Embed Size (px)
Citation preview

FSTM SINFA
Introduction générale
I. Présentation de l’entreprise1. Fiche signalétique……………………………………………………….52. Organigramme de la société SINFA…………………………………..63. Historique de l’entreprise……………………………………………….6
II. Filtre à huile1. Fabrication……………………………………………………………….92. Fonction………………………………………………………………….12
III. Presse EITEL 1. Composant principales………………………………………………..132. Schéma descriptif de la presse………………………………………
153. Principe de
fonctionnement………………………………………......16
IV. Etude et analyse du système1. Grafcet de production normale niveau
I……………………………..182. Inventaire d’entrées/sorties du
système……………………………..213. Guide d’étude des modes de marche et
d’arrêt……………………..244. Grafcets de fonctionnement
a. Grafcet de sécurité.............................................................25b. Grafcet de conduite…………………………………………………………26c. Grafcet de production normale niveau II…………………………….27
5. Du Grafcet au langage à contacta. Equations monostables…………………………………………………..30b. Programme ladder………………………………………………………..32
CONCLUSION……………………………………………………………………………40ANNEXES
1
Introduction
Sommaire

FSTM SINFA
De nos jours l’automatisation des systèmes revêt une grande importance dans le monde industriel dans le but d’optimiser ces systèmes de production afin de les rendre plus compétitifs et plus fiables.
Pionnière au Maroc dans le domaine de fabrication des filtres automobiles, SINFA cherche toujours à augmenter la production tout en respectant les normes de qualités internationales. Dans ce sens le responsable de SINFA a songé à rénover certaines machines en apportant des améliorations à leur automatisation.
Le thème de mon projet de fin d’études au sein de SINFA s’inscrit dans le cadre d’automatisation d’une presse d’emboutissage des cuves de filtres à huile nommée « EITEL ».
Ce projet se propose d’être un exemple courant quant à la promotion de l’automatisation dans l’industrie nationale.
2
I. Présentation de l’entreprise

FSTM SINFA
1. Fiche signalétique :
Raison sociale : Société Industrielle de Fournitures Automobiles
Forme juridique : Société Anonyme
Capital Social : 25 millions de dirhams
Superficie : 14000 m² dont 10000 m² couverts
Siège Social : Km 9,5 Route de Ben Slimane Z.I. Moulay Rachid-20470, Casablanca. Maroc
Téléphone : (212) 22 70 00 25/26/27
Site Web : www.sinfa.ma
N° du registre de commerce: 39195
N° CNSS : 1032979
N°d’Identification Fiscale: 02820193
N° de Patente: 3279130
Activités principales:
Fabrication d’éléments filtrants.
Agences bancaires :
BMCE, SGMB, BCM, WAFABANK.
3
Fax : (212) 22 70 00 28 – Tlx : 45224M
E-Mail : [email protected]

Président Directeur Général
Direction Contrôle Gestion Informatique
Direction Qualité Environnement
Secrétariat Directeur Générale
Directeur Chargé de Mission
Direction Administratif & financière & Ressources Humaines
Conseiller PDG
Activité Filtres
Direction Commerciale Marketing
Direction Achat & Logistique Direction
Recherche & Développement Direction
Production Maintenance
Activité câbles
Direction Exploitation Câble
Direction Technique Câble
FSTM SINFA
2. Organigramme de la société SINFA :
3. Historique de l’entreprise :
Dès 1982, SINFA devient fournisseur de l’une des sociétés du groupe FIAT Italie, GILARDINI SAVARA.
A partir de 1988, SINFA signe d’importants contrats de fourniture avec différents pays du Maghreb et d’Afrique, qui en font le n°1 du Continent. Les années 90 sont marquées par de nouveaux marchés en Europe, avec un investissement massif dès 1991, qui va tripler la capacité de production.
4

