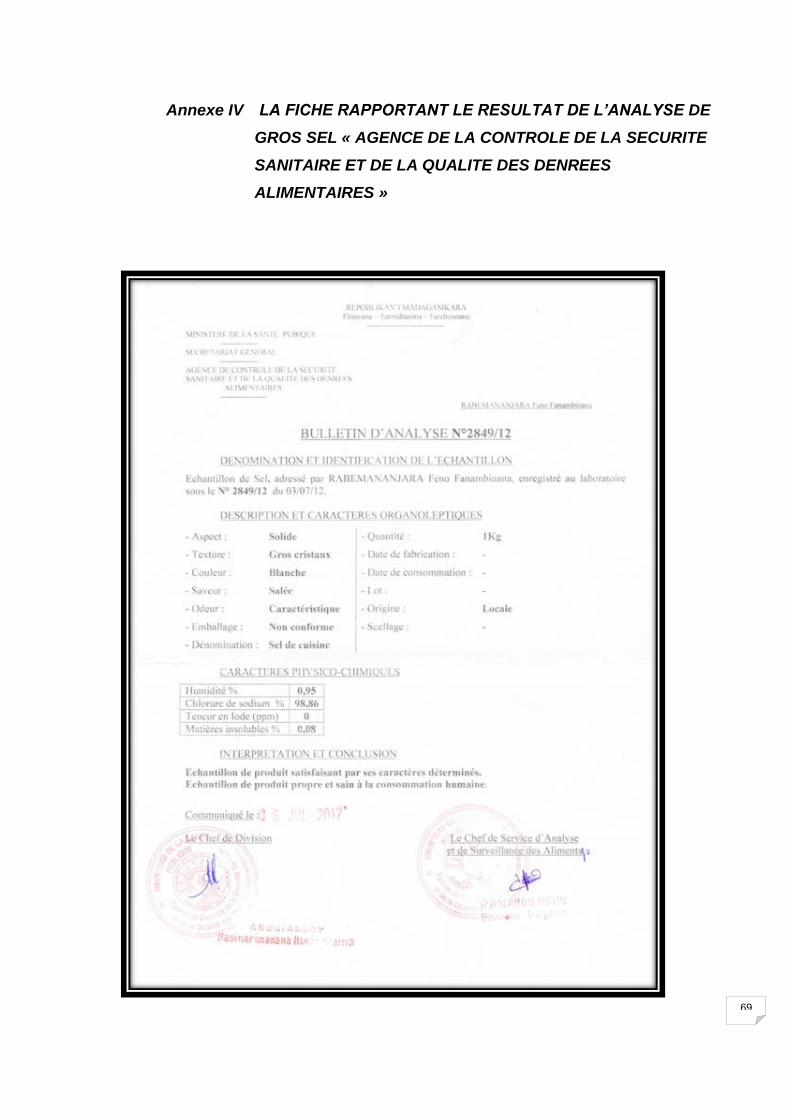
69
Annexe IV LA FICHE RAPPORTANT LE RESULTAT DE L’ANALYSE DE
GROS SEL « AGENCE DE LA CONTROLE DE LA SECURITE
SANITAIRE ET DE LA QUALITE DES DENREES
ALIMENTAIRES »
70
BIBLIOGRAPHIE
[1] A. CHRÉTIEN, R. KOHLMULLER, P. PASCAL & A. P. ROLLET, « Sodium », in P. Pascal
dir., Nouveau Traité de chimie minérale, t. II, fasc. I, Masson, Paris, 1966
[2] A. COLAS, Le Sel, coll. Que sais-je ?, P.U.F., 2e éd. 1993
[3] A. STORK & F. COEURET, Éléments de génie électrochimique, Technique et
documentation, Paris, 2e éd. 1993.
