Embed Size (px)
Citation preview

Dossier
> Retour d'expérience
L'expérienceRetour d'expérience de la TPM
chez Autoliv Electronics
Europe : mise en place,
difficultés surmontées et
résultats obtenus,
notamment avec le concours
de la GMAO... Une expérience
exemplaire.
Uans son usine deSaint-Etienne-du-Rouvray, AutolivElectronics Europe
assemble chaque jour 4 millions decomposants électroniques montésen surface pour produire 19 000calculateurs d'airbags, et 20 000capteurs satellites. C'est un siteindustriel de 17 000 m2 (dont11 000 rrf réservés à la production)qui reçoit les composants électro-niques et autres produits bruts, etlivre les produits finis. Chaque jour,15 cannions complets entrent etsortent du site. « Un site qui compte4 unités de fabrication de calcula-teurs, 3 unités de fabrication de satel-lites et plusieurs unités de fabricationpièces de rechange. Pièces qui sontdues, en cas de besoin, 70 annéesaprès la sortie du derniervéhicute deschaînes des constructeurs automo-biles », explique Jean Daffniet,responsable Maintenance, TravauxNeufs et Sécurité, ajoutant : « Nouslivrons un produit fini, conditionné etprêt à être expédié directement aux
De gaucheà droite :
David Maria,technicienMéthodes deMaintenance.
ChristopheCharreyre,technicienMéthodes enAméliorationContinue.
Jean Daffniet,responsableMaintenance,Travaux Neufset Sécurité.
différents constructeurs d'automo-biles. »
Organisation de lamaintenanceCette usine de Saint-Etienne-du-Rouvray produit des ACU (AirbagControl Units) et des RSU (RemoteSecurity Units), 7 jours sur 7 et24 heures sur 24. Deux équipesinterviennent tout au long de lasemaine. S'y ajoutent une équipede nuit, une équipe VSD (ven-dredi matin, samedi et dimancheen journée), une équipe la nuit dusamedi à dimanche, et du dimancheau lundi (équipe SD). « Tout cecilaisse peu de temps pour les opéra-tions de maintenance », note encoreJean Daffniet. Aux équipes de main-tenance qui travaillent en troiséquipes tournantes (pendant une
semaine la nuit, puis le matin, enfinl'après-midi), s'ajoutent les 2équipes fixes travaillant en VSDet en SD.Ici, comme partout ailleurs dans lesunités de production du groupe, ontété mises en place des unités auto-nomes de production ou ANC(Autonomous Manufacturing Cen-ters), en l'occurrence deux, dési-gnées AMC A et AMC B. Le res-ponsable de chaque unitéautonome a, sous son contrôle, desleaders d'équipes autonomes quicomprennent trois ingénieurs encharge respectivement de la qua-lité, des méthodes et de la main-tenance. Le leader d'équipes auto-nomes travaille avec des chefsd'équipes, tout en ayant aussi laresponsabilité fonctionnelle detechniciens spécialisés (méthodes,
4 BIS RUE DE LA GARE92352 LEVALLOIS PERRET CEDEX - 01 41 40 41 40
AVRIL 2005Mensuel
OJD : 1599
Page : 1 / 6
N/Réf. : 0079351433

LaTPM
Autoliv
qualité, maintenance), à ceci prèsque ces derniers se positionnentdans une hiérarchie verticale : leservice central de maintenance, parexemple, pour les techniciens demaintenance. Cette organisationmatricielle a été mise en place enmars 2004. Son objectif est de don-ner les capacités nécessaires auxorganisations autonomes afin depouvoir piloter au mieux l'amé-lioration continue.« L'équipe de Maintenance et TravauxNeufs dont j'ai la charge compte 33techniciens de maintenance, com-mente Jean Daffniet Elle assure l'en-tretien des moyens de production,ainsiquel'entretiendusiteetdesinfta-structures : postes électriques, com-presseurs, climatisation et chauffe-rie, nouveaux bâtiments, etc. » Ceservice de maintenance est lui-
