Embed Size (px)
Citation preview

R
VictorTaichungR
VictorTaichung
P P
Victor Taichung – ISO 9001 & 14001
‧Véritable banc incliné
‧Vitesse rapide 30/30 m/min
‧Tourelle servo moteur
‧Roulement broche double rouleau
‧Conception compacte pour dispositif automatisé
Recherche de Productivité
N°1 Qualité des constructeurs de machine outil de Taiwan
1
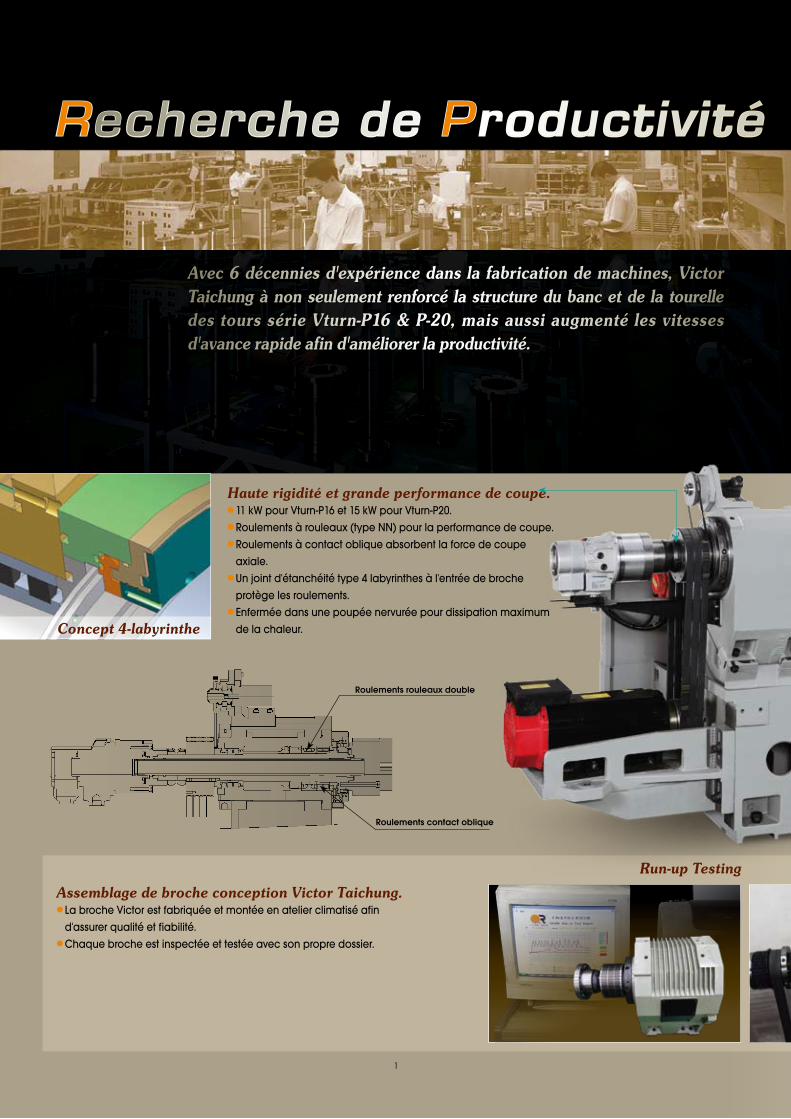
Avec 6 décennies d'expérience dans la fabrication de machines, Victor Taichung à non seulement renforcé la structure du banc et de la tourelle des tours série Vturn-P16 & P-20, mais aussi augmenté les vitesses d'avance rapide afin d'améliorer la productivité.
Assemblage de broche conception Victor Taichung.● La broche Victor est fabriquée et montée en atelier climatisé afin
d'assurer qualité et fiabilité.● Chaque broche est inspectée et testée avec son propre dossier.
Run-up Testing
Haute rigidité et grande performance de coupe.● 11 kW pour Vturn-P16 et 15 kW pour Vturn-P20.● Roulements à rouleaux (type NN) pour la performance de coupe.● Roulements à contact oblique absorbent la force de coupe
axiale.● Un joint d'étanchéité type 4 labyrinthes à l'entrée de broche
protège les roulements.● Enfermée dans une poupée nervurée pour dissipation maximum
de la chaleur.
Recherche de Productivité
Concept 4-labyrinthe
Roulements contact oblique
Roulements rouleaux double

2
Véritable banc incliné dans une fonte monobloc.● Un banc monobloc en fonte Meehanite libère les contraintes à travers
les structures.● La vis à billes est montée sur le banc incliné (P1) au lieu d'une
machine à banc plat (P2), pour diminuer la distance de la vis à billes à la pointe de l'outil et d'assurrer la rigidité dans la coupe.
Equilibrage dynamique Mesure GB Assemblage broche
Tourelle à moteur asservi et vitesse rapide de 30/30 m/min.● Tourelle asservie avec serrage hydraulique facilite le temps
d'indexage.● Guidages linéaires (largeur 35 mm) réduisent les frictions pour
une vitesse rapide de 30m/min des axes X/Z.● Vis à billes précontrainte directement couplée avec le moteur
d'axe garantissent une grande précision de déplacement.
