-
大宝工業株式会社
パルプ射出成形説明資料
PULP INJECTION MOLDING
-
2
はじめに
大宝グループでは,国内外の事業所において ISO14001 を取得
していることを初め,「かけがえのない地球環境を将来の世代に
残そう」を合言葉にして,環境に配慮したものづくりの思想を基
に活動を行っております。省エネルギー化,省資源化等に加え,
弊社では原料にパルプと澱粉を用いた,パルプ射出成形 (Pulp
Injection Molding,以下 PIM と略記)技術の研究を行っていま
す。本書では具体的な工程概略と,技術について紹介していき
ます。
平成 22 年度 8 月改訂
-
3
資料目次 1. PIM 紹介
沿革 P-4
製品紹介 P-5,6
2. 製造工程
PIM 工程概略 P-7
射出成形工程 P-8
PIM 専用射出成形機 P-9
3. 物性・評価
PIM 成形品の長所・短所 P-11
生分解実験記録 P-12
機械的特性比較 P-13
PIM の環境影響因子 P-14
PIM 材料の LCA 比較 P-15
梱包容器の LCA 比較 P-16
衛生・燃焼測定分析表 P-17
耐熱試験 P-18
吸水試験 P-19
4. PIM 技術の一例
薄肉成形・アンダーカット P-21
インサート成形・微細形状 P-22
多リブ構造・ヒンジ構造 P-23
PIM 押出成形用発泡剤 P-24
印刷見本 P-25
その他のセルロース素材添加 P-26
PIM の研究論文一覧 P-27
-
4
沿革
1995 年 パルプ射出成形の研究に着手
1998 年 パルプ射出成形法に関する初の
特許取得
2000 年 PIM(Pulp Injection Molding)の商標権
取得 既存手法を改良・量産開始
2002 年 専用生産工場を立ち上げ
2005 年 生産性向上の為、東京大学横井研究室と日
精樹脂工業㈱で共同研究に着手
2006 年 東京大学生産技術研究奨励会に PIM
コンソーシアムを設置
2007 年 生産性を 6 割向上させる
2008 年 ランナーレス成形
第2期コンソーシアム開始
現 在
-
5
製品紹介
・ファイル綴じ具 ・箸
・CD ケース ・皿
・スピーカーコーン ・紙管カバー
・リールケース ・コップ&コップリッド
・アンプルケース ・コンテナー・プランター
・ラップ切刃
-
6
ディスク収納ケース(10 枚)
デジカメ用梱包材
-
7
PIM 工程概略
射出成形工程
射出成形
水乾燥固化
材料製造工程
60%
40%
紙原材料
水溶性結合剤
成形材料
水 混練
成形材料
成形品
-
8
射出成形工程
金型温度 150~180℃
ホッパー
PIM材料 (パルプ, 澱粉, 水)(1) 可塑化・計量工程
シリンダ温度80~95℃
(3) 加熱・乾燥工程
型開閉動作
水蒸気
スクリュ
(2) 射出工程
金型 閉
金型
-
9
PIM 専用射出成形機
110T PIM 専用機
製造メーカー:日精樹脂工業株式会社
機械仕様(110T)
AA A B AA A B AA A B
26 28 32 28 32 36 32 36 40
59 69 90 77 101 127 117 148 182
19 28 40 28 40 54 40 54 75
265 243 186 265 223 176 265 218 176
標 準 161 204 251
高 速 201 255 314
高負荷 127 148 193 135 177 224 161 204 251
標 準
高 速
高負荷
7.22 8.36 9.26 7.98 8.88
4.45×
1.19×
1.80
4.49×
1.19×
1.80
4.53×
1.19×
1.80
4.48×
1.19×
1.80
4.61×
1.19×
1.80
機械質量(t) 4.8 4.8 5
機械寸法 〔L×W×H〕(m) 4.57×1.19×1.80 4.78×1.19×1.80
床寸法 〔L×W〕(m) 4.12×0.78 4.12×0.78 4.12×0.78
加熱筒ヒータ電力 (kW) 9.13 10.57
メインブレーカ容量(A) 75(100) 75(125) 75(125)
