Embed Size (px)
Citation preview
Université de Haute – Alsace
DEA de Chimie - Physique
Année 2003-2004
Présentée par
NGUYEN TRI Phuong
=======================================================
Etude de la polymérisation radicalaire
thermique et UV de résines acryliques
====================================
Sous la direction de Dr. Christian Decker, Directeur de Recherche au CNRS
Laboratoire d’accueil : Département de
Photochimie Générale, UMR-CNRS 7525,
E.N.S.C.M.u, 3 rue Alfred Werner,
68200 Mulhouse, France
1
Remerciements
Mon stage de DEA a été effectué dans l’équipe Photochimie des Polymères animée par
Monsieur Christian DECKER. Je tiens à le remercier et à lui exprimer ma profonde gratitude
pour m’avoir conduit dans ce travail avec un réel enthousiasme, pour sa grande patience, et les
précieux conseils qu’il m’a donnés.
Je tiens à remercier Monsieur Daniel J. LOUGNOT, Directeur du Département de
Photochimie Générale de l’École Nationale Supérieure de Chimie de Mulhouse, de m’avoir
accueilli au sein du laboratoire.
Je tiens à remercier tout particulièrement Mademoiselle Katia STUDER, qui a guidé
mes travaux tout au long de mon stage pour son aide précieuse et constante, ainsi que pour
ses avisés qu’elle m’a conseils efficaces pendant mon stage.
Enfin, je tiens à remercier Monsieur Khalid ZAHOUILY, Monsieur Laurent KELLER,
Mademoiselle Estelle WEBER-KOEHL et mes amis au laboratoire pour leur sympathie et leur
engagement.
2
A. Introduction
La polymérisation photoamorcée de monomères et d’oligomères multifonctionnels sous rayonnement ultraviolet (UV) a été largement utilisée dans la fabrication de matériaux polymères. Cette technologie apporte de nombreux avantages tels qu’une consommation moindre d’énergie, une grande vitesse de polymérisation, sans émission de composés organiques volatils. Ces avantages ont conduit à un développement croissant de cette technologie dans divers domaines d’applications, notamment pour la fabrication de revêtements protecteurs sur divers types de substrats (métalliques, plastiques, bois ou papier), des vernis, des encres UV, des colles, des adhésifs et des matériaux composites [1-3]. Cependant, un problème rencontré lors de la mise en œuvre de cette technologie pour protéger des objets tridimensionnels est lié aux zones d’ombre dans lesquelles la lumière n’atteint pas la résine déposée et où donc la polymérisation n’aura pas lieu. Pour remédier à ce problème, on a développé une nouvelle technologie appelée «dual cure » qui associe l’irradiation UV et un traitement thermique pour durcir tout le revêtement, y compris dans les zones d’ombre. Cette polymérisation thermique de résines acryliques, couramment utilisée en complément de la photopolymérisation, nécessite en général un chauffage à des températures relativement élevées (plus de 120°C), ce qui entraîne des déformations et détériorations de supports peu résistants à la chaleur. On peut résoudre ce problème en utilisant des systèmes rédox pour amorcer la polymérisation des résines acryliques [7-10]. Cette méthode permet en effet de diminuer la température du processus de polymérisation, tout en augmentant la vitesse de la polymérisation par rapport au traitement thermique conventionnel.
En effet, la polymérisation radicalaire thermique de monomères et d’oligomères multifonctionnels amorcée par des systèmes rédox est l’une des méthodes les plus efficaces pour obtenir des polymères tridimensionnels bien réticulés en opérant à relativement basse température [11-18]. L’objectif de cette étude a été de synthétiser et de tester différents systèmes rédox à base de peroxydes en présence de divers réducteurs, lors de la polymérisation radicalaire des systèmes acryliques qui sont, à l’heure actuelle, les résines les plus couramment utilisées en « UV radiation curing » du fait de la grande réactivité de la double liaison acrylique. Notre objectif était de mettre en oeuvre des systèmes rédox capables d’amorcer efficacement la polymérisation de résines acryliques à une température relativement basse (80°C), pour permettre le durcissement des résines recouvrant des objets 3D et des systèmes pigmentés épais, en complément de l’exposition UV.
L’étude cinétique de la polymérisation a été réalisée en suivant, d’une part, la disparition du monomère par spectroscopie infrarouge et, d’autre part, le durcissement de la résine. L’influence de divers paramètres sur la polymérisation a ainsi pu être quantifiée, ce qui a permis d’optimiser la formulation en vue d’applications industrielles. Certaines propriétés physico-chimiques des films polymérisés ont également été testées, telles que la résistance à la chaleur, aux solvants et à la rayure. La tenue à la lumière des films polymérisés a été évaluée dans une enceinte de vieillissement accéléré en vu de leur utilisation pour protéger des matériaux organiques servant dans des applications en extérieur. B. POLYMERISATION RADICALAIRE SOUS RAYONNEMENT UV ET THERMIQUE
1. La photopolymérisation radicalaire D’une manière générale, la réaction de photopolymérisation d’un monomère ou d’un
oligomère fonctionnalisé en présence d’un photoamorceur se fait selon trois étapes : l’amorçage, la propagation, la terminaison.
1.1. L’amorçage Sous l’effet de la lumière, un photoamorceur (A) absorbe l’énergie lumineuse et passe
dans un état excité singulet (1Ax) puis dans un état excité triplet (3Ax) par un processus de
3
croisement intersystème. La production des radicaux libres résulte de la rupture homolytique de liaisons chimiques de cette molécule excitée :
Les radicaux ainsi formés peuvent ensuite réagir avec le monomère (M) et amorcer ainsi
la polymérisation [16]. R• + M RM•
1.2. La propagation Les radicaux formés dans l’étape d’amorçage peuvent réagir à leur tour avec le
monomère pour former des chaînes polymères. RM• + nM RM•
n+1 La vitesse de la réaction de propagation est définie par : Vp = kp [M] [RM•
i] kp : constante de vitesse de propagation [l.mol-1.s-1] RM•
i : concentration des espèces radicalaires. [M] : concentration en monomère
1.1.3. La terminaison Les réactions de terminaison en polymérisation radicalaire sont en général de nature
bimoléculaire et se font par interaction des radicaux libres, mais elles peuvent également avoir lieu par un processus monomoléculaire. Dans le premier cas, la disparition des radicaux se fait par recombinaison ou dismutation : - par recombinaison
- par dismutation
ou kt est la constante de vitesse de terminaison. Dans le second cas, la croissance de la chaîne polymère s’arrête par suite de l’immobilisation du radical polymère qui se trouve piègé dans la matrice solide.
1.2. Les résines polymérisables sous UV Les systèmes polymérisables peuvent être classés en deux principales catégories : les
résines polyesters insaturés- styrène et les résines acrylates.
1.2.1. Les résines polyesters insaturés-styrènes Les doubles liaisons présentes dans les polyesters insaturés peuvent copolymériser
avec les groupes vinyliques lors de l’irradiation en présence d’un photoamorceur avec formation d’un réseau copolymère réticulé. Les formulations contiennent en général un polyester insaturé (maléique ou fumarique) dissous dans le styrène et un photoamorceur (benzophénone par exemple). Les points faibles de ce système sont la vitesse de polymérisation relativement lente, la volatilité des réactifs et le nombre limité de monomères disponibles. On utilise néanmoins encore ces systèmes dans certaines domaines d’applications industriels, notamment des vernis pour bois, à cause de son moindre coût [17].
1.2.2. Résines acryliques
Les résines acryliques, constituées de monomères et d’oligomères multifonctionnels, ont connu un développement important dans le domaine des photopolymérisations, en raison de leur grande réactivité et de leurs propriétés physico-chimiques qui peuvent être finement ajustées, selon le type d’application envisagée (revêtements protecteurs, adhésifs, composites). Les films polymérisés par voie photochimique ou thermique présentent non seulement une bonne qualité optique, mais ils résistent également fort bien aux solvants à la rayure, à la
A (amorceur 1 + R•2
hν) 1A* 3A* R•
RM• n + RM •k RMn + RMk
RM• n + RM•
m RM(m + n)Rkt
4
dégradation et à la chaleur en raison de leur taux de réticulation élevé. La synthèse de tels réseaux polymères tridimensionnels par photopolymérisation d’un monomère diacrylate est représentée dans le schéma ci-dessous.
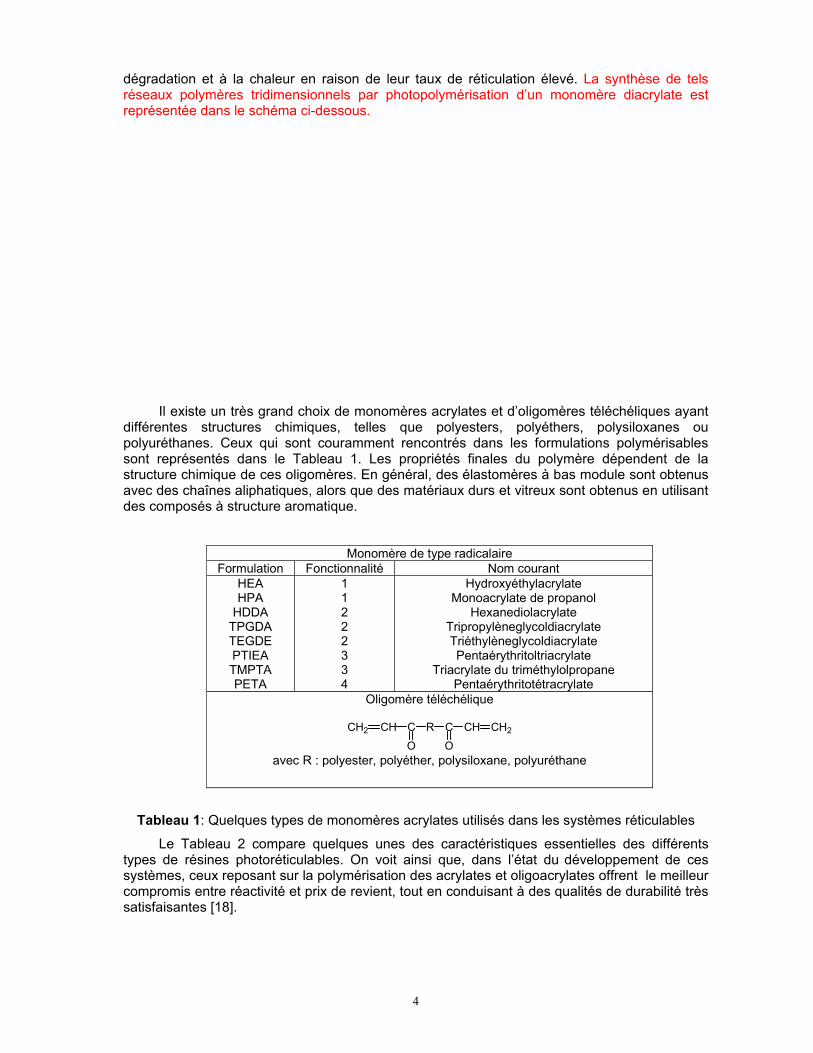
Il existe un très grand choix de monomères acrylates et d’oligomères téléchéliques ayant
différentes structures chimiques, telles que polyesters, polyéthers, polysiloxanes ou polyuréthanes. Ceux qui sont couramment rencontrés dans les formulations polymérisables sont représentés dans le Tableau 1. Les propriétés finales du polymère dépendent de la structure chimique de ces oligomères. En général, des élastomères à bas module sont obtenus avec des chaînes aliphatiques, alors que des matériaux durs et vitreux sont obtenus en utilisant des composés à structure aromatique.
Monomère de type radicalaire Formulation Fonctionnalité Nom courant
HEA HPA
HDDA TPGDA TEGDE PTIEA TMPTA PETA
1 1 2 2 2 3 3 4
Hydroxyéthylacrylate Monoacrylate de propanol
Hexanediolacrylate Tripropylèneglycoldiacrylate Triéthylèneglycoldiacrylate Pentaérythritoltriacrylate
Triacrylate du triméthylolpropane Pentaérythritotétracrylate
Oligomère téléchélique
CH2 CH C R C CH CH2
O O avec R : polyester, polyéther, polysiloxane, polyuréthane
Tableau 1: Quelques types de monomères acrylates utilisés dans les systèmes réticulables
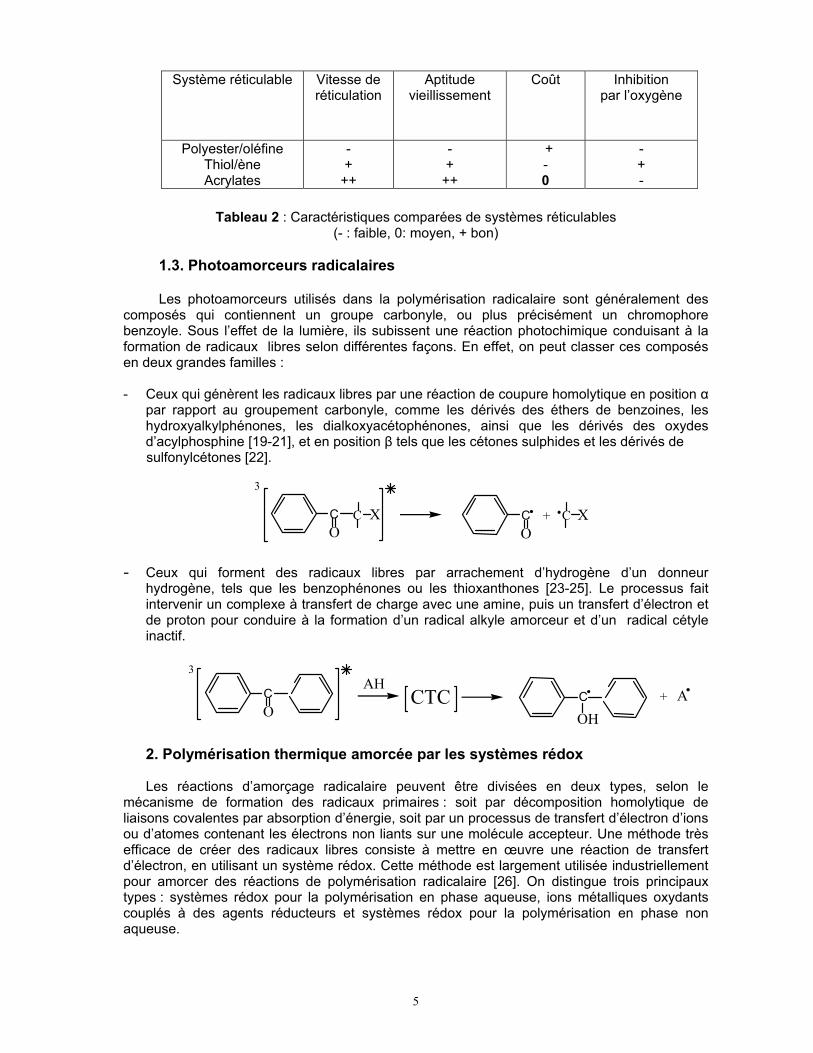
Le Tableau 2 compare quelques unes des caractéristiques essentielles des différents types de résines photoréticulables. On voit ainsi que, dans l’état du développement de ces systèmes, ceux reposant sur la polymérisation des acrylates et oligoacrylates offrent le meilleur compromis entre réactivité et prix de revient, tout en conduisant à des qualités de durabilité très satisfaisantes [18].