Recherche de Productivité
P2ballscrew P1
ballscrew L2
L1
Authentique Pseudo (par chariot triangulaire)
3
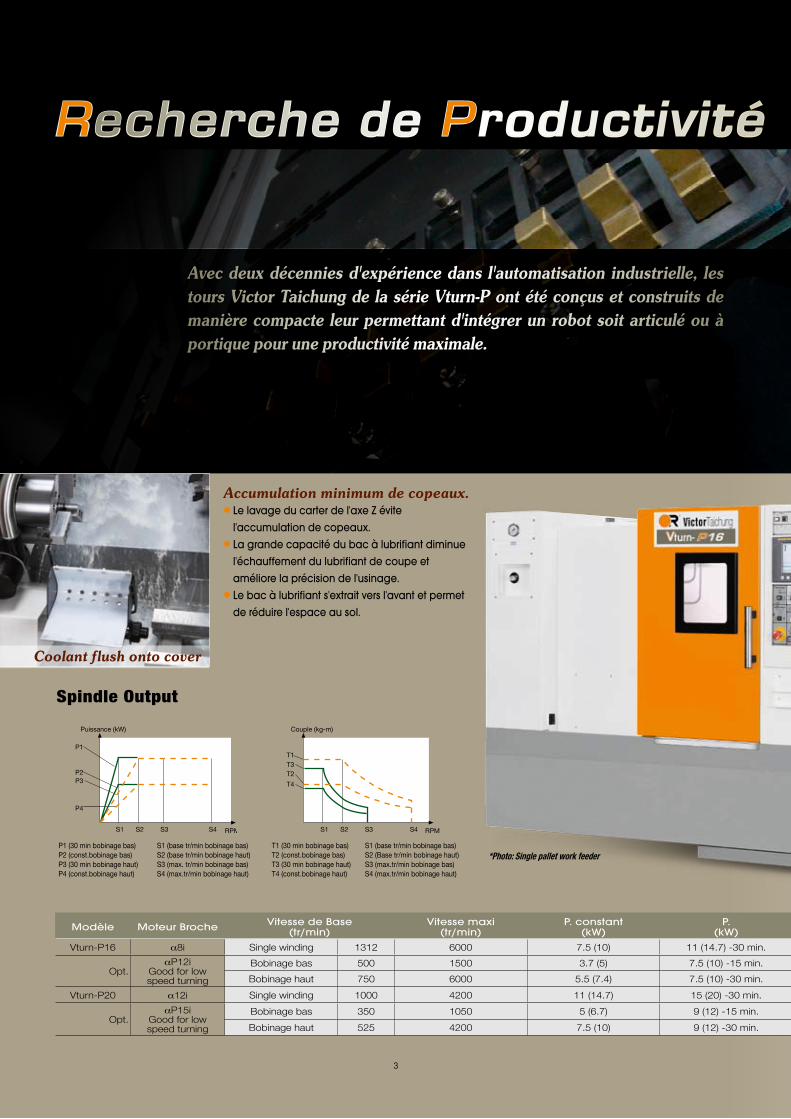
Accumulation minimum de copeaux.● Le lavage du carter de l'axe Z évite
l'accumulation de copeaux.● La grande capacité du bac à lubrifiant diminue
l'échauffement du lubrifiant de coupe et améliore la précision de l'usinage.
● Le bac à lubrifiant s'extrait vers l'avant et permet de réduire l'espace au sol.
Avec deux décennies d'expérience dans l'automatisation industrielle, les tours Victor Taichung de la série Vturn-P ont été conçus et construits de manière compacte leur permettant d'intégrer un robot soit articulé ou à portique pour une productivité maximale.
Modèle Moteur Broche Vitesse de Base (tr/min)
Vitesse maxi (tr/min)
P. constant(kW)
P. (kW)
Couple const.(kg-m)
Couple. (kg-m)
Vturn-P16 a8i Single winding 1312 6000 7.5 (10) 11 (14.7) -30 min. 5.57 (40.2) 8.16 (56.3) -30 min.
Opt.aP12i
Good for low speed turning
Bobinage bas 500 1500 3.7 (5) 7.5 (10) -15 min. 7.2 (52.1) 14.6 (105.6) -15 min.Bobinage haut 750 6000 5.5 (7.4) 7.5 (10) -30 min. 7.13 (51.6) 9.73 (70.4) -30 min.
Vturn-P20 a12i Single winding 1000 4200 11 (14.7) 15 (20) -30 min. 10.7 (77.4) 14.6 (105.6) -30 min.
Opt.aP15i
Good for low speed turning
Bobinage bas 350 1050 5 (6.7) 9 (12) -15 min. 13.9 (100.5) 25 (180.8) -15 min.Bobinage haut 525 4200 7.5 (10) 9 (12) -30 min. 13.9 (100.5) 16.7 (120.6) -30 min.
*Photo: Single pallet work feeder
RPM
P1
Puissance (kW)
P2P3
P4
S1 S2 S3 S4 RPMS1 S2 S3 S4
T1T3T2T4
Couple (kg-m)
P1 (30 min bobinage bas)P2 (const.bobinage bas)P3 (30 min bobinage haut)P4 (const.bobinage haut)
S1 (base tr/min bobinage bas)S2 (base tr/min bobinage haut)S3 (max. tr/min bobinage bas)S4 (max.tr/min bobinage haut)
T1 (30 min bobinage bas)T2 (const.bobinage bas)T3 (30 min bobinage haut)T4 (const.bobinage haut)
S1 (base tr/min bobinage bas)S2 (Base tr/min bobinage haut)S3 (max.tr/min bobinage bas)S4 (max.tr/min bobinage haut)
RPM
P1
Puissance (kW)
P2P3
P4
S1 S2 S3 S4 RPMS1 S2 S3 S4
T1T3T2T4
Couple (kg-m)
Spindle Output
Coolant flush onto cover
Recherche de Productivité

4
Le robot articulé EWR-03 pour une cellule sans opérateur.● Poids maximum de pièces : 3 kg● Dimension pièces : D. 120 mm L. 100mm● Temps changement pièces : 7secondes.● Le robot est intégré à l'intérieur de la machine qui à une porte latérale
automatique.● Trois servomoteurs inclus dans le robot pour faire pivoter les bras et pinces assurent
le transport des pièces entre le palettiseur et le mandrin.● La broche continue l'usinage pendant le chargement et déchargement sur le
palettiseur afin de diminuer le temps mort. La porte latérale conçue pour être ouverte lorsque le mandrin est prêt de s'arrêter réduit davantage le temps mort.
