Embed Size (px)
Citation preview

B047FBarres d’alésage résistantes aux vibrations
DIMPLE BARREExtension de
la série de
plaquettes
à revêtement
"MIRACLE".
Extension de la série de plaquettes VP15TF à revêtement MIRACLE.
La tête légère et hautement rigide empêche les vibrations en vue d’un meilleur état de surface.
Il existe trois longueurs différentes de barres d’alésage à corps carbure.Grand choix de plaquettes.
1
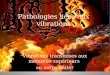
49.7g 15.8ms
70.1g 20ms28.3µm34µm
Trou d’arrosage central
Caractéristiques
Corps carbure
Barres d’alésage résistantes aux vibrations
En allégeant le poids de la tête, réduction des vibrations.
Note: Les données ci-dessus ont été obtenues avec un porte-outil de type FSCLP1816R-09S, et dans les conditions suivantes; l/d=5, Profondeur de coupe =0,5mm, Avance=0,05mm/tour.
Dimple barre
Barre d'alésage conventionnelle
Effortaxial
Effortrésultant
Résistance à la déflection Résistance aux vibrations
Il existe des barres courtes.Il n’est pas nécessaire de couper le corps carbure.
Une simulation par ordinateur a permis de concevoir une tête légère et hautement rigide pour réduire les vibrations et améliorer les propriétés d’amortissement des vibrations.
Existe en tailles inférieures aux tailles ISO standard.
Evacuation des copeaux améliorée grâce aux 2 canaux d'arrosage.
La tête spéciale allégée réduit les vibrations.
Le corps en acier possède une échelle graduée gravée au laser pour faciliter l’installation.
La conception de la dimple barre équilibre l’effort résultant et l’effort axial, et elle réduit la déflexion de 17%.
Un arrosage stable jusqu'au point de coupe est possible même lors d’un alésage en profondeur.
Sélection de la longueur de barre la plus appropriée en fonction de l’application.
Les numéros de commande qui comprennent "2/3" ou "1/2" indiquent les deux-tiers ou la moitié de la longueur normale, respectivement.
Barres d’alésage DéflectionDimple barre
Barre d'alésage conventionnelle
Poids de la tête Durée de vibration
Poids de la tête Durée de vibration
La dimple barre à corps carbure est dotée de l'arrosage central.
Trois longueurs différentes de barres d’alésage (série à queue courte)
DIMPLE BARRE
2
Brise-copeaux MV SV caractéristiques
Caractéristiques des nuances
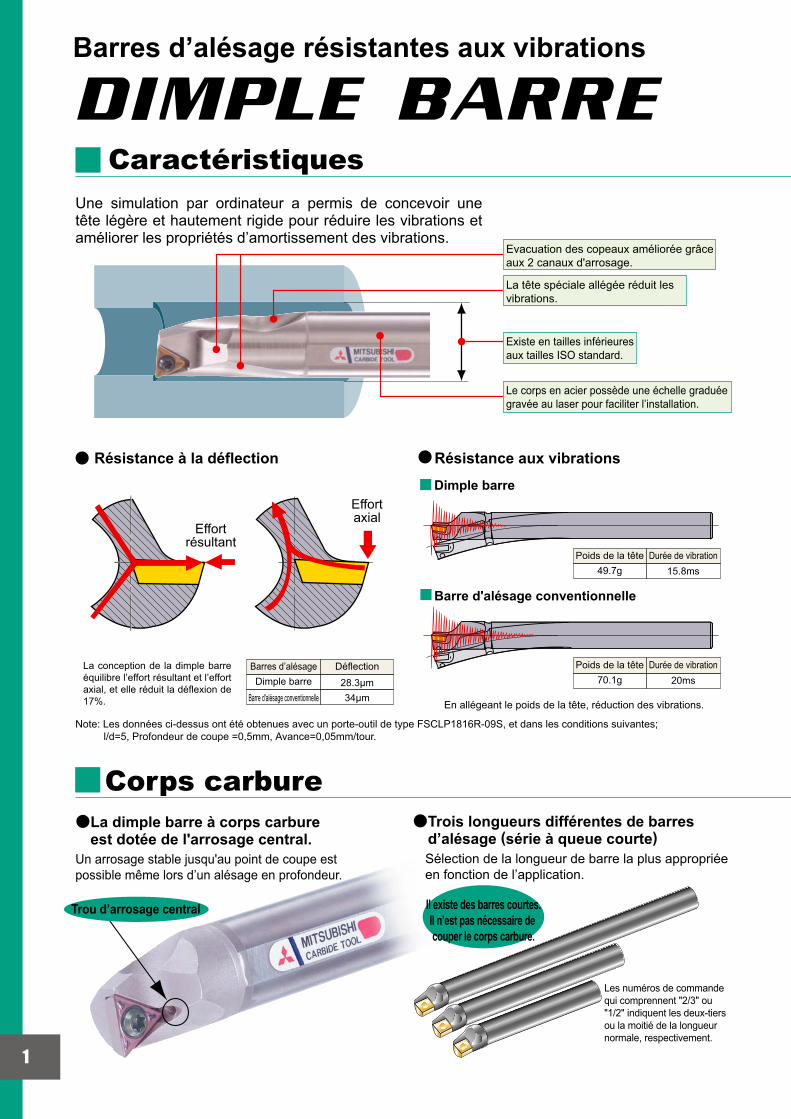
Brise-copeaux moulés de conception nouvelle pour dimple barres. Contrôle stable des copeaux et excellentes performances de coupe pour un vaste domaine d’applications.
Un renfort périphérique "péninsulaire" s’associe à un brise-copeaux avec paroi à deux étages pour garantir le contrôle des copeaux même à des profondeurs de coupe de 1 mm ou moins.
Des points sphériques s’unissent à une paroi de brise-copeaux à deux étages pour assurer un contrôle stable des copeaux à des profondeurs de coupe comprises entre 0,8 mm et 2 mm.
Grand angle de dépouille pour d’excellentes performances de coupe et une plus longue durée de vie des outils.
L’angle de dépouille garantit d’excellentes performances de coupe qui évitent les vibrations et assurent un excellent état de surface.
Brise-copeaux MV pour ébauche moyenne Brise-copeaux SV pour semi-finition
Renfort périphérique péninsulaire
Seconde paroi de brise-copeaux
Première paroi de brise-copeaux
Renfort périphérique positif et grand angle de dépouille
Point sphérique
Seconde paroi de brise-copeaux
Première paroi de brise-copeaux
Poche optimale
Amélioration substantielle de la résistance thermique et de la force d’adhérence par rapport aux revêtements classiques, dans l’optique d’une plus longue durée de vie des outils.
La résistance est supérieure à celle des nuances cermet existantes en vue d’une grande stabilité d’usinage.
NX4545substrat cermet
extrêmement résistant
(Al, Ti)N Revêtement "MIRACLE "
NX4545 substrat cermet hautement résistantCarbure micro-grain avec bon équilibre d’usure et résistance à la fracture.
TF15 substrat carbure micro-grain
Amélioration substantielle de la résistance thermique et de la force d’adhérence par rapport aux revêtements classiques, dans l’optique d’une plus longue durée de vie des outils.
(Al, Ti)N Revêtement "MIRACLE "
Revêtement "MIRACLE"(Al,Ti)N
Revêtement "MIRACLE"(Al,Ti)N
TF15à substrat carbure
VP45N nuance cermet à revêtement MIRACLENuance VP15TF à revêtement MIRACLE
Une fine couche de revêtement avec force d’adhérence élevée est moins susceptible de s’écailler que les autres nuances pour l’usinage de l’acier.
Fine couche de revêtement de TiCN fibreux + Micrograin Al2O3
Le substrat carbure possède un noyau dur et une couche de surface plus résistante que les nuances existantes. Ceci réduit la déformation plastique et l’écaillage de l’arête de coupe lors d’un usinage à haute vitesse.
Substrat carbure avec couche de surface résistante
La protection de la petite arête donne de meilleures performances de coupe que les autres nuances, puisqu’elle permet de supprimer la soudure de l’arête de coupe.
Petite arête chanfreinéeLe substrat est doté d’un noyau dur combiné à une couche de surface extrêmement résistante.
Une structure laminée très lisse et stable d’un composé de titane spécial garantit une haute résistance à la fracture et à l’écaillage.
