Embed Size (px)
Citation preview
LA PREPARATION EN FILATURE DE COTON
1
Système de filature
On appelle système de filature l’ensemble des opérations qui concordent à la formation d’un fil. Le procédé général de filature est le nombre d’opérations différentes effectuées selon le genre de fil à fabriquer.
Les fibres de coton peuvent être transformées en fil ordinaire ou en fil très fin, lisse et solide, ou enfin en fil gros et duveteux.
Selon le genre de fil à fabriquer, on distingue les systèmes suivants :
1. Filature cardée (ordinaire) de coton
Ce système de traitement du coton est le plus répandu. L’utilisation de ce système permet de fabriquer un fil assez lisse et régulier, composé de fibres parallélisées.
Le Tex (numéro métrique) des fils fabriqués varie de 40 à 14.3 Tex (N 25 à 70). Ces numéros ou titres sont les plus couramment utilisés, destinés au tissage et à la bonneterie.
2. Filature peignée de coton
Elle permet de fabriquer des fils solides, lisses, propres et très réguliers. Les fils de haute qualité destinés à des usages spéciaux, se composent de fibres parfaitement parallélisées. Pour fabriquer de tels fils, on utilise le coton longue-soie (bleu jean).
Le tex (numéro) du fil fabriqué varie de 14,5 à 5 (N 70 à 200).
3. Filature de déchets de coton
On fabrique dans ce cas des fils de qualité médiocre (grossiers et duveteux). Ce procédé est beaucoup plus simple, du fait que les fibres ne doivent être obligatoirement parallèles.
Chaque système est composé de différentes machines et ce en fonction de la longueur des fibres à traiter. Pour chaque système, le processus de fabrication peut être subdivisé en deux grandes opérations :
Préparation de la masse fibreuse au filage ;
Filature proprement dite (filage).
4. Plan de filage
Le plan de filage est un ensemble de données technologiques principales de la filature. C’est un document de base permettant d’effectuer la planification d’une entreprise.
Les paramètres essentiels du plan de filage, influent sur la production des machines et sur le nombre de machines dans les passages technologiques. Par conséquent, le plan de filage est d’une grande utilité et d’une grande importance économique et il exerce une action sur le prix de revient du fil fabriqué.
5. Filature cardée de coton : mélange, ouvraison et nettoyage 5.1. Mélange
Mélanger, c’est travailler ensemble deux ou plusieurs quantité de coton, de telle façon que les propriétés d’une petite quantité de fibres prélevée en un endroit quelconque du mélange correspondent aux propriétés moyennes des quantités constituantes. La masse de coton ainsi obtenue s’appelle « mélange ». Le mélange s’effectue pendant l’ouvraison des fibres.
Les fibres de coton se distinguent par leurs propriétés, même dans une capsule et certainement dans une balle, les propriétés telles que la longueur, la finesse, la couleur, la maturité, la propreté, etc. ne sont pas identiques. Le coton à transformer ne présente jamais des propriétés homogènes.
LA PREPARATION EN FILATURE DE COTON
2
L’opération de mélange consiste donc à mélanger chaque composante et à distribuer régulièrement les fibres de chaque composant dans tout le mélange. Ainsi le mélange consiste à obtenir une masse homogène des fibres.
5.2. Règles générales de composition des mélanges
En règle générale, on peut fabriquer à partir d’un coton un fil de densité linéique plus basse si les fibres sont plus fines, plus longues et mûres. La théorie et les résultats expérimentaux ont permis de dégager des règles (recommandations) qui doivent être respectées pour la composition des mélanges :
01. Si dans le tissu, la chaine et la trame ont même densité linéique, on choisit pour la chaine les fibres plus solides et plus fines ;
02. Les cotons de qualités extra et première sont utilisés lorsqu’une qualité supérieure du fil est exigée (couleur, résistance, régularité, …) ;
03. Le coton de IIème qualité est utilisé pour le tissu lorsque la couleur ne joue pas un rôle important ;
04. La IIIème qualité est utilisée pour fabriquer les fils et tissus épais ; 05. Les IV et Vème qualité sont utilisées pour les tissus techniques ; 06. Les fils à coudre sont fabriqués à partir de coton longue-soie de Ière qualité ; 07. Simultanément, on doit effectuer la transformation d’une charge constituée de 24
balles de 6 marques de coton, au moins ; 08. Le replacement des marques touchant à leur fin doit être fait après un planning
établi de telle manière qu’un sortage nouveau soit incorporé dans la charge suivante.
Date
Marque
Mois
1 2 3 4 5 6 7 8 9 10 11 12
A 4 2 --- --- --- --- ---
B 4 4 4 2 --- --- ---
C 4 4 4 4 4 2 ---
D 4 4 4 4 4 4 4
E 4 4 4 4 4 4 4
F 4 4 4 4 4 4 4
G 2 4 4 4 4 4
H 2 4 4 4
I 2 4
Il est déconseillé de changer toutes les balles de la même marque. Si on change toutes les balles de la même marque simultanément, les propriétés du fil fabriqué changent.
09. La différence dans la longueur des fibres ne doit pas dépasser :
1 mm pour le coton longue-soie,
2 mm pour le coton moyenne-soie ;
Cette différence peut être de 6 mm dans le mélange entre les fibres de coton et les fibres chimiques, sans toutefois que le poids de ces dernière ne dépasse 30% du poids du mélange ;
10. La différence d’épaisseur des fibres ne doit pas dépasser une finesse de 500 m/gr
ou 5 mTex (Nfb= 500 m/gr, Tfb= 5mTex) pour le coton de qualité supérieure. Exemple : T1=100 mTex ; N1=10 000 m/gr T2=95 mTex ; N2=10 500 m/gr. Et une finesse de 800 m/gr (25 mTex) pour le coton de basse qualité.
11. La différence entre les résistances des fibres de coton ne doit pas dépasser 0.5 cN ;
12. La différence des humidités ne doit être supérieure à 2% ; 13. On ne peut pas mélanger ensemble les cotons de couleurs trop différentes ;
LA PREPARATION EN FILATURE DE COTON
3
14. Il faut introduire régulièrement les déchets récupérables dans le mélange ; 15. Il faut toujours tenir compte du prix du coton utilisé.
5.3. Ouvraison
5.3.1. Nature
Le processus d’ouvraison permet la diminution du poids spécifique de la masse de coton par la séparation des grands morceaux en petits morceaux dits flocons.
L’ouvraison permet :
01. La séparation des déchets du coton ; en effet, lors de l’ouvraison les liaisons entre les flocons de fibres diminuent et les déchets sont extraits de la masse grâce à l’action des organes de travail des machines ;
02. L’efficacité du mélange est d’autant meilleure si le coton se divise en flocons plus petits ;
03. De favoriser l’ouvraison de 2ème sans casser les fibres.
Il existe deux étapes d’ouvraison :
1ère étape 2ème étape
L’ouvraison jusqu’aux flocons L’ouvraison jusqu’aux fibres
L’ouvraison proprement dite Le cardage
Toutes les fibres qui servent au mélange, à l’ouvraison et au nettoyage sont reliées entre elles et forment une seule installation. Dans cette installation, le passage du coton des balles à la formation de la nappe (ou du ruban cardé) se fait en une seule opération industrielle sans intervention manuelle.
Cette installation eut être composée de machines différentes ; mais toutes les machines qui composent cette installation sont divisées en trois groupes :
Machines de mélange et d’ouvraison de la 1ère étape (chargeuse-mélangeuses, brise-balles, etc.) ;
Machines d’ouvraison de la 2ème étape et de nettoyage (deux ou quatre ouvreuses, selon le degré de nettoyage souhaité) ;
Deux batteurs ou les machines qui les remplacent.
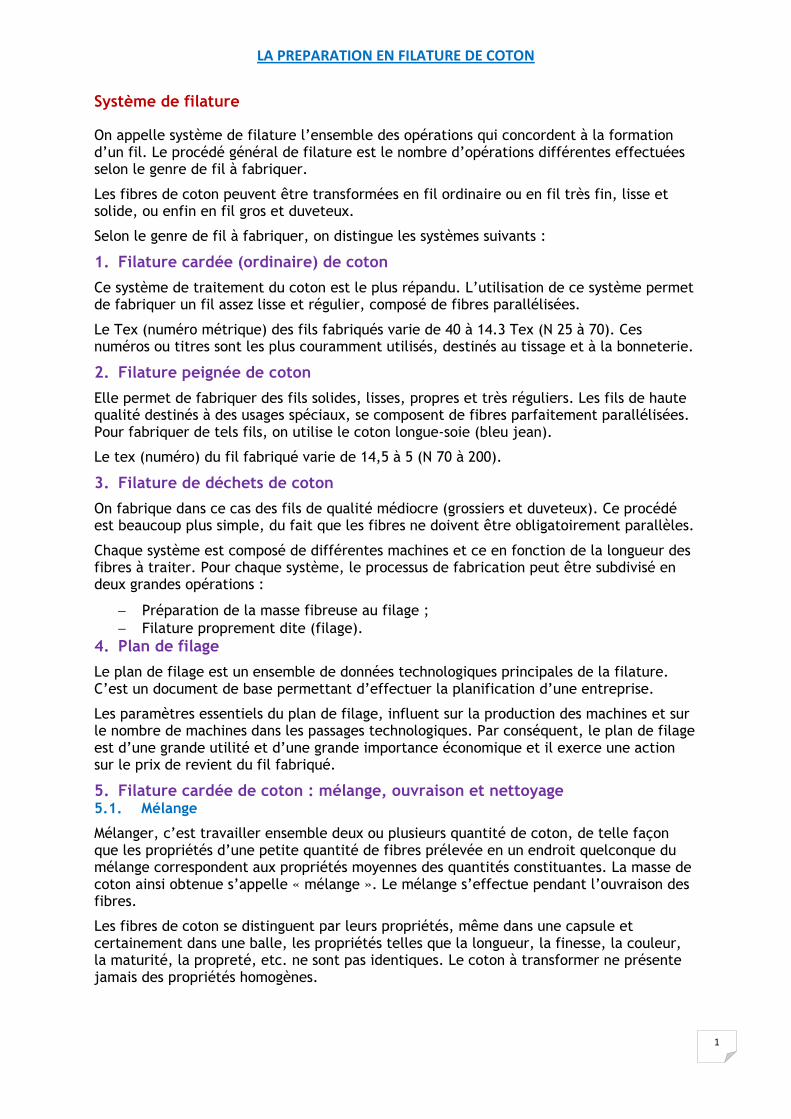
5.3.2. Méthodes d’ouvraison
On distingue deux méthodes d’ouvraison :
Effilochage ;
Action des organes battants (tambour à couteaux, volant, etc.).
Selon la 1ère méthode, la couche de coton est entrainée par deux surfaces dentées (à aiguilles) dont les vitesses sont différentes.
LA PREPARATION EN FILATURE DE COTON
4
Au cours de cette opération, les liaisons entre les flocons de coton deviennent plus faible, les grands flocons se divisent en petits et les impuretés se libèrent.
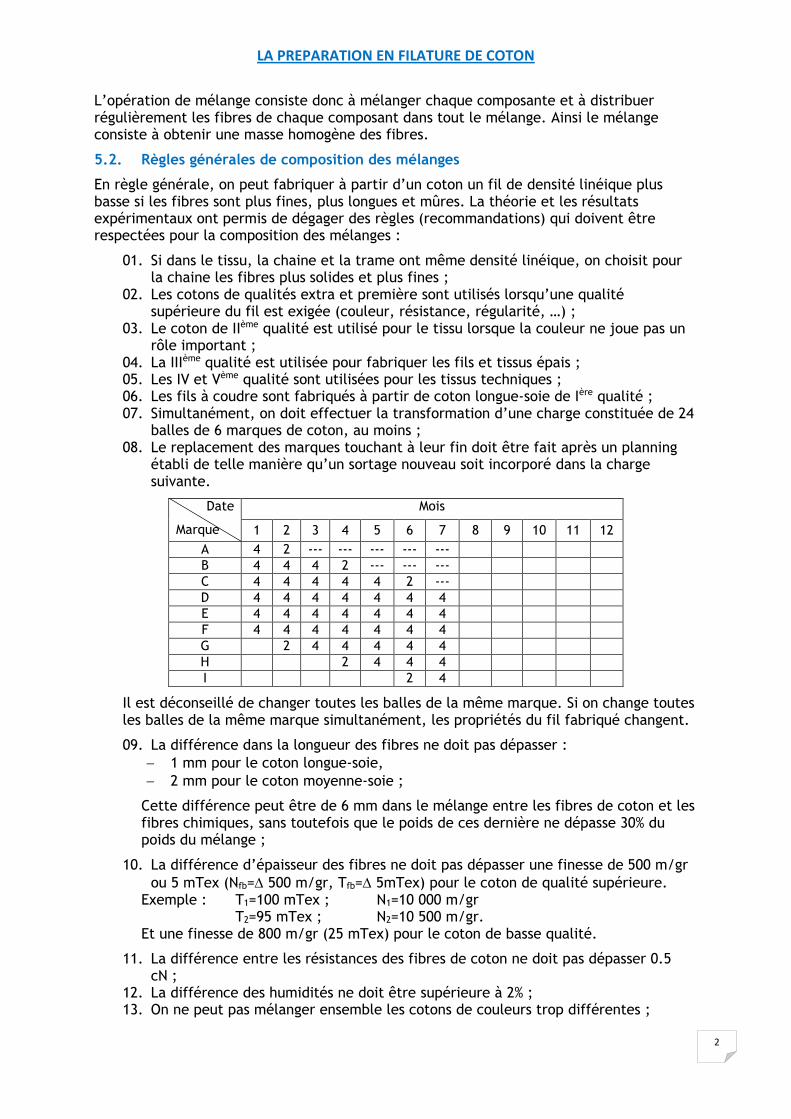
Lors de la 2ème étape, l’organe de travail (le volant ou le tambour à couteaux) a une grande vitesse et le flocon est secoué à chaque coup reçu puis divisé en divisé en flocons plus petits résultant une élimination plus efficace des impuretés.
5.3.3. Intensité d’ouvraison On appelle intensité d’ouvraison l’intensité d’action (force) des organes sur la matière fibreuse en vue de l’ouvraison. L’intensité d’ouvraison est caractérisée par :
01. Le type et les dimensions des organes de travail et leurs garnitures ; 02. Les écartements (R) entre les organes de travail : si R l’intensité ; 03. La vitesse des organes de travail : si V l’intensité ; 04. Le niveau de remplissage des trémies de réserve des machines : H l’intensité .
5.3.4. Efficacité d’ouvraison
On appelle efficacité d’ouvraison, le degré de séparation atteint par les flocons ; on caractérise l’efficacité d’ouvraison par :
01. Le poids spécifique de la masse fibreuse, en kg/m3 ; 02. Le poids moyen des flocons de coton à la sortie de la machine ; 03. Le temps de chute libre des flocons d’une hauteur déterminée.
Quant à l’efficacité d’ouvraison, elle dépend de :
01. Degré de séparation avant l’ouvraison ; 02. L’intensité d’ouvraison ; 03. La résistance de la matière fibreuse à l’ouvraison.
