Embed Size (px)
Citation preview
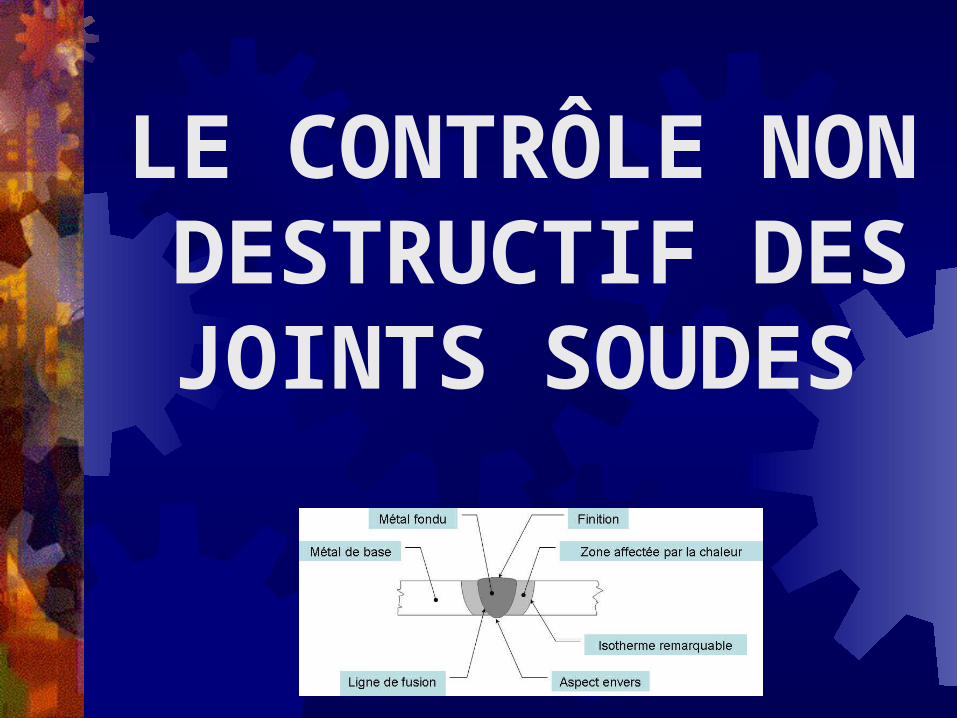
LE CONTRÔLE NON
DESTRUCTIF DES JOINTS SOUDES
Les défauts de soudure des assemblages soudés par
fusion
7 GROUPES DE DEFAUTS

GROUPE N° 1 - FISSURES
GROUPE N° 2 - CAVITÉS
GROUPE N° 3 - INCLUSIONS SOLIDES
GROUPE N° 4 - MANQUE DE FUSION
GROUPE N° 5 - MANQUE DE PÉNÉTRATION
GROUPE N° 6 – DEFAUTS DE FORME
GROUPE N° 7 – DEFAUTS DIMENSIONNELS
7 GROUPES DE DEFAUTS7 GROUPES DE DEFAUTSSelon la classification européenne des défauts de soudure
conformément à la norme NF EN 26250.
Les défauts de soudure des assemblages soudés par fusion
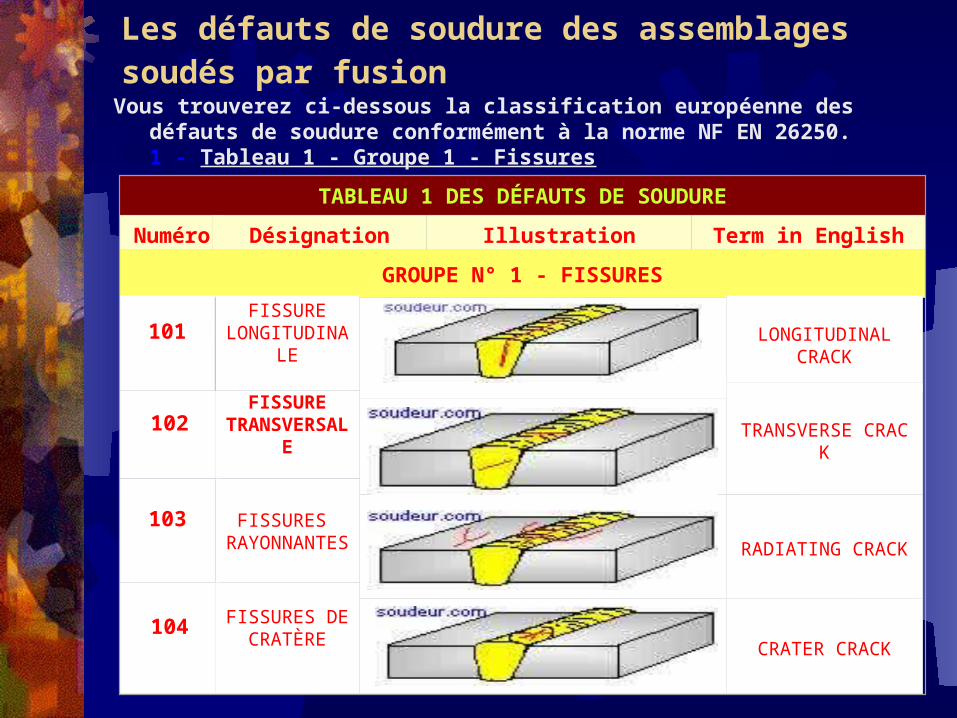
Vous trouverez ci-dessous la classification européenne des défauts de soudure conformément à la norme NF EN 26250.1 - Tableau 1 - Groupe 1 - Fissures
TABLEAU 1 DES DÉFAUTS DE SOUDURE
Numéro Désignation Illustration Term in English
GROUPE N° 1 - FISSURES
101FISSURE
LONGITUDINALE
LONGITUDINAL
CRACK
102FISSURE
TRANSVERSALE
TRANSVERSE CRA
CK
103 FISSURES RAYONNANT
ES
RADIATING CRACK
104 FISSURES DE CRATÈRE
CRATER CRACK
Les défauts de soudure des assemblages soudés par fusion
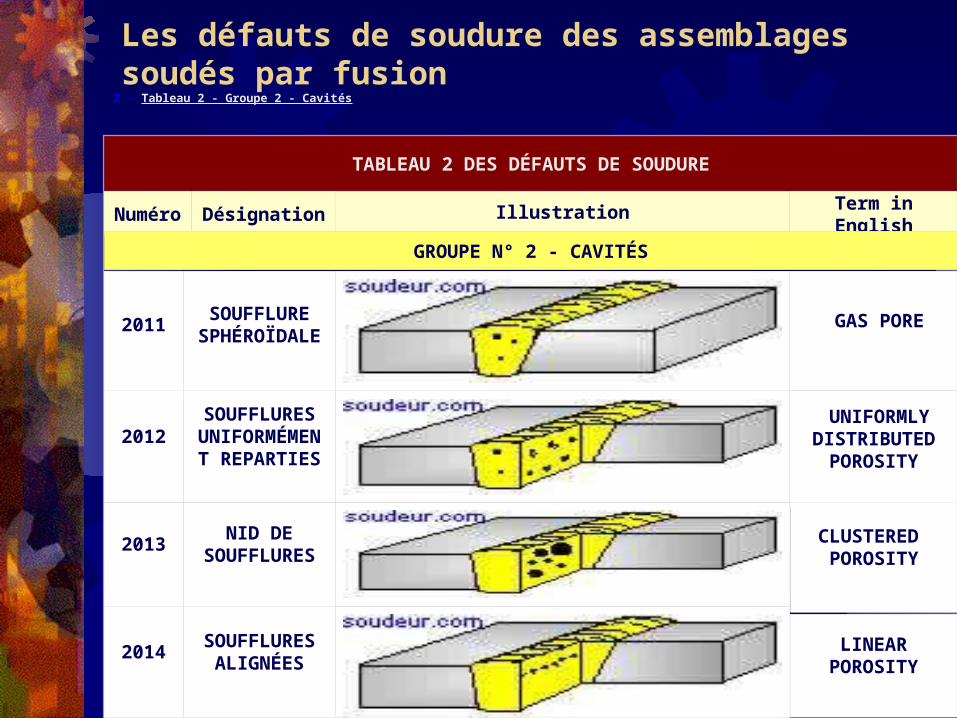
2 - Tableau 2 - Groupe 2 - Cavités
TABLEAU 2 DES DÉFAUTS DE SOUDURE
Numéro Désignation Illustration Term in English
GROUPE N° 2 - CAVITÉS
2011SOUFFLURE
SPHÉROÏDALE
GAS PORE
2012
SOUFFLURES UNIFORMÉME
NT REPARTIES
UNIFORMLY DISTRIBUTED
POROSITY
2013NID DE
SOUFFLURES CLUSTERED
POROSITY
2014SOUFFLURES
ALIGNÉES LINEAR
POROSITY
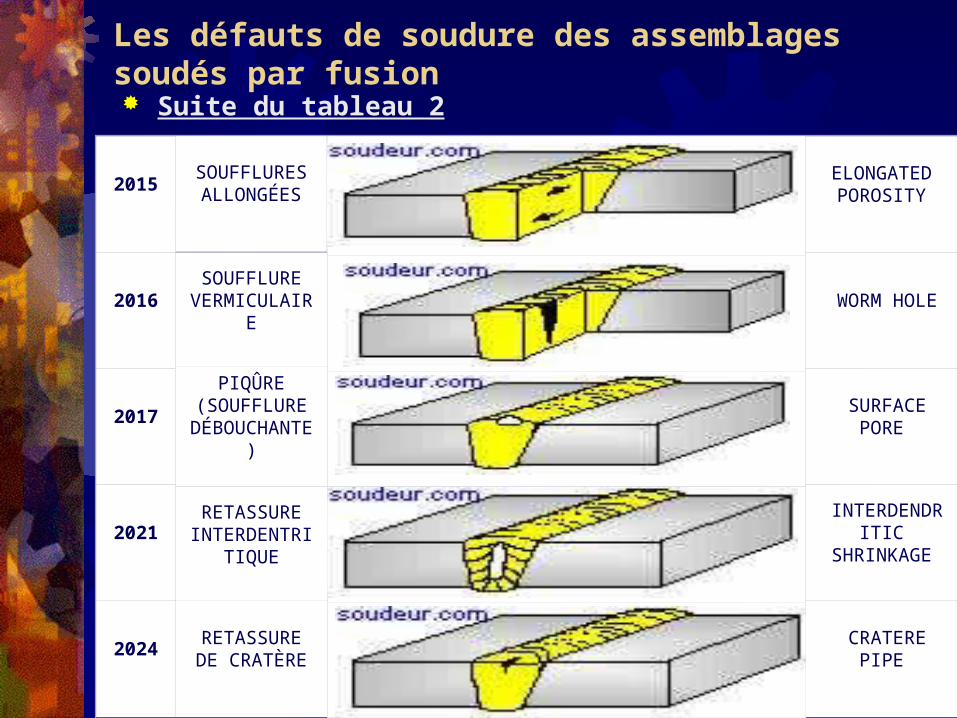
Les défauts de soudure des assemblages soudés par fusion Suite du tableau 2
2015SOUFFLURES ALLONGÉES
ELONGATED POROSITY
2016SOUFFLURE
VERMICULAIRE
WORM HOLE
2017
PIQÛRE (SOUFFLURE DÉBOUCHANT
E)
SURFACE PORE
2021RETASSURE
INTERDENTRITIQUE
INTERDENDRITIC
SHRINKAGE
2024RETASSURE DE CRATÈRE
CRATERE PIPE
Les défauts de soudure des assemblages soudés par fusion