ロケートリング径(mm) 100 100 100
エジェクタストローク(mm) 85 85 85
ダイプレート寸法〔H×V〕(mm) 647×647 647×647 647×647
最小金型寸法〔H×V〕(mm) 325×325 325×325 325×325
最大型開距離(mm) 760 760 760
タイバー間隔〔H×V〕(mm) 460×460 460×460 460×460
型締ストローク(mm) 350 350 350
使用金型厚〔最小~最大〕(mm)
220~410 220~410 220~410
ホッパ(オプション)容量(L) 25 25 25
型締力(kN) 1080 1080 1080
200
250
240 220 200
スクリュ回転速度(rpm) 0~300 0~300 0~300
166 217 275
射出速度
(mm/s)
300 270
可塑化能力 〔PS〕 (kg/h)
最大射出圧力 (MPa)
射出率
(cm3/s)
159 185 241
仕様項目 9E 12E(標準) 18E
スクリュ径 (mm)
射出体積 (cm3)
-
10
物性・評価
・PIM 成形品の長所・短所
・生分解実験記録
・機械的特性比較
・PIM の環境影響因子
・PIM 材料の LCA 比較
・梱包容器の LCA 比較
・衛生・燃焼測定分析結果
・耐熱試験
・吸水特性
-
11
PIM 成形品の長所・短所
● ゴミが付着しない
● 一般ゴミとして処分できる(紙としてリサイクル可能)
● 燃やしても有害物質が出ない
● 比重が軽い(0.85 程度)
● 生分解性能 約 6 ヶ月で土中分解
● 高耐熱性 約 200℃
● -20℃環境で変化なし
● 寸法精度は汎用樹脂並み
● 製品を原料としてリサイクル出来る
● 高温多湿に弱い(吸湿寸法変形±0.5%)
● ウェルド部は強度が劣る
● 獣害・虫害の危険性あり
長所
短所
-
12
生分解実験記録 3 ヶ月間毎日 2 度注水(8:00, 17:00)
-
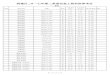
13
機械的特性比較
バージン新聞古紙
PS PP
0.85 0.78 1.05 0.9 1.25
29 19 28 19 69
8.5 4.8 40 80 4
24.5 35 47 33 100
2,900 3,600 2,500 1,200 3,800
11.5 5.6 6 6.6 2.1
曲げ強度
(MPa)曲げ弾性率
(MPa)衝撃強さ
(kg・J/m2)
PIM材料 汎用樹脂
ポリ乳酸
比重
引張強度
(MPa)伸び(%)
-
14
PIM の環境影響因子の評価
-
15
PIM 材料の LCA 比較
・ E.T.H.Vink et al.,Cargill Dow Polymer Degradation and
Stability(2003)
・ポリ乳酸の数値はネイチャー・ワークス社の 14 万tプラントがフル稼働を設定
・パルプ等の素材データは日本製紙連合会が公表しているデータを原料の混合
割合で積算し、PIM原料作成(造粒・押出・ペレタイズ)時の電力使用量に環
境省公表データをベースに算出した値を加算した。
資料作成:大宝工業株式会社
(CO2 kg/ton)
-
16
梱包容器の LCA 比較
デジタルカメラメーカーO 社の場合 2006 年度 CO2発生量 210, 563 ton
デジタルカメラの 70%を空輸しているため CO2 排出量では物流系の割
合が高い
-
17
測定分析
衛生試験(重金属、他)分析結果 分析試験項目 結果 検出限界 注 方法
鉛 検出せず 5ppm 原子吸光光度法カドミウム 検出せず 0.5ppm 原子吸光光度法PCB 検出せず 0.1ppm
ガスクロマトグラフ法溶出試験 1 重金属(Pbとして)(溶媒:4V/V%酢酸)検出せず 1μ g/ml
硫化ナトリウム比色法 フェノール類(フェノールとして)(溶媒:水) 検出せず 0.5μ g/ml
4-アミノアンチビリン吸光光度法 ホルムアルデヒド(溶媒:水) 検出せず 0.5μ g/ml アセチルアセトン吸光光度法蛍光物質
検出せず