5.3.5. Actions nuisibles des machines d’ouvraison
Parmi les principales actions nuisibles des machines d’ouvraison, on peut citer :
01. La rupture des fibres et leur endommagement ; 02. La formation de défauts ; 03. La faiblesse dans le nettoyage.
LA PREPARATION EN FILATURE DE COTON
5
6. Les machines de la ligne d’ouvraison et de battage
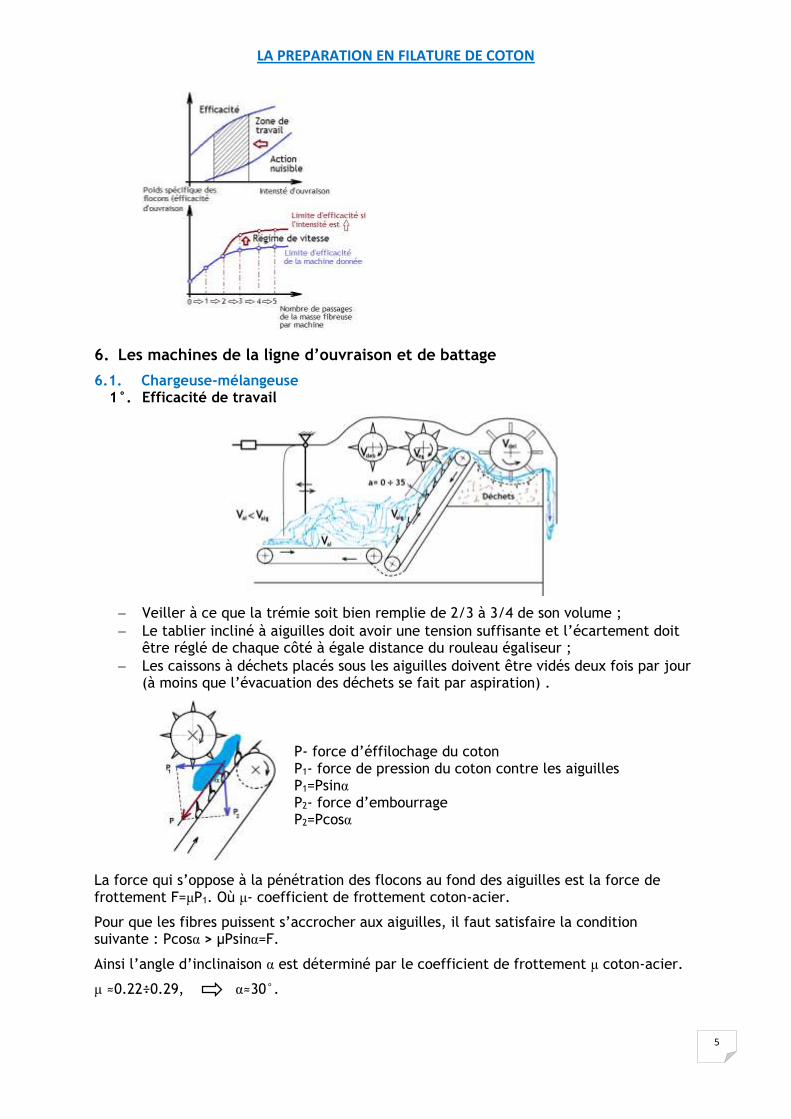
6.1. Chargeuse-mélangeuse 1°. Efficacité de travail
Veiller à ce que la trémie soit bien remplie de 2/3 à 3/4 de son volume ;
Le tablier incliné à aiguilles doit avoir une tension suffisante et l’écartement doit être réglé de chaque côté à égale distance du rouleau égaliseur ;
Les caissons à déchets placés sous les aiguilles doivent être vidés deux fois par jour (à moins que l’évacuation des déchets se fait par aspiration) .
P- force d’éffilochage du coton P1- force de pression du coton contre les aiguilles P1=Psinα
P2- force d’embourrage P2=Pcosα
La force qui s’oppose à la pénétration des flocons au fond des aiguilles est la force de frottement F=μP1. Où μ- coefficient de frottement coton-acier.
Pour que les fibres puissent s’accrocher aux aiguilles, il faut satisfaire la condition suivante : Pcosα > μPsinα=F.
Ainsi l’angle d’inclinaison α est déterminé par le coefficient de frottement μ coton-acier.
μ ≈0.22÷0.29, α≈30°.
LA PREPARATION EN FILATURE DE COTON
6
Si les aiguilles prennent moins de flocons ;
Si les aiguilles prennent plus de flocons.
Outre cela, la capacité des aiguilles à prendre le coton dépend de :
01. La densité des aiguilles au m2 ; 02. La disposition des aiguilles ; 03. L’inclinaison du tablier à aiguilles ; 04. L’écartement « a » entre le tablier incliné à aiguilles et le rouleau égaliseur.
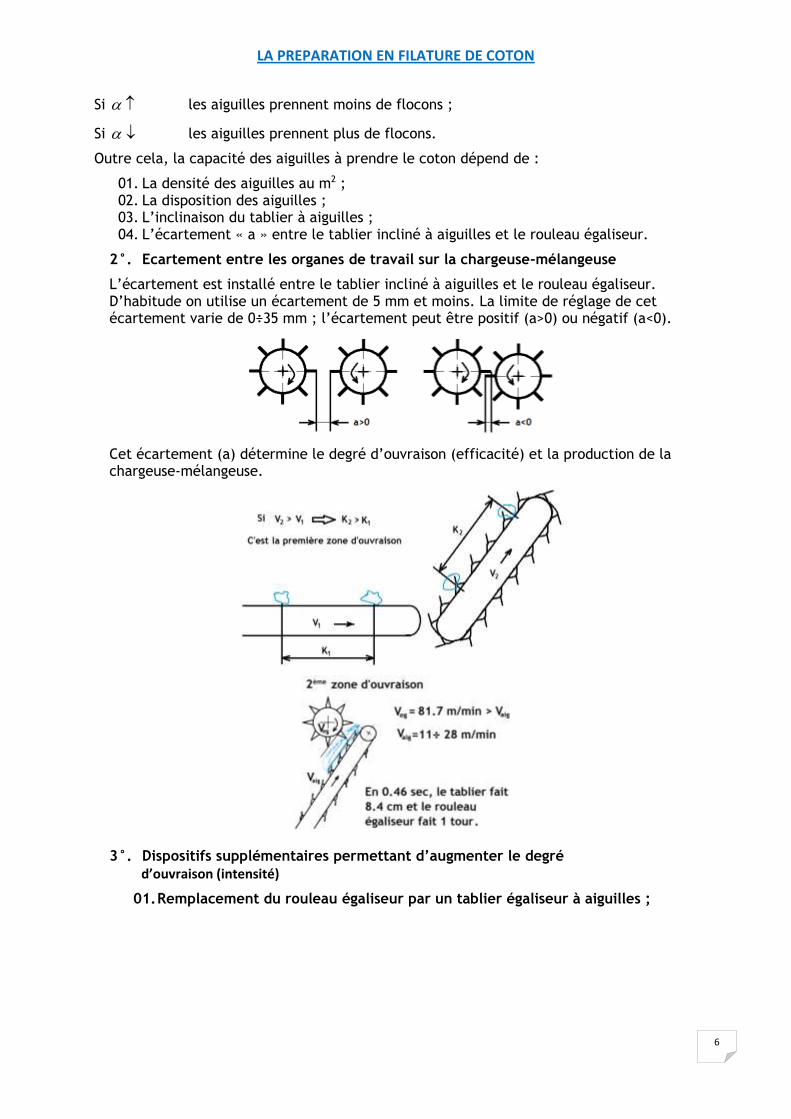
2°. Ecartement entre les organes de travail sur la chargeuse-mélangeuse
L’écartement est installé entre le tablier incliné à aiguilles et le rouleau égaliseur. D’habitude on utilise un écartement de 5 mm et moins. La limite de réglage de cet écartement varie de 0÷35 mm ; l’écartement peut être positif (a>0) ou négatif (a<0).
Cet écartement (a) détermine le degré d’ouvraison (efficacité) et la production de la chargeuse-mélangeuse.
3°. Dispositifs supplémentaires permettant d’augmenter le degré
d’ouvraison (intensité)
01. Remplacement du rouleau égaliseur par un tablier égaliseur à aiguilles ;
LA PREPARATION EN FILATURE DE COTON
7
Toutes les chargeuse-mélangeuses modernes sont équipées de tabliers égaliseurs à aiguilles.
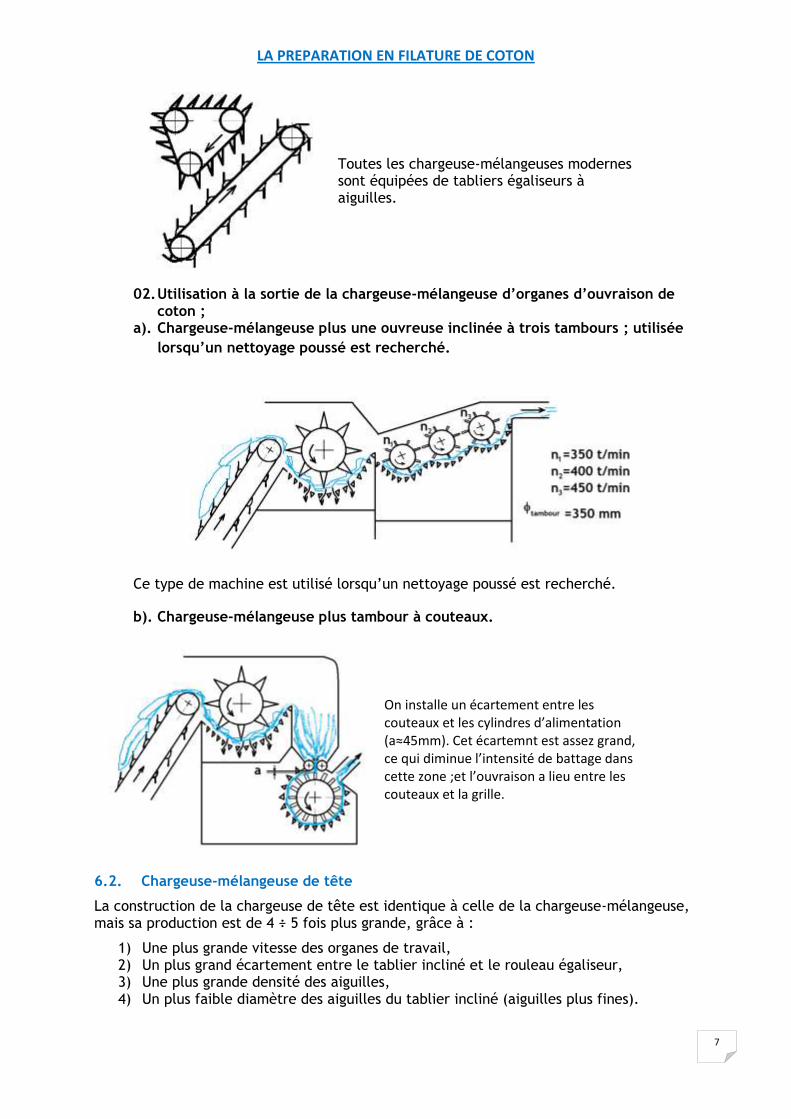
02. Utilisation à la sortie de la chargeuse-mélangeuse d’organes d’ouvraison de coton ;
a). Chargeuse-mélangeuse plus une ouvreuse inclinée à trois tambours ; utilisée
lorsqu’un nettoyage poussé est recherché.
Ce type de machine est utilisé lorsqu’un nettoyage poussé est recherché.
b). Chargeuse-mélangeuse plus tambour à couteaux.
On installe un écartement entre les couteaux et les cylindres d’alimentation (a≈45mm). Cet écartemnt est assez grand, ce qui diminue l’intensité de battage dans cette zone ;et l’ouvraison a lieu entre les couteaux et la grille.
6.2. Chargeuse-mélangeuse de tête
La construction de la chargeuse de tête est identique à celle de la chargeuse-mélangeuse, mais sa production est de 4 ÷ 5 fois plus grande, grâce à :
1) Une plus grande vitesse des organes de travail, 2) Un plus grand écartement entre le tablier incliné et le rouleau égaliseur, 3) Une plus grande densité des aiguilles, 4) Un plus faible diamètre des aiguilles du tablier incliné (aiguilles plus fines).
LA PREPARATION EN FILATURE DE COTON
8
Dans une ligne d’ouvraison et de battage, on a jusqu’à quatre chargeuses mélangeuses et une chargeuse à déchets qui travaillent en parallèle et sont reliées à la chargeuse de tête par un tablier mélangeur ou un conduit pneumatique.
On utilise très souvent le condenseur sur les machines de la ligne d’ouvraison et de battage. Il a pour rôle de transporter le coton et d’aspirer les poussières contenues dans la matière fibreuse. Le condenseur est composé d’un ventilateur, d’un tambour perforé et d’un rouleau détacheur.
Lors du traitement du coton longue-soie sur les chargeuses mélangeuses, pour éviter d’endommager les fibres, il faut utiliser :
1) Une faible vitesse des organes de travail ; 2) Un écartement entre les organes plus grand.
Inconvénients de cette méthode :
01. Travail non précis et assez lourd ; 02. La qualité du mélange dépend beaucoup de l’ouvrier ; 03. Les flocons de coton sont assez gros par rapport à un brise-balle automatique.
6.3. Brise-balles automatiques
Il existe différents types de brise-balles. On peut diviser toutes les constructions en trois groupes, selon l’endroit de prise du coton :
1) Avec prise de la matière du fond des balles (parallèles ; 2) Avec prise de la matière du haut des balles ; 3) Avec prise de la matière du fond des balles (circulaires) type Carroussel, Flocomat.
Chacun des types a ses avantages et ses inconvénients.
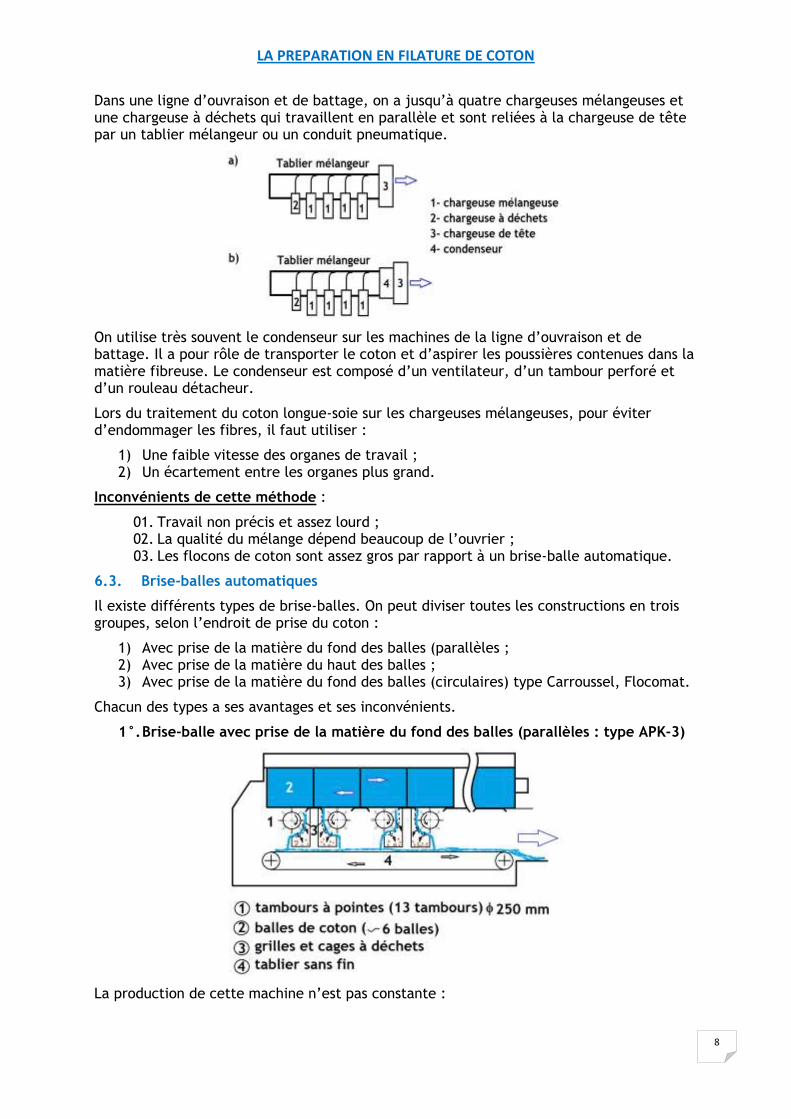
1°. Brise-balle avec prise de la matière du fond des balles (parallèles : type APK-3)
La production de cette machine n’est pas constante :
LA PREPARATION EN FILATURE DE COTON
9
Au début du processus : P= 230÷250 kg/h ;
A la fin du processus : P=80÷100kh/h ;
En moyen la production est de : P=150÷200 kg/h.