5
Système réticulable Vitesse de réticulation
Aptitude vieillissement
Coût Inhibition par l’oxygène
Polyester/oléfine Thiol/ène Acrylates
- +
++
- +
++
+ - 0
- + -
Tableau 2 : Caractéristiques comparées de systèmes réticulables (- : faible, 0: moyen, + bon)
1.3. Photoamorceurs radicalaires Les photoamorceurs utilisés dans la polymérisation radicalaire sont généralement des
composés qui contiennent un groupe carbonyle, ou plus précisément un chromophore benzoyle. Sous l’effet de la lumière, ils subissent une réaction photochimique conduisant à la formation de radicaux libres selon différentes façons. En effet, on peut classer ces composés en deux grandes familles :
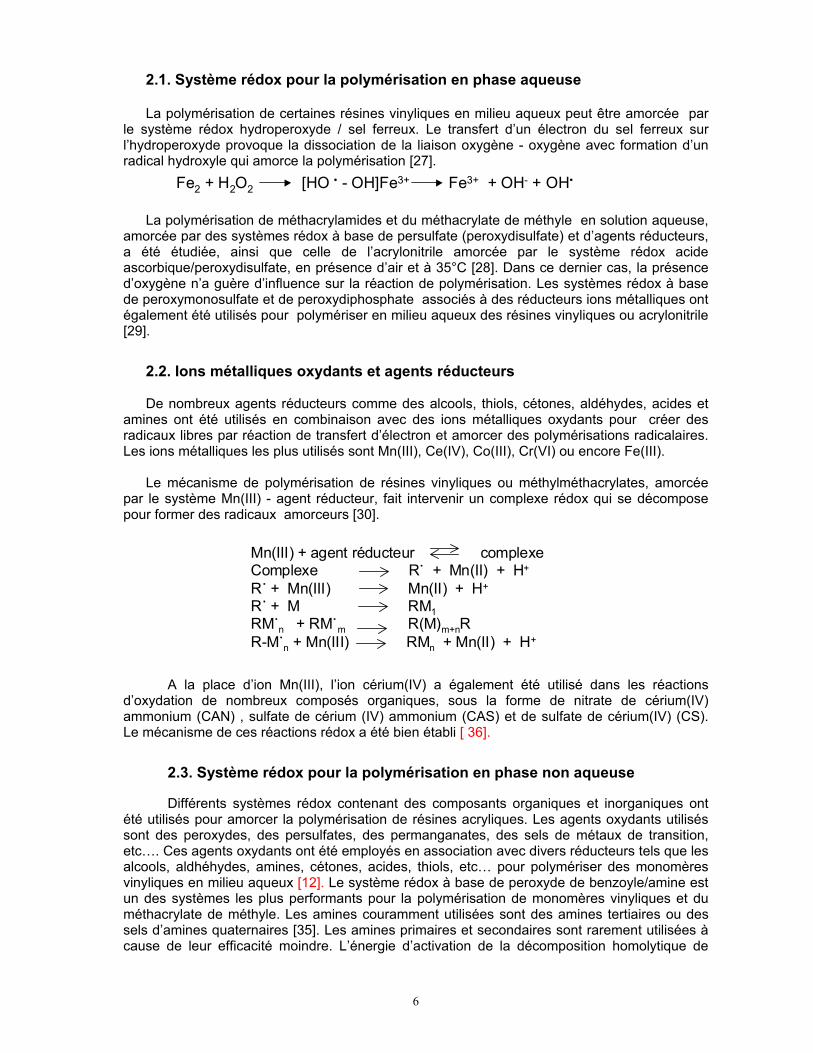
- Ceux qui génèrent les radicaux libres par une réaction de coupure homolytique en position α
par rapport au groupement carbonyle, comme les dérivés des éthers de benzoines, les hydroxyalkylphénones, les dialkoxyacétophénones, ainsi que les dérivés des oxydes d’acylphosphine [19-21], et en position β tels que les cétones sulphides et les dérivés de
sulfonylcétones [22].
CO
C CO
X + C X
3
- Ceux qui forment des radicaux libres par arrachement d’hydrogène d’un donneur
hydrogène, tels que les benzophénones ou les thioxanthones [23-25]. Le processus fait intervenir un complexe à transfert de charge avec une amine, puis un transfert d’électron et de proton pour conduire à la formation d’un radical alkyle amorceur et d’un radical cétyle inactif.
3
CO
AHCTC
OHC + A
2. Polymérisation thermique amorcée par les systèmes rédox
Les réactions d’amorçage radicalaire peuvent être divisées en deux types, selon le
mécanisme de formation des radicaux primaires : soit par décomposition homolytique de liaisons covalentes par absorption d’énergie, soit par un processus de transfert d’électron d’ions ou d’atomes contenant les électrons non liants sur une molécule accepteur. Une méthode très efficace de créer des radicaux libres consiste à mettre en œuvre une réaction de transfert d’électron, en utilisant un système rédox. Cette méthode est largement utilisée industriellement pour amorcer des réactions de polymérisation radicalaire [26]. On distingue trois principaux types : systèmes rédox pour la polymérisation en phase aqueuse, ions métalliques oxydants couplés à des agents réducteurs et systèmes rédox pour la polymérisation en phase non aqueuse.
6
2.1. Système rédox pour la polymérisation en phase aqueuse La polymérisation de certaines résines vinyliques en milieu aqueux peut être amorcée par
le système rédox hydroperoxyde / sel ferreux. Le transfert d’un électron du sel ferreux sur l’hydroperoxyde provoque la dissociation de la liaison oxygène - oxygène avec formation d’un radical hydroxyle qui amorce la polymérisation [27].
Fe2 + H2O2 [HO • - OH]Fe3+ Fe3+ + OH- + OH•
La polymérisation de méthacrylamides et du méthacrylate de méthyle en solution aqueuse,
amorcée par des systèmes rédox à base de persulfate (peroxydisulfate) et d’agents réducteurs, a été étudiée, ainsi que celle de l’acrylonitrile amorcée par le système rédox acide ascorbique/peroxydisulfate, en présence d’air et à 35°C [28]. Dans ce dernier cas, la présence d’oxygène n’a guère d’influence sur la réaction de polymérisation. Les systèmes rédox à base de peroxymonosulfate et de peroxydiphosphate associés à des réducteurs ions métalliques ont également été utilisés pour polymériser en milieu aqueux des résines vinyliques ou acrylonitrile [29].
2.2. Ions métalliques oxydants et agents réducteurs
De nombreux agents réducteurs comme des alcools, thiols, cétones, aldéhydes, acides et amines ont été utilisés en combinaison avec des ions métalliques oxydants pour créer des radicaux libres par réaction de transfert d’électron et amorcer des polymérisations radicalaires. Les ions métalliques les plus utilisés sont Mn(III), Ce(IV), Co(III), Cr(VI) ou encore Fe(III).
Le mécanisme de polymérisation de résines vinyliques ou méthylméthacrylates, amorcée par le système Mn(III) - agent réducteur, fait intervenir un complexe rédox qui se décompose pour former des radicaux amorceurs [30].
Mn(III) + agent réducteur complexeComplexe R˙ + Mn(II) + H+
R˙ + Mn(III) Mn(II) + H+
R˙ + M RM1RM˙n + RM˙m R(M)m+nR
R-M˙n + Mn(III) RMn + Mn(II) + H+
A la place d’ion Mn(III), l’ion cérium(IV) a également été utilisé dans les réactions
d’oxydation de nombreux composés organiques, sous la forme de nitrate de cérium(IV) ammonium (CAN) , sulfate de cérium (IV) ammonium (CAS) et de sulfate de cérium(IV) (CS). Le mécanisme de ces réactions rédox a été bien établi [ 36].
2.3. Système rédox pour la polymérisation en phase non aqueuse
Différents systèmes rédox contenant des composants organiques et inorganiques ont été utilisés pour amorcer la polymérisation de résines acryliques. Les agents oxydants utilisés sont des peroxydes, des persulfates, des permanganates, des sels de métaux de transition, etc…. Ces agents oxydants ont été employés en association avec divers réducteurs tels que les alcools, aldhéhydes, amines, cétones, acides, thiols, etc… pour polymériser des monomères vinyliques en milieu aqueux [12]. Le système rédox à base de peroxyde de benzoyle/amine est un des systèmes les plus performants pour la polymérisation de monomères vinyliques et du méthacrylate de méthyle. Les amines couramment utilisées sont des amines tertiaires ou des sels d’amines quaternaires [35]. Les amines primaires et secondaires sont rarement utilisées à cause de leur efficacité moindre. L’énergie d’activation de la décomposition homolytique de
7
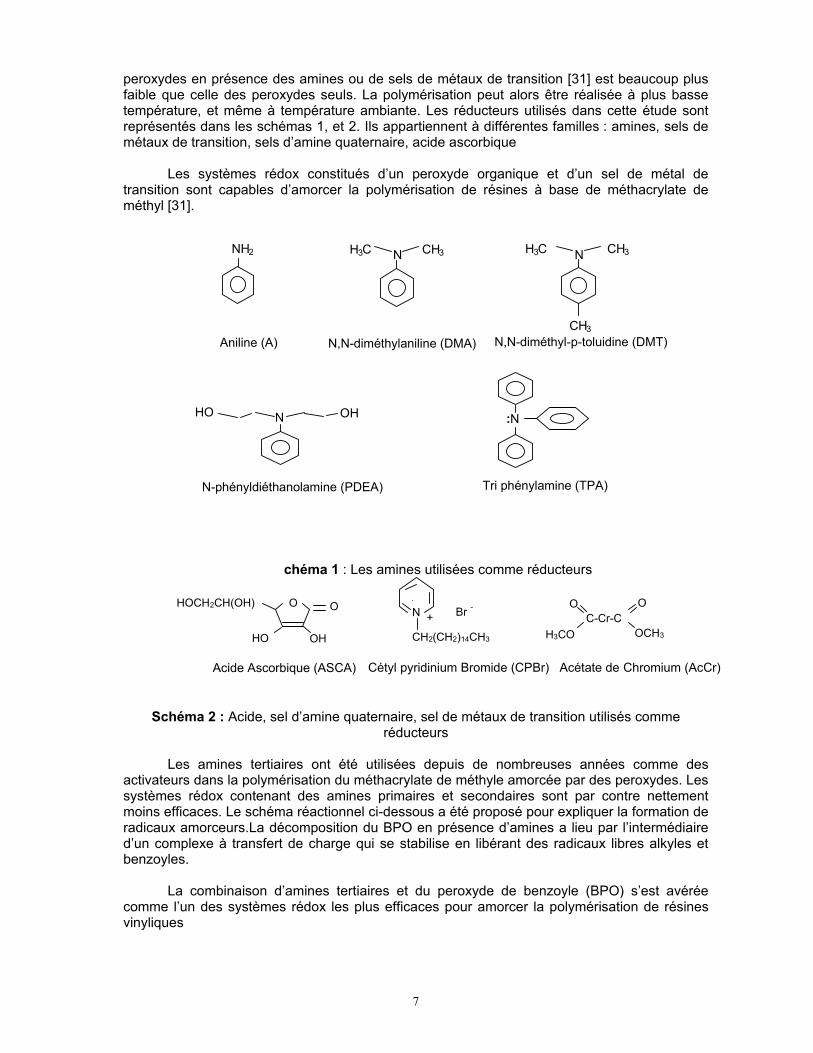
peroxydes en présence des amines ou de sels de métaux de transition [31] est beaucoup plus faible que celle des peroxydes seuls. La polymérisation peut alors être réalisée à plus basse température, et même à température ambiante. Les réducteurs utilisés dans cette étude sont représentés dans les schémas 1, et 2. Ils appartiennent à différentes familles : amines, sels de métaux de transition, sels d’amine quaternaire, acide ascorbique
Les systèmes rédox constitués d’un peroxyde organique et d’un sel de métal de
transition sont capables d’amorcer la polymérisation de résines à base de méthacrylate de méthyl [31].
chéma 1 : Les amines utilisées comme réducteurs
Schéma 2 : Acide, sel d’amine quaternaire, sel de métaux de transition utilisés comme
réducteurs Les amines tertiaires ont été utilisées depuis de nombreuses années comme des
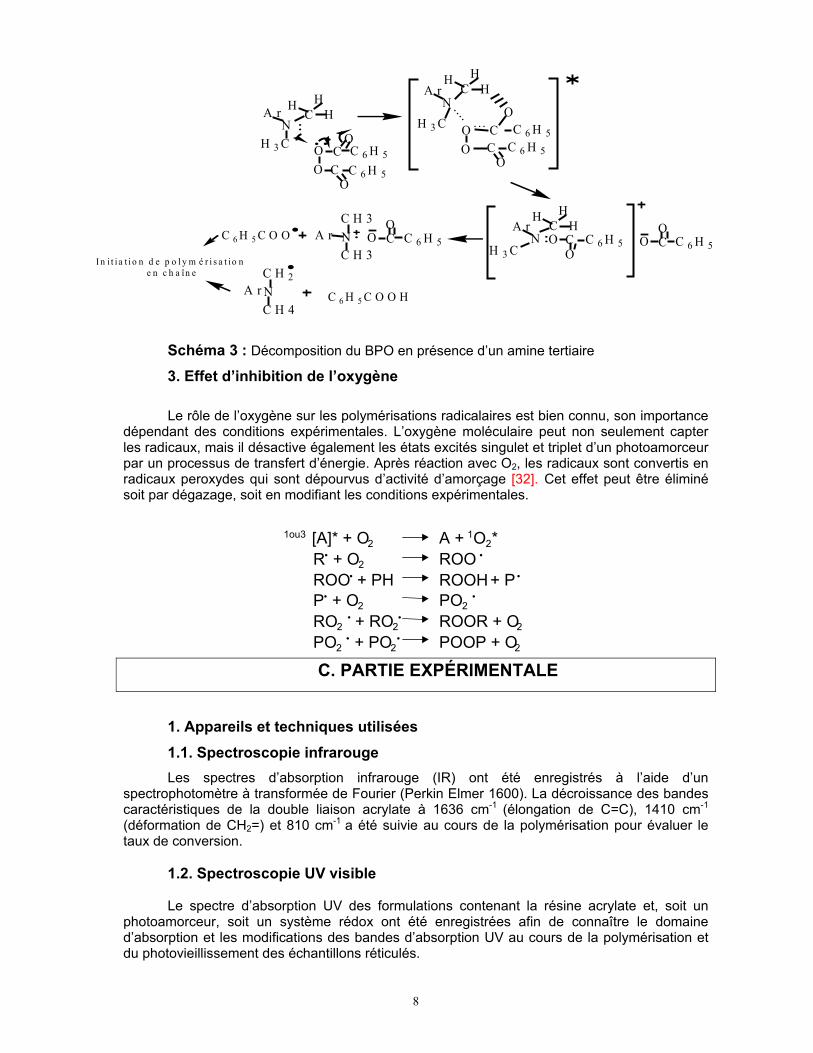
activateurs dans la polymérisation du méthacrylate de méthyle amorcée par des peroxydes. Les systèmes rédox contenant des amines primaires et secondaires sont par contre nettement moins efficaces. Le schéma réactionnel ci-dessous a été proposé pour expliquer la formation de radicaux amorceurs.La décomposition du BPO en présence d’amines a lieu par l’intermédiaire d’un complexe à transfert de charge qui se stabilise en libérant des radicaux libres alkyles et benzoyles.
