Embed Size (px)
DESCRIPTION
Cetimenews bulletin électronique mensuel, édité par Le Centre Technique des Industries Mécaniques et Electriques - Le CETIME - TUNISIE
Citation preview

Actualités: - X-Strata980 : Système par fluorescence X pour la mesure des épaisseurs de revêtements et l’identification matière - Programme pilote pour l’amélioration de la qualité (PPAQP) Veilles et Informations: - 21ème Note d’information sur le transport frigorifique - TOPTIG, le nouveau procédé de soudage robotisé Données du secteur: - Les IME consolident leur position de leader à l’export Agendas:
P. 3 P. 4
P. 6
P. 10
P. 11
P. 17
EDITO RIAL Le CETIME renforce ses capacités dans le domaine
de l’évaluation de la conformité à la RoHS
La mise en application des accords de reconnaissance dits « ACAA » (Agreement on Conformity Assessment and Acceptance of industrial products) entre la Tunisie et la Commission Européenne requiert la mise à niveau de l’infrastructure qualité en termes de moyens et compétences. Ainsi, un travail de longue haleine a-t-il été entamé à partir de l’an 2007, date de mise en œuvre du projet Tuniso-Français de Jumelage, ayant pour principale vocation l’appui à l’administration tunisienne dans le domaine de l’éva-luation de la conformité, et ce, en vue d’harmoniser un grand nombre de Directives Européennes du type Nouvelle Approche » telles que les directives DBT, CEM, Machines, PDC, Efficacité Energétique, RoHs. Les deux secteurs prioritaires concernés par cette approche sont le sec-teur des Industries Mécaniques et Electriques dit IME et le secteur des produits de construction. C’est dans ce cadre que le CETIME, tout en étant soucieux du développe-ment de ses activités et de l’essor des entreprises du secteur, a étendu son activité d’essais de conformité pour couvrir le maximum de produits régis par ces directives dont celle communément appelée : RoHS «Restriction of Hazardous Substances», visant la limitation de l’utilisation de six substances dangereuses dans la fabrication des pro-duits électriques et électroniques à savoir : le Plomb (Pb), le Mercure (Hg), le Cadmium (Cd), le Chrome hexa valent (Cr VI); et deux retarda-teurs de flamme bromés : le Phényle bivalent poly bromé (PBB) et le
Diphényle éther poly bromé (PBDE). Suite page 2
X-Strata980
SOMMAIRE
http://www.salon-medelec.com

Page 2
CETIME NEWS N° 58 ACTUALITES
Visite d’une délégation Namibienne
Une délégation de la République de Namibie constituée de représen-tants des administrations et des institutions d’appui à l’industrie a été reçue au CETIME le mardi 24 janvier 2012.
Le but de cette visite étant de s’inspirer de l’expérience tunisienne dans le domaine de la promotion de l’industrie manufacturière.
Cette visite a été organisée en collaboration avec l’Organisation des Nations Unies pour le Développement Industriel (ONUDI). Lors de cette visite, une réunion de travail a été tenue entre les mem-bres de cette délégation et quelques responsables techniques du Centre, au cours de laquelle les membres de la délégation ont pris connaissance des activités du CETIME et de l’approche de soutien et d’appui aux industriels. A l’issue de cette réunion, la délégation a visité les laboratoires et les unités du CETIME pour prendre connaissance des moyens humains et matériels dont il dispose.
Au terme de cette rencontre, les responsables techniques du CETIME et les membres de la délégation ont étudié les possibilités de coopération
entre les deux parties et les moyens à mettre en œuvre pour développer une collaboration fructueuse en vue de mettre le savoir-faire et l’expé-rience du Centre au profit du tissu industriel de la Namibie.
CETIME news
Responsable de la publication: SOFIA BAHRI
Coordination : Sabah Ben Fadhel - ont participé à ce numéro : Taoufik Ben Saad - Adel Elloumi - Fairouz Ammar - Fadhel Guesmi - Asma Kharrat - Kaies Bouaziz- Nabil Doghri - Moncef Hajji - Hosni Belhadj Photographe : Ezzeddine Trabelsi LE CETIME - GP7 - Z.I. Ksar Saïd - 2010 La Manouba - Tél.: 70 146 000 - Fax : 70 146 071 Numéro vert : 80100348 - E-mail : [email protected] - site web : www.cetime.ind.tn
Site web: http://issuu.com/cetimenews/docs
X-Strata980
Rappelons à ce titre, que Cette directive est entrée en vigueur en Europe à partir du 1er juillet 2006
Il importe de signaler à ce titre, que le CETIME a réalisé plu-sieurs actions de sensibilisation au profit des opérateurs du secteur quant aux effets néfastes de ces substances nocives aussi bien sur la santé des personnes que sur l’environnement et les solutions de substitution qui se présentent en vue de préserver la qualité et la fiabilité des produits.
Aujourd’hui, le CETIME dispose, en plus d’un savoir faire confirmé dans le domaine du contrôle qualité, d’un équipe-ment de haute technologie lui offrant de nouvelles expertises notamment dans les domaines de l’électronique, du traite-ment de surface, des énergies renouvelables et des alliages, qu’il met à profit des entreprises pour les aider à améliorer leurs process de production pour répondre aux exigences produits de leurs clients tout en leur permettant de réduire les coûts de production.
L’équipement en question est un système de mesure par fluorescence X d’épaisseur des revêtements, d’identification matière et d’analyse de bains, acquis auprès de la société de renommée internationale dans le domaine de la fluorescence « OXFORD INSTRUMENTS » et dont les spécifications techni-ques sont décrites à la page (3).
De par la large gamme de substances dont il est en mesure de détecter avec une très grande précision, ce nouvel équipe-ment permet, grâce à ses multiples fonctions, de mesurer simultanément l’épaisseur et la composition des alliages. Il permet en outre, d’identifier et d’analyser les revêtements multicouches, des soudures SAC (sans plomb) et des pan-neaux solaires.
A travers cet acquis, qui s’insère parfaitement dans la straté-gie du Centre visant entre autre, le renforcement de ses capa-cités dans le domaine de l’évaluation de la conformité, le CETIME disposera désormais d’un parc d’équipements lui permettant de réaliser les essais d’évaluation de la conformi-té dans tous les champs d’application de la Directive en ques-tion. L’impact de cet investissement sera relevé sur l’amélio-ration de la qualité du produit industriel tunisien régi par cette directive qui ouvre de belles perspectives aux entrepri-ses désireuses de mieux se positionner à l’export en intégrant les paramètres d’amélioration continue et de développement durable.
Suite de l’EDITO

Page 3
CETIME NEWS N° 58 ACTUALITES
http://www.oxford-instruments.com/products/coating-thickness/quality-control/x-strata980/Pages/x-strata980.aspx
Analyseur d'épaisseur de revêtement par fluorescence X (XRF) - 100W | X-Strata980 | pour l’analyse des oligo-éléments et de l’épaisseur de revêtement
En combinant un tube à rayons X de forte puissance avec un détecteur de haute résolution, le X-Strata980, analyseur à fluorescence X, fournit des limites de détec-tion en ppm à un seul chiffre.
Applications clés: - Analyse des traces de substances dangereuses - Analyse des alliages de soudure - Mesure de l’épaisseur de revêtement de l’or et du palladium sur l’électronique - Identification de la composition chimique des alliages de métaux - Mesure de l’épaisseur de revêtement sur les bijoux
Contact : M. N. DOGHRI - Tél: 70 146 000
Page 4
CETIME NEWS N° 58 ACTUALITES
Le CETIME en collaboration avec l’unité de gestion du programme national de la qualité (UGPQ), a lancé depuis 2009 un programme pilote pour l’amélioration de la qualité et de la productivité qui propose aux petites et moyennes entreprises des actions spécifiques d’assistance technique en vue de les aider à renforcer leur compétiti-vité. Cette assistance est financée par la coopération Japonaise (JICA) en mettant à disposition des expertises tunisien-nes et japonaises pour la concrétisation de ce programme. Les missions d’assistance technique par des experts japonais et des consultants CETIME consistent en la mise en œuvre d’outils et méthodes d’amélioration de la qualité et de la productivité, à savoir :
5S : Pour un meilleur Management visuel des espaces de production, SMED : Pour une réduction du temps de changement de série, outillage… Layout : Pour une optimisation de l’implantation des machines de production Kaizen : Pour une amélioration continue TPS : Pour un meilleur système de production (Toyota Production Système) TPM : Pour une maintenance totale productive).
Les secteurs industriels concernés par cette assistance sont la Mécanique, l’électricité et l’électronique. La durée du
projet est de trois ans (2009 -2012) et le nombre d’entreprises à assister : 34
La réalisation des travaux est effectuée sur trois lots d’entreprises :
Premier lot d’entreprises :
Nombre d’entreprises assistées : 09 entreprises (5 du secteur mécanique et 2 du secteur électrique).
Période d’intervention : Septembre 2009 – Juin 2010.
Deuxième lot d’entreprises :
Nombre d’entreprises assistées : 10 entreprises (4 du secteur mécanique et 6 du secteur électrique).
Période d’intervention : Septembre 2010 – Juin 2011.
Troisième lot d’entreprises (en cours) :
Nombre d’entreprises à assister : 12 entreprises (5 du secteur mécanique et 7 du secteur électrique).
Période d’intervention : Septembre 2011 – Juin 2012.
Dans le cadre de ce projet, le CETIME prévoit de réaliser en 2012 des actions de formation sur les thèmes sui-vants : 5 S (2 jours), SMED (2 jours), Kaizen (3 jours), Modification du Layout (2 jours) et Initiation et sensibilisation sur le Lean Manufacturing (2 jours). Au cas où votre entreprise souhaite bénéficier d’une action de formation entrant dans le cadre de ce programme,
nous vous prions de bien vouloir remplir la Déclaration d’Intérêt (voir page 5) et la faire retourner au CETIME.