L’ouvraison sur cette machine a lieu grâce aux rouleaux ouvreurs (tambours). Les flocons de coton sont pris des balles animées d’un mouvement de va-et-vient. Les impuretés sont séparées de la masse fibreuse et passent à travers les grilles (3), tandis que le coton tombe sur le tablier sans fin (4) qui l’entraine vers la sortie. On installe généralement quatre brise-balles de ce type dans une ligne d’ouvraison et de battage, on peut donc traiter simultanément 24balles.
Avantages :
01. Les flocons sont de poids moyen plus petit que sur la chargeuse mélangeuse ; 02. Pas d’intervention manuelle ; 03. La production par m² de surface augmente ; 04. Possibilité de séparer les impuretés.
Inconvénients :
01. Même si le poids des flocons diminue, la production de la machine diminue aussi pendant le traitement des balles ;
02. Arrêt de la machine au cours du changement de la charge.
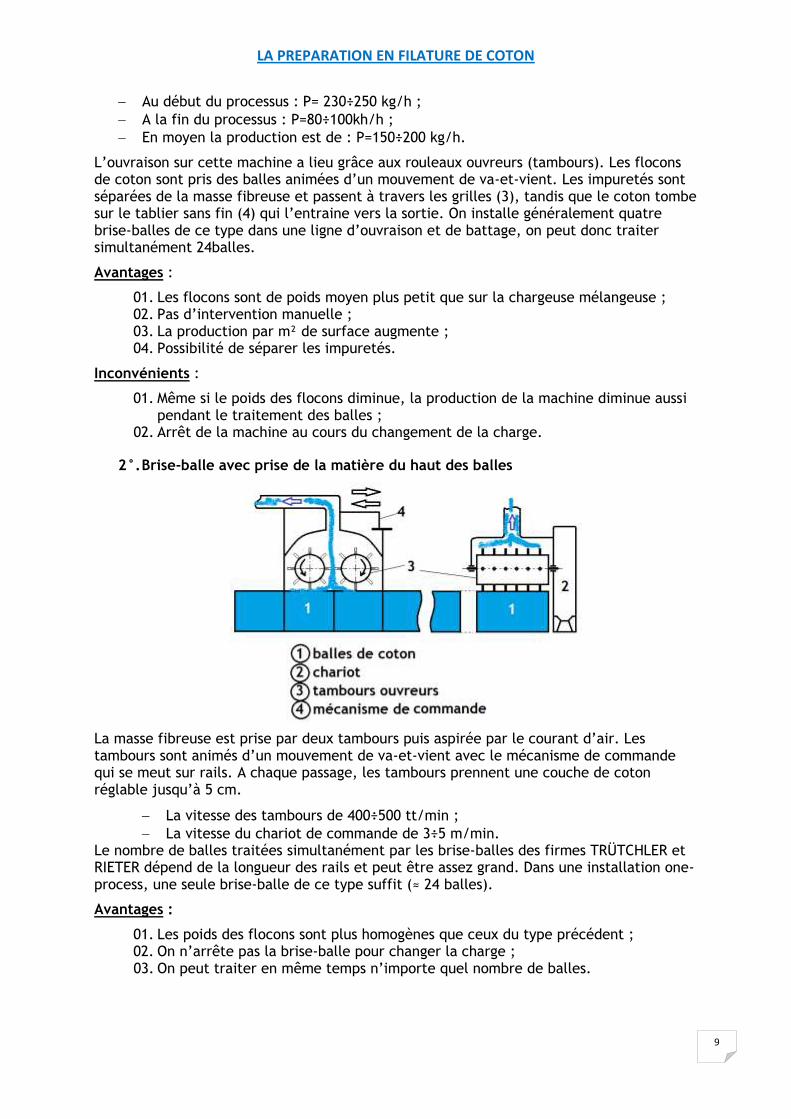
2°. Brise-balle avec prise de la matière du haut des balles
La masse fibreuse est prise par deux tambours puis aspirée par le courant d’air. Les tambours sont animés d’un mouvement de va-et-vient avec le mécanisme de commande qui se meut sur rails. A chaque passage, les tambours prennent une couche de coton réglable jusqu’à 5 cm.
La vitesse des tambours de 400÷500 tt/min ;
La vitesse du chariot de commande de 3÷5 m/min. Le nombre de balles traitées simultanément par les brise-balles des firmes TRÜTCHLER et RIETER dépend de la longueur des rails et peut être assez grand. Dans une installation one-process, une seule brise-balle de ce type suffit (≈ 24 balles).
Avantages :
01. Les poids des flocons sont plus homogènes que ceux du type précédent ; 02. On n’arrête pas la brise-balle pour changer la charge ; 03. On peut traiter en même temps n’importe quel nombre de balles.
LA PREPARATION EN FILATURE DE COTON
10
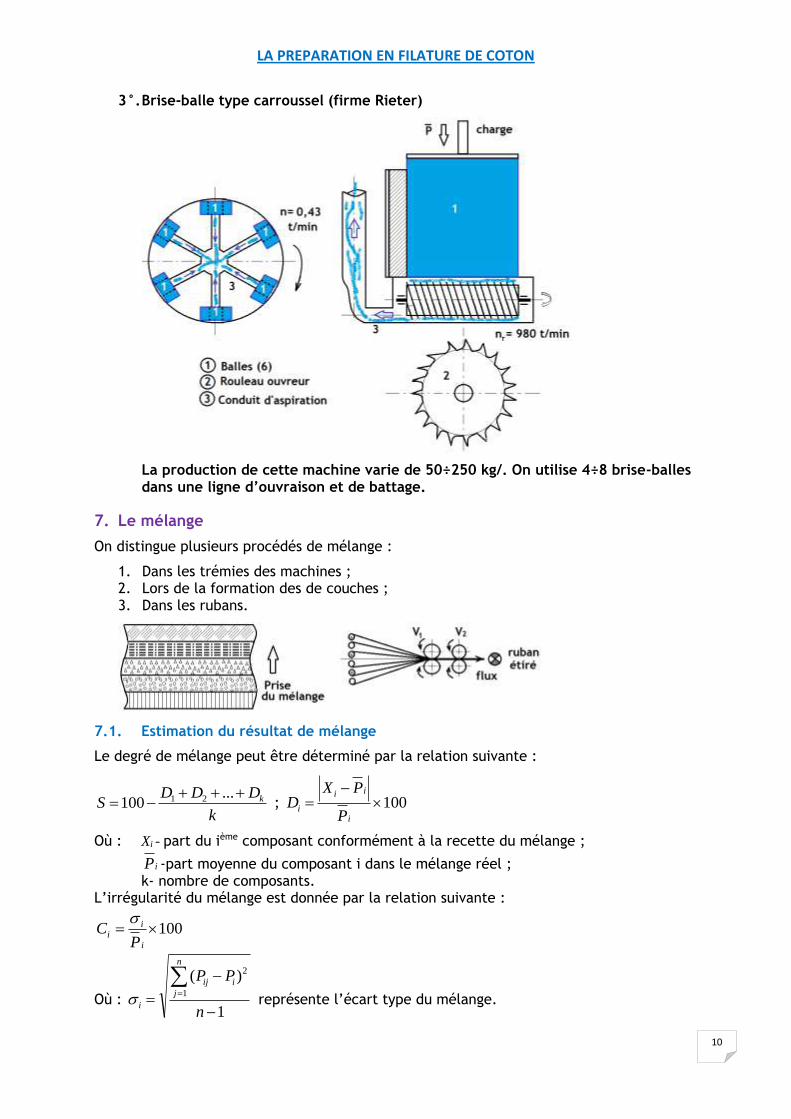
3°. Brise-balle type carroussel (firme Rieter)
La production de cette machine varie de 50÷250 kg/. On utilise 4÷8 brise-balles dans une ligne d’ouvraison et de battage.
7. Le mélange
On distingue plusieurs procédés de mélange :
1. Dans les trémies des machines ; 2. Lors de la formation des de couches ; 3. Dans les rubans.
7.1. Estimation du résultat de mélange
Le degré de mélange peut être déterminé par la relation suivante :
k
DDDS k
...
100 21 ; 100
i
ii
iP
PXD
Où : Xi - part du ième composant conformément à la recette du mélange ;
iP -part moyenne du composant i dans le mélange réel ; k- nombre de composants. L’irrégularité du mélange est donnée par la relation suivante :
100i
ii
PC
Où : 1
)(1
2
n
PPn
j
iij
i représente l’écart type du mélange.
LA PREPARATION EN FILATURE DE COTON
11
Pij-part de composant « i » dans jème cas ; n- nombre de cas L’irrégularité globale du mélange est donnée par :
k
CCCC k
mél
22
2
2
12 ...
Pour mélanger le coton, on utilise actuellement après les brise-balles des mélangeuses à action continue (ou multimélangeuse).
7.2. Multimélangeuses
Elles servent à mélanger le coton et laisser en réserve une certaine quantité nécessaire de coton.
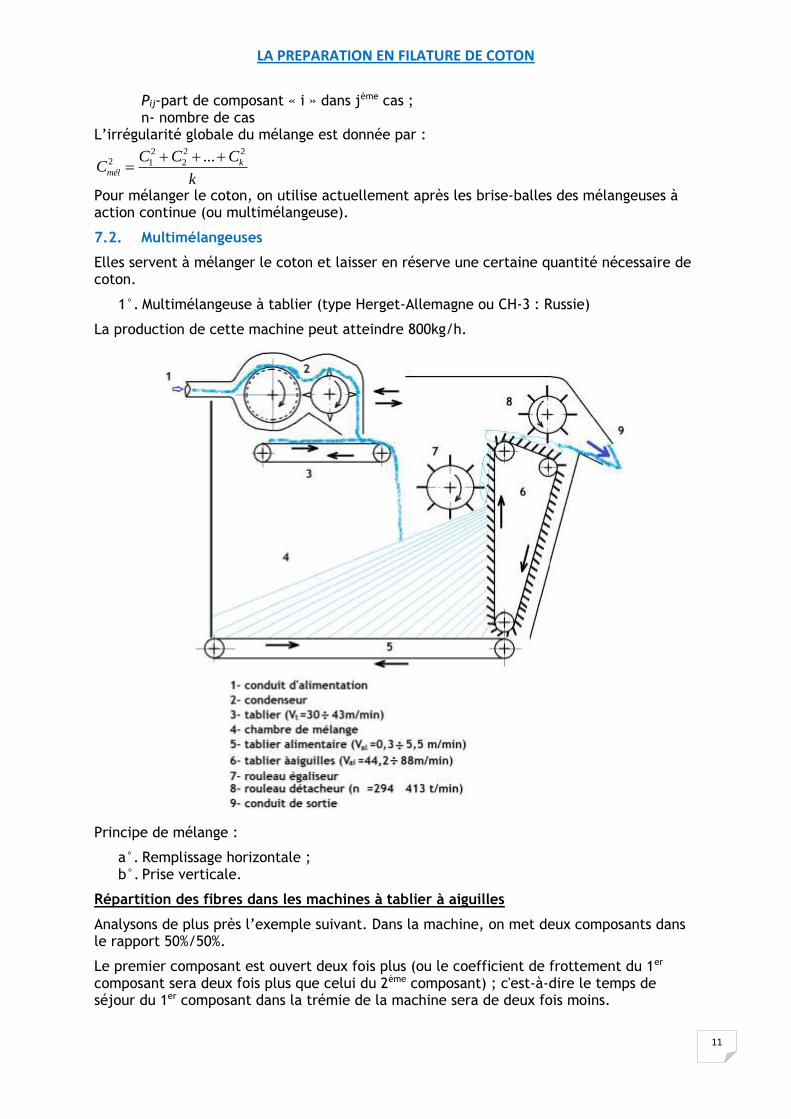
1°. Multimélangeuse à tablier (type Herget-Allemagne ou CH-3 : Russie)
La production de cette machine peut atteindre 800kg/h.
Principe de mélange :
a°. Remplissage horizontale ; b°. Prise verticale.
Répartition des fibres dans les machines à tablier à aiguilles
Analysons de plus près l’exemple suivant. Dans la machine, on met deux composants dans le rapport 50%/50%.
Le premier composant est ouvert deux fois plus (ou le coefficient de frottement du 1er composant sera deux fois plus que celui du 2ème composant) ; c'est-à-dire le temps de séjour du 1er composant dans la trémie de la machine sera de deux fois moins.
LA PREPARATION EN FILATURE DE COTON
12
Au commencement du travail de la machine, le 1er composant va représenter la plus grande partie à la sortie de la machine. Cet effet continuera jusqu’au moment où la quantité du 2ème composant sera deux fois plus grand que celle du 1er composant.
Donc à l’entrée : 1er composant 50%, 2ème composant 50% ; dans la trémie, 1er composant 33%, 2ème composant 67% et à la sortie 1er composant 50%, 2ème composant 50%. Pour éviter cet effet, on utilise d’autres types de machines.
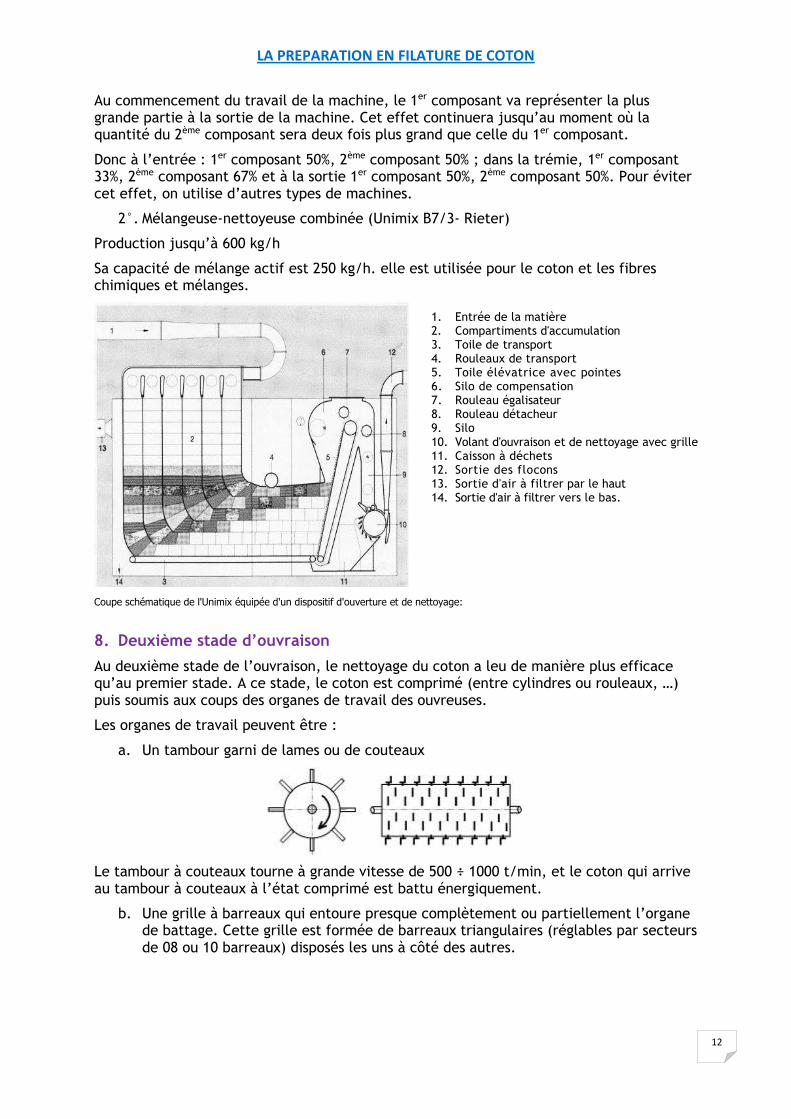
2°. Mélangeuse-nettoyeuse combinée (Unimix B7/3- Rieter)
Production jusqu’à 600 kg/h
Sa capacité de mélange actif est 250 kg/h. elle est utilisée pour le coton et les fibres chimiques et mélanges.