La combinaison d’amines tertiaires et du peroxyde de benzoyle (BPO) s’est avérée comme l’un des systèmes rédox les plus efficaces pour amorcer la polymérisation de résines vinyliques
OCH3
C-Cr-C O O
H3CO CH2(CH2)14CH3
N + Br - OO
OH HO
HOCH 2CH(OH)
Acide Ascorbique (ASCA) Cétyl pyridinium Bromide (CPBr) Acétate de Chromium (AcCr)
:N
NH2
Aniline (A)
N CH 3H3C
CH 3N,N-diméthyl-p-toluidine (DMT)
N
N,N-diméthylaniline (DMA)
CH3H3C
HO N OH
N-phényldiéthanolamine (PDEA) Tri phénylamine (TPA)
8
Schéma 3 : Décomposition du BPO en présence d’un amine tertiaire 3. Effet d’inhibition de l’oxygène
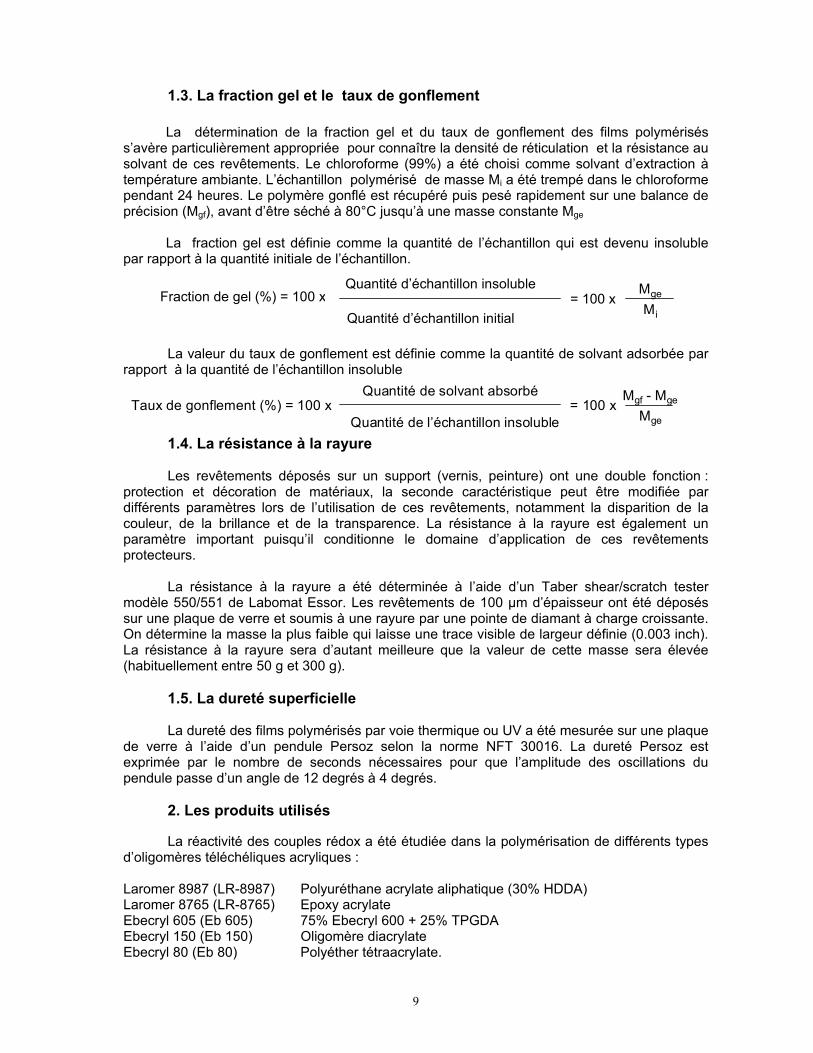
Le rôle de l’oxygène sur les polymérisations radicalaires est bien connu, son importance
dépendant des conditions expérimentales. L’oxygène moléculaire peut non seulement capter les radicaux, mais il désactive également les états excités singulet et triplet d’un photoamorceur par un processus de transfert d’énergie. Après réaction avec O2, les radicaux sont convertis en radicaux peroxydes qui sont dépourvus d’activité d’amorçage [32]. Cet effet peut être éliminé soit par dégazage, soit en modifiant les conditions expérimentales.
C. PARTIE EXPÉRIMENTALE 1. Appareils et techniques utilisées 1.1. Spectroscopie infrarouge Les spectres d’absorption infrarouge (IR) ont été enregistrés à l’aide d’un
spectrophotomètre à transformée de Fourier (Perkin Elmer 1600). La décroissance des bandes caractéristiques de la double liaison acrylate à 1636 cm-1 (élongation de C=C), 1410 cm-1
(déformation de CH2=) et 810 cm-1 a été suivie au cours de la polymérisation pour évaluer le taux de conversion.
1.2. Spectroscopie UV visible Le spectre d’absorption UV des formulations contenant la résine acrylate et, soit un
photoamorceur, soit un système rédox ont été enregistrées afin de connaître le domaine d’absorption et les modifications des bandes d’absorption UV au cours de la polymérisation et du photovieillissement des échantillons réticulés.
C 6 H 5CO
OC
OO C 6 H 5
H 3 CN
A r C HH H
C 6 H 5CO
O
OO C 6 H 5
H 3 CN
A r C HH H
H 3 CN
A r C HH H
C 6 H 5CO
O CO
O C 6 H 5
C H 3
C H 3NA r C
OO C 6 H 5C 6 H 5 C O O
C 6 H 5 C O O H
C H 2
C H 4NA r
I n i t i a t i o n d e p o l y m é r i s a t io n e n c h a în e
C
.. . .
. . .
1ou3 [A]* + O2 A + 1O2*
R • + O2 ROO •ROO• + PH ROOH + P •P• + O2 PO2
•
RO2• + RO2
• ROOR + O2
PO2• + PO2
• POOP + O2
9
1.3. La fraction gel et le taux de gonflement
La détermination de la fraction gel et du taux de gonflement des films polymérisés
s’avère particulièrement appropriée pour connaître la densité de réticulation et la résistance au solvant de ces revêtements. Le chloroforme (99%) a été choisi comme solvant d’extraction à température ambiante. L’échantillon polymérisé de masse Mi a été trempé dans le chloroforme pendant 24 heures. Le polymère gonflé est récupéré puis pesé rapidement sur une balance de précision (Mgf), avant d’être séché à 80°C jusqu’à une masse constante Mge
La fraction gel est définie comme la quantité de l’échantillon qui est devenu insoluble
par rapport à la quantité initiale de l’échantillon.
La valeur du taux de gonflement est définie comme la quantité de solvant adsorbée par
rapport à la quantité de l’échantillon insoluble
Taux de gonflement (%) = 100 xQuantité de solvant absorbé
Quantité de l’échantillon insoluble= 100 x
Mgf - Mge
Mge
1.4. La résistance à la rayure
Les revêtements déposés sur un support (vernis, peinture) ont une double fonction : protection et décoration de matériaux, la seconde caractéristique peut être modifiée par différents paramètres lors de l’utilisation de ces revêtements, notamment la disparition de la couleur, de la brillance et de la transparence. La résistance à la rayure est également un paramètre important puisqu’il conditionne le domaine d’application de ces revêtements protecteurs.
La résistance à la rayure a été déterminée à l’aide d’un Taber shear/scratch tester modèle 550/551 de Labomat Essor. Les revêtements de 100 µm d’épaisseur ont été déposés sur une plaque de verre et soumis à une rayure par une pointe de diamant à charge croissante. On détermine la masse la plus faible qui laisse une trace visible de largeur définie (0.003 inch). La résistance à la rayure sera d’autant meilleure que la valeur de cette masse sera élevée (habituellement entre 50 g et 300 g).
1.5. La dureté superficielle
La dureté des films polymérisés par voie thermique ou UV a été mesurée sur une plaque de verre à l’aide d’un pendule Persoz selon la norme NFT 30016. La dureté Persoz est exprimée par le nombre de seconds nécessaires pour que l’amplitude des oscillations du pendule passe d’un angle de 12 degrés à 4 degrés.
2. Les produits utilisés
La réactivité des couples rédox a été étudiée dans la polymérisation de différents types d’oligomères téléchéliques acryliques :
Laromer 8987 (LR-8987) Polyuréthane acrylate aliphatique (30% HDDA) Laromer 8765 (LR-8765) Epoxy acrylate Ebecryl 605 (Eb 605) 75% Ebecryl 600 + 25% TPGDA Ebecryl 150 (Eb 150) Oligomère diacrylate Ebecryl 80 (Eb 80) Polyéther tétraacrylate.
Fraction de gel (%) = 100 xQuantité d’échantillon insoluble
Quantité d’échantillon initial= 100 x
M geMi
10
Ebecryl 8402 (Eb 8402) Ebecryl 264 (Eb 264) Uréthane aliphatique triacrylate Ebecryl 605 (Eb 605) Polyphénoxydiacrylate Ebecryl 1559 (Eb 1559) Résine polyester avec 40% de HEMA. Ebecryl 245 (Eb 245) Uréthane aliphatique diacrylate.
La plupart des expériences ont été réalisées avec le Laromer 8987 (BASF), d’une résine polyuréthane acrylate aliphatiques contenant environ 30% d’hexanedioldiacrylate (HDDA).
2.1. Amorceur 2.1.1. Amorçage photochimique Les photoamorceurs suivants ont été utilisés : Darocur 1173 (D-1173), Irgacure 184 (I-184), Benzophénone (BP). 2.1.2. Peroxyde - Peroxyde de benzoyle (BPO), 97%, (Aldrich) 2.1.3. Agents de réducteurs - N,N diméthylaniline (DMA), 99%, (Aldrich) - N,N diméthyl -p- toluidin (DMT), 99%, (Aldrich) - N, phényldiéthanolamine (PDEA), 97 %, (Aldrich) Les autres réducteurs utilisés : aniline (A), triphénylamine (TPA), acide ascorbique
(ASCA) bromure de cétyl pyridinium (CPBr), acétate de chromium (AcCr) sont des produits de haute pureté en provenance d’Aldrich.
D. RÉSULTATS ET DISCUSSION
1. Polymérisation amorcée par le peroxyde de benzoyle L’ajout d’un réducteur permet de diminuer la température de la réaction, tout en
augmentant la vitesse de la polymérisation par rapport au peroxyde de benzoyle. L’étude de la polymérisation amorcée par BPO a été entreprise en vue de comparer la réactivité avec divers couples rédox et de comprendre le déroulement de la polymérisation dans ces conditions.
Le peroxyde de benzoyle (BPO) se décompose par voie homolytique sous l’effet de la
chaleur en libérant des radicaux qui peuvent amorcer la polymérisation de résines vinyliques. La vitesse de décomposition dépend de plusieurs paramètres tels que la température, l’état physique du milieu (solide, liquide ou en solution), et le type de solvant le cas échéant. Elle est plus lente en milieu condensé (solide, liquide pur) qu’en solution, du fait de l’effet cage qui limite la diffusion des radicaux libres formés et qui augmente la stabilité thermique.
L’efficacité du BPO a été évaluée lors de la polymérisation d’une résine polyuréthane
acrylate PUA Laromer (LR-8987) de la BASF. Le BPO n’est pas capable d’amorcer la polymérisation de cette résine à température ambiante (25°C), de sorte que la formulation contenant le BPO + LR-8987 est parfaitement stable.
1.1. Influence de la température
La polymérisation thermique du PUA contenant 1% en masse de BPO a été effectuée à différentes températures comprises entre 80°C et 140°C, afin d’évaluer l’influence de la
11
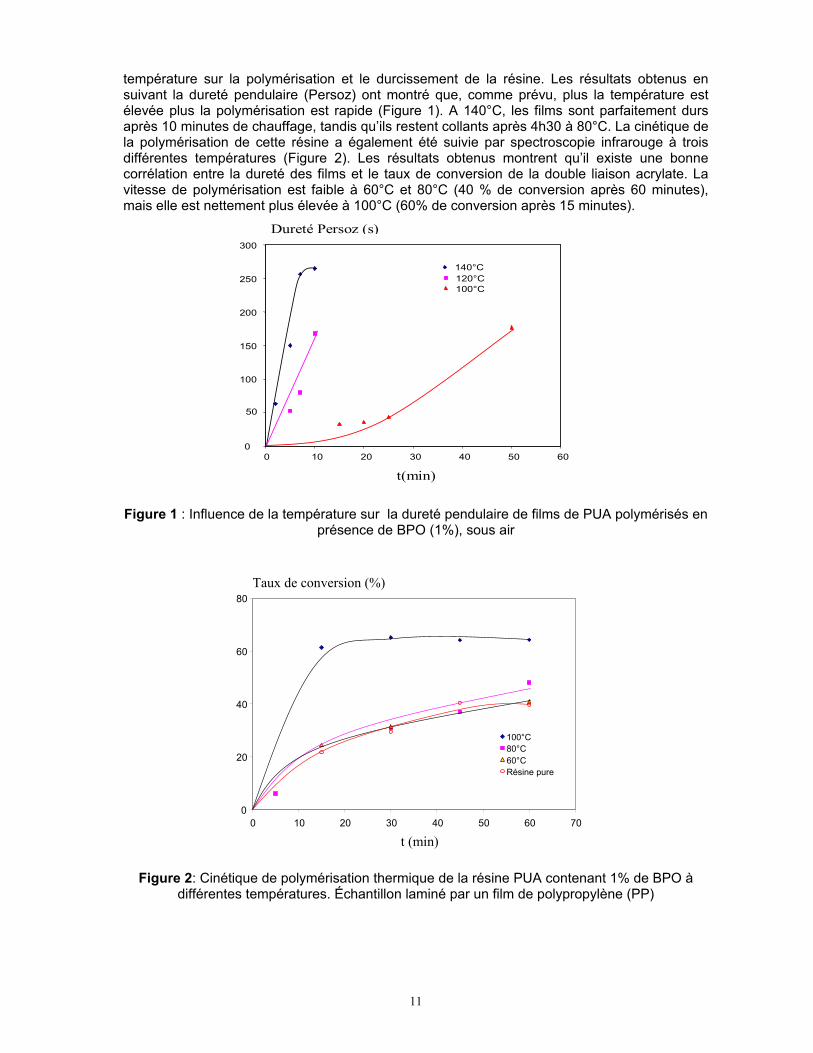
température sur la polymérisation et le durcissement de la résine. Les résultats obtenus en suivant la dureté pendulaire (Persoz) ont montré que, comme prévu, plus la température est élevée plus la polymérisation est rapide (Figure 1). A 140°C, les films sont parfaitement durs après 10 minutes de chauffage, tandis qu’ils restent collants après 4h30 à 80°C. La cinétique de la polymérisation de cette résine a également été suivie par spectroscopie infrarouge à trois différentes températures (Figure 2). Les résultats obtenus montrent qu’il existe une bonne corrélation entre la dureté des films et le taux de conversion de la double liaison acrylate. La vitesse de polymérisation est faible à 60°C et 80°C (40 % de conversion après 60 minutes), mais elle est nettement plus élevée à 100°C (60% de conversion après 15 minutes).
Figure 1 : Influence de la température sur la dureté pendulaire de films de PUA polymérisés en
présence de BPO (1%), sous air
Figure 2: Cinétique de polymérisation thermique de la résine PUA contenant 1% de BPO à différentes températures. Échantillon laminé par un film de polypropylène (PP)
0
20
40
60
80
0 10 20 30 40 50 60 70
100°C80°C60°CRésine pure
Taux de conversion (%)
t (min)
0
50
100
150
200
250
300
0 10 20 30 40 50 60
140°C120°C100°C
t(min)
Dureté Persoz (s)
12
Il faut noter que la disparition de la double liaison groupe acrylate dans la résine pure LR-8987 est supérieure à 30% après une heure de chauffage à 80°C. Ceci est dû à la présence d’impuretés peroxydes dans la formulation. En se décomposant par voie thermique, elles créent des radicaux libres qui sont capables d’amorcer soit des réactions de polymérisation des doubles liaisons acryliques, soit des réactions d’oxydation du polymère.