Page 5
CETIME NEWS N° 58 ACTUALITES
DECLARATION D’INTERET
Programme Pilote pour l'Amélioration de la Qualité et de la Productivité
INFORMATIONS RELATIVES A L'ENTREPRISE
Raison sociale :
Adresse :
C.P : Ville : Tél. : Fax : E-mail : Activités :
Personne de contact :
Nom & prénom Fonction
Thème de la formation :
Contact: Le CETIME : Hosni BELHADJ Coordinateur du projet
GP 7, Zone Industrielle Ksar Saïd - 2010 La Manouba
Tél : 70 146 000 - Fax : 70 146 071 - E-mail : [email protected]
Signature et Cachet de l'Entreprise

Page 6
CETIME NEWS N° 58 VEILLE & INFORMATIONS
21ème Note d’information sur les technologies du froid: Le transport frigorifique routier durable (décembre 2011)
Introduction Le transport frigorifique constitue un maillon essentiel dans la chaîne du froid. Il a comme objectif l'approvisionnement du consommateur en produits périssables sûrs et de haute qualité. Les produits concernés sont les produits alimentaires périssa-bles ou les produits non alimentaires tels que les produits phar-
maceutiques, les fleurs, les plantes, les œuvres d'art, les pro-duits chimiques, etc. Les produits surgelés sont transportés à une température inférieure ou égale à -18 °C, et les produits réfrigérés sont transportés à une température située au-dessus du point de congélation. Certains produits sont transportés à des températures contrôlées situées au-dessus de +15 °C (par exem-ple le cacao, le café, les arômes, certains fruits et légumes, et certains produits pharmaceutiques). Le transport frigorifique des produits alimentaires constitue un maillon essentiel dans la chaîne alimentaire, non seulement en termes de sécurité en assurant une température appropriée des denrées transportées, mais aussi par son impact sur la consom-
mation d'énergie et les émissions de CO2. L'une des problémati-ques majeures du transport frigorifique est sa grande dépendan-ce au pétrole qui contribue à la fois à la production de froid et au transport proprement dit. Les équipements utilisés dans le transport frigorifique ont été progressivement améliorés ces 60 dernières années parallèlement au développement des échanges mondiaux de denrées alimentaires. Les distances entre les zones de production et les consomma-teurs augmentent. De grandes quantités de marchandises sont transportées de l'hémisphère sud vers l'hémisphère nord et in-versement, afin de pallier les problèmes de production saison-nière. Même si de telles exportations sont parfois critiquées, les activités de transport continueront à croître.
Actuellement, il y a environ 4 millions de véhicules frigorifi-ques en service dans le monde, dont des camionnettes (40 %), des camions (30 %), des semi-remorques ou remorques (30 %). Selon une étude récente,2 le transport routier mondial de mar-chandises devrait augmenter de 2,5 % par an jusqu'en 2030. Cette tendance illustre clairement l'importance du transport frigorifique à l'échelle mondiale. En outre, le fret des produits pharmaceutiques sous température dirigée augmente de plus de 20 % par an. Pour faire face à cette augmentation sans accroître son impact sur l'environnement, le transport frigorifique doit relever un certain nombre de défis scientifiques et techniques axés sur la conception du véhicule, les équipements frigorifi-ques, les frigorigènes utilisés, la sécurité alimentaire et les as-pects de gestion et de logistique.3
L'optimisation de la conception des véhicules La consommation d'énergie des véhicules a baissé de façon signifi-cative au cours des 20 dernières années, mais il existe encore une marge de progression, surtout en ce qui concerne les équipements frigorifiques. Afin de relever les défis liés à l'environnement et en matière de durabilité, l'innovation dans le transport frigorifique suit plusieurs axes. On s'inspire souvent des innovations dans d'autres domaines du froid avant de les adapter au transport frigorifique dont les caractéristiques et exigences sont particulières.
Isolation : la recherche destinée à développer une meilleure" isolation porte sur la conductivité thermique des matériaux. Des changements apportés aux agents expanseurs des mousses isolantes au cours des 10 dernières années ont entraîné une légère baisse de la qualité de l'isolation utilisée pour les caisses refroidies. De nou-veaux matériaux isolants, par exemple de nouveaux types de mous-se, de panneaux d'isolation sous vide et d'aérogels ont fait leur ap-parition sur le marché récemment. Il va falloir tester ces nouveaux matériaux dans le transport frigorifique. En outre, l'isolation devrait être améliorée en employant des structures composites complexes, dans lesquelles la protection des rayonnements thermiques et la réflexion peuvent améliorer les caractéristiques de l'isolation. La réduction des ponts thermiques devrait être étudiée également, surtout dans les cloisons.
Déperditions thermiques : les ouvertures de portes consti-tuent la source principale des déperditions thermiques dans les camions, surtout pendant les livraisons, et il est bien connu que les fuites d'air depuis la caisse constituent une source importante d'inefficacité énergétique. Dans d'autres systèmes frigorifiques tels que les meubles frigorifiques de vente ou les chambres froides, des systèmes régulant l'écoulement d'air ou des portes automatiques sont souvent utilisés pour réduire les fuites d'air froid. Cette tech-nologie devrait être adaptée aux camions frigorifiques afin de mieux appréhender les gains réalisables sur le plan de l'efficacité. Les joints utilisés pour les caisses isothermes ont été améliorés, mais d'autres améliorations peuvent encore être apportées, notam-ment en ce qui concerne la fermeture des portes latérales et le vieil-lissement des joints.
Equipements multi-températures : les équipements multi-températures permettent des économies d'énergie, car un seul véhi-cule peut être utilisé pour livrer des produits à des températures différentes lors de la même opération de livraison au même endroit. La part de marché de ces équipements augmente depuis plus de 15 ans, et cette technologie représentait 20 % des équipements en ser-vice et 30 % des équipements nouveaux en France en 2009.3
Page 7
CETIME NEWS N° 58 VEILLE & INFORMATIONS
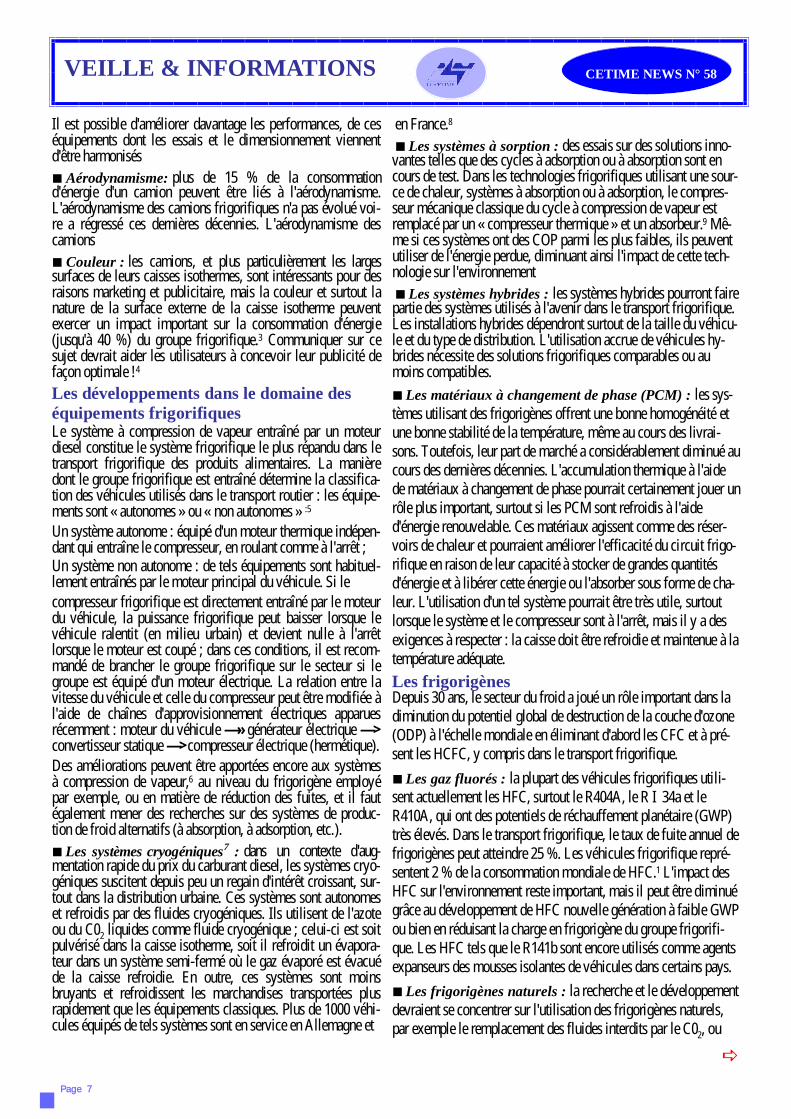
Il est possible d'améliorer davantage les performances, de ces équipements dont les essais et le dimensionnement viennent d'être harmonisés
Aérodynamisme: plus de 15 % de la consommation d'énergie d'un camion peuvent être liés à l'aérodynamisme. L'aérodynamisme des camions frigorifiques n'a pas évolué voi-re a régressé ces dernières décennies. L'aérodynamisme des camions
Couleur : les camions, et plus particulièrement les larges surfaces de leurs caisses isothermes, sont intéressants pour des raisons marketing et publicitaire, mais la couleur et surtout la nature de la surface externe de la caisse isotherme peuvent exercer un impact important sur la consommation d'énergie (jusqu'à 40 %) du groupe frigorifique.3 Communiquer sur ce sujet devrait aider les utilisateurs à concevoir leur publicité de façon optimale !4
Les développements dans le domaine des équipements frigorifiques Le système à compression de vapeur entraîné par un moteur diesel constitue le système frigorifique le plus répandu dans le transport frigorifique des produits alimentaires. La manière dont le groupe frigorifique est entraîné détermine la classifica-tion des véhicules utilisés dans le transport routier : les équipe-ments sont « autonomes » ou « non autonomes » :5
Un système autonome : équipé d'un moteur thermique indépen-dant qui entraîne le compresseur, en roulant comme à l'arrêt ; Un système non autonome : de tels équipements sont habituel-lement entraînés par le moteur principal du véhicule. Si le compresseur frigorifique est directement entraîné par le moteur du véhicule, la puissance frigorifique peut baisser lorsque le véhicule ralentit (en milieu urbain) et devient nulle à l'arrêt lorsque le moteur est coupé ; dans ces conditions, il est recom-mandé de brancher le groupe frigorifique sur le secteur si le groupe est équipé d'un moteur électrique. La relation entre la vitesse du véhicule et celle du compresseur peut être modifiée à l'aide de chaînes d'approvisionnement électriques apparues récemment : moteur du véhicule —» générateur électrique —> convertisseur statique —> compresseur électrique (hermétique). Des améliorations peuvent être apportées encore aux systèmes à compression de vapeur,6 au niveau du frigorigène employé par exemple, ou en matière de réduction des fuites, et il faut également mener des recherches sur des systèmes de produc-tion de froid alternatifs (à absorption, à adsorption, etc.).
