Embed Size (px)
DESCRIPTION
production
Citation preview

1
Polycopié de cours
MR SEKKAT Année Universitaire 2011 / 2012
Table des matières 1 Produit – processus – système de production .................................................................................. 2
1.1 Généralité : ................................................................................................................................. 2
1.2 La conception du produit : .......................................................................................................... 2
1.3 La conception du processus (industrialisation) ........................................................................... 4
1.4 Système de production : ............................................................................................................. 5
2 Elaboration d’un avant projet d’étude de fabrication ...................................................................... 7
2.1 Les différents approches d’élaboration d’un APEF .................................................................... 7
2.2 Démarche générative : ................................................................................................................ 8
2.3 La démarche déductive : ............................................................................................................. 9
2.4 Simulation d’usinage : .............................................................................................................. 11
3 La pyramide productique............................................................................................................... 12
3.1 L’automatisation en production : .............................................................................................. 12
3.2 Le flux d’information : ............................................................................................................. 13
3.3 La pyramide productique : ........................................................................................................ 14
4 Démarche de conception d’un système de pilotage d’un atelier ................................................... 17
4.1 Les logiciels de Supervision de type SCADA: ......................................................................... 17
4.2 Réseau local industriel RLI ...................................................................................................... 18
4.3 Le MES outil de pilotage de l’atelier ........................................................................................ 19
4.4 Démarche de conception d’un système de pilotage d’un atelier ............................................... 21
5 Références ..................................................................................................................................... 23

2
1 Produit – processus – système de production
La compétition industrielle est de plus en plus sévère et l’environnement industriel est en perpétuelle changement. Pour s’adapter à ces changements l’entreprise doit réduire les coûts de revient, améliorer la qualité des produits, respecter les délais de livraison et élaborer une stratégie bien ficelée. Pour atteindre ses objectifs stratégiques l’entreprise doit concevoir, gérer et piloter un système de production efficace et efficient.
Dans de chapitre nous allons définir ce que c’est un produit, un processus et un système de production. Nous allons aussi définir la méthodologie de conception d’un produit, d’un processus et d’un système de production.
1.1 Généralité : Un produit est la combinaison de biens et de services à fournir à un client, c’est l’extrant de
l’entreprise.
Un processus c’est l’ensemble des ressources humaines et matérielles qui permettent de transformer un intrant (matière première) en un extrant (produit fini).
Un système de production est un ensemble de moyens matériels, humains, financières et informationnelles (équipements, savoir faire, procédures) qui sont combinées pour atteindre les objectifs de la fonction industrielle. L’objectif d’un système de production est de produire, il est quantifié par une productivité et une qualité requise à coût compétitif, tritype (Qualité, Coût, Délais).
D’après l’approche processus un système de production est un ensemble de processus inter-reliées, il se compose de deux types de processus (Mikell 2001).
Les processus principaux : Les équipements et les personnels en contact direct avec le produit, ils sont chargés de piloter le système (blouses bleues).
Les processus de support : Se sont les moyens et les processus utilisés pour gérer la production, résoudre les problèmes techniques et constituer un support logistique, se sont les agents : méthodes, qualité, maintenance bureaux d’étude (blouses blanches).
1.2 La conception du produit : Les produits naissent vivent et meurent, leur cycle de vie devient de plus en plus court. Le cycle de vie
d’un produit se compose généralement des 4 phases suivante : lancement – croissance – maturité – déclin. Exemple : pour une voiture automobile : la durée de vie d’une marque était (a l’après guerre) de 40 ans, (de nos jours) elle ne dépasse pas 10 ans. Donc il est impératif de pouvoir concevoir une marque, (produit et processus) en 3ans pour pouvoir la lancer sur le marché durant la phase où la demande est importante.
Les étapes de conception d’un produit : Pour la conception d’un produit une multitude de tâche doivent être effectuées allant de la définition des besoins jusqu’au lancement sur le marché. Différentes fonctions sont concernées à savoir (Marketing - R et D – Laboratoire – Production – Méthode – Qualité…). Bien que, l’enchaînement de ces tâches diffère d’une entreprise à l’autre, le processus de création d’un produit peut être décomposé en cinq grandes étapes :
1. Définition du besoin : Généralement c’est le commercial en concertation avec le bureau d’étude qui définie le besoin (spécification du produit- performance - esthétique …etc.).
2. Etude de faisabilité : Durant cette phase l’entreprise doit prendre la décision de s’engager ou de ne pas s’engager dans le projet. La faisabilité ne doit pas être comprise seulement dans un contexte technique, il faut étudier aussi une faisabilité économique (rentabilité du projet).
3. Développement : On explore les différentes solutions pour respecter le cahier des charges. Généralement des essais sur prototype ou des simulations sur ordinateur sont réalisées pour valider la conception.
4. Etude de définition : Elle consiste à définir le produit développé sous une forme claire et lisible (plans d’ensemble – plans de définition – schémas électrique et pneumatiques …etc.).
5. Industrialisation : Cette étape consiste à définir les moyens tant humains que matériel à mettre en œuvre pour obtenir un produit final. Le bureau d’étude participe dans certaines entreprises à cette phase.
Peu d’entreprises abordent la création de produit comme étant un processus et dans son aspect le plus global. Elle est perçue comme un ensemble d’activités techniques ayant comme finalité de définir les spécifications des nouveaux produits. L’approche processus favorise une approche systémique (définir les liens entre les processus par le biais d’une cartographie des processus), focalise l’entreprise sur la création de la valeur et concentre l’attention sur l’amélioration. Un processus efficace de création de produit exige un ensemble de moyens et de ressources : documentaires (revues spécialisées - normes…), humaines (ingénieurs, spécialistes,

3
experts…), informatiques (CAO – logiciels d’analyse fonctionnelle…), installation d’essaie (bancs d’essaies, prototypage rapide…).
La gestion de l’innovation est parmi les processus moteurs de la phase de conception du produit. De tous les processus, la gestion des idées est sans doute la moins formalisée. Elle doit être organisée de manière à produire des résultats tangibles, et les responsabilités des différents acteurs doivent être clairement définies. Un certain nombre d’outils et de méthodes de créativité sont à la disposition du concepteur. Parmi ces outils nous pouvons citer l’analyse fonctionnelle, l’analyse de la valeur, la méthode TRIZ, le QFD Quality function deployment, le robust désign…etc.
L’innovation est définie comme l’aptitude des hommes à générer et développer de nouvelles idées pour créer de la valeur. A ce niveau il faut souligner les mots ;
• hommes (d’autres systèmes comme les logiciels informatiques ne peuvent pas innover),
• nouvelle (il faut que l’idée soit nouvelle pour parler d’innovation),
• développer (il faut développer l’idée pour la transformer en produit utilisable apportant ainsi une valeur ajoutée).
Les innovations n’ont pas toutefois tous la même importance nous pouvons isoler cinq niveaux d’inventivité (Cavallucci 1999) : la solution apparente, l’amélioration mineure concernant une entreprise, l’amélioration majeure concernant une industrie, le nouveau concept et la découverte scientifique.
L’innovation est protégée par le droit de propriété industrielle. En effet, l’état accorde à l’inventeur ou son ayant cause ou une autre personne, sous certaines conditions et sous garantie, le droit exclusif d’exploiter l’invention pendant une durée déterminée. Pour cela l’inventeur doit déposer un brevet. Pour être accepté un brevet doit être une nouveauté et l’invention ne doit pas découler directement de l’état de la technique, en plus elle doit être applicable. Parfois certains entreprises préfèrent garder le secret pour avoir une exclusivité de l’avantage concurrentiel que procure l’invention (le turbocompresseur était classé secret, pendant les années 20, dans les bases de données techniques des Bureaux d’étude des constructeurs automobiles). Aussi, on peut citer l’exemple de «Toshiba» cette entreprise Japonaise avait comme projet la conception d’un scanner à ultrasons, pour une utilisation en médecine (obstétrique – cardiologie). Pour cela l’entreprise a constitué un petit groupe d’ingénieurs qui s’est penché sur la technologie a ultrasons pour concevoir un premier prototype de scanner électronique, en 1974. Ce prototype était à balayage manuel, sa résolution était mauvaise et l’image était statique. Ensuite l’entreprise à entreprise de nouvelles recherches pour améliorer ce prototype, que ça soit au niveau des transducteurs qui constituent le cœur du scanner ou au niveau de la technologie ROM utilisée. En 1979 Toshiba a déposé des brevets dans le domaine de l’imagerie ultra-sonique et elle était le leader dans le domaine.
Aussi, le cout de revient doit être considéré très tôt dans le cycle de vie, dés la conception, concept de Conception à Coût Objectif (CCO). En effet, en réalisant une étude des coûts de production ont peut remarquer que 70% des coûts de réalisation sont définis par le choix du bureau d’étude. Une erreur de fabrication ne peut affecter qu’une seule pièce ou un lot au pire des cas, alors qu’une erreur de conception va nécessairement affecter la totalité des produits fabriqués. Si cette erreur est détectée assez tôt elle peut être facilement corrigée, sinon il faut modifier l’outillage – reprendre les pièces déjà fabriquées – réaménager les bâtiments….. etc. Le but de la CCO est d’étudier les coûts de revient et les diminuer dès la conception, ainsi que les coûts d’exploitation : Modification de la matière première - Modification de la morphologie - Réduction du nombre de pièces - Simplifier le processus - Diminuer la consommation.
Prototypage rapide de fabrication : Pour réduire le TTM il faut pouvoir fabriquer un prototype dans des délais réduits (Marty et al 1999). On réalise différents modèles, se sont les solutions alternatives permettant de faciliter la prise de décision, pour valider le choix de formes, de volumes, d’esthétique, anticiper les problèmes fonctionnels, l’ergonomie et les contraintes de réalisation.
Le prototypage rapide fait appel à des techniques permettant de réaliser une maquette ou un prototype en quelques heurs, à partir d’un model virtuel réalisé en CAO par le B.E. Les principaux procédés du PR sont : la stéréolithographie, la selective laser sentering, la fused deposing modeling.
• Stéréo-lithographie : le procédé consiste en la polymérisation des couches successives de résine photosensible. La résine est polymérisée sous l’action d’une source laser U.V. On réalise un négatif par déport sur une plaque de verre des couches successives polymérisées.
• Selective laser sintering SLS: ce procédé est identique au précédent sauf que les matériaux utilisés est une poudre fondue localement par laser. La poudre non transformée sert de support pour les couches supérieures, à la fin du procédé elle est évacuée. Ce procédé offre une grande variété de matériaux (poudre de

