Embed Size (px)
DESCRIPTION
02GAP02c_fonctionEtGesCom 02GAP02c_fonctionEtGesCom 02GAP02c_fonctionEtGesCom02GAP02c_fonctionEtGesCom02GAP02c_fonctionEtGesCom02GAP02c_fonctionEtGesCom02GAP02c_fonctionEtGesCom02GAP02c_fonctionEtGesCom02GAP02c_fonctionEtGesCom02GAP02c_fonctionEtGesCom02GAP02c_fonctionEtGesCom02GAP02c_fonctionEtGesCom02GAP02c_fonctionEtGesCom
Citation preview

2 Les fonctions de la gestion de production
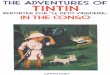
1 Les différentes fonctions de la gestion de production
(schéma global)
Planification
Commandes Commandes
Client Fournisseur
Expéditions Stock PF Stock MP AchatsExpédition PF. Réception MP
Entrée PF Conso MP
Production
1.1 Les rôles des fonctions
ExpéditionLes expéditions enregistrent les commandes client, expédient les produits finis.Elles émettent les bons de livraison et les factures client.
ProductionElle gère les ressources, fabrique les composés à partir des composants, en respectant et contrôlant les normes de qualité, gère les aléas.
Planification MRP(Material ressource planning)La planification est chargée du calcul du plan directeur, de la planification des ressources et du calcul des besoins.On peut y regrouper la fonction d'ordonnancement.
AchatsIls expriment les besoins aux fournisseurs et enregistrent les factures fournisseur.Ce service effectue aussi la réception des matières en provenance des fournisseurs, contrôle leur qualité et les met en stock M.P. ou les transfère directement en production.
Services administratifs et financiers
Lu Ma Me Ve SaJe Di
2 31 4
5 6 7 9 108 11
12 13 14 16 1715 18
19 20 21 23 2422 25
26 27 28 30 3129

La gestion de production2. Les fonctionnalités de la gestion de production
Données de référenceLes données de référence représentent la mémoire des données techniques (les articles, leur composition et la façon dont ils sont fabriqués) et contiennent aussi la structure de l'entreprise.
1.2 Détails des fonctionnalités
1.2.1ExpéditionLes expéditions sont à l'écoute du client et enregistrent les commandes qu'elle transmet à la planification.
Les expéditions sont chargées de prélever des produits finis dans le stock, de les conditionner, si ce n'est pas déjà fait, de les expédier et d'émettre les documents nécessaires devant accompagner l'envoi.
L'expédition se fait sur l'ordre du client.
1.2.2ProductionLa production est le noyau créateur de valeur.Elle fabrique en une ou plusieurs étapes des produits finis à partir de matières premières.La fabrication d'un produit fini se fait selon les recommandations du bureau d'étude qui définit quels composants doivent être utilisés pour un composé et selon quel mode opératoire la fabrication doit se faire.
On parlera de Nomenclature pour la liste des composants d'un composé et de gamme pour la liste des opérations à effectuer sur les composants pour obtenir un composé.
Cette fabrication se fait sur l'ordre de la planification.
Terminale STT Page : 2

La gestion de production2. Les fonctionnalités de la gestion de production
1.2.3AchatsLes achats transforment les besoins de matières premières en commandes d'achats qui sont transmises aux fournisseurs.
Ce service effectue l'entrée en stock des matières premières en provenance des fournisseurs ou des sous-traitants, après les avoir contrôlées, c'est la réception.
Elle met à jour les commandes et les soldes au fur et à mesure que la quantité attendue est livrée.
1.2.4Planification (MRP)C'est le cœur logistique du système.Elle calcule les besoins de produits finis, les besoins de matières premières ainsi que tous les produits semi-finis.
A partir des commandes client, la planification calcule les ordres et recommandations de fabrication et d'achat, en quantité et date pour chaque article.
Les ordres de fabrication sont des commandes adressées au service de fabrication et les ordres d'achats sont des
commandes adressées au service des achats puis aux fournisseurs.
Les recommandations sont des besoins prévisionnels.
Ce calcul est la différence, comme une balance, entre d'une part les besoins et d'autre part les ressources.
Besoins Ressources
Besoins :Commandes client (besoins indépendants) ;Besoins issus des ordres de fabrication pour les matières (besoins dépendants) ;Objectif de stock ; Retards ;
Ressources :Attendu : achats ou productions en cours
Stock disponible ;Avances.
La différence représente le besoin net.
Ce calcul peut être réalisé en plusieurs étapes ayant des objectifs différents :
Le plan industriel et commercial (PIC) visant à définir les orientations de l'entreprise en terme d'investissements, de tendances commerciales, de nécessité de renouvellement de gamme. Plan à long terme (1 à 5 ans).
Terminale STT Page : 3
Lu Ma Me Ve SaJe Di
2 31 4
5 6 7 9 108 11
12 13 14 16 1715 18
19 20 21 23 2422 25
26 27 28 30 3129