Les systèmes cryogéniques7 : dans un contexte d'aug-mentation rapide du prix du carburant diesel, les systèmes cryo-géniques suscitent depuis peu un regain d'intérêt croissant, sur-tout dans la distribution urbaine. Ces systèmes sont autonomes et refroidis par des fluides cryogéniques. Ils utilisent de l'azote ou du C02 liquides comme fluide cryogénique ; celui-ci est soit pulvérisé dans la caisse isotherme, soit il refroidit un évapora-teur dans un système semi-fermé où le gaz évaporé est évacué de la caisse refroidie. En outre, ces systèmes sont moins bruyants et refroidissent les marchandises transportées plus rapidement que les équipements classiques. Plus de 1000 véhi-cules équipés de tels systèmes sont en service en Allemagne et
en France.8 Les systèmes à sorption : des essais sur des solutions inno-
vantes telles que des cycles à adsorption ou à absorption sont en cours de test. Dans les technologies frigorifiques utilisant une sour-ce de chaleur, systèmes à absorption ou à adsorption, le compres-seur mécanique classique du cycle à compression de vapeur est remplacé par un « compresseur thermique » et un absorbeur.9 Mê-me si ces systèmes ont des COP parmi les plus faibles, ils peuvent utiliser de l'énergie perdue, diminuant ainsi l'impact de cette tech-nologie sur l'environnement
Les systèmes hybrides : les systèmes hybrides pourront faire partie des systèmes utilisés à l'avenir dans le transport frigorifique. Les installations hybrides dépendront surtout de la taille du véhicu-le et du type de distribution. L'utilisation accrue de véhicules hy-brides nécessite des solutions frigorifiques comparables ou au moins compatibles.
Les matériaux à changement de phase (PCM) : les sys-tèmes utilisant des frigorigènes offrent une bonne homogénéité et une bonne stabilité de la température, même au cours des livrai-sons. Toutefois, leur part de marché a considérablement diminué au cours des dernières décennies. L'accumulation thermique à l'aide de matériaux à changement de phase pourrait certainement jouer un rôle plus important, surtout si les PCM sont refroidis à l'aide d'énergie renouvelable. Ces matériaux agissent comme des réser-voirs de chaleur et pourraient améliorer l'efficacité du circuit frigo-rifique en raison de leur capacité à stocker de grandes quantités d'énergie et à libérer cette énergie ou l'absorber sous forme de cha-leur. L'utilisation d'un tel système pourrait être très utile, surtout lorsque le système et le compresseur sont à l'arrêt, mais il y a des exigences à respecter : la caisse doit être refroidie et maintenue à la température adéquate. Les frigorigènes Depuis 30 ans, le secteur du froid a joué un rôle important dans la diminution du potentiel global de destruction de la couche d'ozone (ODP) à l'échelle mondiale en éliminant d'abord les CFC et à pré-sent les HCFC, y compris dans le transport frigorifique.
Les gaz fluorés : la plupart des véhicules frigorifiques utili-sent actuellement les HFC, surtout le R404A, le R I 34a et le R410A, qui ont des potentiels de réchauffement planétaire (GWP) très élevés. Dans le transport frigorifique, le taux de fuite annuel de frigorigènes peut atteindre 25 %. Les véhicules frigorifique repré-sentent 2 % de la consommation mondiale de HFC.1 L'impact des HFC sur l'environnement reste important, mais il peut être diminué grâce au développement de HFC nouvelle génération à faible GWP ou bien en réduisant la charge en frigorigène du groupe frigorifi-que. Les HFC tels que le R141b sont encore utilisés comme agents expanseurs des mousses isolantes de véhicules dans certains pays.
Les frigorigènes naturels : la recherche et le développement devraient se concentrer sur l'utilisation des frigorigènes naturels, par exemple le remplacement des fluides interdits par le C02, ou
Page 8
CETIME NEWS N° 58 VEILLE & INFORMATIONS
plus rarement le NH3 ou des hydrocarbures tels que le R290 et le R600a dans les systèmes classiques à compression. Des équi-pements utilisant le C02 comme frigorigène sont à 1 essai sur le terrain pour les conteneurs maritimes, mais les essais sur cette technologie ne font que commencer dans le secteur du transport routier. La gestion et les aspects logistiques
Le transport intermodal : bien qu'au niveau mondial, 80 % du transport de marchandise s'effectue par conteneurs em-barqués sur des navires porte-conteneurs, au sein de l'Union européenne, environ 44 % des marchandises sont acheminés par la route.10 Les chargeurs préfèrent le transport routier, car il est souple et permet un service porte à porte. Toutefois, ce type de transport augmente l'encombrement des réseaux routiers dans les zones urbaines. L'utilisation combinée des différents modes de transport (routier, ferroviaire, voies navigables inté-rieures et transport maritime sur de courtes distances) pourrait constituer une solution optimale. Actuellement, le transport intermodal de marchandises ne constitue que 5 à 7 % du tonna-ge total transporté."
Les petits conteneurs et l'emballage : les petits conte-neurs isothermes ont une capacité de quelques litres à 2 m3et fonctionnent à l'aide de plaques eutectiques, de neige carboni-que, de systèmes Peltier, de systèmes à compression ou à ab-sorption, donnant une autonomie allant jusqu'à 24 heures. Ces conteneurs constituent une solution logistique intéressante, car ils sont flexibles, rendent très faciles le transport d'un bon nom-bre de produits (congelés ou réfrigérés) dans le même véhicule, et ne nécessitent pas de plateformes à température contrôlée pour le chargement et le déchargement des camions. Les emballages isothermes ou réfrigérants sont de plus en plus utilisés pour le transport de produits pharmaceutiques mais aussi alimentaire. Ces solutions ont fait leur apparition sur le marché relativement récemment, mais peuvent encore être amé-liorés en termes d'isolation et de volume utile. Leur développe-ment permet également l'utilisation de nouveaux systèmes lo-gistiques pour le commerce en ligne ou la distribution spécifi-que.12
L'encombrement des réseaux routiers : quelques solu-tions ont été proposées pour éviter l'encombrement des réseaux routiers :
Le transport partagé : en 2008, 37 des plus grands transporteurs du Royaume-Uni se sont engagés dans une initiative portant sur la distribution durable (Sustainable Distribution Initiative). L'objectif de l'initiative est de retirer 800 camions des routes du Royaume-Uni chaque année, diminuant ainsi la consommation d'environ 23 millions de litres de carburant diesel.13 La livraison de nuit constitue une solution efficace de limitation de l'impact des embouteillages sur l'environnement ; elle dimi-nue la durée du transport, le nombre de camions et la consom-mation d'énergie - la diminution de cette dernière peut aller jusqu'à 40 %. La livraison de nuit ne pourra être mise en œuvre à grande échelle, que si elle est silencieuse et ne représente pas une source de perturbation importante pour les populations urbaines. Des efforts importants ont été entrepris afin de réduire
le bruit généré par des équipements de transport en général et les équipements frigorifiques en particulier. Le comportement du chauffeur et la qualité des systèmes utilisés à la réception ont éga-lement besoin d'être améliorés afin de réaliser des livraisons de nuit silencieuses.14
La formation des chauffeurs : la durabilité du transport frigorifique est aussi une affaire de personnel. Les chauffeurs rou-tiers peuvent réduire leur consommation de carburant en adoptant un mode de conduite écologique. Pendant les livraisons, les chauf-feurs devraient limiter la durée des ouvertures de portes, car ces dernières constituent une source importante de déperditions thermi-ques.
Les dimensions des caisses : des semi-remorques plus longs et des systèmes modulaires tels que les camions de type tan-dem : dans le transport frigorifique, le chargement moyen, surtout dans le secteur de la distribution, est très faible, et peut être infé-rieur à 10 tonnes dans le cas d'un semi-remorque avec une capacité de transport de 26 tonnes !15 Des systèmes modulaires tels que les remorques en tandem (où 2 remorques sont couplées et tirées par le même tracteur) permettent de fortement réduire l'impact du transport sur l'environnement sur certains grands axes routiers. Cette technique est utilisée aux Etats-Unis ainsi qu'en Australie et cela fonctionne bien entre les villes, en diminuant le nombre de camions sur les routes. Des essais sur les remorques en tandem sont en cours dans plusieurs pays euro-péens dans la cadre des discussions EMS (Système Européen Mo-dulaire). Les remorques seraient déchargées dans des plateformes de distribution, pour permettre la livraison du chargement dans les zones urbaines. Les remorques plus longues, notamment en Europe, comme celles déjà utilisées dans certains pays, devraient permettre de réduire de façon considérable l'impact du transport frigorifique sur l'environ-nement. Par exemple, des nouvelles techniques de fabrication des remorques permettent d'augmenter la longueur des remorques utili-sées sur les mêmes routes de 16,5 à 17,8 m. Ces équipements se-ront plus efficaces.