4
métal – de céramique ou de monomère). Dans ce type de procédé plus les couches sont minces plus la précision est meilleur.
• Fused deposing modeling : ce procédé utilise aussi la notion de déposition des couches successives. On dépose un cordon de matériaux thermo-fusible et on procède par empilement, on peut aussi utiliser des procédés de découpage, de fraisage ou de jet d’eau.
1.3 La conception du processus (industrialisation) Un processus est défini comme un ensemble de ressources reliée par un flux matière et transformant les
Intrants en Extrants. Un processus est conçu pour atteindre un objectif (d’après l’approche systémique), ces objectifs peuvent constituer les caractéristiques d’un processus. En effet lors de la conception, on peut évaluer un processus par le biais de ces caractéristiques. Parmi les caractéristiques d’un processus on peut citer :
• La capacité de production : taux de production possible.
• La dimension et la masse du produit traité.
• La flexibilité : c’est la capacité d’adaptations d’un processus. La flexibilité produit est la capacité du processus de fabriquer différents types de produits. On peut aussi parler de flexibilité quantité et de flexibilité délais.
• Le temps du cycle : c’est la durée totale de l’ensemble des activités du processus y inclus les durée des transports. elle quantifie la réactivité du processus (délais).
La tension du flux est parmi les caractéristiques les plus importantes d’un atelier ou d’un processus, qu’il faut considérer lors de l’industrialisation. En général, on définie un indicateur (ration d’efficacité du processus ou de tension des flux) qui permet de déterminer le rapport entre le temps de présence d’un produit dans le système de production et le temps pendant lequel il subit la transformation qui lui apport une valeur ajouté. Pour un processus de type flow shop elle peut atteindre les 80 %. Cependant, pour les ateliers de type job shop elle ne peut dépasser les 30 %.
Les composants d’un processus de production : Parmi les moyens qui constituent un atelier nous pouvons citer :
• Les moyens de production : ensemble de moyens permettant de transformer les produits intrants en produits extrants (machine outil, matériel d’équilibrage …etc.).
• Les magasins de stockage : un système de stockage est un ensemble de casiers assurant le stockage du produit fini des pièces de rechanges des matières premières etc.
• Les moyens de transport : c’est un ensemble de moyen assurant le transport des matières dans l’atelier au cours de la production d’un poste de production vers un autre poste de production ou vers un magasin de stockage.
• Les moyens de manutention : ce sont des moyens conçus pour déplacer une pièce d’une position a une autre, pour les chargements et déchargements des machines. Ils peuvent être programmables (les robots) ou non (les manipulateurs). .
Aussi, l’information est une ressource sans laquelle un processus ne peut se dérouler. Il faut donc, pour concevoir un atelier définir les machines et les moyens de transport et manutention et prévoir un système d’information. Un processus doit réaliser de la valeur ajouté, il faut que le coût de revient du produit soit supérieur au prix du marché.
Les étapes de conception d’un atelier : Compte tenu de l’importance des manutentions des attentes, des transports et des stocks dans les coûts et les délais de production il apparaît nécessaires de bien dimensionner un atelier de production, de concevoir un système de pilotage réactif et de définir une implantation des moyens minimisant les manutentions. La conception d’un processus se fait par le biais d’une séquence d’activités qui s’imbriquent au sein des activités de conception. Nous pouvons reconcevoir le processus pour produire un nouveaux produit ou pour adopter une nouvelle technologie ou parfois pour l’augmentation de la cadence.
La conception du processus se fait dans le cadre du management de projet. En effet, c’est une activité non répétitive qui se déroule dans un temps limité ayant un objectif donné. Les projets font le quotidien d’une entreprise. Pour atteindre ses objectifs une entreprise doit mener différents projets : concevoir un nouveau produit, introduire une nouvelle technologie, entreprendre une démarche de certification qualité, implementer un logiciel de GMAO … Un projet se déroule en général en plusieurs étapes (Cycle de vie d’un projet) : Etude de faisabilité - Planification – Développent - Réalisation - Mise en service. Il peut être décomposé en plusieurs Processus. Les Processus d’un projet sont de deux types : Processus de management (Démarrage - Planification - Maitrise – Clôture.), Processus de réalisation qui sont orientées produit. Pour manager un projet il faut tout

5
d’abord définir une structure de projet (nommer un chef de projet et constituer des équipes de projet). Il faut ensuite, planifier le projet (estimer les durées et les charges de différentes tâches du projet et élaborer un diagramme GANT, PERT ou Méthode des Potentiels)
Les données d’entrée de conception d’un processus sont : Les spécifications du produit (dessin de définition), Les données économiques (importance de la série, prix du marchés).
Les données de sortie de l’industrialisation c’est le choix des machines le calcul du nombre de machines la conception d’un système de pilotage …etc.
Les différentes étapes de conception d’un processus sont donc:
Etude de faisabilité (Analyse achat - fabrication) : Lors de cette étape, il faut faire un recensement des données fonctionnelles et des contraintes. En effet, il faut définir les objectifs en matière de (performances attendues, taux d'utilisation, conditions d'ambiance dans les locaux, qualité) et les contraintes (sur l'outil de production, sur le bâtiment et les utilités, sécurité, sociales, commerciales, administratives). Ensuite, il faut proposer les différentes alternatives (équipements et installation) et élaborer de manière approximative une estimation des coûts et un planning de réalisation
Avant projet (établissement préliminaire des moyens) : A l’issue de cette étape il faut détailler la solution retenue à l'issue de l'étude de faisabilité en élaborant un dossier technique et un dossier administratif.
Le dossier Technique comprend les cahiers des charges des équipements à acheter ou a concevoir : Partie électrique (contrôle, régulation, automatisme, supervision…) – Partie mécanique (tuyauterie, robinetterie, chaudronnerie, charpente …).
Le cahier des charges administratif doit comporter la liste des fournisseurs à consulter, les document type pour l’appel d'offre et la commande comprenant des clauses en matière d’hygiène, sécurité, environnement, ergonomie et protection incendie…
Choix des moyens et dimensionnement du système : A ce niveau il faut établir des spécifications techniques détaillées et élaborer des plans guides des différents équipements à acheter ou à développer et des listes de matériels définissant sans ambiguïté la fourniture et les travaux nécessaires à la réalisation du projet.
Conception du système de pilotage. Lors de cette étape il faut concevoir un système informatique de pilotage réactif (supervision, ordonnancement et gestion des capacités de production.)
Aménagement et implantation définitive. A ce niveau il faut définir une implantation des moyens minimisant les manutentions.
Pour concevoir un processus capable de fabriquer un produit conforme dans les quantités désirées et à un coût optimal, un certains nombre d’outils et de méthodes sont utilisées : (Les diagrammes de circulation, les graphiques (homme – machine), les techniques d’implantation, le SMED, le re-engineering des processus, la simulation des flux de production… etc.).
Interaction produit – processus : Hayes et wheell wright ont élaboré un modèle relatif à l’interaction du produit et du processus (Nollet et al 1994). Selon la quantité et la diversité nous pouvons classifier le produit (unitaire, petite moyenne ou grande série, production de masse), aussi le processus comporte plusieurs classes selon sa productivité et sa flexibilité (production par projet, processus de type atelier job shop, production par lot sur atelier flow shop, lignes de production dédiées).
Ces deus entités produit et processus sont intégrés dans une matrice (produit processus). Une entreprise peut être caractérisée par la place qu’elle occupe sur la diagonale de la matrice. Généralement un processus doit s’adapter au produit, processus flexible pour une production en petite série et productif pour une production en grande série
1.4 Système de production : Pour être opérationnelle et atteindre ses objectifs à savoir : (améliorer les rendements et les indicateurs
de performance) une entreprise doit disposer d’un système de production. Un système de production est l’ensemble de moyens matériels, humains, financières et informationnelles (équipements, savoir faire, procédures) qui sont combinées pour réaliser les opérations de production dans les meilleures conditions. Au sein d’un système de production on peut trouver 2 types de processus : les processus principaux et les processus de support.
• Les processus principaux : à savoir les ateliers de production, ils sont organisées selon la variété et la quantité du produit à fabriquer en (Job shop – Flow shop – implantation fixe en cellule de production).