même organisé en 5 équipes de 4techniciens, ceux-ci étant affec-tés à une AMC... Elle-même divi-sée en deux AMC (AutonomousManufacturing Croups), c'est-à-diredes groupes autonomes AMG1 etAMG2 pour l'AMC A et AMG Satel-lites et AMG Service Parts pourl'AMC B.Enfin, chaque technicien de main-tenance de chaque équipe inter-vient dans l'un ou l'autre des quatregroupes autonomes (AMG), et ce,tant dans des activités de main-tenance curative, que de mainte-nance préventive (systématique,annuelle), pendant les grands arrêtsdu mois d'août et de la semainehivernale s'étendant de Noël auJour de l'An, mais également durantles créneaux hebdomadaires orga-nisés à cet effet. >»
ft Focus _T^_•IAUTOUV ELECTRONICS» ci iE*rim=EUROPE
Au sein d'Autolhf,entreprise d'originesuédoise, ladivision AutolivElectronics Europes'affirme commeun fournisseurmajeurd'électronique desécurité pour lesvéhiculesautomobiles : en2004, ses ventess'élevaient à 450MS avec 1500employés (dont350 ingénieurs enRSDJ répartisdans 3 sites deproduction. Lafirme a produitquelque 7 millionsde calculateursd'airbag (ACU,Airbag ControlUnits) en 2O03, etl'on estime que100 millions deces calculateurssont en circulation.S'y ajoutentenviron 10 millionsde capteursaccélérométriquesdéportés,satellites descalculateursd'airbags (ou RSU :Remote SecurityUnits). AutolivElectronics Europequi détient ainsiune part de 18%d'un marchémondial encorefragmenté, setrouve en pôle
position de sondomaine d'activité,leader en Europe,et dans le carrédes premiers auxEtats-Unis. Il estégalement enExtrême-Orient,pour servir lesmarchés locaux.Autoliv ElectronicsEurope est présentchez quasi tous lesconstructeursd'automobiles. Sonpremier client,Ford, représentele tiers de cesventes, devant lesconstructeursfrançais PSAPeugeot Citroën(18,4% desventes) et Renault(16,1%).En France, lasociété a réalisé en2003 un chiffred'affaires de189 M€ avec 770personnes (dont138 en R fi D). En2005, ce chiffrepourrait auoisinertes 800 M€.L'usine de Saint-Etienne-du-Rouvray, près deRouen, produitl'électronique desairbags, depuis sacréation en 1994,pour PSA PeugeotCitroën, et pourRenault mais aussipour Rover Ford,Fiat...
4 BIS RUE DE LA GARE92352 LEVALLOIS PERRET CEDEX - 01 41 40 41 40
AVRIL 2005Mensuel
OJD : 1599
Page : 2 / 6
N/Réf. : 0079351433

> >> « L'organisation mise enplace vise à faciliter au maximum lacommunication au sein de chaqueAMC, et à optimiser le travail enéquipe », insiste notre hôte. Danscette organisation en unités auto-nomes placée sous l'autorité d'unchef de service, le technicien demaintenance intervient au niveau2 de maintenance, tandis que leniveau 1 reste le domaine de la pro-duction.Des tâches annuelles sont parailleurs programmées et exécutéespar le fournisseur des équipements.
De Movex versCari MasterDepuis près de trois ans, AutolivElectronics Europe s'appuie sur unprogiciel ergonomique de GMAOpour gérer ses activités de main-tenance des équipements de pro-duction et des pièces de rechangemais également des bâtiments.Après prospection auprès des édi-teurs présents au salon de la Main-tenance, fin octobre 2001, le choixse portait sur Cari Master qui a rem-placé une ancienne base Access.Une quinzaine de postes de CMAOont été installés, notamment enproduction : chaque ligne disposede son poste. Quatre postes deGMAO se trouvent à la mainte-nance. « Une solution qui s'avère
Responsable de la maintenance centrale
Schémasynthétiquede l'usine deSaint-Etienne-du-Rouvrayet constitutiondes unitésautonomes.