Conclusion Au cours des années à venir, la chaîne du froid deviendra de plus en plus nécessaire à la conservation des produits alimentaires et pharmaceutiques. Avec la croissance du transport frigorifique, la chaîne du froid jouera un rôle primordial dans les années qui vien-nent dans l'approvisionnement en produits alimentaires et la protec-tion des 9 milliards d'habitants de la planète à l'horizon 2050.'6 Avec une urbanisation accrue et donc des distances de plus en plus importantes entre les zones de production et les zones fortement peuplées, le transport frigorifique jouera un rôle clé dans la réponse apportée à ces besoins. Des économies d'énergie jusqu'à 50 % pourront certainement être réalisées dans le domaine du transport frigorifique des produits réfrigérés et congelés. Un bon nombre de technologies du froid autres que celles utilisant la compression de vapeur, par exemple l'adsorption, l'absorption, les systèmes cryogéniques liquide / gaz, et les systèmes eutecti-ques, ont été testées. Le remplacement des HFC par des fluides
Page 9
CETIME NEWS N° 58 VEILLE & INFORMATIONS
naturels est à l'étude. En outre, plusieurs solutions pour la pro-duction, le stockage et la transmission de l'énergie, notamment les systèmes hydrauliques, électriques, de froid indirect, de production indépendante ou faisant appel à la puissance du véhicule, ont été testées. Néanmoins, peu de solutions nouvel-les ont été mises sur le marché, et il convient de les examiner du point de vue de l'impact environnemental et de l'efficacité énergétique. Le nombre de solutions disponibles sur le marché au cours de 10 années à venir va probablement augmenter. La réglementation et les normes devront être adaptées pour pro-mouvoir ces technologies innovantes et augmenter leur effica-cité. Encore plus que dans le passé, pour relever les défis décrits dans cette note, il va falloir recourir à une coordination et une coopération poussées entre les principales parties prenantes du secteur, surtout les fabricants de cellules isothermes, et les constructeurs de groupes frigorifiques. L'interface avec les uti-lisateurs finaux et la prise en compte des besoins de ces der-niers ne doivent pas être négligées. Pour intégrer tout cela, un soutien efficace et spécialisé sur le plan scientifique et techni-que sera nécessaire. Les recherches axées sur une plus grande efficacité environne-mentale doivent également prendre en compte le besoin d'ap-provisionner de façon sûre les consommateurs en denrées sûres et saines, en produits pharmaceutiques thermosensibles, en fleurs et en plantes.
Recommandations L'IIF insiste sur les recommandations suivantes : • L'approvisionnement des consommateurs en denrées alimen-taires sûres et saines et en produits pharmaceutiques efficaces constitue une priorité majeure ; • La mise en commun des meilleures pratiques devrait être améliorée afin d'atteindre les meilleures normes d'hygiène et de sécurité sanitaire possibles ; • L'efficacité énergétique et environnementale des systèmes utilisés dans le transport frigorifique doit être améliorée, et des systèmes frigorifiques ayant peu ou pas d'impact sur le climat, en termes de consommation d'énergie et d'émissions de gaz à effet de serre doivent être sélectionnés ; • De nouveaux schémas de logistique du froid, ou l'utilisation de solutions négligées dans le passé, tels que le transport multi-modal doivent être développées ; • La sensibilisation de l'opinion publique vis-à-vis des bénéfi-ces environnementaux et économiques à long terme, d'équipe-ments efficaces sur le plan énergétique devrait constituer une priorité ; • La réglementation et les normes devraient permettre de pro-mouvoir l'innovation dans le transport frigorifique ; • La recherche et le développement dans ce secteur doivent être fortement encouragés.
Cette Note d'information a été préparée par Gérald Cavalier, (Président de Cemafroid, Président de la Section D, Entreposage et trans-port, de l'IIF, France) et Savaas Tassou (School of Engineering and Design, Brunei University, Royaume-Uni). Elle a été relue par plusieurs experts internationaux de l'IIF.
Références 1. UNEP. Report of the Réfrigération, Air conditioning and Heat Pumps Technical Options Committee, 2010.
2. Refrigerated road transport: facts and figures, 2009. www.iifiir.org 3. Cavalier G. 26 Challenges facing refrigerated trucks for sustainable development,
Industria & formazione, suppl 1, n° 341, 2010. 4. Gac A. Importance des échanges radiatifs dans le bilan thermique d'un engin de trans-
port. Revue Générale du Froid, n° 11, novembre 1968.
5. Heap R. Guide to Refrigerated Transport, 2nd Edition, IIR, 2010.
6. Stumpf A, Cavalier G. Measurement and simulation of energy consumption of trans-
port réfrigération equipment. Comptes rendus. 1ère Conférence internationale de l'IIF sur
la Durabilité et la chaîne du froid. Cambridge, 29-31 mars 2010.
7. Cavalier G, Nol P, Valentin B. Cryogénie refrigerated transport equipment tests:
methodology and results. Comptes rendus. 1ère Conférence internationale de l'IIF sur la
Durabilité et la chaîne du froid. Cambridge, 29-31 mars 2010.
8. Autonomous Systems for refrigerated transport, 2009. www.iifiir.org 9. Tassou SA, De-Lille G, Ge YT. Food transport refrigeration - Approaches to reduce
energy consumption and environmental impacts of road transport. Applied Thermal
Engineering, 29: 1467-1477,2009.
10. Eurostat. Statistical Office of the European Communities, 2006. Available at:
http://epp.eurostat.ec.europa.eu 11. Ruiz-Garcia L, Barreiro P, Rodriguez-Bermejo J, Robla, JI. Monitoring the intermo-
dal, refrigerated transport of fruit using sensor networks, 11 ; Spanish Journal of Agri-
cultural Research, 2007: 5 (2), 142-156.
12. Labranque G, Kacimi A. Usefulness and subtlety of the overall coefficient of heat
transfer in cooling containers. Comptes rendus. 1ère Conférence internationale de l'IIF sur
la Durabilité et la chaîne du froid. Cambridge, 29-31 mars 2010.
13. Devin E. Toward a certification of night delivery in urban freight transport. Comp-
tes rendus. 23e Congrès international du froid de l'IIF, Prague, 21-26 août 2011.
14. Transport and storage sharing, 2008. www.iifiir.org 15. Cavalier G. Workshop on Refrigerated Transport and Sustainability: the Environ-
mental Challenges Facing Refrigerated Transport. Comptes rendus. 23e Congrès interna-
tional du froid de l'IIF, Prague, 21-26 août 2011.
16. 5e Note d'information de l'IIF sur le froid et l'alimentation: Le rôle du froid dans
l'alimentation mondiale. 2009.
L'Institut International du Froid (IIF) est une organisation intergouvernemen-tale comprenant 60 pays membres représentant les deux tiers de la population mondiale. La mission de l'Institut International du Froid (IIF) consiste à diffuser les connaissances scientifiques et techniques relatives au froid et à toutes ses appli-cations afin de relever les défis d'aujourd'hui dans la protection de l'environne-ment et le développement des pays les moins développés.
L'IIF fournit un grand éventail de services : organisation de conférences, congrès, ateliers et cours de formation, une base de données (Fridoc) conte-nant 90 000 entrées, plusieurs publications (revues, guides, ouvrages techni-ques, comptes rendus de conférences, notes d'information), et un site Web fournissant une vaste gamme d'informations : http://www.iifiir.org
Institut International du Froid
177, boulevard Malesherbes - 75017 Paris, France Tél. : +33 1 42 27 32 35 - Fax : +33 1 47 63 17 98 - E-mail : [email protected]
Références 1. UNEP. Report of the Réfrigération, Air conditioning and Heat Pumps Technical Options Committee, 2010.
2. Refrigerated road transport: facts and figures, 2009. 3. Cavalier G. 26 Challenges facing refrigerated trucks for sustainable development,
Industria & formazione, suppl 1, n° 341, 2010. 4. Gac A. Importance des échanges radiatifs dans le bilan thermique d'un engin de trans-
port. Revue Générale du Froid, n° 11, novembre 1968.
5. Heap R. Guide to Refrigerated Transport, 2nd Edition, IIR, 2010.
6. Stumpf A, Cavalier G. Measurement and simulation of energy consumption of trans-
port réfrigération equipment. Comptes rendus. 1ère Conférence internationale de l'IIF sur
la Durabilité et la chaîne du froid. Cambridge, 29-31 mars 2010.
7. Cavalier G, Nol P, Valentin B. Cryogénie refrigerated transport equipment tests:
methodology and results. Comptes rendus. 1ère Conférence internationale de l'IIF sur la
Durabilité et la chaîne du froid. Cambridge, 29-31 mars 2010.
8. Autonomous Systems for refrigerated transport, 2009. www.iifiir.org 9. Tassou SA, De-Lille G, Ge YT. Food transport refrigeration - Approaches to reduce
energy consumption and environmental impacts of road transport. Applied Thermal
Engineering, 29: 1467-1477,2009.