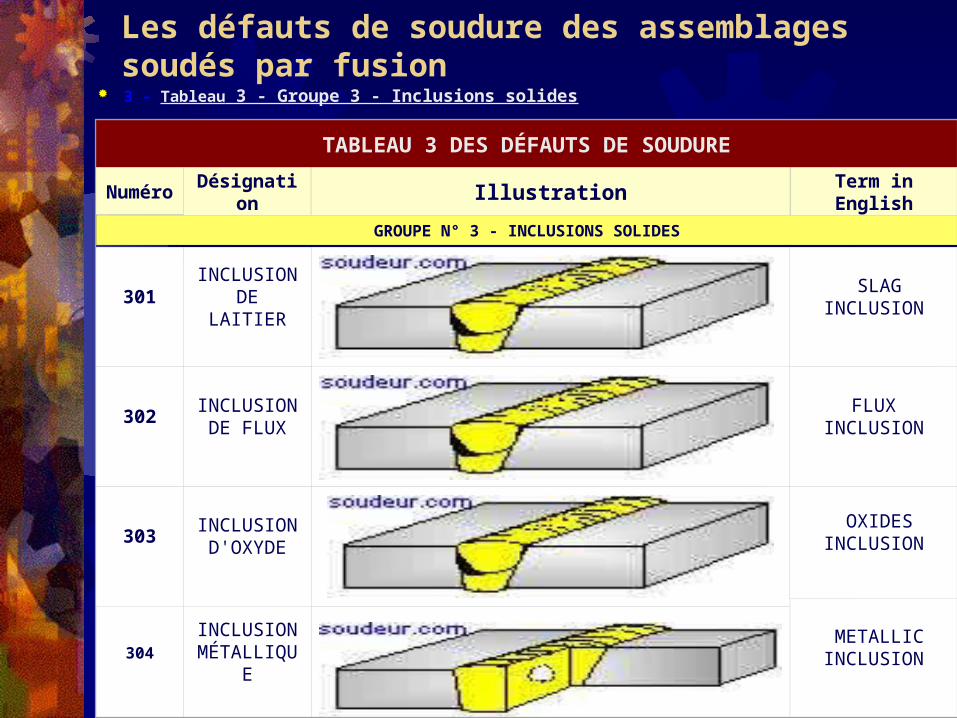
3 - Tableau 3 - Groupe 3 - Inclusions solides
TABLEAU 3 DES DÉFAUTS DE SOUDURE
Numéro Désignation Illustration Term in English
GROUPE N° 3 - INCLUSIONS SOLIDES
301INCLUSION DE LAITIER
SLAG INCLUSION
302INCLUSION
DE FLUX FLUX
INCLUSION
303INCLUSION D'OXYDE
OXIDES INCLUSION
304
INCLUSION MÉTALLIQU
E
METALLIC INCLUSION
Les défauts de soudure des assemblages soudés par fusion
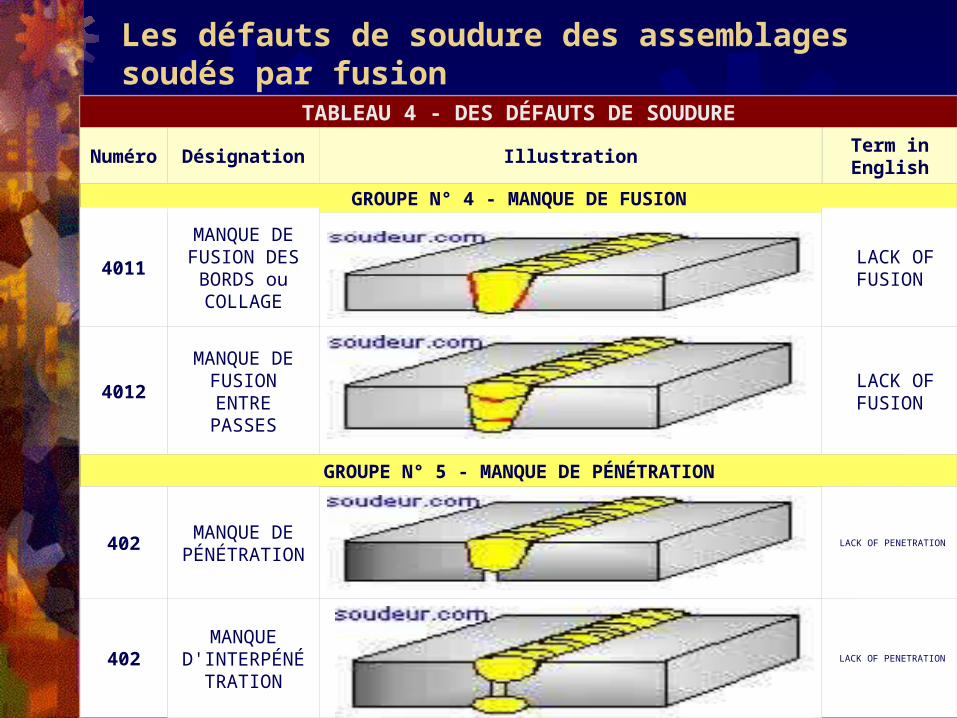
TABLEAU 4 - DES DÉFAUTS DE SOUDURE
Numéro Désignation IllustrationTerm in English
GROUPE N° 4 - MANQUE DE FUSION
4011
MANQUE DE FUSION DES
BORDS ou COLLAGE
LACK OF FUSION
4012
MANQUE DE FUSION ENTRE
PASSES
LACK OF FUSION
GROUPE N° 5 - MANQUE DE PÉNÉTRATION
402MANQUE DE
PÉNÉTRATION LACK OF PENETRATION
402MANQUE
D'INTERPÉNÉTRATION
LACK OF PENETRATION
Le contrôle des défauts dans les cordons de
soudure
Le contrôle non destructif de soudure par Ressuage
Le RessuageI- Principe de base Présentation de la méthode Principe du Procédé Domaines d’emploi
défauts débouchant contrôles à chaud(300°C) et à froid (<10°C) sur tous matériaux (béton, caoutchouc,…) en toutes positions et sur toutes formes
Historique 19ème siècle -----> 1950
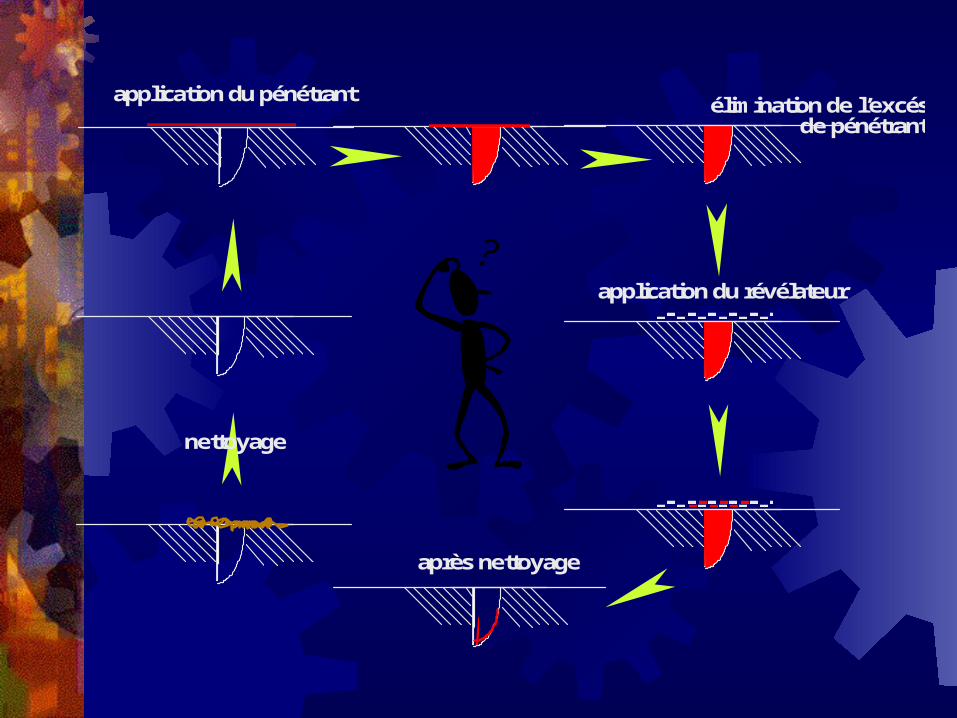
application du pénétrant élimination de l’excés de pénétrant
application du révélateur
après nettoyage
nettoyage
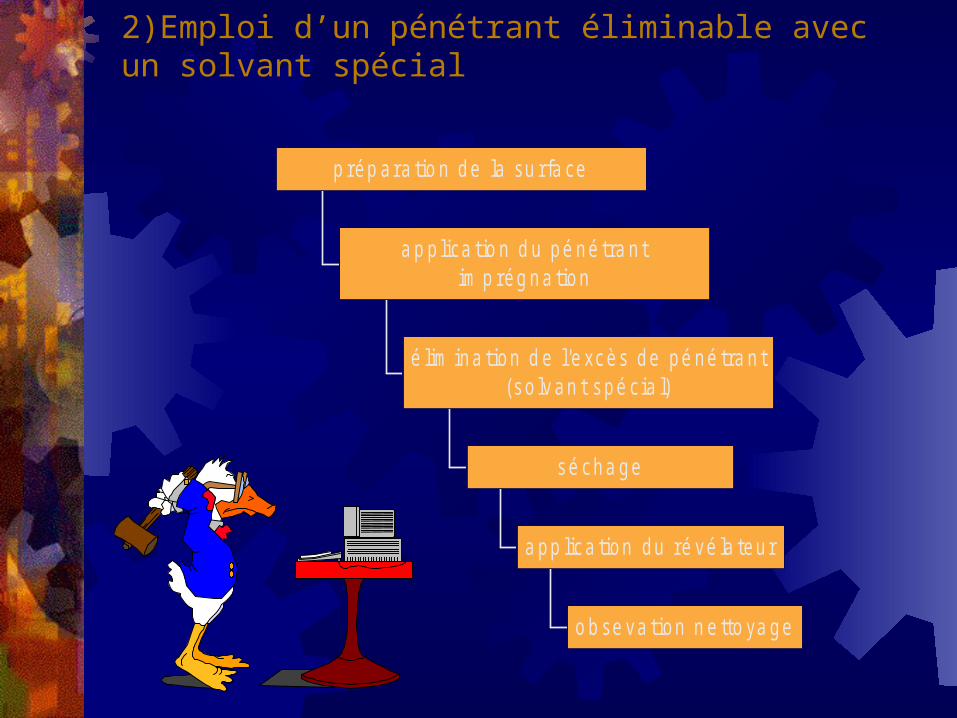
2)Emploi d’un pénétrant éliminable avec un solvant spécial
o b se va tion n e tto ya ge
a pp lica tion du ré vé la teur
sé cha ge
é lim ina tion d e l'e xcès de pé né tra n t(so lv an t spé cia l)
a p p lica tio n d u pé né tra n tim p rég na tion
p rép ara tio n de la su r fa ce

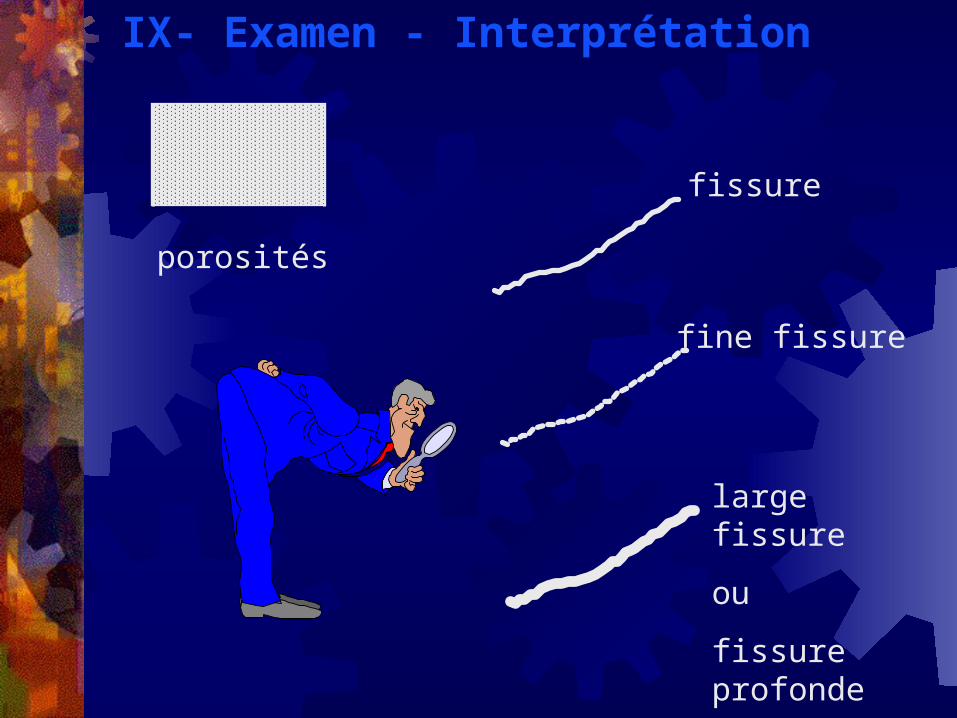
IX- Examen - Interprétation
porosités
fissure
fine fissure
large fissure
ou
fissure profonde
XII- Équipement pour l’essai
Nature des produits pénétrants
solvants + tensioactifs + colorants + additifs optiques
