Embed Size (px)
Citation preview
Gestion de l’approvisionnement et des stocks, 3e édition
Solutionnaire – Chapitre 5 1/28 Reproduction interdite © 2009 Chenelière Éducation inc.
Chapitre 5 – Les modèles de gestion des stocks Solutionnaire
Questions
1. Un acheteur doit se poser deux questions fondamentales en matière de gestion des stocks. Quelles sont-elles ? Quelle quantité faut-il commander et à quel moment doit-on passer la commande ?
2. Qu’est-ce qu’un point de commande ? Le point de commande est la quantité précise qui, lorsqu’elle est atteinte, indique qu’il est temps de commander du stock. Il dépend du délai de livraison, de la demande durant ce délai et du stock de sécurité que l’entreprise conserve pour répondre aux variations de la demande.
3. Qu’est-ce qu’un stock de sécurité ? Un stock de sécurité est un stock que l’entreprise doit conserver pour se prémunir contre tout événement susceptible de provoquer un manque de stock. Parmi ces événements, on peut citer une hausse soudaine de la demande d’un produit donné ou encore une grève prévue chez un fournisseur.
4. Expliquez en vos propres mots la méthode des deux tiroirs. La méthode des deux tiroirs consiste à stocker des articles dans deux tiroirs de formats différents. Lorsque le tiroir 1 est vide, on passe la commande d’une quantité X, qui comprend la quantité conservée dans le tiroir 1 ainsi que la quantité conservée dans le tiroir 2. Il faut noter que, dans le tiroir 2, on ne conserve que la quantité demandée durant le délai de livraison. Ainsi, quand la commande arrive, théoriquement, le tiroir 2 est vide.
5. Quel effet sur les coûts reliés à l’approvisionnement (coût combiné) entraînera le calcul de la quantité économique de commande (QEC) ? Le coût combiné (Cs + Cc) sera réduit au minimum.
6. Quels sont les coûts pertinents dans le calcul de la QEC, parmi les quatre coûts décrits dans ce chapitre? Le coût de stockage (Cs) et le coût de commande (Cc).
7. Nommez deux hypothèses à respecter pour utiliser adéquatement la QEC. Le matériel est reçu en un seul envoi, et on connaît parfaitement la demande.
8. Quelle hypothèse n’est plus valable dans le cas de l’utilisation de la QEC avec un escompte ? Le coût d’acquisition est toujours le même, peu importe la quantité commandée.
9. Quels sont les intrants d’un système de planification des besoins de matières (PBM) ? Les intrants sont : le plan directeur de production, la structure du produit, la nomenclature du produit, le délai de livraison et l’état des stocks.
Gestion de l’approvisionnement et des stocks, 3e édition
Solutionnaire – Chapitre 5 2/28 Reproduction interdite © 2009 Chenelière Éducation inc.
10. Qu’est-ce qu’un système de planification des besoins de distribution (PBD) ? Un système de planification des besoins de distribution (PBD) est un système analogue au système de PBM. À partir des besoins nets précisés pour chaque centre de distribution régional, on est en mesure d’établir un plan directeur de commande pour l’entrepôt central. Ce système s’applique très bien lorsque l’entrepôt central a le pouvoir de décision et que, par conséquent, la gestion des stocks est centralisée.
Exercices d’apprentissage
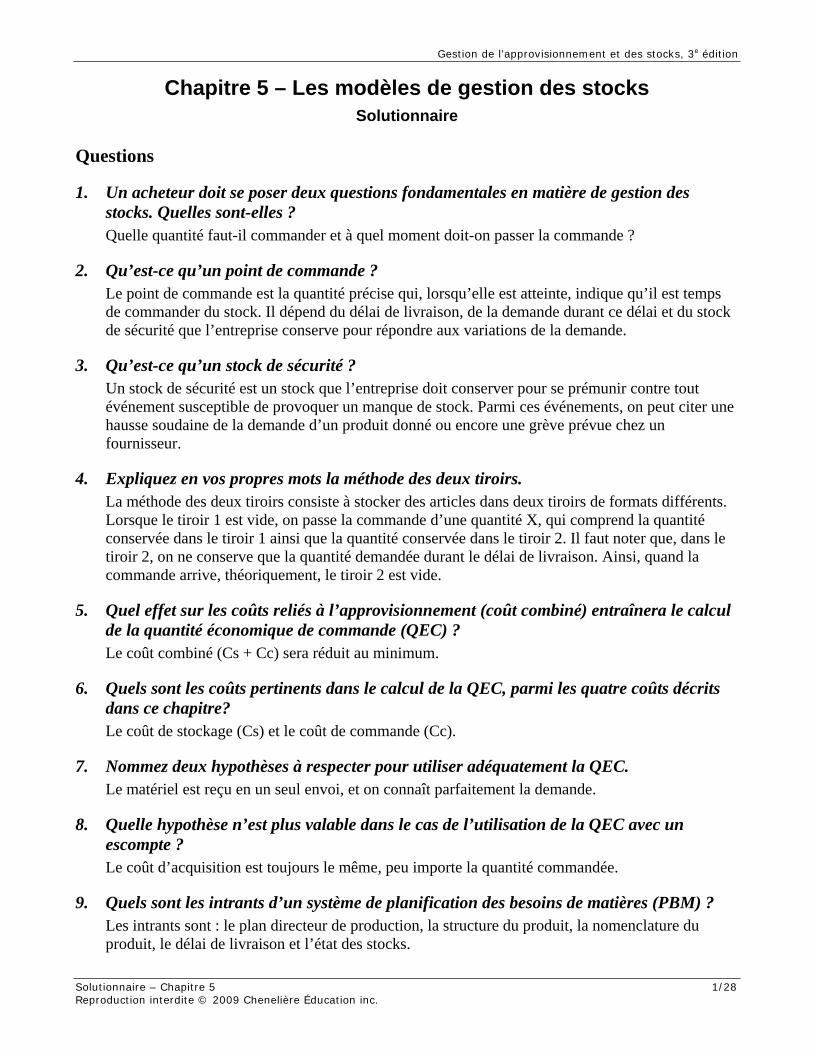
1. Reproduisez le graphique de l’évolution des stocks (voir la figure 5.3, p. 203) sur 15 semaines (il y a 5 jours ouvrables par semaine). Tenez compte des renseignements suivants et indiquez lisiblement le point de commande, la quantité maximale, la quantité minimale et le délai de livraison : Demande : 250 unités par semaine Délai de livraison : 2 semaines Quantité en main au début de l’horizon de planification (temps t = 0) : 500 unités Quantité à commander : 750 unités Stock de sécurité : 0 unité
QMIN = quantité minimale QMAX = quantité maximale DL = délai de livraison PC = point de commande QC = quantité de commande
Gestion de l’approvisionnement et des stocks, 3e édition
Solutionnaire – Chapitre 5 3/28 Reproduction interdite © 2009 Chenelière Éducation inc.
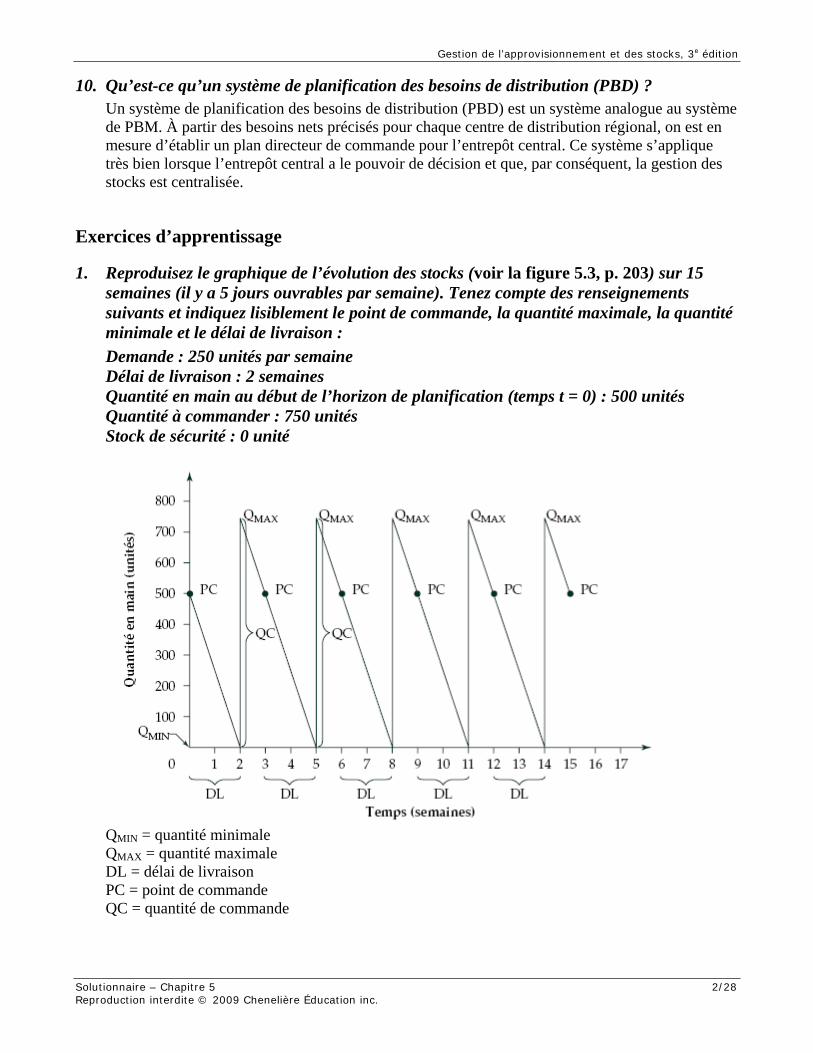
2. Reproduisez le graphique de l’évolution des stocks (voir la figure 5.5, p. 206) sur 15 semaines (il y a 5 jours ouvrables par semaine). Tenez compte des renseignements suivants : Demande : 200 unités par semaine Délai de livraison : 3 semaines Quantité en main au début de l’horizon de planification : 750 unités Quantité à commander : 900 unités Stock de sécurité : 150 unités
SMIN = stock minimal SMAX = stock maximal DL = délai de livraison PC = point de commande QC = quantité de commande SS = stock de sécurité
Gestion de l’approvisionnement et des stocks, 3e édition
Solutionnaire – Chapitre 5 4/28 Reproduction interdite © 2009 Chenelière Éducation inc.
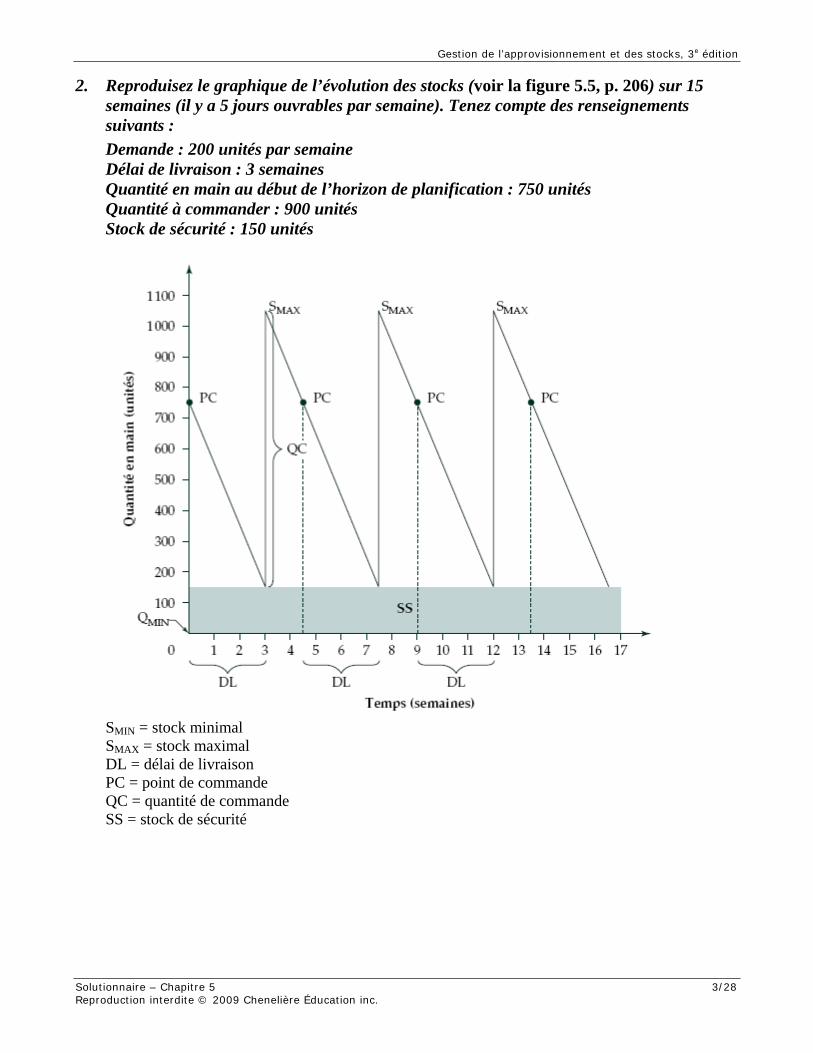
3. Reproduisez le graphique de l’évolution des stocks sur 8 semaines (il y a 5 jours ouvrables par semaine). Tenez compte des renseignements suivants : Demande : 40 unités par jour Délai de livraison : 2 jours Quantité en main au début de l’horizon de planification : 160 unités Quantité à commander : 400 unités Stock de sécurité : 0 unité
SMIN = stock minimal SMAX = stock maximal DL = délai de livraison PC = point de commande QC = quantité de commande
Gestion de l’approvisionnement et des stocks, 3e édition
Solutionnaire – Chapitre 5 5/28 Reproduction interdite © 2009 Chenelière Éducation inc.