Technologie "Even Coating"
Les couches externes sont faites d’un composé Ti laminé recouvrant une couche lisse d’oxyde d’aluminium (Al2O3). Cela assure la résistance thermique nécessaire à un usinage à grande vitesse.La couche interne est faite en titane cristallin fibreux, ce qui assure un bon équilibre d’usure et une bonne résistance à la fracture.
Structure à revêtement à trois couches
TiN
TiCN fibreux
Micro grain Al2O3
Composé de titane laminé
Micro grain Al2O3
TiCN fibreuxSubstrat carbure avec couche de surface hautement résistante
Substrat carbure avec couche de surface hautement résistante
Substrats carbures spéciaux
Nuance à revêtement CVD US7020Nuance à revêtement CVD UE6020

3
DIMPLE BAR
0
0.05
0.10
0.15
0.20
15 30 VP45N 0
0.05
0.10
0.15
0.20
10 20 30UE6020
VP15TF
US7020
0
0.05
0.10
0.15
0.20
0.25
0.30
5 10 15 20
VP45N
VP15TF
UE6020
US7020
Performances de coupe
Performances de coupe de VP15TF VP45N UE6020 US7020
DIMPLE BARREVitessede coupe
État de surface excellent État de surface insuffisant
État de surface excellent Surface révélant des traces de vibration
Barre d'alésage de compétiteurs(utilisant une nuance cermet)
Longueuralésage
Dia.de queue
=5
Longueuralésage
Dia.de queue
=4
l/dConditions de coupe Matière : ISO 42CrMo4 (185HB) Profondeur de passe : 0.5mm Avance : 0.1mm/tour ArrosageDIMPLE BARRE Référence : FSCLP1816R-09S Plaquette : CPMH090304-MV Nuance : NX2525
Conditions de coupe Matière : ISO 42CrMo4 (185HB) Vitesse de coupe: 80m/min Profondeur de passe : 0.5mm Avance : 0.1mm/tour Porte-à-faux : 96mm (l/d=8) ArrosageDIMPLE BARRE Référence : FSTUP1412R-09E Plaquette : TPMH090204-MV Nuance : NX2525
Barre d’alésage carburede la concurrence
Corps carbure
État de surface excellent
Surface révélant des traces de vibration
Barres d’alésage résistantes aux vibrations
VP15F affiche une excellente résistance à la fracture.
VP45N, Excellente résistance à l’usure lors de l’usinage d’aciers doux.
UE6020, excellente résistance à l’usure pour l’usinage de l’acier général.
US7020, idéal pour l’usinage d’acier inoxydable.
Usu
re e
n dé
poui
lle ( m
m)
Temps de coupe (min)
Cermet revêtu P20 de la concurrence
Référence : FSCLP1816L-09S Matière : JIS SCM440Plaquette : CPMH090304-MV AlésageVitesse de coupe : 160m/min Porte-à-faux : 64mm (l/d=4)Avance : 0.1mm/tour ArrosageProfondeur de passe : 1mm
Référence : FSCLP2220L-09E Matière : JIS SCM440Plaquette : CPMH090304-MV AlésageVitesse de coupe : 180m/min Porte-à-faux : 48mm (l/d=3)Avance : 0.15mm/tour ArrosageProfondeur de passe : 1.0mm
Usu
re e
n dé
poui
lle ( m
m)
Temps de coupe (min)
Revêtement P20 de la concurrence
Avance (mm/tour)
Revêtement P20de la concurrenceCermet revêtu P20de la concurrenceRéférence : FSCLP1816R-09E Matière : ISO 42CrMo4Plaquette : CPMH090304-MV Dressage interrompuVitesse de coupe : 120m/min Porte-à-faux : 48mm (l/d=3)Avance : Var mm/tour ArrosageProfondeur de passe : 1.0mm
Usu
re e
n dé
poui
lle ( m
m)
Temps de coupe (min)Référence : FSCLP1816L-09E Matière : 304 InoxPlaquette : CPMH090304-MV AlésageVitesse de coupe : 160m/min Porte-à-faux : 48mm (l/d=3)Avance : 0.15mm/tour ArrosageProfondeur de passe : 0.1mm
Revêtement P20, concurrent B
Revêtement P20, concurrent A
Corps acier
Corps carbure
DIMPLE BARRE
FractureBon
4
0 0.1 0.2 0.3
0.5
1.0
1.5
2.0
2.5
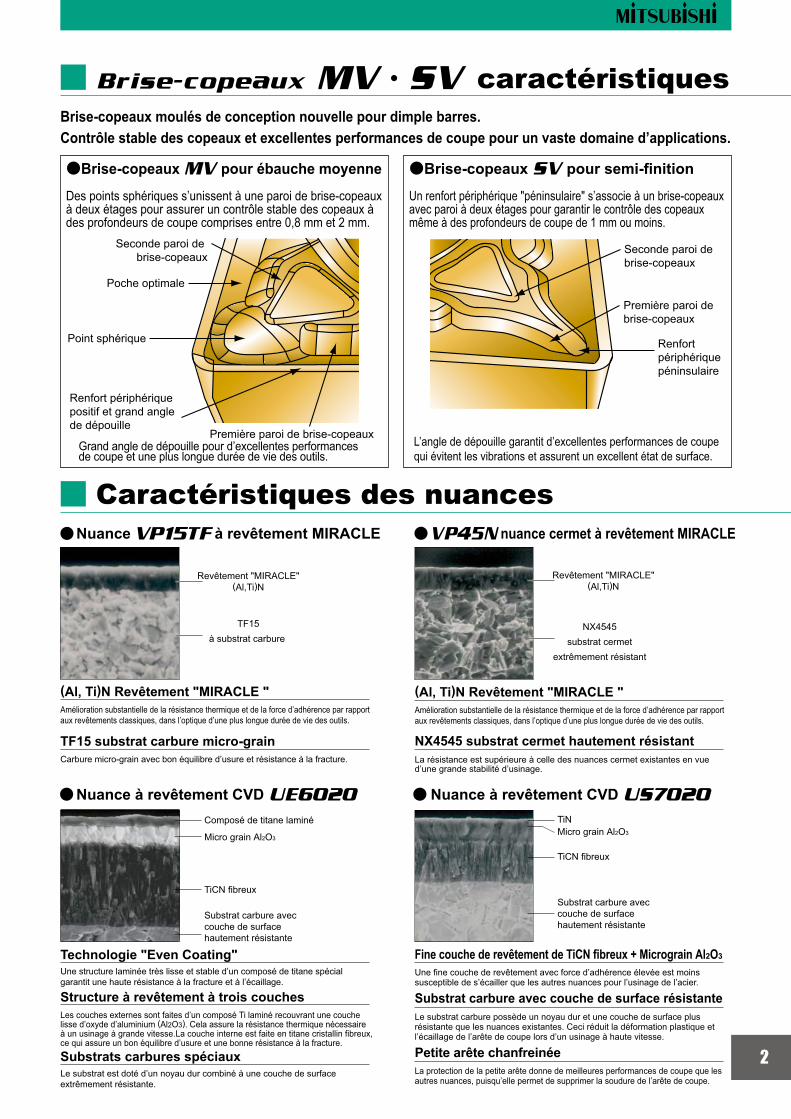
MV
SV
0 0.05 0.1 0.15 0.2 0.25
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
F, FS
180HB
180 - 280HB
180 - 280HB
P
M
K
HN
Usage recommandé des brise-copeaux
Conditions de coupe recommandées
Utilisation recommandée du porte-outilArrosageinterne
Faces incurvéesFaces profondesCopieRésistance
d’arête de coupeEconomiqueMatière corpsAngle d'attaquePorte-outilPageType deplaquette
Acier
Carbure
Acier
Carbure
Acier
Carbure
Acier
Carbure
Acier
Carbure
Acier
Acier
Acier
Rhombique 80°
Triangulaire
Rhombique 55°
Trigone
Rhombique 35°
Avance (mm/tour)
Pro
fond
eur d
e pa
sse
( mm
)
(Ebauche moyenne)
(Ebauche)
Zone de coupe recommandée
Plaquette de classe M
Conditions de coupePlaquette : CPMH090304L-F Matière : ISO 42CrMo4Vitesse de coupe : 150m/min Avec arrosage
Conditions de coupePlaquette : CPMH090304-MV, SV Matière : DIN 20Cr4Vitesse de coupe : 150m/min Avec arrosage
Zone de coupe recommandée
Plaquette de classe G
(Finition)
Avance (mm/tour)
Pro
fond
eur d
e pa
sse
( mm
)
NuanceBrise-copeauxMatière Opération Avance
(mm/tour)Prof. de passe
(mm)Avance
(mm/tour)
Vitesse de coupe(m/min) Prof. de passe
(mm)
L/D=4 - 5 (Corps acier), L/D=7 - 8 (Corps carbure)L/D 3 (Corps acier), L/D 6 (Corps carbure)
Acier CarboneAcier allié.