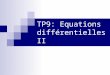
1. Entrée de la matière 2. Compartiments d'accumulation 3. Toile de transport 4. Rouleaux de transport 5. Toile élévatrice avec pointes 6. Silo de compensation 7. Rouleau égalisateur 8. Rouleau détacheur 9. Silo 10. Volant d'ouvraison et de nettoyage avec grille 11. Caisson à déchets 12. Sortie des flocons 13. Sortie d'air à filtrer par le haut 14. Sortie d'air à filtrer vers le bas.
Coupe schématique de l'Unimix équipée d'un dispositif d'ouverture et de nettoyage:
8. Deuxième stade d’ouvraison
Au deuxième stade de l’ouvraison, le nettoyage du coton a leu de manière plus efficace qu’au premier stade. A ce stade, le coton est comprimé (entre cylindres ou rouleaux, …) puis soumis aux coups des organes de travail des ouvreuses.
Les organes de travail peuvent être :
a. Un tambour garni de lames ou de couteaux
Le tambour à couteaux tourne à grande vitesse de 500 ÷ 1000 t/min, et le coton qui arrive au tambour à couteaux à l’état comprimé est battu énergiquement.
b. Une grille à barreaux qui entoure presque complètement ou partiellement l’organe de battage. Cette grille est formée de barreaux triangulaires (réglables par secteurs de 08 ou 10 barreaux) disposés les uns à côté des autres.
LA PREPARATION EN FILATURE DE COTON
13
De l’action des couteaux sur les flocons puis de la grille sur les flocons résulte l’ouvraison et le nettoyage.
8.1. Systèmes d’alimentation et de délivraison
L’alimentation peut s’effectuer de deux manières :
1°. Au moyen de courant d’air qui entraine les flocons de coton, c'est-à-dire le coton se trouve à l’état libre ;
2°. Au moyen de cylindres d’alimentation et le coton est à l’état comprimé.
8.2. Analyse de la construction et du fonctionnement de quelques types d’ouvreuses
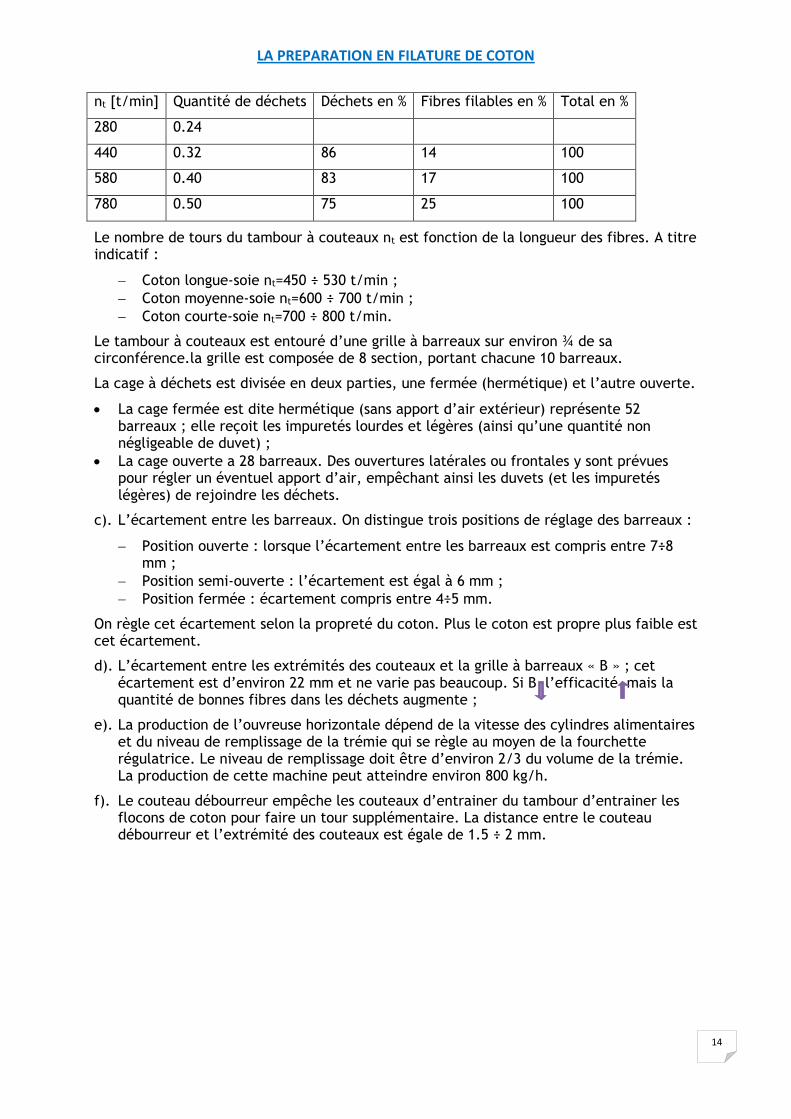
8.2.1. Ouvreuse horizontale
Ecartement entre les rouleaux ≈ 22mm ;
Vcyl=1,5 Vroul
Tambour composé de 12 disques en acier, chaque disque porte 24 couteaux. Ces couteaux sont légèrement inclinés vers la gauche et vers la droite formant ainsi une hélice. Puis le coton est projeté par les couteaux et le courant d’air contre les barreaux. Les impuretés de poids spécifique plus grand que celui du coton passent entre les barreaux et tombent dans les cages.
Schéma technologique de l’ouvreuse horizontale
La quantité et la nature des déchets dépend surtout de :
a). L’écartement entre les extrémités des couteaux du tambour et les cylindres alimentaires « a ». Si « a » le degré d’ouvraison (efficacité) aussi, mais le risque d’endommager les fibres augmente aussi. D’habitude cette distance est égale à10mm.
b). Le nombre de tours du tambour à couteaux nt ; si nt , la quantité de déchets , mais en même temps la quantité de fibres filables dans les déchets aussi et le poids moyen des flocons de coton .
La dépendance entre la quantité de déchets et nt peut être illustrée par le tableau suivant :
LA PREPARATION EN FILATURE DE COTON
14
nt [t/min] Quantité de déchets Déchets en % Fibres filables en % Total en %
280 0.24
440 0.32 86 14 100
580 0.40 83 17 100
780 0.50 75 25 100
Le nombre de tours du tambour à couteaux nt est fonction de la longueur des fibres. A titre indicatif :
Coton longue-soie nt=450 ÷ 530 t/min ;
Coton moyenne-soie nt=600 ÷ 700 t/min ;
Coton courte-soie nt=700 ÷ 800 t/min.
Le tambour à couteaux est entouré d’une grille à barreaux sur environ ¾ de sa circonférence.la grille est composée de 8 section, portant chacune 10 barreaux.
La cage à déchets est divisée en deux parties, une fermée (hermétique) et l’autre ouverte.
La cage fermée est dite hermétique (sans apport d’air extérieur) représente 52 barreaux ; elle reçoit les impuretés lourdes et légères (ainsi qu’une quantité non négligeable de duvet) ;
La cage ouverte a 28 barreaux. Des ouvertures latérales ou frontales y sont prévues pour régler un éventuel apport d’air, empêchant ainsi les duvets (et les impuretés légères) de rejoindre les déchets.
c). L’écartement entre les barreaux. On distingue trois positions de réglage des barreaux :
Position ouverte : lorsque l’écartement entre les barreaux est compris entre 7÷8 mm ;
Position semi-ouverte : l’écartement est égal à 6 mm ;
Position fermée : écartement compris entre 4÷5 mm.
On règle cet écartement selon la propreté du coton. Plus le coton est propre plus faible est cet écartement.
d). L’écartement entre les extrémités des couteaux et la grille à barreaux « B » ; cet écartement est d’environ 22 mm et ne varie pas beaucoup. Si B l’efficacité mais la quantité de bonnes fibres dans les déchets augmente ;
e). La production de l’ouvreuse horizontale dépend de la vitesse des cylindres alimentaires et du niveau de remplissage de la trémie qui se règle au moyen de la fourchette régulatrice. Le niveau de remplissage doit être d’environ 2/3 du volume de la trémie. La production de cette machine peut atteindre environ 800 kg/h.
f). Le couteau débourreur empêche les couteaux d’entrainer du tambour d’entrainer les flocons de coton pour faire un tour supplémentaire. La distance entre le couteau débourreur et l’extrémité des couteaux est égale de 1.5 ÷ 2 mm.
LA PREPARATION EN FILATURE DE COTON
15
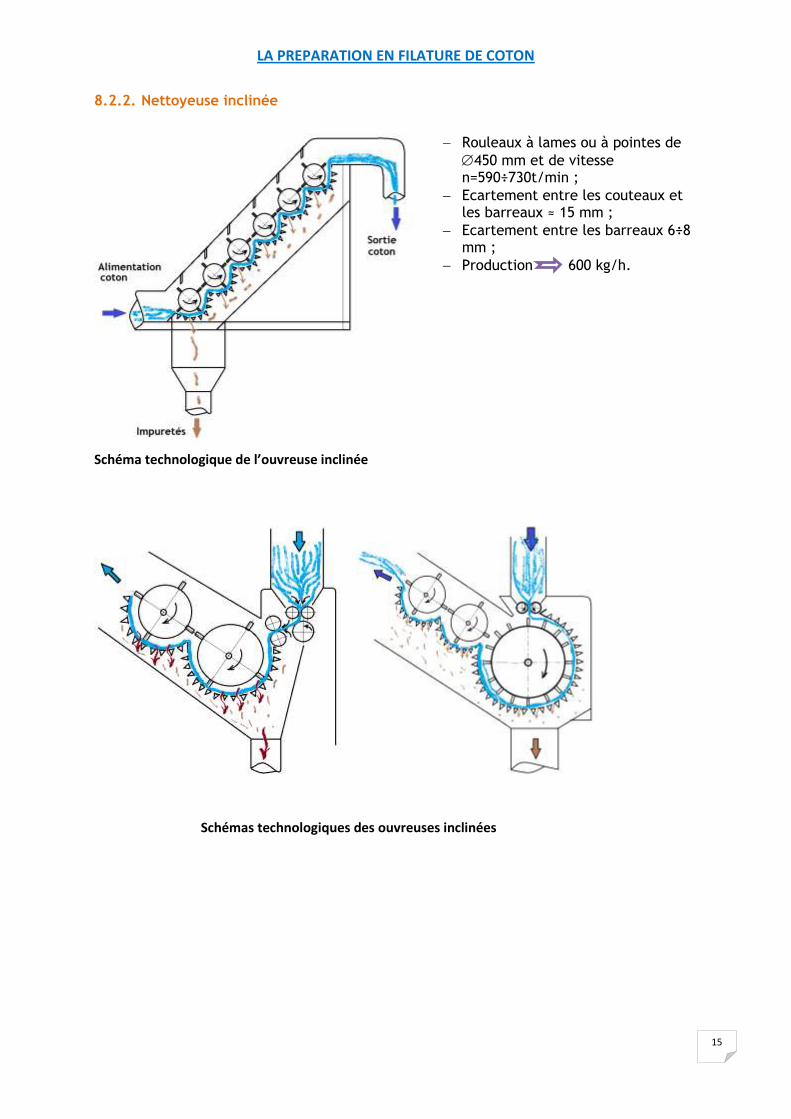
8.2.2. Nettoyeuse inclinée
Rouleaux à lames ou à pointes de
450 mm et de vitesse n=590÷730t/min ;
Ecartement entre les couteaux et les barreaux ≈ 15 mm ;
Ecartement entre les barreaux 6÷8 mm ;
Production 600 kg/h.