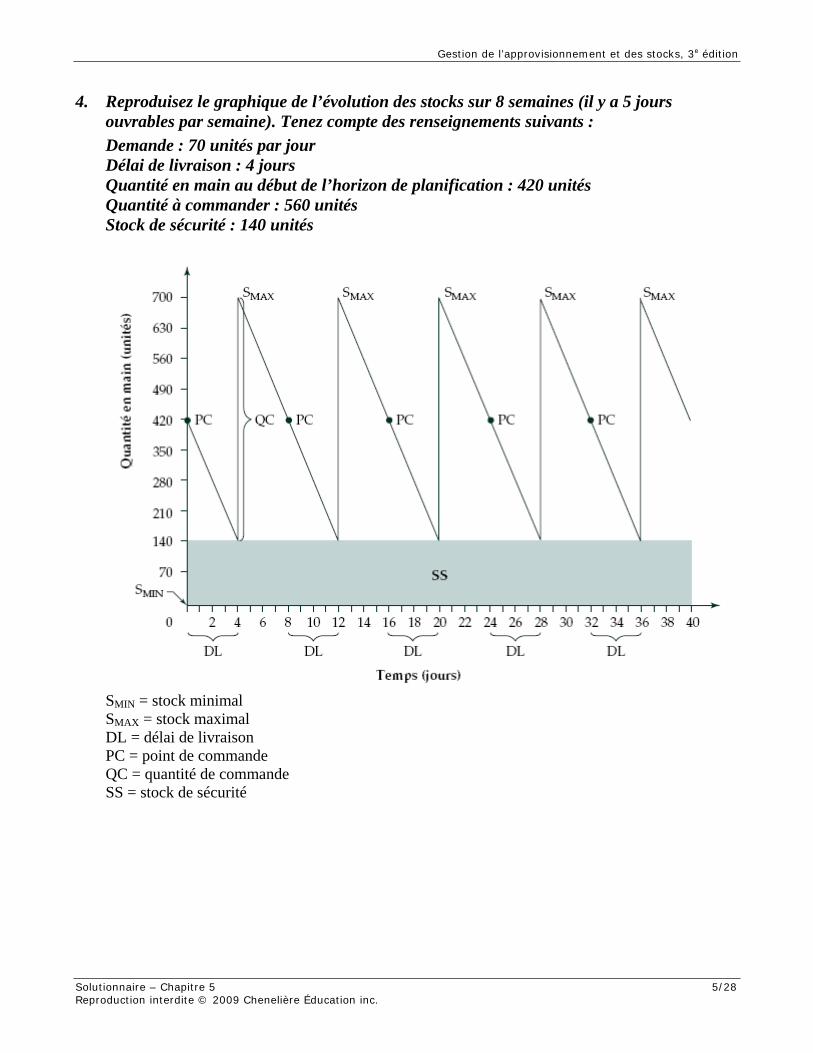
4. Reproduisez le graphique de l’évolution des stocks sur 8 semaines (il y a 5 jours ouvrables par semaine). Tenez compte des renseignements suivants : Demande : 70 unités par jour Délai de livraison : 4 jours Quantité en main au début de l’horizon de planification : 420 unités Quantité à commander : 560 unités Stock de sécurité : 140 unités
SMIN = stock minimal SMAX = stock maximal DL = délai de livraison PC = point de commande QC = quantité de commande SS = stock de sécurité
Gestion de l’approvisionnement et des stocks, 3e édition
Solutionnaire – Chapitre 5 6/28 Reproduction interdite © 2009 Chenelière Éducation inc.
5. Parmi les éléments suivants, lesquels entrent dans le calcul de la QEC ? a) le coût unitaire de l’article ; b) le salaire du réceptionnaire de la marchandise ; c) l’amortissement comptable du bâtiment ; d) la campagne de publicité effectuée pour un article donné ; e) les taxes scolaires ; f) le salaire du vice-président exploitation ; g) le coût rattaché à la perte d’une vente ; h) le formulaire de demande d’achat ; i) le coût des palettes lors de la réception du matériel ; j) le salaire de l’adjoint administratif du service des achats.
Oui Non
a, b, e, h, j c, d, f, g, i
6. Quel type de modèle devrait utiliser une entreprise qui veut recevoir son stock de façon instantanée (la demande ne dépend pas de la production) ? La QEC de base.
Le modèle de gestion des stocks sera-t-il le même si elle veut recevoir son stock de façon graduelle? Il s’agira alors de la QEC avec une réception échelonnée, analogue à la QEP.
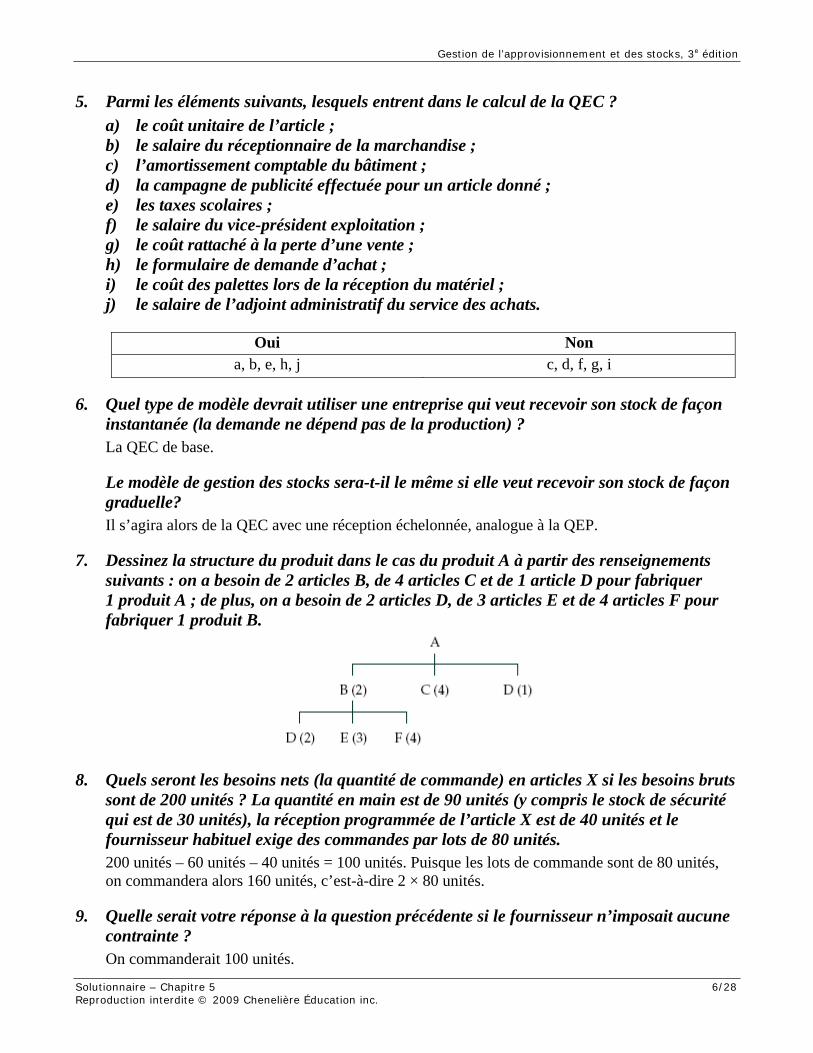
7. Dessinez la structure du produit dans le cas du produit A à partir des renseignements suivants : on a besoin de 2 articles B, de 4 articles C et de 1 article D pour fabriquer 1 produit A ; de plus, on a besoin de 2 articles D, de 3 articles E et de 4 articles F pour fabriquer 1 produit B.
8. Quels seront les besoins nets (la quantité de commande) en articles X si les besoins bruts sont de 200 unités ? La quantité en main est de 90 unités (y compris le stock de sécurité qui est de 30 unités), la réception programmée de l’article X est de 40 unités et le fournisseur habituel exige des commandes par lots de 80 unités. 200 unités – 60 unités – 40 unités = 100 unités. Puisque les lots de commande sont de 80 unités, on commandera alors 160 unités, c’est-à-dire 2 × 80 unités.
9. Quelle serait votre réponse à la question précédente si le fournisseur n’imposait aucune contrainte ? On commanderait 100 unités.
Gestion de l’approvisionnement et des stocks, 3e édition
Solutionnaire – Chapitre 5 7/28 Reproduction interdite © 2009 Chenelière Éducation inc.
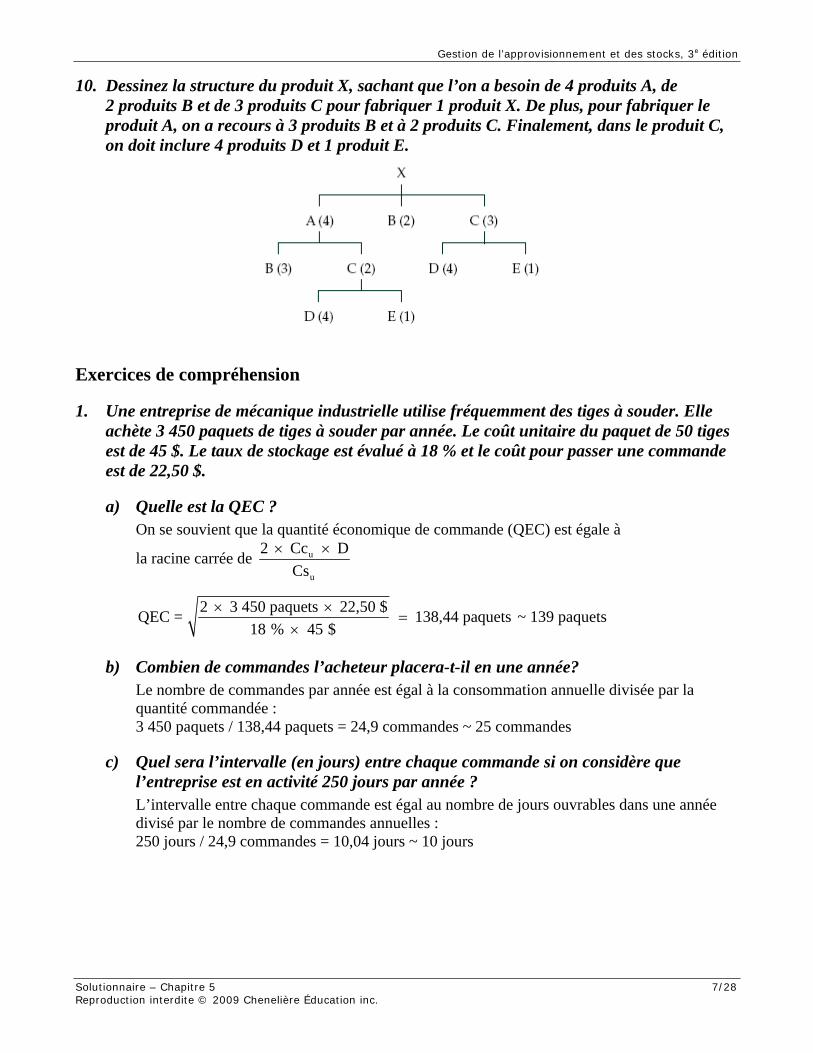
10. Dessinez la structure du produit X, sachant que l’on a besoin de 4 produits A, de 2 produits B et de 3 produits C pour fabriquer 1 produit X. De plus, pour fabriquer le produit A, on a recours à 3 produits B et à 2 produits C. Finalement, dans le produit C, on doit inclure 4 produits D et 1 produit E.