6
• Les processus de support : il y a plusieurs étapes préliminaire qu’on doit effectuer avant de lancer une production à savoir : concevoir le produit – définir les équipements – planifier le contrôle – planifier la production … etc. Toutes ces fonctions sont accomplies par le personnel de processus de support : (agents méthodes – responsable planification – responsable qualité (les blouses blanches)). Les principales fonctions de support sont :
• La fonction qualité
• La fonction méthode.
• La fonction gestion de production.
• La fonction maintenance.
La fonction méthode : Elle est définie comme étant la fonction qui fait le choix des méthodes et moyens a utiliser pour exécuter un travail en optimisant les temps et les coûts de réalisation. L’agent méthode analyse aussi, le poste de travail, les circuits, les tâches, les équipements et les mouvements, pour les faciliter, les simplifier, les améliorer et les optimiser et ensuite mesurer et déterminer les temps d’exécution des tâches ainsi stabilisées. La fonction méthode englobe plusieurs activités et responsabilités qui peuvent être regroupées en trois sections : (Section soutien à la conception (DFMA) - Section méthode et préparation. - Section amélioration contenue et résolution de problèmes.)
• Section soutien à la conception : Design For Manufacturability and Assemly. La communication entre ingénieur de conception et de production est indispensable, pour éviter les erreurs de conception et considérer les plus tôt possible le processus de production et par suite les coûts de production. Pour y parvenir il y a plusieurs concepts, à savoir démarches d’intégration (partage de donnés entres services, facilité par l’informatique) le DFM – l’ingénierie simultanée.
• Section méthode préparation : Les méthodes préparations regroupent les principales activités de la fonction méthode, à savoir : (La définition de méthodes et processus de production, La sélection des équipements et des outillages à utiliser, Estimation et calcule des coûts de production.)
• Section amélioration continue et résolution de problèmes : C’est une section qui a pour charge la résolution des problèmes et des non-conformités en fabrication, elle doit aussi être engagée l’amélioration continue, la réduction des coûts et l’amélioration de la productivité.
L’approche ingénierie simultanée : Elle se caractérise par la simultanéité de la conception du produit, du processus et de la commercialisation. Depuis les années 80, les industries automobiles, télécommunication et aéronautique convergent vers ce concept. En plus des aspects fonctionnels et esthétiques, il faut considérer la simplification du produit et la facilité de production, et formuler une politique cohérente (type de marché – ressources disponibles – technologie … etc.). par exemple une aile de voiture sera vue par sa forme aérodynamique pour le concepteur, et par la forme de la matrice d’emboutissage par l’agent méthode.
Le processus de développement d’un produit peut être structurée selon deux visions : une vision projet et une vision métier. Nous utilisons donc une matrice (projet – métier) et une ensemble d’étapes clés jalonnent le projet et regroupe un certain nombre de métiers.

7
2 Elaboration d’un avant projet d’étude de fabrication
L’industrialisation d’un produit comporte différentes activités. Les données d’entrée de l’industrialisation sont : Les spécifications du produit (dessin de définition), Les données économiques (importance de la série, prix du marchés). Les données de sortie de l’industrialisation sont les installations et les moyens de production, ainsi que les paramètres du processus.
L’avant projet d’industrialisation ou l’établissement préliminaire des moyens est une étapes d’industrialisation. Elle consiste en un choix préliminaire des moyens. L’avant projet doit être validé pour s’assurer que les moyens choisis seront capables de réaliser un produit conforme aux spécifications du bureau d’étude.
Parmi l’ensemble des procédés de fabrication, notamment ceux utilisés pour le travail et la mise en forme des métaux dans les industries mécaniques, c’est certainement l’usinage qui est le plus traité au niveau académique.
Dans ce chapitre nous allons présenter les différentes approches d’élaboration d’un APEF pour l’usinage d’une pièce mécanique et les méthodes de validation de cet APEF (la simulation d’usinage)
2.1 Les différents approches d’élaboration d’un APE F La préparation des fabrications en mécanique a pour but de définir les moyens de fabrication permettant
de fabriquer le produit défini par le bureau d’études. La production d’une pièce mécanique passe par plusieurs étapes :
• Élaboration du brut, se fait généralement par : Moulage au sable – par cire perdue – par centrifugation – emboutissage – estampage – frittage…etc.
• Le parachèvement qui est réalisé par : Usinage – rectification – coupe – soudage…etc.
• Des opérations de traitement technique sont parfois nécessaires pour l’obtention des caractéristiques mécaniques voulues.
L’élaboration d’un avant projet d’étude de fabrication APEF consiste en le choix d’un procédé d’obtention du brut, la conception d’une gamme d’usinage, la conception et la fabrication des outillages et le calcul des coûts et des temps de fabrication. L’APEF a donc pour objet de définir le mode d’obtention de la pièce mécanique en respectant le CDC à un coût minimal, par une suite logique d’opérations regroupées en phases en utilisant des outillages et une équipe bien déterminée. Les données d’entrée à l’analyse de fabrication sont :
• Le dessin de fabrication qui définie les spécifications techniques (tolérance, rugosité, dureté, matière première …etc.)
• Les données économiques (quantité a produire, taille de la série, coût de revient ...etc.).
• Et éventuellement, les potentialités du parc machine.
L’élaboration des gammes de fabrication (process planning) est souvent considérée comme une tâche délicate faisant intervenir une grande part d’expertise humaine. Il n’existe pas de méthode permettant de trouver une gamme unique pour la réalisation d’une pièce mécanique donnée. Chaque agent méthode selon son expérience et son savoir peut proposer une gamme de fabrication différente et valable. Pour cela on réalise un avant projet qui ne devient projet définitif qu’après vérification et validation.
Selon le type de production (variée ou homogène) on peut envisager deux types de méthodes : génération de plan ou classification (Marty et al 1999):
• L’approche générative : qui consiste à développer et générer une nouvelle gamme d’usinage pour chaque nouvelle pièce, en utilisant un ensemble de règles.
• L’approche déductive : Par l’utilisation de gammes type élaborées pour des pièces semblables ou proches. Pour cela on élabore une classification par type de pièces en utilisant la technologie de groupe.
Des Logiciels EFAO Etude de Fabrication Assisté par Ordinateur ou CAPP Computer Assisted Process Planning ont été proposé pour automatiser l’élaboration des gammes de fabrication. En se basant sur la démarche générative des Systèmes à Base de Connaissance ou Systèmes Experts ont été développé (Bourdet 1990). Ils permettent d’élaborer la gamme d’usinage d’une pièce à partir de sa description géométrique issue du dessin. La connaissance des experts est formulée par l’intermédiaire de règles de production dont la partie droite exprime des conseils. La génération du plan se fait en partant d’un plan initial sous-contraint qui est peu à peu contraint par l’ajout de nouvelles contraintes résultant des conseils exprimés. La TGAO (Technologie de Groupe Assistée par Ordinateur) est la version informatique de la démarche déductive. Elle est parfois partiellement intégrée à des progiciels de GPAO et de CAO. Cette méthode est basée sur la codification morpho