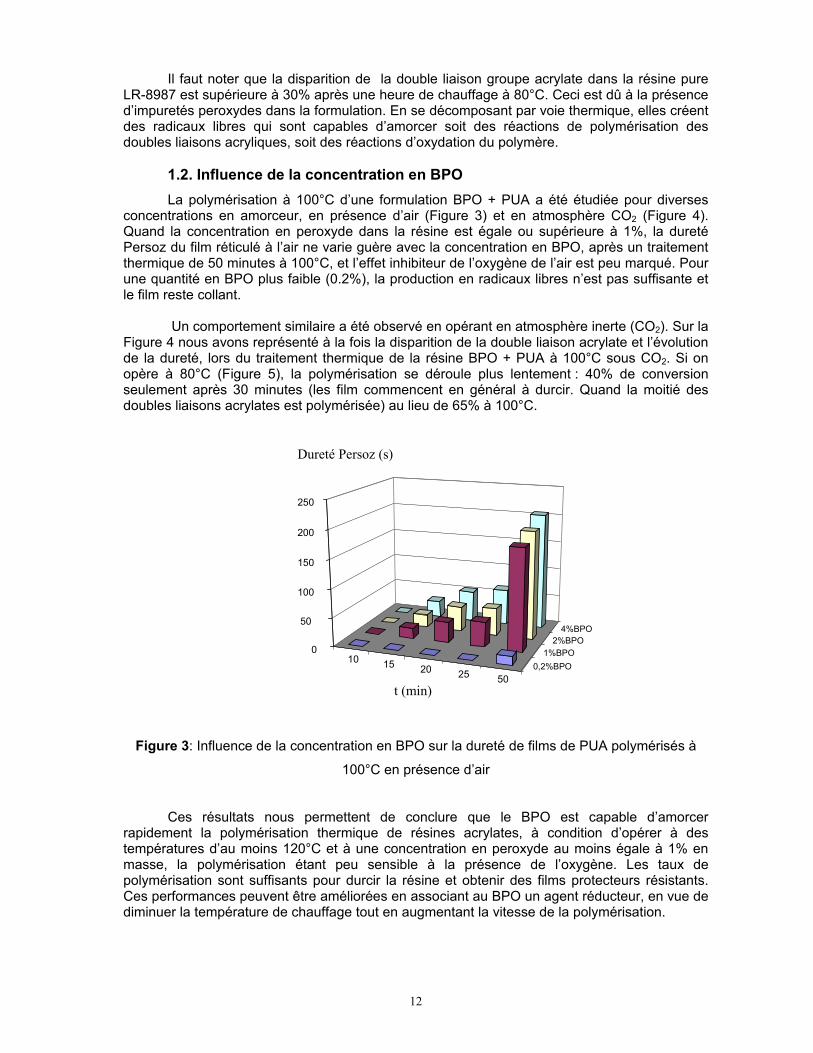
1.2. Influence de la concentration en BPO La polymérisation à 100°C d’une formulation BPO + PUA a été étudiée pour diverses
concentrations en amorceur, en présence d’air (Figure 3) et en atmosphère CO2 (Figure 4). Quand la concentration en peroxyde dans la résine est égale ou supérieure à 1%, la dureté Persoz du film réticulé à l’air ne varie guère avec la concentration en BPO, après un traitement thermique de 50 minutes à 100°C, et l’effet inhibiteur de l’oxygène de l’air est peu marqué. Pour une quantité en BPO plus faible (0.2%), la production en radicaux libres n’est pas suffisante et le film reste collant.
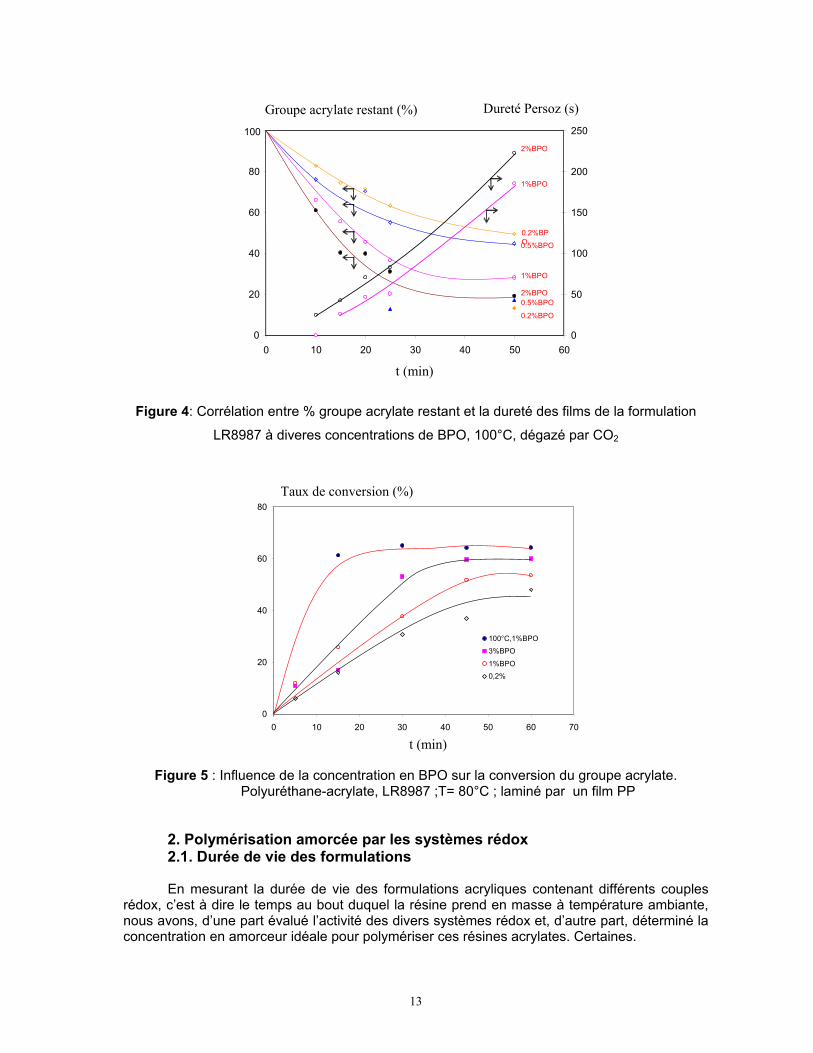
Un comportement similaire a été observé en opérant en atmosphère inerte (CO2). Sur la
Figure 4 nous avons représenté à la fois la disparition de la double liaison acrylate et l’évolution de la dureté, lors du traitement thermique de la résine BPO + PUA à 100°C sous CO2. Si on opère à 80°C (Figure 5), la polymérisation se déroule plus lentement : 40% de conversion seulement après 30 minutes (les film commencent en général à durcir. Quand la moitié des doubles liaisons acrylates est polymérisée) au lieu de 65% à 100°C.
Figure 3: Influence de la concentration en BPO sur la dureté de films de PUA polymérisés à
100°C en présence d’air
Ces résultats nous permettent de conclure que le BPO est capable d’amorcer rapidement la polymérisation thermique de résines acrylates, à condition d’opérer à des températures d’au moins 120°C et à une concentration en peroxyde au moins égale à 1% en masse, la polymérisation étant peu sensible à la présence de l’oxygène. Les taux de polymérisation sont suffisants pour durcir la résine et obtenir des films protecteurs résistants. Ces performances peuvent être améliorées en associant au BPO un agent réducteur, en vue de diminuer la température de chauffage tout en augmentant la vitesse de la polymérisation.
10 15 20 25 500,2%BPO
1%BPO 2%BPO
4%BPO
0
50
100
150
200
250
t (min)
Dureté Persoz (s)
13
Figure 4: Corrélation entre % groupe acrylate restant et la dureté des films de la formulation
LR8987 à diveres concentrations de BPO, 100°C, dégazé par CO2
Figure 5 : Influence de la concentration en BPO sur la conversion du groupe acrylate.
Polyuréthane-acrylate, LR8987 ;T= 80°C ; laminé par un film PP
2. Polymérisation amorcée par les systèmes rédox 2.1. Durée de vie des formulations En mesurant la durée de vie des formulations acryliques contenant différents couples
rédox, c’est à dire le temps au bout duquel la résine prend en masse à température ambiante, nous avons, d’une part évalué l’activité des divers systèmes rédox et, d’autre part, déterminé la concentration en amorceur idéale pour polymériser ces résines acrylates. Certaines.
0
20
40
60
80
0 10 20 30 40 50 60 70
100°C,1%BPO3%BPO1%BPO0,2%
Taux de conversion (%)
t (min)
0
20
40
60
80
100
0 10 20 30 40 50 600
50
100
150
200
250
t (min)
Groupe acrylate restant (%) Dureté Persoz (s)
2%BPO
2%BPO
1%BPO
0.5%BPO0.2%BPO
0.2%BPO
0.5%BPO
1%BPO
14
La durée de vie Systèmes amorcés
Température ambiante 60°C 80°C
Référence=1.5%BPO OK OK >2h
1 %BPO -1% DMA 1h / /
2%BPO- 1% DMT Prise en masse immédiate Prise en masse immédiate Prise en masse immédiate
1%BPO- 1% DMT Prise en masse immédiate Prise en masse immédiate Prise en masse immédiate
1.5%BPO – 0.3% DMT 2 min Prise en masse immédiate Prise en masse immédiate
0.5%BPO – 0.5% DMT 3 min Prise en masse immédiate Prise en masse immédiate
0.3%BPO – 0.3% DMT 7-10 min / /
0.2%BPO – 0.3% DMT 15 min / /
0.2%BPO – 0.2% DMT > 2 h / /
0.5% BPO – 0.5% PDEA 35min / /
0.5% BPO – 1% PDEA 15min / /
0.5% BPO – 2% PDEA 10 min / /
1% BPO – 0.5% PDEA 30 min / /
1.5% BPO – 0.5% PDEA 20 min / /
1.5% BPO – 1% PDEA / / /
1.5% BPO –2% PDEA 7-10 min / /
2% BPO – 0.5 % PDEA 3-4 min Prise en masse immédiate Prise en masse immédiate
2% BPO – 0.1 % PDEA > 40 min / /
2% BPO – 0.02 % PDEA > 48 h / /
1.5%BPO – 1.5% TPA OK OK OK
1.5%BPO – 1.5% A OK OK OK
1.5%BPO – 1.5% CPBR OK OK OK
1.5%BPO – 1.5% AcCr OK OK < 1.5h
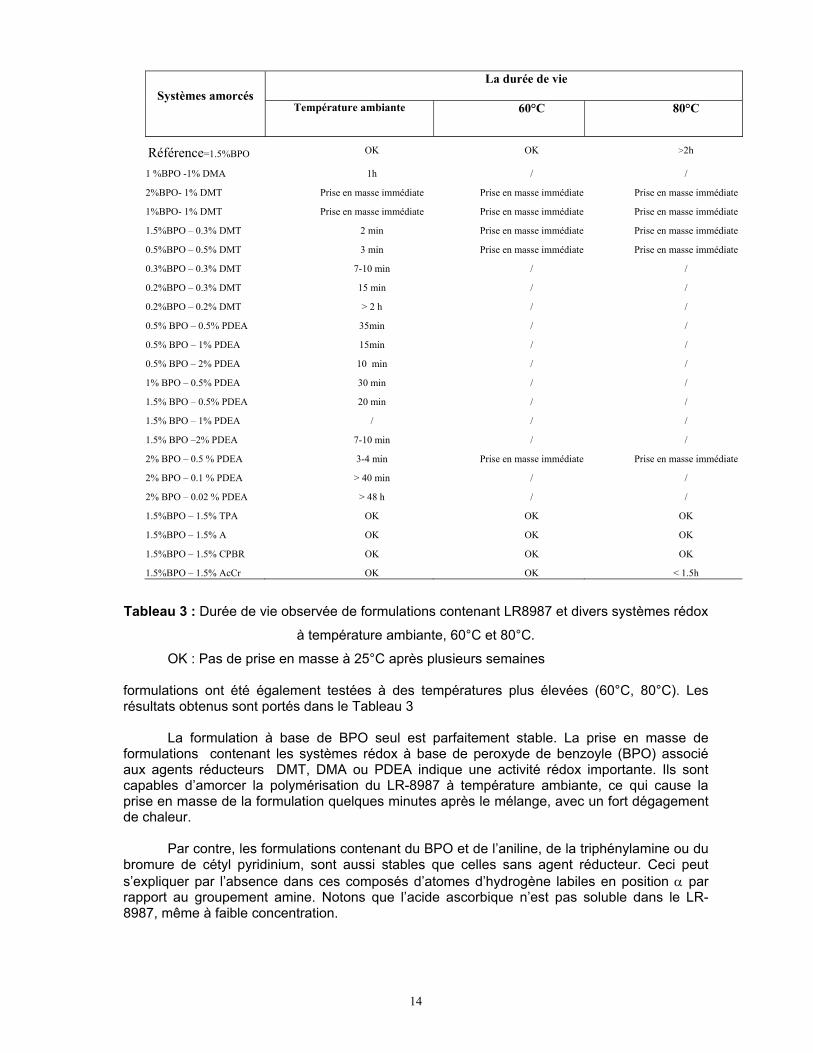
Tableau 3 : Durée de vie observée de formulations contenant LR8987 et divers systèmes rédox
à température ambiante, 60°C et 80°C.
OK : Pas de prise en masse à 25°C après plusieurs semaines
formulations ont été également testées à des températures plus élevées (60°C, 80°C). Les résultats obtenus sont portés dans le Tableau 3
La formulation à base de BPO seul est parfaitement stable. La prise en masse de
formulations contenant les systèmes rédox à base de peroxyde de benzoyle (BPO) associé aux agents réducteurs DMT, DMA ou PDEA indique une activité rédox importante. Ils sont capables d’amorcer la polymérisation du LR-8987 à température ambiante, ce qui cause la prise en masse de la formulation quelques minutes après le mélange, avec un fort dégagement de chaleur.
Par contre, les formulations contenant du BPO et de l’aniline, de la triphénylamine ou du bromure de cétyl pyridinium, sont aussi stables que celles sans agent réducteur. Ceci peut s’expliquer par l’absence dans ces composés d’atomes d’hydrogène labiles en position α par rapport au groupement amine. Notons que l’acide ascorbique n’est pas soluble dans le LR-8987, même à faible concentration.
15
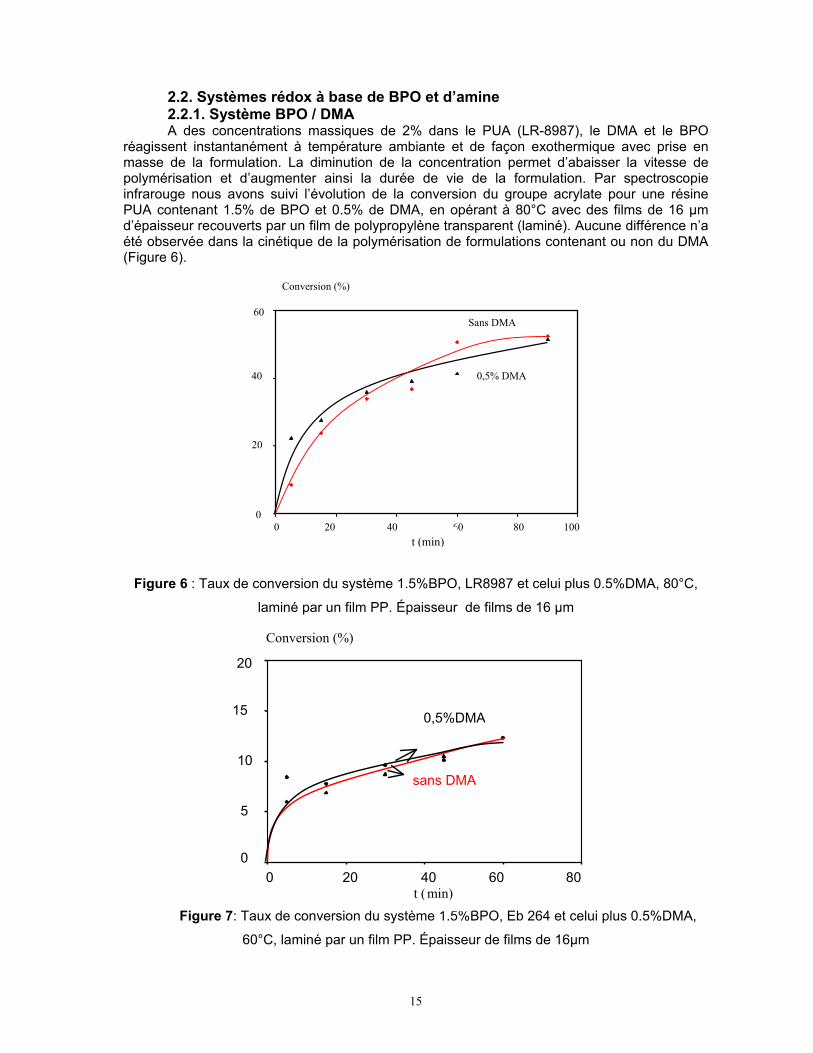
2.2. Systèmes rédox à base de BPO et d’amine 2.2.1. Système BPO / DMA A des concentrations massiques de 2% dans le PUA (LR-8987), le DMA et le BPO
réagissent instantanément à température ambiante et de façon exothermique avec prise en masse de la formulation. La diminution de la concentration permet d’abaisser la vitesse de polymérisation et d’augmenter ainsi la durée de vie de la formulation. Par spectroscopie infrarouge nous avons suivi l’évolution de la conversion du groupe acrylate pour une résine PUA contenant 1.5% de BPO et 0.5% de DMA, en opérant à 80°C avec des films de 16 µm d’épaisseur recouverts par un film de polypropylène transparent (laminé). Aucune différence n’a été observée dans la cinétique de la polymérisation de formulations contenant ou non du DMA (Figure 6).