émulsifiants mélange de tensioactifs
révélateur poudre très fine + Additifs d’étalement et de
nettoyage

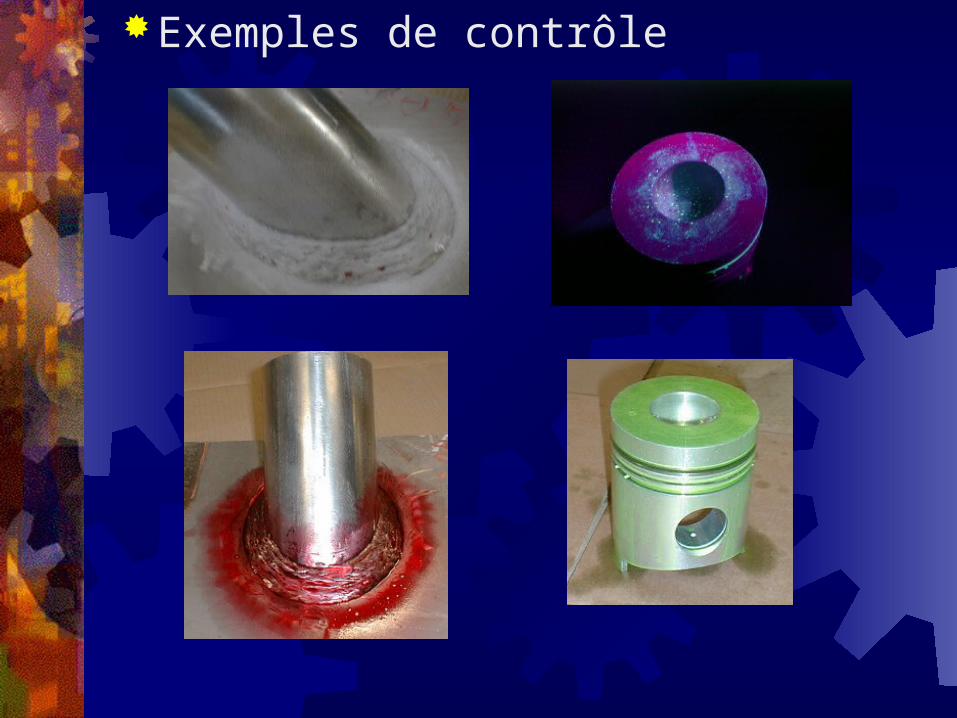
Exemples de contrôle
Le contrôle non destructif de soudure par magnétoscopie
1 - Principe du contrôle par magnétoscopie
Le contrôle magnétoscopique permet de détecter des défauts débouchant (obstrués ou non) et sous-jacents (de 1 à 2 mm environ) sous la surface des matériaux métalliques ferromagnétiques (les aciers inoxydables, les alliages de cuivre et les alliages d'aluminium sont exclus de cette application).
Un champ magnétique important (> 2400 A / m) traverse la pièce à contrôler jusqu'à saturation magnétique avec l'application simultanée en surface d'une liqueur magnétique colorée ou fluorescente constituée de traceurs comme produit indicateur.
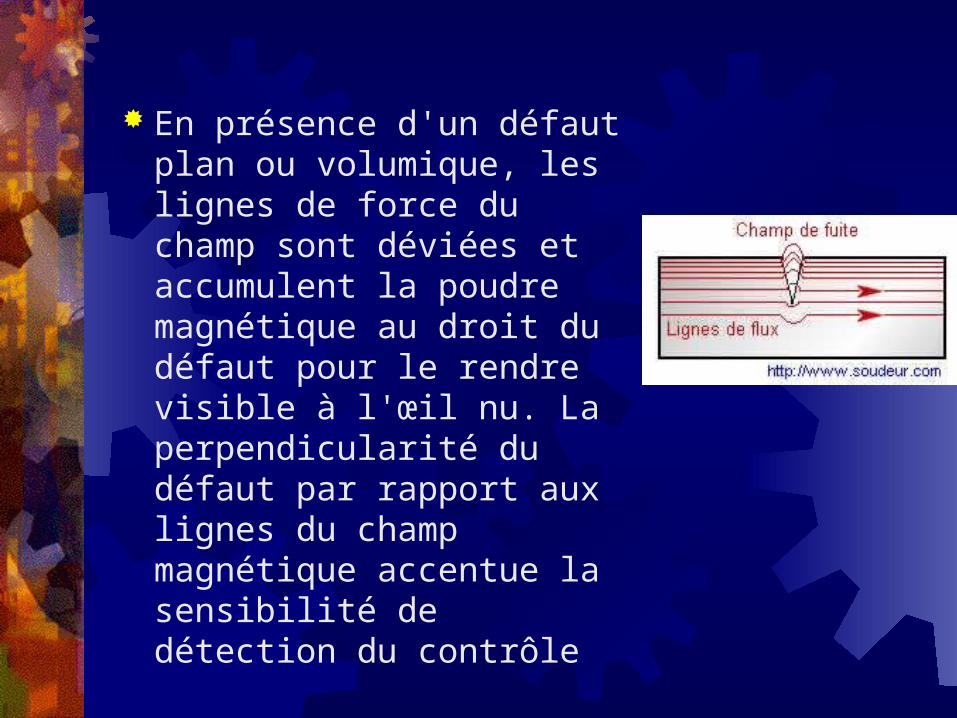
En présence d'un défaut plan ou volumique, les lignes de force du champ sont déviées et accumulent la poudre magnétique au droit du défaut pour le rendre visible à l'œil nu. La perpendicularité du défaut par rapport aux lignes du champ magnétique accentue la sensibilité de détection du contrôle
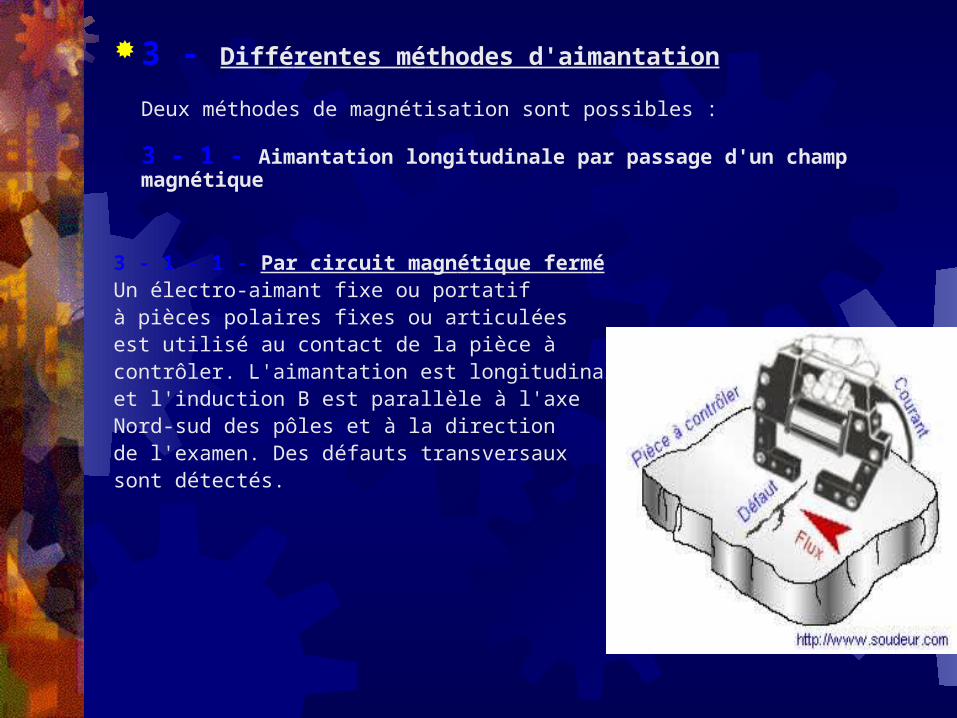
3 - Différentes méthodes d'aimantation
Deux méthodes de magnétisation sont possibles :
3 - 1 - Aimantation longitudinale par passage d'un champ magnétique
3 - 1 - 1 - Par circuit magnétique ferméUn électro-aimant fixe ou portatifà pièces polaires fixes ou articuléesest utilisé au contact de la pièce à contrôler. L'aimantation est longitudinaleet l'induction B est parallèle à l'axeNord-sud des pôles et à la direction de l'examen. Des défauts transversauxsont détectés.

Des spires sont enroulées sur la paroi de la pièce annulaire à contrôler. L'aimantation est longitudinale et l'induction B est parallèle à la direction de l'examen. Des défauts transversaux sont détectés.