2注1.溶出条件:表面積1cm2当たり2mlの溶媒を用い,60℃で30分間浸漬溶出注2.蛍光物質を使用した器具または容器包装の検査法について(昭和46年環食第244号,
平成16年食安基発第0107001号及び食安監発第0107001号)によった。
財団法人 日本食品分析センター調べ
燃焼測定分析結果 ・試験試料
PIM(N-P25)
・試験項目及び方法
燃焼試験 FMVSS302 準拠
試験片:300mm×100mm×1mm
試験室の条件:24℃,59%RH
試験数:n=5
・試験結果
燃焼速度:39mm/min
株式会社ダイヤ分析センター調べ
-
18
耐熱試験
測 定 日:07/07/26
加 熱 条 件:温度 150℃、200℃、250℃、300℃
加 熱 時 間:60min
サンプルサイズ:3cm×5 ㎝ ノーマル材平板肉厚 1mm.切出
重量変化
処理前 150℃ 200℃ 250℃ 300℃
重量減率 0% 3.6% 5.9% 31.3% 65.5%
加熱 120℃では変色、重量変化は発生しない。
-
19
吸水特性
6㎕
10mm
接触角
0 200 400 600
50
100
接触角
[°]
経過時間[s]
PIM 撥水性を高めた紙
コピー用紙
-
20
PIM 技術の一例
・薄肉成形
・アンダーカット
・インサート成形
・多リブ構造・ヒンジ形状
・微細形状
・PIM 押出成形用発泡剤
・印刷見本
・その他のセルロース素材添加
-
21
薄肉成形
アンダーカット
コップリッド 肉厚 0.3mm
アンプルケース 拡大断面図
アンダーカット
-
22
インサート成形
微細形状
吸水紙インサート 写真インサート
ラップ切り刃
-
23
多リブ構造
ヒンジ形状
-
24
PIM 押出成形用発泡剤
比重が最大 30%近く軽量化可能。
成形後のアニーリング不要等の利点あり。
ABS 樹脂のみ
PIM+ABS 樹脂
-
25
印刷見本
パッド印刷 オフセット印刷
シルクスクリーン印刷 シルクスクリーン印刷
-
26
その他セルロース素材添加
紙管 木材チップ
新聞紙 木粉
-
27
PIM の研究論文一覧
論文No. タイトル ページ番号 掲載冊子パルプ射出成形の研究Ⅰ -バーフロー金型による流動特性計測-
P139~142 成形加工シンポジア’05パルプ射出成形の研究Ⅱ -成形品の特性評価-
P143~146 成形加工シンポジア’05パルプ射出成形の研究Ⅲ -ハイサイクル化の検討-
P147~148 成形加工シンポジア’05パルプ射出成形の研究Ⅳ -大型成形品での流動特性ならびにハイサイクル化-
P149~152 成形加工’06パルプ射出成形の研究Ⅴ -成形品の特性評価Ⅱ-
P151~152 成形加工’06パルプ射出成形の研究Ⅵ -大型成形品での流動特性ならびにハイサイクル化-
P95~96 成形加工シンポジア’06パルプ射出成形の研究Ⅶ -成形品内部空隙の評価と成形条件との相関-
P97~98 成形加工シンポジア’06パルプ射出成形の研究Ⅷ -可塑化条件の最適化-
P197~198 成形加工’07パルプ射出成形における型内現象の実験解析Ⅰ
P83~84 成形加工’08パルプ射出成形の研究Ⅸ -低圧縮スクリュによるハイサイクル化の検討-
P85~86 成形加工’08パルプ射出成形の研究Ⅹ -X線CTによる成形品の評価-
P87~88 成形加工’08パルプ射出成形における成形品特性評価Ⅰ
P147~148 成形加工シンポジア’08パルプ射出成形におけるランナーレス化の検討
P149~150 成形加工シンポジア’08パルプ射出成形における型内現象の実験解析Ⅱ
P150~151 成形加工シンポジア’08パルプ射出成形における型内現象の実験解析Ⅲ
P367~368 成形加工’09パルプ射出成形におけるウェルドラインの生成と特性評価
P369~370 成形加工’09パルプ射出成形における単純リブ内部流動の材料マーキング可視化解析
P253~254 成形加工シンポジア’09パルプ射出成形品ウェルド領域の材料マーキング可視化解析
P185~186 成形加工’10
13
14
15
16
17
18
7
8
9
10
11
12
1
2
3
4
5
6
-
DAIHO INDUSTRIAL CO., LTD.