Exercices de compréhension
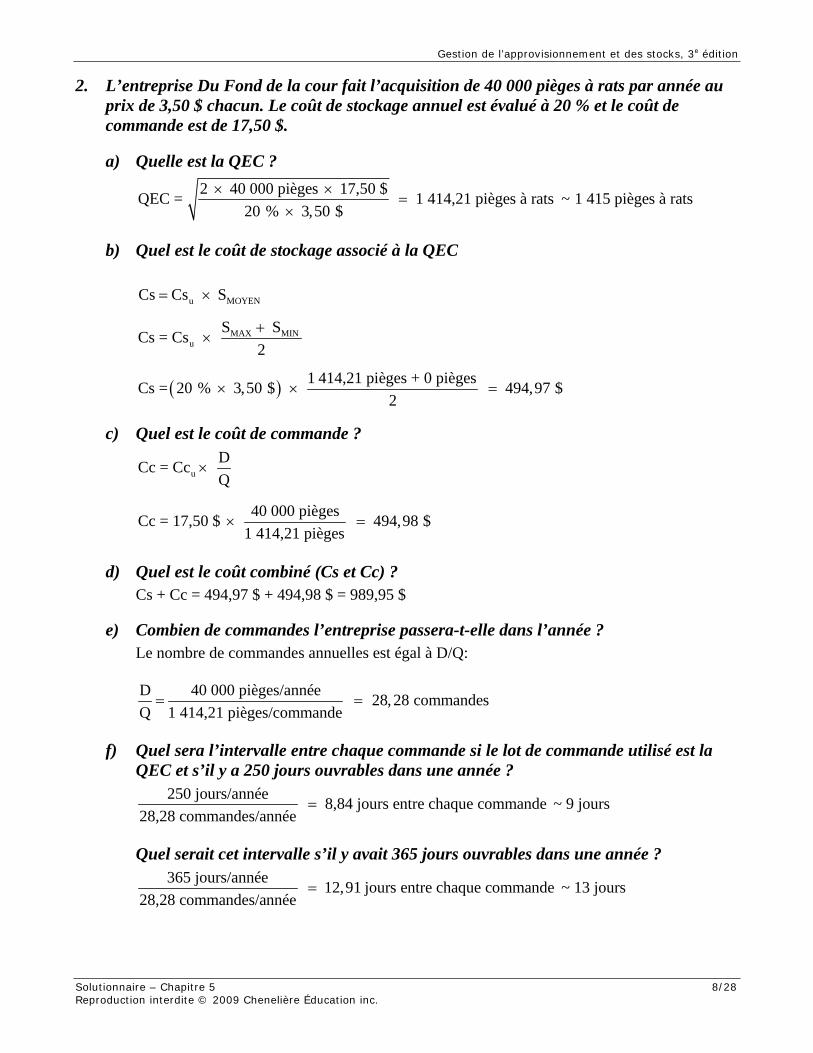
1. Une entreprise de mécanique industrielle utilise fréquemment des tiges à souder. Elle achète 3 450 paquets de tiges à souder par année. Le coût unitaire du paquet de 50 tiges est de 45 $. Le taux de stockage est évalué à 18 % et le coût pour passer une commande est de 22,50 $.
a) Quelle est la QEC ? On se souvient que la quantité économique de commande (QEC) est égale à
la racine carrée de u
u
2 Cc DCs
× ×
2 3 450 paquets 22,50 $QEC = 138,44 paquets
18 % 45 $× ×
=×
~ 139 paquets
b) Combien de commandes l’acheteur placera-t-il en une année? Le nombre de commandes par année est égal à la consommation annuelle divisée par la quantité commandée : 3 450 paquets / 138,44 paquets = 24,9 commandes ~ 25 commandes
c) Quel sera l’intervalle (en jours) entre chaque commande si on considère que l’entreprise est en activité 250 jours par année ? L’intervalle entre chaque commande est égal au nombre de jours ouvrables dans une année divisé par le nombre de commandes annuelles : 250 jours / 24,9 commandes = 10,04 jours ~ 10 jours
Gestion de l’approvisionnement et des stocks, 3e édition
Solutionnaire – Chapitre 5 8/28 Reproduction interdite © 2009 Chenelière Éducation inc.
2. L’entreprise Du Fond de la cour fait l’acquisition de 40 000 pièges à rats par année au prix de 3,50 $ chacun. Le coût de stockage annuel est évalué à 20 % et le coût de commande est de 17,50 $.
a) Quelle est la QEC ? 2 40 000 pièges 17,50 $QEC = 1 414,21 pièges à rats
20 % 3,50 $× ×
=×
~ 1 415 pièges à rats
b) Quel est le coût de stockage associé à la QEC
( )
u MOYEN
MAX MINu
Cs Cs S
S SCs = Cs 2
1 414,21 pièges + 0 piègesCs = 20 % 3,50 $ 494,97 $2
= ×
+×
× × =
c) Quel est le coût de commande ?
uDCc = Cc Q
40 000 piègesCc = 17,50 $ 494,98 $1 414,21 pièges
×
× =
d) Quel est le coût combiné (Cs et Cc) ? Cs + Cc = 494,97 $ + 494,98 $ = 989,95 $
e) Combien de commandes l’entreprise passera-t-elle dans l’année ? Le nombre de commandes annuelles est égal à D/Q: D 40 000 pièges/année 28,28 commandesQ 1 414,21 pièges/commande= =
f) Quel sera l’intervalle entre chaque commande si le lot de commande utilisé est la QEC et s’il y a 250 jours ouvrables dans une année ?
250 jours/année 8,84 jours entre chaque commande28,28 commandes/année
= ~ 9 jours
Quel serait cet intervalle s’il y avait 365 jours ouvrables dans une année ? 365 jours/année 12,91 jours entre chaque commande
28,28 commandes/année= ~ 13 jours

Gestion de l’approvisionnement et des stocks, 3e édition
Solutionnaire – Chapitre 5 9/28 Reproduction interdite © 2009 Chenelière Éducation inc.
3. Une entreprise d’entretien ménager consomme 15 000 L* de savon à plancher par année. Le fournisseur de savon offre l’échelle de prix suivante :
Quantité commandée (L) Coût unitaire ($/L)Q < 600 600 < Q < 1 000 1 000 < Q < 1 400 Q > 1 400
7,00 6,00 5,00 4,00
Le coût de stockage est de 23 % du coût unitaire par année. Le coût de commande est de 25 $. Quelle quantité l’entreprise devrait-elle commander pour réduire le plus possible le coût total (Ca + Cs + Cc) ? Puisqu’il s’agit d’un problème de QEC avec un escompte, on utilise la démarche expliquée dans le chapitre. • On prend le prix offert le plus bas et on calcule la QEC :
2 15 000 L 25 $QEC = 902,89 L
23 % 4 $× ×
=×
On comprend que la QEC, dans le cas présent, n’est pas réalisable. En effet, l’échelle de quantité correspondant au coût unitaire de 4 $ commence à 1 400 L.
• On prend le prix immédiatement supérieur et on effectue les mêmes opérations :
2 × 15 000 L × 25 $QEC = = 807,57 L23 % × 5 $
On voit encore une fois que la QEC n’est pas réalisable.
• On prend le prix immédiatement supérieur :
2 × 15 000 L × 25 $QEC = = 737,21 L
23 % × 6 $
Dans ce cas-ci, la QEC est réalisable. En effet, elle se situe entre 600 L et 1 000 L, comme l’échelle de quantité le demande.
• Ensuite, on calcule le coût total correspondant à la QEC trouvée
( )
( ) ( )
CT 737, 21 Ca Cs Cc
737,21 L + 0 L 15 000 L15 000 L × 6 $ + 6 $ × 23 % × + 25 $ × 2 737,21 L
= 90 000 $ + 508,67 $ + 508,67 $
= 91 017,34 $
= + +
⎛ ⎞⎡ ⎤= ⎜ ⎟⎢ ⎥⎣ ⎦ ⎝ ⎠
* Le « L » majuscule a été utilisé comme symbole de « litre » dans le guide d’enseignement, car l’utilisation du « l » minuscule aurait entraîné une confusion avec le chiffre « 1 » dans les tableaux et les formules.
Gestion de l’approvisionnement et des stocks, 3e édition
Solutionnaire – Chapitre 5 10/28 Reproduction interdite © 2009 Chenelière Éducation inc.
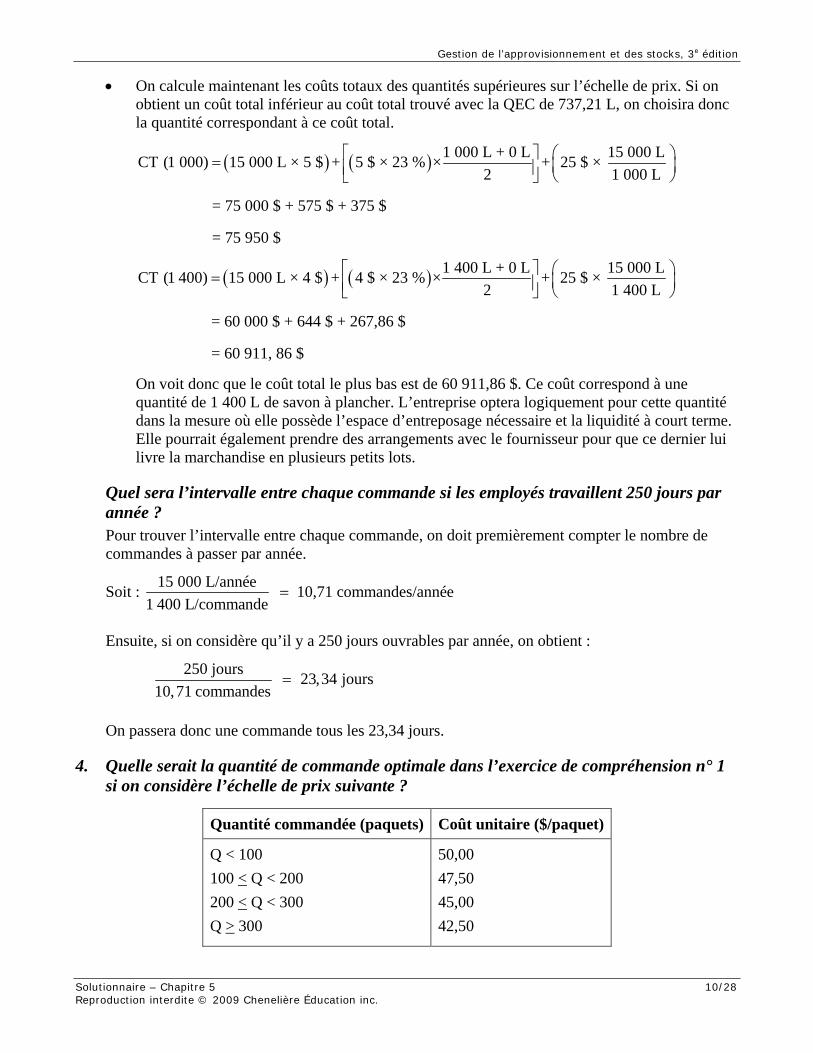
• On calcule maintenant les coûts totaux des quantités supérieures sur l’échelle de prix. Si on obtient un coût total inférieur au coût total trouvé avec la QEC de 737,21 L, on choisira donc la quantité correspondant à ce coût total.
( ) ( ) 1 000 L + 0 L 15 000 LCT (1 000) 15 000 L × 5 $ + 5 $ × 23 % × + 25 $ × 2 1 000 L
= 75 000 $ + 575 $ + 375 $
= 75 950 $
⎡ ⎤ ⎛ ⎞= ⎜ ⎟⎢ ⎥⎣ ⎦ ⎝ ⎠
( ) ( ) 1 400 L + 0 L 15 000 LCT (1 400) 15 000 L × 4 $ + 4 $ × 23 % × + 25 $ × 2 1 400 L
= 60 000 $ + 644 $ + 267,86 $
= 60 911, 86 $
⎡ ⎤ ⎛ ⎞= ⎜ ⎟⎢ ⎥⎣ ⎦ ⎝ ⎠
On voit donc que le coût total le plus bas est de 60 911,86 $. Ce coût correspond à une quantité de 1 400 L de savon à plancher. L’entreprise optera logiquement pour cette quantité dans la mesure où elle possède l’espace d’entreposage nécessaire et la liquidité à court terme. Elle pourrait également prendre des arrangements avec le fournisseur pour que ce dernier lui livre la marchandise en plusieurs petits lots.
Quel sera l’intervalle entre chaque commande si les employés travaillent 250 jours par année ? Pour trouver l’intervalle entre chaque commande, on doit premièrement compter le nombre de commandes à passer par année.
Soit : 15 000 L/année 10,71 commandes/année1 400 L/commande
=
Ensuite, si on considère qu’il y a 250 jours ouvrables par année, on obtient :
250 jours 23,34 jours10,71 commandes
=
On passera donc une commande tous les 23,34 jours.
4. Quelle serait la quantité de commande optimale dans l’exercice de compréhension n° 1 si on considère l’échelle de prix suivante ?
Quantité commandée (paquets) Coût unitaire ($/paquet)
Q < 100 100 < Q < 200 200 < Q < 300 Q > 300
50,00 47,50 45,00 42,50

Gestion de l’approvisionnement et des stocks, 3e édition
Solutionnaire – Chapitre 5 11/28 Reproduction interdite © 2009 Chenelière Éducation inc.
Le raisonnement est exactement le même que pour l’exercice 3. • On commence donc par calculer la QEC avec le prix le plus bas de l’échelle.
2 × 3 450 paquets × 22,50 $QEC = = 142,46 paquets
18 % × 42,50 $
La QEC n’est pas réalisable.
• On prend alors le prix immédiatement supérieur dans l’échelle de prix, soit 45 $ :
2 × 3 450 paquets × 22,50 $QEC = = 138,44 paquets18 % × 45 $
Encore une fois, la QEC n’est pas réalisable.
• On prend maintenant le prix immédiatement supérieur, soit 47,50 $ :
2 × 3 450 paquets × 22,50 $QEC = = 134,75 paquets18 % × 47,50 $
Dans le cas présent, la QEC est réalisable.