Inox
Fonte griseRésistance à la traction 350N/mm2
Alliages d'aluminium
Acier traité. 35 - 65HRC
Sans brise-copeaux
Sans brise-copeaux
Acier doux
* S’il se produit des vibrations, réduisez la vitesse de coupe de 30%
Finition
FinitionEbauche moyenne
Finition
Ebauche moyenne
Semi-finition
Finition
Ebauche moyenne
Semi-finition
Finition
Ebauche moyenne
Semi-finition
Finition
Recom-mandation

5
95°øD1
RR° Re5°
95°
F1
L2L1 øD4
H1
95°Re
L15°
L2
F1
95°
øD1
RR° H1
øD4
(06,08,09)
(06,08,09) (06,08,09)
R/L-F
(06,08,09)
SV
MV
FSCLC/P
(06,08,09)
(06,08,09) (06,08,09)
R/L-F
(06,08,09)
SV
MV
FSCLC/P-E
FSCLC1008R/L-06A=1°
FSCLC1008R/L-06E (-2/3, -1/2)=1°
: Article non standard - nous consulter.: Article stocké. : Article standard Japon.: Article stocké. Sujet à remplacement par nouveaux produits.
RéférenceStock
Numéro de plaquetteDimensions (mm) Rapport
l/drecom-mandé
Diamètrede coupe
min.
Rayon depointe
standardCléVis
Barre d'alésage représentée à droite.
CC plaquettes, CP plaquettesAvec arrosage central
CBN
Finition Semi-finition
Ebauche moyenne
Corps carbure avec arrosage central CC , CP plaquettes
Dimensions (mm)Référence
StockNuméro de plaquette
Diamètrede coupe
min.
Rayon depointe
standard
Rapportl/d
recom-mandé Vis Clé
Barre d'alésage représentée à droite.
CBN
Finition Semi-finition
Ebauche moyenne
Barres d’alésage résistantes aux vibrations
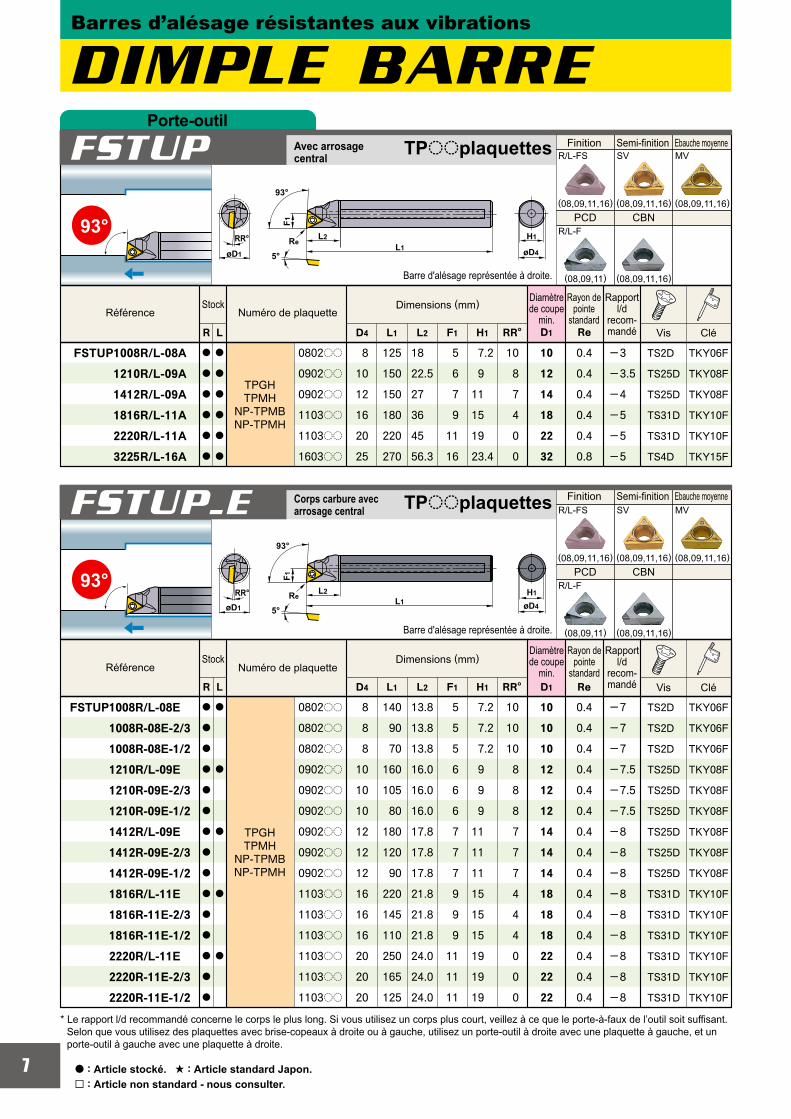
* Le rapport l/d recommandé concerne le corps le plus long. Si vous utilisez un corps plus court, veillez à ce que le porte-à-faux de l’outil soit suffisant.Selon que vous utilisez des plaquettes avec brise-copeaux à droite ou à gauche, utilisez un porte-outil à droite avec une plaquette à gauche, et un porte-outil à gauche avec une plaquette à droite.