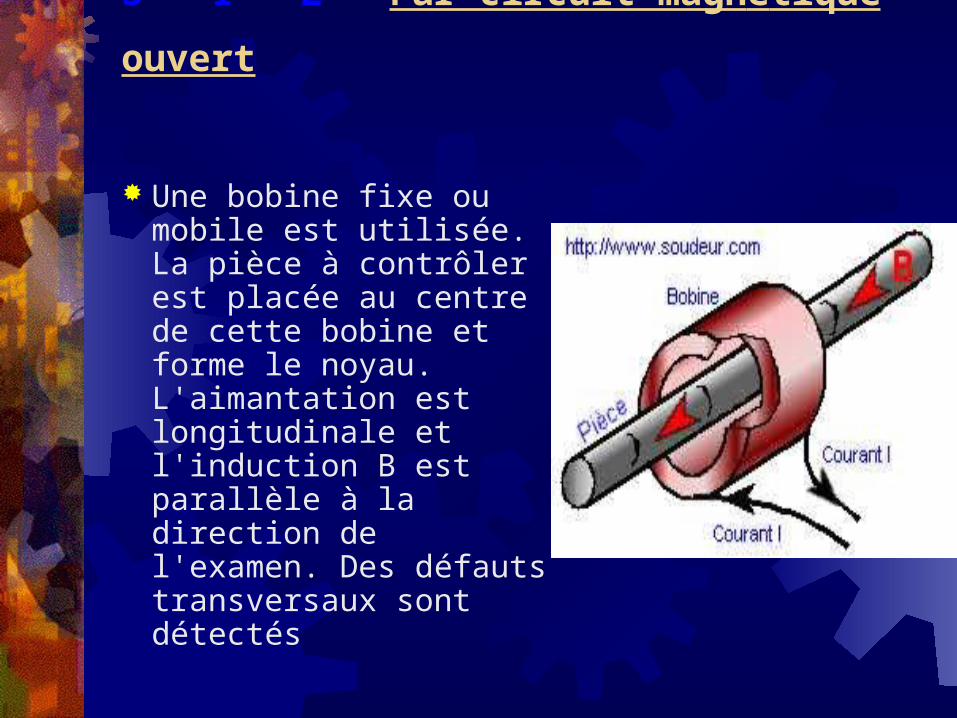
3 - 1 - 2 - Par circuit magnétique ouvert
Une bobine fixe ou mobile est utilisée. La pièce à contrôler est placée au centre de cette bobine et forme le noyau. L'aimantation est longitudinale et l'induction B est parallèle à la direction de l'examen. Des défauts transversaux sont détectés
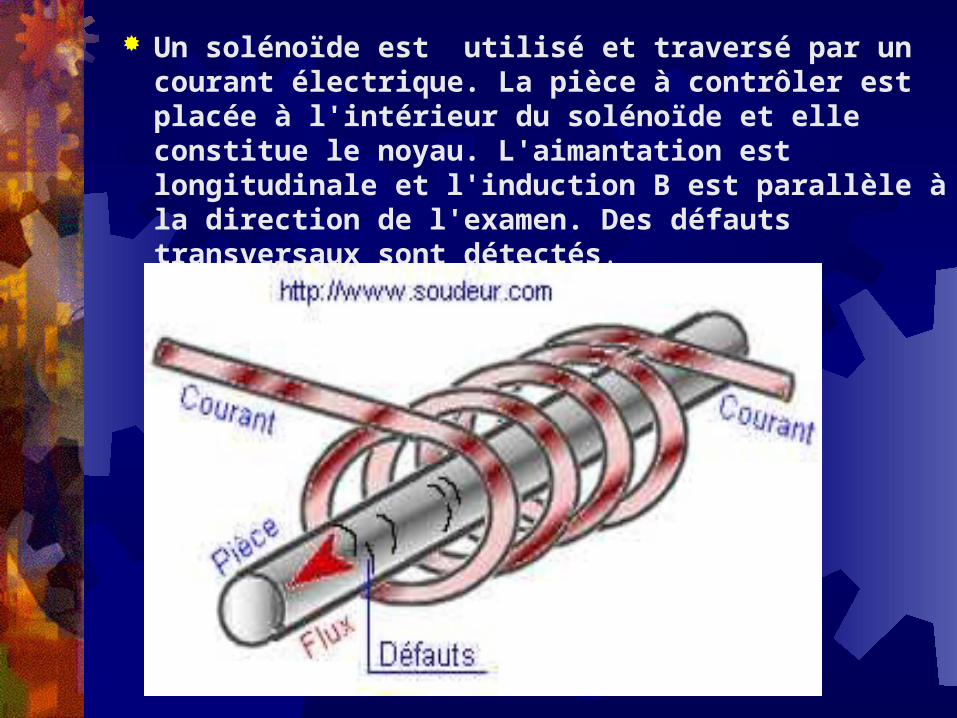
Un solénoïde est utilisé et traversé par un courant électrique. La pièce à contrôler est placée à l'intérieur du solénoïde et elle constitue le noyau. L'aimantation est longitudinale et l'induction B est parallèle à la direction de l'examen. Des défauts transversaux sont détectés.
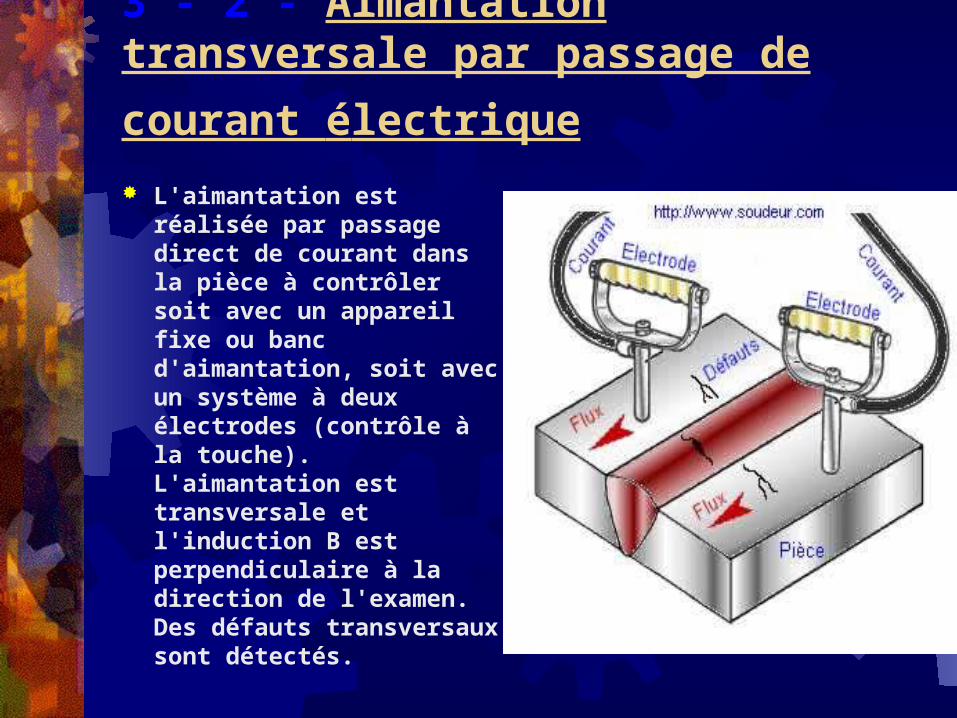
3 - 2 - Aimantation transversale par
passage de courant électrique L'aimantation est réalisée
par passage direct de courant dans la pièce à contrôler soit avec un appareil fixe ou banc d'aimantation, soit avec un système à deux électrodes (contrôle à la touche). L'aimantation est transversale et l'induction B est perpendiculaire à la direction de l'examen. Des défauts transversaux sont détectés.
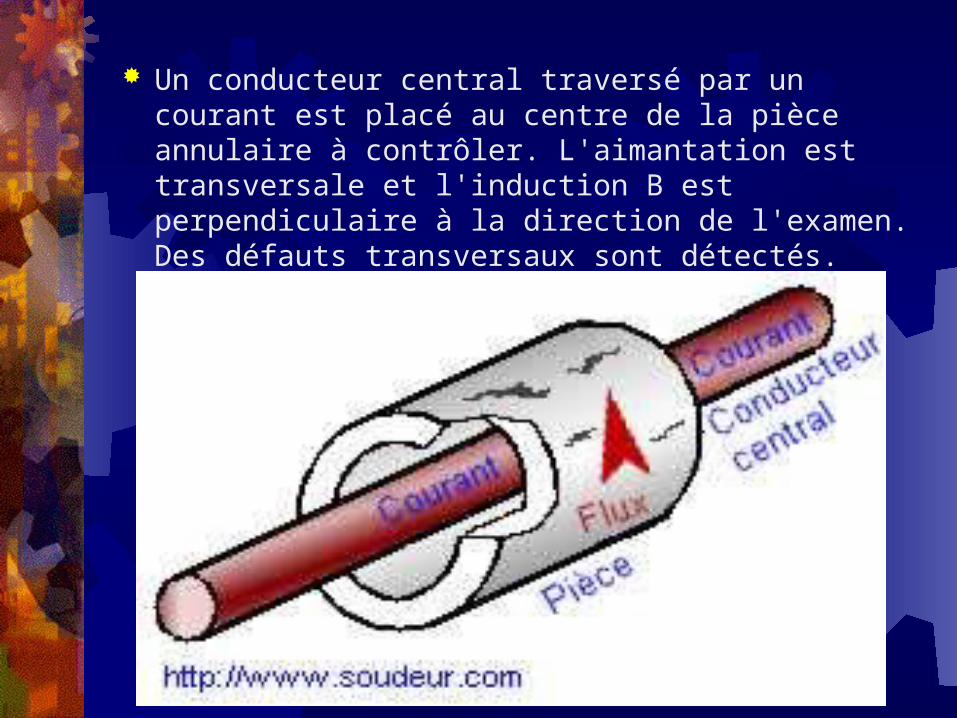
Un conducteur central traversé par un courant est placé au centre de la pièce annulaire à contrôler. L'aimantation est transversale et l'induction B est perpendiculaire à la direction de l'examen. Des défauts transversaux sont détectés.
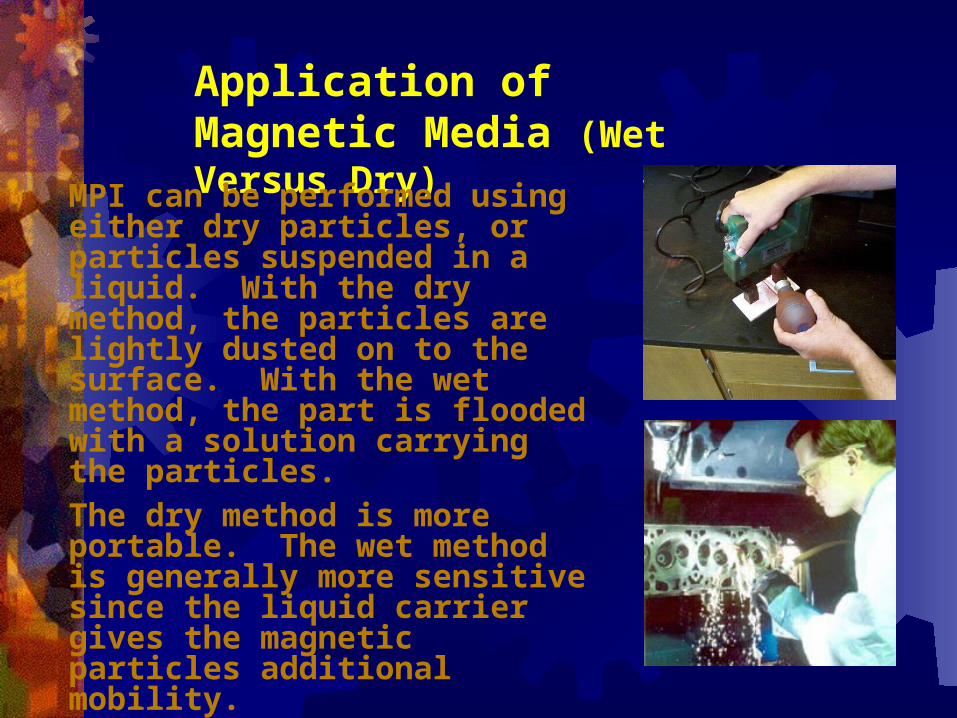
Application of Magnetic Media (Wet Versus Dry)
MPI can be performed using either dry particles, or particles suspended in a liquid. With the dry method, the particles are lightly dusted on to the surface. With the wet method, the part is flooded with a solution carrying the particles. The dry method is more portable. The wet method is generally more sensitive since the liquid carrier gives the magnetic particles additional mobility.
Dry Magnetic Particles
Magnetic particles come in a variety of colors. A color that produces a high level of contrast against the background should be used.