● Une cellule sans opérateur comprend un tour avec un robot et son palettiseur.● Plusieurs tours avec leur propre palettiseur (montré sur photo) peuvent être gérés
par un seul opérateur pour une meilleure productivité.
Robot avec pinces
Robot compatible avec contre-pointe
Palettiseur (palettes multiples)
Station de retournement
Modèle Moteur Broche Vitesse de Base (tr/min)
Vitesse maxi (tr/min)
P. constant(kW)
P. (kW)
Couple const.(kg-m)
Couple. (kg-m)
Vturn-P16 a8i Single winding 1312 6000 7.5 (10) 11 (14.7) -30 min. 5.57 (40.2) 8.16 (56.3) -30 min.
Opt.aP12i
Good for low speed turning
Bobinage bas 500 1500 3.7 (5) 7.5 (10) -15 min. 7.2 (52.1) 14.6 (105.6) -15 min.Bobinage haut 750 6000 5.5 (7.4) 7.5 (10) -30 min. 7.13 (51.6) 9.73 (70.4) -30 min.
Vturn-P20 a12i Single winding 1000 4200 11 (14.7) 15 (20) -30 min. 10.7 (77.4) 14.6 (105.6) -30 min.
Opt.aP15i
Good for low speed turning
Bobinage bas 350 1050 5 (6.7) 9 (12) -15 min. 13.9 (100.5) 25 (180.8) -15 min.Bobinage haut 525 4200 7.5 (10) 9 (12) -30 min. 13.9 (100.5) 16.7 (120.6) -30 min.
Recherche de Productivité

Contre pointe manuelle.● La contre pointe robuste en fonte avec fourreau hydraulique
permet un engagement pour absorber les vibrations.● La contre pointe accrochée au chariot tourelle, peut-être
déplacée avec la manivelle électronique.
Mandrin hydraulique puissant.● Mandrin hydraulique à trois mors avec fonctionnement au pied
pour la sécurité.
Accessoires standard
Conception ergonomique pour des opérations sûres et facile.
● Un carénage complet inclus avec le convoyeur de copeaux, ajusté au bâti de la machine ne permet ni l'accès à l'intérieur de la machine pendant l'opération, ni de fuites de lubrifiant.
● Des manomètres hydrauliques sur le devant facilitent le réglage pendant l'usinage
● Le bac à lubrifiant est accessible par le devant de la machine et une pompe grundfos SPK2-3 améliore la qualité de l'état de surface dans l'usinage. Le déshuileur (option) peut-être installé sur le bac de lubrifiant pour séparer les pertes d'huile glissières du lubrifiant de coupe.
● L'armoire électrique est équipée avec un échangeur de chaleur.
5

Accessoires OptionnelBras mesureur outil (Renishaw)● Plus de perte de temps pour déterminer la géométrie de l'outil.
Ce dispositif facilite le réglage des outils. L'opérateur à seulement besoin de mettre en contact la pointe de l'outil sur le capteur, et la valeur de correction est mémorisée dans les références outils.
. Bras Manuel(MTP) : le bras est mis en position manuellement.. Bras automatique (ATP) : le bras est mis en position automatique
par la programmation.
Récupérateur de pièces● Afin d'améliorer la productivité des machines, un récupérateur
de pièces est disponible en option et permet de travailler avec un avance barre.
● Ce type de récupérateur de pièces à commande hydraulique, totalement programmable, est monté prés du mandrin. Un godet récupère les pièces et les poses dans un bac monté sur la porte pendant l'usinage.
Interface embarreur.● Pour le chargement automatique des pièces,
le ravitailleur fournit un système simple mais très efficace. Des interfaces sont disponibles sur les tours Vturn, ainsi différents système de ravitailleurs peuvent-être installé en liaison avec le tour pour un système clé en main efficace.