Date de création :
La Société Industrielle de Fournitures Automobiles SINFA est une société anonyme de droit marocain crée en 1981 par ses co-fondateurs Feu Hadj Abdellah MOAMAH et Ali MOAMAH.
Autres événements importants
Contrat d'assistance technique :
1981: Conclusion d'un contrat d'assistance technique pour la fabrication de filtres automobiles avec GILARDINI SAVARA du groupe FIAT.
Contrat de fourniture de filtres :
1985: Signature du contrat de fourniture de filtres SINFA avec GILARDINI SAVARA, filiale du constructeur FIAT avec une réalisation de 5 à 700.000 filtres par année. Leader sur le marché national, SINFA concrétisait progressivement sa part du marché de l'exportation vers les pays du continent africain et le marché européen.
Divers contrats de sous-traitance :
1987-2001 : Signature de divers contrats de sous-traitance avec :TRW: Ceintures de sécuritéLAMES: Lèves-vitresTI Group: Tubes de freinsFIAMM: Système d'aspiration (Coquille et Filtre à air)SIEMENS VDO: Capteurs électromagnétiques-Surmoulage.
Certifications
1998 : Certification ISO 9002 version 94 par TÜV
2001 : Certification ISO 9001 / 1994 par TÜV
2002 : Certification ISO 9001 / 2000 par TÜV
2004 : certification ISO 14001 par TÜV
2006 : Certification ISO / TS 16949 v. 2002 par TÜV
FSTM SINFA
5

FSTM SINFA
SINFA est une entreprise industrielle spécialisée dans la fabrication des éléments filtrants, elle maintient une stratégie de diversifier des marches et de centrer son effort dans plusieurs types de produit :
Filtres à air :
filtres à essence et gasoil :
6

FSTM SINFA
filtres à huile :
Puisque mon travail est raccordé à une machine qui entre parmi les étapes de production du filtre à huile, je désire détailler cette partie en ce qui concerne la fabrication, plus précisément de la cuve, du filtre et sa fonction.
1. Fabrication :
Le filtre à huile comprend Les compositions suivantes :
Coupe de filtre à huile :
1. joint extérieur2. entrée d’huile3. sortie d’huile4. entrée d’huile5. sous ensemble embase+collerette6. couronne supérieure7. élément filtrant8. tube perforé 9. ressort10. sous-ensemble by-pass11. cuve12. joint membrane anti-retour
7

FSTM SINFA
À l’exécution, on effectue une détermination plus exacte du flan, puis on définit plus précisément la gamme de fabrication pour le dessin et l’exécution des outils.
De la cuve au filtre :
La cuve subit plusieurs opérations avant de se retrouver assemblée au filtre : à l’état initial elle est un flan, puis elle prend la forme d’une cuve après l’emboutissage, une opération de dégraissage puis de peinture suivent celle-ci, enfin elle est assemblée par sertissage aux autres composantes du filtre.
Zone bleue : expansion pure, la surface du dôme a augmenté au détriment de son épaisseur.
Zone verte : traction plane ou traction large, allongement dans le sens verticale.
Zone jaune : rétreint pure, compression circonférentielles
Principe d’emboutissage
L’emboutissage est un procédé de formage par déformation à froid des métaux. Il transforme une feuille de métal appelée flan en une surface généralement non développable. Le cas particulier, plus simple, du pliage délivre des pièces développables.
L’emboutissage se pratique à l’aide de presses à emboutir de fortes puissances munies d’outillages spéciaux qui comportent, dans le principe, quatre pièces :
a. Une matrice, en creux, épouse la forme extérieure de la pièce ;
8
Dégraissage+
PeintureAssemblage
Bobine métalliqueTôle zinguée
Épaisseur: 0,5mm
Fabrication des flans
FlanDiamètre 118mm
Épaisseur: 0.5mm
Emboutissage
Cuve brute
Cuve peinteFiltre à huile
Composant du filtre
Figure: les étapes de fabrication du filtre.

FSTM SINFA
b. Un poinçon, en relief, épouse sa forme intérieure en réservant l’épaisseur de la tôle ;
c. Une serre flan (serre tôle) entoure le poinçon, s’applique contre le pourtour de la matrice et sert à coincer la tôle pendant l’application du poinçon ;
d. Des joncs sont parfois utilisés pour freiner le glissement de la tôle (retenue de l'acier).
La fabrication d’une cuve nécessite quatre passes (cf. figure ci-dessous) :
9
Figure :Principaux modes de déformation par emboutissage
Figure : profil des quatre passes d'emboutissage de la cuve