Les cartes nesont jamaismanipulées à lamain. Ellestransitenttoujours autravers dedifférentséquipements deconvoyage, ainsique desretourneurs,orienteurs...
extrêmement malléable, adaptableaux besoins de ses utilisateurs, aveclaquelle il est possible de développerdes fonctions spécifiques, suscep-tibles d'intégrer les exigences de taproduction, comme celles desméthodes. » L'éditeur de cette solu-tion de gestion de la maintenance,Cari International, a fourni égale-ment des prestations annexes (laformation notamment) en vue deminimiser les risques d'une mau-vaise mise en place et accompa-gner ses clients dans l'utilisation dela GMAO.Pour la gestion de production, l'en-treprise fait usage de Movex d'In-tentia, dont on se sert essentiel-lement pour ses modules d'achat.
Une passerelle a été lancée entreCari Master et Movex afin de pilo-ter le réapprovisionnement desstocks... automatiquement (unefois par semaine) à l'aide du logi-ciel de GMAO : de la sorte, les com-mandes générées automatique-ment par la GMAO se retrouventdirectement dans Movex.« Nous avions en fait besoin d'unebase de connaissance », développede son côté David Marie, techni-cien Méthodes de Maintenance. Ilvoulait :• maîtriser les coûts des installa-tions à maintenir ;
• optimiser les moyens techniqueset humains de la maintenance ;
• maîtriser les interven- »>
4 BIS RUE DE LA GARE92352 LEVALLOIS PERRET CEDEX - 01 41 40 41 40
AVRIL 2005Mensuel
OJD : 1599
Page : 3 / 6
N/Réf. : 0079351433

Des 5S à l'APSPIONNIER DEL'AMÉLIORATIONCONTINUE
Le groupe Autoiv a été l'un des pionniers del'amélioration continue et a trauailé auec(Institut Kaizen [en japonais : « améliorationcontinue »] pour satisfaire son cfient Toyotaqui, kjHnême, avait développé le TPS ou ToyotaProduction System. « En 1333, nous noussommes impiqués dans la méthode, niqueChristophe Charreyre, technicien Méthodes enAméforation Continue, et nous avonsdéveloppé rAPS (Autofr Production System)en 2OO1. » Les différents outils d'améliorationcontinue, et notamment la TPM, ont étéregroupés au sein de CAPS.L'APS est symbolisée par une maison qui apour fondations : tes principes du travail enéquipe (« on est meilleurs tous ensemble »}, dela mise en place de la standardisation, del'éfanination des gaspillages (les « non-valeursajoutées » ou « muda » en japonais, parexemple la surproduction par rapport à lademande du dent), de la TPM [TotalProductiue Maintenance) et des 5S qui sontles cinq pre-requs ou cinq règles de base pourla propi-eté et la dlscipine. Ces 55représentent les cinq premières lultiijs desvci'bus d'action en taponajs : Sen(débarrasser), Seiton (ranger), Seiso(nettoyer), Seketsu (standardiser), etShitsuke (progresser). La maison de l'APSregroupe, au seh de trois pSers, les bonnespratiques de la production à savoir le Juste-à-Temps, la quaEté totale et rimpfcation dupersonnel. Son toit abrite les bénéficesobtenus avec ces bonnes pratiques : laprofilaljiilé, la compétitiuité, la satisfaction descfients, des employés et des actmnares del'entreprise. C'est en s'appuyant sur les atoutsde la GMAO Cari Master et sur tes techniquesde la TPM mais aussi en jouant sur la base deconnaissances apportée par l'outilnformatique, en recherchant les moyens
de la réadmis des interventionsdes opéruUiuri de production de façon àn'appeler qu'à bon escient les techniciens demaintenance, puis les experts... qu'AutofiuElectronics Europe parvient in fine à porter à
^ 65% le taux du préventif, à réduire le curatif ,pet à réagir beaucoup plus vite. Il en va de la
productivité des installations de production. |
>» tions, leurs plannings, etleurs coûts ;
• optimiser les stocks de pièces derechange afin d'éviter les inves-tissements non productifs ;
• formaliser et capitaliser le retourd'expérience pour obtenir des indi-cations précises sur les tempsde pannes, leurs causes premièreset les temps requis pour leur répa-ration, et avec l'assistance du ser-vice des Méthodes, de façon àen récupérer son savoir-faire ;
• répondre aux exigences de lanorme en vue d'assurer la satis-faction du client en quête d'unetraçabilité des interventions.