Grand alésage de broche.● Grâce à la nouvelle configuration des roulements de broche,
une capacité en barre de 66 mm est disponible sur le Vturn P-20, afin de réduire la surface au sol exigé par une machine surdimensionnée. 66mm
6
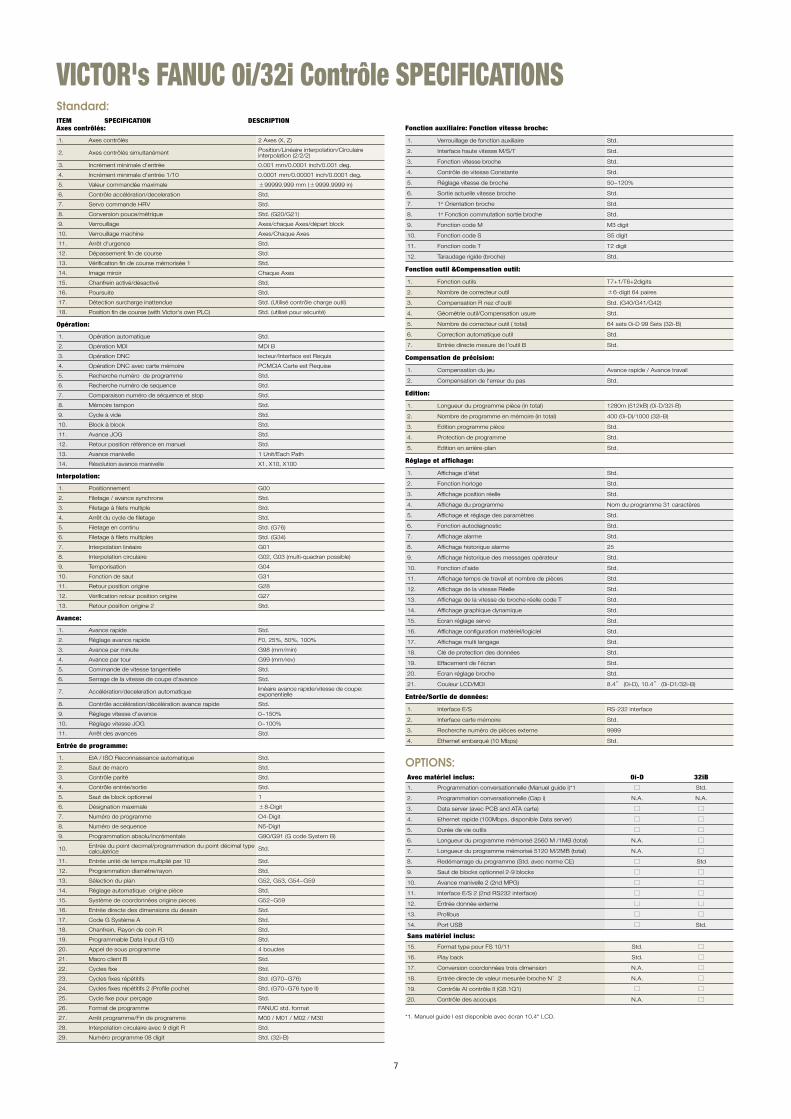
VICTOR's FANUC 0i/32i Contrôle SPECIFICATIONSStandard:ITEM SPECIFICATION DESCRIPTIONAxes contrôlés:
1. Axes contrôlés 2 Axes (X, Z)
2. Axes contrôlés simultanément Position/Linéaire interpolation/Circulaire interpolation (2/2/2)
3. Incrément minimale d'entrée 0.001 mm/0.0001 inch/0.001 deg.4. Incrément minimale d'entrée 1/10 0.0001 mm/0.00001 inch/0.0001 deg.5. Valeur commandée maximale ±99999.999 mm (±9999.9999 in)6. Contrôle accélération/deceleration Std.7. Servo commande HRV Std.8. Conversion pouce/métrique Std. (G20/G21)9. Verrouillage Axes/chaque Axes/départ block10. Verrouillage machine Axes/Chaque Axes11. Arrêt d'urgence Std.12. Dépassement fin de course Std.13. Vérification fin de course mémorisée 1 Std.14. Image miroir Chaque Axes15. Chanfrein activé/désactivé Std.16. Poursuite Std.17. Détection surcharge inattendue Std. (Utilisé contrôle charge outil)18. Position fin de course (with Victor's own PLC) Std. (utilisé pour sécurité)
Opération:
1. Opération automatique Std.2. Opération MDI MDI B3. Opération DNC lecteur/Interface est Requis4. Opération DNC avec carte mémoire PCMCIA Carte est Requise5. Recherche numéro de programme Std.6. Recherche numéro de sequence Std.7. Comparaison numéro de séquence et stop Std.8. Mémoire tampon Std.9. Cycle à vide Std.10. Block à block Std.11. Avance JOG Std.12. Retour position référence en manuel Std.13. Avance manivelle 1 Unit/Each Path14. Résolution avance manivelle X1, X10, X100
Interpolation:
1. Positionnement G002. Filetage / avance synchrone Std.3. Filetage à filets multiple Std.4. Arrêt du cycle de filetage Std.5. Filetage en continu Std. (G76)6. Filetage à filets multiples Std. (G34)7. Interpolation linéaire G018. Interpolation circulaire G02, G03 (multi-quadran possible)9. Temporisation G0410. Fonction de saut G3111. Retour position origine G2812. Vérification retour position origine G2713. Retour position origine 2 Std.
Avance:
1. Avance rapide Std.2. Réglage avance rapide F0, 25%, 50%, 100%3. Avance par minute G98 (mm/min)4. Avance par tour G99 (mm/rev)5. Commande de vitesse tangentielle Std.6. Serrage de la vitesse de coupe d'avance Std.
7. Accélération/deceleration automatique linéaire avance rapide/vitesse de coupe: exponentielle
8. Contrôle accélération/décélération avance rapide Std.9. Réglage vitesse d'avance 0~150%10. Réglage vitesse JOG 0~100%11. Arrêt des avances Std.
Entrée de programme:
1. EIA / ISO Reconnaissance automatique Std.2. Saut de macro Std.3. Contrôle parité Std.4. Contrôle entrée/sortie Std.5. Saut de block optionnel 16. Désignation maximale ±8-Digit7. Numéro de programme O4-Digit8. Numéro de sequence N5-Digit9. Programmation absolu/incrémentale G90/G91 (G code System B)
10. Entrée du point decimal/programmation du point décimal type calculatrice Std.
11. Entrée unité de temps multiplié par 10 Std.12. Programmation diamètre/rayon Std.13. Sélection du plan G52, G53, G54~G5914. Réglage automatique origine pièce Std.15. Système de coordonnées origine pieces G52~G5916. Entrée directe des dimensions du dessin Std.17. Code G Système A Std.18. Chanfrein, Rayon de coin R Std.19. Programmable Data Input (G10) Std.20. Appel de sous programme 4 boucles21. Macro client B Std.22. Cycles fixe Std.23. Cycles fixes répétitifs Std. (G70~G76)24. Cycles fixes répétitifs 2 (Profile poche) Std. (G70~G76 type II)25. Cycle fixe pour perçage Std.26. Format de programme FANUC std. format27. Arrêt programme/Fin de programme M00 / M01 / M02 / M3028. Interpolation circulaire avec 9 digit R Std.29. Numéro programme 08 digit Std. (32i-B)
Fonction auxiliaire: Fonction vitesse broche:
1. Verrouillage de fonction auxiliaire Std.
2. Interface haute vitesse M/S/T Std.
3. Fonction vitesse broche Std.
4. Contrôle de vitesse Constante Std.
5. Réglage vitesse de broche 50~120%
6. Sortie actuelle vitesse broche Std.
7. 1st Orientation broche Std.