• On calcule donc le coût total associé à la QEC trouvée.
( ) ( ) 134,75 + 0 3 450CT (134,75) = 3 450 × 47,50 $ + 47,50 $ × 18 % × + 22,50 $ × 2 134,75
= 163 875 $ + 576,06 $ + 576,07 $
= 165 027,13 $
⎛ ⎞⎡ ⎤⎜ ⎟⎢ ⎥⎣ ⎦ ⎝ ⎠
• On trouve les coûts totaux des quantités supérieures sur l’échelle de prix.
( ) ( ) 200 + 0 3 450CT (200) = 3 450 × 45 $ + 45 $ × 18 % × + 22,50 $ × 2 200
= 155 250 $ + 810 $ + 388,13 $
= 156 448,13 $
⎡ ⎤ ⎛ ⎞⎜ ⎟⎢ ⎥⎣ ⎦ ⎝ ⎠
( ) ( ) 300 + 0 3 450CT (300) = 3 450 × 42,50 $ + 42,50 $ × 18 % × + 22,50 $ × 2 300
= 146 625 $ + 1 147,50 $ + 258,75 $
= 148 031,25 $
⎡ ⎤ ⎛ ⎞⎜ ⎟⎢ ⎥⎣ ⎦ ⎝ ⎠
On devrait donc commander par lots de 300 paquets, si l’on se fie uniquement au coût total.
Gestion de l’approvisionnement et des stocks, 3e édition
Solutionnaire – Chapitre 5 12/28 Reproduction interdite © 2009 Chenelière Éducation inc.
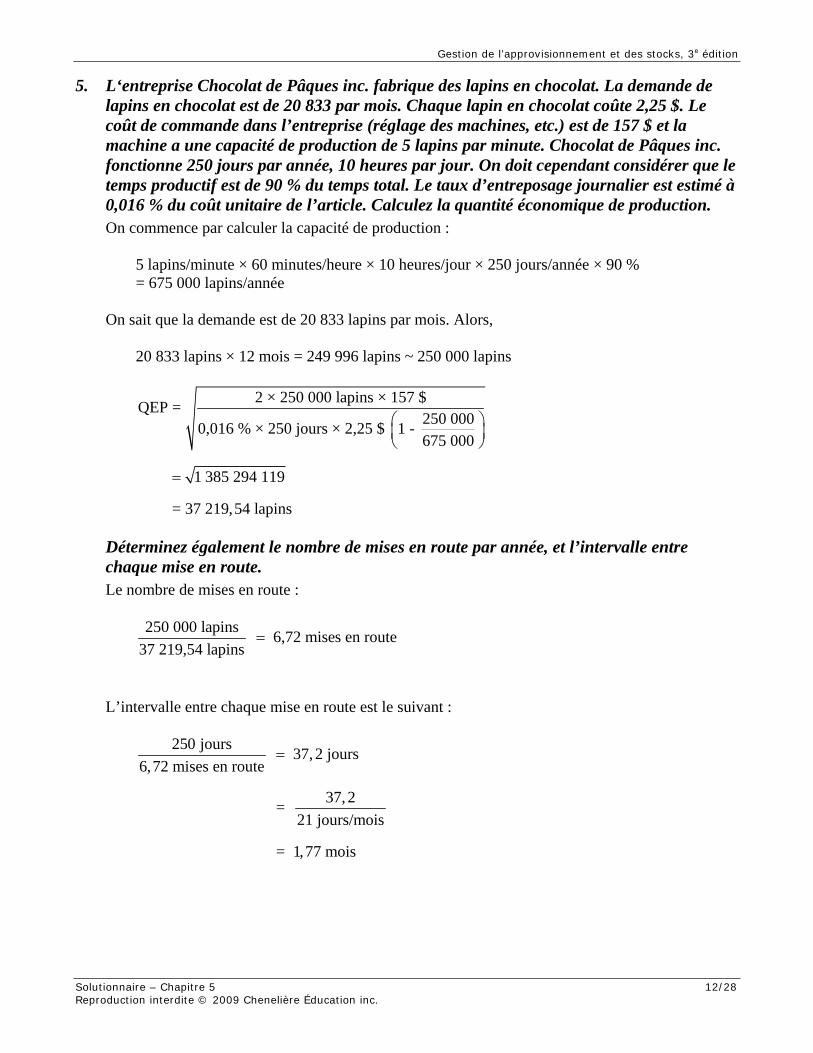
5. L‘entreprise Chocolat de Pâques inc. fabrique des lapins en chocolat. La demande de lapins en chocolat est de 20 833 par mois. Chaque lapin en chocolat coûte 2,25 $. Le coût de commande dans l’entreprise (réglage des machines, etc.) est de 157 $ et la machine a une capacité de production de 5 lapins par minute. Chocolat de Pâques inc. fonctionne 250 jours par année, 10 heures par jour. On doit cependant considérer que le temps productif est de 90 % du temps total. Le taux d’entreposage journalier est estimé à 0,016 % du coût unitaire de l’article. Calculez la quantité économique de production. On commence par calculer la capacité de production :
5 lapins/minute × 60 minutes/heure × 10 heures/jour × 250 jours/année × 90 % = 675 000 lapins/année
On sait que la demande est de 20 833 lapins par mois. Alors, 20 833 lapins × 12 mois = 249 996 lapins ~ 250 000 lapins
2 × 250 000 lapins × 157 $QEP = 250 0000,016 % × 250 jours × 2,25 $ 1 - 675 000
1 385 294 119
= 37 219,54 lapins
⎛ ⎞⎜ ⎟⎝ ⎠
=
Déterminez également le nombre de mises en route par année, et l’intervalle entre chaque mise en route. Le nombre de mises en route :
L’intervalle entre chaque mise en route est le suivant :
250 jours 37,2 jours6,72 mises en route
37,2= 21 jours/mois
= 1,77 mois
=
250 000 lapins 6,72 mises en route37 219,54 lapins
=
Gestion de l’approvisionnement et des stocks, 3e édition
Solutionnaire – Chapitre 5 13/28 Reproduction interdite © 2009 Chenelière Éducation inc.
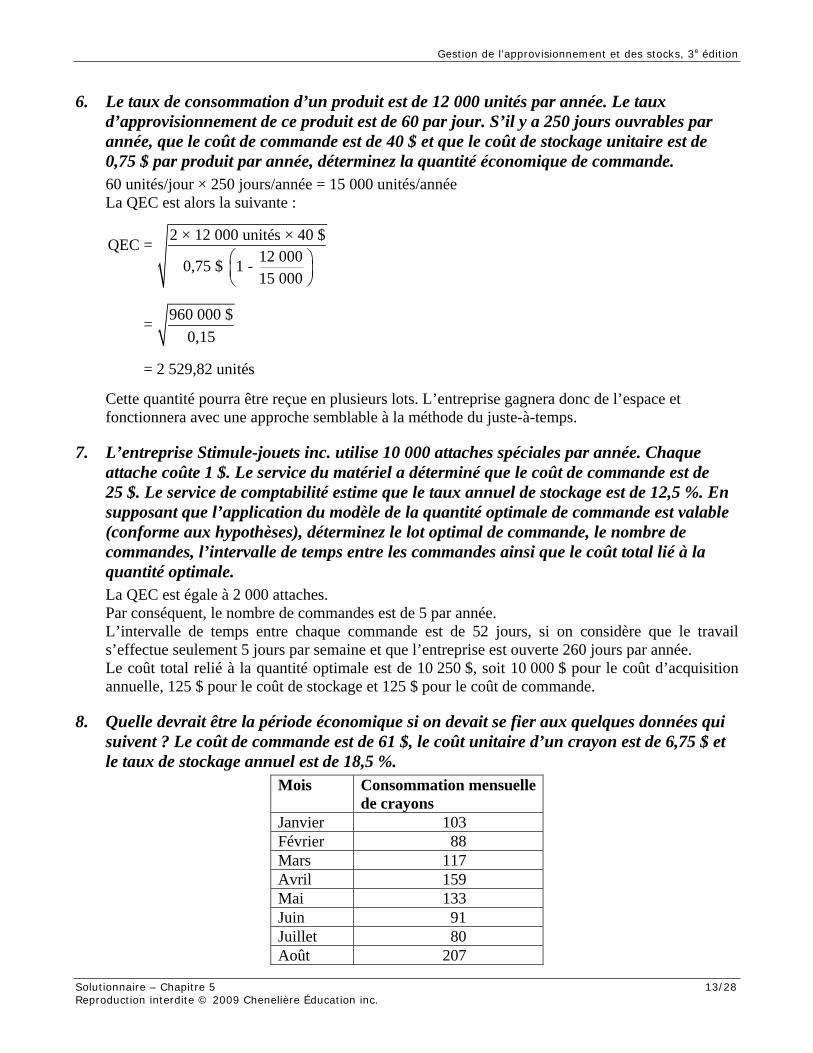
6. Le taux de consommation d’un produit est de 12 000 unités par année. Le taux d’approvisionnement de ce produit est de 60 par jour. S’il y a 250 jours ouvrables par année, que le coût de commande est de 40 $ et que le coût de stockage unitaire est de 0,75 $ par produit par année, déterminez la quantité économique de commande. 60 unités/jour × 250 jours/année = 15 000 unités/année La QEC est alors la suivante :
2 × 12 000 unités × 40 $QEC = 12 0000,75 $ 1 - 15 000
960 000 $= 0,15
= 2 529,82 unités
⎛ ⎞⎜ ⎟⎝ ⎠
Cette quantité pourra être reçue en plusieurs lots. L’entreprise gagnera donc de l’espace et fonctionnera avec une approche semblable à la méthode du juste-à-temps.
7. L’entreprise Stimule-jouets inc. utilise 10 000 attaches spéciales par année. Chaque attache coûte 1 $. Le service du matériel a déterminé que le coût de commande est de 25 $. Le service de comptabilité estime que le taux annuel de stockage est de 12,5 %. En supposant que l’application du modèle de la quantité optimale de commande est valable (conforme aux hypothèses), déterminez le lot optimal de commande, le nombre de commandes, l’intervalle de temps entre les commandes ainsi que le coût total lié à la quantité optimale. La QEC est égale à 2 000 attaches. Par conséquent, le nombre de commandes est de 5 par année. L’intervalle de temps entre chaque commande est de 52 jours, si on considère que le travail s’effectue seulement 5 jours par semaine et que l’entreprise est ouverte 260 jours par année. Le coût total relié à la quantité optimale est de 10 250 $, soit 10 000 $ pour le coût d’acquisition annuelle, 125 $ pour le coût de stockage et 125 $ pour le coût de commande.
8. Quelle devrait être la période économique si on devait se fier aux quelques données qui suivent ? Le coût de commande est de 61 $, le coût unitaire d’un crayon est de 6,75 $ et le taux de stockage annuel est de 18,5 %.
Mois Consommation mensuellede crayons
Janvier 103 Février 88 Mars 117 Avril 159 Mai 133 Juin 91 Juillet 80 Août 207
Gestion de l’approvisionnement et des stocks, 3e édition
Solutionnaire – Chapitre 5 14/28 Reproduction interdite © 2009 Chenelière Éducation inc.
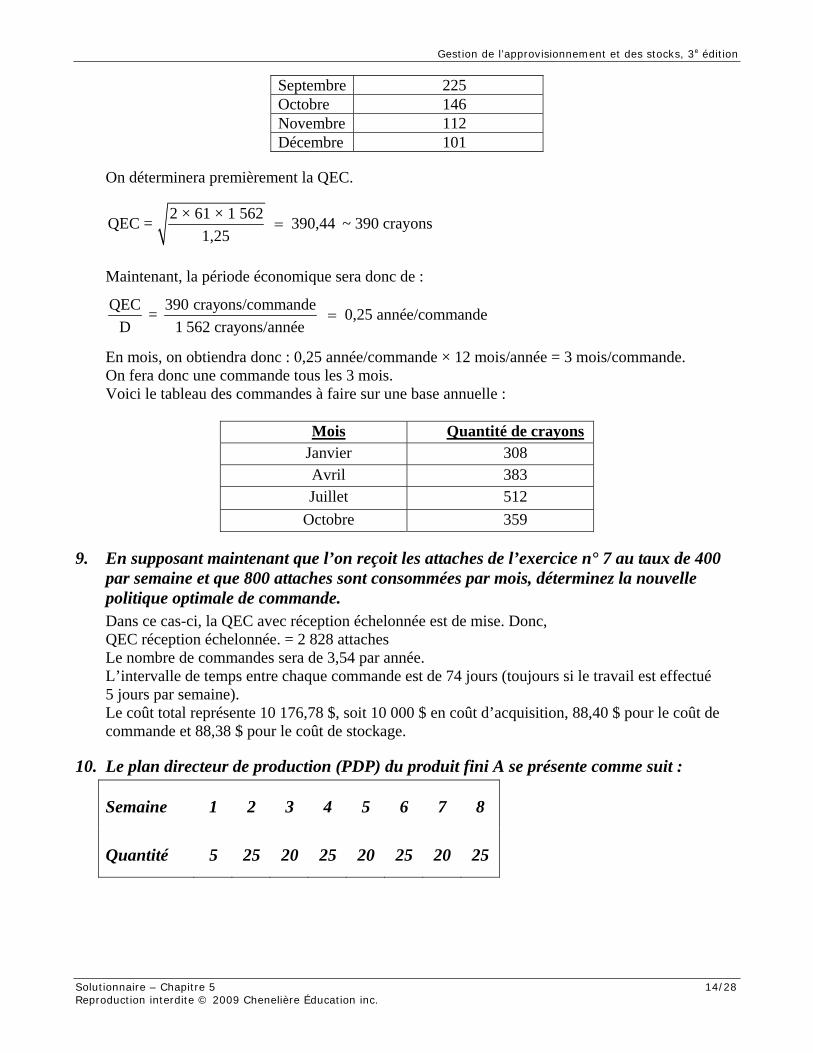
Septembre 225 Octobre 146 Novembre 112 Décembre 101
On déterminera premièrement la QEC.