8
dimensionnelle de pièces, permettant d'en extraire des groupes, des familles, destinés à être fabriqués dans un même îlot (ou cellule).
2.2 Démarche générative : Elle est principalement basée sur l’étude de la cotation proposée par le dessin de définition. Cette
méthode permet de mener une analyse de fabrication, par le biais d’une série de règles. La méthode qui adopte une démarche générative la plus connue est la méthode d’étude par antériorités.
Etapes d’élaboration d’un APEF : Pour élaborer la gamme d’usinage on supposera qu’aucune pièce du même type n’a été précédemment réalisée dans l’entreprise, nous allons donc générer la gamme à partir des règles d’expertise.
Dans un premier temps nous allons repérer les Surfaces Elémentaires SE. Les surfaces usinées sont repéré par des chiffres et les surfaces brute par des lettres. Ensuite, nous dressons un tableau dans lequel on regroupe les SE en formes géométriques et on détermine le nombre d’opération nécessaire pour obtenir la qualité souhaitée en fonction de la machine choisie.
Les différentes étapes d’élaboration de l’APEF dans le cas d’une approche générative sont :
1- Analyse des surfaces élémentaires : Lors de cette étape il faut dresser un inventaire de surfaces élémentaires auquel nous attribuons un numéro d’identification.
2- Identification des formes géométriques de base : Il faut à ce niveau associer un ensemble de surfaces élémentaire pour les usiner simultanément avec un même outil.
3- Choix des entités d’usinage : Une entité d’usinage est une forme géométrique à laquelle on associe une opération (Machine outils – outil – cinématique de génération) qui permet de la réaliser.
4- Regroupement des opérations en phases : Nous nous basons sur les règles d’expertise pour regrouper plusieurs opération à réaliser dans une même phase avec un même posage, afin d’atteindre l’objectif technique (qualité) et économique (coût).
5- Ordonnancement des phases et choix du pesage : Nous savons que la dispersion de mise en position a un effet important sur la qualité de la pièce à usiner. Donc, pour ordonnancer les différentes phases, il faut s’assurer que le posage choisi garantit la qualité voulue et respecter les règles d’antériorités.
Les règles de l’élaboration d’un APEF : L’élaboration d’un APEF nécessite une expertise poussée qu’on ne peut formuler sous forme d’un algorithme figé, on la formalise généralement par des règles d’expertise. A titre d’exemple nous allons présenter quelques règles d’expertise :
Règle 1 : on doit en premier lieu considérer les données économiques de fabrication. En effet il faut définir en premier lieu les types de systèmes de production (affecté ou flexible) et par suite les types de procédé, le matériel de production et l’outillage à utiliser, les nivaux de préparation …etc.
Règle 2 : définir ensuite la liaison au brut : il faut recenser les côtes de liaison au brut et choisir la côte la plus serrées pour choisir le départ d’usinage le plus appropriées.
Règle 3 il est interdit de prendre une surface brut comme surface de référence, si dans la même direction un usinage a été déjà réalisé.
Règle 4 : définir des surfaces de référence de qualité : avantager les surfaces planes/ au surfaces cylindriques, avantager les surfaces étendues ayant des Intervalles de Tolérance assez faibles.
Règle 5 : réduire le nombre de reprises. En effet, les reprises sont origines de dispersions, il faut donc les éviter par un posage permettant une accessibilité maximale. Ainsi de nos jours, avec des montages des usines évolutifs sur centre d’usinage 4 axes – unité de perçage montée sue tourelles avec indexation de la branche on peut atteindre 4 faces de la pièce.
Règle 6 : regrouper les opérations pour un coût minimal, par exemple sur un bloc moteur on réalise un bloc moteur on réalise en même temps avec un ensemble d’outils un ensemble d’opérations.
Règle 7 : ordonnancer les opérations pour une qualité donnée, exemple : pour alésage H12 prévoir un centrage + perçage. Alésage H8 + contrainte géométrique centrage – perçage – alésage.
Considérons a titre d’exemple la pièce figure 1 (corps de pompe) à industrialiser. La première étape consiste à élaborer un APEF du corps de pompe et proposer une gamme d’usinage pour cette pièce.

9
En appliquent la règle 2 nous allons choisir les surfaces bruts B1 et B2 comme surfaces de mise en position de la première phase (centrage long sur B2 et appui ponctuel sur B1) et nous allons réaliser les surfaces 2 (dressage) et 4 (alésage) sur un Tour. On peut aussi réaliser le chanfrein 5 au niveau de la même phase.
Figure 1 : Corps de Pompe en Fonte
En appliquent la règle 2 nous allons choisir les surfaces bruts B1 et B2 comme surfaces de mise en position de la première phase (centrage long sur B2 et appui ponctuel sur B1) et nous allons réaliser les surfaces 2 (dressage) et 4 (alésage) sur un Tour. On peut aussi réaliser le chanfrein 5 au niveau de la même phase.
Ensuite on peut se mettre en position sur les surfaces 2 et 4 (centrage court sur 4 et appui plan sur 2) pour réaliser la deuxième phase (perçages de la surface 1 et lamage de 3) sur un Perceuse, à l’aide d’un foret étagé.
2.3 La démarche déductive : Cette méthode convient lorsque l’entreprise possède une mémorisation de l’expérience acquise. Elle
s’adapte facilement dans les entreprises fabriquant une gamme de produits semblables, elle se base sur la technologie de groupe à partir d’une classification de pièces à réaliser on leur associe une gamme type qu’il suffit de personnaliser.
Technologie de groupe : C’est une méthode consistant à regrouper des pièces par familles afin de tirer profit de leurs analogies. Venant de l'anglais Group Technology, cette méthode est née aux États-Unis, dans l'industrie manufacturière, (production discontinue de composants élémentaires destinés à être assemblés). Cette méthode est basée sur la codification morpho-dimensionnelle de pièces, permettant d'en extraire des groupes, des familles, destinés à être fabriqués dans un même îlot (ou cellule).
La technologie de groupe s'est principalement développée dans les métiers de la fabrication mécanique: (l'usinage par enlèvement de copeaux: tournage, fraisage, perçage - la tôlerie: découpe, formage, emboutissage - l'assemblage de sous ensembles: soudure, rivetage)
Les entreprises réalisant de nombreuses pièces primaires ont découvert que nombre d'entre elles avaient la même forme ou bien étaient si proches, qu'il était économiquement intéressant de mettre en place des normes internes, des standards qui évitaient de redessiner des composants qui existaient déjà. Et de simplifier les flux en regroupant les machines en îlots. C’est le concept de cellules ou d'îlots hétérogènes, associant plusieurs métiers à une famille de pièces. Il suffisait donc d'identifier ces familles et de calculer le nombre de machines (ou de postes) à regrouper en un même lieu, l'îlot.
Certaines entreprises ont alors développé un code permettant d'effectuer des classifications, des tris, des mises en famille. Ces codes ont conservé un usage privé, ou, s'ils ont été étudiés en communauté avec d'autres entreprises et des organismes de recherche, ont pu profiter à d'autres entreprises.
Les codes technologiques : Pour décrire les pièces, une description codée s'est avérée indispensable, surtout pratique pour des tris et des classifications en familles.
Exemple: une pièce de révolution, épaulée, comportant une partie filetée, de diamètre compris entre 20 et 30 mm, avec une rainure de clavette, et une tête fraisée, en acier XC38, et une rainure fraisée perpendiculaire à son extrémité épaulée, phosphatée etc., peut faire partie de la famille des axes de poulies. Cette description est

10
longue et difficilement utilisable. Si la pièce est codée 1237002341265, par exemple, c'est plus facile à manipuler!
Le concept de codification de pièces fut développé dans les années 50 par les soviétiques, il a été repris au USA système OIR, OPTIZ. Récemment le CETIM a élaboré le système PMG Pièce Mécanique Générale. Cette codification s’acquis sur des principes de classement rationnels sur la base d’une codification morpho - dimensionnelle 14 caractères numériques sont utilisées à cette fin.
La codification morpho – dimensionnelle se compose de 14 caractères numériques suivants : (morphologie générale, morphologie extérieure, morphologie intérieure, dimension, rapport longueur- diamètre, éléments de forme type (rainure – plat…), éléments de forme type (denture - cannelure…), matière, qualité dimensionnelle et état de surface, présentation du brut, traitement thermique, qualité, quantité et cadences. )
Chaque position du code définit une caractéristique de l'objet. Le 1er caractère pouvant prendre les valeurs de 1à 9: 1= pièce de révolution; 2 = pièce prismatique etc. Le 4éme caractère pouvant prendre les valeurs de 0 à 9: 0 si la plus grande dimension est inferieur à20 mm; 1 si elle est comprise entre 20 et 50 mm etc. Les codes peuvent être hiérarchiques, ils affinent de plus en plus la définition. Exemple: parmi les pièces de révolution de cet intervalle de dimensions, il y a les plus petites, dans ces dernières, celles qui sont filetées, parmi celles qui sont filetées, celles qui sont en aluminium...
Les codes peuvent aussi être non hiérarchiques: ils ne définissent pas l'appartenance à une famille, ou une classe quelconque. Seule l'analyse permet de définir des familles.
Cette codification est utilisée à la fin par le B.E, le BM et la fabrication.
Pour le B.E : on peut chercher dans les anciens plans s’il existe une pièce qui peut satisfaire le fonctionnement via des modifications mineur. En effet, le code décrit les caractéristiques de formes et de dimensions de la pièce, il pourra, donc être utilisé pour établir un standard, une normalisation des pièces, et sera, donc exploité au niveau dessin, au bureau d'études.
Pour le B.M : la codification permet d’associer à la pièce une gamme type – des outillages de fabrication et d’élaboration de devis par analyse et utiliser l’expérience acquise dans la fabrication de pièces semblables.
Pour la fabrication : le code associe, une gamme ou recette et par suite un circuit de fabrication aux données morpho-dimensionnelles, il permet donc une étude de flux , et une mise en îlots de fabrication. Les avantages sont multiples: ils vont d'une simplification des flux à la réduction des en-cours de production. Le meilleur temps de réponse des ateliers favorise le juste-à-temps.
Ne pas confondre code technologique et référence. En effet, la référence désigne les pièces, les ensembles et les produits que l’entreprise fabrique, qu'elle vend et qu'elle achète. Si la pièce n'est pas interchangeable, la référence change. Ces références sont souvent accompagnées d'un indice, permettant de suivre les évolutions mineures d'un composant. Cette référence est unique. Une référence correspond, donc à des composants identiques (aux indices près). Le code technologique par contre, ne correspond pas à une référence. Des composants très similaires peuvent avoir le même code. C'est justement grâce à cette particularité qu'il sera possible de créer des familles et de vérifier si des pièces similaires ne peuvent pas être redessinées pour ne donner lieu qu'à une référence unique.
L’implantation de la technologie de groupe est un travail de longue haleine. Il ne suffit pas de proposer un code. Il faut plutôt, savoir mener une étude de flux. Il faut étudier les impacts sur le personnel, sur les logiciels de CAO, de GPAO, sur les méthodes et le savoir faire de l'entreprise. Il faut aussi développer des logiciels de tri assez complexes. La technologie de groupe présente de nombreux intérêts. Le code technique est prévu en standard dans les logiciels de GPAO d'origine américaine. C'est une option de presque tous les logiciels de CAO. Il apparaît, d'expérience, qu'il vaut mieux commencer par l'introduire au BE, en CAO. La technologie de groupe est compatible avec toutes les approches productiques modernes.
Les étapes d’un APEF : Pour aboutir a la gamme finale de fabrication, il y a une étape intermédiaire qui la consultation de la gamme type. Cette consultation est facilitée par le code technologique. Donc, les étapes de la démarche déductive sont :
• Codification morpho dimensionnelle de la pièce
• Examen de la mémoire de l’entreprise et recherche de la fiche processus.
• Elaboration de la gamme type.
• Intégration des opérations complémentaires.