Figure 6 : Taux de conversion du système 1.5%BPO, LR8987 et celui plus 0.5%DMA, 80°C,
laminé par un film PP. Épaisseur de films de 16 µm
Figure 7: Taux de conversion du système 1.5%BPO, Eb 264 et celui plus 0.5%DMA,
60°C, laminé par un film PP. Épaisseur de films de 16µm
0
20
40
60
0 20 40 60 80 100
Sans DMA
0,5% DMA
Conversion (%)
t (min)
0
5
10
15
20
0 20 40 60 80
sans DMA
0,5%DMA
t (min)
Conversion (%)
16
Ce résultat semble en contradiction avec la forte réactivité de ce système. Il peut s’expliquer par un effet inhibiteur plus marqué de l’oxygène dans les films minces. Bien que les films soient protégés contre la pénétration de l’oxygène de l’air par un film de PP, à haute température ce dernier devient perméable à l’oxygène moléculaire. Un résultat similaire a été obtenu dans le cas d’un autre PUA, l’Ebecryl 264 (Figure 7) qui est moins sensible à l’inhibition par l’oxygène du fait de sa viscosité plus élevée
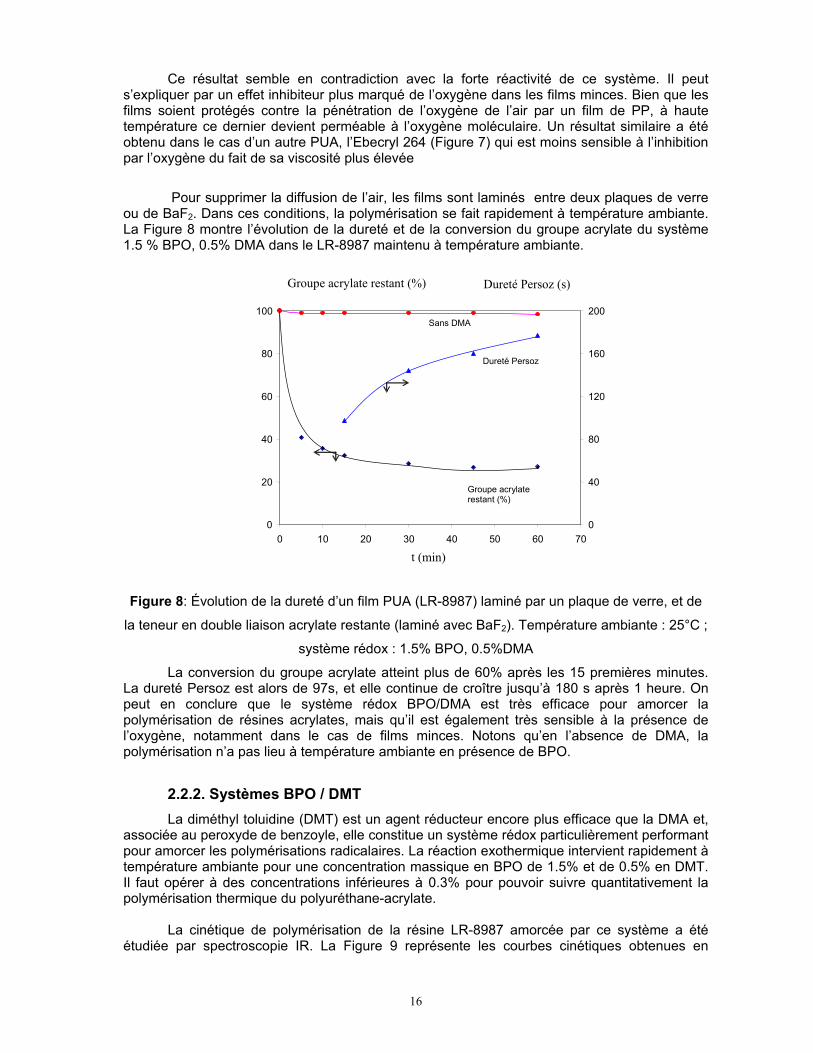
Pour supprimer la diffusion de l’air, les films sont laminés entre deux plaques de verre ou de BaF2. Dans ces conditions, la polymérisation se fait rapidement à température ambiante. La Figure 8 montre l’évolution de la dureté et de la conversion du groupe acrylate du système 1.5 % BPO, 0.5% DMA dans le LR-8987 maintenu à température ambiante.
Figure 8: Évolution de la dureté d’un film PUA (LR-8987) laminé par un plaque de verre, et de
la teneur en double liaison acrylate restante (laminé avec BaF2). Température ambiante : 25°C ;
système rédox : 1.5% BPO, 0.5%DMA
La conversion du groupe acrylate atteint plus de 60% après les 15 premières minutes. La dureté Persoz est alors de 97s, et elle continue de croître jusqu’à 180 s après 1 heure. On peut en conclure que le système rédox BPO/DMA est très efficace pour amorcer la polymérisation de résines acrylates, mais qu’il est également très sensible à la présence de l’oxygène, notamment dans le cas de films minces. Notons qu’en l’absence de DMA, la polymérisation n’a pas lieu à température ambiante en présence de BPO.
2.2.2. Systèmes BPO / DMT
La diméthyl toluidine (DMT) est un agent réducteur encore plus efficace que la DMA et, associée au peroxyde de benzoyle, elle constitue un système rédox particulièrement performant pour amorcer les polymérisations radicalaires. La réaction exothermique intervient rapidement à température ambiante pour une concentration massique en BPO de 1.5% et de 0.5% en DMT. Il faut opérer à des concentrations inférieures à 0.3% pour pouvoir suivre quantitativement la polymérisation thermique du polyuréthane-acrylate.
La cinétique de polymérisation de la résine LR-8987 amorcée par ce système a été
étudiée par spectroscopie IR. La Figure 9 représente les courbes cinétiques obtenues en
0
20
40
60
80
100
0 10 20 30 40 50 60 70 0
40
80
120
160
200Sans DMA
Dureté Persoz
Groupe acrylate restant (%)
Groupe acrylate restant (%) Dureté Persoz (s)
t (min)
17
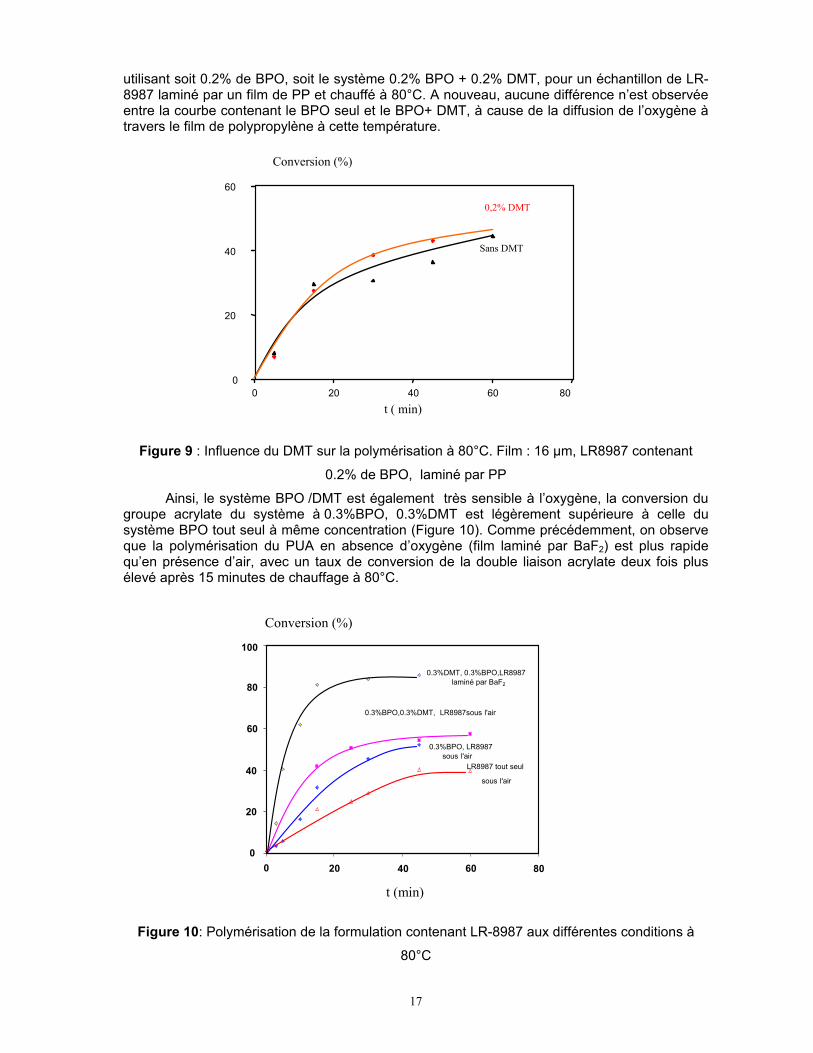
utilisant soit 0.2% de BPO, soit le système 0.2% BPO + 0.2% DMT, pour un échantillon de LR-8987 laminé par un film de PP et chauffé à 80°C. A nouveau, aucune différence n’est observée entre la courbe contenant le BPO seul et le BPO+ DMT, à cause de la diffusion de l’oxygène à travers le film de polypropylène à cette température.
Figure 9 : Influence du DMT sur la polymérisation à 80°C. Film : 16 µm, LR8987 contenant
0.2% de BPO, laminé par PP
Ainsi, le système BPO /DMT est également très sensible à l’oxygène, la conversion du groupe acrylate du système à 0.3%BPO, 0.3%DMT est légèrement supérieure à celle du système BPO tout seul à même concentration (Figure 10). Comme précédemment, on observe que la polymérisation du PUA en absence d’oxygène (film laminé par BaF2) est plus rapide qu’en présence d’air, avec un taux de conversion de la double liaison acrylate deux fois plus élevé après 15 minutes de chauffage à 80°C.
Figure 10: Polymérisation de la formulation contenant LR-8987 aux différentes conditions à
80°C
0
20
40
60
80
100
0 20 40 60 80
LR8987 tout seul
sous l'air
0.3%BPO, LR8987sous l'air
0.3%BPO,0.3%DMT, LR8987sous l'air
0.3%DMT, 0.3%BPO,LR8987laminé par BaF2
Conversion (%)
t (min)
0
20
40
60
0 20 40 60 80
Sans DMT
0,2% DMT
Conversion (%)
t ( min)
18
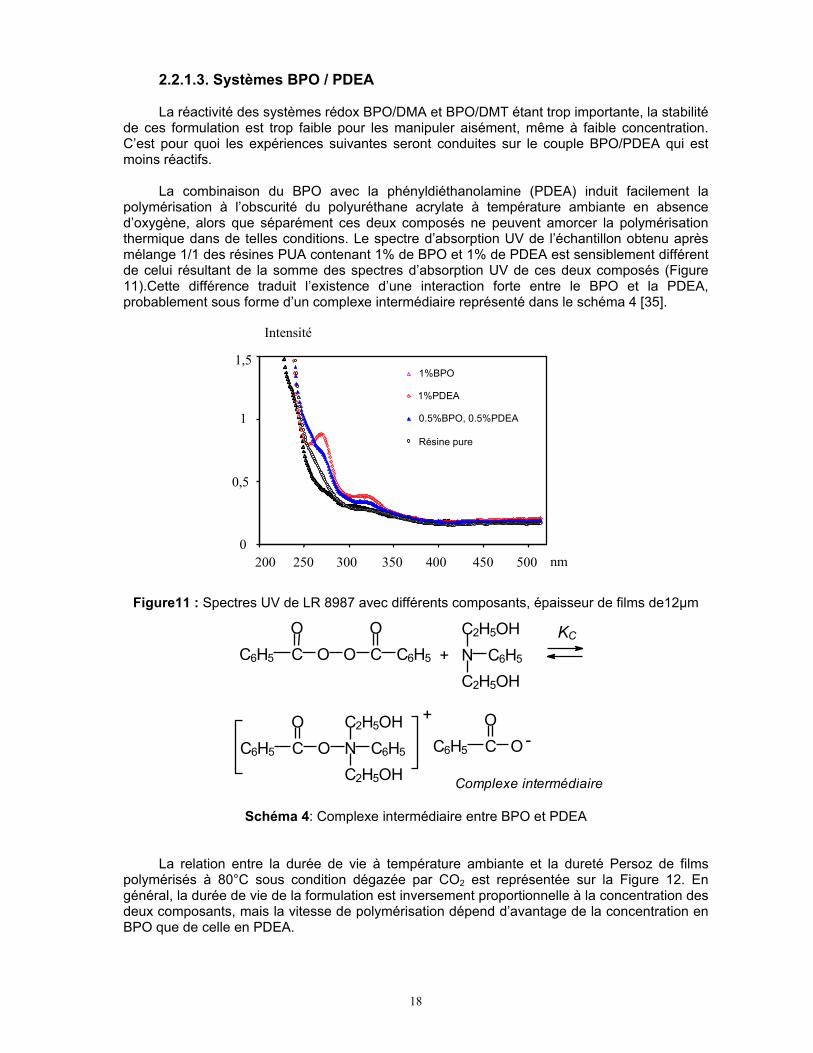
2.2.1.3. Systèmes BPO / PDEA La réactivité des systèmes rédox BPO/DMA et BPO/DMT étant trop importante, la stabilité de ces formulation est trop faible pour les manipuler aisément, même à faible concentration. C’est pour quoi les expériences suivantes seront conduites sur le couple BPO/PDEA qui est moins réactifs. La combinaison du BPO avec la phényldiéthanolamine (PDEA) induit facilement la polymérisation à l’obscurité du polyuréthane acrylate à température ambiante en absence d’oxygène, alors que séparément ces deux composés ne peuvent amorcer la polymérisation thermique dans de telles conditions. Le spectre d’absorption UV de l’échantillon obtenu après mélange 1/1 des résines PUA contenant 1% de BPO et 1% de PDEA est sensiblement différent de celui résultant de la somme des spectres d’absorption UV de ces deux composés (Figure 11).Cette différence traduit l’existence d’une interaction forte entre le BPO et la PDEA, probablement sous forme d’un complexe intermédiaire représenté dans le schéma 4 [35].
Figure11 : Spectres UV de LR 8987 avec différents composants, épaisseur de films de12µm
Schéma 4: Complexe intermédiaire entre BPO et PDEA
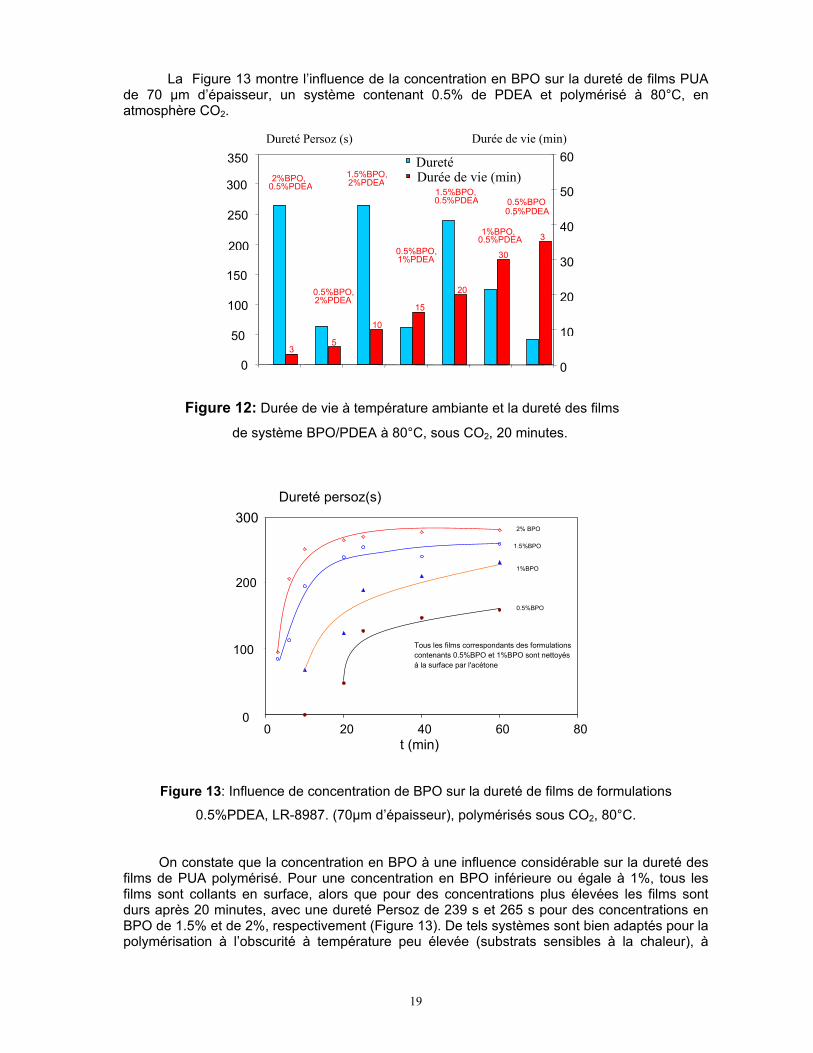
La relation entre la durée de vie à température ambiante et la dureté Persoz de films polymérisés à 80°C sous condition dégazée par CO2 est représentée sur la Figure 12. En général, la durée de vie de la formulation est inversement proportionnelle à la concentration des deux composants, mais la vitesse de polymérisation dépend d’avantage de la concentration en BPO que de celle en PDEA.