2 × 61 × 1 562QEC = 390,441,25
= ~ 390 crayons
Maintenant, la période économique sera donc de : QEC 390 crayons/commande = 0,25 année/commande
D 1 562 crayons/année=
En mois, on obtiendra donc : 0,25 année/commande × 12 mois/année = 3 mois/commande. On fera donc une commande tous les 3 mois. Voici le tableau des commandes à faire sur une base annuelle :
Mois Quantité de crayons Janvier 308 Avril 383 Juillet 512
Octobre 359
9. En supposant maintenant que l’on reçoit les attaches de l’exercice n° 7 au taux de 400 par semaine et que 800 attaches sont consommées par mois, déterminez la nouvelle politique optimale de commande. Dans ce cas-ci, la QEC avec réception échelonnée est de mise. Donc, QEC réception échelonnée. = 2 828 attaches Le nombre de commandes sera de 3,54 par année. L’intervalle de temps entre chaque commande est de 74 jours (toujours si le travail est effectué 5 jours par semaine). Le coût total représente 10 176,78 $, soit 10 000 $ en coût d’acquisition, 88,40 $ pour le coût de commande et 88,38 $ pour le coût de stockage.
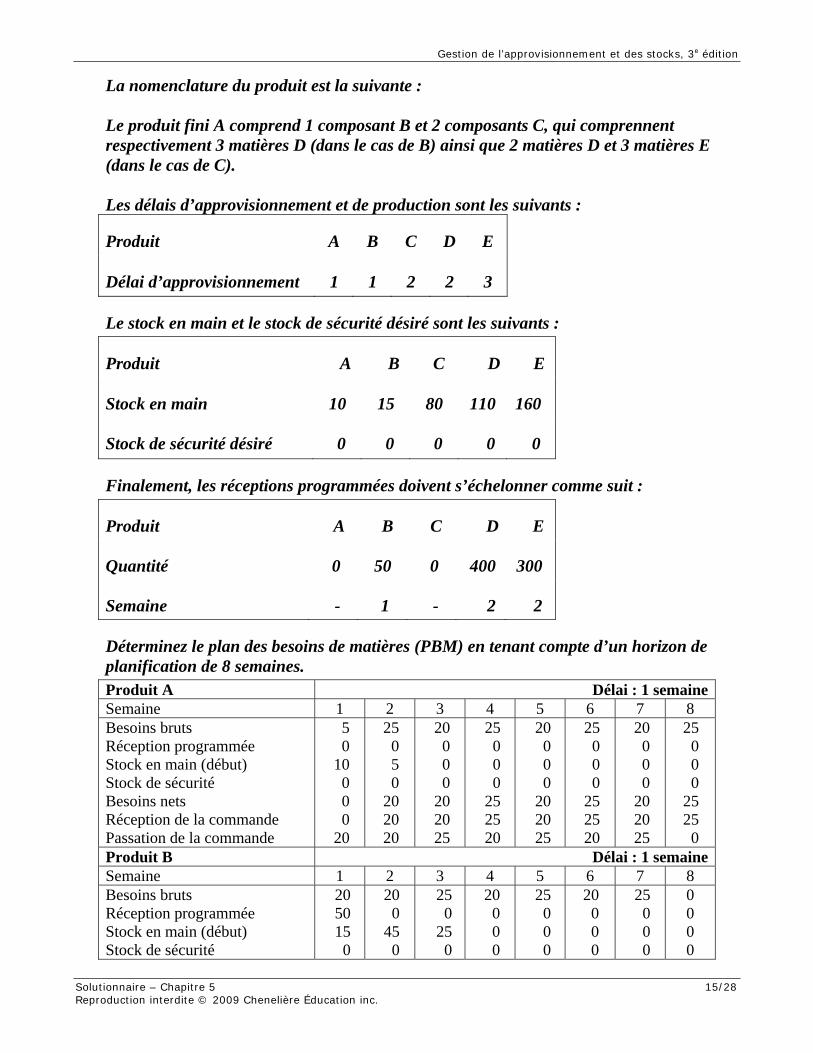
10. Le plan directeur de production (PDP) du produit fini A se présente comme suit :
Semaine 1 2 3 4 5 6 7 8
Quantité 5 25 20 25 20 25 20 25
Gestion de l’approvisionnement et des stocks, 3e édition
Solutionnaire – Chapitre 5 15/28 Reproduction interdite © 2009 Chenelière Éducation inc.
La nomenclature du produit est la suivante : Le produit fini A comprend 1 composant B et 2 composants C, qui comprennent respectivement 3 matières D (dans le cas de B) ainsi que 2 matières D et 3 matières E (dans le cas de C). Les délais d’approvisionnement et de production sont les suivants :
Produit A B C D E
Délai d’approvisionnement 1 1 2 2 3
Le stock en main et le stock de sécurité désiré sont les suivants :
Produit A B C D E
Stock en main 10 15 80 110 160
Stock de sécurité désiré 0 0 0 0 0
Finalement, les réceptions programmées doivent s’échelonner comme suit :
Produit A B C D E
Quantité 0 50 0 400 300
Semaine - 1 - 2 2
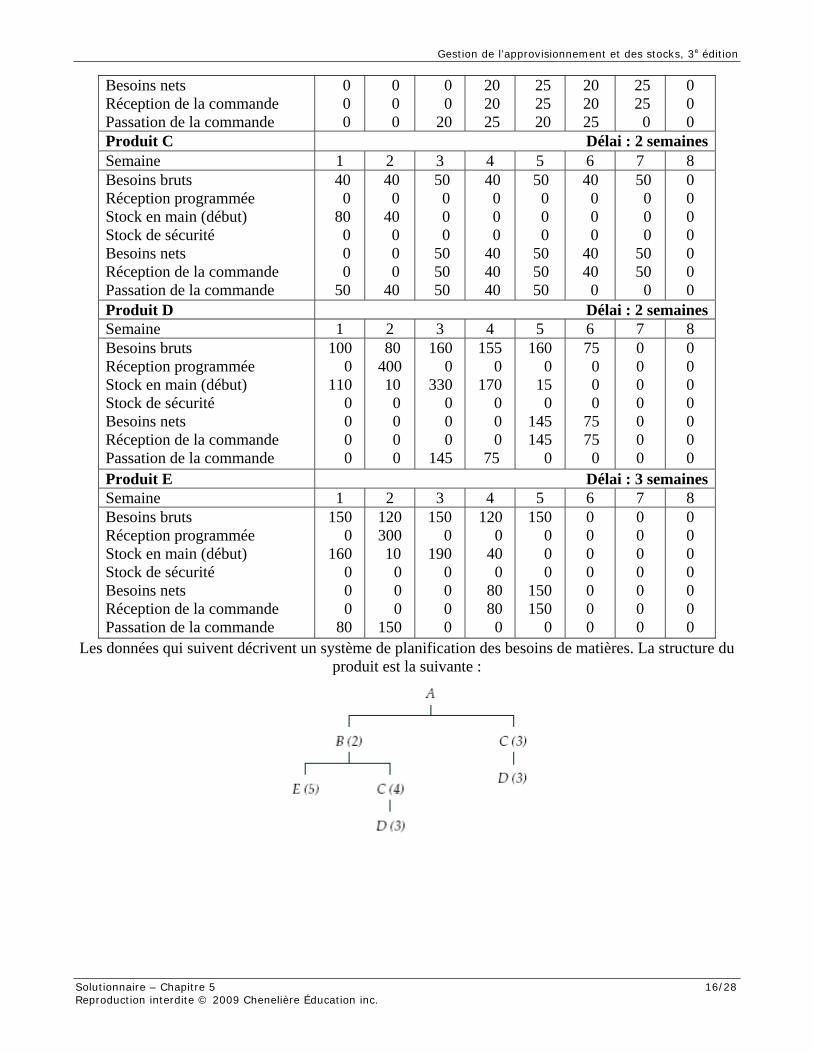
Déterminez le plan des besoins de matières (PBM) en tenant compte d’un horizon de planification de 8 semaines. Produit A Délai : 1 semaineSemaine 1 2 3 4 5 6 7 8 Besoins bruts Réception programmée Stock en main (début) Stock de sécurité Besoins nets Réception de la commande Passation de la commande
5 0
10 0 0 0
20
25 0 5 0
20 20 20
20 0 0 0
20 20 25
25 0 0 0
25 25 20
20 0 0 0
20 20 25
25 0 0 0
25 25 20
20 0 0 0
20 20 25
25 0 0 0
25 25 0
Produit B Délai : 1 semaineSemaine 1 2 3 4 5 6 7 8 Besoins bruts Réception programmée Stock en main (début) Stock de sécurité
20 50 15 0
20 0
45 0
25 0
25 0
20 0 0 0
25 0 0 0
20 0 0 0
25 0 0 0
0 0 0 0
Gestion de l’approvisionnement et des stocks, 3e édition
Solutionnaire – Chapitre 5 16/28 Reproduction interdite © 2009 Chenelière Éducation inc.
Besoins nets Réception de la commande Passation de la commande
0 0 0
0 0 0
0 0
20
20 20 25
25 25 20
20 20 25
25 25 0
0 0 0
Produit C Délai : 2 semainesSemaine 1 2 3 4 5 6 7 8 Besoins bruts Réception programmée Stock en main (début) Stock de sécurité Besoins nets Réception de la commande Passation de la commande
40 0
80 0 0 0
50
40 0
40 0 0 0
40
50 0 0 0
50 50 50
40 0 0 0
40 40 40
50 0 0 0
50 50 50
40 0 0 0
40 40 0
50 0 0 0
50 50 0
0 0 0 0 0 0 0
Produit D Délai : 2 semainesSemaine 1 2 3 4 5 6 7 8 Besoins bruts Réception programmée Stock en main (début) Stock de sécurité Besoins nets Réception de la commande Passation de la commande
100 0
110 0 0 0 0
80 400 10 0 0 0 0
160 0
330 0 0 0
145
155 0
170 0 0 0
75
160 0
15 0
145 145
0
75 0 0 0
75 75 0
0 0 0 0 0 0 0
0 0 0 0 0 0 0
Produit E Délai : 3 semainesSemaine 1 2 3 4 5 6 7 8 Besoins bruts Réception programmée Stock en main (début) Stock de sécurité Besoins nets Réception de la commande Passation de la commande
150 0
160 0 0 0
80
120 300 10
0 0 0
150
150 0
190 0 0 0 0
120 0
40 0
80 80 0
150 0 0 0
150 150
0
0 0 0 0 0 0 0
0 0 0 0 0 0 0
0 0 0 0 0 0 0
Les données qui suivent décrivent un système de planification des besoins de matières. La structure du produit est la suivante :
Gestion de l’approvisionnement et des stocks, 3e édition
Solutionnaire – Chapitre 5 17/28 Reproduction interdite © 2009 Chenelière Éducation inc.