8. 1st Fonction commutation sortie broche Std.
9. Fonction code M M3 digit
10. Fonction code S S5 digit
11. Fonction code T T2 digit
12. Taraudage rigide (broche) Std.
Fonction outil &Compensation outil:
1. Fonction outils T7+1/T6+2digits
2. Nombre de correcteur outil ±6-digit 64 paires
3. Compensation R nez d'outil Std. (G40/G41/G42)
4. Géométrie outil/Compensation usure Std.
5. Nombre de correcteur outil ( total) 64 sets 0i-D 99 Sets (32i-B)
6. Correction automatique outil Std.
7. Entrée directe mesure de l'outil B Std.
Compensation de précision:
1. Compensation du jeu Avance rapide / Avance travail
2. Compensation de l'erreur du pas Std.
Edition:
1. Longueur du programme pièce (in total) 1280m (512kB) (0i-D/32i-B)
2. Nombre de programme en mémoire (in total) 400 (0i-D)/1000 (32i-B)
3. Edition programme pièce Std.
4. Protection de programme Std.
5. Edition en arrière-plan Std.
Réglage et affichage:
1. Affichage d'état Std.
2. Fonction horloge Std.
3. Affichage position réelle Std.
4. Affichage du programme Nom du programme 31 caractères
5. Affichage et réglage des paramètres Std.
6. Fonction autodiagnostic Std.
7. Affichage alarme Std.
8. Affichage historique alarme 25
9. Affichage historique des messages opérateur Std.
10. Fonction d'aide Std.
11. Affichage temps de travail et nombre de pièces Std.
12. Affichage de la vitesse Réelle Std.
13. Affichage de la vitesse de broche réelle code T Std.
14. Affichage graphique dynamique Std.
15. Ecran réglage servo Std.
16. Affichage configuration matériel/logiciel Std.
17. Affichage multi langage Std.
18. Clé de protection des données Std.
19. Effacement de l'écran Std.
20. Ecran réglage broche Std.
21. Couleur LCD/MDI 8.4” (0i-D), 10.4” (0i-D1/32i-B)
Entrée/Sortie de données:
1. Interface E/S RS-232 interface
2. Interface carte mémoire Std.
3. Recherche numéro de pièces externe 9999
4. Ethernet embarqué (10 Mbps) Std.
OPTIONS:Avec matériel inclus: 0i-D 32iB1. Programmation conversationnelle (Manuel guide i)*1 □ Std.
2. Programmation conversationnelle (Cap i) N.A. N.A.
3. Data server (avec PCB and ATA carte) □ □
4. Ethernet rapide (100Mbps, disponible Data server) □ □
5. Durée de vie outils □ □
6. Longueur du programme mémorisé 2560 M /1MB (total) N.A. □
7. Longueur du programme mémorisé 5120 M/2MB (total) N.A. □
8. Redémarrage du programme (Std. avec norme CE) □ Std
9. Saut de blocks optionnel 2-9 blocks □ □
10. Avance manivelle 2 (2nd MPG) □ □
11. Interface E/S 2 (2nd RS232 interface) □ □
12. Entrée donnée externe □ □
13. Profibus □ □
14. Port USB □ Std.
Sans matériel inclus:15. Format type pour FS 10/11 Std. □