La gestion de production2. Les fonctionnalités de la gestion de production
Le plan directeur de production (PDP) définissant, par famille et référence la production prévisionnelle sur l'horizon courant transmis par les clients. Moyen terme : 3 mois à 1 an.
Le plan de production et le calcul des besoins nets (CBN), donnant par référence des recommandations de production et d'achats sur un horizon assez court (du jour à 5, 7 semaines).
Le dernier est souvent partiellement confondu avec le PDP ou avec l'ordonnancement qui effectue le calcul des ressources disponibles ou calcul des charges. Il se résume alors au calcul des besoins nets d'achats (CBN).
Pour effectuer ces calculs, les besoins, les ressources et les nomenclatures doivent être d'une grande précision, afin de pouvoir transformer les besoins de produits finis en besoins de matière aussi réalistes que possible.
Enfin, lorsque les calculs de planification sont terminés, le service de planification détermine quelles seront les ressources nécessaires (hommes et machines) et les affecte à l'un ou l'autre ordre de fabrication sur une grille calendaire, c'est l'ordonnancement.
Ce travail est complexe car il doit tenir compte de la disponibilité des machines, prévoir une marge de manœuvre pour les événements imprévus (pannes, maladies, non-qualité) et des productions en cours.
Ce calcul est souvent distingué du précédent et confié à un sous-service appelé Ordonnancement.
1.2.5Client
Le client est le donneur d'ordre.Il envoi des commandes d'articles à un fournisseur.
1.2.6Fournisseur
Le fournisseur assure un service, produit et livre à la demande du service des achats de l'entreprise.
Remarque sur les notions de client et fournisseur : On peut étendre les notions de client et de fournisseur aux fonctions de l'entreprise.Ainsi, la production est cliente des achats et fournisseur des expéditions.
Par extension, au sein d'un service, certaines parties peuvent être client ou fournisseur d'autres parties, en particulier lors de production de produits semi-finis réutilisés dans la production de produits finis.
1.3 Les données de référencesLes données de référence concernent l'ensemble des services ou fonctions.Elles définissent des données communes à tous et permettent aux différents services de communiquer avec le même langage.
Par ailleurs, certaines informations sont mises à jour dans certains services qui en sont responsables, comme le stock de matières premières par la réception, et sont utilisées par d'autres services. Par exemple le niveau de stock de matières premières est mis à jour par les achats, utilisé par la planification pour calculer le besoin et vidé par la production.Ce sera une donnée de référence.
Terminale STT Page : 4

La gestion de production2. Les fonctionnalités de la gestion de production
1.3.1ArticlesLa fiche article définit les caractéristiques des articles.On y trouve fréquemment des informations comme :- La description et les caractéristiques physiques (dimensions, masse, critères de
qualité, de sécurité, unités de mesure) ;- Le type (produit fini, semi-fini, matière première) ;- Le mode de gestion et de planification (taille de lot, série économique) ;- Les règles de gestion de stock, les minima, l'emplacement de stockage ;- Des coûts (dernier prix d'achat, prix moyen pondéré, prix de revient usine).La majorité des articles que l'on trouvera ici sont des articles utilisés en production et gérés en stock.
Il y a aura aussi des articles consommables, entrant dans la composition de produits fabriqués non gérés en stock (eau, électricité, … ) et qui représentent un coût significatif.
Cependant, il existe des articles fantômes entrant dans la définition des nomenclatures (voir plus loin) et d'autres serviront à définir des groupes d'articles comme des kits, lots, familles d'articles, …
Enfin, certaines pièces de maintenance des outils ou machines, voire les outils eux-mêmes, seront considérées comme des articles.
Terminale STT Page : 5