Porte-outil
DIMPLE BARRE
6
D1
80°Re
S1
D1
80°Re
S1
80°
S1D1
Re
S1D1
80°Re
80°
S1D1
Re
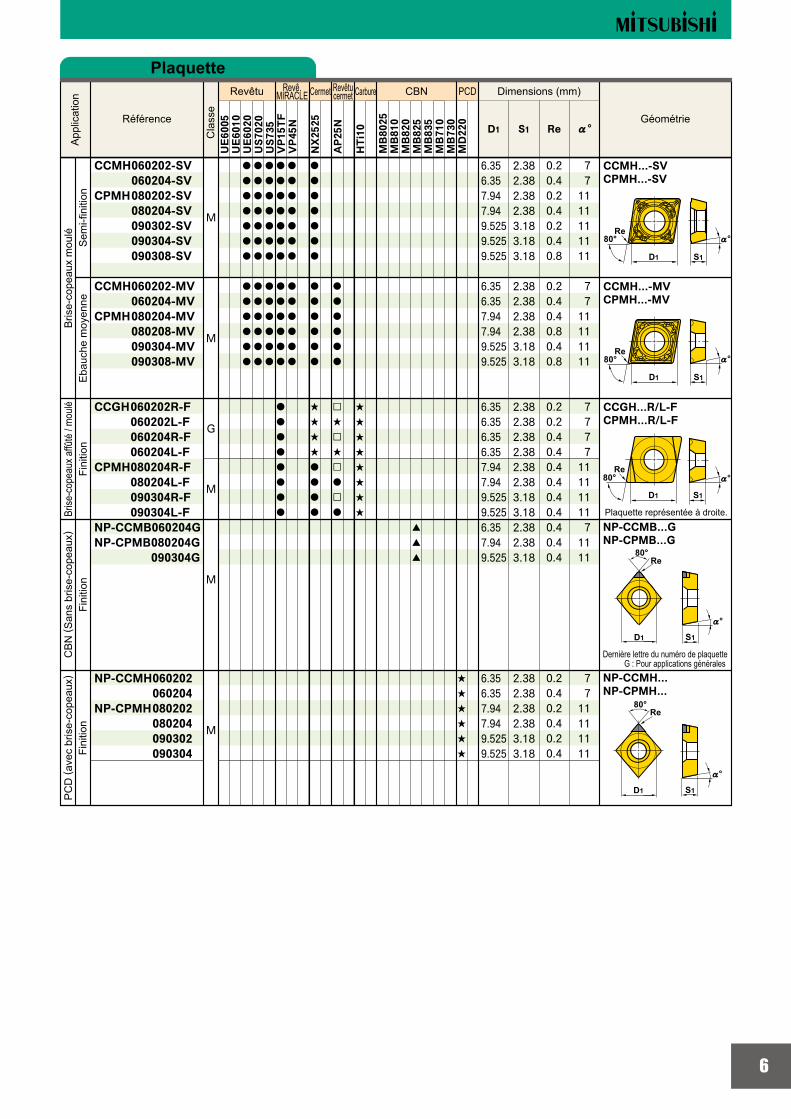
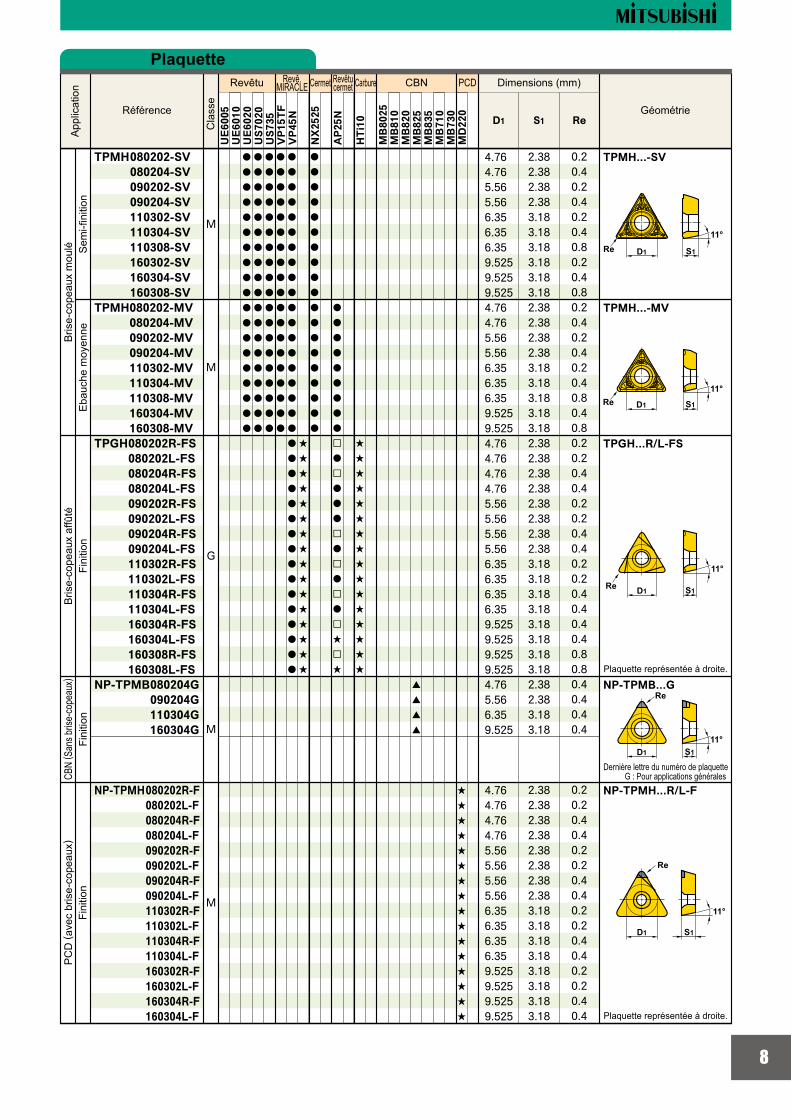
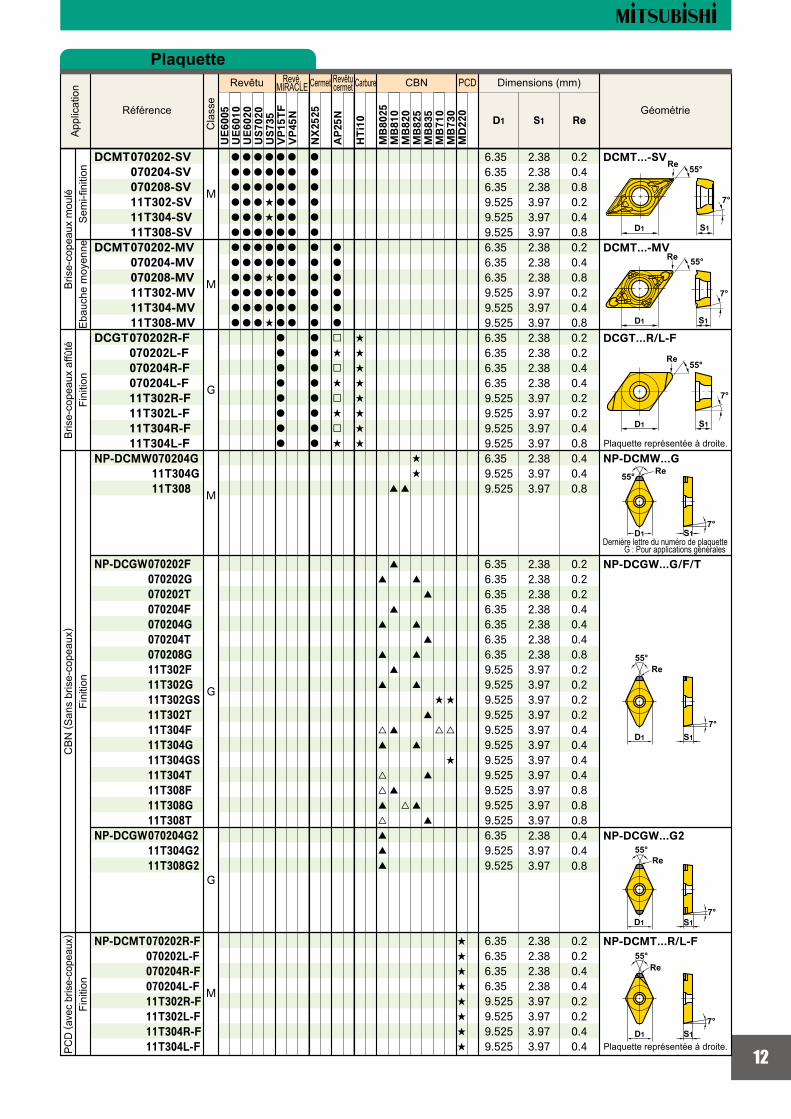
PlaquetteRevêtu Revêtu
cermet Carbure
Référence
Dimensions (mm)
Cla
sse
Géométrie
Revê.MIRACLE Cermet CBN PCD
App
licat
ion
Eba
uche
moy
enne
Sem
i-fin
ition
Fini
tion
Fini
tion
Bris
e-co
peau
x m
oulé
Brise
-cop
eaux
affû
té /
mou
léC
BN
( San
s br
ise-
cope
aux)
Fini
tion
PC
D ( a
vec
bris
e-co
peau
x)
Plaquette représentée à droite.
Dernière lettre du numéro de plaquetteG : Pour applications générales
7
93°Re
øD4
H1L1
L2
5°
93°
F1
øD1
RR°
93°Re L1
L2
5°
93°
F1
øD1
RR° H1
øD4
(08,09,11,16) (08,09,11,16)(08,09,11,16)
(08,09,11) (08,09,11,16)
SV
R/L-F
R/L-FS MVFSTUP
(08,09,11,16) (08,09,11,16)
(08,09,11) (08,09,11,16)
R/L-FS
(08,09,11,16)
SV
R/L-F
MVFSTUP-E
: Article non standard - nous consulter.: Article stocké. : Article standard Japon.
PCD CBN
Semi-finition Ebauche moyenneFinition
Barre d'alésage représentée à droite.
TP plaquettes
RéférenceStock
Numéro de plaquetteDimensions (mm) Rapport
l/drecom-mandé
Rayon depointe
standard
Diamètrede coupe
min.Vis Clé
Avec arrosage central
Barre d'alésage représentée à droite.
TP plaquettes
PCD CBN
Semi-finition Ebauche moyenneFinitionCorps carbure avec arrosage central
RéférenceStock
Numéro de plaquetteDimensions (mm)
Vis Clé
Rapportl/d
recom-mandé
Rayon depointe
standard
Diamètrede coupe
min.