Schéma technologique de l’ouvreuse inclinée
Schémas technologiques des ouvreuses inclinées
LA PREPARATION EN FILATURE DE COTON
16
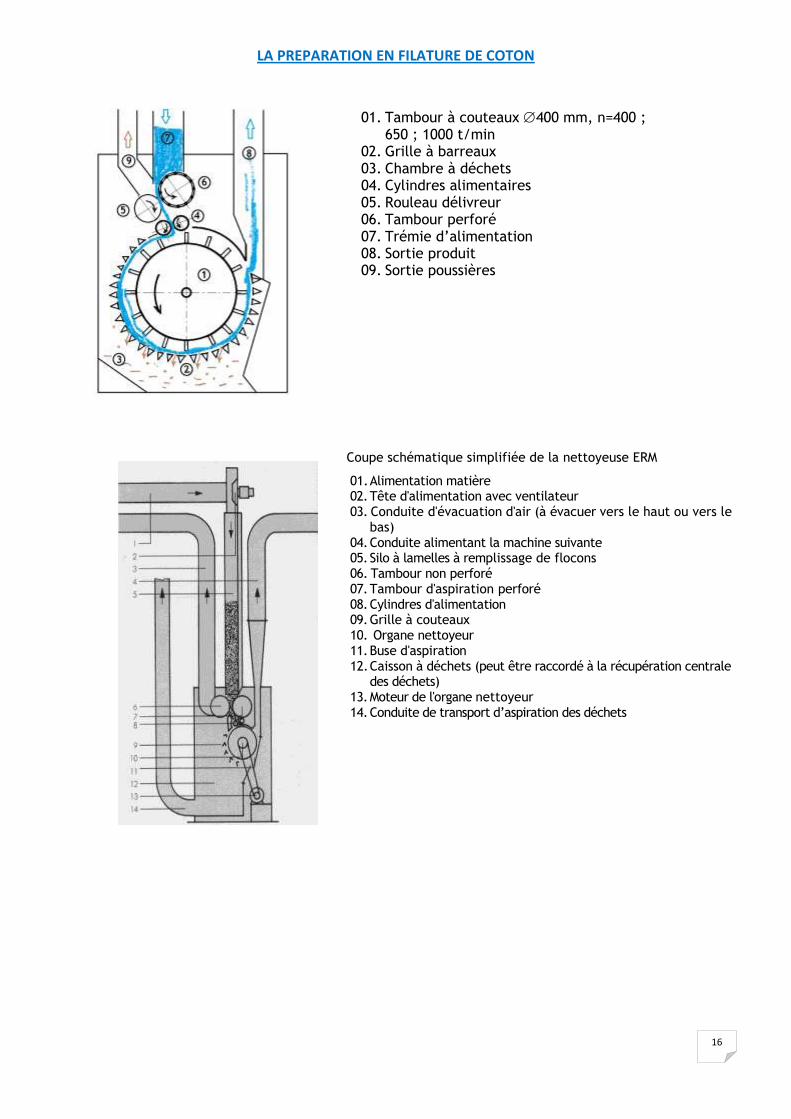
01. Tambour à couteaux 400 mm, n=400 ; 650 ; 1000 t/min
02. Grille à barreaux 03. Chambre à déchets 04. Cylindres alimentaires 05. Rouleau délivreur 06. Tambour perforé 07. Trémie d’alimentation 08. Sortie produit 09. Sortie poussières
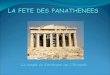
Coupe schématique simplifiée de la nettoyeuse ERM
01. Alimentation matière 02. Tête d'alimentation avec ventilateur 03. Conduite d'évacuation d'air (à évacuer vers le haut ou vers le
bas) 04. Conduite alimentant la machine suivante 05. Silo à lamelles à remplissage de flocons 06. Tambour non perforé 07. Tambour d'aspiration perforé 08. Cylindres d'alimentation 09. Grille à couteaux 10. Organe nettoyeur 11. Buse d'aspiration 12. Caisson à déchets (peut être raccordé à la récupération centrale
des déchets) 13. Moteur de l'organe nettoyeur 14. Conduite de transport d’aspiration des déchets
LA PREPARATION EN FILATURE DE COTON
17
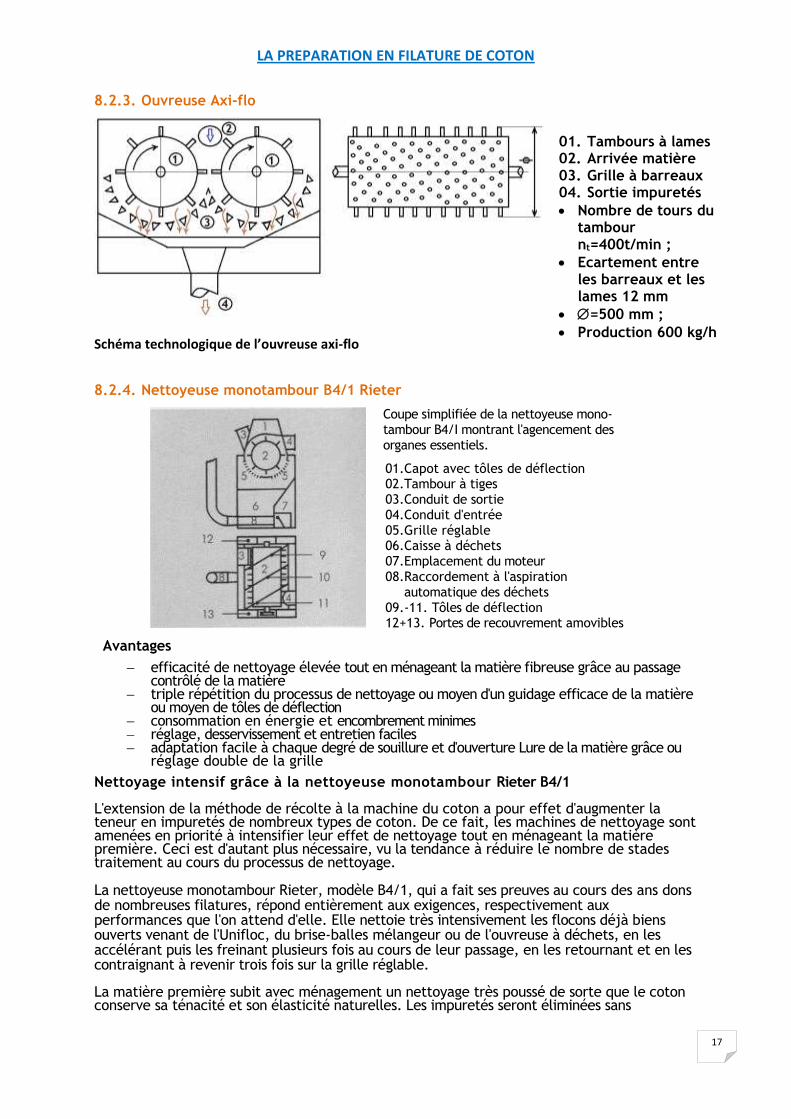
8.2.3. Ouvreuse Axi-flo
01. Tambours à lames 02. Arrivée matière 03. Grille à barreaux 04. Sortie impuretés
Nombre de tours du tambour nt=400t/min ;
Ecartement entre les barreaux et les lames 12 mm
=500 mm ;
Production 600 kg/h Schéma technologique de l’ouvreuse axi-flo
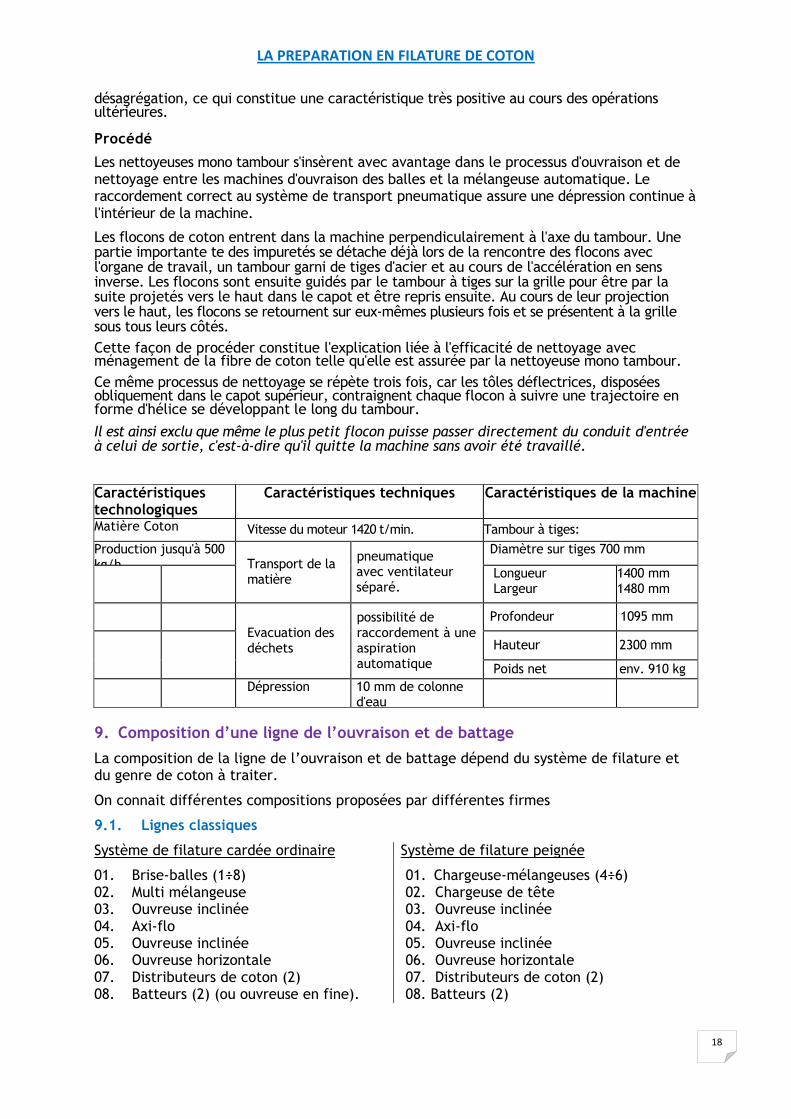
8.2.4. Nettoyeuse monotambour B4/1 Rieter
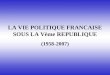
Coupe simplifiée de la nettoyeuse mono-tambour B4/I montrant l'agencement des organes essentiels.
01.Capot avec tôles de déflection 02.Tambour à tiges 03.Conduit de sortie 04.Conduit d'entrée 05.Grille réglable 06.Caisse à déchets 07.Emplacement du moteur 08.Raccordement à l'aspiration
automatique des déchets 09.-11. Tôles de déflection 12+13. Portes de recouvrement amovibles
Avantages
efficacité de nettoyage élevée tout en ménageant la matière fibreuse grâce au passage contrôlé de la matière
triple répétition du processus de nettoyage ou moyen d'un guidage efficace de la matière ou moyen de tôles de déflection
consommation en énergie et encombrement minimes réglage, desservissement et entretien faciles adaptation facile à chaque degré de souillure et d'ouverture Lure de la matière grâce ou
réglage double de la grille
Nettoyage intensif grâce à la nettoyeuse monotambour Rieter B4/1
L'extension de la méthode de récolte à la machine du coton a pour effet d'augmenter la teneur en impuretés de nombreux types de coton. De ce fait, les machines de nettoyage sont amenées en priorité à intensifier leur effet de nettoyage tout en ménageant la matière première. Ceci est d'autant plus nécessaire, vu la tendance à réduire le nombre de stades traitement au cours du processus de nettoyage.
La nettoyeuse monotambour Rieter, modèle B4/1, qui a fait ses preuves au cours des ans dons de nombreuses filatures, répond entièrement aux exigences, respectivement aux performances que l'on attend d'elle. Elle nettoie très intensivement les flocons déjà biens ouverts venant de l'Unifloc, du brise-balles mélangeur ou de l'ouvreuse à déchets, en les accélérant puis les freinant plusieurs fois au cours de leur passage, en les retournant et en les contraignant à revenir trois fois sur la grille réglable.
La matière première subit avec ménagement un nettoyage très poussé de sorte que le coton conserve sa ténacité et son élasticité naturelles. Les impuretés seront éliminées sans
LA PREPARATION EN FILATURE DE COTON
18
désagrégation, ce qui constitue une caractéristique très positive au cours des opérations ultérieures.
Procédé
Les nettoyeuses mono tambour s'insèrent avec avantage dans le processus d'ouvraison et de nettoyage entre les machines d'ouvraison des balles et la mélangeuse automatique. Le raccordement correct au système de transport pneumatique assure une dépression continue à l'intérieur de la machine.
Les flocons de coton entrent dans la machine perpendiculairement à l'axe du tambour. Une partie importante te des impuretés se détache déjà lors de la rencontre des flocons avec l'organe de travail, un tambour garni de tiges d'acier et au cours de l'accélération en sens inverse. Les flocons sont ensuite guidés par le tambour à tiges sur la grille pour être par la suite projetés vers le haut dans le capot et être repris ensuite. Au cours de leur projection vers le haut, les flocons se retournent sur eux-mêmes plusieurs fois et se présentent à la grille sous tous leurs côtés.
Cette façon de procéder constitue l'explication liée à l'efficacité de nettoyage avec ménagement de la fibre de coton telle qu'elle est assurée par la nettoyeuse mono tambour.
Ce même processus de nettoyage se répète trois fois, car les tôles déflectrices, disposées obliquement dans le capot supérieur, contraignent chaque flocon à suivre une trajectoire en forme d'hélice se développant le long du tambour.
Il est ainsi exclu que même le plus petit flocon puisse passer directement du conduit d'entrée à celui de sortie, c'est-à-dire qu'il quitte la machine sans avoir été travaillé.
Caractéristiques technologiques
Caractéristiques techniques Caractéristiques de la machine
Matière Coton Vitesse du moteur 1420 t/min. Tambour à tiges:
Production jusqu'à 500 kg/h Transport de la
matière
pneumatique avec ventilateur séparé.
Diamètre sur tiges 700 mm
Longueur Largeur
1400 mm 1480 mm
Evacuation des déchets
possibilité de raccordement à une aspiration automatique
Profondeur 1095 mm
Hauteur 2300 mm
Poids net env. 910 kg
Dépression 10 mm de colonne d'eau
9. Composition d’une ligne de l’ouvraison et de battage
La composition de la ligne de l’ouvraison et de battage dépend du système de filature et du genre de coton à traiter.
On connait différentes compositions proposées par différentes firmes
9.1. Lignes classiques
Système de filature cardée ordinaire Système de filature peignée
01. Brise-balles (1÷8) 01. Chargeuse-mélangeuses (4÷6) 02. Multi mélangeuse 02. Chargeuse de tête 03. Ouvreuse inclinée 03. Ouvreuse inclinée 04. Axi-flo 04. Axi-flo 05. Ouvreuse inclinée 05. Ouvreuse inclinée 06. Ouvreuse horizontale 06. Ouvreuse horizontale 07. Distributeurs de coton (2) 07. Distributeurs de coton (2) 08. Batteurs (2) (ou ouvreuse en fine). 08. Batteurs (2)
LA PREPARATION EN FILATURE DE COTON
19
NB : dans chaque installation, on prévoit des canalisations supplémentaires pour avoir la possibilité, éventuellement, de ne pas utiliser toutes les machines.
9.2. Efficacité de nettoyage des installations
On appelle efficacité de nettoyage le pourcentage de déchets éliminé sur ces installations.
Exemple : un coton contient 3% de déchets, dans la nappe on en retrouve 1.5%, dans ce cas l’efficacité de nettoyage est égale à 50 % (soit : (1,5/3) x100=50%).
Les anciennes installations possèdent une efficacité de nettoyage de 30÷40%, tandis que sur les installations modernes elle peut atteindre 75% (de 60÷75%).
9.3. Distributeur de la matière fibreuse aux batteurs
On utilise principalement deux systèmes de distribution pour répartir régulièrement la matière délivrée par dernière ouvreuse entre deux batteurs :
01. Le distributeur à fourches ; 02. Le distributeur pneumatique.
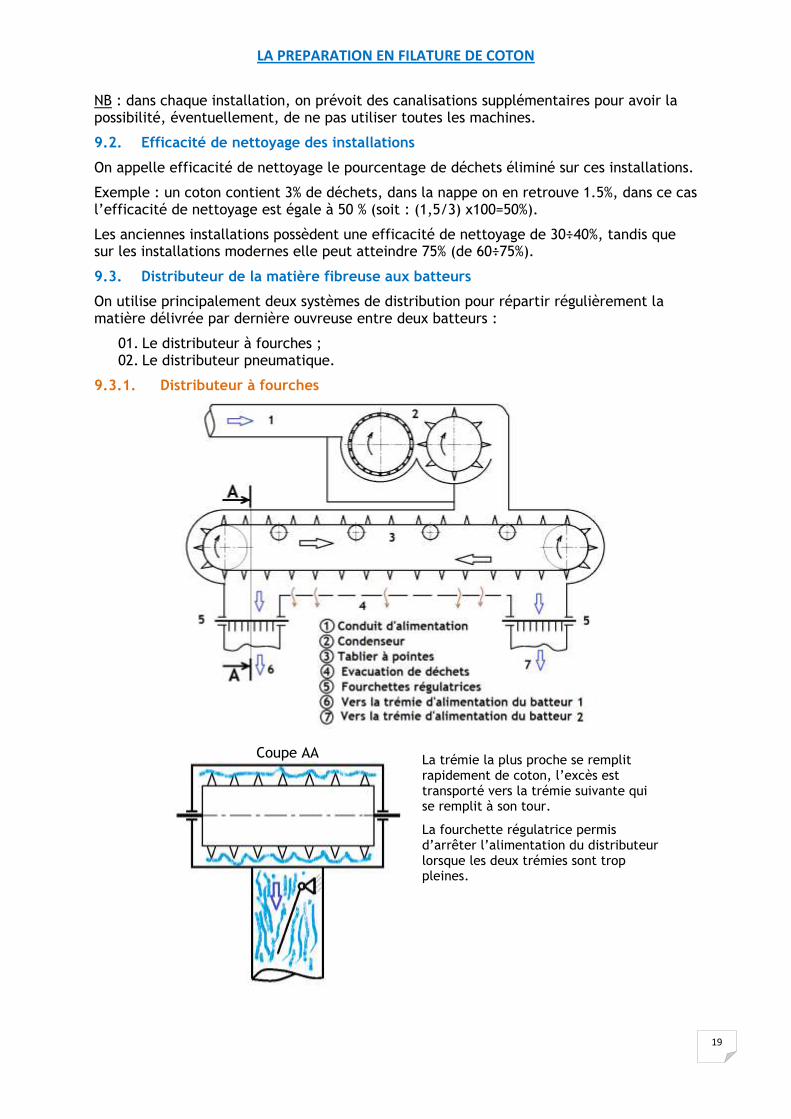
9.3.1. Distributeur à fourches
Coupe AA
La trémie la plus proche se remplit rapidement de coton, l’excès est transporté vers la trémie suivante qui se remplit à son tour.