16. Play back Std. □
17. Conversion coordonnées trois dimension N.A. □
18. Entrée directe de valeur mesurée broche N°2 N.A. □
19. Contrôle AI contrôle II (G5.1Q1) □ □
20. Contrôle des accoups N.A. □
*1. Manuel guide I est disponible avec écran 10.4" LCD.
7
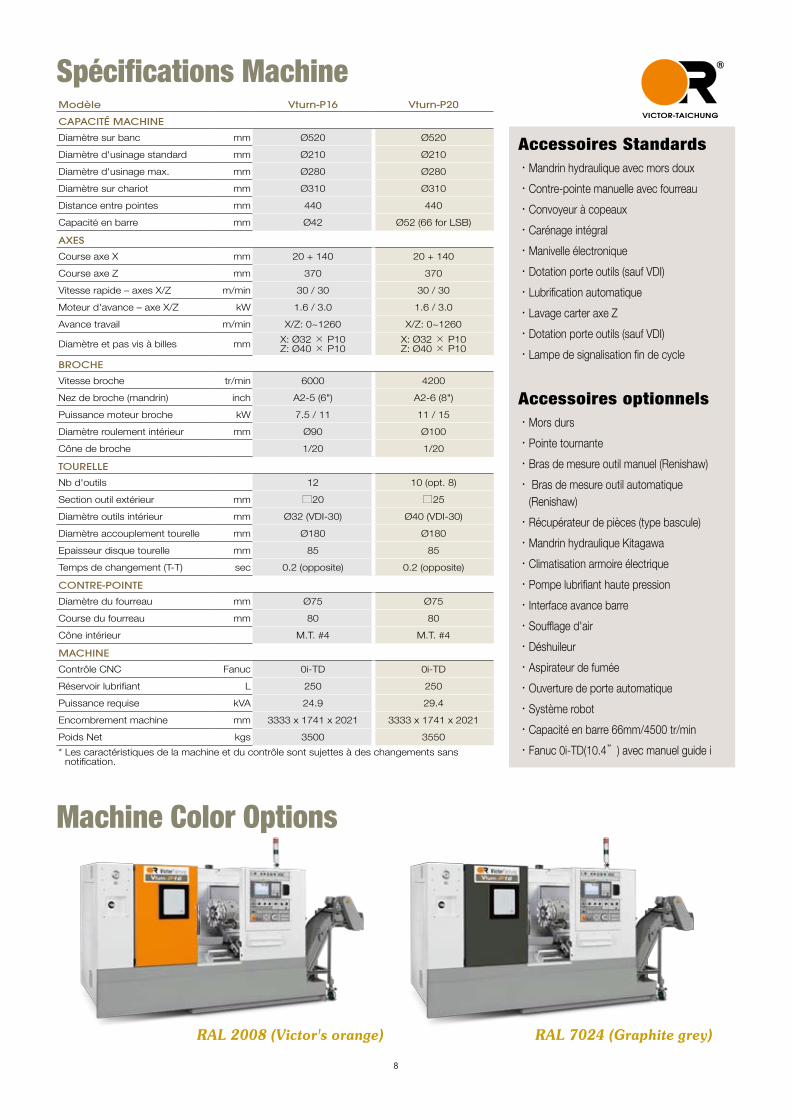
Machine Color Options
Accessoires Standards‧Mandrin hydraulique avec mors doux‧Contre-pointe manuelle avec fourreau‧Convoyeur à copeaux ‧Carénage intégral‧Manivelle électronique‧Dotation porte outils (sauf VDI)‧Lubrification automatique‧Lavage carter axe Z‧Dotation porte outils (sauf VDI)‧Lampe de signalisation fin de cycle
Accessoires optionnels‧Mors durs‧Pointe tournante‧Bras de mesure outil manuel (Renishaw)‧ Bras de mesure outil automatique
(Renishaw)‧Récupérateur de pièces (type bascule)‧Mandrin hydraulique Kitagawa‧Climatisation armoire électrique‧Pompe lubrifiant haute pression‧Interface avance barre‧Soufflage d'air‧Déshuileur‧Aspirateur de fumée‧Ouverture de porte automatique‧Système robot‧Capacité en barre 66mm/4500 tr/min‧Fanuc 0i-TD(10.4”) avec manuel guide i
RAL 2008 (Victor's orange) RAL 7024 (Graphite grey)
8
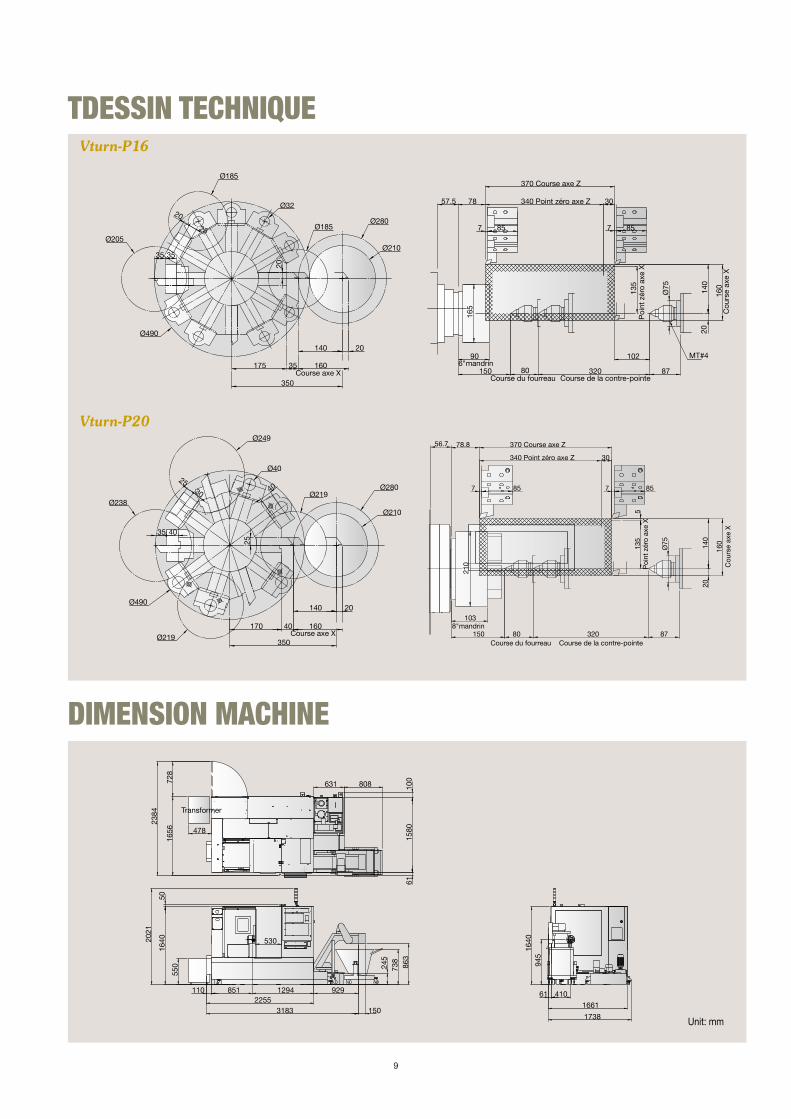
Modèle Vturn-P16 Vturn-P20
CAPACITÉ MACHINE
Diamètre sur banc mm Ø520 Ø520
Diamètre d'usinage standard mm Ø210 Ø210
Diamètre d'usinage max. mm Ø280 Ø280
Diamètre sur chariot mm Ø310 Ø310
Distance entre pointes mm 440 440
Capacité en barre mm Ø42 Ø52 (66 for LSB)
AXES
Course axe X mm 20 + 140 20 + 140
Course axe Z mm 370 370
Vitesse rapide – axes X/Z m/min 30 / 30 30 / 30
Moteur d'avance – axe X/Z kW 1.6 / 3.0 1.6 / 3.0
Avance travail m/min X/Z: 0~1260 X/Z: 0~1260
Diamètre et pas vis à billes mm X: Ø32 × P10Z: Ø40 × P10
X: Ø32 × P10Z: Ø40 × P10
BROCHE
Vitesse broche tr/min 6000 4200
Nez de broche (mandrin) inch A2-5 (6") A2-6 (8")
Puissance moteur broche kW 7.5 / 11 11 / 15
Diamètre roulement intérieur mm Ø90 Ø100
Cône de broche 1/20 1/20
TOURELLE
Nb d'outils 12 10 (opt. 8)
Section outil extérieur mm □20 □25
Diamètre outils intérieur mm Ø32 (VDI-30) Ø40 (VDI-30)
Diamètre accouplement tourelle mm Ø180 Ø180
Epaisseur disque tourelle mm 85 85
Temps de changement (T-T) sec 0.2 (opposite) 0.2 (opposite)
CONTRE-POINTE
Diamètre du fourreau mm Ø75 Ø75
Course du fourreau mm 80 80
Cône intérieur M.T. #4 M.T. #4
MACHINE
Contrôle CNC Fanuc 0i-TD 0i-TD
Réservoir lubrifiant L 250 250
Puissance requise kVA 24.9 29.4
Encombrement machine mm 3333 x 1741 x 2021 3333 x 1741 x 2021
Poids Net kgs 3500 3550* Les caractéristiques de la machine et du contrôle sont sujettes à des changements sans
notification.