On a commencé par mettre enœuvre la gestion de stock et lemodule de gestion de la mainte-nance curative, avant d'implémen-ter en mai 2003 le module de main-tenance préventive de Cari Master.« Aujourd'hui, nous exploitons essen-tiellement les modules Travaux etStock du progiciel Cad Master», pré-cise David Marie. Le module Tra-vaux génère automatiquement lesordres de travaux, une fois parsemaine, avec quinze jours d'avancesur la date d'intervention. Au total,ce module gère chaque mois 400interventions curatives, et lesactions préventives (60 ordres detravaux par semaine) systéma-tiques : en effet, en accord avec laproduction, les arrêts des machinesde chaque unité de production sontplanifiés aux périodes pendant les-quelles est exécutée une mainte-
nance de niveau 1 et de niveau 2.« A titre d'exemple, le mardi matin,de 8 heures à midi, l'unité UP1 estarrêtée : on en profite pour réaliserles opérations de maintenance pré-ventive. Le logiciel de GMAO plani-fie ces travaux et édite automati-quement les ordres de travail quinzejours avant l'intervention. Les tech-niciens connaissent dès lors les actionsqu'ils auront à réaliser et la nature desarticles à acheter. » Ils renseignentle système informatique en lui indi-quant les actions réalisées, cellesqu'ils n'ont pu mener à bien, lesactions supplémentaires requises.En aval, des bilans sont établis etles actions sont suivies au fil dutemps, de façon à pouvoir se rap-procher d'une situation où l'on neferait plus que du préventif.Des revues de détail ont été parailleurs mises en place pour ana-lyser la situation du préventif, dece qui a été fait et ce qui ne l'apas été, et déclencher des plansd'actions, le cas échéant, de façonà parvenir à réaliser la totalité desactions préventives planifiées.Quant au module Stock, il prenden charge plus de 4 000 articlesapprovisionnés auprès d'une cen-taine de fournisseurs. Il gère lespièces détachées et mémorise tousles mouvements, ainsi que lesdemandes de réapprovisionnement,qu'elles soient automatiques ounon.« Nous progressons encore plus loinafin de généraliser l'exploitation de
4 BIS RUE DE LA GARE92352 LEVALLOIS PERRET CEDEX - 01 41 40 41 40
AVRIL 2005Mensuel
OJD : 1599
Page : 4 / 6
N/Réf. : 0079351433

Cari Masterdans d'autres fonctions,ajoute David Marie, et d'étendre sonapplication à d'autres services. »
La démarchepas à pas« La TPM est une démarche initiée parla direction de l'entreprise en s ap-puyant suri'AutolivProduction Sys-tem. Elle a été déployée à la demandedu service Maintenance avec pourobjectif l'amélioration de la fiabilitédes équipements de production »,poursuit David Marie. Le premierchantier TPM a été mis en place audébut 2002. « Aujourd'hui, la Pro-duction a, elle aussi, un rôle moteurdans la mise en œuvre de la TPM. »C'est d'elle que proviennent lesdemandes de mise en place dechantiers TPM sur des équipementsexistants n'ayant pas encore faitl'objet d'une telle démarche (cer-tains équipements ont 10 ans d'âgesans que l'on ait jamais revu lesdocuments associés de mainte-nance préventive), ou sur les nou-veaux équipements n'ayant pasencore de plan de maintenance biendéfini, du fait du manque d'histo-rique. La démarche TPM se dérouleen trois étapes :1- standardisation de la mainte-
nance préventive et implication
des opérateurs ;2- analyse des pannes et des pro-
blèmes ;3- capitalisation des connaissances