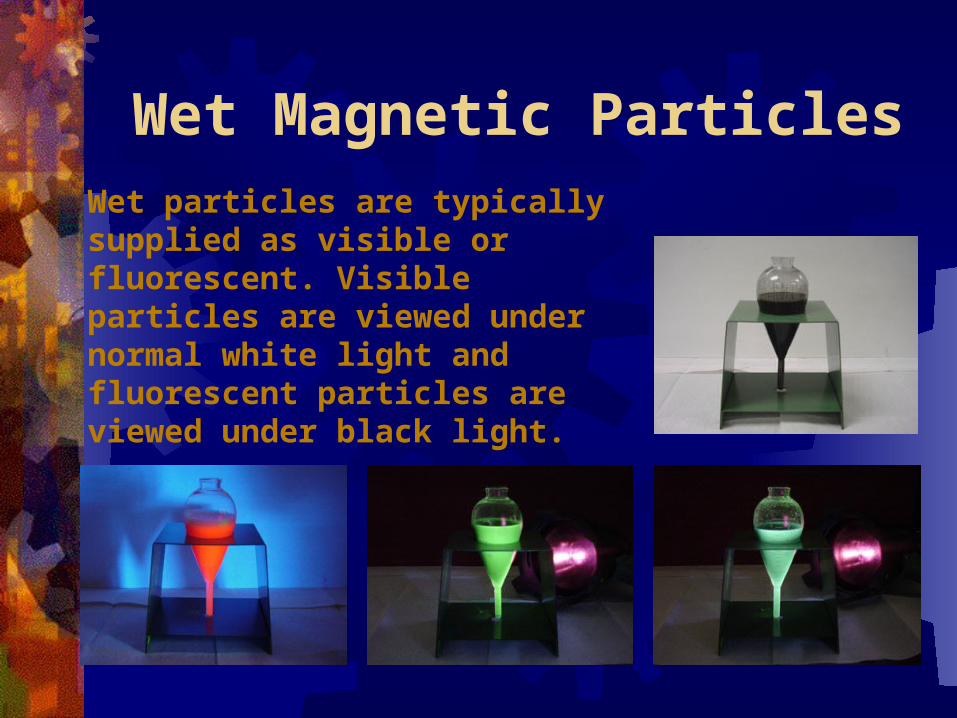
Wet Magnetic ParticlesWet particles are typically supplied as visible or fluorescent. Visible particles are viewed under normal white light and fluorescent particles are viewed under black light.
Interpretation of Indications After applying the magnetic field, indications that
form must interpreted. This process requires that the inspector distinguish between relevant and non-relevant indications.
The following series of images depict relevant indications produced from a variety of components inspected with the magnetic particle method.
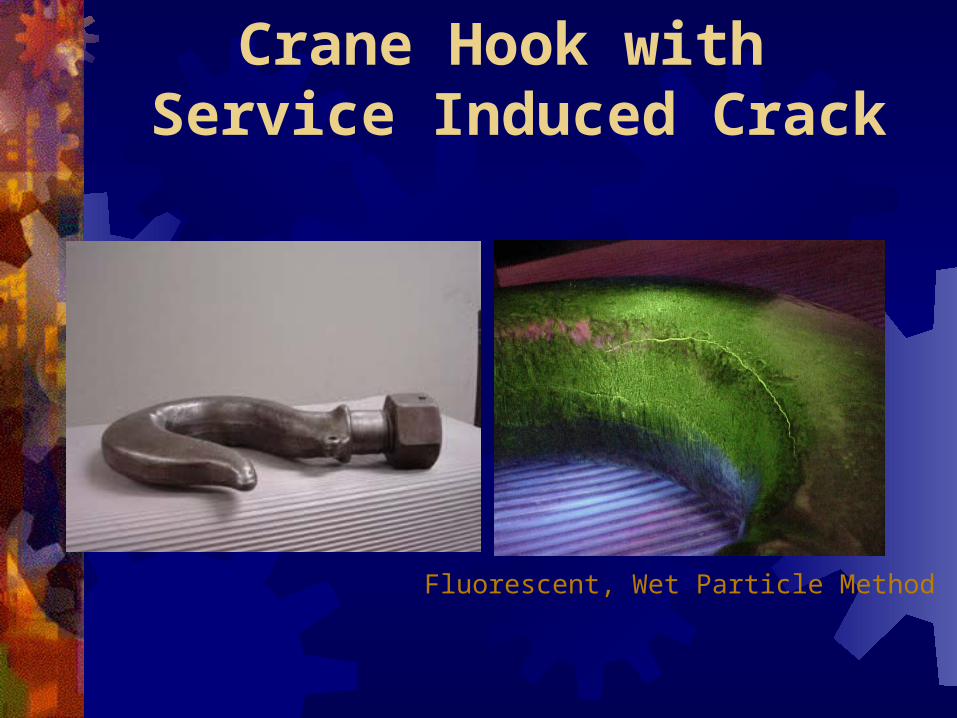
Crane Hook with Service Induced Crack
Fluorescent, Wet Particle Method

Gear with Service Induced Crack
Fluorescent, Wet Particle Method

Drive Shaft with Heat Treatment Induced
Cracks
Fluorescent, Wet Particle Method
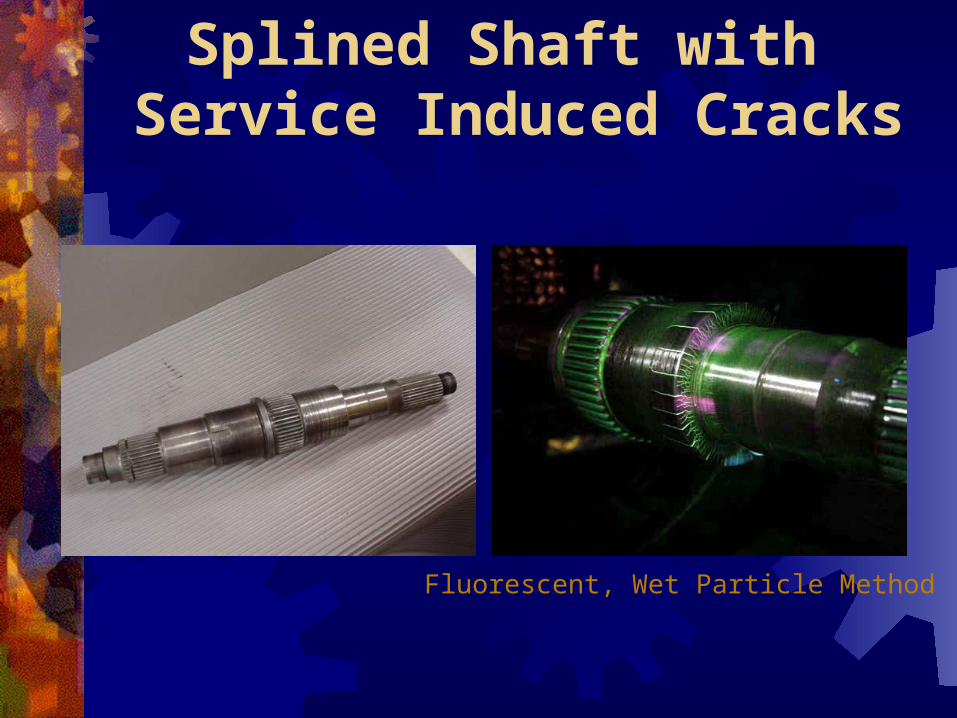
Splined Shaft with Service Induced Cracks
Fluorescent, Wet Particle Method

Threaded Shaft withService Induced Crack
Fluorescent, Wet Particle Method
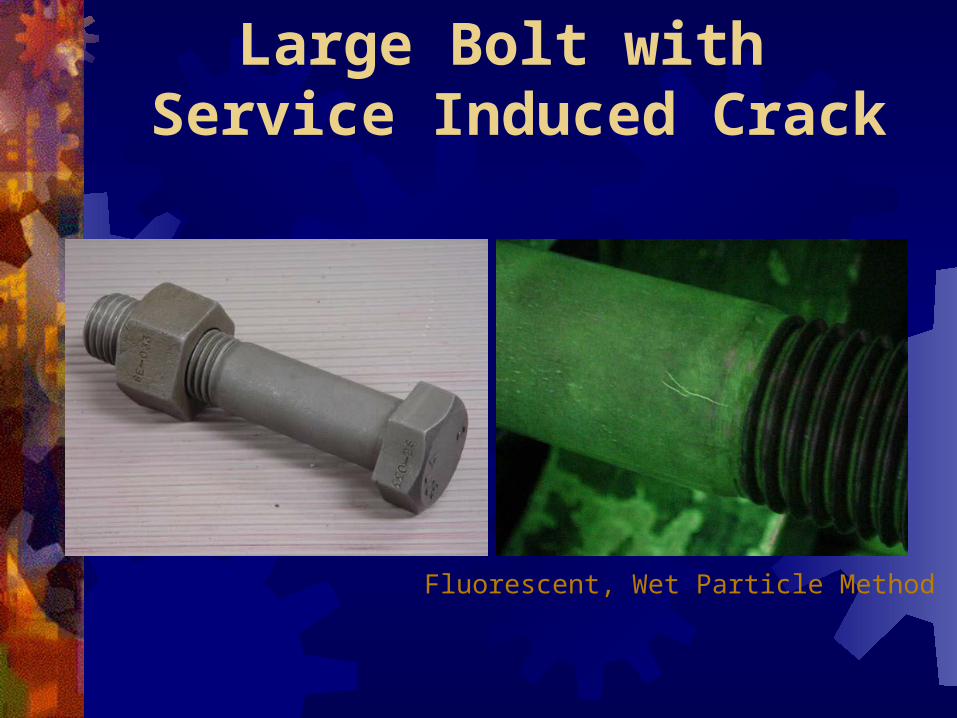
Large Bolt with Service Induced Crack
Fluorescent, Wet Particle Method

Crank Shaft with Service Induced Crack Near
Lube Hole
Fluorescent, Wet Particle Method
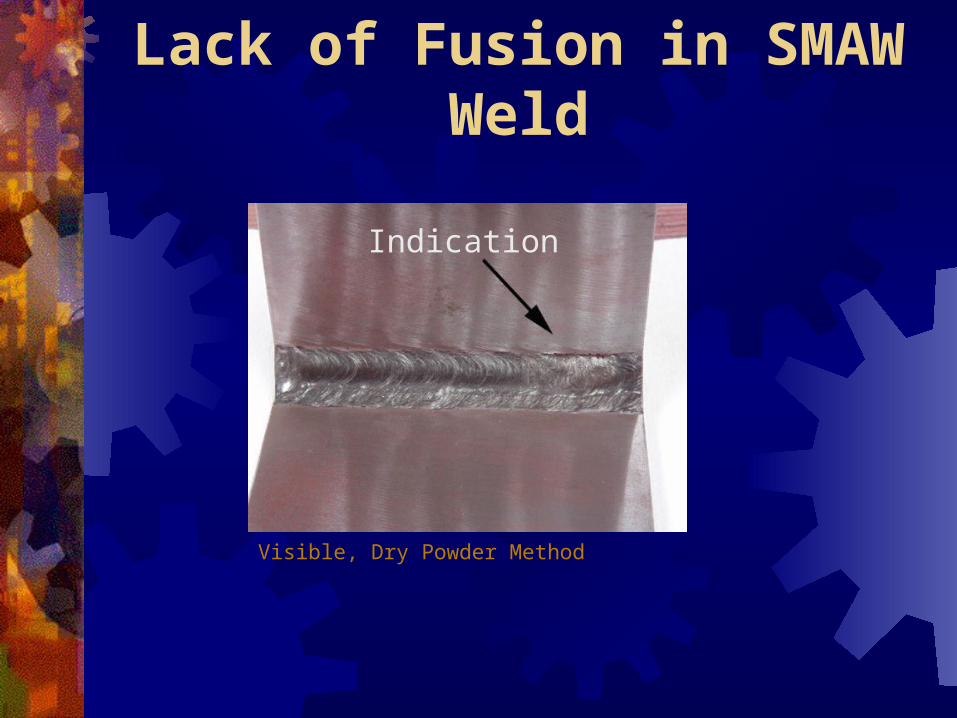
Lack of Fusion in SMAW Weld
Visible, Dry Powder Method
Indication
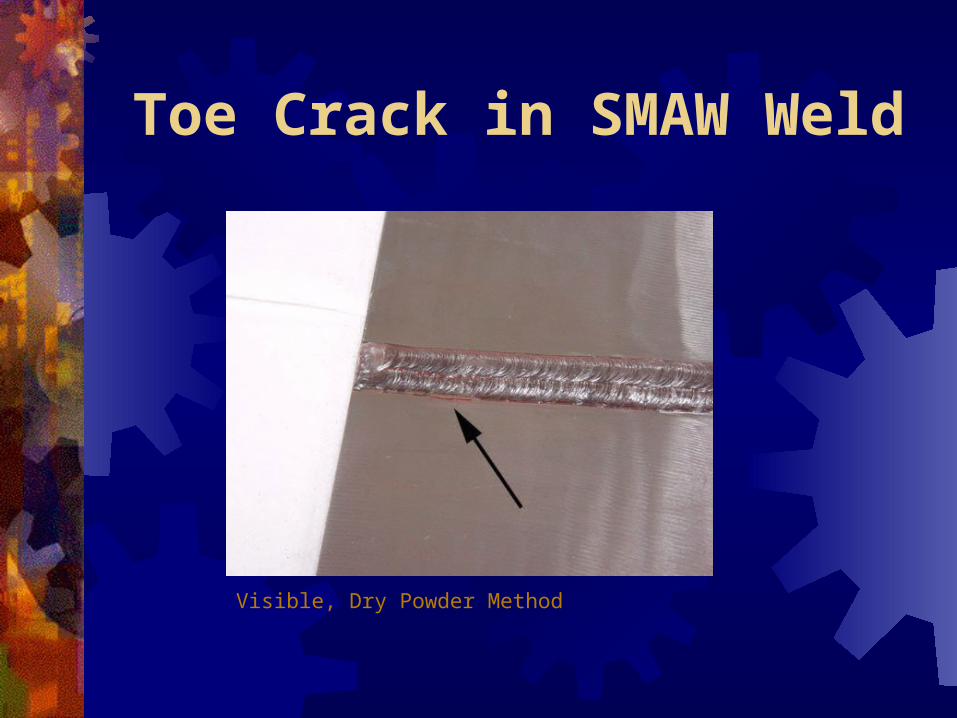
Toe Crack in SMAW Weld