Spécifications Machine
Transformer
631
1580
100
61
1656
728
2384
945
61 4101661150
851 1294 929
245
2021
1640
5055
0
1738
863
1640530
1102255
3183
478
808
738
TDESSIN TECHNIQUE Vturn-P16
Vturn-P20
DIMENSION MACHINE
35 35
2025
20
Ø490
Ø280
Ø210
Ø185
Ø205Ø185
175 35
140 20
160
Ø32
350Course axe X
170 40 160
140 20
350
25
4035
Ø280
Ø210
Ø219
Ø249
Ø238
Ø219
Ø490
Ø40
4030
25
Course axe X
20
Poin
t zér
o ax
e X
Cou
rse
axe
X
6"mandrin80
MT#4
165
57.5
90
Ø75
3078
150
102
370 Course axe Z
340 Point zéro axe Z
320 87
857 857
Course du fourreau Course de la contre-pointe
140
160
135
103
150 80 320 87Course du fourreau Course de la contre-pointe
8"mandrin
210
140
20
160
Cou
rse
axe
X
370 Course axe Z
340 Point zéro axe Z 30
513
5Po
int z
éro
axe
X
7 85 7 85
Ø75
56.7 78.8
Unit: mm
9
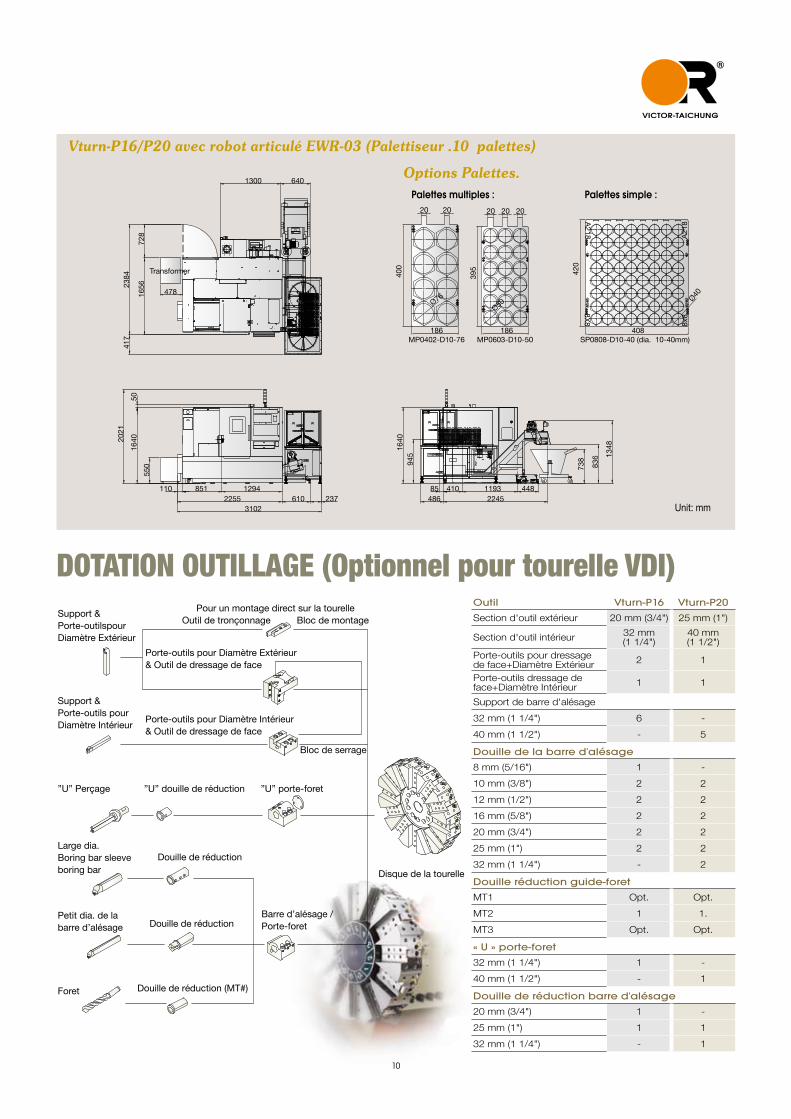
Vturn-P16/P20 avec robot articulé EWR-03 (Palettiseur .10 palettes)
Transformer
1656
728
2384
851 1294
2021
1640
5055
0
417
1102255 610 237
1300 640
945
1640
85 410 1193 448486 2245
836 13
48
738
3102
478
186
20 20
400
Ø76
395
186
202020
Ø50
408
Ø40
A218 A218
8X8 8x8
420
MP0402-D10-76 MP0603-D10-50 SP0808-D10-40 (dia. 10-40mm)
Palettes simple :
Options Palettes.