pour les moyens futurs.La première phase de la démarcheTPM est menée avec 4 ou 5 parti-cipants de différents servicesinternes (maintenance, méthodes,production, qualité), voire avec unfournisseur, sur un chantier dont ladurée ne doit pas excéder 3 mois.Elle est personnalisée aux besoinsd'Autoliv Electronics Europe, defaçon à standardiser la maintenancepréventive et à impliquer les opé-rateurs. Tel est l'objectif premier dechaque chantier.David Marie admet que « le déploie-ment de la TPM s'est déroulé surdes bases claires, allant depuis leniveau 0, et s'étendant jusqu'à unniveau 5... Niveau défini au sein dugroupe Autoliv, et à partir duquel ilest possible d'envisager l'obtentiond'un prix d'excellence TPM ». Ceniveau d'excellence pourrait êtreatteint en 2007 ou 2008. Audemeurant, peu d'entreprises euro-péennes peuvent se targuer del'avoir atteint. « Aujourd'hui, nousnous positionnons plutôt vers leniveau 3 ou 4. »Toutes les actions de maintenance
Moyens deproduction :sérigraphie,montage de
composants ensurface, soudage
à la vague,vernissage... Ces
machines àgrande cadencerequièrent des
interventions demaintenance
préventiverelativement
longues(nettoyage des
montage decomposants, une
fois parsemaine...) pour
garantir laqualité des
produits. Leschantiers TPM
s'imposaientpour en
améliorer ladisponibilité et laproductivité. Les
tâches dupersonnel ont
été réparties defaçon à ce que
les arrêtstouchent tout le
mondesimultanément,
donc à minimiserle temps total
d'arrêt.
préventive sur un équipement sontidentifiées de façon très visuelle parun marquage particulier, au moyend'une étiquette apposée sur cetéquipement.Visuel ! Quand tu nous tiens ! Lesinstructions locales relatives à unéquipement sont composées essen-tiellement de photos. Les opéra-teurs qui parviennent sur l'équi-pement saisissent parfaitement leurrôle respectif : ils comprennentvisuellement ce qu'ils doivent exé-cuter, à quel endroit et à quelmoment ils se doivent d'intervenir.L'étiquette d'identification visuellese trouve systématiquement auplus près de l'organe sur lequel ilsdoivent effectuer une interventionde maintenance préventive. C'estun étiquetage permanent : le plande maintenance préventive préciseque les opérateurs doivent contrô-ler systématiquement la présencede ces étiquettes.
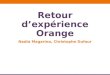
Des résultats !On a donc ici commencé par réa-liser un chantier TPM « convoyage »sur l'unité de production UP1.Ensuite, des mesures ont été rele-vées sur les six chantiers TPM tota-lement déployés sur l'ensemble del'usine...avant de décider >»
EQUIPEMENTS CONVOYEUR NORDSON FOUR GROHMANN SIEMENS
Moy. mensuelle 20O3 d'intervention (Heure) 10 4,4 7,5 18,8 12,4 2,3 55,4Moy. mensuelle 20O4 d'intervention (Heure) 8,6 3,3 3,8 14,5 6,3 O,9 37,4Résultat sur temps d'intervention -14 % -25 % -49 % -23 % -49 % -61 % -32 %
4 BIS RUE DE LA GARE92352 LEVALLOIS PERRET CEDEX - 01 41 40 41 40
AVRIL 2005Mensuel
OJD : 1599
Page : 5 / 6
N/Réf. : 0079351433

GMAO et amélioration continueMASTER ET MAINTENANCE AUTONOME
i pack TPM proposé par Cari International fédère lesncfcateurs de production et de maintenance et permetd%ifonnatjser les « piers » 1 et 2 de la TPM. Enutifeant des auds comme le terminal d'atefier TPM,f opérateur saisit instantanément ses données deproduction au pied de la machne. Les nformatxms sontremontées automatiquement dans Cari Master au fl dePeau et un traitement unique des données de production
et de maintenance permet le calcul et le partage des•Kicateurs TPM (1RS, MTBF, etc.), en intégrant lesmicro défaillances et les aléas de production. La chasseaux pertes se trouve ainsi optimisée. Au niueau 2, lepack rend l'opérateur de production plus efficace dans sa_maintenance autonome et, à terme, Fémancipe de la ••
! papier puisque les données maintenance de niueau1 sont renseignées directement depuis la machne.