[4] BACQUIAS, Pratique et conduite des bains d'électrolyse, vol. I, Librairie de traitements de
surface, Paris, 3e éd. 1984
[5] BARD & H. LUND, Encyclopedia of Electrochemistry of the Elements, M. Dekker, New
York-Bâle, 1979
[6] BARD & L. FAULKNER, Électrochimie : principes, méthodes et applications, Masson,
1983
[7] D. PLETCHER & F. C. WALSH, Industrial Electrochemistry, Blackie Academic &
Professional Londres, 2e éd. 1993
[8] G. LUCENET, « Le Sodium, un métal apprivoisé », in Revue française de l'électricité, no
279, Paris, 1983
[9] J. BESSON, La Chimie minérale, coll. Que sais-je ?, P.U.F., Paris, 1976
[10] J. BRENET, Introduction à l'électrochimie de l'équilibre et du non-équilibre, Masson,
1980
[11] J. O'M. BOCKRIS, B. E. CONWAY, E. YEAGER & R. E. WHITE, Comprehensive Treatise
of Electrochemistry , vol. 11, Electrochemical Processing, Plenum Press, New York, 1981
[12] J. T. STOCK & M. V. ORNA, Electrochemistry, Past and Present, American Chemical
Society, Washington, 1989
[13] L. KISS, Kinetics of Electrochemical Dissolution, Elsevier, Amsterdam, 1988
[14] M. BERNARD, Cours de chimie minérale, Dunod, Paris, 1990
[15] M. I. ISMAIL dir., Electrochemical Reactors, Elsevier Science Publ., 1989
[16] M. SALMON, « Sodium », in Techniques de l'ingénieur. Génie des procédés J4, Paris,
1990.
[17] O. J. FOUST, Sodium-Na K Engineering Handbook, 4 vol., Gordon and Breach
Science, New York, 1972-1979
[18] R. PERRIN & J. P. SCHARFF, Chimie industrielle, Masson, Paris, 1993
[19] TALLEC, Électrochimie organique, Masson, 1985.
71
WEBOGRAPHIE
[20] http://file: localhost/D:/Flat%202/M%C3%A9ms/Javel%20-%20Fabrication.mht
[21] http://www.1220_fr.pdfchlore.pdf.cellule_de_décomposition(pages:2.2-2)
[22] http://www.1220_fr.pdfchlore.pdf.l’electrolyse_à_diaphragme(pages:2.2-3)
[23] http://www.1220_fr.pdfchlore.pdf.l’electrolyse_à_membrane(pages:2.2-4)
[24] http://www.agitateur_verticaux_pour_conteneurs_ibc-14821-745445.html
[25] http://www.azeor.com/pages_web/javel.html
[26] http://www.chlore/h22.html
[27] http://www.eau_de_javel.fr/pages/eau/historique.asp
[28] http://www.fr.shopping.com/raccord-cuveibc/produit.html
[29] http://www.icuvenetwork.com/files/watercar/non-
commercial/dave/vidéo/wcrep.wmv
[30] http://www.javel.la_chimie_de_l’eau_ de_javel.htm
[31] http://www.notion_sur_le_graphite.dox.html
[32] http://www.société_chimique_de_france.fr/extras/donnees/mine/javl.html
72
TABLES DES MATIERES
REMERCIEMENTS ....................................................................................................................... i
SOMMAIRE ................................................................................................................................. ii
LISTE DES TABLEAUX ............................................................................................................. iii
LISTES DES FIGURES ............................................................................................................... iv
GLOSSAIRE ................................................................................................................................ v
SYMBOLES ................................................................................................................................ vi
ABREVIATIONS ........................................................................................................................ vii
AVANT PROPOS ...................................................................................................................... viii
INTRODUCTION GENERALE ..................................................................................................... 1
PREMIERE PARTIE
ETUDES BIBLIOGRAPHIQUES .................................................................................................. 2
CHAPITRE I PRESENTATION DE L’EAU DE JAVEL ............................................................. 3
I.1. Historique .......................................................................................................................... 3
I.1.1. Origine du mot Javel .................................................................................................. 3
I.1.2. Découverte de l’action blanchissante de l’eau de Javel ......................................... 3
I.1.3. Découverte de l’action désinfectante de l’Eau de Javel .......................................... 4
I.2. Définition de l’eau de Javel selon le lexique de chimie ................................................. 6
I.3. Propriétés de l’eau de Javel ............................................................................................. 6
I.3.1. Propriétés chimiques ................................................................................................. 6
I.3.1.1. Réaction avec les acides ....................................................................................... 6
I.3.1.2. Réaction avec l’ammoniac: .................................................................................... 7
I.3.1.3. Propriétés oxydantes: ............................................................................................ 8
I.3.2. Stabilité de l’eau de Javel .......................................................................................... 8
I.4. Utilisation de l’eau de Javel ........................................................................................... 10
CHAPITRE II APERCU DES METHODES DE PRODUCTION DE L’EAU DE JAVEL ............ 13
II.1. Introduction ................................................................................................................... 13
II.2. Les trois types d’électrolyse pour l’obtention de chlore et de soude pour la
fabrication d’eau de Javel. ................................................................................................... 14