FSTM SINFA
e. 1ére passe appelée emboutissage transforme le flan de métal en une cuve grossière qui n’a pas les bonnes dimensions de hauteur et de diamètre de la cuve finale.
f. 2ème passe, donne à la cuve sa géométrie finale. C’est l étape d’emboutissage et d’encochage.
g. 3ème passe ou étape de dressage redresse le rebord du flan pour le rendre horizontal.
h. 4ème passe est l’étape de détourage, elle sépare la partie utile de la pièce de sa partie annexe ajoutée pour permettre son formage.
2. Fonction :
Les filtres à huile débarrassent les huiles de lubrification de la poussière abrasive,
des particules métalliques, des résidus de combustion et de toute autre impureté solide, afin
que seules les huiles propres atteignent les points de lubrification luttant ainsi contre une
usure prématurée du moteur.
La qualité et les performances des filtres à huile assurent la sécurité et la longévité des
moteurs.
Les filtres à huile couvrent toutes les applications sur les moteurs des véhicules
légers, bus, camions, moteurs marins, engins agricoles et de travaux publics.
La haute efficacité associée à une grande capacité de rétention des particules
(grande durée de vie) des filtres à huile, reconnus par les grands constructeurs automobiles,
sont une garantie de fiabilité pour les moteurs pour un rendement optimal dans les
conditions d’utilisation les plus sévères.
Afin d’assurer une lubrification constante et uniforme, il faut disposer d’huiles
maintenues aussi longtemps que possible à un niveau de propreté requis pour éviter toute
usure anormale et prématurée des pièces. D’où l’importance du filtre à huile qui permet
d’épurer le lubrifiant en permanence en retenant les particules abrasives dues à l’usure
normale des organes, les poussières et les résidus de combustion.
Ainsi, le filtre placé entre la pompe à huile et les organes à lubrifier, va récupérer
la totalité du débit avant son passage vers les organes moteurs. Grâce à un média filtrant
plissé chevron, une sorte de papier spécial perforé et plissé en forme de V successifs, les
impuretés sont retenues avant que l’huile n’arrive au tube perforé qui la guidera vers la
sortie d’huile pour continuer sont circuit de lubrification. Seulement, le filtrant s’use au fils
du temps ce qui nécessite son changement après chaque vidange.
10

FSTM SINFA
Objectif :
Faire l’automatisation d’une presse d’emboutissage des cuves de filtre à huile avec un automate programmable industriel.
1. Composants principales :
La presse « EITEL » est une machine de production des cuves de filtre à huile, Cettemachine fonctionne en logique câblée, en cas de panne sa réparation est difficile(armoires très encombrées).
Elle est composée des éléments suivants (voir le schéma descriptif) :
Une langue d’insertion qui permet de faire sortir un nouveau flan afin que les pinces puissent le saisir et le transmettre.
7 Pinces qui sont attachées au deux barres de fer ce qui permet leur déplacement simultané.
4 coussins d’emboutissage qui permet de passer d’un flan à une cuve aux dimensions désirées suivant les 4 passes d’emboutissage déjà expliquées.
4 coulisseaux (presse) assurant une certaine puissance de pression pour l’emboutissage du flan et épousent la forme extérieur de la pièce.
5 capteurs de proximité indiquent la présence d’une pièce à l’entrée/sortie de chaque presse lors du déplacement en avant des pinces.
Cette machine possède six armoires qui contiennent les composants du schéma de câblage (une armoire un pour chacune des quatre presses ; une armoire pour le transfert et une armoire général qui permet de lier et synchroniser l’ensemble des actions).
11
III. La presse EITEL

FSTM SINFA
Le circuit hydraulique de cette machine contient :
4 pompes hydrauliques, chacune est liée à un moteur triphasé de puissance 4,7 KW assurant l’alimentation du circuit.
8 vérins doubles effet permettant le mouvement des coulisseaux et des coussins d’emboutissage.
8 distributeurs 4/2 à commande électrique liés aux vérins ; chaque distributeur est commandé par deux électrovannes.
Ce circuit est chargé du processus de pression (emboutissage des cuves).
Le circuit pneumatique de cette machine est chargé du processus de transfert et la sortie de la
langue d’insertion ; il est composé de :
Un vérin double effet pour le mouvement de la langue.
Deux vérins doubles effet pour la fermeture et ouverture des pinces.
Un vérin double effet pour le transfert en avant et an arrière des pinces.
Un distributeur 4/2 à commande électrique avec rappel par ressort permettant de mouvoir la langue.
Un distributeur 4/2 à commande électrique avec rappel par ressort permettant de fermer et ouvrir les pinces.
Un distributeur 4/2 à commande électrique assurant le transfert.
12