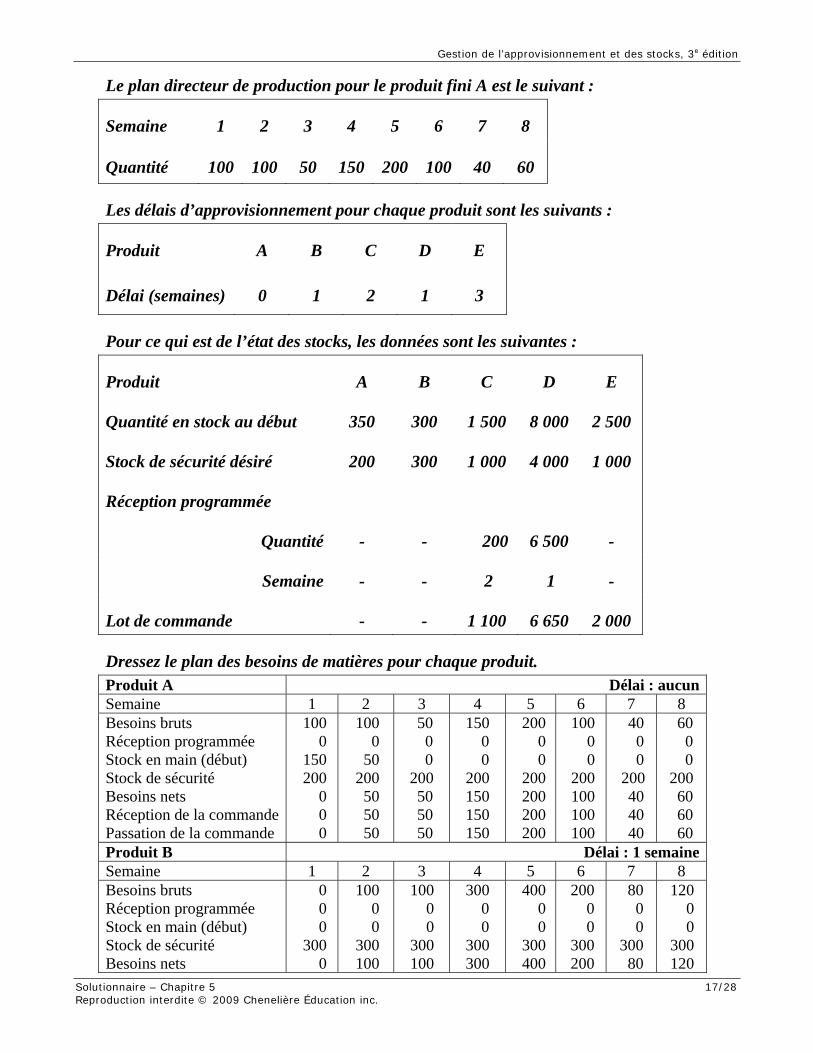
Le plan directeur de production pour le produit fini A est le suivant :
Semaine 1 2 3 4 5 6 7 8
Quantité 100 100 50 150 200 100 40 60
Les délais d’approvisionnement pour chaque produit sont les suivants :
Produit A B C D E
Délai (semaines) 0 1 2 1 3
Pour ce qui est de l’état des stocks, les données sont les suivantes :
Produit A B C D E
Quantité en stock au début 350 300 1 500 8 000 2 500
Stock de sécurité désiré 200 300 1 000 4 000 1 000
Réception programmée
Quantité - - 200 6 500 -
Semaine - - 2 1 -
Lot de commande - - 1 100 6 650 2 000
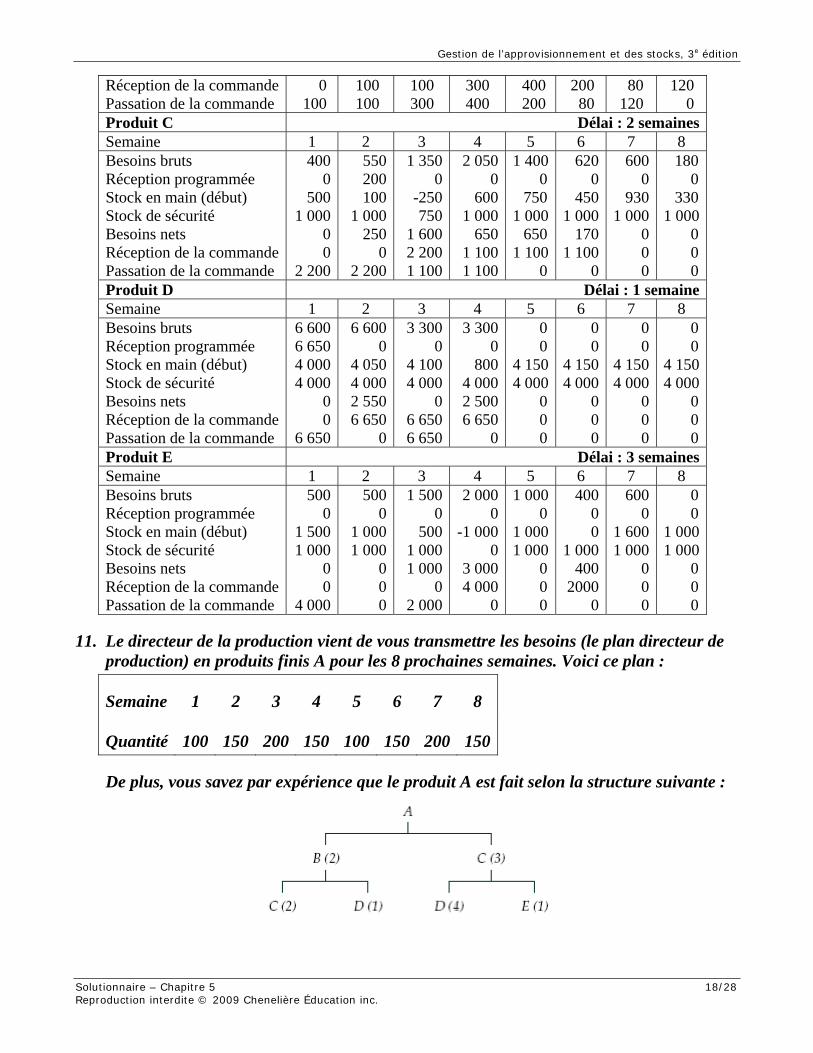
Dressez le plan des besoins de matières pour chaque produit. Produit A Délai : aucunSemaine 1 2 3 4 5 6 7 8 Besoins bruts Réception programmée Stock en main (début) Stock de sécurité Besoins nets Réception de la commande Passation de la commande
100 0
150 200
0 0 0
100 0
50 200 50 50 50
50 0 0
200 50 50 50
150 0 0
200 150 150 150
200 0 0
200 200 200 200
100 0 0
200 100 100 100
40 0 0
200 40 40 40
60 0 0
200 60 60 60
Produit B Délai : 1 semaineSemaine 1 2 3 4 5 6 7 8 Besoins bruts Réception programmée Stock en main (début) Stock de sécurité Besoins nets
0 0 0
300 0
100 0 0
300 100
100 0 0
300 100
300 0 0
300 300
400 0 0
300 400
200 0 0
300 200
80 0 0
300 80
120 0 0
300 120
Gestion de l’approvisionnement et des stocks, 3e édition
Solutionnaire – Chapitre 5 18/28 Reproduction interdite © 2009 Chenelière Éducation inc.
Réception de la commande Passation de la commande
0 100
100 100
100 300
300 400
400 200
200 80
80 120
120 0
Produit C Délai : 2 semainesSemaine 1 2 3 4 5 6 7 8 Besoins bruts Réception programmée Stock en main (début) Stock de sécurité Besoins nets Réception de la commande Passation de la commande
4000
5001 000
00
2 200
550200100
1 000250
02 200
1 3500
-250750
1 6002 2001 100
2 0500
6001 000
6501 1001 100
1 4000
750 1 000
650 1 100
0
620 0
450 1 000
170 1 100
0
600 0
930 1 000
0 0 0
180 0
330 1 000
0 0 0
Produit D Délai : 1 semaineSemaine 1 2 3 4 5 6 7 8 Besoins bruts Réception programmée Stock en main (début) Stock de sécurité Besoins nets Réception de la commande Passation de la commande
6 6006 6504 0004 000
00
6 650
6 6000
4 0504 0002 5506 650
0
3 3000
4 1004 000
06 6506 650
3 3000
8004 0002 5006 650
0
0 0
4 1504 000
0 0 0
0 0
4 150 4 000
0 0 0
0 0
4 150 4 000
0 0 0
0 0
4 1504 000
0 0 0
Produit E Délai : 3 semainesSemaine 1 2 3 4 5 6 7 8 Besoins bruts Réception programmée Stock en main (début) Stock de sécurité Besoins nets Réception de la commande Passation de la commande
5000
1 5001 000
00
4 000
5000
1 0001 000
000
1 5000
5001 0001 000
02 000
2 0000
-1 0000
3 0004 000
0
1 0000
1 0001 000
0 0 0
400 0 0
1 000 400
2000 0
600 0
1 600 1 000
0 0 0
0 0
1 0001 000
0 0 0
11. Le directeur de la production vient de vous transmettre les besoins (le plan directeur de production) en produits finis A pour les 8 prochaines semaines. Voici ce plan :
Semaine 1 2 3 4 5 6 7 8
Quantité 100 150 200 150 100 150 200 150
De plus, vous savez par expérience que le produit A est fait selon la structure suivante :
Gestion de l’approvisionnement et des stocks, 3e édition
Solutionnaire – Chapitre 5 19/28 Reproduction interdite © 2009 Chenelière Éducation inc.
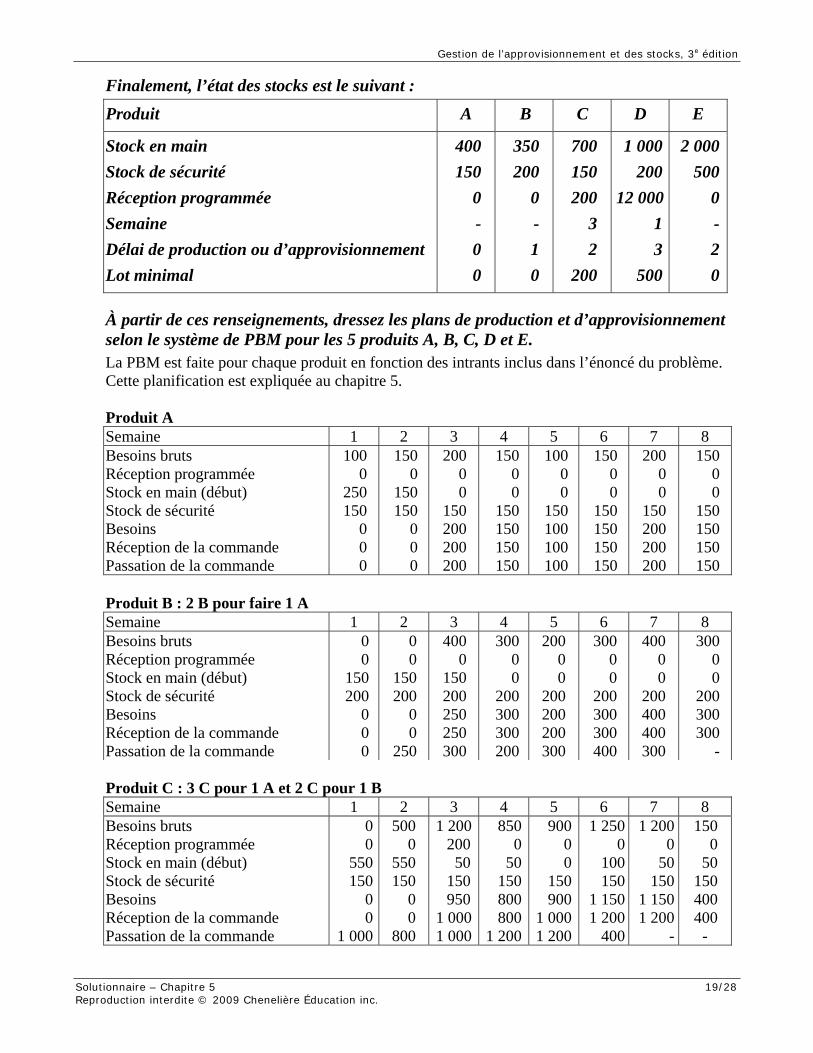
Finalement, l’état des stocks est le suivant : Produit A B C D E
Stock en main Stock de sécurité Réception programmée Semaine Délai de production ou d’approvisionnement Lot minimal
400 150
0 - 0 0
350 200
0 - 1 0
700 150 200
3 2
200
1 000200
12 00013
500
2 000500
0-20
À partir de ces renseignements, dressez les plans de production et d’approvisionnement selon le système de PBM pour les 5 produits A, B, C, D et E. La PBM est faite pour chaque produit en fonction des intrants inclus dans l’énoncé du problème. Cette planification est expliquée au chapitre 5. Produit A Semaine 1 2 3 4 5 6 7 8 Besoins bruts Réception programmée Stock en main (début) Stock de sécurité Besoins Réception de la commande Passation de la commande
100 0
250 150
0 0 0
150 0
150 150
0 0 0
200 0 0
150 200 200 200
150 0 0
150 150 150 150
100 0 0
150 100 100 100
150 0 0
150 150 150 150
200 0 0
150 200 200 200
150 0 0
150 150 150 150
Produit B : 2 B pour faire 1 A Semaine 1 2 3 4 5 6 7 8 Besoins bruts Réception programmée Stock en main (début) Stock de sécurité Besoins Réception de la commande Passation de la commande
0 0
150 200
0 0 0
0 0
150 200
0 0
250
400 0
150 200 250 250 300
300 0 0
200 300 300 200
200 0 0
200 200 200 300
300 0 0
200 300 300 400
400 0 0
200 400 400 300
300 0 0
200 300 300
- Produit C : 3 C pour 1 A et 2 C pour 1 B Semaine 1 2 3 4 5 6 7 8 Besoins bruts Réception programmée Stock en main (début) Stock de sécurité Besoins Réception de la commande Passation de la commande
00
550150
00
1 000
500 0
550 150
0 0
800
1 200200 50
150 950
1 0001 000
8500
50150800800
1 200
900 0 0
150 900
1 000 1 200
1 250 0
100 150
1 150 1 200
400
1 2000
50150
1 1501 200
-
150 0
50 150 400 400
-
Gestion de l’approvisionnement et des stocks, 3e édition
Solutionnaire – Chapitre 5 20/28 Reproduction interdite © 2009 Chenelière Éducation inc.