La fourchette régulatrice permis d’arrêter l’alimentation du distributeur lorsque les deux trémies sont trop pleines.
LA PREPARATION EN FILATURE DE COTON
20
Inconvénients :
01. A cause de l’alimentation successive des trémies des batteurs, il y a répartition irrégulière du coton ; la première trémie reçoit toujours plus de matière que la dernière ;
02. Le distributeur enroule partiellement le coton. Actuellement ils sont presque complètement remplacés par des distributeurs pneumatiques.
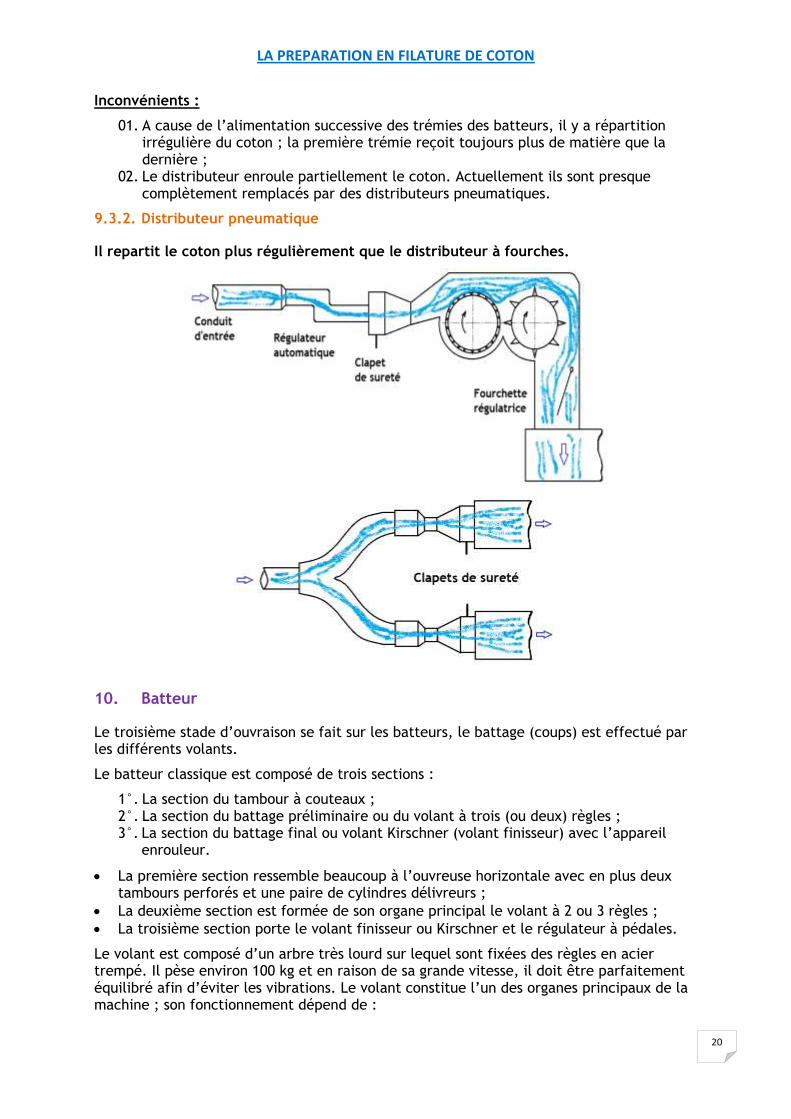
9.3.2. Distributeur pneumatique
Il repartit le coton plus régulièrement que le distributeur à fourches.
10. Batteur
Le troisième stade d’ouvraison se fait sur les batteurs, le battage (coups) est effectué par les différents volants.
Le batteur classique est composé de trois sections :
1°. La section du tambour à couteaux ; 2°. La section du battage préliminaire ou du volant à trois (ou deux) règles ; 3°. La section du battage final ou volant Kirschner (volant finisseur) avec l’appareil
enrouleur.
La première section ressemble beaucoup à l’ouvreuse horizontale avec en plus deux tambours perforés et une paire de cylindres délivreurs ;
La deuxième section est formée de son organe principal le volant à 2 ou 3 règles ;
La troisième section porte le volant finisseur ou Kirschner et le régulateur à pédales.
Le volant est composé d’un arbre très lourd sur lequel sont fixées des règles en acier trempé. Il pèse environ 100 kg et en raison de sa grande vitesse, il doit être parfaitement équilibré afin d’éviter les vibrations. Le volant constitue l’un des organes principaux de la machine ; son fonctionnement dépend de :
LA PREPARATION EN FILATURE DE COTON
21
1°. Type de volant, 2°. La forme des règles, 3°. La vitesse, 4°. Réglage.
10.1. Type de volants
On distingue :
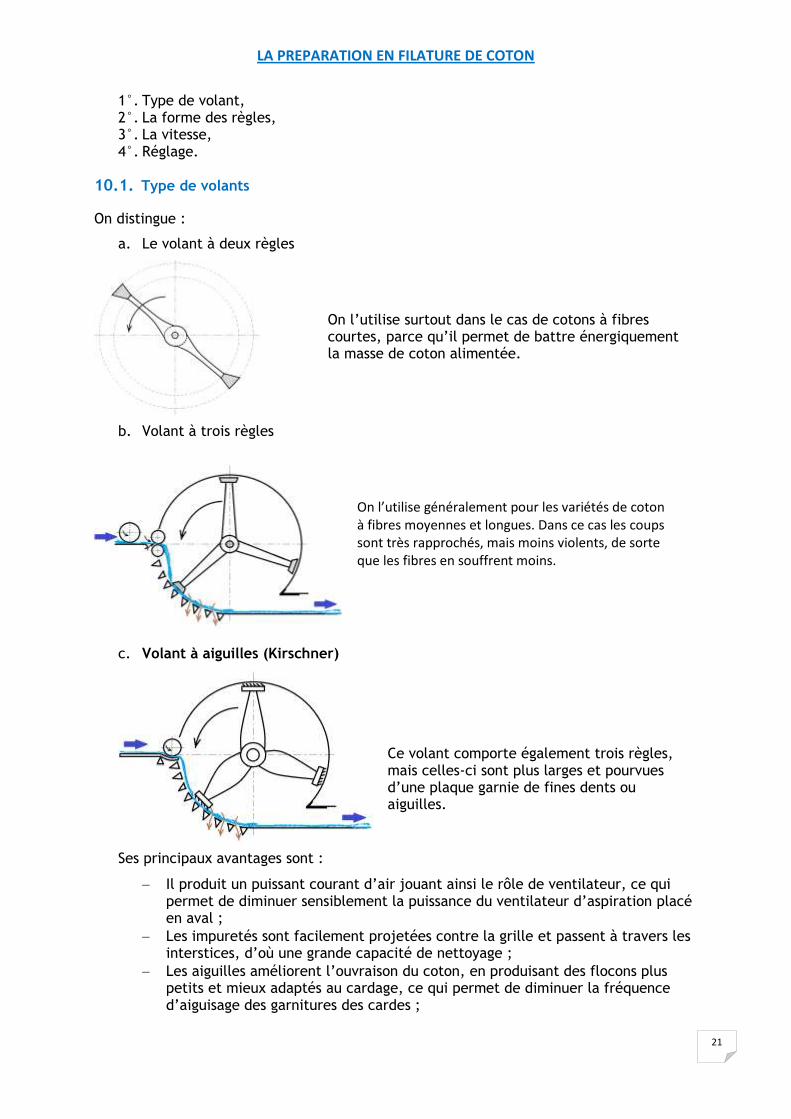
a. Le volant à deux règles
On l’utilise surtout dans le cas de cotons à fibres courtes, parce qu’il permet de battre énergiquement la masse de coton alimentée.
b. Volant à trois règles
On l’utilise généralement pour les variétés de coton à fibres moyennes et longues. Dans ce cas les coups sont très rapprochés, mais moins violents, de sorte que les fibres en souffrent moins.
c. Volant à aiguilles (Kirschner)
Ce volant comporte également trois règles, mais celles-ci sont plus larges et pourvues d’une plaque garnie de fines dents ou aiguilles.
Ses principaux avantages sont :
Il produit un puissant courant d’air jouant ainsi le rôle de ventilateur, ce qui permet de diminuer sensiblement la puissance du ventilateur d’aspiration placé en aval ;
Les impuretés sont facilement projetées contre la grille et passent à travers les interstices, d’où une grande capacité de nettoyage ;
Les aiguilles améliorent l’ouvraison du coton, en produisant des flocons plus petits et mieux adaptés au cardage, ce qui permet de diminuer la fréquence d’aiguisage des garnitures des cardes ;
LA PREPARATION EN FILATURE DE COTON
22
Il contribue à la production d’un fil plus solide et plus élastique, car les volants ordinaires provoquent toujours la rupture d’une certaine quantité de fibres ou en diminue considérablement l’élasticité.
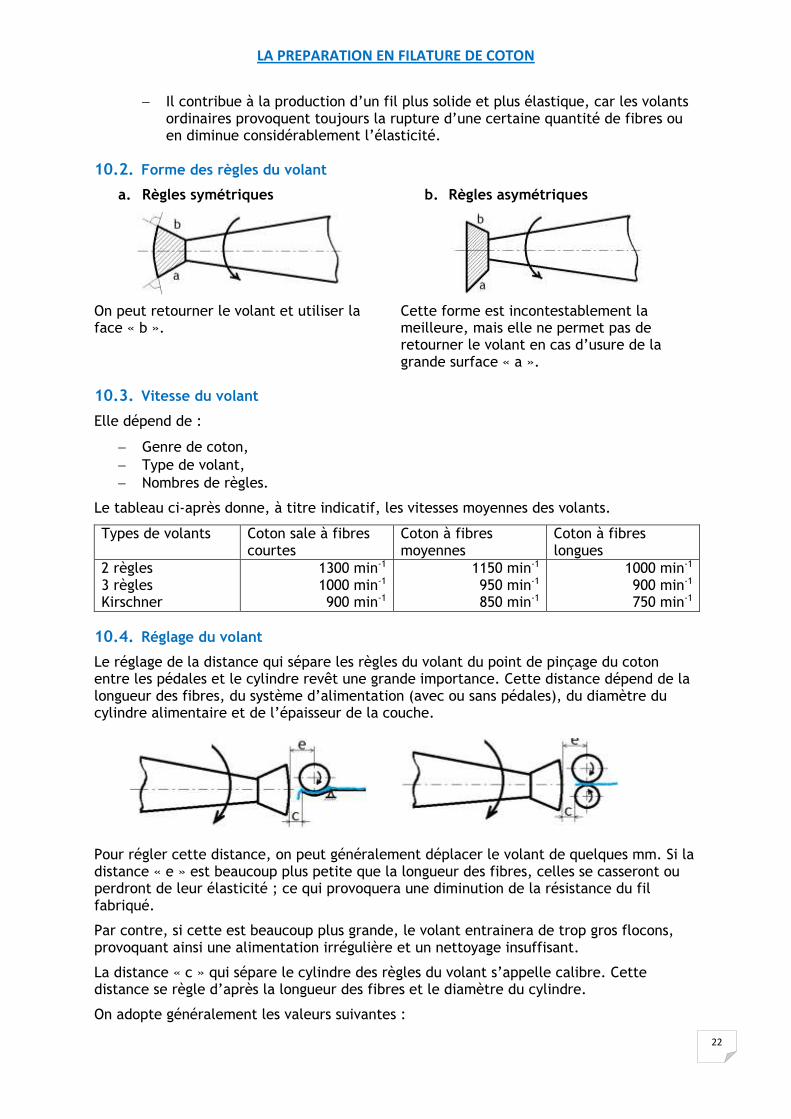
10.2. Forme des règles du volant
a. Règles symétriques b. Règles asymétriques
On peut retourner le volant et utiliser la face « b ».
Cette forme est incontestablement la meilleure, mais elle ne permet pas de retourner le volant en cas d’usure de la grande surface « a ».
10.3. Vitesse du volant
Elle dépend de :
Genre de coton,
Type de volant,
Nombres de règles.
Le tableau ci-après donne, à titre indicatif, les vitesses moyennes des volants.
Types de volants Coton sale à fibres courtes
Coton à fibres moyennes
Coton à fibres longues
2 règles 1300 min-1 1150 min-1 1000 min-1 3 règles 1000 min-1 950 min-1 900 min-1 Kirschner 900 min-1 850 min-1 750 min-1
10.4. Réglage du volant
Le réglage de la distance qui sépare les règles du volant du point de pinçage du coton entre les pédales et le cylindre revêt une grande importance. Cette distance dépend de la longueur des fibres, du système d’alimentation (avec ou sans pédales), du diamètre du cylindre alimentaire et de l’épaisseur de la couche.
Pour régler cette distance, on peut généralement déplacer le volant de quelques mm. Si la distance « e » est beaucoup plus petite que la longueur des fibres, celles se casseront ou perdront de leur élasticité ; ce qui provoquera une diminution de la résistance du fil fabriqué.
Par contre, si cette est beaucoup plus grande, le volant entrainera de trop gros flocons, provoquant ainsi une alimentation irrégulière et un nettoyage insuffisant.
La distance « c » qui sépare le cylindre des règles du volant s’appelle calibre. Cette distance se règle d’après la longueur des fibres et le diamètre du cylindre.
On adopte généralement les valeurs suivantes :
LA PREPARATION EN FILATURE DE COTON
23
Fibres courtes, calibre c=4÷6 mm,
Fibres moyennes, calibre c=7÷9 mm,
Fibres longues, calibre c=9÷11 mm.