Visible, Dry Powder Method
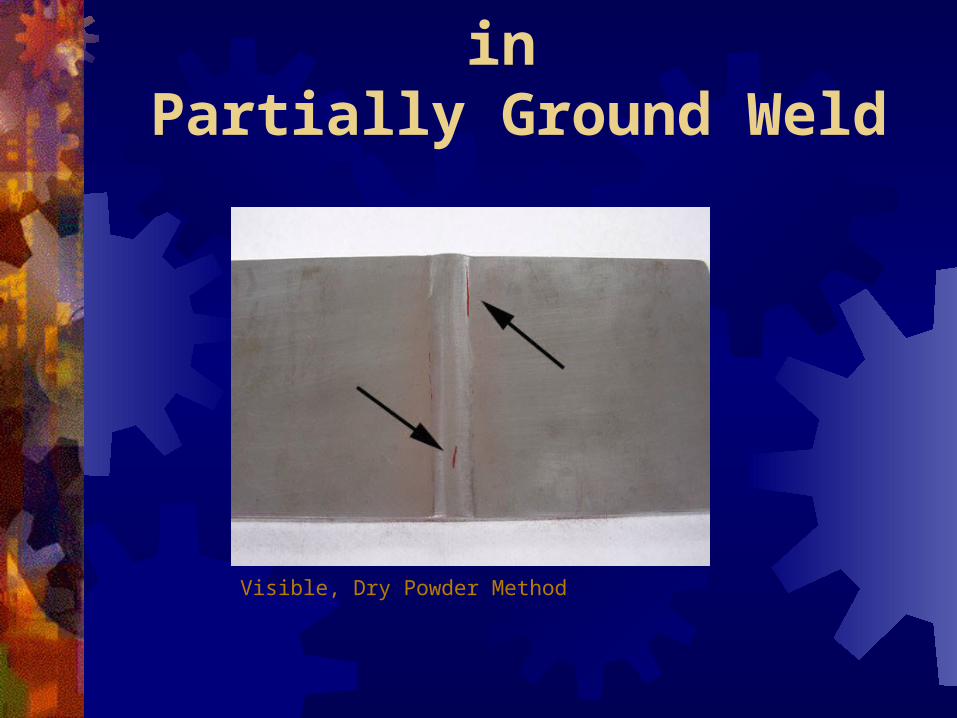
Throat and Toe Cracks in Partially Ground Weld
Visible, Dry Powder Method
7 - Avantages du contrôle par magnétoscopie
- Méthode de mise en oeuvre plus rapide que le contrôle par ressuage
- Facilité de détection des défauts débouchants et sous-jacents (à 2 mm maxi).
- Les défauts peuvent être matés ou obstrués. Rapidité relative d'obtention des résultats.
- Bonne sensibilité de détection des défauts perpendiculaires au champ.
8 - Inconvénients du contrôle par magnétoscopie :
Méthode de contrôle exclusivement réservée aux matériaux ferromagnétiques.
Impossibilité de détecter des défauts en profondeur (> 2 mm de profondeur).
Les opérateurs doivent être formés et expérimentés
Risque d'interprétation d'images fallacieuses (sur filetage de vis par exemple)
8 - Inconvénients du contrôle par magnétoscopie
Risque électrique par passage direct de courant. Risque de micro fissuration sur certains aciers
sensibles. Démagnétisation obligatoire après contrôle. Limitation du contrôle pour les grandes
dimensions de pièces. Méthode de contrôle très salissante pour les
opérateurs (produit pétrolier à base d'huile légère)
Le contrôle non destructif de soudure par Ultrasons
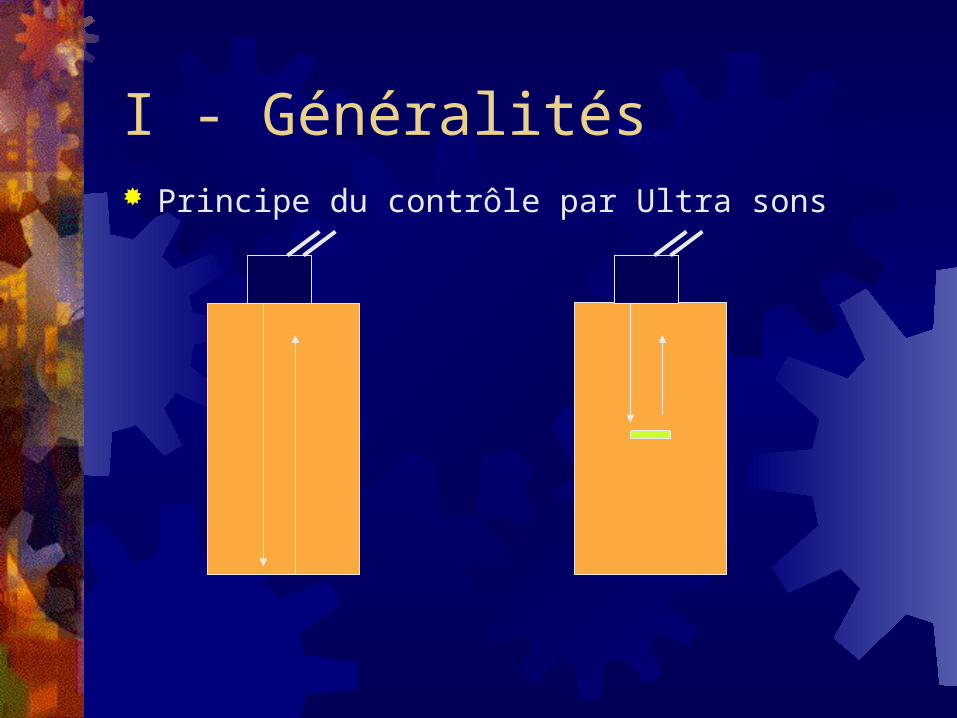
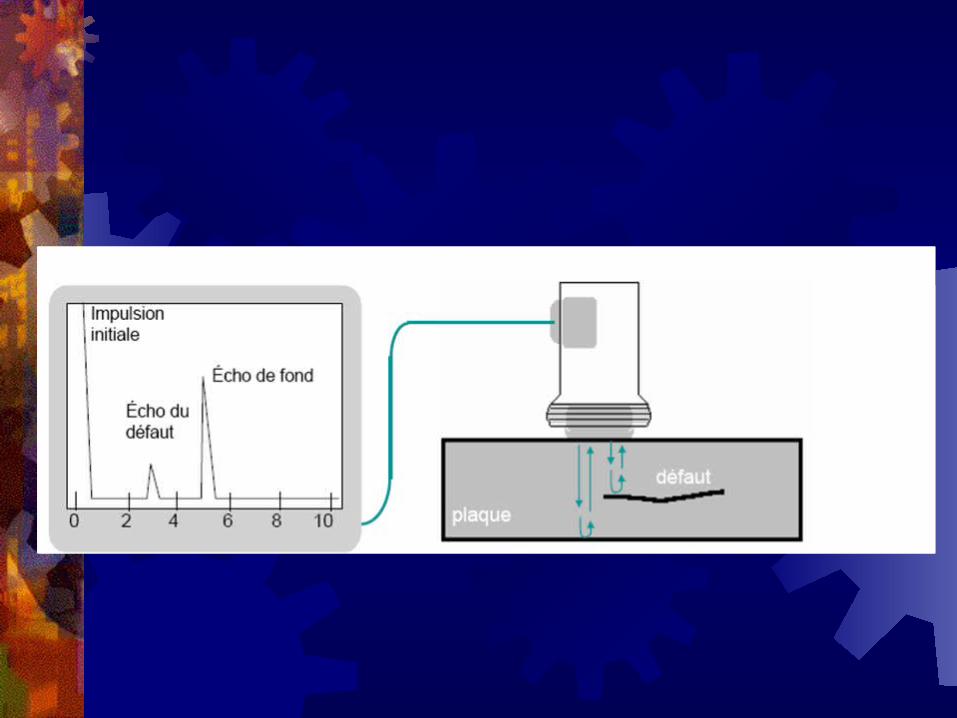
I - Généralités Principe du contrôle par Ultra sons
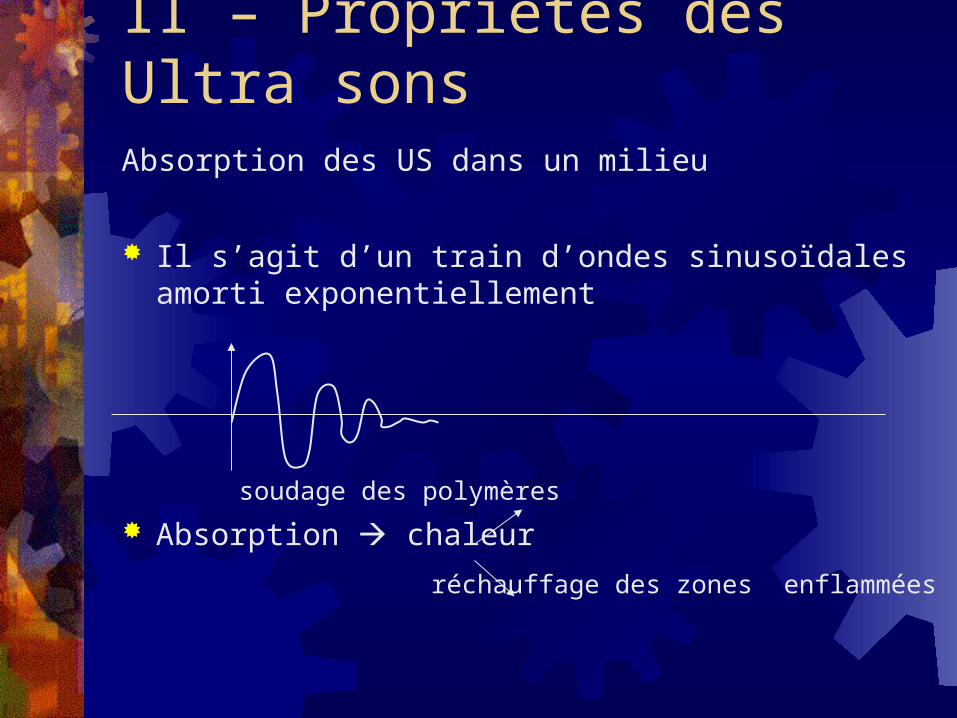