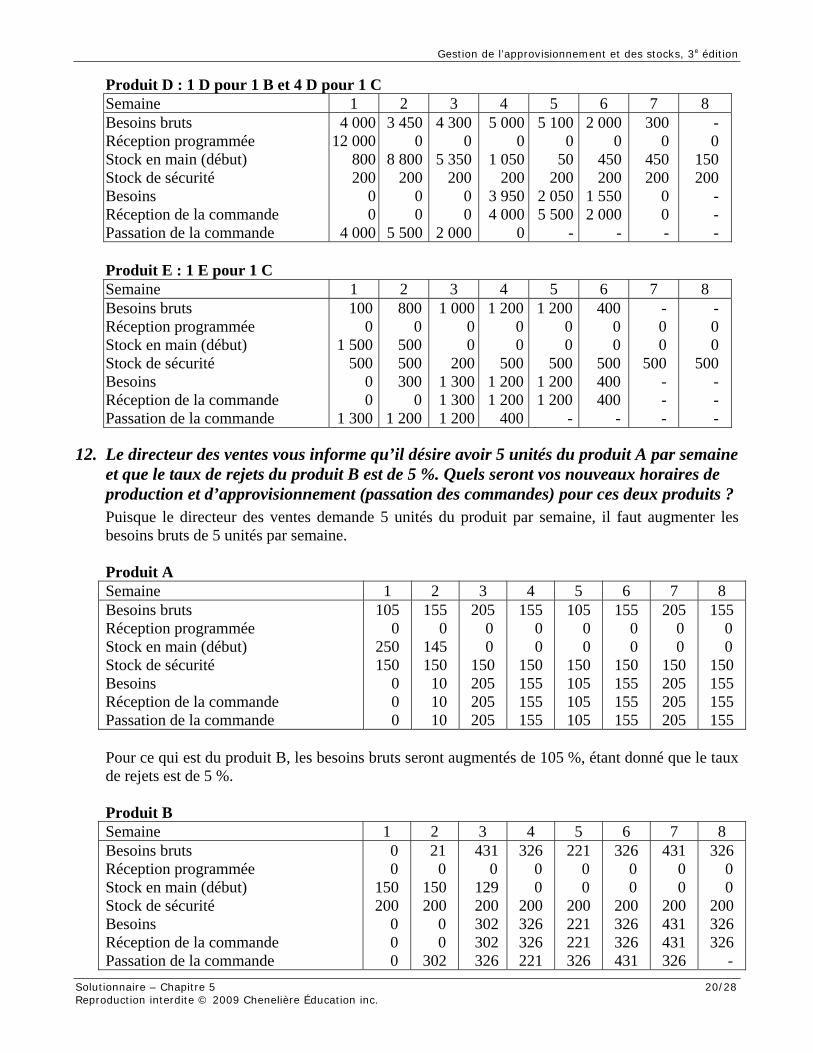
Produit D : 1 D pour 1 B et 4 D pour 1 C Semaine 1 2 3 4 5 6 7 8 Besoins bruts Réception programmée Stock en main (début) Stock de sécurité Besoins Réception de la commande Passation de la commande
4 00012 000
800200
00
4 000
3 4500
8 800200
00
5 500
4 3000
5 350200
00
2 000
5 0000
1 050200
3 9504 000
0
5 100 0
50 200
2 050 5 500
-
2 000 0
450 200
1 550 2 000
-
300 0
450 200
0 0 -
- 0
150 200
- - -
Produit E : 1 E pour 1 C Semaine 1 2 3 4 5 6 7 8 Besoins bruts Réception programmée Stock en main (début) Stock de sécurité Besoins Réception de la commande Passation de la commande
1000
1 500500
00
1 300
8000
500500300
01 200
1 00000
2001 3001 3001 200
1 20000
5001 2001 200
400
1 200 0 0
500 1 200 1 200
-
400 0 0
500 400 400
-
- 0 0
500 - - -
- 0 0
500 - - -
12. Le directeur des ventes vous informe qu’il désire avoir 5 unités du produit A par semaine et que le taux de rejets du produit B est de 5 %. Quels seront vos nouveaux horaires de production et d’approvisionnement (passation des commandes) pour ces deux produits ? Puisque le directeur des ventes demande 5 unités du produit par semaine, il faut augmenter les besoins bruts de 5 unités par semaine. Produit A Semaine 1 2 3 4 5 6 7 8 Besoins bruts Réception programmée Stock en main (début) Stock de sécurité Besoins Réception de la commande Passation de la commande
105 0
250 150
0 0 0
155 0
145 150 10 10 10
205 0 0
150 205 205 205
155 0 0
150 155 155 155
105 0 0
150 105 105 105
155 0 0
150 155 155 155
205 0 0
150 205 205 205
155 0 0
150 155 155 155
Pour ce qui est du produit B, les besoins bruts seront augmentés de 105 %, étant donné que le taux de rejets est de 5 %.
Produit B Semaine 1 2 3 4 5 6 7 8 Besoins bruts Réception programmée Stock en main (début) Stock de sécurité Besoins Réception de la commande Passation de la commande
0 0
150 200
0 0 0
21 0
150 200
0 0
302
431 0
129 200 302 302 326
326 0 0
200 326 326 221
221 0 0
200 221 221 326
326 0 0
200 326 326 431
431 0 0
200 431 431 326
326 0 0
200 326 326
-
Gestion de l’approvisionnement et des stocks, 3e édition
Solutionnaire – Chapitre 5 21/28 Reproduction interdite © 2009 Chenelière Éducation inc.
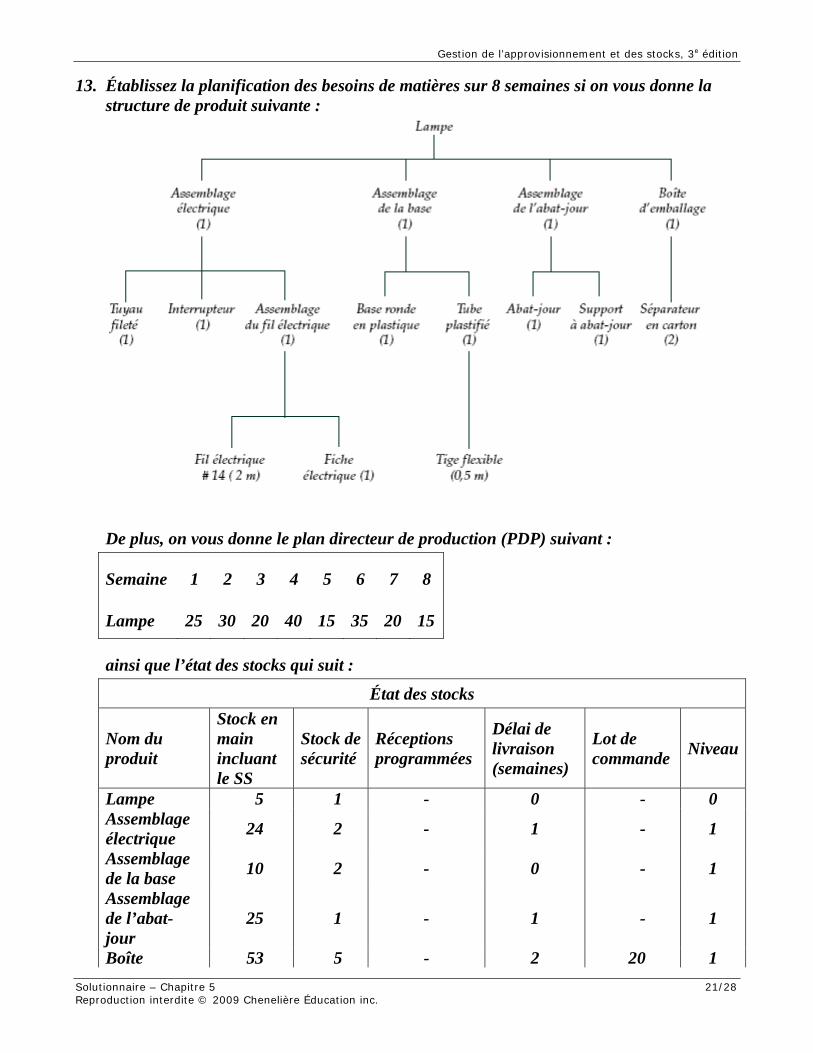
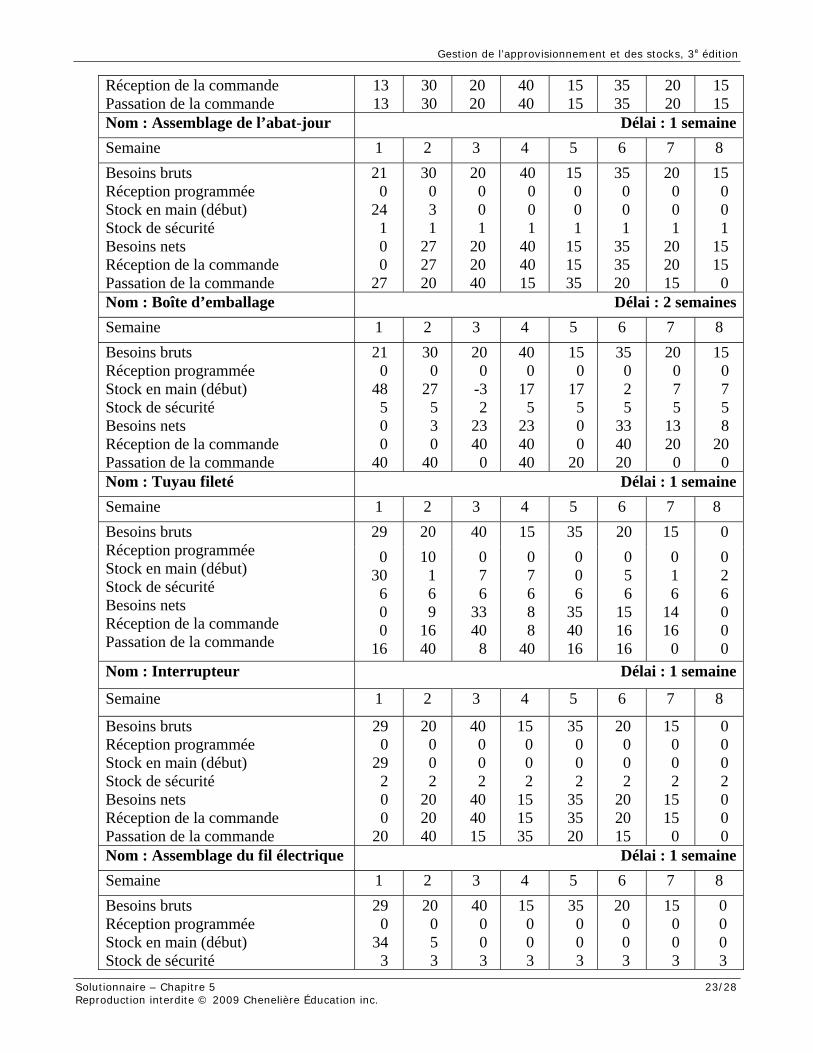
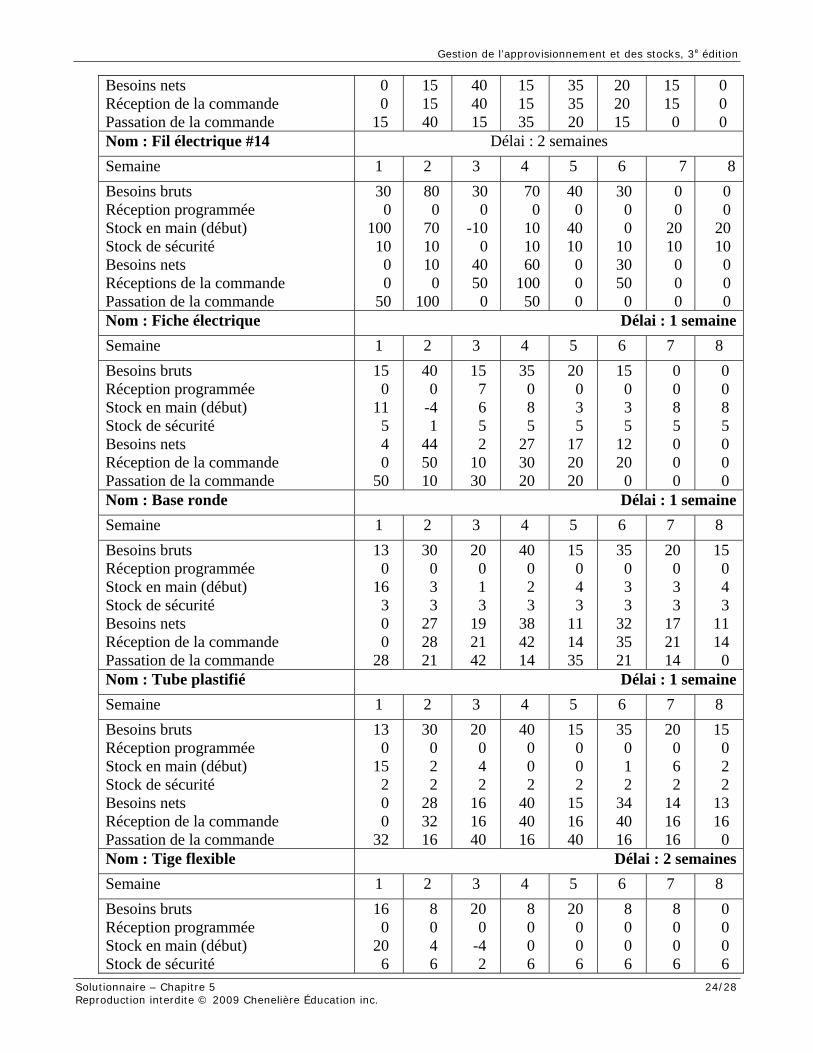
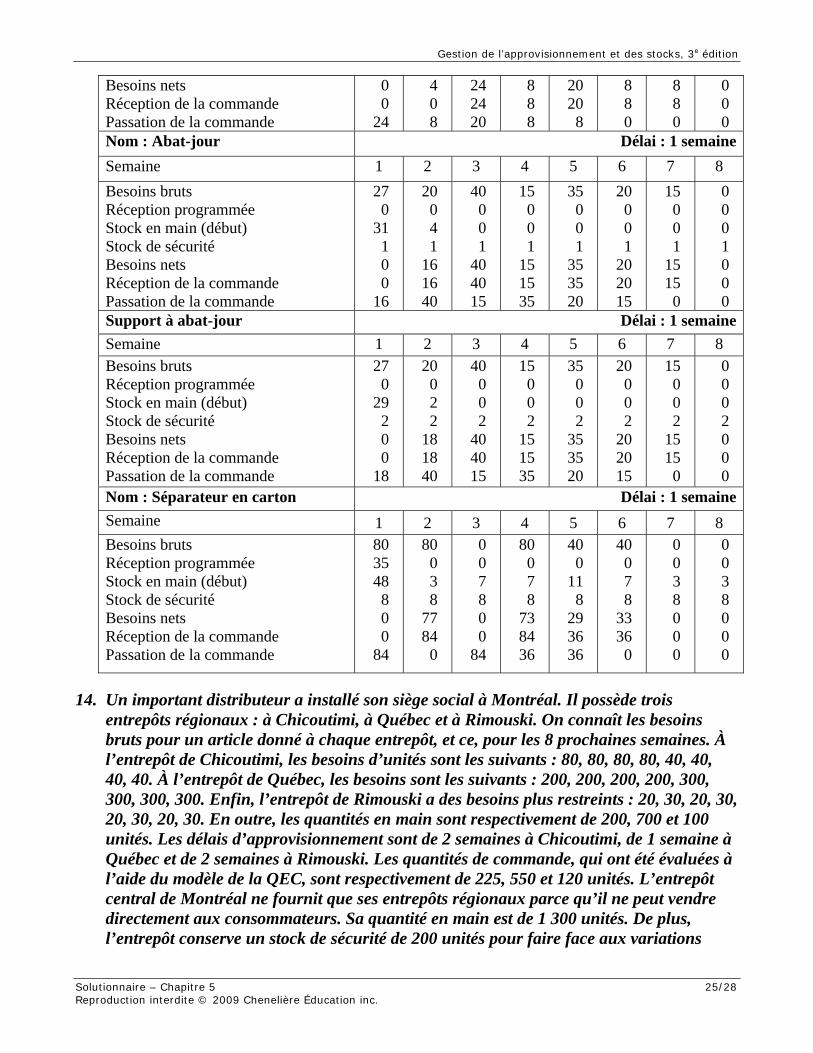
13. Établissez la planification des besoins de matières sur 8 semaines si on vous donne la structure de produit suivante :
De plus, on vous donne le plan directeur de production (PDP) suivant :
Semaine 1 2 3 4 5 6 7 8
Lampe 25 30 20 40 15 35 20 15
ainsi que l’état des stocks qui suit :
État des stocks
Nom du produit
Stock en main incluant le SS
Stock de sécurité
Réceptions programmées
Délai de livraison (semaines)
Lot de commande Niveau
Lampe 5 1 - 0 - 0 Assemblage électrique 24 2 - 1 - 1
Assemblage de la base 10 2 - 0 - 1
Assemblage de l’abat-jour
25 1 - 1 - 1
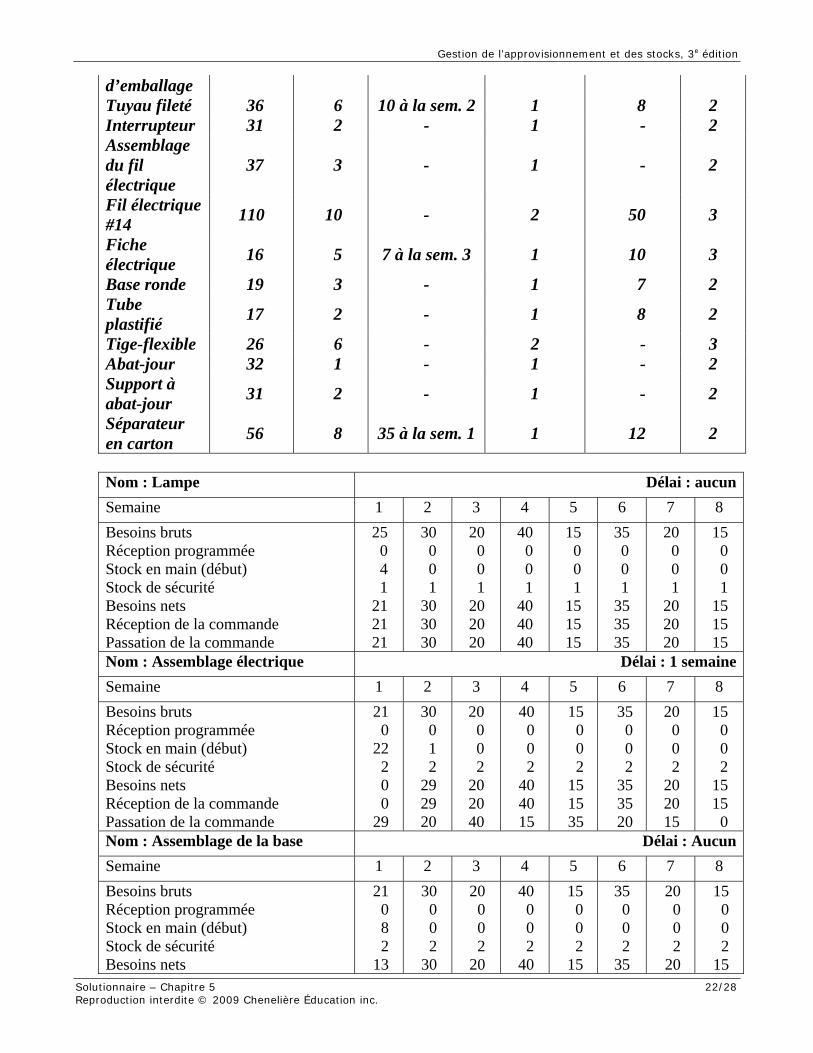
Boîte 53 5 - 2 20 1
Gestion de l’approvisionnement et des stocks, 3e édition
Solutionnaire – Chapitre 5 22/28 Reproduction interdite © 2009 Chenelière Éducation inc.
d’emballage Tuyau fileté 36 6 10 à la sem. 2 1 8 2 Interrupteur 31 2 - 1 - 2 Assemblage du fil électrique
37 3 - 1 - 2
Fil électrique #14 110 10 - 2 50 3
Fiche électrique 16 5 7 à la sem. 3 1 10 3
Base ronde 19 3 - 1 7 2 Tube plastifié 17 2 - 1 8 2
Tige-flexible 26 6 - 2 - 3 Abat-jour 32 1 - 1 - 2 Support à abat-jour 31 2 - 1 - 2