11
La fiche process donne les différentes solutions possibles pour l’obtention de la pièce. Le choix de la solution optimale est dicté par des considérations techniques et économiques (Parc machine, taille de la série …etc). Les opérations complémentaires peuvent s’intégrer de deux manières :
• Soit directement dans une phase de la gamme type, si c’est techniquement possible.
• Soit en ajoutant une phase supplémentaire.
2.4 Simulation d’usinage : Le rôle de la simulation d’usinage est de calculer la valeur des cotes fabriquées pour s’assurer qu’ils
permettent de respecter les conditions BE. L’ensemble de cotes fabriques sont indiquées sur le document de la phase. Ils sont contrôlés à la fin de la phase. Ils sont sujets des dispersions et sont influencées par plusieurs facteurs. L’origine de ces facteurs est résumé par les 5 M (matière, main d’œuvre, machine, milieu, méthode).
Les étapes d’une simulation d’usinage sont :
• Recenser les conditions BE.
• Modéliser le processus de fabrication.
• Pour chaque condition chercher le transfert des cotes de fabrication qui permettent de l’obtenir.
• Calculer la somme des dispersions générées par les cotes fabriquées.
• Comparer avec la tolérance du BE.
Si la somme des dispersions est supérieur a la tolérance BE au niveau d’une cote condition, la gamme proposé n’est pas valable, et il faut reprendre l’étude et proposer une nouvelle gamme d’usinage.

12
3 La pyramide productique.
Avec l’apparition de l’informatique, on a cherché des optimisations locales par métiers (CAO – FAO – Commande Numérique.... etc.) puis on a commencé à intégrer ces systèmes le long de la chaîne de production (CFAO - Cellule Flexibles d’usinage...etc.) c’est le concept CIM qu’on traduit en français par productique. La productique est donc le concept de mise en œuvre des moyens et techniques (informatique, automatique et mécanique) afin d’assurer, la rentabilité, la qualité la réactivité d’un système industriel.
Au niveau de ce chapitre, nous allons, d’abord, faire un historique sur l’automatisation des systèmes de production et présenter les FMS ; les systèmes flexible de fabrication. Ensuite, nous allons définir les différents niveaux de la pyramide productique.
3.1 L’automatisation en production : La production intégrée est l’aboutissement d’un long effort dans l’automatisation de la production
(Browne et al 1994). La révolution industrielle s’est surtout attachée à remplacer l’homme par la machine, la standardisation des opérations et la simplification du travail (Taylor peut être considéré comme le père fondateur de l’ingénierie industrielle).
Dans les années 60 nous avons assisté à une automatisation ponctuelle, en automatisant les machines particulières ou les fonctions spécifiques dans l’entreprise, il n’y avait pas des stratégies pour intégrer les solutions. A ce niveau l’automatisation était en général non flexible les machines étaient dédiées à la fabrication d’une pièce.
Avec l’apparition des MOCN et l’émergence des systèmes de gestion de production MRP et les systèmes de automatisées de manutention et de stockage, les automatisations ponctuelles ont été étendues pour constituer les îlots d’automatisations. Les Flexible Manufacturing Systems (FMS) et Direct Numeric Control (DNC) sont des exemples d’îlots d’automatisations. Les principaux îlots d’automatisations qu’on trouve actuellement dans l’industrie sont :
• La Conception et la Fabrication Assisté par Ordinateur (CFAO) : C’est l’association de la CAO Conception Assisté par Ordinateur, de l’EFAO Etude de Fabrication Assisté par Ordinateur et de la FAO Fabrication Assisté par Ordinateur.
• Les Cellules flexibles d’usinage (stockage et transferts automatisés, machines à commande numérique CN et alimentation des machines robotisées)
Aujourd’hui, les îlots d’automatisations commencent à se chevaucher et la production intégrée passe par l’intégration des différents îlots en un tout cohérent.
Les FMS (Flexible Manufacturing System) peuvent être considérées comme le 1er niveau d’intégration. Les moyens mis en jeu dans un FMS sont :
Les moyens de production : ensemble de moyens permettant de transformer les produits intrants en produits extrants. En général les moyens de production sont à commande numérique, ce qui consiste à commander la machine par un directeur de commande programmable.
Les moyens de stockage : un système de stockage automatisé est un ensemble de casiers desservis par un dispositif assurant le stockage et le déstockage du produit, à partir d’un convoyeur ou un chariot filoguidé.
Les moyens de transport : c’est un ensemble de moyen assurant le transport des matières dans l’atelier au cours de la production d’un poste de production vers un autre poste de production ou vers un magasin de stockage. On peut avoir différents types de moyens de transport : (Les lignes de transfert. Les convoyeurs à bandes ou à palettes. Les chariots filoguidés... etc. )
Dans les lignes de transferts rigides, il faut que les opérations soient terminées sur tous les postes pour que les produits puissent progresser sur la ligne de production. On peut avoir des convoyeurs à palettes lorsqu’on a une production diversifiée. C’est un circulateur qui distribue les produits par dérivation vers les postes de travail réparties sur sa périphérie, selon leurs gammes de fabrication.
Les robots et les manipulateurs : ce sont des moyens conçus pour déplacer une pièce selon une série de mouvements. Ile peuvent être programmables (les robots) ou non (les manipulateurs). Les taches robotisées sont : les chargements et déchargements des machines, le soudage, la peinture, l’assemblage...etc.
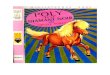
Les logiciels de pilotage d’un atelier : Les différentes machines de la cellule sont reliées à un superviseur de type SCADA qui assure la coordination. Il existe de nos jours une gamme large de superviseurs que l’on peut implanter sur des ordinateurs de type PC. La figure 2 présente une cellule flexible de fabrication,

13
piloté par le superviseur COSIMIR. Cette cellule est composée : d’un magasin automatique, d’un convoyeur à palettes et de deux postes de production ; un poste d’usinage et un poste d’assemblage.
Figure 2 : Cellule flexible de fabrication
3.2 Le flux d’information : Le fonctionnement d’un processus industriel est généralement modélisé en utilisant une approche
systémique. On considère une entreprise comme une boite noire avec des entrées et des sorties. Ce système est parcouru par un flux physique et un flux d’information (commandes Matières Premières et Produits Finies – Ordre de Fabrication ...). Il est classique de décomposer un système de production en trois composants.
• Le système physique ou le système opérant : il agit sur les produits en effectuant des opérations de transformation manutention et de stockage
• Le système de décision qui a pour rôle de diriger l’évolution de système physique.
• Le système d’information : il a pour objet d’assurer la collecte le stockage et le traitement et la transmission de l’information entre le système de décision et le système physique.
On peut distinguer différents sous système au niveau au sein d’un système d’information :
• Le système de gestion commun aux différentes unités et cellules de production.
• Le système de conduite qui assurer la synchronisation des différentes unités d’une cellule ou de différentes cellules d’un atelier
• Le système de commande pilote les différents capteurs et actionneurs d’une unité opératoire
La communication entre les différents systèmes est généralement informatisée. Le système de gestion de production dispose de toutes les données de production.
• Données techniques : ils définissent le produit à fabriquer (dessin de définition d’une pièce – gamme de fabrication, programme CN des différentes opérations).
• Données de gestion ; quantité à fabriquer, date prévue pour le lancement …etc.
Le système de gestion transmet un ordre de fabrication au système de conduite et le système de conduite transmet à son tour des ordres de lancement des opérations constituant cet ordre et les données techniques relatif au produit à fabriquer au système de commande.
Le système de commande renvoie un compte rendu quand l’opération est terminée correctement ou non et le système de conduite transmet des comptes rendus relatif à l’ordre de fabrication lancée au système de gestion (temps d’exécution, quantité fabriqué, quantité rebuté…etc.).