II – Propriétés des Ultra sonsAbsorption des US dans un milieu
Il s’agit d’un train d’ondes sinusoïdales amorti exponentiellement
soudage des polymères
Absorption chaleur
réchauffage des zones enflammées
V - Les techniques de contrôle
L’objet Recherche et Caractérisation des défauts
Caractérisation dimensions, orientation, forme et position
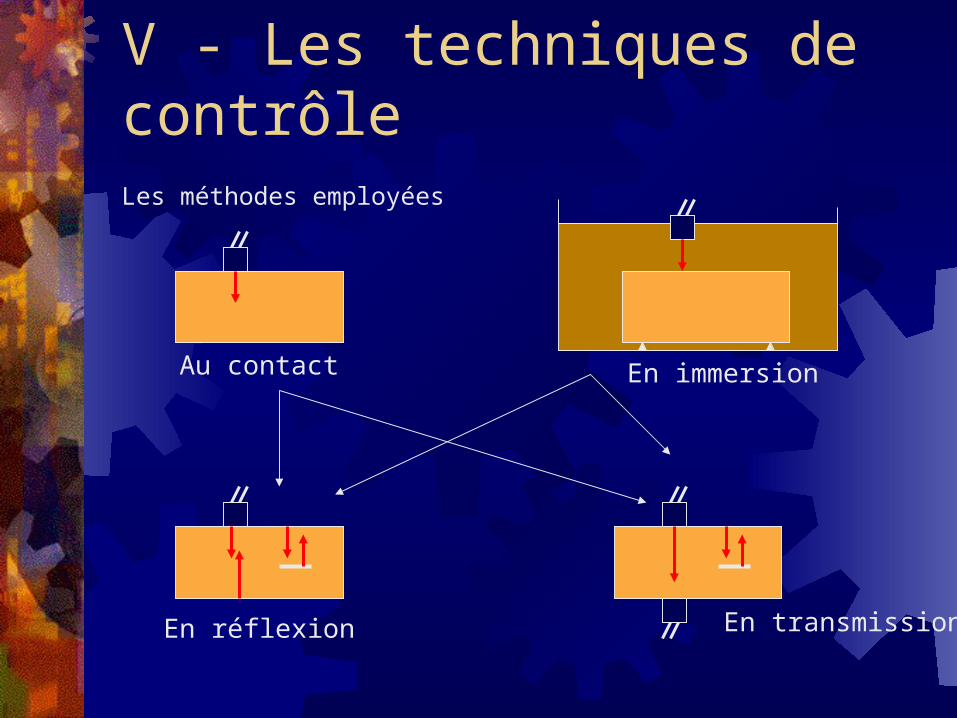
V - Les techniques de contrôleLes méthodes employées
Au contact En immersion
En réflexion En transmission
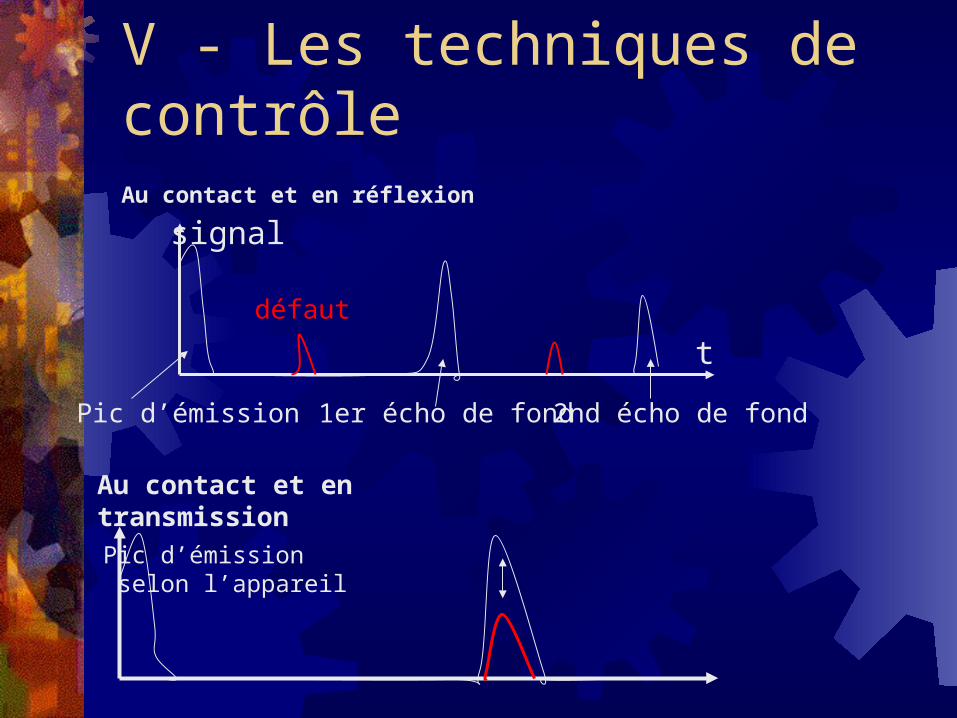
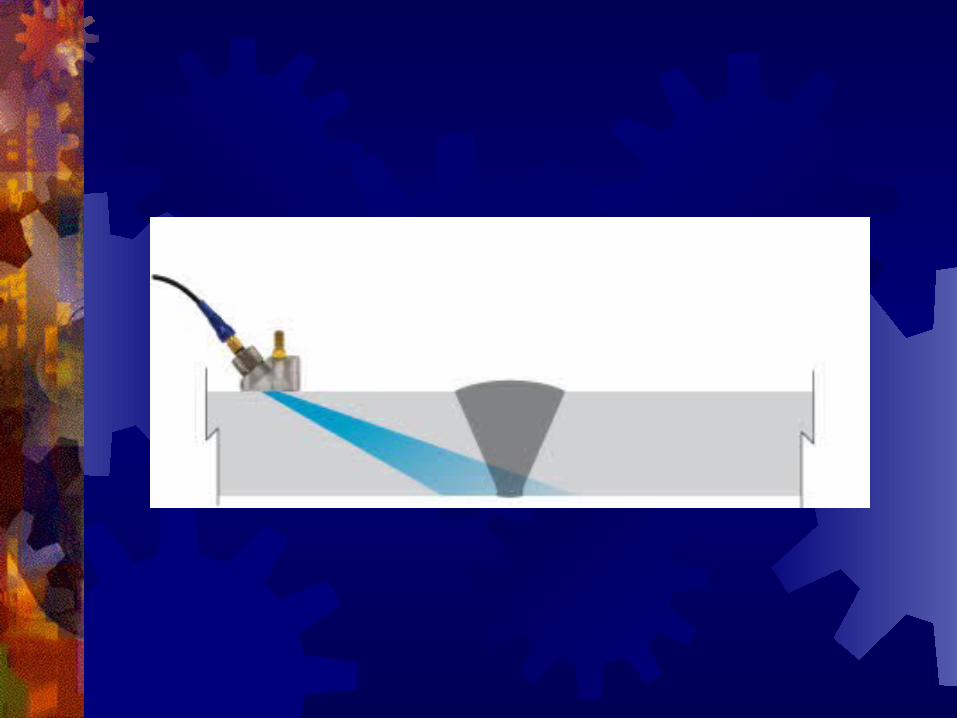
V - Les techniques de contrôleAu contact et en réflexion
t
signal
Pic d’émission 1er écho de fond 2nd écho de fond
défaut
Pic d’émission selon l’appareil
Au contact et en transmission
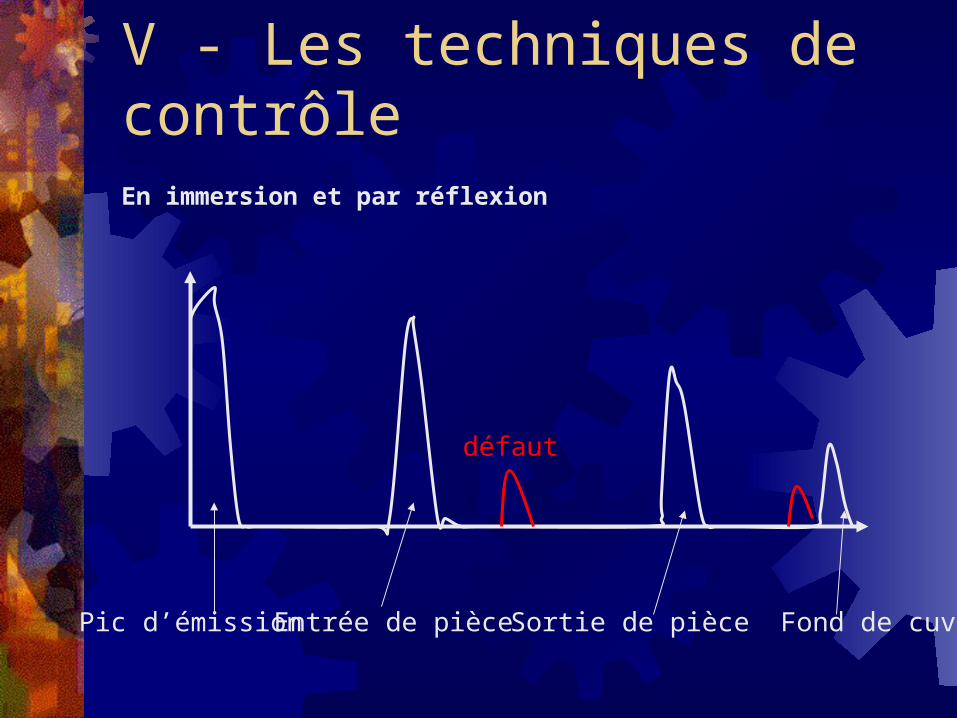
V - Les techniques de contrôleEn immersion et par réflexion
Pic d’émission Entrée de pièce Sortie de pièce Fond de cuve
défaut
Conclusion
C’est l’une des méthodes les plus employées (avec le ressuage)
De nombreuses variantes existent
Le contrôle non destructif de soudure par radiographie X et
1 - Principe du contrôle radiographique
Le contrôle radiographique par rayonnements ionisants (X ou gamma) permet de détecter des défauts internes de compacité souvent très fins (fissures, soufflures, inclusions, manque de liaison, manque de fusion) dans les parois des matériaux métalliques.