Barres d’alésage résistantes aux vibrations
Porte-outil
* Le rapport l/d recommandé concerne le corps le plus long. Si vous utilisez un corps plus court, veillez à ce que le porte-à-faux de l’outil soit suffisant.Selon que vous utilisez des plaquettes avec brise-copeaux à droite ou à gauche, utilisez un porte-outil à droite avec une plaquette à gauche, et un porte-outil à gauche avec une plaquette à droite.
DIMPLE BARRE
8
11°
S1D1Re
11°
S1D1Re
11°
S1D1Re
D1
Re
S1
11°
11°S1D1
Re
PlaquetteRevêtu Revêtu
cermet Carbure
Référence
Dimensions (mm)
Cla
sse
Géométrie
Revê.MIRACLE Cermet CBN PCD
App
licat
ion
Eba
uche
moy
enne
Sem
i-fin
ition
Fini
tion
Fini
tion
Bris
e-co
peau
x m
oulé
Bris
e-co
peau
x af
fûté
CBN
( San
s bris
e-co
peau
x)Fi
nitio
nP
CD
( ave
c br
ise-
cope
aux)
Plaquette représentée à droite.
Plaquette représentée à droite.
Dernière lettre du numéro de plaquetteG : Pour applications générales

9
93°Re
øD4
H1
L1
F2L2
0°
F1
93°
øD1
RR°
93°
93°
RR°
øD1
F1
L2 L1
F2
0°
H1
øD4Re
(07,11) (07,11)
(07,11) (07,11)
SV
(07,11)
(07,11)
FV
R/L-F
MVFSDUC
(07,11) (07,11)
(07,11) (07,11)
SV
(07,11)
(07,11)
FV
R/L-F
MVFSDUC-E
: Article non standard - nous consulter. A remplacer par des nouveaux produits.
: Article non standard - nous consulter.: Article stocké. : Article standard Japon.: Article stocké. Sujet à remplacement par nouveaux produits.
Barre d'alésage représentée à droite.
PCD CBN
DC plaquettes Ebauche moyenne
Ebauche moyenne
Finition Semi-finition
Standard
RéférenceStock
Numéro de plaquetteDimensions (mm)
Vis Clé
Rapportl/d
recom-mandé
Diamètrede coupe
min.
Rayon depointe
standard
Avec arrosage central
Barre d'alésage représentée à droite.
DC plaquettes
PCD CBN
Ebauche moyenne
Ebauche moyenne
Finition Semi-finition
Standard
RéférenceStock
Numéro de plaquetteDimensions (mm)
Vis Clé
Rapportl/d
recom-mandé
Diamètrede coupe
min.
Rayon depointe
standard
Corps carbure avec arrosage central
Barres d’alésage résistantes aux vibrations
Porte-outil
* Selon que vous utilisez des plaquettes avec brise-copeaux à droite ou à gauche, utilisez un porte-outil à droite avec une plaquette à gauche, et un porte-outil à gauche avec une plaquette à droite.
DIMPLE BARRE
10
7°
55°
S1D1
Re
7°
55°
S1D1
Re
7°
55°
S1D1
Re
Re55°
7°D1 S1
D1 S1
Re55°
7°
D1 S1
Re55°
7°
D1 S1
Re55°
7°
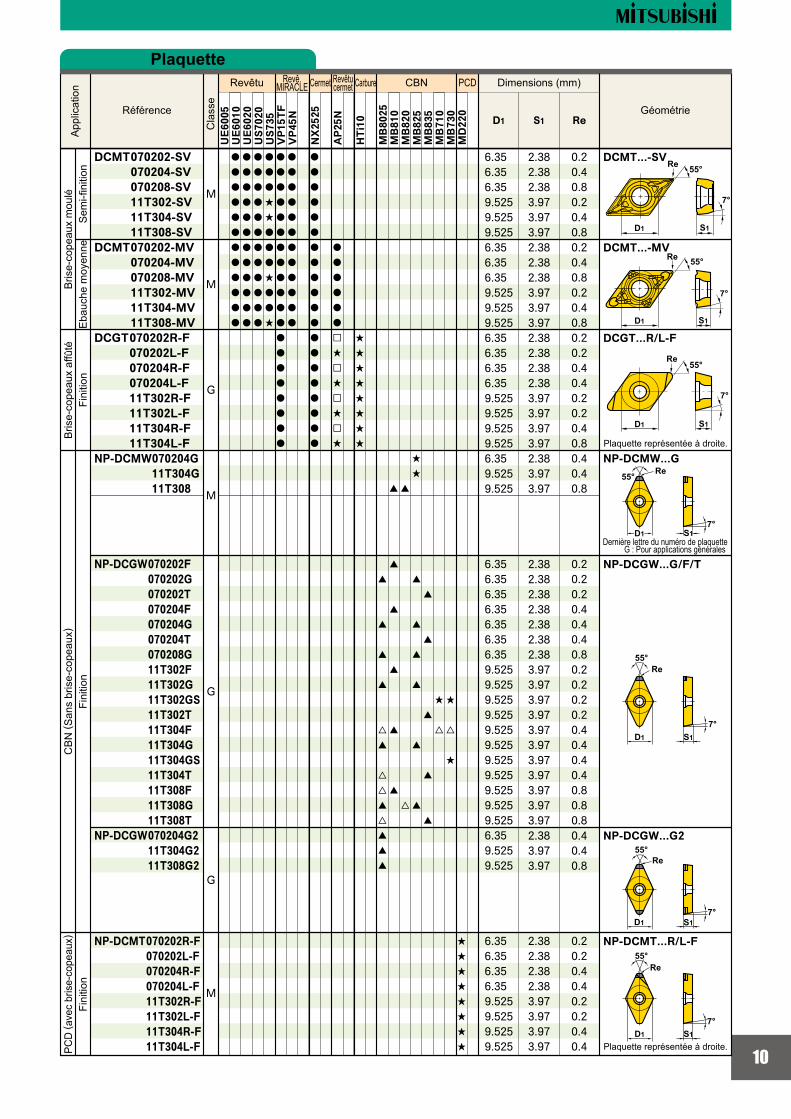
PlaquetteRevêtu Revêtu
cermet Carbure
Référence
Dimensions (mm)
Cla
sse
Géométrie
Revê.MIRACLE Cermet CBN PCD
App
licat
ion
Eba
uche
moy
enne
Sem
i-fin
ition
Fini
tion
Fini
tion
Fini
tion
Bris
e-co
peau
x m
oulé
Bris
e-co
peau
x af
fûté
CB
N ( S
ans
bris
e-co
peau
x)PC
D ( a
vec
bris
e-co
peau
x)
Plaquette représentée à droite.
Dernière lettre du numéro de plaquetteG : Pour applications générales
Plaquette représentée à droite.