0
0,5
1
1,5
200 250 300 350 400 450 500
1%BPO
1%PDEA
0.5%BPO, 0.5%PDEA
Résine pure
nm
Intensité
C 6 H 5 C O O C C6H5
O ON C6H5
C2H5OH
C2H5OH
C 6 H 5 C O N C6H5
C2H5OH
C2H5OH
OC6H5 C O
O
+KC
Complexe interméd i a i r e
+-
19
La Figure 13 montre l’influence de la concentration en BPO sur la dureté de films PUA de 70 µm d’épaisseur, un système contenant 0.5% de PDEA et polymérisé à 80°C, en atmosphère CO2.
Figure 13: Influence de concentration de BPO sur la dureté de films de formulations
0.5%PDEA, LR-8987. (70µm d’épaisseur), polymérisés sous CO2, 80°C.
On constate que la concentration en BPO à une influence considérable sur la dureté des films de PUA polymérisé. Pour une concentration en BPO inférieure ou égale à 1%, tous les films sont collants en surface, alors que pour des concentrations plus élevées les films sont durs après 20 minutes, avec une dureté Persoz de 239 s et 265 s pour des concentrations en BPO de 1.5% et de 2%, respectivement (Figure 13). De tels systèmes sont bien adaptés pour la polymérisation à l’obscurité à température peu élevée (substrats sensibles à la chaleur), à
35
10
15
20
30
35
0
50
100
150
200
250
300
350
0
10
20
30
40
50
60 DuretéDurée de vie (min)2%BPO,
0.5%PDEA
0.5%BPO,2%PDEA
1.5%BPO,2%PDEA
0.5%BPO,1%PDEA
1.5%BPO,0.5%PDEA
1%BPO,0.5%PDEA
0.5%BPO,0.5%PDEA
Dureté Persoz (s) Durée de vie (min)
Figure 12: Durée de vie à température ambiante et la dureté des films
de système BPO/PDEA à 80°C, sous CO2, 20 minutes.
0
100
200
300
0 20 40 60 80
2% BPO
1.5%BPO
1%BPO
0.5%BPO
Dureté persoz(s)
Tous les films correspondants des formulations contenants 0.5%BPO et 1%BPO sont nettoyés à la surface par l'acétone
t (min)
20
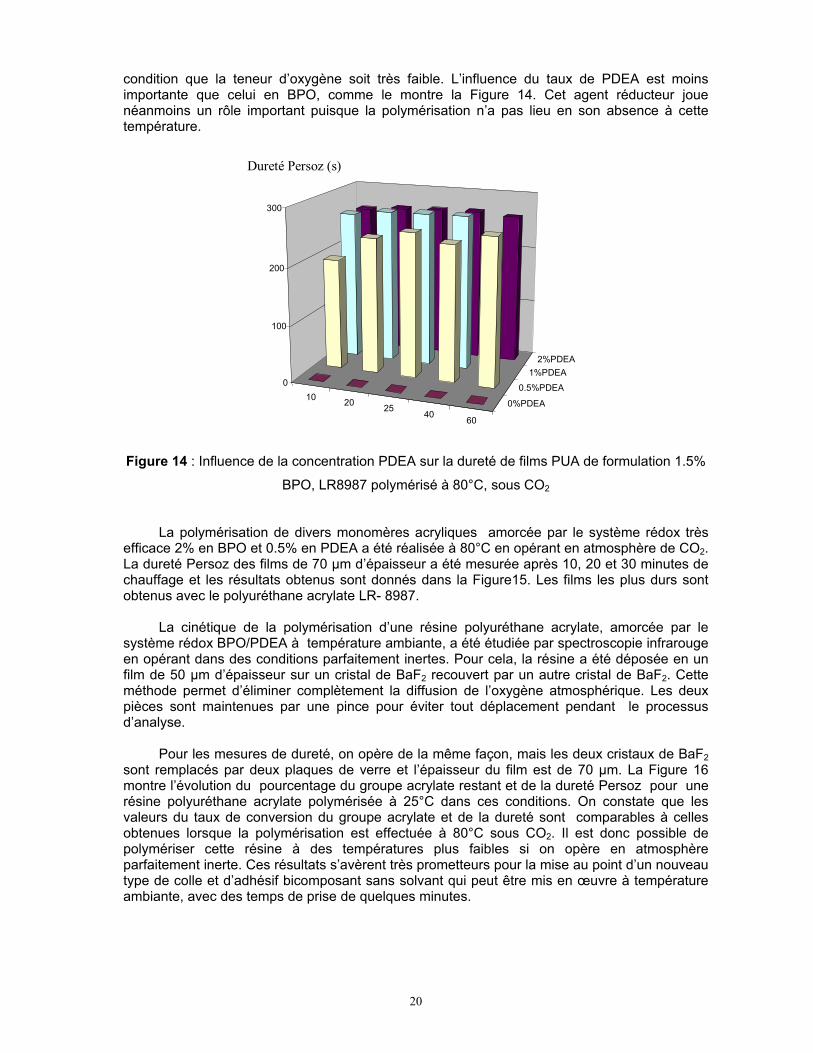
condition que la teneur d’oxygène soit très faible. L’influence du taux de PDEA est moins importante que celui en BPO, comme le montre la Figure 14. Cet agent réducteur joue néanmoins un rôle important puisque la polymérisation n’a pas lieu en son absence à cette température.
10 20 2540 60
0%PDEA
0.5%PDEA1%PDEA
2%PDEA
0
100
200
300
Dureté Persoz (s)
Figure 14 : Influence de la concentration PDEA sur la dureté de films PUA de formulation 1.5%
BPO, LR8987 polymérisé à 80°C, sous CO2
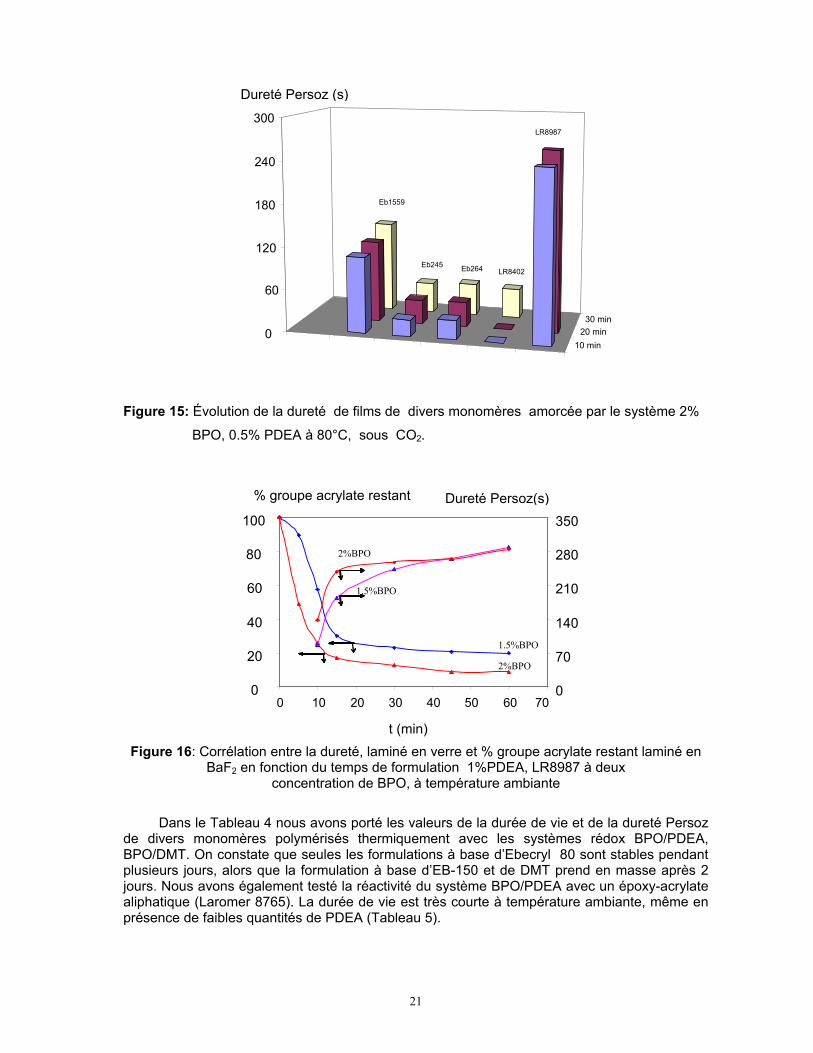
La polymérisation de divers monomères acryliques amorcée par le système rédox très efficace 2% en BPO et 0.5% en PDEA a été réalisée à 80°C en opérant en atmosphère de CO2. La dureté Persoz des films de 70 µm d’épaisseur a été mesurée après 10, 20 et 30 minutes de chauffage et les résultats obtenus sont donnés dans la Figure15. Les films les plus durs sont obtenus avec le polyuréthane acrylate LR- 8987. La cinétique de la polymérisation d’une résine polyuréthane acrylate, amorcée par le système rédox BPO/PDEA à température ambiante, a été étudiée par spectroscopie infrarouge en opérant dans des conditions parfaitement inertes. Pour cela, la résine a été déposée en un film de 50 µm d’épaisseur sur un cristal de BaF2 recouvert par un autre cristal de BaF2. Cette méthode permet d’éliminer complètement la diffusion de l’oxygène atmosphérique. Les deux pièces sont maintenues par une pince pour éviter tout déplacement pendant le processus d’analyse. Pour les mesures de dureté, on opère de la même façon, mais les deux cristaux de BaF2 sont remplacés par deux plaques de verre et l’épaisseur du film est de 70 µm. La Figure 16 montre l’évolution du pourcentage du groupe acrylate restant et de la dureté Persoz pour une résine polyuréthane acrylate polymérisée à 25°C dans ces conditions. On constate que les valeurs du taux de conversion du groupe acrylate et de la dureté sont comparables à celles obtenues lorsque la polymérisation est effectuée à 80°C sous CO2. Il est donc possible de polymériser cette résine à des températures plus faibles si on opère en atmosphère parfaitement inerte. Ces résultats s’avèrent très prometteurs pour la mise au point d’un nouveau type de colle et d’adhésif bicomposant sans solvant qui peut être mis en œuvre à température ambiante, avec des temps de prise de quelques minutes.
21
Figure 15: Évolution de la dureté de films de divers monomères amorcée par le système 2%
BPO, 0.5% PDEA à 80°C, sous CO2.
Figure 16: Corrélation entre la dureté, laminé en verre et % groupe acrylate restant laminé en BaF2 en fonction du temps de formulation 1%PDEA, LR8987 à deux
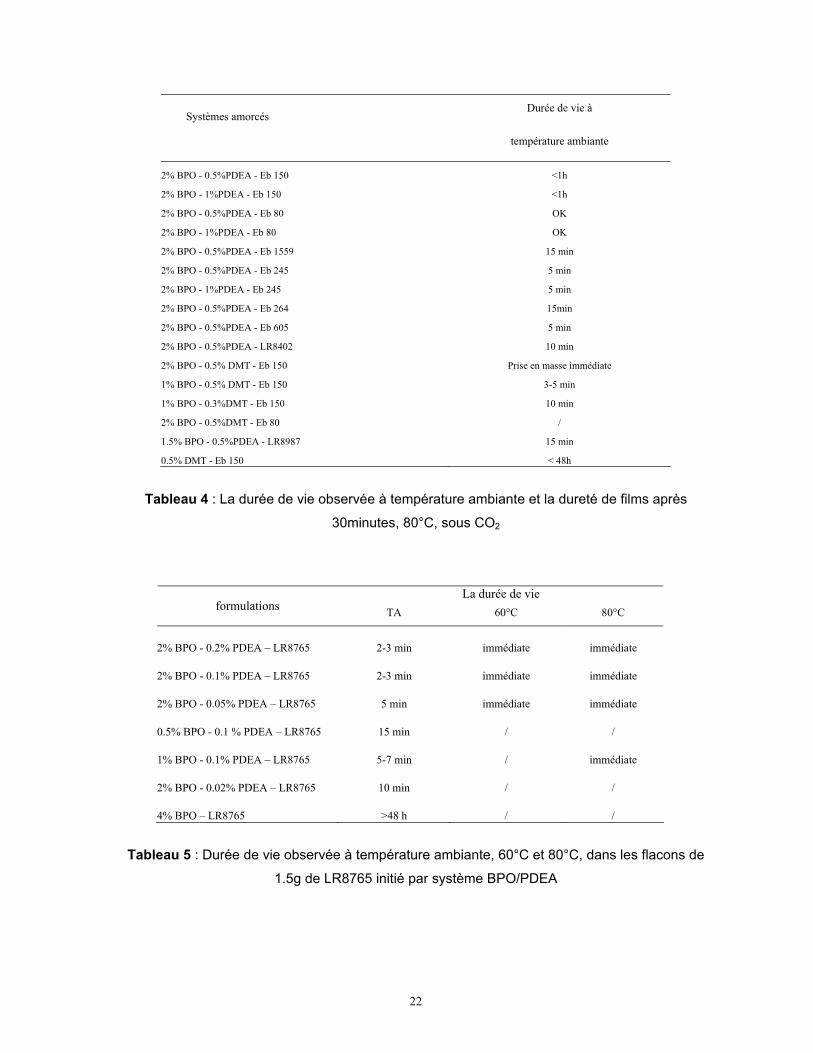
concentration de BPO, à température ambiante Dans le Tableau 4 nous avons porté les valeurs de la durée de vie et de la dureté Persoz de divers monomères polymérisés thermiquement avec les systèmes rédox BPO/PDEA, BPO/DMT. On constate que seules les formulations à base d’Ebecryl 80 sont stables pendant plusieurs jours, alors que la formulation à base d’EB-150 et de DMT prend en masse après 2 jours. Nous avons également testé la réactivité du système BPO/PDEA avec un époxy-acrylate aliphatique (Laromer 8765). La durée de vie est très courte à température ambiante, même en présence de faibles quantités de PDEA (Tableau 5).