X 2X 2
La gestion de production2. Les fonctionnalités de la gestion de production
1.3.2Nomenclatures
La nomenclature est la liste des composants d'un composé.Elle définit à partir de quel(s) composant(s) on fabrique le composé, en quelle quantité.
Elle peut aussi définir combien de produits sont perdus lors de leur utilisation pour ce composé (taux de rebut).
On y trouve souvent des dates de validité qui permettent de consigner les changements dans la nomenclature pour que la planification génère des besoins sur les bons articles au long du calendrier.
La nomenclature est souvent présentée de façon arborescente, où chaque séparation de branche représente un article.
Articles fantômes : ces articles n'ont pas d'existence réelle mais servent à apporter de la clarté dans la lecture des
nomenclatures.Kits ou groupes : ces articles et leur nomenclature associée, servent surtout aux ventes et aux achats pour effectuer des expéditions/réceptions de plusieurs articles en une seule opération.
Macro-nomenclature : ces nomenclatures regroupent des articles par familles afin d'être utilisées dans une planification à long terme.
1.3.3Poste de charge et structure d'atelier
Description de l'appareil de production.
Un poste de charge représente une ou plusieurs machines ou lignes de production.
Il indique la capacité de travail du poste et son coût d'exploitation.Il peut décrire un fournisseur sous-traitant.
Un atelier représente un groupe de postes de charge ou de ligne de productionOn emploi souvent des synonymes comme : départements, unité autonome de production (UAP), centre de production, …
Ils représentent fréquemment un centre de coût en comptabilité analytique de la gestion administrative et financière.
Terminale STT Page : 6

La gestion de production2. Les fonctionnalités de la gestion de production
1.3.4Gammes
Les gammes décrivent le mode opératoire de fabrication des articles.
C'est une liste d'opérations de fabrication définissant chaque action à réaliser sur le ou les articles traités pour parvenir au produit fabriqué.
Chaque opération représente une étape de production dans l'ensemble du processus d'élaboration d'un produit
fabriqué et contient :- Des informations concernant le poste de charge ; - L'outillage nécessaire, le nombre d'opérateurs ;- Les ressources nécessaires : temps de production, de main d'œuvre pour l'article ;- Des temps morts (inter-opératoire, réglage, transport, recouvrement) ;- Des dates de validité.Ces informations sont la base servant à définir le diagramme de GANT du processus de fabrication des articles.
La fonction des gammes et des nomenclatures est fondamentalement différente.Les nomenclatures portent sur les quantités des composants mis en jeu dans la composition d'un article composé.Les gammes sur les temps et les postes de charge requis, calculés par le service des méthodes.
Cependant, on effectue généralement un lien d'utilisation des matières aux opérations effectuées, afin de pouvoir évaluer plus finement les dates des besoins de matières.
1.3.5Ordre de fabricationUn ordre de fabrication (OF) est la matérialisation d'une commande de production de la planification vers la production.
Cet OF associe, à un article fabriqué, une nomenclature et une gamme.Un Of est daté (date de début et de fin de production) et suivi (fiches suiveuses) par le service d'ordonnancement.
En production "classique", on a tendance à rendre ferme un ordre de fabrication et figer les opérations dans le temps.Dans une organisation ou la production se fait en continu, on a tendance à fabriquer en fonction des gammes et nomenclatures standards (en cours de validité à l'instant de la fabrication) sans OF mais sur la base du besoin exprimé par la planification.
1.3.6Structure de stockage
De la même façon qu'est décrit l'appareil de production (département, atelier, poste de charge, machine), la structure de
Terminale STT Page : 7
CNC Percer/Tourner
CNC Percer/TournerOP 50OP 50
TournerTourner
PercerPercerVA 01VA 01 OPV 01OPV 01
OPV 02OPV 02
VA 02VA 02 OPV 01 OPV 01
OPV 02OPV 02
OPV 02OPV 02
TournerTourner
TournerTourner
PercerPercer