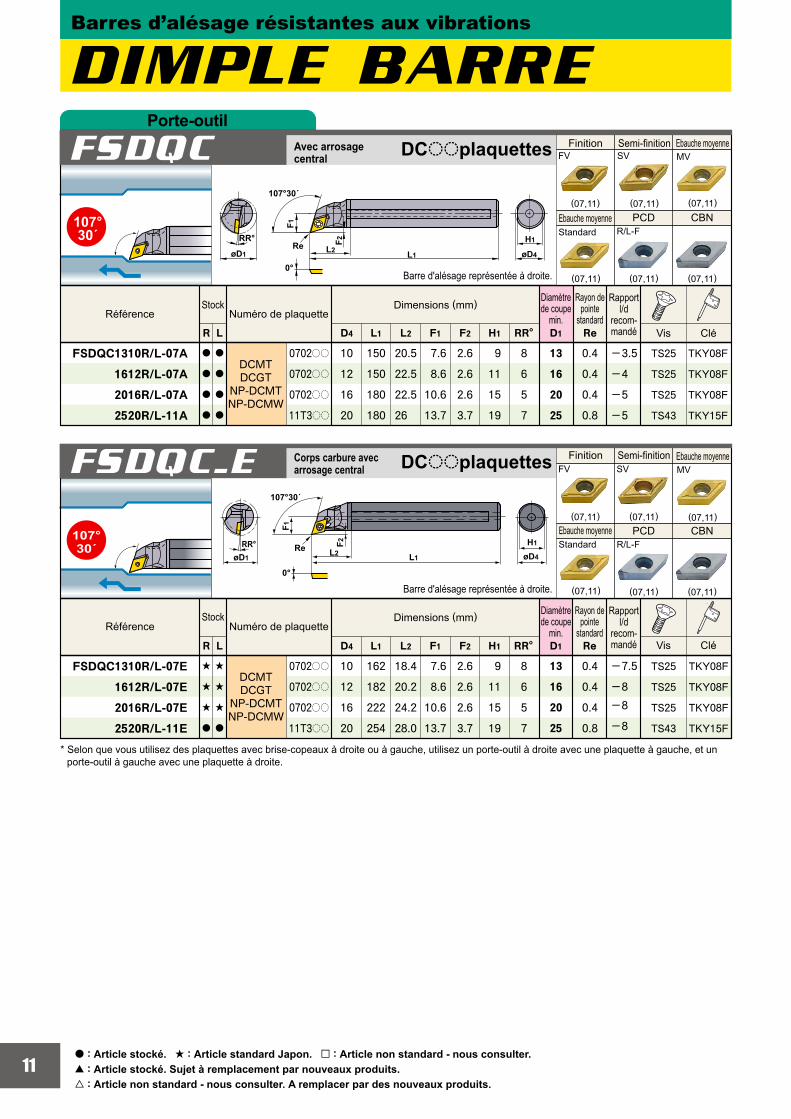
11
107°30´
øD4
H1
L1L2
F2
0°
F1
107°30´
øD1
RR°Re
107°30´
107°30´
F1
L2 L1
F2
øD1
RR°
0°
H1
øD4Re
MV
(07,11)
(07,11)(07,11) (07,11)
(07,11) (07,11)
FV
R/L-F
SVFSDQC
MV
(07,11)
(07,11) (07,11)
(07,11) (07,11)
FV
R/L-F
SVFSDQC-E
(07,11)
: Article non standard - nous consulter. A remplacer par des nouveaux produits.
: Article non standard - nous consulter.: Article stocké. : Article standard Japon.: Article stocké. Sujet à remplacement par nouveaux produits.
PCD CBN
Semi-finition Ebauche moyenne
Ebauche moyenne
Finition
Standard
DC plaquettes
RéférenceStock
Numéro de plaquetteDimensions (mm)
Vis Clé
Barre d'alésage représentée à droite.
Rapportl/d
recom-mandé
Diamètrede coupe
min.
Rayon depointe
standard
Avec arrosage central
DC plaquettes
Barre d'alésage représentée à droite.
RéférenceStock
Numéro de plaquetteDimensions (mm)
Vis Clé
Corps carbure avec arrosage central
PCD CBNEbauche moyenneStandard
Semi-finition Ebauche moyenneFinition
Rapportl/d
recom-mandé
Diamètrede coupe
min.
Rayon depointe
standard
Barres d’alésage résistantes aux vibrations
Porte-outil
* Selon que vous utilisez des plaquettes avec brise-copeaux à droite ou à gauche, utilisez un porte-outil à droite avec une plaquette à gauche, et un porte-outil à gauche avec une plaquette à droite.
DIMPLE BARRE
12
7°
55°
S1D1
Re
7°
55°
S1D1
Re
7°
55°
S1D1
Re
Re55°
7°D1 S1
D1 S1
Re55°
7°
D1 S1
Re55°
7°
D1 S1
Re55°
7°
PlaquetteRevêtu Revêtu
cermet Carbure
Référence
Dimensions (mm)
Cla
sse
Géométrie
Revê.MIRACLE Cermet CBN PCD
App
licat
ion
Eba
uche
moy
enne
Sem
i-fin
ition
Fini
tion
Fini
tion
Fini
tion
Bris
e-co
peau
x m
oulé
Bris
e-co
peau
x af
fûté
CB
N ( S
ans
bris
e-co
peau
x)PC
D ( a
vec
bris
e-co
peau
x)
Plaquette représentée à droite.
Dernière lettre du numéro de plaquetteG : Pour applications générales
Plaquette représentée à droite.

13
93°L1
L2 H1
93°±1°
5°F1
øD4øD1
RR° Re
93°
93°±1°
F1
L2
L1
RR°øD1
5°
H1
øD4Re
(L3,04,06)
(L3,04,06)
MV
R/L-F·FSFSWUB/P
(L3,04,06)
(L3,04,06)
MV
R/L-F·FSFSWUB/P-E
: Article non standard - nous consulter.: Article stocké. : Article standard Japon.
Les queues de ø8 et de ø10 sont à 0º.
WB plaquettes, WP plaquettes
Barre d'alésage représentée à droite.
Ebauche moyenne
Finition
RéférenceStock
Numéro de plaquetteDimensions (mm) Rapport
l/drecom-mandé Vis Clé
Diamètrede coupe
min.
Rayon depointe
standard
Avec arrosage central
WB plaquettes, WP plaquettes
Barre d'alésage représentée à droite.Les queues de ø8 et de ø10 sont à 0º.
Ebauche moyenne
FinitionCorps carbure avec arrosage central
RéférenceStock
Numéro de plaquetteDimensions (mm) Rapport
l/drecom-mandé Vis Clé
Diamètrede coupe
min.
Rayon depointe
standard
Barres d’alésage résistantes aux vibrations
Porte-outil
* Le rapport l/d recommandé concerne le corps le plus long. S vous utilisez un corps plus court, veillez à ce que la profondeur de serrage de l’outil soit suffisante.Selon que vous utilisez des plaquettes avec brise-copeaux à droite ou à gauche, utilisez un porte-outil à droite avec une plaquette à gauche, et un porte-outil à gauche avec une plaquette à droite.
DIMPLE BARRE

14
80°
S1D1Re
80°
S1D1Re
PlaquetteRevêtu Revêtu
cermet Carbure
Référence
Dimensions (mm)
Cla
sse
Géométrie
Revê.MIRACLE Cermet CBN PCD
App
licat
ion
Eba
uche
moy
enne
Fini
tion
Bris
e-co
peau
x m
oulé
Bris
e-co
peau
x af
fûté
Plaquette représentée à droite.
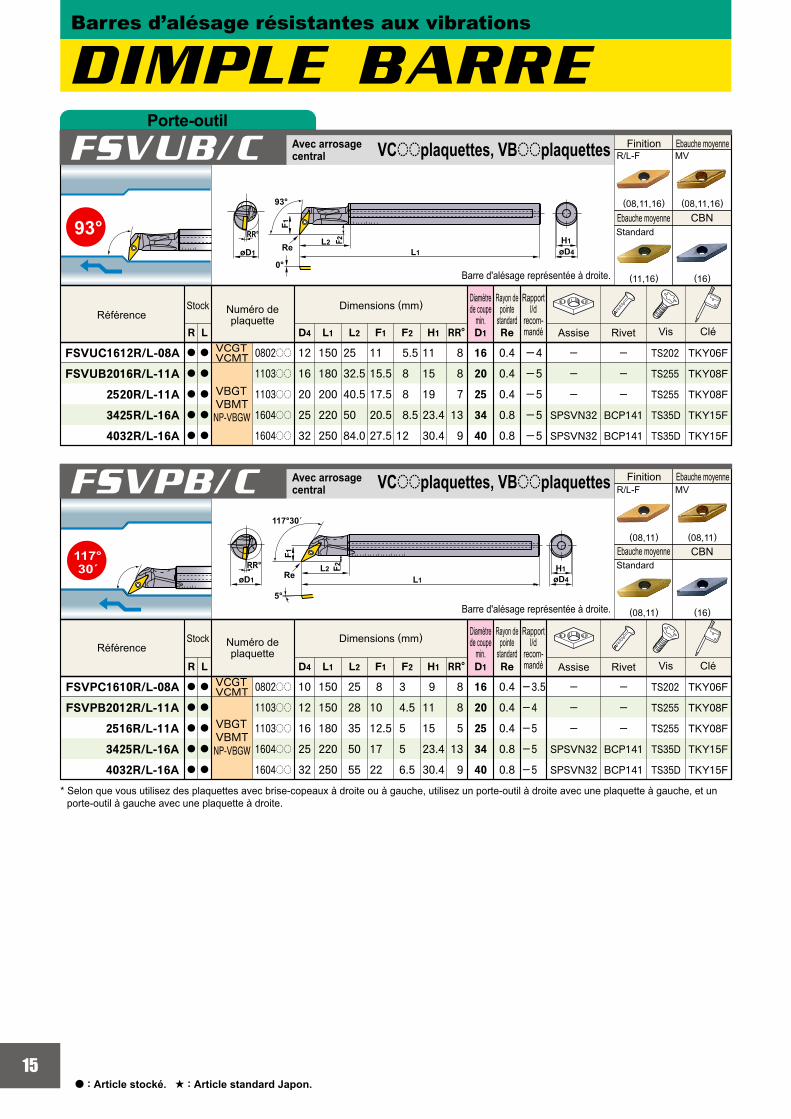
15
93°93°
L2L1
F1
F2
øD1
RR°H1øD4
0°
Re
117°30´
117°30´
L2L1
F1
øD4
5°
øD1
RR° F2 H1Re
(08,11,16) (08,11,16)
(16)
R/L-F
(11,16)
MVFSVUB/C
FSVPB/C
(08,11) (08,11)
(16)
R/L-F
(08,11)
MV
: Article stocké. : Article standard Japon.