FSTM SINFA
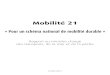
2. Schéma descriptif de la presse
13
Langue d’insertion
Flans
Pinces
Coulisseaux
Coussins d’embo-utissage
Capteurs de proximité
Les 4 phases d’emboutissage de la cuve

FSTM SINFA
3. Principe de fonctionnement :
Supposons que c’est la première marche de la machine.On dispose d’une quantité de flans posée au début de la chaine :
1) la langue d’insertion sort en poussant le dernier flan 2) elle recule à son état initial et les pinces se ferment pour saisir le flan.3) Un transfert à droite des pinces (barres de fer) fait avancer le flan à la
deuxième position4) les pinces s’ouvrent 5) puis ils reculent à l’état initial et la langue d’insertion sort de nouveau
en même temps.
Les étapes précédentes se répètent une fois comme suite 2, 3, 4, 5 et le premier flan se trouvera en troisième position et le dernier dans la deuxième position.
Après on recommence ces étapes mais avec une différence dans la 3ème, au cours de celle-ci il y aura détection de la présence, à l’entrée de la presse 1, d’un flan par le premier capteur et donnera l’ordre de pression qui sera exécuter après la 4ème étape simultanément avec la 5ème.
14
1 2 3 4 5 6 7

FSTM SINFA
L’ordre de pression consiste à :
a) Faire descendre le coulisseau de la presse 1.b) Descendre le coussin d’emboutissage correspondant après un certain
décalage de temps entre ces deux étapes.c) Lorsque le coulisseau et le coussin atteint un niveau et un temps
précis en descendant il remonte à leurs états initiaux.
Et un autre cycle commence, avec l’activation de la presse suivante, jusqu’au 7ème où on aura la première cuve dans sa forme finale et la production continuera normalement sauf dans un cas d’arrêt ou de défaillance.
15

FSTM SINFA
1. Grafcet de production normale niveau I
Pour bien comprendre le fonctionnement de cette machine, un Grafcet niveau I de production normale est présenté ci-dessous :
Ce Grafcet proposé est fractionné en trois parties pour faciliter la synchronisation entre les actions et réduire le temps du cycle de fonctionnement :
Partie 1 : Grafcet de la langue d’insertion
5
X4
6 avancement de la langue d'insertion
flan sorti.X2
7 reculement de la langue
langue reculée
.
Partie 2 : Grafcet de transfert
16
IV. Etude et analyse du système

FSTM SINFA
0
dcy.CI
1 fermeture pinces
pinces fermées
2 transfert en avant
fin transfet en avant
3 ouverture pinces
pinces ouvertes
4 transfert en arrière
fin transfert en arrière
.
Partie3 : Grafcet de pression
Ce Grafcet décrit les actions effectuées par les quatre presses au cas de présence d’une pièce par les capteurs de proximité.
17

FSTM SINFA
18
10
C1.X2
C2.X2
C3.X2
C4.X2
pinces
ouvertes
pinces
ouvertes
pinces
ouvertes
pinces
ouvertes
descente
coulisseau
1descente
coulisseau
2descente
coulisseau
3descente
coulisseau
4
11
t\X11\2s.pinces
ouvertes
13
t\X13\2s.pinces
ouvertes
15
t\X15\2s.pinces
ouvertes
17
t\X17\2s.pinces
ouvertes
descente
coussin
1descente
coussin
2descente
coussin
3descente
coussin
4
coulisseau1
en
bas.coussin1
en
bas
coulisseau2
en
bas.coussin2
en
bas
coulisseau3
en
bas.coussin3
en
bas
coulisseau4
en
bas.coussin4
en
bas
t\X12\2s
t\X14\2s
t\X16\2s
t\X18\2s
montée
coulisseau
1montée
coulisseau
2montée
coulisseau
3montée
coulisseau
4
12
t\X12\5s
14
t\X14\5s
16
t\X16\5s
18
t\X18\5s
montée
coussin
1montée
coussin
2montée
coussin
3montée
coussin
4
coulisseau1
en
haut.coussin1
en
haut
coulisseau2
en
haut.coussin2
en
haut
coulisseau2
en
haut.coussin2
en
haut
coulisseau2
en
haut.coussin2
en
haut
.