14
3.3 La pyramide productique : Un système de production comporte donc, du matériel mécanique, automatique et informatique
(moteurs – réducteurs- capteurs – automates – logiciels de supervision ... etc). En productique on réalise une hiérarchisation du matériel par classe de niveaux croissants d’abstraction, cette démarche permet de regrouper dans chacune des classes tout ce qui relève d’un même métier et des spécialistes parlant le même langage. Il devient pour chacun des niveaux, plus facile de raisonner en faisant abstraction du niveau inférieur. La pyramide CIM (Figure 3) fait apparaître cinq niveaux successifs (Simpson and al 1982) (Williams 1989) (Morel 1992):
Niveaux 0 : Capteurs – actionneur. Détecteur de proximité, moteur électrique, vérin pneumatique, distributeur, contacteur ... etc.
Niveaux 1 : Machine. Exemple (Fraiseuse- Presse- convoyeur à palettes...). En effet, l’entité élémentaire d’un système de production est la machine, elle est composée d’une partie opérative (Actionneurs et Capteurs) et d’une partie commande (API, commande d’axe). Pour relier le niveau 0 et 1 nous utilisons des réseaux de terrain (FIP, Profibus DP, ASI ......etc.).
Autrefois, le système de contrôle commande était câblé (séquenceurs), de nous jours, il est programmé (automates et calculateurs). Les machines qui composent en générale un atelier flexible de production sont, en plus, à Commande Numérique (NC Numerical Control). Le contrôleur (partie commande) d’une machine NC assure différents fonctions, à savoir : la programmation, la commande, et la visualisation. C’est une machine informatique qui, dans son fonctionnement présente 2 aspects : c’est un automate et un calculateur.
En ce qui concerne l’aspect automate, le contrôleur dispose d’un ensemble d’entrées – sorties (analogiques éventuellement). Ce qui lui permet de commander les axes de la machine, parfois de manière coordonnée (interpolations).
L’aspect calculateur, permet à l’utilisateur d’écrire des programmes et d’effectuer des calculs complexes. Le contrôleur comporte donc : une mémoire RAM, un microprocesseur, un dispositif d’entrée du programme (clavier) et un dispositif d’affichage, ainsi qu’un ensemble de logiciels (software). Le software est un ensemble de programmes qui s’exécutent sur le hardware. Parmi ces programmes on trouve ; le système d’exploitation, ce sont les programmes qui assurent l’exploitation du hardware (chargement des programmes sur la RAM et leurs exécution) – on trouve aussi, un langage de programmation avec son éditeur et son compilateur.
N 4 : Usine.
N 3 : Atelier,
N 2 : Cellule,
N 1 : Machine,
N 0 : capteurs - actionneur,
Figure 3: la pyramide CIM
Le langage de commande numérique le plus utilisé est APT (Automatic Programmed Tools) connue aussi sous le nom du code G. c’est un dérivé du Fortran, il est indépendant de la plateforme, il a été mis au point par le Massachusetts Institute of Technology. Aussi, le controleur peut disposer d’un logiciel FAO. C’est une application informatique permettant d’élaborer des processus d’usinage et de générer automatiquement des programmes de commande numérique.
La machine à Commande Numérique, d’une cellule flexible, doit communiquer avec le superviseur central de la cellule (recevoir les ordres et transmettre les comptes rendus). Les machines CN disposent en générale de connecteurs et d’interfaces matériels standarts (RS232 pour les liaisons série, RJ 45 pour les réseaux Ethernet…etc.)
Niveaux 2 : Cellule. Une cellule flexible d’usinage se compose en générale d’un magasin de stockage automatisé, d’un moyen automatisé de transfert, d’un ou plusieurs robots et de machines outils à commande

15
numérique MOCN. Elle est pilotée par un logiciel de supervision de type SCADA. Pour relier les différentes machines au poste de supervision, nous utilisons des réseaux de cellule (Profibus FMS, Modbus ....etc.).
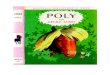
Figure 4 : Ecran de supervision crée à l’aide de superviseur CIROS de Festo.
Les outils de supervision ou SCADA (Supervisory Control And Data Acquisition) s’adressent à tous les industriels ayant des nécessités de pilotage et de visualisation de leurs équipements. Ces outils « temps réel » ont pour principaux buts la représentation graphique et la prise en charge de fonctions avancés du procédé. Situés dans des salles de commande ou au pied de machine, les systèmes de supervision offrent la possibilité de déporter et de centraliser la vision et le pilotage des organes physiques (capteurs, actionneurs) parfois très éloignés. Les solutions de supervision disponibles sur le marché sont nombreuses et bien représentées par les grands constructeurs (WinCC de Siemens, RSView d’Allen Bradley…). En effet, ils permettent de surveiller le processus de production, à l’aide d’écrans de supervision. La figure 4 présente l’écran de supervision d’une cellule flexible de fabrication, crée à l’aide de superviseur CIROS. Cette cellule est composée : d’un magasin automatique, d’un convoyeur à palettes et de deux postes de production ; un poste d’usinage et un poste d’assemblage. Ils permettent aussi, la coordination des taches des différentes machines.
Niveaux 3 : Atelier. Il est assuré par des logiciels de pilotage de type MES Manufacturing Execution Systems (Wonderwer, FactoryCast …), qui assure le lien entre les systèmes informatiques de gestion et les logiciels de supervision en englobant toutes les informations liées à la production. Le groupe M.E.S.A International (association d’échange d’information sur les M.E.S) a défini que les systèmes M.E.S doivent délivrer des informations permettant l’optimisation des activités de production depuis l’ordre de fabrication jusqu’aux produits finis (MESA 2010). Pour cela, un jeu divers de fonctions a été mis en place. Celles-ci, au nombre de onze, se concentrent sur trois ressources primaires qui doivent être gérées, les personnels, les matériels et les équipements. Ces onze fonctions sont : (Gestion des ressources, Ordonnancement, Cheminement des produits, Gestion des documents, Collecte et acquisition de données, Gestion du personnel, Gestion de la qualité, Gestion du procédé, Gestion de la maintenance, Traçabilité produit et généalogie, Analyse des performances)
Niveaux 4 : Usine. Ce niveau est piloté par des logiciel de gestion GPAO –ERP (SAP- Baan - JD Edwards). Ce sont des outils informatique qui assurent les fonction liées a la gestion de l’entreprise : gestion des ressources humaines, comptabilité, gestion de la reltion client … . Pour relier les niveaux 2 et 3 ou les niveaux 3 et 4 nous utilisons des réseaux locaux de type (TCP/IP- Ethernet…)
Il faut avoir à l’esprit que les SAP doivent de nos jours être de plus en plus :

16
• Intégrées : ils doivent réunir dans un ensemble informatisé parfaitement inter communicant toutes les frontières liées à l’entreprise (Etude – méthode – gestion – production...)
• Flexibles : être en mesure de s’adapter à des changements de production.
Les nouvelles technologies de l’information NITC permettent d’élaborer des architectures d’automatismes pour répondre aux besoins d’intégration et de flexibilité. Parmi ces technologies nous pouvons citer : l’utilisation des technologies informatiques tel que : Ethernet, JAVA- COBRA - XML égalent les technologies de télécommunication WAP, Bluetooth...etc.

17
4 Démarche de conception d’un système de pilotage d’un atelier
Dans le passé, les systèmes de production de masse étaient les plus répandus, ces systèmes se prêtent facilement à l’automatisation. De nos jours avec une demande plus diversifié et une production en petit lot, les systèmes de production exigent un nouveau style d'automatisation, souvent appelée Automatisation Flexible. Comparé à l'automatisation des différentes étapes d’un processus, l'automatisation d’un système de production en entier est beaucoup plus difficile et introduit de nouvelles exigences. En effet, un système de production est complexe et comporte différents niveaux de pilotage. Considérons une cellule automatisée composée d’un robot et de deux machines-outils, par exemple. La conduite de la cellule peut être décomposée en plusieurs niveaux de pilotage : le plus élevé est celui de la cellule elle-même, qui représente la fonction de coordination des différents machines, puis on peut identifier le niveau commande de chaque équipement de la cellule (commande du robot et de chaque machine-outil). Ces commandes peuvent à nouveau être décomposées en commandes d’axes du robot et commandes des machines-outils. Les commandes d’axes utilisent, à leurs niveaux, les capteurs et les actionneurs qui leur sont propres. Il faut aussi, prévoir des réseaux locaux industriels pour faire communiquer les machines de l’atelier ainsi que les différents services de l’usine.
Dans ce chapitre, nous allons, dans un premier temps, définir les différents composants d’un système de production, à savoir : (les logiciels de supervision de type SCACDA, de pilotage d’atelier de type MES et les réseaux locaux industriels RLI). Ensuite, nous allons présenter la démarche générale de conception d’un système de production.
4.1 Les logiciels de Supervision de type SCADA: Les outils de supervision ou SCADA (Supervisory Control And Data Acquisition) sont situé sur la
couche Niveau 2 du modèle du CIM , ces outils ont pour principaux fonctions la représentation graphique du procédé, le pilotage de la production et l’aquisition et la collecte des données. Sur un superviseur nous avons en général la possibilité de créer des écrans de supervision et de programmer des processus, des actions et des procédures globales. Un processus permet de lancer des tâches sur les machines. Le superviseur WinCC de Siemens, nous permet de programmer des scripts en C ou en Basic, dans Global Script Editor. Aussi, pour assurer une communication avec les systèmes de contrôle commande (API, SNCC...), machines qu’il supervise, un logiciel SCADA est équipé d’une bibliothèque de drivers (OPC, ModBus, TCP-IP, RS-232). Un driver est un contrat d’interface supporté par des protocoles industriels de communication standards ou propriétaires.
Figure 5 : Les modes de fonctionnement du Logiciel WinCC de Siemens.
Un logiciel SCADA comporte deux modes de fonctionnent : un mode configuration et un mode de production ou d’exécution.
En mode configurations, l’utilisateur doit configurer la communication (associer le pilote permettent au superviseur de communique avec chaque machine) et définir des écrans de supervision.