II.2.1. L'électrolyse à mercure .......................................................................................... 14
73
II.2.2. L'électrolyse à diaphragme .................................................................................... 16
II.2.3. L'électrolyse à membrane ...................................................................................... 17
II.3. Le procédé standard de fabrication de l’eau de Javel ................................................ 19
CHAPITRE III ANALYSE ET CHOIX DE TYPE D’APPAREILLAGE POUR LA
FABRICATION DE L’EAU DE JAVEL ....................................................................................... 21
III.1. Analyse des trois méthodes d’électrolyse de production de soude et de chlore….21
III.2. Méthode de mise en mélange de NaOH et de Cl2 pour produire d’eau de Javel ..... 22
III.2.1. Agitation ................................................................................................................. 22
III.2.2. Mélangeur statique ................................................................................................ 22
III.3. Schéma général d’appareillage adopté ...................................................................... 23
III.4. Avantages et utilisation de l’appareillage adopté ...................................................... 23
Conclusion Partielle ................................................................................................................. 24
DEUXIEME PARTIE
ETUDES EXPERIMENTALES ................................................................................................... 25
CHAPITRE IV ESSAI D’EXPERIMENTATION ...................................................................... 25
IV.1. Description de l’appareil .............................................................................................. 25
IV.2. Méthodologie de réalisation des essais expérimentaux ........................................... 25
IV.3. Préparation de la saumure .......................................................................................... 26
IV.4. Réalisation des essais d’expérimentation de l’appareillage ..................................... 26
IV.5. Interprétation : .............................................................................................................. 28
CHAPITRE V METHODOLOGIE D’ETUDES EXPERIMENTALES...................................... 29
V.1. Présentation de la méthodologie de travail ................................................................. 29
V.2. Matériaux nécessaires pour la confection de l’appareillage expérimental ............... 29
V.3. Confections des pièces maitresses de l’appareil ........................................................ 33
V.3.1. Les électrodes ......................................................................................................... 33
V.3.2. Boite d’alimentation électrique .............................................................................. 33
V.3.2.1. Redresseur triphasé à pont Graètz : ................................................................... 34
V.3.2.2. Dimensionnement du transformateur : ................................................................ 35
a. Calcul du tension et courant au secteur secondaire ainsi que la puissance
apparente.................................................................................................................... 36
74
b. Calcul de la section réelle des ailettes : ............................................................. 36
c. Calcul des spires primaire et secondaire ........................................................... 37
d. Calcul du diamètre des spires primaire et secondaire ........................................ 37
V.4. Fonctionnement de l’appareil ....................................................................................... 39
Conclusion Partielle ................................................................................................................. 40
TROISIEME PARTIE
ETUDE ECONOMIQUE ET APPROCHE ENVIRONNEMENTALE ............................................ 37
CHAPITRE VI ETUDE ECONOMIQUE ................................................................................. 41
VI.1. matériels nécessaires .................................................................................................. 41
VI.1.1. Système d’amortissement ..................................................................................... 41
VI.1.2. Etude de financement du projet............................................................................ 43
VI.1.2.1. Chiffre d’affaire prévisionnel .............................................................................. 43
VI.1.2.2. Besoin en fond de roulement (BFR) .................................................................. 44
VI.1.2.3. Récapitulation totale d’investissement ............................................................... 44
VI.2. Coût de production ...................................................................................................... 45
VI.2.1. Matières consommables ....................................................................................... 45
VI.3. Compte de résultats en liste ....................................................................................... 46
VI.3.1. Excédent d’exploitation ......................................................................................... 46
VI.3.2. Résultat opérationnel ........................................................................................... 47
VI.3.3. Résultat financier ................................................................................................... 47
VI.4. Analyse d’exploitation ................................................................................................. 47