Ce contrôle est réalisé à l'aide d'un tube générateur à rayons X ou d'une source radioactive gamma qui émettent des rayonnements ionisants, de films radiographiques ou d'une caméra pour l'acquisition numérique de l'image transmise placés sur la face inverse au rayonnement.
1 - Principe du contrôle radiographique
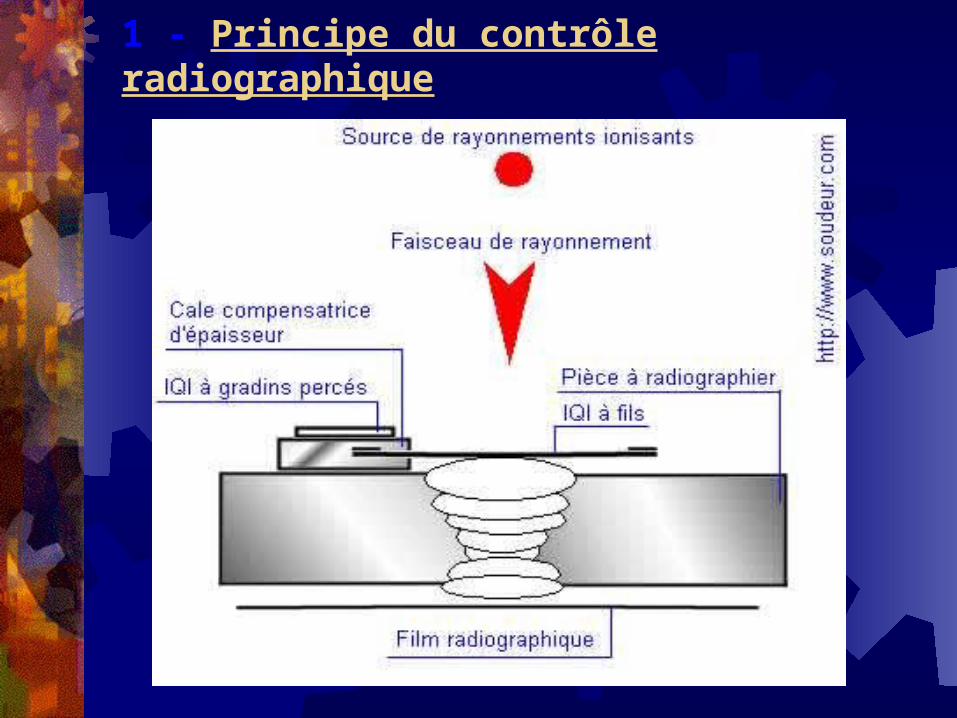
Les rayons électromagnétiques de faible longueur d'onde sont partiellement absorbés par les hétérogénéités du milieu en traversant la paroi du matériau irradié.
Le faisceau impressionne le film radiosensible en fonction des rayonnements transmis à travers la pièce contrôlée pour donner naissance à l'image radiographique.
La présence d'un défaut se traduit par une variation de l'absorption du rayonnement émis et donc à une variation de la densité optique du film au droit de l'image du défaut.
1 - Principe du contrôle radiographique
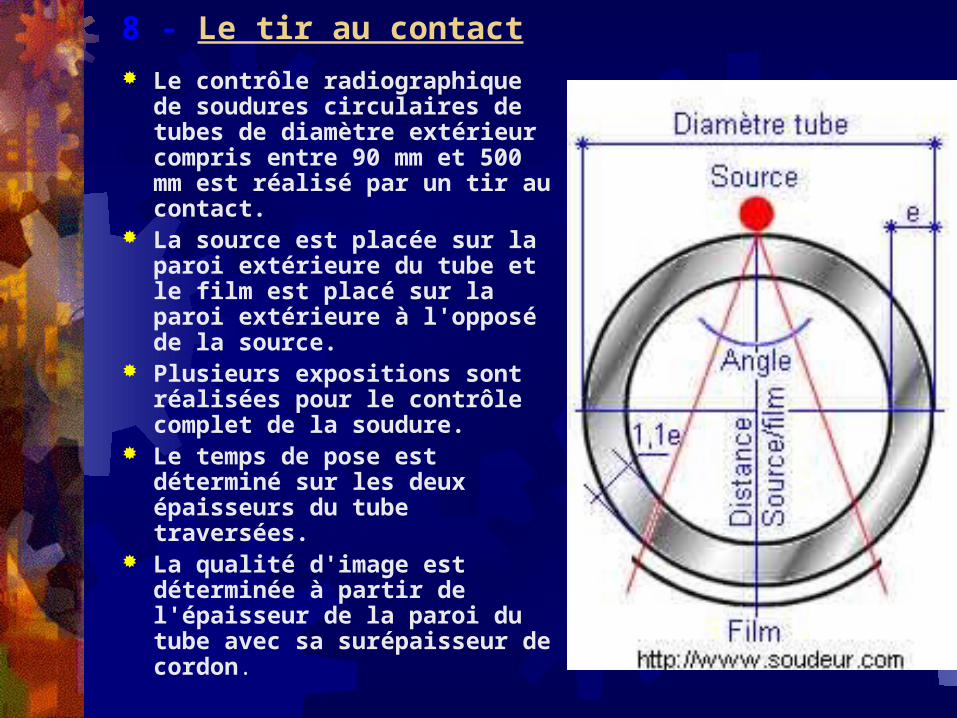
8 - Le tir au contact Le contrôle radiographique de
soudures circulaires de tubes de diamètre extérieur compris entre 90 mm et 500 mm est réalisé par un tir au contact.
La source est placée sur la paroi extérieure du tube et le film est placé sur la paroi extérieure à l'opposé de la source.
Plusieurs expositions sont réalisées pour le contrôle complet de la soudure.
Le temps de pose est déterminé sur les deux épaisseurs du tube traversées.
La qualité d'image est déterminée à partir de l'épaisseur de la paroi du tube avec sa surépaisseur de cordon.
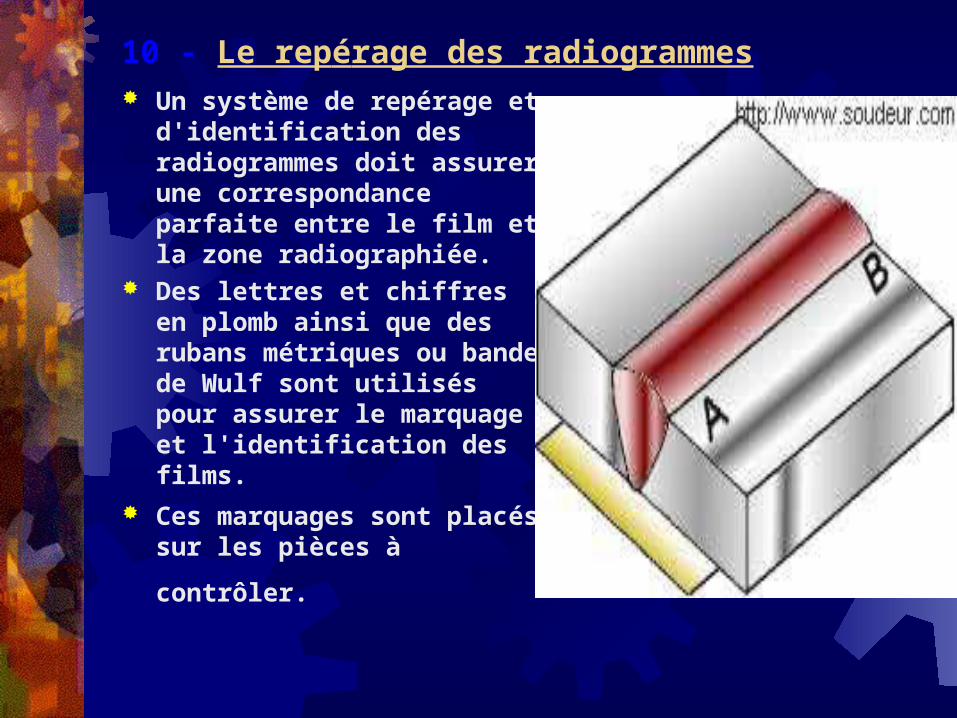
10 - Le repérage des radiogrammes Un système de repérage et
d'identification des radiogrammes doit assurer une correspondance parfaite entre le film et la zone radiographiée.
Des lettres et chiffres en plomb ainsi que des rubans métriques ou bande de Wulf sont utilisés pour assurer le marquage et l'identification des films.
Ces marquages sont placés
sur les pièces à contrôler.
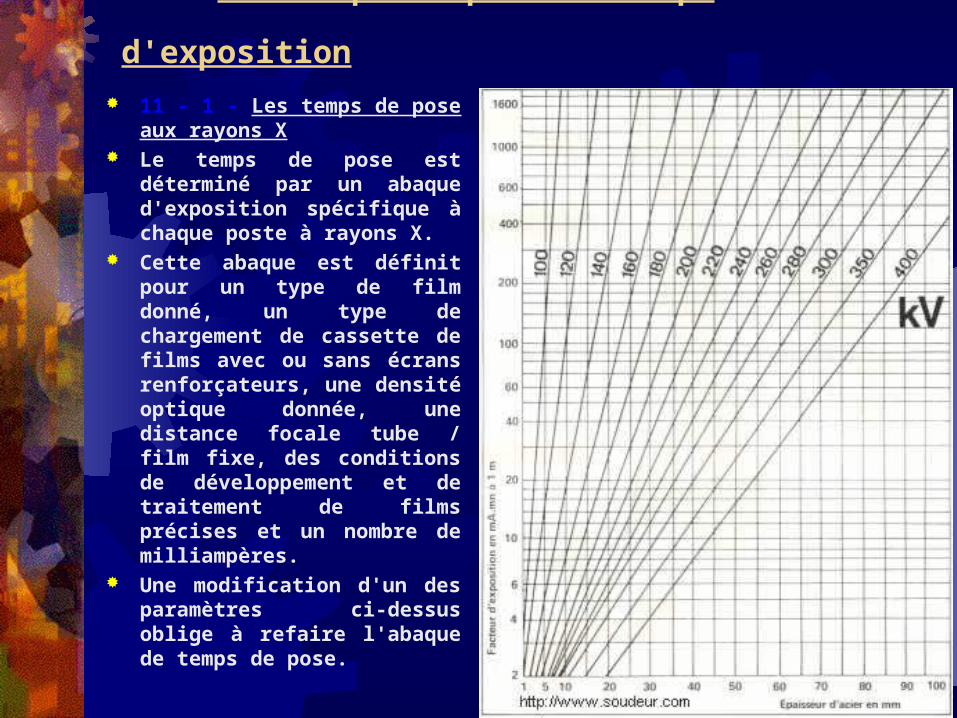
11 - Les temps de pose ou temps d'exposition 11 - 1 - Les temps de pose aux
rayons X Le temps de pose est déterminé
par un abaque d'exposition spécifique à chaque poste à rayons X.
Cette abaque est définit pour un type de film donné, un type de chargement de cassette de films avec ou sans écrans renforçateurs, une densité optique donnée, une distance focale tube / film fixe, des conditions de développement et de traitement de films précises et un nombre de milliampères.
Une modification d'un des paramètres ci-dessus oblige à refaire l'abaque de temps de pose.
12 - Avantages du contrôle par radiographie
Facilité de détection des défauts internes des pièces.
Rapidité relative d'obtention des résultats (de l'ordre de 15 minutes).
Bonne sensibilité de détection des défauts.
Traçabilité et archivage des résultats
13 - Inconvénients du contrôle par
radiographie Investissement important Limitation du contrôle par les épaisseurs et par le
matériel utilisé. Les opérateurs doivent être très expérimentés. Les règles de sécurité sont rigoureuses et
contraignantes. Mise en oeuvre délicate sur chantier avec tube à
rayons X.