CBN
VC plaquettes, VB plaquettes
Barre d'alésage représentée à droite.
Ebauche moyenne
Ebauche moyenneFinition
Standard
Vis CléRéférence
Stock Numéro deplaquette
Dimensions (mm)
Assise Rivet
Rapportl/d
recom-mandé
Rayon depointe
standard
Diamètrede coupe
min.
Avec arrosage central
VC plaquettes, VB plaquettes
Barre d'alésage représentée à droite.
CBNEbauche moyenne
Ebauche moyenneFinition
Standard
RéférenceStock Numéro de
plaquetteDimensions (mm)
Vis CléAssise Rivet
Rapportl/d
recom-mandé
Rayon depointe
standard
Diamètrede coupe
min.
Avec arrosage central
Barres d’alésage résistantes aux vibrations
Porte-outil
* Selon que vous utilisez des plaquettes avec brise-copeaux à droite ou à gauche, utilisez un porte-outil à droite avec une plaquette à gauche, et un porte-outil à gauche avec une plaquette à droite.
DIMPLE BARRE

16
142° 142°
L3
L1H1
øD4
5°øD1
RR°
F1
Re
35°
S1D1
Re
35°
S1D1
Re
D1 S15°
Re35°
øD2
FSVJB/C
(08,11) (08,11)
R/L-F
(11)
MV
RéférenceStock
Numéro de plaquetteDimensions (mm)
Vis Clé
Barre d'alésage représentée à droite.
Finition
Ebauche moyenne
Ebauche moyenneVC VB plaquettes
Rapportl/d
recom-mandé
Diamètrede coupe
min.
Rayon depointe
standard
Standard
Porte-outil
* Selon que vous utilisez des plaquettes avec brise-copeaux à droite ou à gauche, utilisez un porte-outil à droite avec une plaquette à gauche, et un porte-outil à gauche avec une plaquette à droite.
Fini
tion
CBN
( San
s bris
e-co
peau
x)
PlaquetteRevêtu Revêtu
cermet Carbure
Référence
Dimensions (mm)
Cla
sse
Géométrie
Revê.MIRACLE Cermet CBN PCD
App
licat
ion
Finit
ion -
Ebau
che
moy
enne
Fini
tion
Bris
e-co
peau
x m
oulé
Bris
e-co
peau
x af
fûté
Plaquette représentée à droite.

17
R12.5R12.5
2525apap
ap
25 25
20 20ap
CCG/MT0602CPG/MT0802CPG/MT0903CPMX0802CPMX0903TPG/MX0802TPG/MX0902TPG/MX1103TPG/MV0902TPG/MV1103
(Ø6.35)(Ø7.94)(Ø9.525)(Ø7.94)(Ø9.525)(Ø4.76)(Ø5.56)(Ø9.525)(Ø5.56)(Ø9.525)
Marche à suivre
Installation de la DIMPLE BARRE(1) Une fois fixée, la barre
doit être rigide,sans quoi des vibrations se produiront. Utilisez au moins deux vis de serrage pour vous assurer que la force de fixation est suffisante.
(2) Lors d'un usinage à tête renversée, le porte-à-faux de l'outil doit être mesuré comme indiqué ci-contre, depuis son extrêmité jusqu'à la première vis de serrage.
Vis de serrage
Fourreau
Effort de coupe
Point de flexion
Porte-à-fauxEffort de coupe
Point de flexion
Fourreau
Porte-à-faux Vis de serrage
Plaquettes CCG/MT, CPG/MT, CPMX, TPG/MX, TPG/MVVis de serrage RemarqueRéférence
En changeant de vis de serrage, il est également possible d’utiliser les plaquettes listées ci-contre.
Raccourcissez la vis si elle est trop longue.
Peut être utilisée telle quelle.Peut être utilisée telle quelle.
Utilisez une TS4.Utilisez une TS3.Peut être utilisée telle quelle.
Utilisez une TS3.Utilisez une TS25.Utilisez une CS300890T.Utilisez une CS250T.Utilisez une CS200T.
Usinage du type FSVJB/C
Faces incurvées
<Conditions de coupe> Matière : Acier allié Barre d'alésage : FSVJB2520R-11S Plaquette : VBMT110304-MV Vitesse de coupe : 120m/min Avance : 0.05mm/tour Profondeur de coupe : 0.3mm Fluide de coupe : Emulsion
Quand vous usinez avec un avant-trou, le nombre de passes est considérablement réduit.
Faces profondes
<Cutting conditions> Matière : Acier allié Barre d'alésage : FSVJB2520R-11S Plaquette : VBMT110304-MV Vitesse de coupe : 120m/min Avance : 0.05mm/tour Profondeur de coupe : 0.3mm Fluide de coupe : Emulsion
Quand vous usinez avec un avant-trou, le nombre de passes est considérablement réduit.
Usinage d’une pièce sans avant-trou.
Usinage d’une pièce avec avant-trou.
Temps d’usinage réduit de 50% par rapport à un usinage sans avant-trou.
Usinage d’une pièce sans avant-trou.
Usinage d’une pièce avec avant-trou.
Temps d’usinage réduit de 75% par rapport à un usinage sans avant-trou.
Précautions lors de l’utilisation du type FSVJB/C
Veillez à ce que l’arête de coupe ne croise pas la ligne
centrale.
<Faces incurvées, faces profondes> <Copie>
Le fait de croiser la ligne centralepeut écailler la plaquette.
Des profondeurs de coupe supérieuresà la pointe R engendrent des bavures.
Pro
fond
eur
de c
oupe
Veillez à ce que la profondeur de
coupe ne dépasse pas la pointe R.
Barres d’alésage résistantes aux vibrations
DIMPLE BARRE

18
76ø2
8
ø80
170
ø60
40
ø22
ø60
ø16
40 40
ø20
ø60
62
ø22
ø28
800.20.5
CPMH090308-MV (NX2525) CPMH090304L-F (VP15TF)
600.180.5
VCMT090304-MV (NX2525)
800.050.3
600.15
1
CPMH080204-MV (US7020) CPMH090304-MV (VP45N)
1400.150.8
CPMH090304-SV (UE6020)
1700.10.5
1000 2000
80mm (I/d=5) 175mm (I/d=8.75) 64mm (I/d=4)
55mm (I/d=4.58) 60mm (I/d=3.75) 70mm (I/d=4.38)
Exemples d'applicationRésistance aux vibrations
Capacité d’évacuation des copeaux
Barre d'alésagePlaquette (Nuance)
Porte-à-fauxMachine
Vitesse de coupe (m/min)Avance (mm/tour)Profondeur de coupe (mm)
Matière
Fluide de coupe
Résultats.
Cond
ition
s de
cou
pe
Barre d'alésagePlaquette (Nuance)
Porte-à-fauxMachine
Vitesse de coupe (m/min)Avance (mm/tour)Profondeur de coupe (mm)
Matière
Fluide de coupe
Résultats.
Cond
ition
s de
cou
pe
L’état de surface est toujours d’un haut niveau, avec une longueur de porte-à-faux égale à 1,7 fois la longueur de porte-à-faux standard classique.
Machine NC Machine NC Machine NC
Possibilité d’usiner dans des conditions de coupe exigeantes avec un grand porte-à-faux.