10. Eurostat. Statistical Office of the European Communities, 2006. Available at:
http://epp.eurostat.ec.europa.eu 11. Ruiz-Garcia L, Barreiro P, Rodriguez-Bermejo J, Robla, JI. Monitoring the intermo-
dal, refrigerated transport of fruit using sensor networks, 11 ; Spanish Journal of Agri-
cultural Research, 2007: 5 (2), 142-156.
12. Labranque G, Kacimi A. Usefulness and subtlety of the overall coefficient of heat
transfer in cooling containers. Comptes rendus. 1ère Conférence internationale de l'IIF sur
la Durabilité et la chaîne du froid. Cambridge, 29-31 mars 2010.
13. Devin E. Toward a certification of night delivery in urban freight transport. Comp-
tes rendus. 23e Congrès international du froid de l'IIF, Prague, 21-26 août 2011.
14. Transport and storage sharing, 2008. www.iifiir.org 15. Cavalier G. Workshop on Refrigerated Transport and Sustainability: the Environ-
mental Challenges Facing Refrigerated Transport. Comptes rendus. 23e Congrès interna-
tional du froid de l'IIF, Prague, 21-26 août 2011.
16. 5e Note d'information de l'IIF sur le froid et l'alimentation: Le rôle du froid dans
l'alimentation mondiale. 2009.
L'Institut International du Froid (IIF) est une organisation intergouvernemen-tale comprenant 60 pays membres représentant les deux tiers de la population mondiale. La mission de l'Institut International du Froid (IIF) consiste à diffuser les connaissances scientifiques et techniques relatives au froid et à toutes ses appli-cations afin de relever les défis d'aujourd'hui dans la protection de l'environne-ment et le développement des pays les moins développés.
L'IIF fournit un grand éventail de services : organisation de conférences, congrès, ateliers et cours de formation, une base de données (Fridoc) conte-nant 90 000 entrées, plusieurs publications (revues, guides, ouvrages techni-ques, comptes rendus de conférences, notes d'information), et un site Web fournissant une vaste gamme d'informations :
Institut International du Froid
177, boulevard Malesherbes - 75017 Paris, France Tél. : +33 1 42 27 32 35 - Fax : +33 1 47 63 17 98 - E-mail : [email protected]
Contact: M. F. Guesmi – Tél. 70 146 020
Page 10
CETIME NEWS N° 58 VEILLE & INFORMATIONS
Un nouveau procédé de soudage robotisé pour l’industrie
L’innovation du procédé TOPTIG Le procédé TOPTIG est une innovation majeure dans le monde du soudage robotisé. Développé dans le centre de recherche d’Air Liquide Welding, TOPTIG est un nouveau procédé de soudage à l’arc. Ce nouveau procédé peut être utilisé efficace-ment sur des tôles d’acier au carbone ou d’acier inoxydable jusqu’à 3 mm, sur des alliages de titane ou de nickel, ou sur des tôles galvanisées en soudobrasage.
Avantages du procédé TOPTIG Les raisons amenant à investir dans des robots ou des machines sont d’augmenter la productivité, d’améliorer la qualité, de réduire les coûts, de rester compétitif sur le marché mondial et de transférer des tâches laborieuses de l’homme à la machine. TOPTIG est un procédé robotisé productif et compétitif qui, grâce à sa qualité de soudage et à ses performances, peut aussi remplacer certaines applications TIG robotisées et manuelles.
Applications industrielles TOPTIG Le procédé TOPTIG est une solution innovante qui répond aux applications de soudage industrielles les plus exigeantes. Sa performance est reconnue dans l’industrie automobile où les fabricants de composants utilisent le procédé TOPTIG pour le soudage de tôles fines. L’industrie de la chaudronnerie com-prend diverses applications sur de l’acier au carbone ou de l’a-cier inoxydable qui exigent un procédé de soudage de grande qualité. TOPTIG, associé à un robot ou à une machine automa-tique, est parfaitement adapté aux industries modernes d’au-jourd’hui. Les industries de la menuiserie métallique et de l’ameublement robotisent leurs procédés de soudage avec un niveau de qualité supérieur. Le procédé TOPTIG permet de réduire les travaux de parachèvement après soudage, afin d’augmenter la productivité. L’aéronautique et l’aérospatial sont des domaines d’activité où les cahiers des charges et les contraintes sont très stricts. Les performances TOPTIG sur les alliages au titane et au nickel sont parfaitement compatibles avec des critères tels que les contraintes mécaniques, la résistance à la fatigue et la corro-sion.
La performance TOPTIG Reconnu pour sa qualité de soudage et sa flexibilité, le procédé TOPTIG répond à une large gamme d’applications industrielles Les tableaux de performances donnent des vitesses de déplace-ment indicatives avec le procédé TOPTIG en fonction du ma-tériau, de l’épaisseur, de la configuration du joint et de l’écarte-ment, et recommandent le gaz le mieux adapté.
L’utilisation de fil cadencé-synchronisé ou de trajectoires du robot avec balayage permet d’augmenter de façon notable l’écartement sur les tôles minces. Air Liquide Welding apporte à ses clients le bénéfice de son ex-pertise, aussi bien en matière de robots ou de machines de soudage, que pour les consommables ou le gaz. Son expérience dans le do-maine des procédés de soudage peut vous aider à choisir la meil-leure solution permettant une production de grande qualité et une productivité élevée.
Solutions TOPTIG Air Liquide Welding possède une expertise reconnue dans le do-maine du soudage à l’arc robotisé avec plus de 100 installations réalisées chaque année. Le procédé TOPTIG fait partie intégrante de la gamme de solutions proposées, avec des cellules standard clés en main DUAL, SENIOR ou MAJOR; ou des configurations sur mesures adaptées à un besoin spécifique. Des solutions bi-procédé TOPTIG et MIG/MAG permettront également aux entreprises de sous-traitance d’acquérir un moyen de production flexible et très compétitif. Air Liquide Welding possède un réel savoir-faire en soudage auto-matique notamment en soudage AS, MIG-MAG, TIG et Plasma.
Ces procédés peuvent être mis en œuvre sur des machines automa-tisées, sur des configurations avec potence ou sur des solutions avec bancs de soudage. Grâce à sa flexibilité et de sa simplicité, le procédé TOPTIG peut être associé à diverses machines et répond à de nombreuses applications exigeant un soudage de qualité et une grande productivité.
Equipement TOPTIG Afin d’optimiser le procédé TOPTIG, la torche est associée à un dévidoir de fil push push haute qualité qui garantit la précision du dévidage. Pour empêcher tout dommage en cas de collision, la tor-che est montée sur un système anti-collision qui déclenche un arrêt d’urgence en cas de choc. En fonction de l’application et du cou-rant de soudage, il est possible de choisir une buse de torche refroi-die par air ou refroidie par eau, la taille de l’électrode et les pièces d’usure appropriées. Le procédé TOPTIG est associé en standard à un générateur TOP-TIG 220, et le NERTAMATIC 450 est la solution pour utilisation interfacée intensive délivrant un courant plus élevé. Le changeur d’électrode à commande automatique évite toute intervention ma-nuelle lors du remplacement de l’électrode, ce qui améliore la pro-ductivité de l’installation. En cours de soudage, la distance entre la torche et la pièce est automatiquement régulée par la fonction AVC (Auto Voltage Control) du robot.
http://www.airliquide.com/
Contact: M. K. BOUAZIZ– poste : 1476
Page 11
CETIME NEWS N° 58
La baisse du rythme des exportations de l’ IME ne l’a pas empêché de consolider sa position de leader en exportation
DONNEES DU SECTEUR
I/ Analyse globale du commerce extérieur de l’IME :
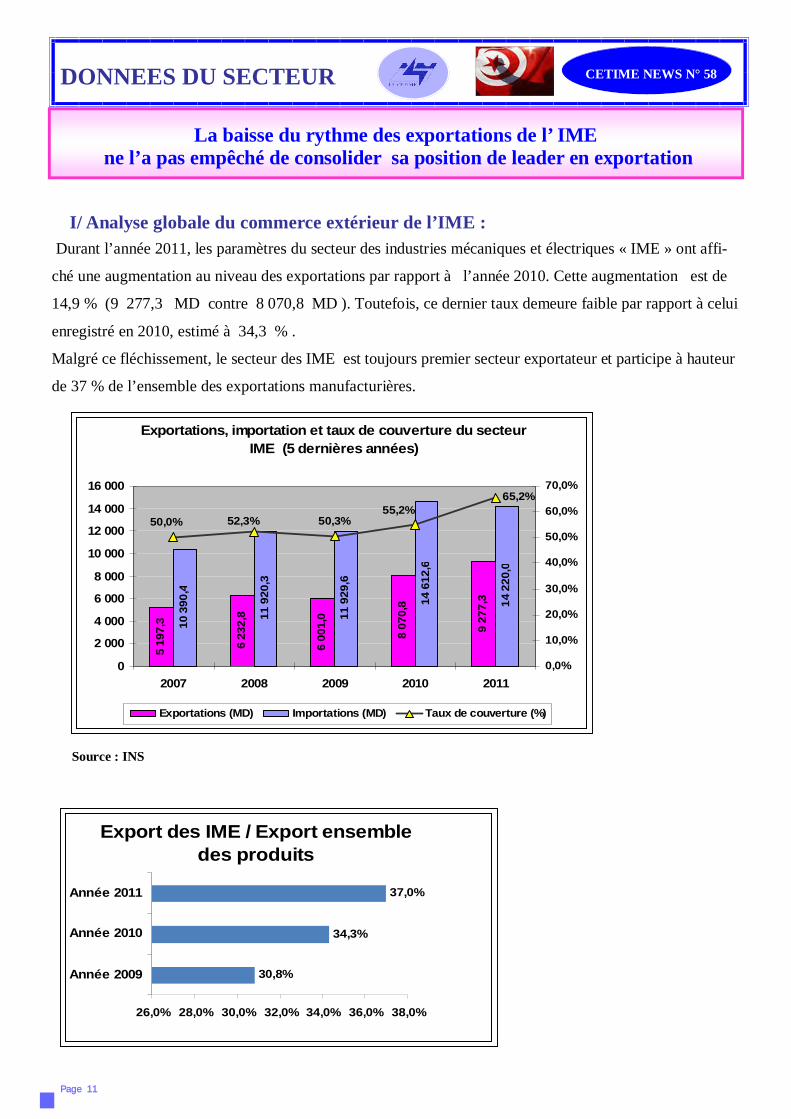
Durant l’année 2011, les paramètres du secteur des industries mécaniques et électriques « IME » ont affi-
ché une augmentation au niveau des exportations par rapport à l’année 2010. Cette augmentation est de
14,9 % (9 277,3 MD contre 8 070,8 MD ). Toutefois, ce dernier taux demeure faible par rapport à celui
enregistré en 2010, estimé à 34,3 % .