10.5. Analyse de la construction et du fonctionnement de quelques types de batteurs (pour aérofeed)
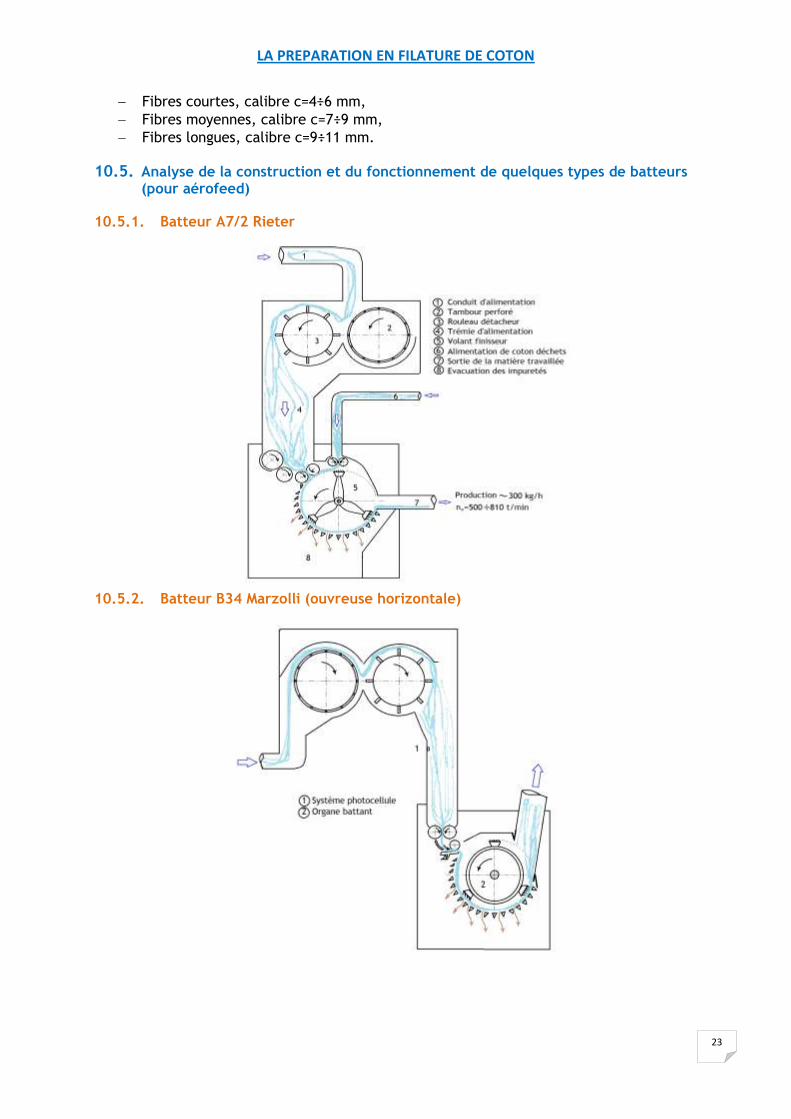
10.5.1. Batteur A7/2 Rieter
10.5.2. Batteur B34 Marzolli (ouvreuse horizontale)
LA PREPARATION EN FILATURE DE COTON
24
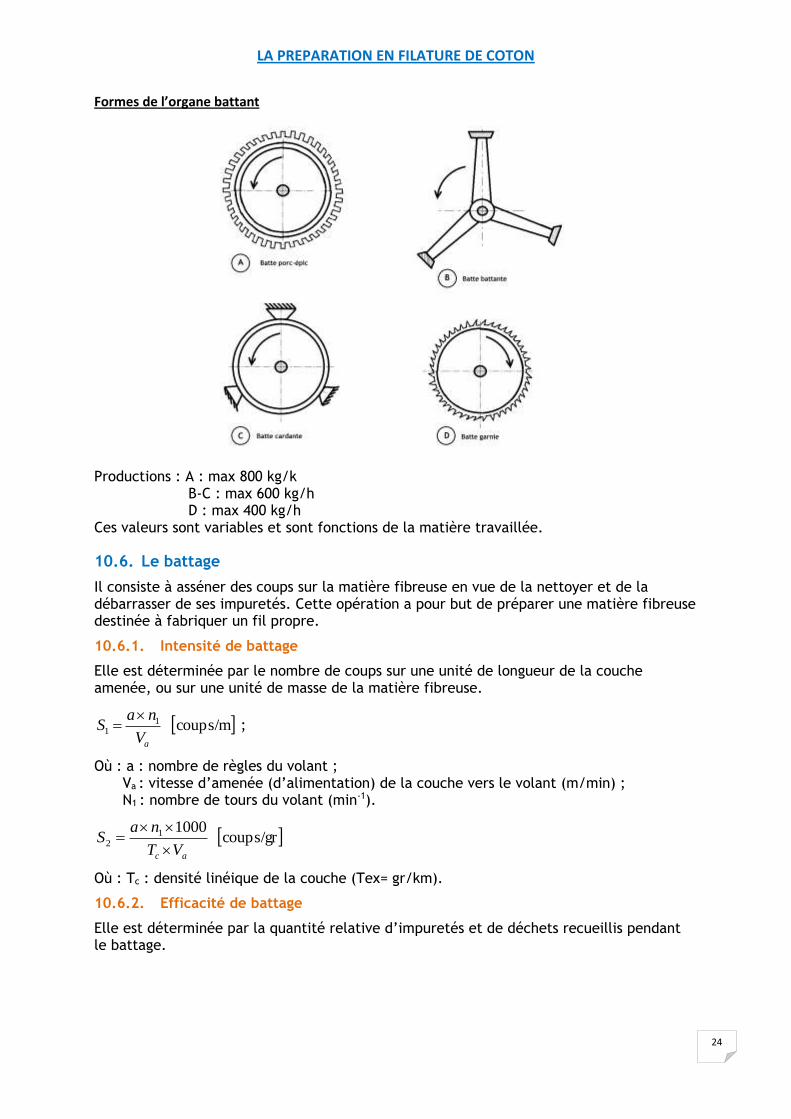
Formes de l’organe battant
Productions : A : max 800 kg/k B-C : max 600 kg/h D : max 400 kg/h Ces valeurs sont variables et sont fonctions de la matière travaillée.
10.6. Le battage
Il consiste à asséner des coups sur la matière fibreuse en vue de la nettoyer et de la débarrasser de ses impuretés. Cette opération a pour but de préparer une matière fibreuse destinée à fabriquer un fil propre.
10.6.1. Intensité de battage
Elle est déterminée par le nombre de coups sur une unité de longueur de la couche amenée, ou sur une unité de masse de la matière fibreuse.
coups/m 11
aV
naS
;
Où : a : nombre de règles du volant ; Va : vitesse d’amenée (d’alimentation) de la couche vers le volant (m/min) ; N1 : nombre de tours du volant (min-1).
coups/gr 10001
2
ac VT
naS
Où : Tc : densité linéique de la couche (Tex= gr/km).
10.6.2. Efficacité de battage
Elle est déterminée par la quantité relative d’impuretés et de déchets recueillis pendant le battage.
LA PREPARATION EN FILATURE DE COTON
25
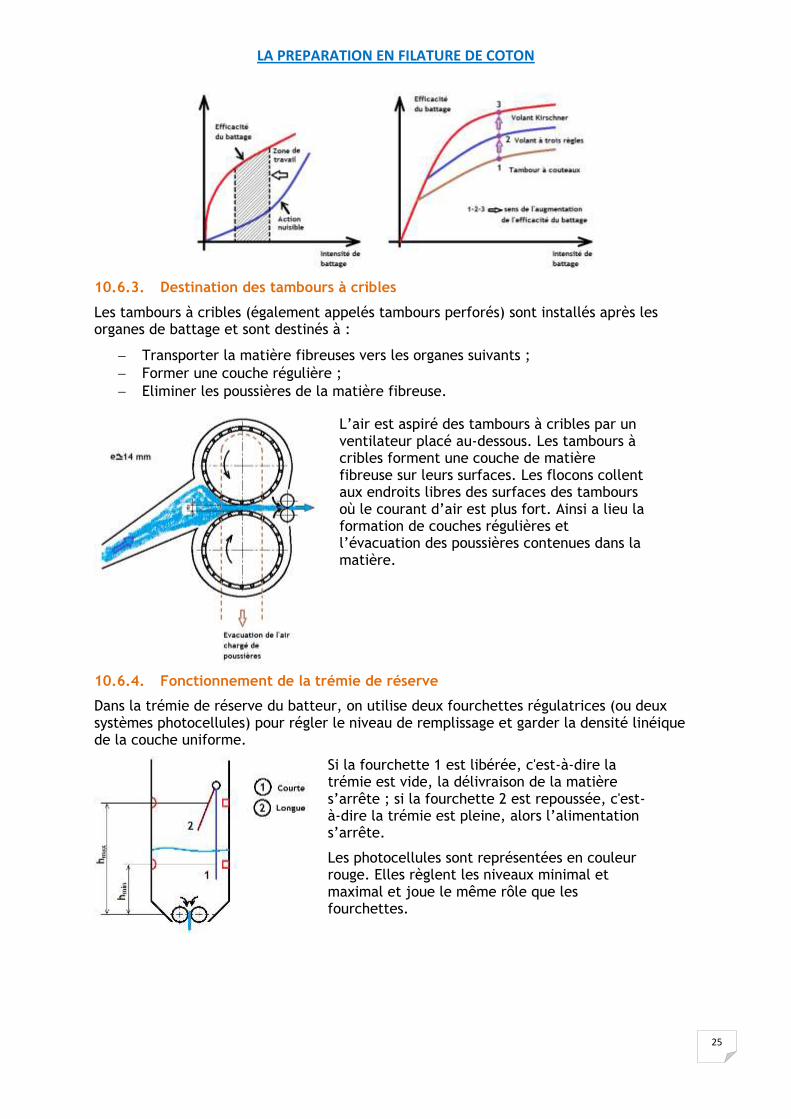
10.6.3. Destination des tambours à cribles
Les tambours à cribles (également appelés tambours perforés) sont installés après les organes de battage et sont destinés à :
Transporter la matière fibreuses vers les organes suivants ;
Former une couche régulière ;
Eliminer les poussières de la matière fibreuse.
L’air est aspiré des tambours à cribles par un ventilateur placé au-dessous. Les tambours à cribles forment une couche de matière fibreuse sur leurs surfaces. Les flocons collent aux endroits libres des surfaces des tambours où le courant d’air est plus fort. Ainsi a lieu la formation de couches régulières et l’évacuation des poussières contenues dans la matière.
10.6.4. Fonctionnement de la trémie de réserve
Dans la trémie de réserve du batteur, on utilise deux fourchettes régulatrices (ou deux systèmes photocellules) pour régler le niveau de remplissage et garder la densité linéique de la couche uniforme.
Si la fourchette 1 est libérée, c'est-à-dire la trémie est vide, la délivraison de la matière s’arrête ; si la fourchette 2 est repoussée, c'est-à-dire la trémie est pleine, alors l’alimentation s’arrête.
Les photocellules sont représentées en couleur rouge. Elles règlent les niveaux minimal et maximal et joue le même rôle que les fourchettes.
LA PREPARATION EN FILATURE DE COTON
26
10.7. Régulateur à pédales
10.7.1. But
Pour obtenir une nappe de coton aussi régulière que possible, le batteur est équipé d’un régulateur à pédales. Ce mécanisme permet d’alimenter le volant finisseur en couches de coton régulières par changement automatique de la vitesse du cylindre à pédales ncp ; suivant l’épaisseur de la couche de fibres qui passe entre le cylindre et les pédales, la quantité de matière fibreuse est constante pour un laps de temps bien déterminé.
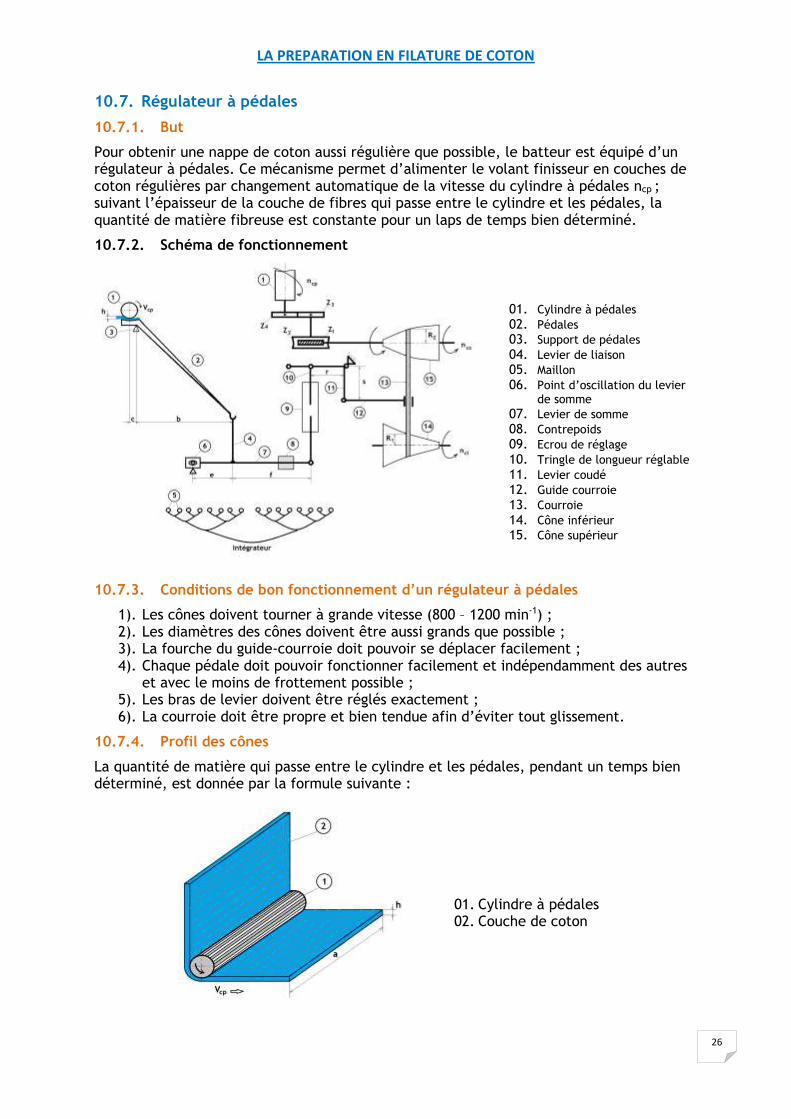
10.7.2. Schéma de fonctionnement
01. Cylindre à pédales
02. Pédales
03. Support de pédales
04. Levier de liaison
05. Maillon
06. Point d’oscillation du levier de somme
07. Levier de somme
08. Contrepoids
09. Ecrou de réglage
10. Tringle de longueur réglable
11. Levier coudé
12. Guide courroie
13. Courroie
14. Cône inférieur
15. Cône supérieur
10.7.3. Conditions de bon fonctionnement d’un régulateur à pédales
1). Les cônes doivent tourner à grande vitesse (800 – 1200 min-1) ; 2). Les diamètres des cônes doivent être aussi grands que possible ; 3). La fourche du guide-courroie doit pouvoir se déplacer facilement ; 4). Chaque pédale doit pouvoir fonctionner facilement et indépendamment des autres
et avec le moins de frottement possible ; 5). Les bras de levier doivent être réglés exactement ; 6). La courroie doit être propre et bien tendue afin d’éviter tout glissement.
10.7.4. Profil des cônes
La quantité de matière qui passe entre le cylindre et les pédales, pendant un temps bien déterminé, est donnée par la formule suivante :
01. Cylindre à pédales 02. Couche de coton

LA PREPARATION EN FILATURE DE COTON
27
kg/h cpVhaG (01);
Où : a : largeur de la couche (mm) ; h : épaisseur de la couche (mm) ; Vcp : vitesse circonférentielle du cylindre à pédales (m/min) ; γ: densité du coton sous le cylindre à pédales (kg/mm3).
Le but du régulateur à pédales est d’avoir :
const. cpVhaG (02) ;
Pour une machine donnée a=const. et si nous prenons également γ=const., alors la relation (02) devient :
const.
cpVha
G
ou bien const. cpVh
Soit 0C cpVh d’où :
hVcp
0C (03).
C’est à dire que la vitesse du cylindre à pédales est inversement proportionnelle à l’épaisseur « h » de la couche.
D’autres parts : cpcpcp ndV
Où : dcp : diamètre du cylindre à pédales (mm) ; ncp : nombre de tours du cylindre à pédales (min-1). D’après le schéma de commande du régulateur à pédales, nous avons :
cpcscicp iR
Rnn
2
1 (04) ;
Où : 4
3
2
1
Z
Z
Z
Zi cpcs : rapport de transmission du cône supérieur au cylindre à pédales.
En plus, nous savons que la courroie se déplace sur une valeur constante, c'est-à-dire que R1+R2=C1, quelle que soit sa position sur les cônes, donc :
hind
Ci
R
Rnd
h
CV
cpcscicp
cpcscicpcp
0
2
1
2
10
R
R
R2=C1-R1 d’où :
hind
C
RC
R
R
R
cpcscicp
0
11
1
2
1
(05) ;
Toutes les valeurs dcp, nci, et ics-cp sont des constantes, d’où :
h
C
RC
R 2
11
1
(06) ;
Où : cpcscicp ind
CC
02 .