PulpPulpPulpPulp Injection MoldingInjection MoldingInjection
MoldingInjection Molding Explanatory Explanatory Explanatory
Explanatory MMMMaterialaterialaterialaterial
PULP INJECTION MOLDING
-
2
Introduction
With the motto of “leaving an irreplaceable global
environment to future generations”, the Daiho Group has been
committed to activities based on the concept of eco-friendly
manufacturing by acquiring ISO14001 for all its domestic and
overseas offices, etc. In addition to research on energy
saving
and resource saving, the Daiho Group is also carrying out
research on Pulp Injection Molding(PIM) which uses pulp and
starch as raw materials. This pamphlet introduces the
technology, by providing details of the processes involved,
etc.
Revised August 2010
-
3
Content
1. Introduction of PIM
Background P-4
Introduction of Products P-5,6
2. Manufacturing Process
Outline of PIM Process P-7
Outline of Injection Molding P-8
PIM Injection Molding Machine P-9
3. Properties/Evaluation
Advantages and Disadvantages of PIM P-11
Biodegradation Experiment Data P-12
Comparison of Mechanical Properties P-13
Environmental Impact Factors of PIM P-14
LCA Comparison of PIM Materials P-15
LCA Comparison of Packaging Containers P-16
Results of Hygiene Analysis and Combustion
Measurement Analysis P-17
Heat Resistance Tests P-18
Water Suction Tests P-19
4. Examples of PIM Technology
Thin-Wall Molding/Undercut P-21
Insert Molding/Microshape P-22
Multi-Rib Structure/Hinge Structure P-23
Foaming Agent for PIM Extrusion Molding P-24
Printing Samples P-25
Addition of Other Cellulose Materials P-26
List of PIM Research Papers P-27
-
4
Background
1995 Started research on PIM
1998 Acquired first patent on PIM
2000 Acquired trademark for PIM, improved existing
method, and started mass production
2002 Started special production plant
2005
Started join research with Yokoi Laboratory of
University of Tokyo and Nissei Plastic to
enhance productivity
2006 Set up PIM consortium in University of Tokyo
Production Technologies Research Foundation
2007 Enhanced productivity by more than 60%
2008 Started Phase 2 consortium of runnerless
molding
Present
-
5
Introduction of Products
・File binding accessories ・Chopsticks
・CD case ・Plate
・Speaker cone ・Paper core cover
・Reel case ・Cup and cup lid
・Ampule case ・Container/planter
・Lap cutter
-
6
Disk Storage Cases (10 sheets)
Digital Camera Packaging Cases
-
7
Outline of PIM Process
Material manufacture process
Pulp
Starch(+PVA)
PIMMaterial
Heat
Water60wt%
40wt%
PIMMaterial
InjectionMachine
Water
Moldedproducts
Injection molding process
kneading
-
8
Injection Molding Process
(1)Reciprocating and metering process
Hopper
PIM material(Pulp, Starch, PVA, Water)
Mold Screw
Heatering mold(150-180℃)
(2)Injection process
Opening and colsing of mold
Vapor
(3)Heating and drying process
Screw(85-90℃)
-
9
PIM Injection Molding Machine
110T PIM Machine
Made by Nissei Plastic Industrial
Machine Specifications(110T)
AA A B AA A B AA A B
26 28 32 28 32 36 32 36 40
59 69 90 77 101 127 117 148 182
19 28 40 28 40 54 40 54 75
265 243 186 265 223 176 265 218 176
[2700] [2480] [1900] [2700] [2280] [1800] [2700] [2220]
[1800]
Standard 161 204 251
High velocity 201 255 314
High load 127 148 193 135 177 224 161 204 251
Standard
High velocity
High load
7.22 8.36 9.26 7.98 8.88
Machine weight (t) 4.8 4.8 5
4.48 x
1.19 x
1.80
4.57 x 1.19 x 1.80