>» de déployer la méthode, lesétiquettes d'identification, lesinstructions, les formations sur l'en-semble du site. Un bilan a été tiréen calculant sur une durée d'uneannée, les moyennes mensuellesdes temps d'interventions curatives,et en constatant en 2003 une baissede 32 % sur ces temps : ils sonttombés en moyenne de 55 à 37heures. Ce sont quelque 700 équi-pements qui donnent lieu aujour-d'hui à des interventions en TPM...Bien entendu au travers de laGMAO, pour les interventions deniveau 2.Différents objectifs ont été défi-nis pour chacun des chantiers TPM.Et parmi ces objectifs, figurent ceuxde la qualité, de la réduction desrebuts que génère chaque équi-
Bobinesdecomposantsmontés à lasurface descartesélectroniques.
Fichesd'instructionslocales. Leur
constitution a étéstandardisée au
cours d'unchantier qui leura été dédié. Elles
sont trèsvisuelles et
incorporent descouleurs comme
signalétiquesd'identification.
pement (la TPM doit à l'évidenceparticiper à la réduction de cesrebuts), mais aussi de disponibi-lité des équipements par la réduc-tion des interventions curatives : lapart du préventif tend vers un tauxde 65 % (du nombre total d'in-terventions). Le nombre d'inter-vention curative par équipementchute, tout comme le temps d'in-tervention par équipement, grâceà la connaissance apportée par laGMAO qui renferme l'historique dechaque équipement.Dans la phase 2 relative aux équi-pements donnant lieu à une acti-vité de TPM, on procède à desaudits pour s'assurer que les niveaux1 et 2 de la maintenance sont res-pectés et appliqués convenable-ment. « Notre objectif? Récupérerdans la GMAO les dernières pannesqui restent, afin de pouvoir les ana-lyser avec les techniciens desméthodes, et pourquoi pas, appor-ter des améliorations de concep-
tion des machines (et plus unique-ment des améliorations liées exclu-sivement à la maintenance préven-tive). » Cette phase 2 visant à larecherche des derniers défauts dansles équipements, remet en cause lamaintenance préventive. C'est lacondition pour que l'efficience duservice maintenance s'améliore.Finalement, Autoliv ElectronicsEurope va faire l'acquisition dumodule TPM de Cari Internationalpour enrichir de façon simple maisprécise la GMAO avec des donnéessur les micro-arrêts. Il autoriserale suivi précis des causes d'arrêt auplus près de la machine. Et DavidMarie de conclure : « L'intégrationdu module TPM et de la borne de sai-sie de Cad International va nous per-mettre de cibler avec plus de préci-sion l'équipement le plus pénalisantsur la ligne de production pour lan-cer la phase 2 qui nous permettrad'évoluer vers l'efficience. »
MarcFerretti
4 BIS RUE DE LA GARE92352 LEVALLOIS PERRET CEDEX - 01 41 40 41 40
AVRIL 2005Mensuel
OJD : 1599
Page : 6 / 6
N/Réf. : 0079351433