Si la couche de coton qui se trouve sous le cylindre à pédales est d’épaisseur normale « h0 », la courroie se trouverait au milieu des cônes, ou à la distance « X0 » de l’origine des axes de coordonnées.

LA PREPARATION EN FILATURE DE COTON
28
L’axe des abscisses de ces axes de coordonnées coïncide avec l’axe du cône inférieur (menant). Lorsque l’épaisseur de la couche change de « h0 à h », les becs des pédales sont déplacés à la distance Іh-h0І et au moyen du système de leviers, la courroie se déplace de la valeur Іx-x0І.
Le rapport du déplacement de la courroie sur celui des becs des pédales s’appelle « rapport de transmission du système de leviers ou du régulateur à pédales ».
0
0
1hh
xxi
=const. Pour un régulateur donné et pour un réglage donné.
h
x
hh
xxi
0
0
1 (07) ;
Pour le batteur T16, lorsque Іh-h0І=h= 1 mm, Іx-x0І=x= 85 mm.
A partir de la formule (06), on peut écrire que :
hRCR-CC R-CC 121211112
11
12
hRRC
R
h
C
Et 212112121 ChR h RCRCC CC ; soit :
2
211
Ch
CCR
(08).
La formule (07) donne : 0
1
0
1
00 h h
i
xx
i
xxhh
. Remplaçons h par sa valeur dans
la formule (08), d’où :
)(..
...
00121
211
0
1
02
211
xxhiCi
CCi
hi
xxC
CCR
; Finalement :
)(
..
0102
2111
xxihC
CCiR
(09).
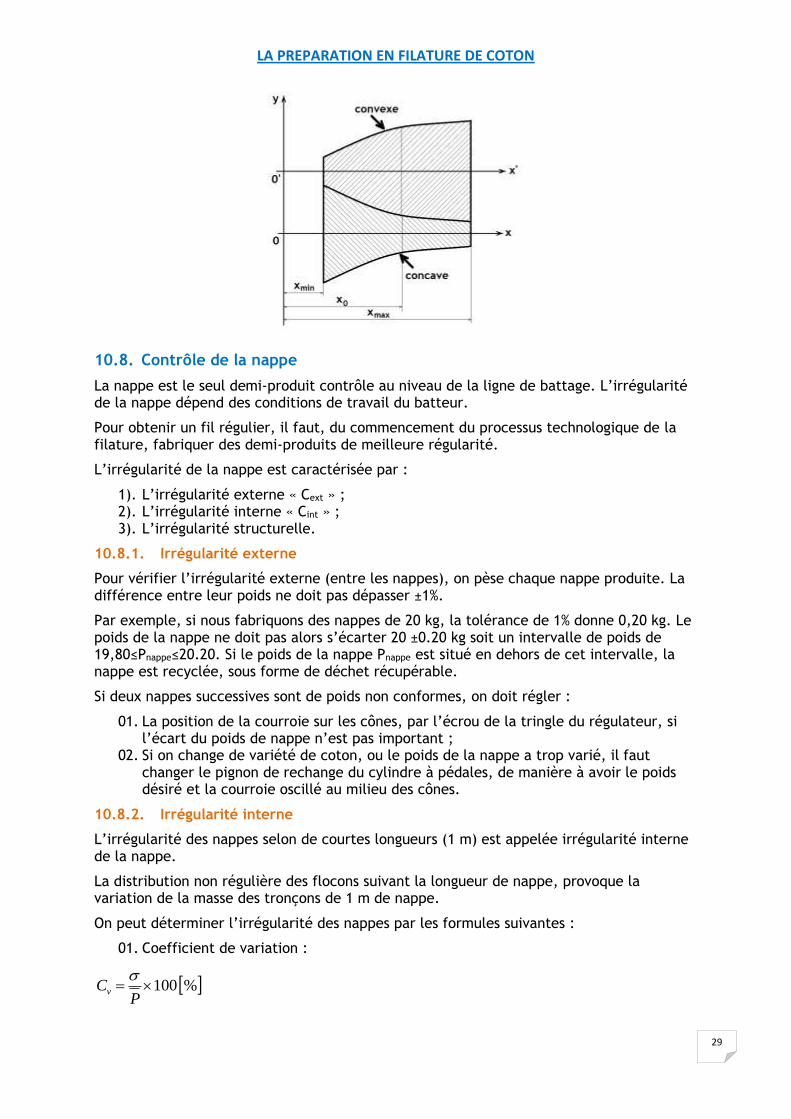
En désignant les valeurs constantes i1, C1, et C2 par C3=i1C1C2 et en choisissant la valeur de x0 de sorte que x0= (C2+h0)i1, nous obtiendront la formule générale qui détermine le profil des cônes :
x
CR 3
1 (10).
Le graphique de cette formule est une hyperbole dont les asymptotes sont les axes des coordonnées.
LA PREPARATION EN FILATURE DE COTON
29
10.8. Contrôle de la nappe
La nappe est le seul demi-produit contrôle au niveau de la ligne de battage. L’irrégularité de la nappe dépend des conditions de travail du batteur.
Pour obtenir un fil régulier, il faut, du commencement du processus technologique de la filature, fabriquer des demi-produits de meilleure régularité.
L’irrégularité de la nappe est caractérisée par :
1). L’irrégularité externe « Cext » ; 2). L’irrégularité interne « Cint » ; 3). L’irrégularité structurelle.
10.8.1. Irrégularité externe
Pour vérifier l’irrégularité externe (entre les nappes), on pèse chaque nappe produite. La différence entre leur poids ne doit pas dépasser ±1%.
Par exemple, si nous fabriquons des nappes de 20 kg, la tolérance de 1% donne 0,20 kg. Le poids de la nappe ne doit pas alors s’écarter 20 ±0.20 kg soit un intervalle de poids de 19,80≤Pnappe≤20.20. Si le poids de la nappe Pnappe est situé en dehors de cet intervalle, la nappe est recyclée, sous forme de déchet récupérable.
Si deux nappes successives sont de poids non conformes, on doit régler :
01. La position de la courroie sur les cônes, par l’écrou de la tringle du régulateur, si l’écart du poids de nappe n’est pas important ;
02. Si on change de variété de coton, ou le poids de la nappe a trop varié, il faut changer le pignon de rechange du cylindre à pédales, de manière à avoir le poids désiré et la courroie oscillé au milieu des cônes.
10.8.2. Irrégularité interne
L’irrégularité des nappes selon de courtes longueurs (1 m) est appelée irrégularité interne de la nappe.
La distribution non régulière des flocons suivant la longueur de nappe, provoque la variation de la masse des tronçons de 1 m de nappe.
On peut déterminer l’irrégularité des nappes par les formules suivantes :
01. Coefficient de variation :
% 100P
Cv

LA PREPARATION EN FILATURE DE COTON
30
A titre indicatif, la norme donne :
Ière sorte : P=±1,2% et moins ;
IIème sorte : P=±1,5% et moins.
02. Irrégularité linéaire
% 100
P
PPH
i
Ière sorte : P=±1,0% et moins ;
IIème sorte : P=±1,2% et moins.
L’irrégularité globale de la nappe est donnée par la racine carrée de somme quadratique des irrégularités interne Cint et externe Cext :
22
int extg CCC .
10.8.3. Irrégularité structurelle
Elle est caractérisée par les défauts de structure de la nappe (nepps, endroits gros et fins, déchets, …).
10.9. Production du batteur
On appelle production, la quantité de matière délivrée en une unité de temps. Elle est mesurée en poids ou en longueur.
La longueur de la nappe délivrée en une minute est « πdn » :
Où : d- diamètre du rouleau enrouleur (mm) ; n- nombre de tours du rouleau enrouleur pour 1 minute (t/min).
et en une heure, la longueur délivrée, en km, sera :
km/h 10
606
dnL
.
Soit T l’épaisseur de la nappe en Tex, g/km L
mT , la production en kg/h sera :
10.9.1. Production théorique
kg/h 10
60
1000 9
TdnLTPt
; dans le système métrique T=1000/N, d’où :
kg/h 10
606 N
dnPt
.
10.9.2. Production planifiée
La production planifiée d’une machine est égale à la production théorique multipliée par le coefficient de temps utile Ctu. Le coefficient de temps utile dépend des arrêts technologiques de la machine (arrêt de la machine pour nettoyage, pour alimentation, rupture d’alimentation, changement d’équipe, changement de matière, …).
kg/h tutpl CPP
LA PREPARATION EN FILATURE DE COTON
31
10.9.3. Production calculée ou réelle
La production calculée d’une machine est égale à la production planifiée multipliée par le coefficient d’équipement fonctionnel Cef. Le coefficient d’équipement fonctionnel dépend des arrêts mécaniques de la machine (arrêt de la machine pour entretien, pour réglage, changement de pignon, panne mécanique, électrique, …).
kg/h efplcal CPP .
On peut également la calculer à partir de la production théorique, en utilisant le coefficient d’utilisation machine Cum=CtuxCef :
kg/h umtcal CPP
Exemple : n=10,46 min-1 (nombre de tours du rouleau enrouleur); d=230 mm (diamètre du rouleau enrouleur) ; T=400 kTex (titre en Tex de la nappe) ; Ctu=0,92.
kg/h 9,16610
0,9260000 40046,102309
plP .
Sion connait le poids le poids de la nappe, on peut déterminer sa longueur. En effet :
1000T
mLnappe ; puisque T= 400 kTex et si Pnappe= 15,6 Kg, alors la longueur de la nappe
sera égale à :
m 39100400
6,15nappeL . Le temps de fabrication d’une nappe est déterminé comme
suit :
min 16,546,10230,0
3939
dnV
Lt
re
nappe.
10.10. Arrêt automatique de la ligne de battage
L’arrêt automatique assure :
01. L’alimentation constante et régulière de toutes les machines de la ligne ; 02. Le nombre d’arrêts minimal de l’alimentation des machines pendant la fabrication
d’une nappe ; 03. La régularité suffisante des nappes ; 04. Le fonctionnement sans pannes de la ligne ;
L’arrêt électrique est composé :
01. Le signal d’appel (mise en marche de toute la ligne de battage) ; 02. Le blocage de la mise en marche (l’ordre de mise en marche est opposé à celui de
l’installation de l’équipement) ; 03. Arrêt de remplissage des trémies des machines (chaque machine a une production
de 7 ÷ 10 % supérieure à la suivante) ; 04. L’arrêt des machines en cas de panne ; 05. La possibilité de mettre en marche chaque à partir d’un bouton spécial.
LA PREPARATION EN FILATURE DE COTON
32
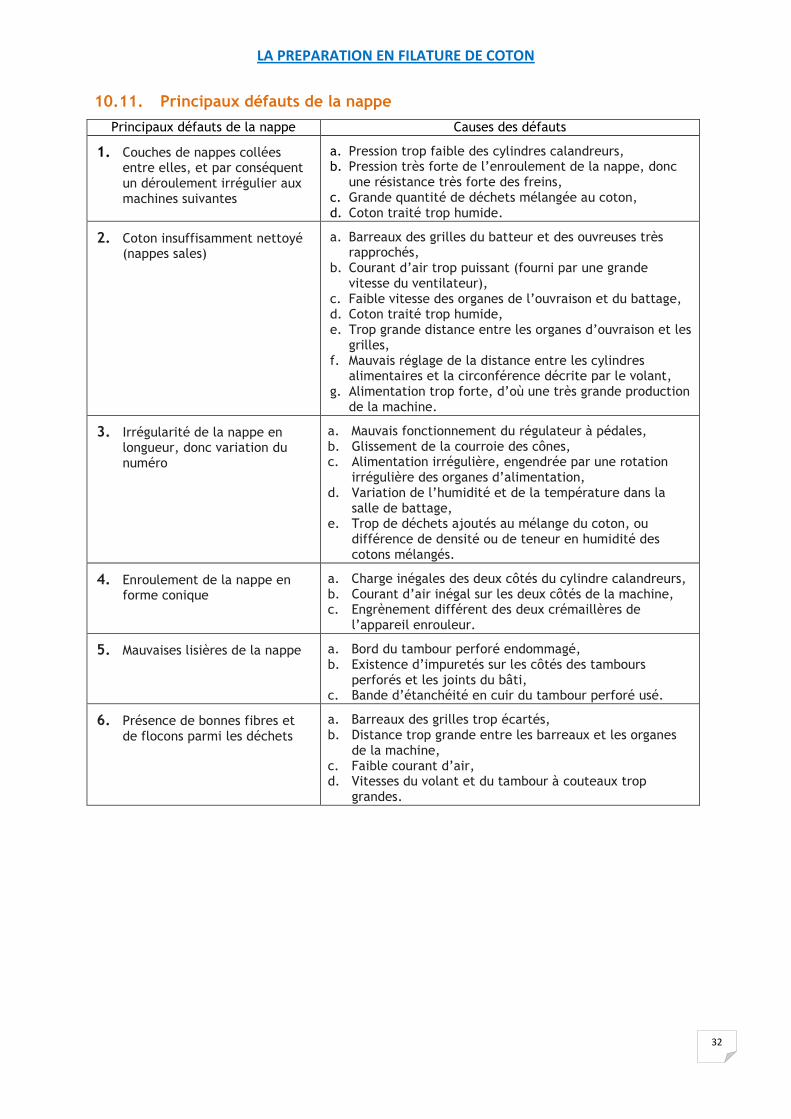
10.11. Principaux défauts de la nappe
Principaux défauts de la nappe Causes des défauts
1. Couches de nappes collées entre elles, et par conséquent un déroulement irrégulier aux machines suivantes
a. Pression trop faible des cylindres calandreurs, b. Pression très forte de l’enroulement de la nappe, donc
une résistance très forte des freins, c. Grande quantité de déchets mélangée au coton, d. Coton traité trop humide.
2. Coton insuffisamment nettoyé (nappes sales)
a. Barreaux des grilles du batteur et des ouvreuses très rapprochés,
b. Courant d’air trop puissant (fourni par une grande vitesse du ventilateur),
c. Faible vitesse des organes de l’ouvraison et du battage, d. Coton traité trop humide, e. Trop grande distance entre les organes d’ouvraison et les
grilles, f. Mauvais réglage de la distance entre les cylindres
alimentaires et la circonférence décrite par le volant, g. Alimentation trop forte, d’où une très grande production
de la machine.
3. Irrégularité de la nappe en longueur, donc variation du numéro
a. Mauvais fonctionnement du régulateur à pédales, b. Glissement de la courroie des cônes, c. Alimentation irrégulière, engendrée par une rotation
irrégulière des organes d’alimentation, d. Variation de l’humidité et de la température dans la
salle de battage, e. Trop de déchets ajoutés au mélange du coton, ou
différence de densité ou de teneur en humidité des cotons mélangés.
4. Enroulement de la nappe en forme conique
a. Charge inégales des deux côtés du cylindre calandreurs, b. Courant d’air inégal sur les deux côtés de la machine, c. Engrènement différent des deux crémaillères de
l’appareil enrouleur.
5. Mauvaises lisières de la nappe a. Bord du tambour perforé endommagé, b. Existence d’impuretés sur les côtés des tambours
perforés et les joints du bâti, c. Bande d’étanchéité en cuir du tambour perforé usé.
6. Présence de bonnes fibres et de flocons parmi les déchets
a. Barreaux des grilles trop écartés, b. Distance trop grande entre les barreaux et les organes
de la machine, c. Faible courant d’air, d. Vitesses du volant et du tambour à couteaux trop
grandes.