Floor dimensions [L x W] (m) 4.12 x 0.78 4.12 x 0.78 4.12 x
0.78
Heater band capacity (kW) 9.13 10.57
Machine dimensions [L x W x H] (m)
4.45 x
1.19 x
1.80
4.49 x
1.19 x
1.80
4.53 x
1.19 x
1.80
4.48 x
1.19 x
1.80
4.57 x 1.19 x 1.80
Locating ring diameter (mm) 100 100 100
Ejector stroke (mm) 85 85 85
Die plate dimensions [H x V] (mm) 647 x 647 647 x 647 647 x
647
Min. mold dimensions [H x V] (mm) 325 x 325 325 x 325 325 x
325
Max. daylight opening (mm) 760 760 760
Tie bar clearance [H x V] (mm) 460 x 460 460 x 460 460 x 460
Clamping stroke (mm) 350 350 350
Mold thickness [min. - max.] (mm) 220 ~ 410 220 ~ 410 220 ~
410
Hopper capacity [Optional] (L) 25 25 25
Clamping force (k1 [tf]) 1080 [110] 1080 [110] 1080 [110]
200
250
240 220 200
Screw velocity (rpm) 0 ~ 300 0 ~ 300 0 ~ 300
166 217 275
Injection velocity (mm/s)300 270
Plasticization capacity [PS] (kg/h)
Max. injection pressure (MPa [kgf/cm2])
Injection rate (cm3/s)159 185 241
Specification item 9E 12E (Standard) 18E
Screw diameter (mm)
Injection capacity (cm3)
-
10
Evaluation of Properties
・Advantages/disadvantages of PIM products
・Records of biodegradation experiments
・Comparison of mechanical characteristics
・Environment impact factors of PIM
・LCA comparison of PIM materials
・LCA comparison of packaging container
・Results of hygiene analysis and combustion measurement
・Heat-resistance tests
・Water suction characteristics
-
11
Advantages/Disadvantages of PIM
Molded Products
● No adherence of dusts
● Can be disposed with general waste(can be recycled as
paper)
● No toxic substances produced when burnt
● Light specific weight (about 0.85)
● Biodegradable performance (degradation in soil in about six
months)
● High heat-resistance About 200˚C
● No change even in -20˚C environment
● Dimensional accuracy is same as general resin
● Products can be recycled as raw materials
● Weak in high temperature high humidity (moisture absorption
deformation ±0.5%)
● Welded portions lack strength
● Risks of animal and insect damage
Biodegradation Experiment Data
Advantages
Disadvantages
-
12
Addition of water twice/day for three months
(8:00 and 17:00 daily)
Comparison of Mechanical
After one week After one week
After two weeks After two weeks
After one month After one month
After three months After three months
Pulp material (Purge valve) Pulp material (Recycled
material)
-
13
Characteristics
Virgin Used
newspaper PS PP
0.85 0.78 1.05 0.9 1.25
29 19 28 19 69
8.5 4.8 40 80 4
24.5 35 47 33 100
2,900 3,600 2,500 1,200 3,800
11.5 5.6 6 6.6 2.1
Bending strength
(MPa)
Bending elasticity
(MPa)
Impact
Strength (kg・・・・J/m2)
PIM material General resin
Polylactate
Specific weight
Tensile Strength
(MPa)
Elongation (%)
Average fiber length ; N-P25>S-P25>L-P25
-
14
Environment Impact Factors of PIM
Recycling/
Disposal Stage
・・・・No toxic substances・・・・Easy to degrade
・・・・High recycling rate High reuse rate
Materials Used
・・・・Little raw material used・・・・No toxic substances used
・・・・Recycled parts/resources used
Distribution Stage
・・・・Buffer effects・・・・Contributes to rationalization
of transportation
・・・・Minimizes/simplifies packaging material
Manufacturing
Stage
・・・・Little energy used・・・・No toxic substances used
・・・・No wastes produced
Using Stage
・・・・Recycled pulp used・・・・Easy to use shape and
material
-
15
LCA Comparison of
PIM Materials
・・・・E....T.H....Vink et al.,Cargill Dow Polymer Degradation and
Stability(2003).