0
20
40
60
80
100
0 10 20 30 40 50 60 700
70
140
210
280
350
% groupe acrylate restant Dureté Persoz(s)
t (min)
1.5%BPO
1.5%BPO
2%BPO
2%BPO
10 min 20 min
30 min 0
60
120
180
240
300
Eb1559
Eb245 Eb264 LR8402
LR8987
Dureté Persoz (s)
22
Systèmes amorcés Durée de vie à
température ambiante
2% BPO - 0.5%PDEA - Eb 150 <1h
2% BPO - 1%PDEA - Eb 150 <1h
2% BPO - 0.5%PDEA - Eb 80 OK
2% BPO - 1%PDEA - Eb 80 OK
2% BPO - 0.5%PDEA - Eb 1559 15 min
2% BPO - 0.5%PDEA - Eb 245 5 min
2% BPO - 1%PDEA - Eb 245 5 min
2% BPO - 0.5%PDEA - Eb 264 15min
2% BPO - 0.5%PDEA - Eb 605 5 min
2% BPO - 0.5%PDEA - LR8402 10 min
2% BPO - 0.5% DMT - Eb 150 Prise en masse immédiate
1% BPO - 0.5% DMT - Eb 150 3-5 min
1% BPO - 0.3%DMT - Eb 150 10 min
2% BPO - 0.5%DMT - Eb 80 /
1.5% BPO - 0.5%PDEA - LR8987 15 min
0.5% DMT - Eb 150 < 48h
Tableau 4 : La durée de vie observée à température ambiante et la dureté de films après
30minutes, 80°C, sous CO2
La durée de vie
formulations TA 60°C 80°C
2% BPO - 0.2% PDEA – LR8765 2-3 min immédiate immédiate
2% BPO - 0.1% PDEA – LR8765 2-3 min immédiate immédiate
2% BPO - 0.05% PDEA – LR8765 5 min immédiate immédiate
0.5% BPO - 0.1 % PDEA – LR8765 15 min / /
1% BPO - 0.1% PDEA – LR8765 5-7 min / immédiate
2% BPO - 0.02% PDEA – LR8765 10 min / /
4% BPO – LR8765 >48 h / /
Tableau 5 : Durée de vie observée à température ambiante, 60°C et 80°C, dans les flacons de
1.5g de LR8765 initié par système BPO/PDEA
23
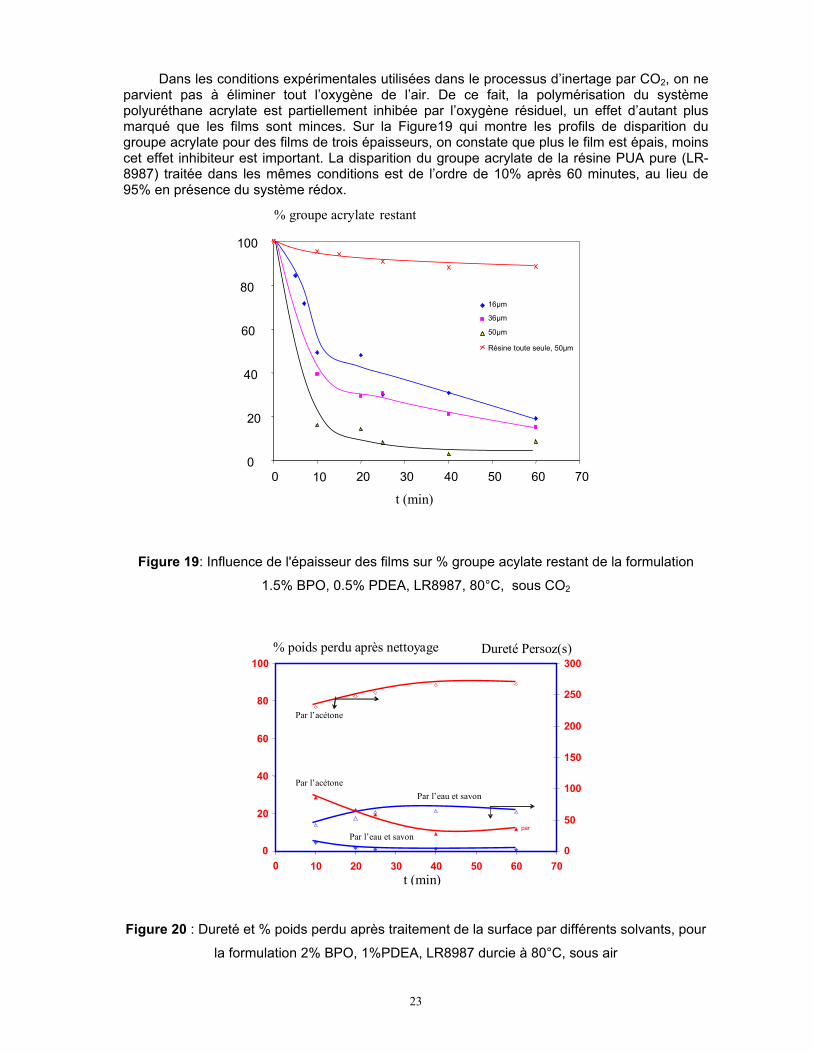
Dans les conditions expérimentales utilisées dans le processus d’inertage par CO2, on ne parvient pas à éliminer tout l’oxygène de l’air. De ce fait, la polymérisation du système polyuréthane acrylate est partiellement inhibée par l’oxygène résiduel, un effet d’autant plus marqué que les films sont minces. Sur la Figure19 qui montre les profils de disparition du groupe acrylate pour des films de trois épaisseurs, on constate que plus le film est épais, moins cet effet inhibiteur est important. La disparition du groupe acrylate de la résine PUA pure (LR-8987) traitée dans les mêmes conditions est de l’ordre de 10% après 60 minutes, au lieu de 95% en présence du système rédox.
Figure 19: Influence de l'épaisseur des films sur % groupe acylate restant de la formulation
1.5% BPO, 0.5% PDEA, LR8987, 80°C, sous CO2
0
20
40
60
80
100
0 10 20 30 40 50 60 700
50
100
150
200
250
300
par
% poids perdu après nettoyage Dureté Persoz(s)
t (min)
Par l’acétone
Par l’acétonePar l’eau et savon
Par l’eau et savon
Figure 20 : Dureté et % poids perdu après traitement de la surface par différents solvants, pour
la formulation 2% BPO, 1%PDEA, LR8987 durcie à 80°C, sous air
0
20
40
60
80
100
0 10 20 30 40 50 60 70
16µm
36µm
50µm
Résine toute seule, 50µm
% groupe acrylate restant
t (min)
24
Quand la polymérisation se fait dans un milieu riche en oxygène, l’effet inhibiteur de ce gaz devient plus important. Lorsqu’un film de 70 µm d’épaisseur est polymérisé en présence d’air à 80°C sa surface reste collante. Afin de déterminer la fraction non polymérisée en surface, nous avons lavé le film avec de l’eau et de l’acétone (Figure 20). On constate que la perte de poids après lavage à l’acétone est d’environ 10% après 60 minutes de polymérisation ce qui correspond à une couche d’environ 10 µm d’épaisseur à la surface du film qui n’a pas polymérisé. L’échantillon ainsi traité s’avère plus dur (Persoz ~250 s) qu'après lavage avec de l’eau savonneuse (80 s).
3. Comparaison de polymérisation par voie UV et par voie thermique des résines acrylates.
Mieux connus sous la dénomination « dual cure », ce sont des systèmes capables de durcir par deux processus de polymérisation différents. Plusieurs études ont été réalisées sur de tels systèmes à base de résines hydroxyle acrylate et d’isocyanates. Dans ces systèmes, l’amorçage de la polymérisation est réalisé par voie photochimique et par voie thermique. Le premier processus est une polymérisation radicalaire et le second une polyaddition. L’intérêt de cette méthode est de durcir la résine déposée sur des objets tridimensionnels dans les zones qui sont inaccessibles à la lumière (zones d’ombre). Néanmoins, le processus de polyaddition nécessite d’opérer à une certaine température (au moins 120°C) pour avoir une polymérisation complète. Ceci peut entraîner une déformation des supports, surtout de ceux qui présentent une résistance thermique insuffisante. Nous avons étudié la cinétique de ces deux réactions de polymérisation dans des résines purement acrylates ou le durcissement des zones d’ombre a été assuré par la polymérisation thermique des doubles liaisons acrylates, au lieu de la polyaddition du système NCO/OH. Ces résines présentent ainsi l’avantage de ne pas contenir de dérivés isocyanates connus pour leur toxicité. Ces systèmes « dual cure » contiennent deux types d’agents amorceurs, l’un qui induit
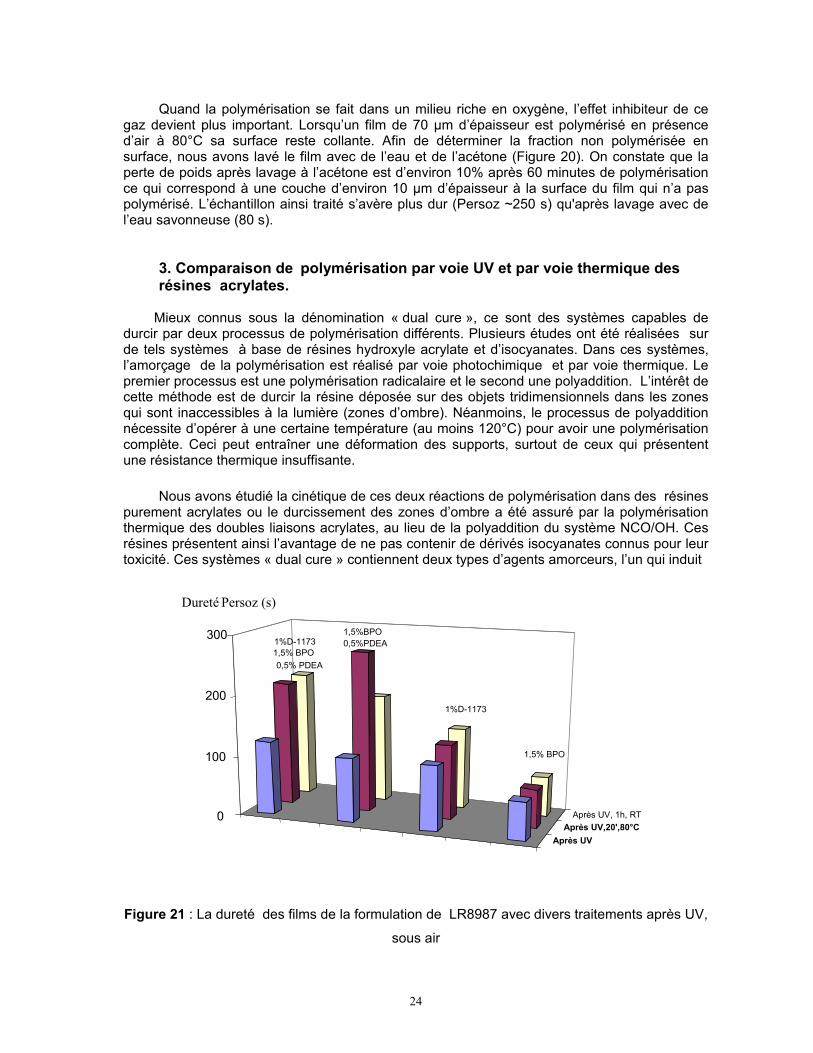
Figure 21 : La dureté des films de la formulation de LR8987 avec divers traitements après UV,
sous air
Après UVAprès UV,20',80°C
Après UV, 1h, RT0
100
200
300 1,5%BPO0,5%PDEA1%D-1173
1,5% BPO 0,5% PDEA
1%D-1173
1,5% BPO
Dureté Persoz (s)
25
la polymérisation par voie photochimique et l’autre qui induit la polymérisation par voie thermique à l’aide d’un système rédox. Quatre formulations de PUA contenant les systèmes amorceurs suivants ont été testées : BPO seul, le photoamorceur D-1173, le couple rédox 1.5% BPO+0.5% PDEA et un mélange de photoamorceur et un couple rédox 1.5% BPO + 0.5% PDEA + D-1173. Des films de 70 µm d’épaisseur ont été déposés sur des plaques de verre. Tous les échantillons ont été irradiés par passage sous une lampe à vapeur de mercure à une vitesse de 5 m/minute (Dose UV = 300 mJ.cm-2). Après mesure de leurs duretés, les échantillons ont été soit chauffés à 80°C pendant 20 minutes, soit maintenus à température ambiante pendant 60 minutes. La Figure 21 montre sous forme d’histogrammes les valeurs de la dureté Persoz des quatre échantillons ainsi traités. On peut voir que l’amorceur thermique BPO est aussi capable d’amorcer la photopolymérisation comme le photoamorceur D-1173, mais comme attendu leur dureté n’augmente pas lors du traitement thermique. En revanche, dans les deux systèmes rédox, un traitement thermique après irradiation UV provoque une augmentation notable de la dureté des films
4. Comparaison de quelques propriétés des revêtements polymérisés par voie thermique et photochimique D’après les résultats obtenus, on constate que la polymérisation thermique amorcée par un système rédox permet d’atteindre des taux de conversion du groupement acrylate comparables à ceux observés dans la polymérisation sous rayonnement UV. Cependant, la comparaison des propriétés de revêtements est également nécessaire pour bien évaluer les performances de ces deux modes d’amorçage.