Malgré ce fléchissement, le secteur des IME est toujours premier secteur exportateur et participe à hauteur
de 37 % de l’ensemble des exportations manufacturières.
Source : INS
Export des IME / Export ensemble des produits
30,8%
34,3%
37,0%
26,0% 28,0% 30,0% 32,0% 34,0% 36,0% 38,0%
Année 2009
Année 2010
Année 2011
Exportations, importation et taux de couverture du secteur IME (5 dernières années)
6 23
2,8
6 00
1,0
8 07
0,8
9 27
7,3
10 3
90,4
11 9
20,3
11 9
29,6
14 6
12,6
14 2
20,0
5 19
7,3
50,0% 52,3% 50,3%55,2%
65,2%
0
2 000
4 000
6 000
8 000
10 000
12 000
14 000
16 000
2007 2008 2009 2010 20110,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
Exportations (MD) Importations (MD) Taux de couverture (%)
Page 12
CETIME NEWS N° 58 DONNEES DU SECTEUR
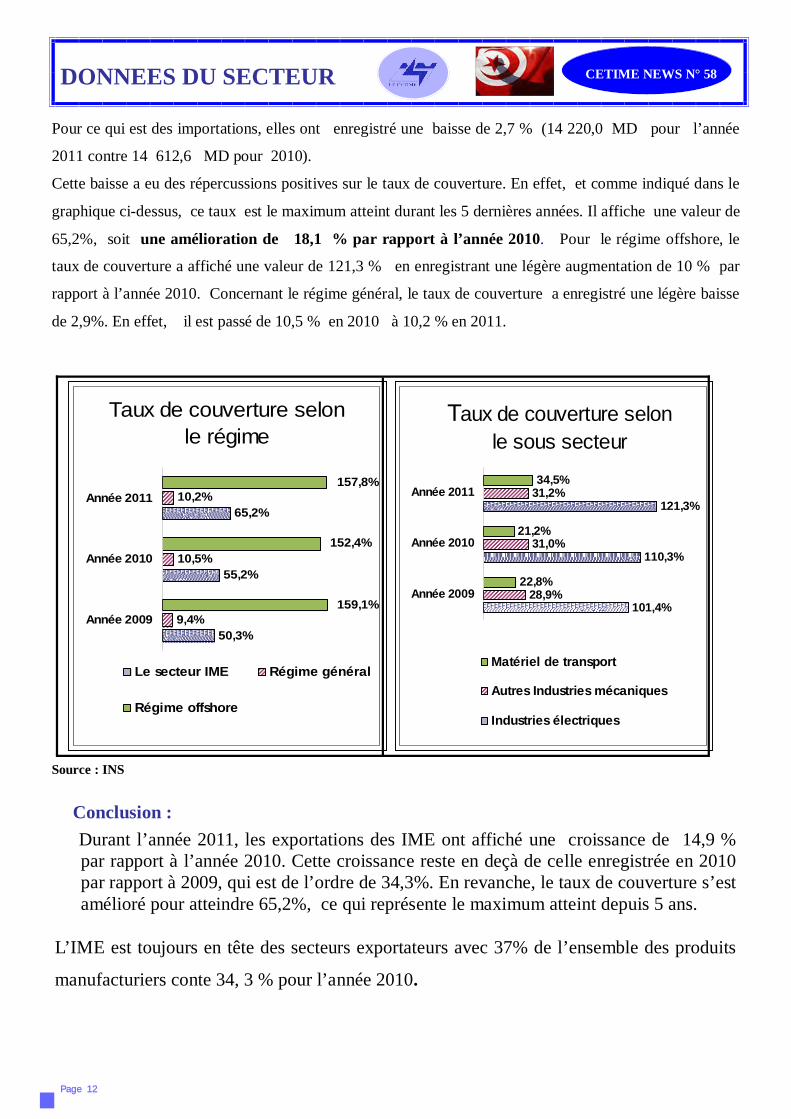
Pour ce qui est des importations, elles ont enregistré une baisse de 2,7 % (14 220,0 MD pour l’année
2011 contre 14 612,6 MD pour 2010).
Cette baisse a eu des répercussions positives sur le taux de couverture. En effet, et comme indiqué dans le
graphique ci-dessus, ce taux est le maximum atteint durant les 5 dernières années. Il affiche une valeur de
65,2%, soit une amélioration de 18,1 % par rapport à l’année 2010. Pour le régime offshore, le
taux de couverture a affiché une valeur de 121,3 % en enregistrant une légère augmentation de 10 % par
rapport à l’année 2010. Concernant le régime général, le taux de couverture a enregistré une légère baisse
de 2,9%. En effet, il est passé de 10,5 % en 2010 à 10,2 % en 2011.
Source : INS
Taux de couverture selon le régime
50,3%
55,2%
65,2%
9,4%
10,5%
10,2%
159,1%
152,4%
157,8%
Année 2009
Année 2010
Année 2011
Le secteur IME Régime général
Régime offshore
Taux de couverture selon le sous secteur
101,4%
110,3%
121,3%
28,9%
31,0%
31,2%
22,8%
21,2%
34,5%
Année 2009
Année 2010
Année 2011
Matériel de transport
Autres Industries mécaniques
Industries électriques
Conclusion :
Durant l’année 2011, les exportations des IME ont affiché une croissance de 14,9 % par rapport à l’année 2010. Cette croissance reste en deçà de celle enregistrée en 2010 par rapport à 2009, qui est de l’ordre de 34,3%. En revanche, le taux de couverture s’est amélioré pour atteindre 65,2%, ce qui représente le maximum atteint depuis 5 ans.
L’IME est toujours en tête des secteurs exportateurs avec 37% de l’ensemble des produits
manufacturiers conte 34, 3 % pour l’année 2010.
Page 13
CETIME NEWS N° 58 DONNEES DU SECTEUR
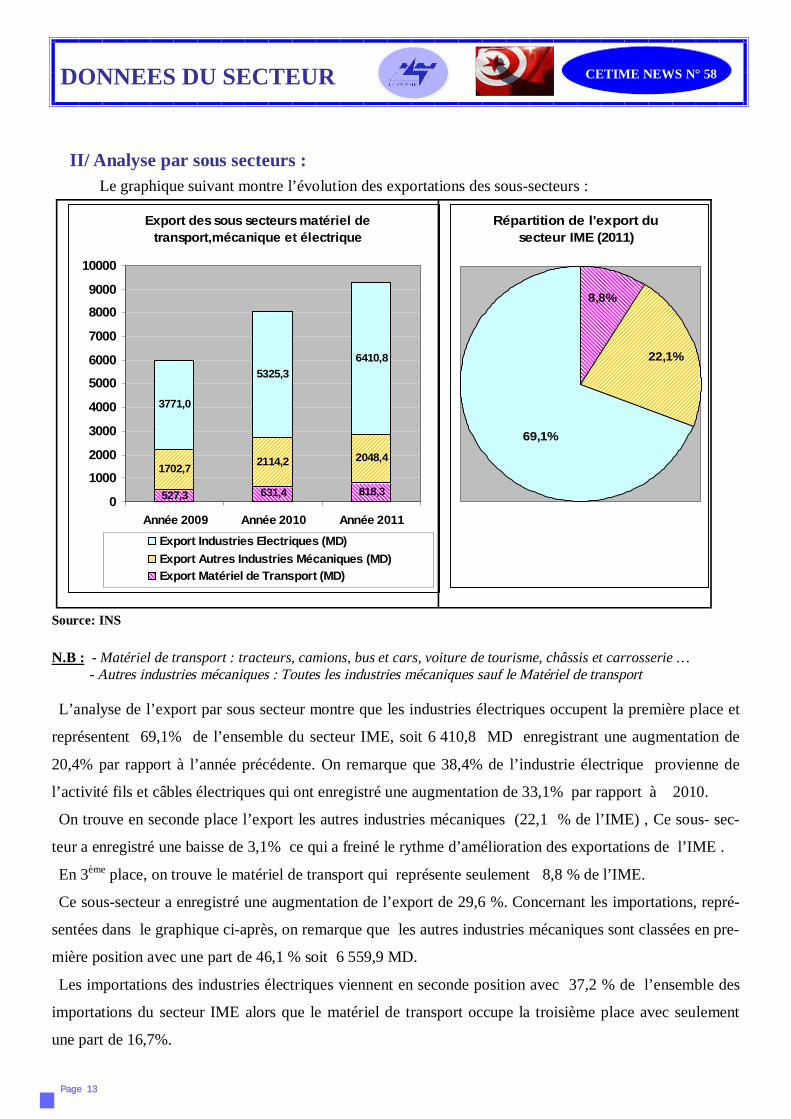
II/ Analyse par sous secteurs :
Le graphique suivant montre l’évolution des exportations des sous-secteurs :
Source: INS N.B : - Matériel de transport : tracteurs, camions, bus et cars, voiture de tourisme, châssis et carrosserie … - Autres industries mécaniques : Toutes les industries mécaniques sauf le Matériel de transport L’analyse de l’export par sous secteur montre que les industries électriques occupent la première place et
représentent 69,1% de l’ensemble du secteur IME, soit 6 410,8 MD enregistrant une augmentation de
20,4% par rapport à l’année précédente. On remarque que 38,4% de l’industrie électrique provienne de
l’activité fils et câbles électriques qui ont enregistré une augmentation de 33,1% par rapport à 2010.