Support & Porte-outilspour Diamètre Extérieur
Pour un montage direct sur la tourelleOutil de tronçonnage Bloc de montage
Porte-outils pour Diamètre Extérieur& Outil de dressage de face
Porte-outils pour Diamètre Intérieur& Outil de dressage de face
Bloc de serrage
Support & Porte-outils pourDiamètre Intérieur
Disque de la tourelle
Barre d’alésage /Porte-foret
Douille de réduction (MT#)
Douille de réduction
Douille de réductionLarge dia. Boring bar sleeveboring bar
Foret
Petit dia. de la barre d’alésage
”U” Perçage ”U” douille de réduction ”U” porte-foret
DOTATION OUTILLAGE (Optionnel pour tourelle VDI)Outil Vturn-P16 Vturn-P20
Section d'outil extérieur 20 mm (3/4") 25 mm (1")
Section d'outil intérieur 32 mm (1 1/4")
40 mm (1 1/2")
Porte-outils pour dressage de face+Diamètre Extérieur 2 1
Porte-outils dressage de face+Diamètre Intérieur 1 1
Support de barre d'alésage32 mm (1 1/4") 6 -40 mm (1 1/2") - 5
Douille de la barre d'alésage
8 mm (5/16") 1 -10 mm (3/8") 2 212 mm (1/2") 2 216 mm (5/8") 2 220 mm (3/4") 2 225 mm (1") 2 232 mm (1 1/4") - 2
Douille réduction guide-foret
MT1 Opt. Opt.MT2 1 1.MT3 Opt. Opt.
« U » porte-foret
32 mm (1 1/4") 1 -40 mm (1 1/2") - 1
Douille de réduction barre d'alésage
20 mm (3/4") 1 -25 mm (1") 1 132 mm (1 1/4") - 1
Palettes multiples :
Unit: mm
10

R
VictorTaichung
HTL VTL VMC HMC PIMXMT
12
12
05
01
TE
L: 0
4-2
47
33
32
6
THE COMPANIESVICTOR-TAICHUNG
N°1 Qualité des constructeurs de machine outil de Taiwan
was also marketed under the brand names (outside North America) andR
VictorTaichungR
VictorTaichung
GSGE12EA
profile:Sales turnover: USD 230 mil's (in 2011)*No. of employees: 1091*Exchange rate: 1 USD=30 TWD.
R
VictorTaichungR
VictorTaichung
Fonte Méhanite de qualité – La colonne vertébrale des machines Victor.Etant à la fois approuvé ISO 9001 et membre de la fonte Méhanite, notre fonderie produit plus de 1000 tonnes de fonte par mois aussi bien pour notre propre utilité que pour l'exportation vers le Japon.
Equipement moderne d'usinage – 65% des pièces fabriquées en entreprise.Afin d'assurer un excellent contrôle de la qualité de nos machines, VICTOR a introduit deux centres d'usinages 5 axes et 2 lignes complètes FMS, développés en entreprise.
Filiales à l'étranger seulement consacrées au service de nos produits.Pour assurer la vente de nos produits, VICTOR TAICHUNG a investi considérablement en installant un réseau global de distribution.Victor a huit filiales en USA, Angleterre, France, Allemagne, Afrique du sud, Malaisie, Thaïlande et chine afin de fournir à nos clients un après vente et support technique efficace.
Tour multitâches Vturn-X200 Vturn-V24W pour usinage de roues Tour Vertical Vturn-560
UK ☐ Victor CNC (UK) Ltd. TEL : 44-1-706-648485 FAX : 44-1-706-648483
FRANCE ☐ Victor France TEL : 33-1-64772000 FAX : 33-1-64772063
GERMANY ☐ Victor GmbH TEL : 49-2261-478434 FAX : 49-2261-478327
MALAYSIA☐ Victor Machinery (M) SDN. BHD. TEL : 60-3-56337180 FAX : 60-3-56337191
THAILAND☐ Victor (Thailand) Co. Ltd. TEL : 66-2-9263735 FAX : 66-2-9032373
INDONESIA☐ PT. Victor Machinery Indonesia TEL : +62-21-88958504 FAX : +62-21-88958513
USA☐ Fortune International Inc. TEL : 1-732-2140700 FAX : 1-732-2140701
SOUTH AFRICA☐ Victor Fortune (PTY) Ltd. TEL : 27-11-3923800 FAX : 27-11-3923899
CHINA☐ Jianrong Precision Machinery (Shanghai) TEL : 86-21-59768018 FAX : 86-21-59768008
TAIWAN http://www.or.com.tw E-mail :[email protected]☐ Victor Taichung Machinery Works Co., Ltd. Headquarters: 266, Sec.3 Taichung Kan Rd. Taichung,Taiwan, R.O.C. TEL : 886-4-23592101 FAX : 886-4-23592943 Overseas Marketing Division: TEL : 886-4-23580701 FAX : 886-4-23584541



![Equilibreuse de roue FACOM [Mode de compatibilité] · Equilibreuse de roue FACOM U217AFACOM U217A Géométrie des masses - Cinétique Dynamique - Equilibrage](https://img.pdfslide.fr/doc/110x75/5b9c081e09d3f2cb3b8c3842/equilibreuse-de-roue-facom-mode-de-compatibilite-equilibreuse-de-roue-facom.jpg)

