Excellent contrôle des copeaux et bon état de surface comparé avec les barres d’alésage classiques.
L’état de surface est amélioré. Le brise-copeaux MV empêche les copeaux de s’accumuler à la pointe de la plaquette.
Meilleur état de surface grâce à l’absence de vibrations et au meilleur contrôle des copeaux.
Empêche les copeaux de s’enrouler autour du porte-outil. La durée de vie des outils est trois fois plus longue que celle de la concurrence.
Brise-copeaux MV
Pièce /coin
Brise-copeaux à applications générales revêtu P20 de la concurrence.
Machine NC Machine NC Machine NC
IS0 C45 (200HB) ASTM D2 (200HB) ISO 42CrMo4 (220HB)
304 Inox (180HB) DIN C10 (100HB) Acier outil
Emulsion Emulsion Emulsion
Emulsion Emulsion Emulsion
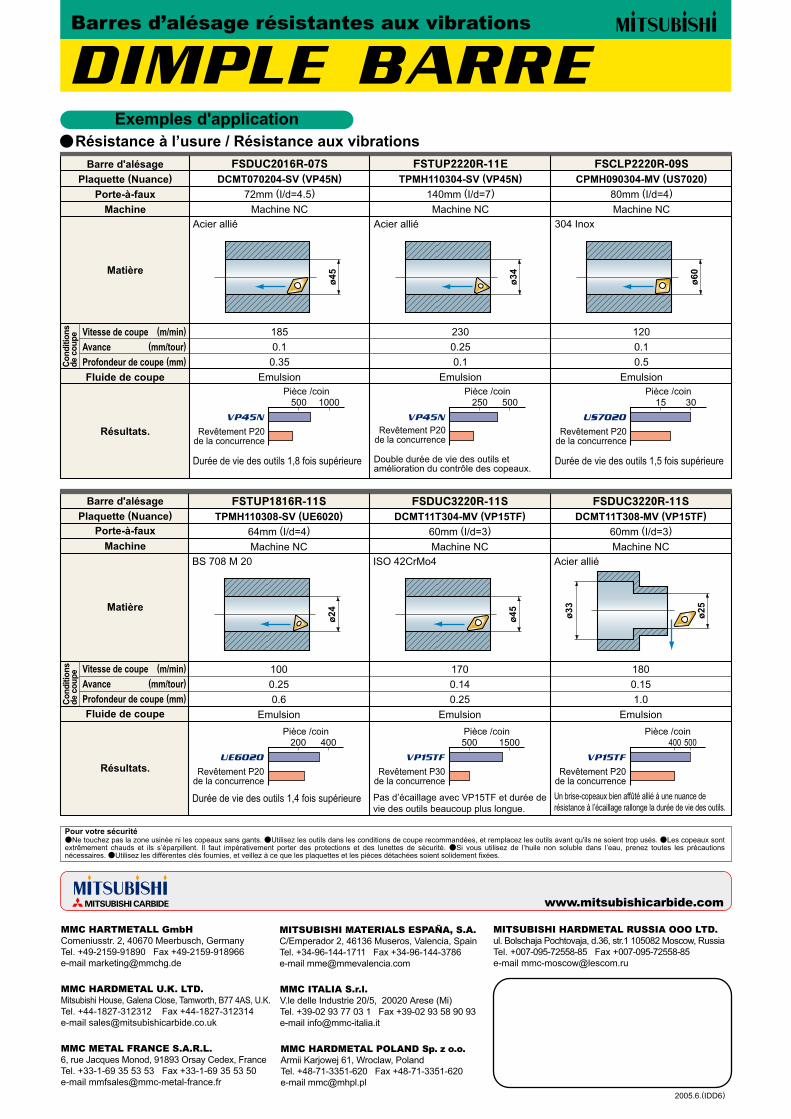
2005.6.(IDD6)
MMC HARDMETAL POLAND Sp. z o.o.Armii Karjowej 61, Wroclaw, PolandTel. +48-71-3351-620 Fax +48-71-3351-620e-mail [email protected]
MMC HARTMETALL GmbHComeniusstr. 2, 40670 Meerbusch, GermanyTel. +49-2159-91890 Fax +49-2159-918966e-mail [email protected]
MITSUBISHI MATERIALS ESPAÑA, S.A.C/Emperador 2, 46136 Museros, Valencia, SpainTel. +34-96-144-1711 Fax +34-96-144-3786e-mail [email protected]
MMC HARDMETAL U.K. LTD.Mitsubishi House, Galena Close, Tamworth, B77 4AS, U.K. Tel. +44-1827-312312 Fax +44-1827-312314e-mail [email protected]
MMC METAL FRANCE S.A.R.L.6, rue Jacques Monod, 91893 Orsay Cedex, FranceTel. +33-1-69 35 53 53 Fax +33-1-69 35 53 50e-mail [email protected]
MMC ITALIA S.r.l.V.le delle Industrie 20/5, 20020 Arese (Mi)Tel. +39-02 93 77 03 1 Fax +39-02 93 58 90 93e-mail [email protected]
MITSUBISHI HARDMETAL RUSSIA OOO LTD.ul. Bolschaja Pochtovaja, d.36, str.1 105082 Moscow, Russia Tel. +007-095-72558-85 Fax +007-095-72558-85e-mail [email protected]
www.mitsubishicarbide.com
ø45
ø24
ø25
ø33
ø45
ø60
ø34
1000.250.6
TPMH110308-SV (UE6020) DCMT11T304-MV (VP15TF)
1700.140.25
DCMT11T308-MV (VP15TF)
1800.151.0
500400VP15TF
1500500VP15TF
200 400UE6020
1850.1
0.35
DCMT070204-SV (VP45N) TPMH110304-SV (VP45N)
2300.250.1
CPMH090304-MV (US7020)
1200.10.5
15 30US7020
250 500VP45N
500 1000VP45N
72mm (I/d=4.5) 140mm (I/d=7) 80mm (I/d=4)
64mm (I/d=4) 60mm (I/d=3) 60mm (I/d=3)
Barres d’alésage résistantes aux vibrations
Résistance à l’usure / Résistance aux vibrationsExemples d'application
Pour votre sécurité Ne touchez pas la zone usinée ni les copeaux sans gants. Utilisez les outils dans les conditions de coupe recommandées, et remplacez les outils avant qu'ils ne soient trop usés. Les copeaux sont
extrêmement chauds et ils s’éparpillent. Il faut impérativement porter des protections et des lunettes de sécurité. Si vous utilisez de l’huile non soluble dans l’eau, prenez toutes les précautions nécessaires. Utilisez les différentes clés fournies, et veillez à ce que les plaquettes et les pièces détachées soient solidement fixées.
Acier allié Acier allié
Emulsion Emulsion
Durée de vie des outils 1,8 fois supérieure Durée de vie des outils 1,5 fois supérieure
Machine NC Machine NC304 Inox
Emulsion
Machine NC
Double durée de vie des outils et amélioration du contrôle des copeaux.
Revêtement P20de la concurrence
Pièce /coin
Revêtement P20de la concurrence
Pièce /coin
Revêtement P20de la concurrence
Pièce /coin
Barre d'alésagePlaquette (Nuance)
Porte-à-fauxMachine
Vitesse de coupe (m/min)Avance (mm/tour)Profondeur de coupe (mm)
Matière
Fluide de coupe
Résultats.
Cond
ition
s de
cou
pe
BS 708 M 20 ISO 42CrMo4
Emulsion Emulsion
Durée de vie des outils 1,4 fois supérieure
Machine NC Machine NCAcier allié
Emulsion
Machine NC
Pas d’écaillage avec VP15TF et durée de vie des outils beaucoup plus longue.
Un brise-copeaux bien affûté allié à une nuance de résistance à l’écaillage rallonge la durée de vie des outils.
Revêtement P20de la concurrence
Pièce /coin
Revêtement P30de la concurrence
Pièce /coin
Revêtement P20de la concurrence
Pièce /coin
Barre d'alésagePlaquette (Nuance)
Porte-à-fauxMachine
Vitesse de coupe (m/min)Avance (mm/tour)Profondeur de coupe (mm)
Matière
Fluide de coupe
Résultats.
Cond
ition
s de
cou
peDIMPLE BARRE