On trouve en seconde place l’export les autres industries mécaniques (22,1 % de l’IME) , Ce sous- sec-
teur a enregistré une baisse de 3,1% ce qui a freiné le rythme d’amélioration des exportations de l’IME .
En 3ème place, on trouve le matériel de transport qui représente seulement 8,8 % de l’IME.
Ce sous-secteur a enregistré une augmentation de l’export de 29,6 %. Concernant les importations, repré-
sentées dans le graphique ci-après, on remarque que les autres industries mécaniques sont classées en pre-
mière position avec une part de 46,1 % soit 6 559,9 MD.
Les importations des industries électriques viennent en seconde position avec 37,2 % de l’ensemble des
importations du secteur IME alors que le matériel de transport occupe la troisième place avec seulement
une part de 16,7%.
Export des sous secteurs matériel de transport,mécanique et électrique
527,3 818,3
1702,72048,4
3771,0
6410,8
631,4
2114,2
5325,3
0
1000
2000
3000
4000
5000
6000
7000
8000
9000
10000
Année 2009 Année 2010 Année 2011
Export Industries Electriques (MD)Export Autres Industries Mécaniques (MD)Export Matériel de Transport (MD)
Répartition de l'export du secteur IME (2011)
22,1%
8,8%
69,1%
Page 14
CETIME NEWS N° 58 DONNEES DU SECTEUR
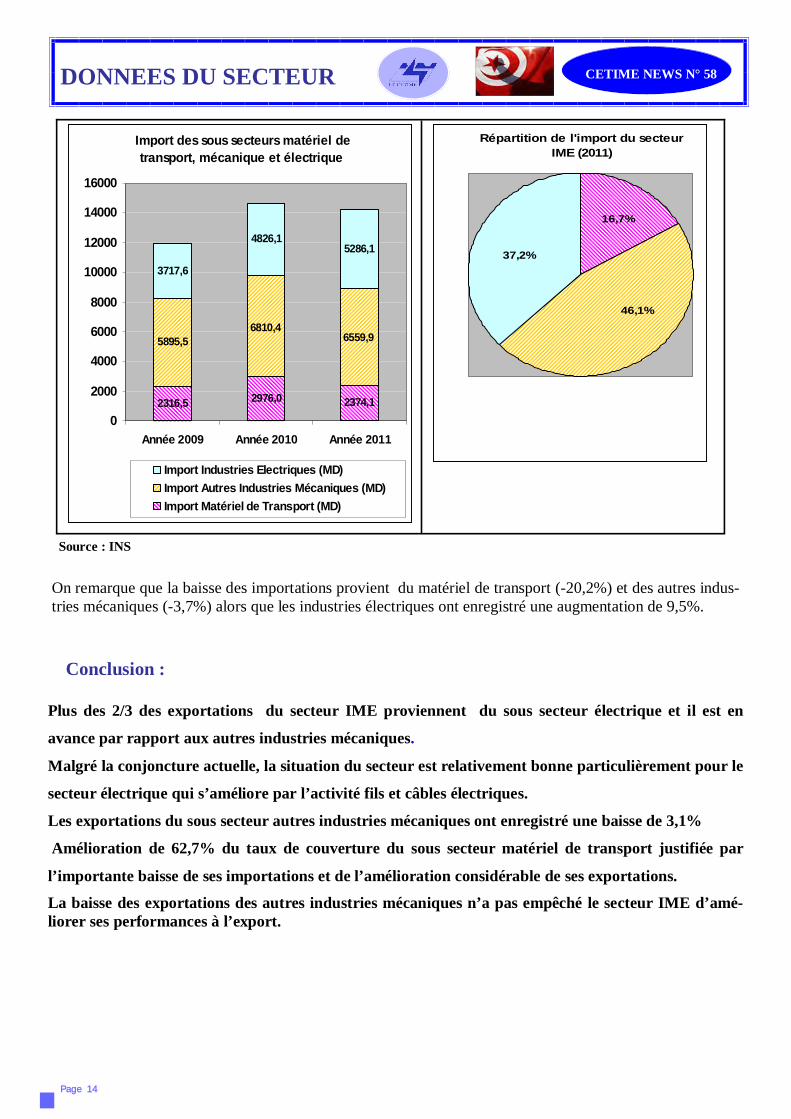
On remarque que la baisse des importations provient du matériel de transport (-20,2%) et des autres indus-tries mécaniques (-3,7%) alors que les industries électriques ont enregistré une augmentation de 9,5%.
Source : INS
Import des sous secteurs matériel de transport, mécanique et électrique
2316,5 2976,0 2374,1
5895,5
3717,6
4826,15286,1
6559,96810,4
0
2000
4000
6000
8000
10000
12000
14000
16000
Année 2009 Année 2010 Année 2011
Import Industries Electriques (MD)Import Autres Industries Mécaniques (MD)Import Matériel de Transport (MD)
Répartition de l'import du secteur IME (2011)
16,7%
46,1%
37,2%
Conclusion :
Plus des 2/3 des exportations du secteur IME proviennent du sous secteur électrique et il est en
avance par rapport aux autres industries mécaniques.
Malgré la conjoncture actuelle, la situation du secteur est relativement bonne particulièrement pour le
secteur électrique qui s’améliore par l’activité fils et câbles électriques.
Les exportations du sous secteur autres industries mécaniques ont enregistré une baisse de 3,1%
Amélioration de 62,7% du taux de couverture du sous secteur matériel de transport justifiée par
l’importante baisse de ses importations et de l’amélioration considérable de ses exportations.
La baisse des exportations des autres industries mécaniques n’a pas empêché le secteur IME d’amé-liorer ses performances à l’export.
Page 15
CETIME NEWS N° 58 DONNEES DU SECTEUR
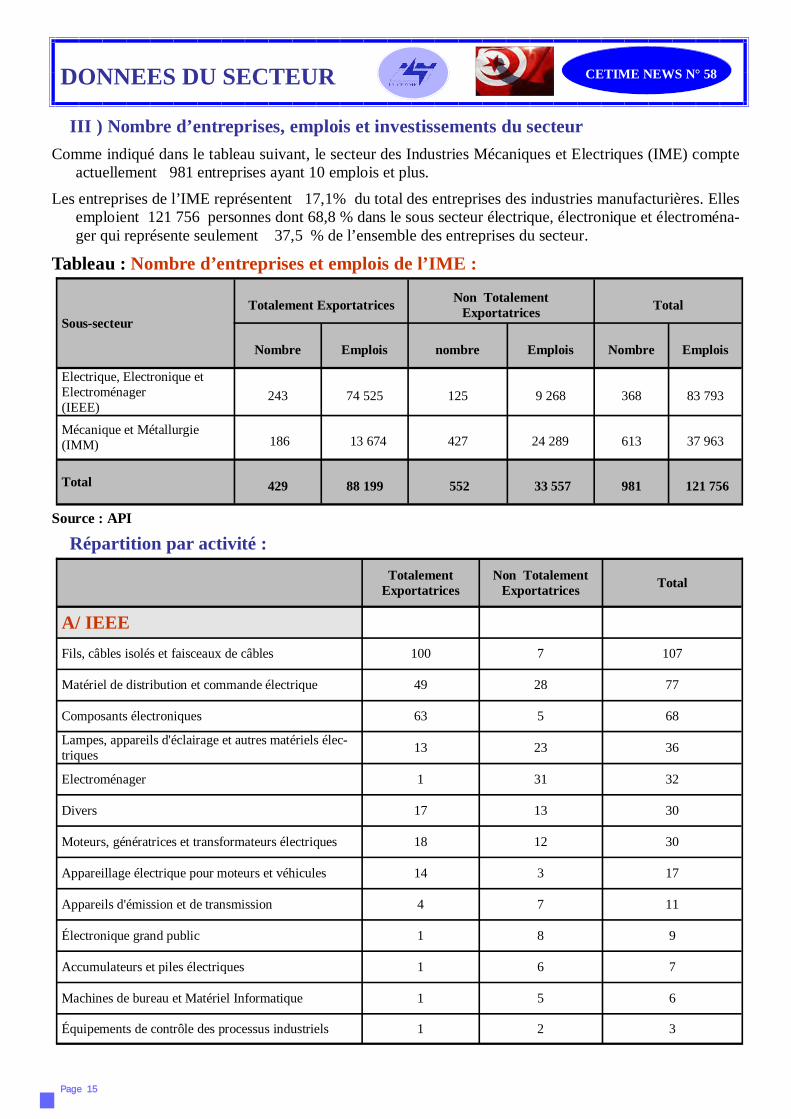
III ) Nombre d’entreprises, emplois et investissements du secteur Comme indiqué dans le tableau suivant, le secteur des Industries Mécaniques et Electriques (IME) compte
actuellement 981 entreprises ayant 10 emplois et plus.
Les entreprises de l’IME représentent 17,1% du total des entreprises des industries manufacturières. Elles emploient 121 756 personnes dont 68,8 % dans le sous secteur électrique, électronique et électroména-ger qui représente seulement 37,5 % de l’ensemble des entreprises du secteur.