FSTM SINFA
2. Inventaire des entrée/sorties du système :
La machine qu’on désire améliorer dispose de 95 entrées/sorties (57 entrées et 38 sorties).
L’utilisation d’un automate programmable va éliminer la multiplicité de câbles, réduire l’espace occupé par les armoires de cette machine et faciliter les interventions de maintenance.
Les entrées :
Adresse Entrées Rôle MnémoniqueI0.1 Capteur de
proximité C1Indique la présence d’une pièce à l’entrée de la
presse 1C1
I0.2 Capteur de proximité C2
Indique la présence d’une pièce à l’entrée de la presse 2
C2
I0.3 Capteur de proximité C3
Indique la présence d’une pièce à l’entrée de la presse 3
C3
I0.4 Capteur de proximité C4
Indique la présence d’une pièce à l’entrée de la presse 4
C4
I0.5 Capteur de proximité C5
Indique la sortie d’une pièce de la presse 4 C5
I0.6I0.7
Fin de course du vérin 11
Renseigne sur la position du coulisseau 1 D1D2
I1.0I1.1
Fin de course du vérin 12
Renseigne sur la position du coulisseau 2 D3 D4
I1.2I1.3
Fin de course du vérin 13
Renseigne sur la position du coulisseau 3 D5 D6
I1.4I1.5
Fin de course du vérin 14
Renseigne sur la position du coulisseau 4 D7 D8
I1.6I1.7
Fin de course du vérin 21
Renseigne sur la position du coussin d’emboutissage 1
D9 D10
I2.0I2.1
Fin de course du vérin 22
Renseigne sur la position du coussin d’emboutissage 2
D11 D12
I2.2I2.3
Fin de course du vérin 23
Renseigne sur la position du coussin d’emboutissage 3
D13 D14
I2.4I2.5
Fin de course du vérin 24
Renseigne sur la position du coussin d’emboutissage 4
D15 D16
I2.6I2.7
Fin de course du vérin 3
Renseigne sur la position de la langue d’insertion D17 D18
I3.0I3.1
Fin de course du vérin 4
Renseigne sur la position des pinces 1 D19 D20
I3.2I3.3
Fin de course du vérin 6
Renseigne sur la position des barres de transfert D21 D22
I3.4 BP auto Bouton poussoir pour la marche automatique AUTOI3.5 BP man Bouton poussoir pour la marche manuelle MANI3.6 BP Acy Bouton poussoir pour l’arrêt du cycle en cours
d’exécutionACY
19

FSTM SINFA
I3.7 BP Dcy Bouton poussoir départ cycle DCYI4.0 BP init Bouton poussoir permettant de mettre la PO dans
son état initialINIT
I7.0I7.1
Fin de course du vérin 5
Renseigne sur la position des pinces 2 D23D24
I4.1 BP sécu Bouton poussoir permettant la mise en marche après défaillance
SECU
I4.2 BP DC1 Bouton poussoir descente coulisseau 1 DC1I4.3 BP DC2 Bouton poussoir descente coulisseau 2 DC2I4.4 BP DC3 Bouton poussoir descente coulisseau 3 DC3I4.5 BP DC4 Bouton poussoir descente coulisseau 4 DC4I4.6 BP DCE1 Bouton poussoir descente coussin d’emboutissage 1 DCE1I4.7 BP DCE2 Bouton poussoir descente coussin d’emboutissage 2 DCE2I5.0 BP DCE3 Bouton poussoir descente coussin d’emboutissage 3 DCE3I5.1 BP DCE4 Bouton poussoir descente coussin d’emboutissage 4 DCE4I5.2 BP MC1 Bouton poussoir montée coulisseau 1 MC1I5.3 BP MC2 Bouton poussoir montée coulisseau 2 MC2I5.4 BP MC3 Bouton poussoir montée coulisseau 3 MC3I5.5 BP MC4 Bouton poussoir montée coulisseau 4 MC4I5.6 BP MCE1 Bouton poussoir montée coussin d’emboutissage 1 MCE1I5.7 BP MCE2 Bouton poussoir montée coussin d’emboutissage 2 MC2I6.0 BP MCE3 Bouton poussoir montée coussin d’emboutissage 3 MC3I6.1 BP MCE4 Bouton poussoir montée coussin d’emboutissage 4 MC4I6.2 BP SL Bouton poussoir sortie langue SLI6.3 BP RL Bouton poussoir reculement langue RLI6.4 BP TA Bouton poussoir transfert en avant TAI6.5 BP TAR Bouton poussoir transfert en arrière TARI6.6 BP FP Bouton poussoir fermeture pinces FPI6.7 BP OP Bouton poussoir ouverture pinces OP
20