18
En mode exécution, l’utilisateur peut lancer des processus sur les équipements du procédé et les surveiller. La figure 5 présente le mode configuration (Configuration editors) et le mode exécution (WinCC runtime) du superviseur WinCC de Siemens.
4.2 Réseau local industriel RLI Un réseau local industriel est un réseau local utilisé dans une usine pour connecter diverses machines
afin d’assurer la commande, la surveillance, la supervision, la conduite, la maintenance et la gestion de l’installation de production. Dans les architectures de systèmes, on distingue habituellement les réseaux suivants : réseau de terrain, réseau de cellule, réseau d’usine. Un réseau de terrain connecte les capteurs et actionneurs aux automates, contrôleurs et régulateurs, puis le réseau de cellule connecte les automates à un coordinateur, les coordinateurs étant eux-mêmes connectés par un réseau d’usine aux services tels que les bureaux d’études, de méthodes, la gestion, les approvisionnements. Dans ce paragraphe nous allons aborder les réseaux locaux industriels. Après avoir rappelé les principaux concepts OSI, nous analysons les réseaux locaux industriels du point de vue de leur place et de leur rôle dans les systèmes automatisés.
Le modèle OSI : La transmission de l’information entre un émetteur et un récepteur suppose que ; l’émetteur ainsi que le récepteur, respectent des règles d’accès à la voie de transmission, tant au niveau matériel que logiciel ; ce sont les protocoles de transmission. Un protocole de communication est, donc, une spécification de plusieurs règles pour un type de communication particulier. Plusieurs protocoles réseau forment des couches de protocoles. Afin de simplifier la définition de ces protocoles de communication, en les situant les unes par rapport aux autres, l’organisation internationale de normalisation (ISO) a lancé en 1977 un projet de définition d’un modèle de référence pour l’interconnexion de systèmes ouverts, appelé modèle OSI (Rahoul et al 2006). Un système est dit ouvert lorsqu’il permet la communication entre équipements de types différents, pouvant provenir de constructeurs différents, pourvu que ces équipements respectent les règles de communication dans un environnement OSI. Les règles de communication sont publiques, accessibles à tous. Inversement, un système est dit privé, lorsqu’il ne permet la communication qu’entre des équipements d’un même type, ou d’un même constructeur, en utilisant des protocoles qui sont la propriété de quelqu’un. On qualifie parfois ces systèmes de « propriétaires ».
Le modèle OSI constitue un cadre de référence pour l’interconnexion de systèmes ouverts hétérogènes. Il s’agit d’un modèle pour élaborer des normes d’interconnexion et de coopération de systèmes répartis. Il est construit selon une structure en sept couches qui correspondent chacune à un type de préoccupation ou à un type de problème à résoudre pour pouvoir communiquer (figure 6). Nous rappelons brièvement le rôle de chaque couche. Les couches 1, 2, 3 et 4 se préoccupent du transport d’informations et masquent aux couches supérieures les problèmes liés à la communication d’informations entre des équipements distants. Les couches 5, 6 et 7 fournissent des services d’accès à la communication pour différents types d’applications.
Figure 6 : Le modèle OSI pour l’interconnexion des systèmes ouverts.
La couche physique adapte les signaux numériques au support de transmission. Son rôle consiste à assurer le transfert de l’information sur la voie de transmission.

19
La couche liaison de données fiabilise les échanges de données entre deux stations. Elle permet le partage de la voie de transmission entre différentes stations. Elle permet aussi de détecter les erreurs de la couche physique (code de parité par exemple). Dans certains cas le protocole corrige les erreurs.
La couche réseau assure la recherche d’un chemin et l’acheminement des données entre les stations terminales dans un réseau maillé.
La couche transport assure le contrôle de bout en bout entre les stations terminales. Elle effectue une segmentation du message en paquets. Elle permet d’établir une connexion entre deux stations.
La couche session synchronise et gère les échanges pour le compte de la couche présentation. Une session est définie comme l’intervalle de temps, pendant lequel deux utilisateurs sont en communication. Parmi les protocoles utilisés à ce niveau on peut citer le RPC Remote Process Call.
La couche présentation permet d’accepter des syntaxes différentes pour les données échangées entre les couches application. Le format des données est la manière utilisée en informatique pour représenter des données sous forme binaire. Lorsque ces données sont stockées dans un fichier, on parle de format de fichier. Une telle convention permet d'échanger des données entre divers programmes, soit par une connexion directe, soit par l'intermédiaire d'un fichier.
La couche application donne aux processus d’application le moyen d’accéder à l’environnement OSI. Elle n’a pas de limite supérieure, c’est-à-dire que l’on peut toujours ajouter des services supplémentaires construits sur des services existant déjà. Parmi les applications on peut citer (la messagerie, le transfert de fichier, la vidéoconférence…).
Une des premières caractéristiques des réseaux locaux industriels est le type de coopération possible entre les processus d’application, c’est-à-dire comment un processus coopère avec un ou plusieurs autres. On distingue plusieurs modèles de coopération : client serveur, producteur consommateur et producteurs distributeur- consommateurs.
Le réseau local industriel offre une architecture en sept couches qui sont celles définies par l’ISO. Mais cela ne veut pas dire que, dans chacune des couches, les services offerts et les protocoles utilisés sont normalisés. En effet, il offre une architecture en trois couches selon le modèle OSI « réduit », composé uniquement des couches physique, liaison de données et application. Ce modèle a été introduit afin de satisfaire des exigences de temps réel, pour « accélérer » la communication, certaines couches n’étaient pas fondamentalement nécessaires.
4.3 Le MES outil de pilotage de l’atelier Pour rester compétitifs, les entreprises doivent assurer une bonne coordination entre les différents pôles
et services notamment au niveau de leurs échanges d’informations. Voilà pourquoi deux types de systèmes informatisés se sont développés au niveau des sites de production : Le système informatique d’entreprise comprenant les fonctions de gestion de l’entreprise (GPAO, ERP, comptabilité, etc.) et Les systèmes de contrôle/commande assurant le pilotage en temps réel des ateliers de fabrication.
La communication entre les deux systèmes reste difficile car leurs objectifs, leurs bases de temps, leurs utilisateurs et leurs technologies diffèrent. Le système M.E.S s’est développé. Il assure le lien entre les deux systèmes informatisés de l’entreprise en englobant toutes les informations liées à la production. Dans ce paragraphe, nous allons, définir le concept MES et les différentes fonctions d’un logiciel MES.
Définition du concept MES : Avant l’avènement des logiciels MES, les Ordres de Fabrication (OF), éditées par le logiciel ERP, étaient transmis manuellement aux chefs d’ateliers. En tenant compte de l’état de l’atelier (pannes, retards …) ces derniers font le cheminement des lots et affectent à chaque poste de travail les tâches à réaliser. Les fiches techniques, définissant les spécifications techniques du produit à fabriquer, sont distribuées manuellement, par les agents méthodes, aux différents postes de travail. Pour la collecte des données, on formate des fiches de relevés et on demande aux opérateurs de les remplir. Ces fiches servent au relevé de l'ensemble des données; production, temps, défauts…etc. Les données relevées sont ressaisies par la suite dans un système informatique pour exploitation. Ils permettent de maintenir un historique de la production, d’assurer la traçabilité et de calculer les indicateurs de performance. Cette façon de faire a jusqu'à présent donné satisfaction, cependant, les entreprises aujourd’hui se doivent d’être plus réactives plus rapides et plus performantes.
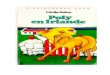
Le M.E.S est alimenté dès le départ par les ordres de fabrications (figure 7). Ensuite, il permet l’ordonnancement de la production et le cheminement des lots. Il peut aussi, envoyer les instructions de production (ordres de fabrication, gamme de fabrication, etc.) aux superviseurs de différentes cellules et télécharger les programmes NC dans les directeurs de commande de différentes machines avant le lancement de production. Les RLI sont, de nos jours, largement utilisés pour la transmission des informations.

