Le GEMMA
Sommaire1Introduction22Concepts de base du GEMMA22.1Concept
n122.2Concept n332.2.1Famille F: procdures de fonctionnement de la
PO32.2.2Famille A: procdures d'arrt et de remise en route de la
PO32.2.3Famille D: procdures en dfaillance de la PO42.3Les
rectangles tats42.4Renseignement sur les diffrents
rectangles-tats42.4.1Etats de la famille F procdures de
fonctionnement42.4.1.1F1 42.4.1.2F2 52.4.1.3F3 72.4.3.2d2
82.4.3.3D3 82.4.4tats de la famille pz Procdures relative la
PC82.4.4.1PZ1 82.4.4.2PZ2 < Mise PC en tat de marche
>92.4.4.3PZ3 < Mise PC hors tat de marche >9
IntroductionJ'ai emprunter le livre sur le GEMMA la bibliothque
universitaire et je vais ici dire ce que j'y ai appris, ma
progression dans le livre, les choses comme cela quoi.Concepts de
base du GEMMAPartie commande(PC)Partie oprative(PO)Partie
commande(PC)
ordres
informations
informations
ordres
Partie commande(PC)
Concept n1Les procdures de marches et d'arrt ainsi que les
procdures en dfaillance sont vues par une partie commande (PC) en
ordre de marche.Nous allons avoir deux zones:Une zone Pz
correspondant l'tat inoprant de la partie commande vis--vis de la
partie oprative
Une zone regroupant toutes les procdures excutables lorsque la
partie commande fonctionne normalement.
PZ
Partie commande hors nergie
Partie commande en nergie
FA
PC en nergie
PC hors nergie
D
Tous ces modes et procdures concernent le SAP, c'est dire
l'ensemble PO-PR-PC tels qu'ils sont vus par la partie commande en
tat de marche. La PO, par effet des procdures retenues, pourra se
trouver dans une ou plusieurs des situations suivantes:soit hors ou
en nergie
soit en fonctionnement normal ou l'arrt
soit en arrt dfinitif ou non aprs une dfaillance.
Le passage d'une zone l'autre s'effectue par mise hors ou en
nergie de la partie commande (PC)
AConcept n3
Procdures de fonctionnement
Procdures d'arrt et de remise en route
Procdures d'arrt et de remise en route
F
Remise en route
A5,A6,A7Arrt
A1,A2,A3
Pz
Procdures relative la PC
PZ1, PZ2, PZ3Mise en ou hors serviceFonctionnement normal
F1,F2,F3
Essais et vrifications
F4,F5,F6
Mise en scurit ou maintiende la disponibilit sur dfaillance
D1,D2,D3
D
Procdures en dfaillance de la PO
Famille F: procdures de fonctionnement de la POOn regroupe dans
cette famille tous les modes ou tats concourant l'obtention de la
valeur ajoute. Elle est dlimite par une zone dite procdure de
fonctionnement La sous-famille F1,F2,F3 assure la mise en ou hors
service de la production normale. L'autre famille F4,F5,F6 permet
les essais et les vrifications avant ou aprs le passage en
production normale.Famille A: procdures d'arrt et de remise en
route de la POUne installation automatis ne peut fonctionner
indfiniment. Il est ncessaire de l'arrter volontairement partir du
pupitre de commande.Ceci est obtenu avec l'une des procdures A2 ou
A3 de la sous-famille d'arrt.L'arrt proprement dit de la production
normal (F1) ou de la production tout de mme (D3) a lieu:Soit dans
l'tat A1: volution A2 A1
Soit dans l'tat A4: volution A3 A4.
Famille D: procdures en dfaillance de la POIl est rare qu'un
systme fonctionne sans incident durant toute sa vie. Il faut
envisager qu'il aura des dfaillances prvisibles ou imprvisibles.
Les procdures de la famille D ont pour objectif de limiter un
maximum les consquences ou risques pour le personnel et pour le
matriel.La famille D regroupe les procdures D1, D2, D3 qui
n'incluent pas obligatoirement une procdure d'arrt immdiat ou
dfinitif de la PO.Ainsi, en D3, la production continue sensiblement
comme en F1, lorsqu'ont t prises les dispositions adquates pour
pouvoir continuer produire. Pendant ce temps, on recherche les
causes de la dfaillance (diagnostic). Aprs dpannages, les
conditions sont nouveau runies pour produire normalement.Evolution
prvoir: D3 A2 A1 F1Les rectangles tatsMise en marche progressive
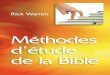
des moteurs.Si moteurs en marche, mise en route des bols
vibrant
Dsignation du mode ou de la procdure (vocabulaire gnral)
F2 < Marche de prparation >
Symbole d'appartenance
Exemple de rectangle tat:
Ici:F2 est le repre de l'tat choisi
la lettre F signifie qu'il appartient la famille F, c'est--dire
celle intitul procdures de fonctionnement
Le chiffre 2 permet de l'identifier sur la grille. On voit qu'il
appartient al sous-famille mise en ou hors service, fonctionnement
normal
< Marche de prparation > est le libell de l'tiquette de ce
rectangle tat.