FSTM SINFA
les sorties :
Adresse Sorties MnémoniqueO 0.0 Electrovanne descente coulisseau 1 EVD11O0.1 Electrovanne montée coulisseau 1 EVM11O0.2 Electrovanne descente coulisseau 2 EVD12O0.3 Electrovanne montée coulisseau 2 EVM12O0.4 Electrovanne descente coulisseau 3 EVD13O0.5 Electrovanne montée coulisseau 3 EVM13O0.6 Electrovanne descente coulisseau 4 EVD14O0.7 Electrovanne montée coulisseau 4 EVM14O1.0 Electrovanne descente coussin d’emboutissage 1 EVD21O1.1 Electrovanne montée coussin d’emboutissage 1 EVM21O1.2 Electrovanne descente coussin d’emboutissage 2 EVD22O1.3 Electrovanne montée coussin d’emboutissage 2 EVM22O1.4 Electrovanne descente coussin d’emboutissage 3 EVD23O1.5 Electrovanne montée coussin d’emboutissage 3 EVM23O1.6 Electrovanne descente coussin d’emboutissage 4 EVD24O1.7 Electrovanne montée coussin d’emboutissage 4 EVM24O2.0 Electrovanne marche air EVMAO2.1 Voyant, signalisation marche air LMAO2.2 Electrovanne fermeture pinces EVMPO2.3 Electrovanne ouverture pinces EVOPO2.4 Electrovanne transfert en arrière EVTARO2.5 Electrovanne transfert avant EVTAO2.6 Electrovanne sortie de la langue d’insertion EVSLO2.7 Electrovanne entrée de la langue d’insertion EVRLO3.0 Voyant, signalisation présence de pièce au niveau de C1 LC1O3.1 Voyant, signalisation présence de pièce au niveau de C2 LC2O3.2 Voyant, signalisation présence de pièce au niveau de C3 LC3O3.3 Voyant, signalisation présence de pièce au niveau de C4 LC4O3.4 Voyant, signalisation présence de pièce au niveau de C5 LC5O3.5 Voyant, signalisation de l’activation du mode auto LAUTOO3.6 Voyant, signalisation de l’activation du mode manuel LMANO3.7 Voyant, signalisation du départ cycle LDCYO4.0 Voyant, signalisation de l’activation du mode E/E LE/EO4.1 Voyant, signalisation de la mise en marche de la pompe
hydraulique 1LMH1
O4.2 Voyant, signalisation de la mise en marche de la pompe hydraulique 1
LMH2
O4.3 Voyant, signalisation de la mise en marche de la pompe hydraulique 1
LMH3
O4.4 Voyant, signalisation de la mise en marche de la pompe hydraulique 1
LMH4
04.5 Voyant, signalisation de l’arrêt d’urgence LAU
21

FSTM SINFA
3. Guide d’étude des modes de marche et d’arrêt (GEMMA) :
Le GEMMA définit un vocabulaire et des concepts de base qui permettent de définir avec précision les modes de marche et d’arrêt nécessaires au bon fonctionnement d’un automatisme. Le GEMMA se présente sous forme d’un guide graphique, qui permet d’analyser avec précision l’ensemble des liaisons entre les trois familles de modes de marche et d’arrêt qui ont été retenues.
22
P.C hors Procédures d’arrêt et de mise en route procédures de fonctionnementEnergie
Mise en Energie de La P.C
Mise hors Energie de La P.C
Mise en Energie de La P.C
Mise hors Energie de La P.C
procédures de défaillance de la P.O.
Fonctionnement normal essais et vérification
auto . MAN.init
MAN. Auto
Dcy.auto. MAN
Default +AU
<Production normale>
Production des cuves
Mise en route Arrêt
CI
CI
Init
Acy
< Arrêt dans l’état initial>
< Mise P.O. dans l’état initial>
<Préparation pour remise en route après défaillance>
Secu
<Marche ou arrêt en vue d’assurer la sécurité>
A F
D
PZ
<Arrêt demandé en fin de cycle>
Terminer le cycle en cours
<Marche de vérification dans le désordre >Commander individuellementLes différentes actions.
Production
Production