・・・・The figures for polylactate are that when the 1ature Works
140000t plant is fully operating.
・・・・Material data of pulp etc. was calculated by totaling the
data disclosed by the Japan Paper Association using the raw
material mixing rates, and adding the value calculated based on
the data disclosed by the Environmental Agency to the energy
used for manufacturing PIM
material (Kneading, extrusion, pelletization).
Data prepared by Daiho Industrial Co., Ltd.
Amount of CO2 generated (During manufacturing process from raw
materials to pellets)
(CO2 kg/ton)
-
16
LCA Comparison of
Packaging Container
In the case of digital camera manufacturer O;
210, 563 tons-CO2 in 2006
As 70% of digital cameras are shipped by air, the distribution
sector’s percentage for
CO2 emissions is high.
-
17
Results of Hygiene Analysis and
Combustion Measurement Analysis
Analysis Results of Hygiene Tests (heavy metals, others)
Analysis test items Results Detection
limit
1ote Method
Lead
Cadmium
PCB
Elution tests
Heavy metals (as Pb) (Solvent:4V/V%
acetic acid)
Phenols (as phenol) (Solvent:water)
Formaldehyde (Solvent:water)
Florescent substances
Undetected
Undetected
Undetected
Undetected
Undetected
Undetected
Undetected
5 ppm
0.5ppm
0.1 ppm
1µg/ml
0.5µg/ml
0.5µg/ml
1
2
Atomic absorption
photometry
Atomic absorption
photometry
Gas chromotograph
Sodium sulfide
colorimetric sensor
4-aminoantipyrine
absorption photometry
Aminoantipyrine
absorption photometry
Note 1: Elution conditions: 2ml of solvent was used per surface
area of 1 cm2, and immersed elution was carried
for 30 minutes at 60˚C Note 2: Test methods for devices or
container packaging using florescent substances conform to 1971
Environment Corrosion Article 244, 2004 Corrosion Safety
Regulations No. 0107001 and Corrosion Safety Supervision Article
No. 0107001).
Source; Japan Food Research Laboratories
Results of Combustion Measurement Analysis ・Test samples
PIM(N-P25)
・Test items and methods Combustion test conforms to FMVSS302
Test sample:300mm×100mm×1mm
Test room conditions:24˚C,59%RH
Number of tests:n=5
・Test results
Combustion speed:39mm/min
Source; DIA Analytical Service Center Co., Ltd.
-
18
Heat-Resistance Tests
Date of measurement:07/07/26
Heating conditions: Temperatures 150˚C, 200˚C, 250˚C, 300˚C
Heating time:60min
Sample size:3cm×5cm, cut out from normal sheet of thickness
1mm
Changes in weight
Before
processing150℃ 200℃ 250℃ 300℃
Weight decrease
rate0.0% 3.6% 5.9% 31.3% 65.5%
No change in color or weight when heated at 120˚C.