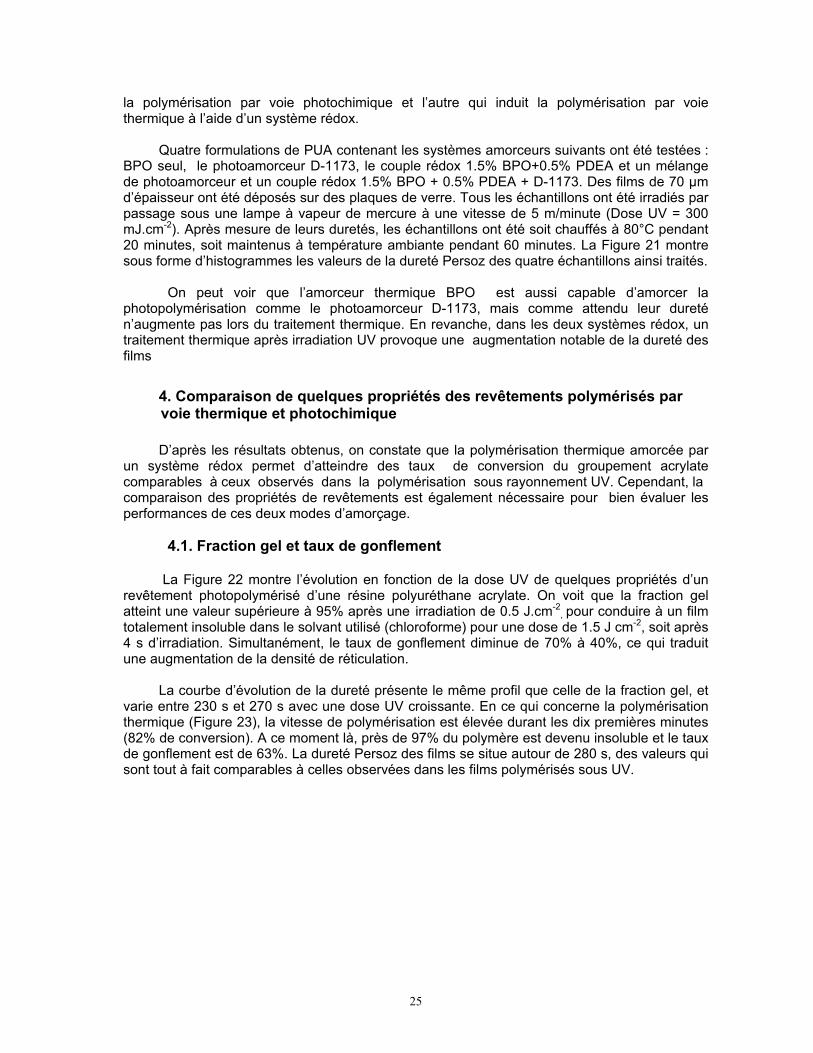
4.1. Fraction gel et taux de gonflement La Figure 22 montre l’évolution en fonction de la dose UV de quelques propriétés d’un revêtement photopolymérisé d’une résine polyuréthane acrylate. On voit que la fraction gel atteint une valeur supérieure à 95% après une irradiation de 0.5 J.cm-2
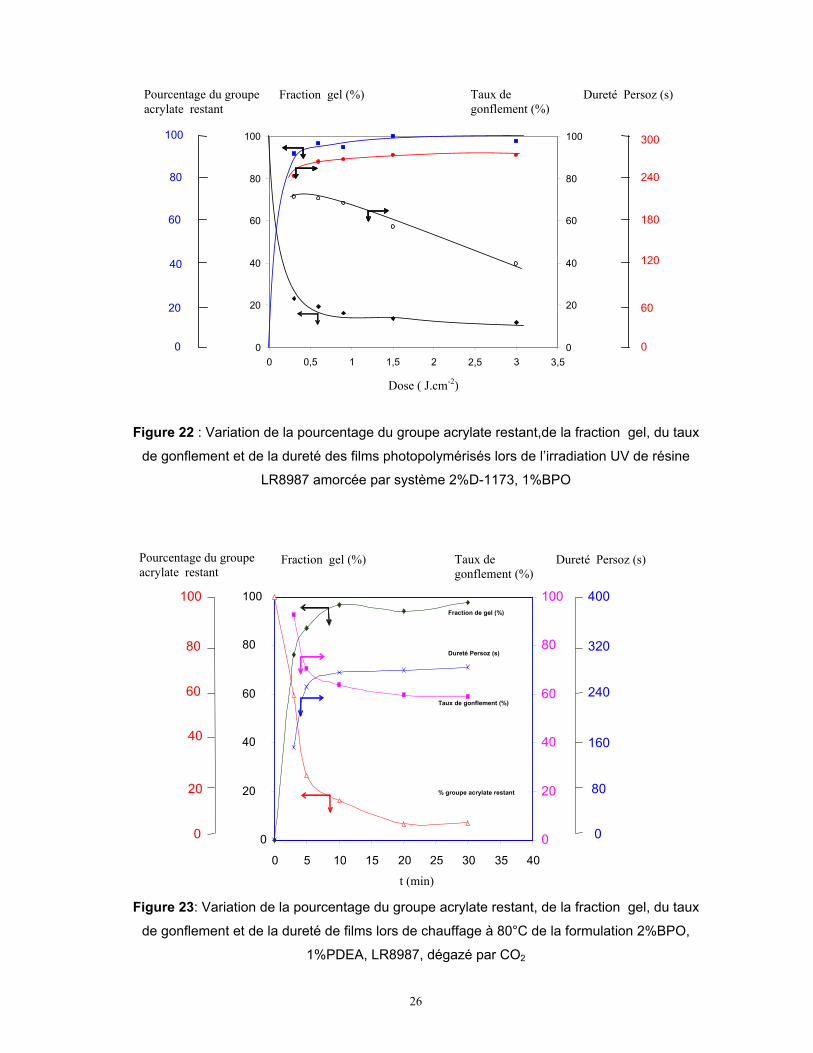
, pour conduire à un film totalement insoluble dans le solvant utilisé (chloroforme) pour une dose de 1.5 J cm-2, soit après 4 s d’irradiation. Simultanément, le taux de gonflement diminue de 70% à 40%, ce qui traduit une augmentation de la densité de réticulation. La courbe d’évolution de la dureté présente le même profil que celle de la fraction gel, et varie entre 230 s et 270 s avec une dose UV croissante. En ce qui concerne la polymérisation thermique (Figure 23), la vitesse de polymérisation est élevée durant les dix premières minutes (82% de conversion). A ce moment là, près de 97% du polymère est devenu insoluble et le taux de gonflement est de 63%. La dureté Persoz des films se situe autour de 280 s, des valeurs qui sont tout à fait comparables à celles observées dans les films polymérisés sous UV.
26
Figure 22 : Variation de la pourcentage du groupe acrylate restant,de la fraction gel, du taux
de gonflement et de la dureté des films photopolymérisés lors de l’irradiation UV de résine
LR8987 amorcée par système 2%D-1173, 1%BPO
Figure 23: Variation de la pourcentage du groupe acrylate restant, de la fraction gel, du taux
de gonflement et de la dureté de films lors de chauffage à 80°C de la formulation 2%BPO,
1%PDEA, LR8987, dégazé par CO2
0
20
40
60
80
100
0 0,5 1 1,5 2 2,5 3 3,50
20
40
60
80
100 300
240
180
120
60
0
80
100
60
40
20
0
Fraction gel (%) Taux de gonflement (%)
Dureté Persoz (s) Pourcentage du groupe acrylate restant
Dose ( J.cm-2)
0
20
40
60
80
100
0 5 10 15 20 25 30 35 40
0
20
40
60
80
100
0
400
320
240
160
80
0
100
80
60
40
20 % groupe acrylate restant
Fraction de gel (%)
Dureté Persoz (s)
Taux de gonflement (%)
Pourcentage du groupe acrylate restant
Fraction gel (%) Taux de gonflement (%)
Dureté Persoz (s)
t (min)
27
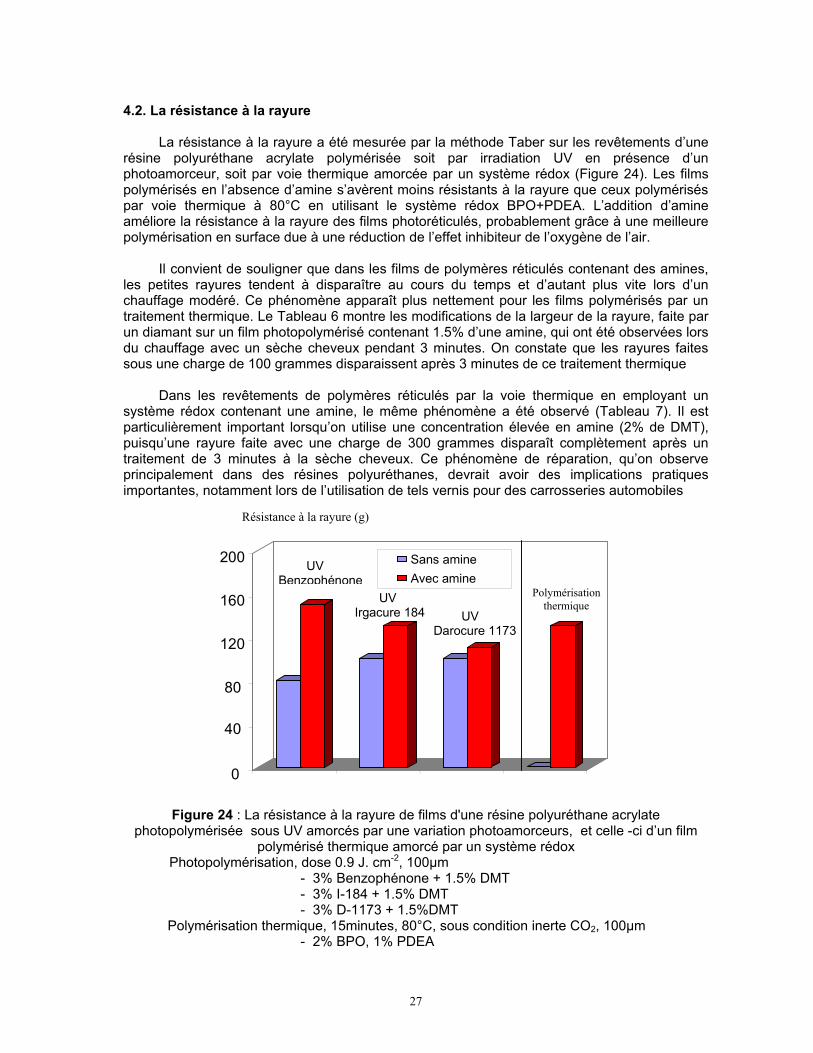
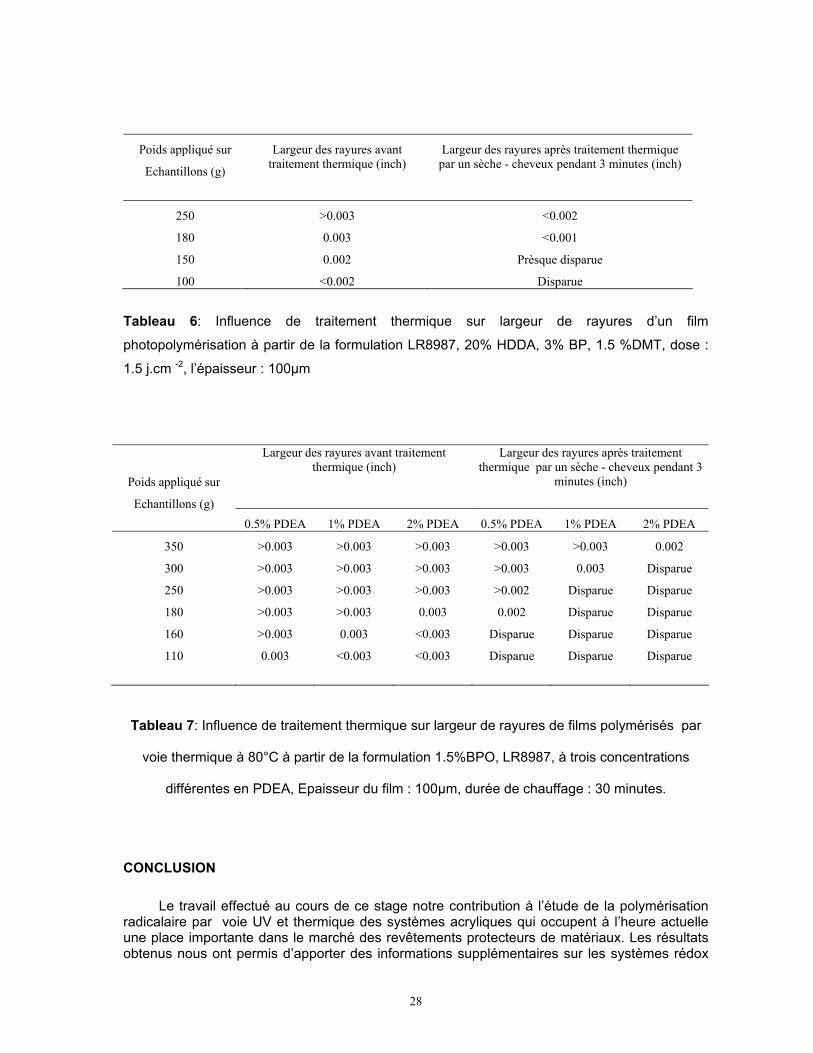
4.2. La résistance à la rayure La résistance à la rayure a été mesurée par la méthode Taber sur les revêtements d’une résine polyuréthane acrylate polymérisée soit par irradiation UV en présence d’un photoamorceur, soit par voie thermique amorcée par un système rédox (Figure 24). Les films polymérisés en l’absence d’amine s’avèrent moins résistants à la rayure que ceux polymérisés par voie thermique à 80°C en utilisant le système rédox BPO+PDEA. L’addition d’amine améliore la résistance à la rayure des films photoréticulés, probablement grâce à une meilleure polymérisation en surface due à une réduction de l’effet inhibiteur de l’oxygène de l’air. Il convient de souligner que dans les films de polymères réticulés contenant des amines, les petites rayures tendent à disparaître au cours du temps et d’autant plus vite lors d’un chauffage modéré. Ce phénomène apparaît plus nettement pour les films polymérisés par un traitement thermique. Le Tableau 6 montre les modifications de la largeur de la rayure, faite par un diamant sur un film photopolymérisé contenant 1.5% d’une amine, qui ont été observées lors du chauffage avec un sèche cheveux pendant 3 minutes. On constate que les rayures faites sous une charge de 100 grammes disparaissent après 3 minutes de ce traitement thermique Dans les revêtements de polymères réticulés par la voie thermique en employant un système rédox contenant une amine, le même phénomène a été observé (Tableau 7). Il est particulièrement important lorsqu’on utilise une concentration élevée en amine (2% de DMT), puisqu’une rayure faite avec une charge de 300 grammes disparaît complètement après un traitement de 3 minutes à la sèche cheveux. Ce phénomène de réparation, qu’on observe principalement dans des résines polyuréthanes, devrait avoir des implications pratiques importantes, notamment lors de l’utilisation de tels vernis pour des carrosseries automobiles
Figure 24 : La résistance à la rayure de films d'une résine polyuréthane acrylate photopolymérisée sous UV amorcés par une variation photoamorceurs, et celle -ci d’un film
polymérisé thermique amorcé par un système rédox Photopolymérisation, dose 0.9 J. cm-2, 100µm - 3% Benzophénone + 1.5% DMT - 3% I-184 + 1.5% DMT - 3% D-1173 + 1.5%DMT Polymérisation thermique, 15minutes, 80°C, sous condition inerte CO2, 100µm - 2% BPO, 1% PDEA
0 40 80
120
160
200 Sans amineAvec amine
UV Benzophénone
UV Irgacure 184 UV
Darocure 1173
Polymérisation thermique
Résistance à la rayure (g)
28
Poids appliqué sur
Echantillons (g)
Largeur des rayures avant traitement thermique (inch)
Largeur des rayures après traitement thermique par un sèche - cheveux pendant 3 minutes (inch)
250
180
150
100
>0.003
0.003
0.002
<0.002
<0.002
<0.001
Prèsque disparue
Disparue Tableau 6: Influence de traitement thermique sur largeur de rayures d’un film
photopolymérisation à partir de la formulation LR8987, 20% HDDA, 3% BP, 1.5 %DMT, dose :
1.5 j.cm -2, l’épaisseur : 100µm
Largeur des rayures avant traitement
thermique (inch) Largeur des rayures après traitement
thermique par un sèche - cheveux pendant 3 minutes (inch)
Poids appliqué sur
Echantillons (g) 0.5% PDEA 1% PDEA 2% PDEA 0.5% PDEA 1% PDEA 2% PDEA
350
300
250
180
160
110
>0.003
>0.003
>0.003
>0.003
>0.003
0.003
>0.003
>0.003
>0.003
>0.003
0.003
<0.003
>0.003
>0.003
>0.003
0.003
<0.003
<0.003
>0.003
>0.003
>0.002
0.002
Disparue
Disparue
>0.003
0.003
Disparue
Disparue
Disparue
Disparue
0.002
Disparue
Disparue
Disparue
Disparue
Disparue
Tableau 7: Influence de traitement thermique sur largeur de rayures de films polymérisés par
voie thermique à 80°C à partir de la formulation 1.5%BPO, LR8987, à trois concentrations
différentes en PDEA, Epaisseur du film : 100µm, durée de chauffage : 30 minutes.
CONCLUSION Le travail effectué au cours de ce stage notre contribution à l’étude de la polymérisation radicalaire par voie UV et thermique des systèmes acryliques qui occupent à l’heure actuelle une place importante dans le marché des revêtements protecteurs de matériaux. Les résultats obtenus nous ont permis d’apporter des informations supplémentaires sur les systèmes rédox
29
amorcés dans la polymérisation radicalaire thermique sans solvant et d’ouvrir une perspective des nouvelles applications de telles résines. L’étude cinétique de la polymérisation thermique amorcée par système rédox comparée au système BPO seul nous a donné des informations sur les différents mécanismes de la décomposition de peroxydes. Dans le mécanisme de décomposition homolytique, dans le cas de BPO seul, une température assez élevée (au moins de 120°C) est nécessaire pour que la polymérisation se fasse de manière complète et que les revêtements soient suffisamment durs pour protéger le substrat. On a constaté une activité très importante des systèmes rédox à base de BPO et des amines DMA, DMT, PDEA. L’ajout de ces agents réducteur permet de diminuer sensiblement la température nécessaire au durcissement du film. Le problème de ces formulations est leur sensibilité à l’oxygène. Les propriétés finales de matériaux polymérisés par voie redox sont équivalentes à celles obtenues sur des films photopolymérisés. Une formulation acrylique contenant à la fois un photoamorceur et un couple rédox devrait former un vernis protecteur sur toute la surface d’un substrat 3D ou sur toute l’épaisseur de la résine chargée par un pigment Les résultats intéressants obtenus nous amènent à des perspectives d’une étude plus profonde et détaillé dans l’étape suivante, surtout sur les propriétés thermiques, et l’étude d’essai de vieillissement en extérieur des revêtements acryliques. Les études suivantes pourrons être effectuées sur des systèmes rédox différents grâce à son très large de choix.

30