La gestion de production2. Les fonctionnalités de la gestion de production
stock décrit, avec plus ou moins de finesse, les lieux où sont stockées les pièces en attente de leur utilisation.
Cette finesse peut aller de la description des magasins comme un unique lieu de stockage, jusqu'à la cellule ou case de stockage sur une étagère et être organisée comme des poupées russes.
Les informations associées sont - Son adresse (postale ou position physique dans le stock)- Et, selon le cas, sa contenance, son type de contenu (vrac, casiers, mixte), des
modes de gestion, de valorisation, …
On rencontrera souvent deux structures, l'une pour décrire le stock physique, l'autre associée aux postes de charge utilisée pour représenter le flux des pièces en cours de production.
Ce dernier aspect n'est pas à négliger car il peut représenter une valeur notable de matières, machines ou opérateurs de production temporairement mobilisés et indisponibles.
A noter que les emballages peuvent entrer dans cette même définition, leur adresse étant temporaire.
1.3.7Conditions fournisseur, délaisLes conditions fournisseur représentent des conditions de paiement (90 jours fin de mois date de facture, par virement, franco, etc.…) ou des conditions de livraison :- Type d'emballage, - Quantité d'article par emballage ;- Normalisation des documents accompagnateurs ;- Délai de transport, d'expression des besoins ;- Critères de qualité (respect des délais, respect des cahiers des charges,
agréments qualité).
1.3.8Conditions de livraison, prix de venteLes conditions de livraison sont similaires aux conditions fournisseur mais coté client.
Terminale STT Page : 8

La gestion de production2. Les fonctionnalités de la gestion de production
1.4 Les méthodes de planificationLa spécificité de la gestion de production dans le secteur automobile repose principalement sur l'utilisation de la méthode de planification MRP2 et juste à temps (JAT), la présence de commandes ouvertes ou marchés et de contrôles de flux précis. C'est ceci qui fait que l'automobile est à la pointe de l'organisation d'entreprise.
1.4.1Le point de commande La planification sur point de commande se fait en fixant un stock minimum avant le déclenchement d'une fabrication ou d'une commande d'achat.
Durant la consommation du stock, lorsque l'on arrive à un niveau minimum défini, l'entreprise lance une production ou un achat. Ces lancements sont toujours de la même quantité.
Ceci induit un niveau de stock permanent relativement important et des problèmes d'ordonnancement et d'attente entre les opérations.
1.4.2Planification et MRP2 (Maufacturing ressource planning)MRP : Material requirements planning : Planification des besoins de matières ;
MRP2 : Manufacturing resource planning : Planification des ressources de production.Ces deux méthodes sont suffisamment similaires dans leur calcul de planification pour les grouper.La distinction se fait sur l'ensemble des critères pris en compte et le champ d'action.
MRP1 ne tient compte que des besoins et ressources en matérielles (MP + PF) et fonctionne en capacité infinie (quelle que soit la quantité à fabriquer, on est toujours capable de le faire le jour même du besoin).MRP2 tient compte en plus de ressources telles que les machines ainsi que d'autres facteurs affectant la durée des opérations et le calcul se fait en capacité finie (on ne peut pas fabriquer plus qu'une certaine quantité de produit par jour ou par heure).
En pratique, dans MRP2 on aura un calcul MRP1 qui sera suivi par un calcul de capacité. Elle est souvent couplée à une organisation en "juste à temps".
Terminale STT Page : 9

La gestion de production2. Les fonctionnalités de la gestion de production
1.5 Organisations de production
1.5.1Flux poussés, flux tirés, Juste à tempsLe flux poussé consiste à attendre la fin d'une opération avant de commencer la suivante. C'est la programmation aval.Le flux tendu, tiré ou "juste à temps" (JAT) consiste à fabriquer et approvisionner en fonction des consommations et besoins de l'opération suivante. Ce sont les commandes qui "tirent" la production.
Lorsque les délais de production sont très courts, on parle de flux tendus, et on a recours à des organisations comme le Kanban (jap. "carte") ou le RECOR© (Remplacement de Consommation Réelle ©PSA) et le synchrone.
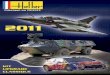
1.5.2SynchroneLe synchrone (angl. Picking) est une méthode de livraison où les pièces sont reconditionées et expédiées dans un ordre précis afin de correspondre à l'ordre d'utilisation par le client :
Sens de fabrication(Défilement de la chaîne)
4 Rouge 3 Vert 2 Bleu 1 Vert
Sens de conditionnement ordreOrdre d'emballage / de sortie
4ème (haut) 1 Vert
3ème 2 Bleu
2ème 3 Vert
1er (fond) 4 Rouge
Palette fournisseur
Terminale STT Page : 10