Figure
Lorsque le produit est réalisé, le MES assure la fonction de collecte de données et de traçabilité. Il envoie ensuite, vers le système informatique central les productions, les consommations, les prédictions de production, les états de stock, etc.
Les progiciels MES proposées par les éditeursM.E.S ne sont pas uniformes. Le progiciel critères principaux de choix d’un M.E.S :deux critères, les spécialistes s’accordent sur lequatre fonctions afin que celui-ci soit considéré comme tel.succincte du logiciel Mapex, qui est un Logiciel de pilotage de type MES (MAPEX 2au sein de LAMACOM dans le cadre d’un PIFE effectuée à l’ENSAM (Hosni 2010). MAPEX MapexBP v7 (Busines Platformmaintenance et de Maitrise de la documentation technique.
Figure
Le système Mapex se connectautomates. Il supporte aussi, la majorité RS232, Ethernet... L’architecture du MES Mapex
20
Figure 7 : flux d’information entre le MES et les autres systèmes
le produit est réalisé, le MES assure la fonction de collecte de données et de traçabilité. Il vers le système informatique central les productions, les consommations, les prédictions de
Les progiciels MES proposées par les éditeurs : Les usines ne sont pas semblables progiciel MES doit être configuré pour correspondre aux attentes
critères principaux de choix d’un M.E.S : l’activité de l’entreprise et le procédé à gérer. Indépendamment de ces deux critères, les spécialistes s’accordent sur le fait qu’un progiciel M.E.S doit comprendre au moins trois à
ci soit considéré comme tel. Dans ce qui suit, nous allons faire une présentation est un Logiciel de pilotage de type MES (MAPEX 2011).
au sein de LAMACOM dans le cadre d’un PIFE effectuée à l’ENSAM (Hosni 2010). La Platform) comporte les fonctions de Gestion de production
se de la documentation technique.
Figure 8 : Architecture globale du système MES MAPEX
connecte aux entrées/sorties du système de production via un ou plusieurs automates. Il supporte aussi, la majorité des réseaux industriels existant : PROFIBUS, DEVICENET, RS485,
du MES Mapex est présentée sur la figure 8. Il est constitué d’un serveur qui
flux d’information entre le MES et les autres systèmes
le produit est réalisé, le MES assure la fonction de collecte de données et de traçabilité. Il vers le système informatique central les productions, les consommations, les prédictions de
Les usines ne sont pas semblables et les demandes de aux attentes. Il y a deux Indépendamment de ces
fait qu’un progiciel M.E.S doit comprendre au moins trois à Dans ce qui suit, nous allons faire une présentation
011). Il a été implémenté La nouvelle version de
Gestion de production, de la qualité, de la
Architecture globale du système MES MAPEX
s du système de production via un ou plusieurs PROFIBUS, DEVICENET, RS485,
est constitué d’un serveur qui

21
scrute en permanence l’état des variables disponibles sur les automates répartis dans l’atelier. Les données récoltées par l’OPC serveur sont stockées dans une base de données SQL Serveur.
Mapex comporte plusieurs composants : MapexDriver (Driver OPC), C’est le service driver permettant la communication entre les Superviseurs et Automates et le système.
MapexServer (Serveur OPC), Le service server est responsable de l’écriture sur la base de données en procédant à un traitement préliminaire des données provenant du driver.
MapexCM (Communication Manager) : C’est un outil de communication conçu pour assurer la gestion de la base de données MapexBP et l’intégration des systèmes externes (ERP, GPAO,…) avec MAPEX.
MapexBI (Client OPC) : C’est le programme principal contenant le module Business Intelligence intégré qui est un module horizontal utilisé par tous les autres modules pour analyser leurs données de sorite.
Pour assurer une flexibilité et une souplesse de configuration et de programmation, MapexBP est équipé d’un ensemble d’éditeurs. MapexDynamicForms : C’est un éditeur de formulaire dynamique propre au système, permettant la création et la modification de toutes les fenêtres de l’application.
Figure 9: L’éditeur de formulaire dynamique de Mapex
Son langage de base de programmation est le VB.NET standard. La figure 9 présente une fenêtre de l’éditeur MapexDF. Les IHM générales, peuvent être crées, à l’aide de l’éditeur DF de Mapex (ce sont des IHM standards MAPEX).
MapexDynamicQuery : C’est un éditeur des menus et requêtes dynamiques intégré au MES MAPEX, destiné à la conception des rapports et graphiques. Il permet de créer des requêtes SQL pour importer les données et les afficher.
4.4 Démarche de conception d’un système de pilotage d’un atelier Un projet de conception d’un système intégré de production est un grand projet qui fait intervenir
différents corps de métiers ; informaticiens, automaticiens, mécaniciens… Nous allons, dans ce paragraphe, présenter la démarche générale de conception d’un système de production.
La conception d’un système de pilotage de production se déroule en différentes étapes qui sont :
• Définition du besoin
• Analyse du produit et analyse du procédé
• Spécification du système

22
• Implémentation de la partie commande et montage de la partie opérative
• Installation
• Exploitation et maintenance
Parmi les étapes les plus importantes du processus de développement du système de production on trouve : la spécification et l’implémentation.
Lors de la spécification, il faut décrire les fonctionnalités de la partie opérative (système de production) et la partie pilotage et conduite (système d’information) et de l’organisation (système de décision). Il faut donc, utiliser une démarche disciplinée et des outils et méthodes normalisées (UML (Kettani 1999), Grafcet, GEMMA…etc.)
L’Implémentation est une étape de mise en œuvre qui consiste en le choix des machines, des logiciels, la programmation des interfaces de commande et de supervision et les tests. Un système de production intégrée comporte des logiciels de supervision pour assurer une coordination entre les différentes machines, et des réseaux locaux industriels pour faire communiquer les machines d’un atelier ainsi que les différents services d’une usine. En effet, il faut prévoir des réseaux pour relier les différentes machines au superviseur et aux logiciels de l’entreprise (CAO, PLM, GPAO). Les fournisseurs des logiciels et du matériel de contrôle commande (Automates, logiciels de supervision SCADA etc.), fournissent des interfaces pour l’interopérabilité. Cependant ces interfaces ne sont pas tous normalisées, il faut, donc lors de l’implémentation, sélectionner une plate-forme d’intégration qui permettra d’assurer une interopérabilité du système distribué (Konkasé 2003). La tendance actuelle et de considérer les relations entre le système CFAO et le système de conduite de production, lors de l’implémentation d’un système de production. Aussi, un sujet devenu de nos jours, grand intérêt, et de chercher, comment faire l’extension de l'automatisation aux autres systèmes d'information, tel que les logiciels de Gestion de données Produit (PDM) et les Systèmes d’Indicateurs de Performance SIP (tableaux de bord).

23
5 Références
P. Bourdet, F. Villeneuve. La gamme automatique en usinage. Groupe GAMA. Lavoisier 1990.
Browne. J, J. Harhen, J. Shivnan. Les systèmes de production dans un environnement CIM. AFNOR 1994.
HOSNI Brahim. Mise en place d’un MES pour la mesure et l’optimisation des performances des équipements de production. PIFE ENSAM MEKNES 2010.
Denis CAVALLUCCI. TRIZ : l’approche altshullerienne de la créativité. Techniques de l’Ingénieur, traité Génie industriel. 1999. A 5 211 - 1
N. Kettani, D. Mignet, P. Paré, C. Rosenthal-Sabroux, « De Merise à UML », Editions Eyrolles, 1999.
Kosanke, K., Jochem, R., Nell, J. G., & Ortiz, B. A. (Eds.). (2003). Enterprise inter- and intra organisational integration. In Proceedings of IFIP international conference on enterprise integration and modelling technology. ISBN 1-4020-7277-5, Kluwer Academics.
MAPEX. Production and timing control. http://www.emapex.com/en. (visité le 27/10/2011)
MESA International. 2010. “Data Architecture for MOM: The Manufacturing Master Data Approach”. White Paper #37. https://services.mesa.org/ResourceLibrary/. (visité le 15/09/2011)
Marty. C, J. M. Linares. Industrialisation des produits mécaniques, Conception et Industrialisation. Hermes Science Publications Paris 1999.
Mikell P.Groover, fundamentals of modern manufacturing: materials, processes and systems, ed JOHN WILEY & SONS. INC 2001
G. Morel. Contribution de l’automatisation et à l’ingénierie des systèmes intégrés de production. Habilitation à diriger les recherches. Université de Nancy 1992.
Nollet. J, J. Kelada, M. O. Diorio. La gestion des opérations et de la production: une approche systémique. Gaetan Morin Editeur. 2éme Edition. 1994.
M. Rahoul, P. Siarry. Réseaux informatiques : conception et optimisation. Editions TECHNIP, 2006 - 345 pages.
Simpson. J. A., Hocken. R. J., Albus J. S., the automated manufacturing research facility of the national bureau of standards. Journal of manufacturing systems, vol.1, n°1, 1982
J. T.Williams. A reference model for computer integrated manufacturing. A description from the viewpoint of industrial automation. Perdue research foundation. 1989. www.pera.net.