FSTM SINFA
4. Grafcets de fonctionnement :
a. GRAFCET de sécurité :
20
default+AU
21 F/GC:(35)
Secu. AU
22 F/GC:(35) F/GPN:(0) T = 3s
t/X22/3s
.
En cas d’un arrêt d’urgence ou détection d’un défaut, au cours de la procédure de production on aura un figeage du grafcet de conduite dans l’étape 35 qui correspond à la production normale (mode automatique).
après le traitement des défaillances on maintient le figeage du grafcet de conduite dans l’état précédent et on fige le grafcet de production normale (GPN) dans son état initial pour que la production peut être poursuite le plus vite possible après le traitement des problèmes.
b. GRAFCET de conduite :
Le Grafcet de conduite (GC) doit permettre d’assurer la bonne marche du système automatisé en intégrant les disposition précisées par le GEMMA lors de l’ étude des modes de marches et d’arrêts
23

FSTM SINFA
24
30 "A5"
Init
31 "A6"
CI
32 "A1"
MAN. auto auto.dcy. MAN
33 "F4" 35 "F1"
MAN. auto.init
Acy Default+AU
36 "A2" 37 "D1"
X0 Secu
.

FSTM SINFA
c. Grafcet de production normale niveau II :
Grafcet de la langue d’insertion :
5
X4
6 EVSL
D18.X2
7 RL
D17
.
Grafcet de transfert :
25

FSTM SINFA
0
dcy.CI
1 EVFP
D20.D24
2 EVTA
D22
3 EVOP
D19.D23
4 EVTAR
D21
.
Grafcet de pression :
26

FSTM SINFA
27
10
C1.X2
C2.X2
C3.X2
C4.X2
X4
X4
X4
X4
EVD11
EVD12
EVD13
EVD14
11
t/X11/2s.X4
13
t/X13/2s.X4
15
t/X15/2s.X4
17
t/X17/2s.X4
EVD21
EVD22
EVD23
EVD24
D2.D9
D4.D11
D6.D13
D8.D15
t/X12/2s
t/X14/2s
t/X16/2s
t/X18/2s
EVM11
EVM12
EVM13
EVM14
12
t/X12/5s
14
t/X14/5s
16
t/X16/5s
18
t/X18/5s
EVM21
EVM22
EVM23
EVM24
D1.D10
D3.D12
D5.D14
D7.D16
.

FSTM SINFA
5. Du Grafcet au LADDER :
a. Equations monostables :
Les équations ci-dessous traduisent les conditions de passage d’une étape à la suivante, dans le Grafcet de production normale, et les symboles correspondants dans le programme en langage à contact.
Etape 0 : X0= (X4. D21+X0). X1 M0.0 = (M0.4. I3.2 + M0.0). M0.1
Etape 1 : X1= (X0. Dcy. CI+X1). X2 M0.1 = (M0.0. I3.7 .M2.1 + M0.1). M0.2
Etape 2 : X2= (X1. D20.D24+X2). X3 M0.2 = (M0.1. I3.1. I7.1 + M0.2). M0.3
Etape 3 : X3= (X2. D22+X3). X4 M0.3 = (M0.2. I3.3 + M0.3). M0.4
Etape 4 : X4= (X3. D19.D23+X4). X0 M0.4 = (M0.3. I3.0. I7.0 + M0.4). M0.0
Etape 5 : X5= (X7. D17+X5). X6 M0.5 = (M0.7. I2.6 + M0.5). M0.6
Etape 6: X6= (X5 .X4 +X6). X7 M0.6 = (M0.5. M0.4 + M0.6). M0.7
Etape 7 : X7= (X6. D18 .X2 +X7). X5 M0.7 = (M0.6. I2.7 .M0.2+ M0.7). M0.5
Etape 10: X10= (X12. D1 .D10+ X14. D3 .D12+ X16. D5 .D14+ X18. D7 .D16+X10). X11. X13 .X15.X17
M1.0= (M1.2. I0.6. I1.7 + M1.4. I1.0. I2.1 + M1.6. I1.2. I2.3 + M2.0. I1.4. I2.5 + M1.0). M1.1. M1.3. M1.5. M1.7
Etape 11 : X11= (X10. C1 .X2 +X11). X12 M1.1 = (M1.0. I0.1. M0.2+ M1.1). M1.2
Etape 12: X12= (X11. D2 .D9 +X12). X10 M1.2 = (M1.1. I0.7 .I1.6+ M1.2). M1.0
Etape 13: X13= (X10. C2 .X2 +X13). X14 M1.3 = (M1.0. I0.2 .M0.2+ M1.3). M1.4
Etape 14: X14= (X13. D4 .D11 +X14). X10 M1.2 = (M1.3. I1.1 .I2.0+ M1.4). M1.0
Etape 15: X15= (X10. C3 .X2 +X15). X16 M1.5 = (M1.0. I0.3 .M0.2+ M1.5). M1.6
Etape 16: X16= (X15. D6 .D13 +X16). X10 M1.6 = (M1.5. I1.3 .I2.2+ M1.6). M1.0
Etape 17: X17= (X10. C4 .X2 +X17). X18 M1.7 = (M1.0. I0.4 .M0.2+ M1.7). M2.0
Etape 18 : X18= (X17. D8 .D15 +X18). X10 M2.0 = (M1.7. I1.5 .I2.4+ M2.0). M1.0
28