-
19
Water Absorption Characteristics
0 200 400 600
50
100
Elapsed time (s)
PIM Paper with increased water repellency
Copy paper
6 µℓℓℓℓ
10mm
Contact angle
Contact angle (°)
-
20
Examples of PIM Technology
・Thin-wall molding
・Undercut
・Insert molding
・Multi-rib structure/hinge shape
・Microshape
・Foaming agent for PIM extrusion molding
・Printing sample
・Addition of other cellulose materials
-
21
Thin-Wall Molding
Undercut
Cup lid Thickness(0.3mm)
Ampoule case Cross-section of enlargement Undercut
-
22
Insert Molding
Microshape
Water absorption paper insert
Picture insert
Lap cutting edge
-
23
Multi-Rib Structure
Hinge Shape
Hinge
Hinge(0.2mm)
-
24
Foaming Agent for PIM Extrusion
Molding
Specific weight can be decreased by nearly30% max.
Advantages such as no need for annealing after molding.
ABS resin only
PIM++++ABS resin
-
25
Printing Samples
Pad printing Offset printing
Silk screen printing Silk screen printing
-
26
Addition of Other Celulose Materials
Paper tube Wood chip
Newspaper Wood powder
-
27
List of PIM Research Papers
Paper No. Title Page No. Journal carried in
1 Study on Pulp Injection Molding I – Measure of Flow
Characteristics Using
Bar-flow Mold P139-142 JSPP’05 Sympo.Papers
2 Study on Pulp Injection Molding II – Evaluation of Molded
Product
Characteristics P143-146 JSPP’05 Sympo.Papers
3 Study on Pulp Injection Molding III – Review of High-cycle
Molding
P147-148 JSPP’05 Sympo.Papers
4 Study on Pulp Injection Molding IV – Flow Characteristics and
High-cycle
Molding of Large Molded Products P149-152 JSSP’06
Tech.Papers
5 Study on Pulp Injection Molding V – Evaluation of
Characteristics of Molded
Products II P151-152 JSSP’06 Tech.Papers
6 Study on Pulp Injection Molding VI – Flow Characteristics and
High-cycle
Molding of Large Molded Products P95-96 JSPP’06 Sympo.Papers
7 Study on Pulp Injection Molding VII – Evaluation of Internal
Voids of Molded
Products and Correlation with Molding Conditions- P97-98
JSPP’06
Sympo.Papers
8 Study on Pulp Injection Molding VIII – Optimization of
Plasticization
Conditions P197-198 JSSP’07 Tech.Papers
9 Experimental Analysis of the In-mold Phenomena in Pulp
Injection Molding I
P83-84 JSSP’08 Tech.Papers
10 Study on Pulp Injection Molding IX – Effectiveness of Low
Compression Screw
P85-86 JSSP’08 Tech.Papers
11 Study on Pulp Injection Molding X – Evaluation of Molded
Product Using X-ray
CT P87-88 JSSP’08 Tech.Papers
12 Evaluation of Pulp Injection Molded Sample I P147-148 JSPP’08
Sympo.Papers
13 Study on Runner-less System in Pulp Injection Molding
P149-150 JSPP’08 Sympo.Papers
14 Experimental Analysis of the In-mold Phenomena in Pulp
Injection Molding II
P150-151 JSPP’08 Sympo.Papers
15 Experimental Analysis of the In-mold Phenomena in Pulp
Injection Molding III
P367-368 JSPP’09 Tech.Papers
16 Occurrence of Weld-line and Evaluation of Its Characteristics
in Pulp Injection
Molding P369-370 JSPP’09 Tech.Papers
17 Visualization Analysis of Material Flow inside Simple Rib
Cavity in Pulp
Injection Molding P253-254 JSPP’09 Sympo.Papers
18 Visualization Analysis of Material Flow around Weld-line Area
in Pulp Injection
Molded Products P185-186 JSPP’10 Tech.Papers
PIM_Japanese.pdfPIM_English.pdf