Tableau : Nombre d’entreprises et emplois de l’IME :
Source : API
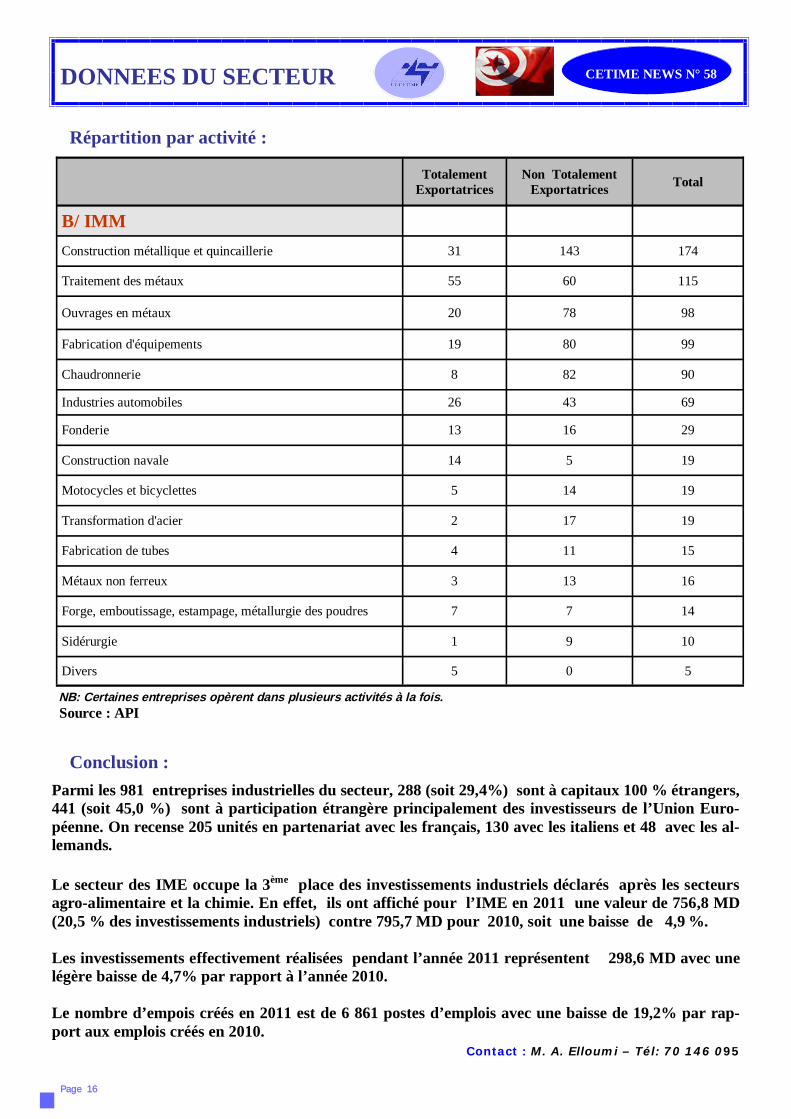
Répartition par activité :
Sous-secteur Totalement Exportatrices Non Totalement
Exportatrices Total
Nombre Emplois nombre Emplois Nombre Emplois
Electrique, Electronique et Electroménager (IEEE)
243 74 525 125 9 268 368 83 793
Mécanique et Métallurgie (IMM) 186 13 674 427 24 289 613 37 963
Total 429 88 199 552 33 557 981 121 756
Totalement Exportatrices
Non Totalement Exportatrices Total
A/ IEEE
Fils, câbles isolés et faisceaux de câbles 100 7 107
Matériel de distribution et commande électrique 49 28 77
Composants électroniques 63 5 68
Lampes, appareils d'éclairage et autres matériels élec-triques 13 23 36
Electroménager 1 31 32
Divers 17 13 30
Moteurs, génératrices et transformateurs électriques 18 12 30
Appareillage électrique pour moteurs et véhicules 14 3 17
Appareils d'émission et de transmission 4 7 11
Électronique grand public 1 8 9
Accumulateurs et piles électriques 1 6 7
Machines de bureau et Matériel Informatique 1 5 6
Équipements de contrôle des processus industriels 1 2 3
Page 16
CETIME NEWS N° 58 DONNEES DU SECTEUR
NB: Certaines entreprises opèrent dans plusieurs activités à la fois. Source : API
Totalement Exportatrices
Non Totalement Exportatrices Total
B/ IMM
Construction métallique et quincaillerie 31 143 174
Traitement des métaux 55 60 115
Ouvrages en métaux 20 78 98
Fabrication d'équipements 19 80 99
Chaudronnerie 8 82 90
Industries automobiles 26 43 69
Fonderie 13 16 29
Construction navale 14 5 19
Motocycles et bicyclettes 5 14 19
Transformation d'acier 2 17 19
Fabrication de tubes 4 11 15
Métaux non ferreux 3 13 16
Forge, emboutissage, estampage, métallurgie des poudres 7 7 14
Sidérurgie 1 9 10
Divers 5 0 5
Conclusion :
Parmi les 981 entreprises industrielles du secteur, 288 (soit 29,4%) sont à capitaux 100 % étrangers, 441 (soit 45,0 %) sont à participation étrangère principalement des investisseurs de l’Union Euro-péenne. On recense 205 unités en partenariat avec les français, 130 avec les italiens et 48 avec les al-lemands. Le secteur des IME occupe la 3ème place des investissements industriels déclarés après les secteurs agro-alimentaire et la chimie. En effet, ils ont affiché pour l’IME en 2011 une valeur de 756,8 MD (20,5 % des investissements industriels) contre 795,7 MD pour 2010, soit une baisse de 4,9 %. Les investissements effectivement réalisées pendant l’année 2011 représentent 298,6 MD avec une légère baisse de 4,7% par rapport à l’année 2010. Le nombre d’empois créés en 2011 est de 6 861 postes d’emplois avec une baisse de 19,2% par rap-port aux emplois créés en 2010.
Répartition par activité :
Contact : M. A. Elloumi – Tél: 70 146 095

Page 17
AGENDAS CETIME NEWS N° 58
Avec le CETIME, améliorez votre savoir-faire
WCNDT 2012 - 18ème Conférence Internationale CND
Durban - Afrique du Sud. - du 16 au 20/04/2012 L'Institut Sud-Africain pour les Essais Non Destructifs (SAINT - South African Institute for Non Destructive Testing) a l'honneur et le privilège d'organiser la 18ème Conférence internationale sur les Contrôles Non Destructifs (WCNDT 2012) pour la première fois dans l'histoire des CND sur le continent Africain. Site web: http://www.wcndt2012.org.za
Thèmes de formation mars - avril 2012 Dates Durée
Préparation à l'examen de recertification en ressuage 6-7/03/2012 2 jours
La démarche innovation 6-7/03/2012 2 jours
Métrologue niveau 2 (Gestion et suivi des étalonnages) 7-9/03/2012 3 jours
Le KAIZEN : le principe de l’amélioration continue 13-15/03/2012 3 jours
Matériaux et leurs comportements au soudage des appareils à pression 13-16/03/2012 4 jours
L'économie d'énergie sur les installations d'air comprimé 14-15/03/2012 2 jours
Les Essais Destructifs et Non Destructifs des Appareils à Pression 19-21/03/2012 3 jours
Inspection en soudage des Appareils à Pression 22-24/03/2012 3 jours
Essais de conformité et d'étiquetage énergétique des lampes et luminaires 27-28/03/2012 2 jours
Modification du LAYOUT 27-28/03/2012 2 jours
Règlementations, normes et codes de constructions soudées des appareils à pression 27-29/03/2012 3 jours
Magnétoscopie niveaux 1 & 2 27/03 au 04/04/2012 7 jours
Initiation et sensibilisation sur le Lean Manufacturing 3-4/04/2012 2 jours
Contrôle par thermographie infrarouge des installations industrielles 11-12/04/2012 2 jours
Métrologue niveau 3 (Calcul des incertitudes de mesure) 11-13/04/2012 3 jours
Soudabilité des aciers 17-18/04/2012 2 jours
Préparation à l'examen de recertification en magnétoscopie 17-18/04/2012 2 jours
Les exigences du système de management de la qualité selon la norme ISO 9001 17-19/04/2012 3 jours
http://www.labexpo.com.tn/
Contact: Mme F. Ammar - Tél: 70 146 402

Page 18
58
2 2012.
.
.
– :
: / : - - - - - - - - :
: . .7 6 – – 2010 - :70 146 000 :70 146 071 - www.cetime.ind.tn
6ème SALON MEDITERRANEEN DE L’ELECTRICI-TE ET DE L’ELECTRONIQUE & 3ème SALON DES
ENERGIES RENOUVELABLES
Sfax, du 07 au 10 mars 2012
Contact: M. Aref AYADI - Tél. 98 278 042
Email: [email protected] Site web: http://www.salon-medelec.com Tél.: 74 208 028 - Fax: 74 296 527
Entreprises du secteur IEE : Ceci vous concerne !
Le CETIME informe ses lecteurs de la tenue
de la prochaine édition du salon MEDELEC & ENER qui aura lieu du 7 au 10 mars 2012 à la Foire Internationale de Sfax. A cette occasion, le CETIME incite les opérateurs du secteur électrique et électronique en Tunisie et ailleurs, et notamment les entreprises dé-sireuses d’élargir leur portefeuille commer-
cial, à participer à cet évènement qui contri-bue énormément à la promotion de leurs ac-
tivités.
70 146 033

2011 14,9 %
2010
9 277,3
8 070,8 2010
37 %
.
:19 %
2010 .
14. 220
% 2,7
65,2 % .
2011
:69,1 %
% 22,1
8,8 % .
2008
.