FSTM SINFA
Les étapes suivantes décrivent le Grafcet de conduite :
Etape 30 : X30= (secu. X36 + X30). X31 M2.2 = (M3.0. I4.1 + M2.2). M2.3
Etape 31 : X31= (init. (X30 + MAN. auto. X33) + X35.X0 + X31).X32
M2.3= (I4.0. (M2.2+ I3.5. I3.4. M2.5) + M2.7. M0.0+ M2.3). M2.4
Etape 32 : X32= (X31. CI + X32). X33.X34 M2.4= (M2.3. M2.1+ M2.4).M2.5. M2.6
Etape 33 : X33= (X32. MAN. auto + X33). X31 M2.5= (M2.4. I3.5. I3.4+ M2.5). M2.3
Etape 34 : X34= (auto. Dcy. MAN. X32 + X34).X35.X36
M2.6= (I3.4. I3.7. I3.5. M2.5+ M2.6). M2.7. M3.0
Etape 35 : X35= (Acy. X34 + X35).X31 M2.7= (I3.6. M2.6+ M2.7). M2.3
Etape 36 : X36= (Default. X34 + X36). X30 M3.0= (M3.1. M2.6+ M3.0). M2.2
b. Programme LADDER :
Ce programme est fait à l’aide du logiciel STEP 7 V4.0 éditeur des
programmes pour les automates siemens, où j’ai considéré le Grafcet de conduite
comme programme principal dans lequel, quand les conditions appropriées seront
vérifiées, il y aura une exécution du GPN par appel du sous programme SBR_0 ; ou
passage en mode manuel si la sortie Q2.0 est active.
N.B : dans les automates siemens le symbole Mx.y correspond à un bit interne de
l’automate.
29

FSTM SINFA
Programme principal :
30

FSTM SINFA
Sous programme SBR_0 :mode automatique
31

FSTM SINFA
32

FSTM SINFA
33

FSTM SINFA
34

FSTM SINFA
Sous programme SBR_1 : mode manuel
Le second sous programme sera celui du mode manuel, où les actions seront exécutées par appuie sur le bouton poussoir correspondant dans l’ordre voulu par l’opérateur.
Ce programme va assurer la sécurité de l’outil contre des commandes dangereuses effectuées par l’opérateur.
35

FSTM SINFA
36

FSTM SINFA
37

FSTM SINFA
Après avoir été familiarisée avec la machine « EITEL », ainsi que son schéma électrique, j’ai fait une étude complète sur son automatisation tout en maintenant le bon fonctionnement et la bonne qualité de production.
Cette étude pourra être mise en œuvre à l’aide de l’automate programmable siemens s7 300 car il répond au besoin de ce système (nombre de entrées/sorties.....)
Ce stage a été l’occasion pour moi de connaître le monde de l’entreprise en général, qui s’inscrit dans un environnement riche en acticités professionnelles, ce qui m’a permis de tirer les principaux points suivants :
- la consolidation des acquis théoriques par la pratique.
- la valorisation de ma formation dans la vie active.
- l’acquisition des connaissances méthodiques, et en particulier l’esprit de recherche scientifique et communicatif.
- l’amélioration des contacts et des relations humaines.
38
CONCLUSION

FSTM SINFA
39
ANNEXES