La gestion de production2. Les fonctionnalités de la gestion de production
2 Communications entre client et fournisseurs
2.1 La commandeLes commandes peuvent exister sous deux formes :
2.1.1La commande classiqueUn client se présente chez un fournisseur et passe une commande d'articles.Cette commande peut contenir un planning de livraisons réparties sur plusieurs dates.Les prix des articles et le montant total est négocié une seule fois et le payement peut être effectué en un seul paiement ou selon un échéancier. Généralement, le fournisseur fixe ses prix.
2.1.2La commande ouverteUne commande ouverte fonctionne en trois étapes :Le contrat est négocié avec un ou plusieurs fournisseur, se partageant un volume global d'articles, en principe, sur toute la durée de vie de l'article (plusieurs années).
Le prix est négocié par la suite et fait l'objet d'un avenant au contrat. Ceci peut être effectué plusieurs fois dans la vie d'un contrat. Le client et le fournisseur parviennent généralement à un prix acceptable pour les deux parties.Mais, selon le volume global, l'une des parties peut avoir plus de poids que l'autre et imposer un prix (c'est souvent le client).
Durant la vie du contrat, le client envoi des appels de livraison. Ce sont des demandes de livraison d'articles selon les conditions du contrat, en précisant une liste de dates et de quantités.La finesse de ces appels peut être de l'ordre de la semaine, du jour, voire de l'heure.
L'ensemble des demandes de livraison forme un plan de livraison ou d'approvisionnement.
Dans ce plan de livraison, on trouvera souvent une période court terme exprimant des appels "ferme" et une période "prévisionnelle" donnant, avec plus ou moins de précision, une indication sur les livraisons futures.
Les quantités fermes ne sont jamais remises en cause. Au client de prendre ses responsabilités pour le paiement des produits dont il ne veut plus.Au fournisseur de prendre ses dispositions pour livrer dans tous les cas (stock, sous-traitance à la concurrence), au risque de devoir payer des pénalités ou de se voir supprimer ses marchés.La loi est dure ! Mais c'est la loi.
La durée de la période prévisionnelle est moyenne ou long terme.
2.1.3Définition des ordres de grandeur des plans de livraison :- Synchrone, Kanban et RECOR© : appel ferme, le délai de livraison est de l'ordre de
la dizaine de minutes à plusieurs heures, totale fiabilité ;- Ferme : livraison de l'ordre de un à cinq jours, rarement au-delà de la semaine, la
tendance est à la réduction ;- Prévisionnel : livraison de l'ordre de cinq semaines à deux ou trois mois.
Dans certains cas, VOLVO, les besoins sont exprimés en 2 jours fermes et 2 ans prévisionnels mais seulement une à deux semaines exprime des besoins réalistes. Au-delà, le plan sert pour des prévisions long terme, avec un indice de fiabilité plus faible.
Terminale STT Page : 11

La gestion de production2. Les fonctionnalités de la gestion de production
La factureDans le cas des commandes ponctuelles, la facture est souvent émise au moment de la commande.Si un échéancier est défini, des factures partielles seront adressées au client pour lui rappeler les échéances (par exemple si vous avez contracté un emprunt).
Dans le cas de commandes ouvertes, plusieurs solutions sont envisageables :- le paiement à chaque livraison ;- la facture cumulative de fin de mois ;- l'autofacturation, où le client effectue des paiements sans attendre
de facture. Une régularisation est faite en fin d'exercice comptable. Actuellement, cette méthode est interdite en France mais souvent pratiquée à l'étranger.
2.2 Les moyens de communicationsLa communication de client à fournisseur se fait selon tous les moyens possibles :
De vive voix : guichet, boutiquePar téléphone, par fac-similé (fax est une marque !), par mél (e-mail est une appellation anglaise)Par ligne informatique (EDI ang. Electronic Data Interchange : échange de données et de messages par ligne informatique).
L'EDI prévoit une codification des messages permettant l'envoi de plans d'approvisionnement, de commandes, de factures, de données techniques, … (cf. standards Galia/Odette : DELINS, KANBAN ou EDIFACT : DELJIT – www.galia.fr - et VDA : V1560).
Terminale STT Page : 12