Les < > signalent l'emploi du langage gnral du GEMMA.
Renseignement sur les diffrents rectangles-tatsEtats de la
famille F procdures de fonctionnementF1 Dans cet tat,
l'installation produit normalement de la valeur ajoute. Pour
atteindre l'tat F1, une de ces conditions est de slectionner le
mode auto. Noter que le terme mode auto est une appellation
consacre par l'usage. F2 Cet tat permet d'envisager la procdure
dclencher manuellement ou automatiquement lors du dmarrage de
l'installation avant de passer en F1 . Une fois en F1, le systme ne
pourra plus repasser en F2 sans tre oblig de repasser par l'tat A1
.F3 Cet tat est atteint manuellement lorsqu'une demande d'arrt
exceptionnelle dite demande d'arrt d'urgence est formule par action
sur un capteur spcial dit coup de point ou automatiquement
lorsqu'un dfaut apparat dans le fonctionnement de la PO.Concernant
la PO, diverses procdures sont envisageables, par exemple:arrt
immdiat ou diffr des actionneurs par figeage de la tche de
production
squences de dgagement de la PO avant arrt complet
Concernant la PR, on peut par exempledclencher une alarme sonore
ou lumineuse
afficher un message d'erreur ou tout autre message appropri
d2 Dans cet tat, tous les actionneurs de la PO, en principe sont
arrts. On procde l'examen du SAP et on tablit un diagnostic. En
fonction de celui-ci, on envisage quelle est la procdure excuter
(traitement de dfaillance) et quelle dmarche il faut entreprendre
pour remettre le SAP en production normale ou le mettre en
production tout de mme.Dmarches possible de remises en route:Si
incident mineur de la PO: volution D2 A5 F1 ou D2 A5 A7 F1
si incident grave de la PO: volution D2 A5 A6 A1 F1
si fin possible du cycle en mode manuel: volutions D2 A5 F4 A1
F1
si abandon provisoire: D2 Pz D2 A5 F4 A1 F1ou D2 Pz D2 A5 A6 A1
F1
Toutes ces volutions ont pour finalit le retour dans l'tat F1
(production normale). Mais le passage dans l'tat D3 (production
tout de mme) doit aussi tre retenu si le SAP a t conu dans cet
esprit.D3 Il est possible d'envisager, dans les installations
multi-postes de travail que la production continue.Evolutions
possibles pour aboutir en D3F1 D3
F1 D1 D2 D3
F1 D1 D2 A5 D3
Reprises possibles de F1 partir de D3Si tout est nouveau
normalD3 A2 A1 F1
D3 A3 A4 F1
en cas d'anomalie en D3:D3 D2 A5 A6 A1 F1
D3 D1 D2 A5 A6 A1 F1
tats de la famille pz Procdures relative la PCPZ1 Cet tat peut
tre atteint depuis tous les tats du systme par mise hors nergie de
la PC:Volontairement
Accidentellement (coupure EDF)
PZ2 < Mise PC en tat de marche >La partie commande est en
nergie ainsi que la partie relation.PZ3 < Mise PC hors tat de
marche >Dans cet tat, la PC est en nergie mais n'est pas
oprationnelle. On peut revenir dans l'tat PZ1 par coupure de
l'nrgie ou dans l'tat PZ2 si on dispose du moyen de supprimer la
cause des dfauts.
PZ1PZ2PZ2
< mise PC en tat de marche>
< mise PC hors tat de marche >
Depuis tous les tats de A, D, F
Depuis tous les tats de A, D, F
Depuis tous les tats de A, D, F
EPC
EPC. PC inactive
EPC. PC active conditions
A1 ou D2 ou autre tat suivant contexte rcupr
EPC. defaut
Modes de marches et d'arrts
EPC et PC active et conditions
PC hors nergie ou inactive ou en dfaut