VI.4.1. formule de coût de production ............................................................................. 48
VI.4.2. Le prix de revient ................................................................................................... 48
VI.4.3. Le revenu net ......................................................................................................... 48
CHAPITRE VII EVALUATION FINANCIERE ......................................................................... 49
VII.1. La valeur actuelle nette (VAN) ................................................................................... 49
VII.1.1. Cash flow .............................................................................................................. 49
VII.2. Taux de rentabilité interne ......................................................................................... 50
VII.3. Indice de profitabilité (IP) ........................................................................................... 51
75
VII.4. La durée de récupération de capital investi (DRCI) .................................................. 51
CHAPITRE VIII APPROCHE ENVIRONNEMENTALE ............................................................ 54
VIII.1. Impact sur le milieu humain ..................................................................................... 54
VIII.1.1. Toxicologie (effet sur la santé): ......................................................................... 54
VIII.1.2. Toxicocinétique et métabolisation :................................................................... 54
VIII.1.3. Métabolisation ..................................................................................................... 55
VIII.2. Impact sur le milieu naturel ...................................................................................... 55
VIII.2.1.1. Toxicité aigue : ................................................................................................ 55
a. Inhalation ........................................................................................................... 55
b. Ingestion ............................................................................................................ 55
c. Exposition cutanée ............................................................................................ 56
VIII.2.2. Exposition chronique ......................................................................................... 56
VIII.2.3. Eventuels effets sur la fertilité des animaux ..................................................... 56
VIII.2.3.1. Eco toxicologie ................................................................................................ 57
VIII.3. Les mesures à prendre pour la fabrication du Chlore et de la soude caustique .. 58
VIII.4. Précautions d’emploi de l’hypochlorite de sodium: ............................................... 59
CONCLUSION ........................................................................................................................... 61
ANNEXE .................................................................................................................................... 62
Annexe I DEPLACEMENT D'ELECTRONS ET IONS DANS UN ELECTROLYSEUR ........ 62
Annexe II OXYDATION A L'ANODE ET REDUCTION A LA CATHODE ............................. 63
Annexe III DETERMINATION DE DEGRE CHLOROMETRIQUE .......................................... 65
Annexe IV LA FICHE RAPPORTANT LE RESULTAT DE L’ANALYSE DE GROS SEL ...... 69
BIBLIOGRAPHIE ....................................................................................................................... 70
WEBOGRAPHIE ........................................................................................................................ 71
TABLES DES MATIERES ......................................................................................................... 72
Auteur :RABEMANANJARA Feno Fanambinana Nombre de tableau : 14 Nombre de figures : 17 Nombre de pages : 61
TITRE
« CONCEPTION ET REALISATION D’UN APPAREIL POUR
L’OBTENTION D’EAU DE JAVEL »
RESUME
Les techniques classiques d’obtention d’eau de Javel ne suffisent plus.
L’expérimentation montre la possibilité d’un procédé nouveau. La modification de la
Cellule à membrane permet d’obtenir de la soude et du chlore combiné par un agitateur
qui mélange les deux produits. Durant la fabrication d’eau de Javel, le pH est le plus
important car la formation de celle-ci dépendra de lui. Toujours dans cette optique
d’amélioration, la vertu de cet appareil nouveau s’apparente dans son caractère
abordable. Cependant, ce grand pas fait dans une révolution technique a trouvé son
talon d’Achille. La résolution de l’impact néfaste environnemental reste un grand seuil à
franchir pour le lancement sur le marché mondial. Notre étude se limite entre les murs de
l’expérimentation.
SUMMARY
The classical technics of Sodium Hypochlorite production are no longer sufficient
now a day. Experiments show the possibilities of a new process. The modification of the
Cell with membrane makes it possible to obtain soda and chlorine combined by an
agitator who mixes the two products. During the manufacture of bleach, the pH is most
significant because the formation of this one will depend on it. The specificity of this new
machine is its affordable cost.
Unfortunately, this great contribution to technical progress has his weariness. It’s
bad environmental effects remain a hard stage to overcome before coming into world
trade. Although, our investigation doesn’t reach beyond the step of experiments.
Mot clés : Hypochlorite, Chlore, Soude, saumure
Directeur de mémoire : Docteur RAKOTOARIVONIZAKA Ignace
Adresse : Lot: IVS 59 Bis Antanimena -101- Antananarivo
Courrier électronique: [email protected]





