Séparateur en carton 56 8 35 à la sem. 1 1 12 2
Nom : Lampe Délai : aucunSemaine 1 2 3 4 5 6 7 8 Besoins bruts Réception programmée Stock en main (début) Stock de sécurité Besoins nets Réception de la commande Passation de la commande
25 0 4 1
21 21 21
30 0 0 1
30 30 30
20 0 0 1
20 20 20
40 0 0 1
40 40 40
15 0 0 1
15 15 15
35 0 0 1
35 35 35
20 0 0 1
20 20 20
15 0 0 1
15 15 15
Nom : Assemblage électrique Délai : 1 semaineSemaine 1 2 3 4 5 6 7 8 Besoins bruts Réception programmée Stock en main (début) Stock de sécurité Besoins nets Réception de la commande Passation de la commande
21 0
22 2 0 0
29
30 0 1 2
29 29 20
20 0 0 2
20 20 40
40 0 0 2
40 40 15
15 0 0 2
15 15 35
35 0 0 2
35 35 20
20 0 0 2
20 20 15
15 0 0 2
15 15 0
Nom : Assemblage de la base Délai : Aucun Semaine 1 2 3 4 5 6 7 8 Besoins bruts Réception programmée Stock en main (début) Stock de sécurité Besoins nets
21 0 8 2
13
30 0 0 2
30
20 0 0 2
20
40 0 0 2
40
15 0 0 2
15
35 0 0 2
35
20 0 0 2
20
15 0 0 2
15
Gestion de l’approvisionnement et des stocks, 3e édition
Solutionnaire – Chapitre 5 23/28 Reproduction interdite © 2009 Chenelière Éducation inc.
Réception de la commande Passation de la commande
13 13
30 30
20 20
40 40
15 15
35 35
20 20
15 15
Nom : Assemblage de l’abat-jour Délai : 1 semaineSemaine 1 2 3 4 5 6 7 8 Besoins bruts Réception programmée Stock en main (début) Stock de sécurité Besoins nets Réception de la commande Passation de la commande
21 0
24 1 0 0
27
30 0 3 1
27 27 20
20 0 0 1
20 20 40
40 0 0 1
40 40 15
15 0 0 1
15 15 35
35 0 0 1
35 35 20
20 0 0 1
20 20 15
15 0 0 1
15 15 0
Nom : Boîte d’emballage Délai : 2 semainesSemaine 1 2 3 4 5 6 7 8 Besoins bruts Réception programmée Stock en main (début) Stock de sécurité Besoins nets Réception de la commande Passation de la commande
21 0
48 5 0 0
40
30 0
27 5 3 0
40
20 0
-3 2
23 40 0
40 0
17 5
23 40 40
15 0
17 5 0 0
20
35 0 2 5
33 40 20
20 0 7 5
13 20 0
15 0 7 5 8
20 0
Nom : Tuyau fileté Délai : 1 semaineSemaine 1 2 3 4 5 6 7 8
29 20 40 15 35 20 15 0 Besoins bruts Réception programmée Stock en main (début) Stock de sécurité Besoins nets Réception de la commande Passation de la commande
0 30 6 0 0
16
10 1 6 9
16 40
0 7 6
33 40 8
0 7 6 8 8
40
0 0 6
35 40 16
0 5 6
15 16 16
0 1 6
14 16 0
0 2 6 0 0 0
Nom : Interrupteur Délai : 1 semaine
Semaine 1 2 3 4 5 6 7 8
Besoins bruts Réception programmée Stock en main (début) Stock de sécurité Besoins nets Réception de la commande Passation de la commande
29 0
29 2 0 0
20
20 0 0 2
20 20 40
40 0 0 2
40 40 15
15 0 0 2
15 15 35
35 0 0 2
35 35 20
20 0 0 2
20 20 15
15 0 0 2
15 15 0
0 0 0 2 0 0 0
Nom : Assemblage du fil électrique Délai : 1 semaineSemaine 1 2 3 4 5 6 7 8 Besoins bruts Réception programmée Stock en main (début) Stock de sécurité
29 0
34 3
20 0 5 3
40 0 0 3
15 0 0 3
35 0 0 3
20 0 0 3
15 0 0 3
0 0 0 3
Gestion de l’approvisionnement et des stocks, 3e édition
Solutionnaire – Chapitre 5 24/28 Reproduction interdite © 2009 Chenelière Éducation inc.
Besoins nets Réception de la commande Passation de la commande
0 0
15
15 15 40
40 40 15
15 15 35
35 35 20
20 20 15
15 15 0
0 0 0
Nom : Fil électrique #14 Délai : 2 semaines Semaine 1 2 3 4 5 6 7 8Besoins bruts Réception programmée Stock en main (début) Stock de sécurité Besoins nets Réceptions de la commande Passation de la commande
30 0
100 10 0 0
50
80 0
70 10 10 0
100
30 0
-10 0
40 50 0
70 0
10 10 60
100 50
40 0
40 10 0 0 0
30 0 0
10 30 50 0
0 0
20 10 0 0 0
0 0
20 10 0 0 0
Nom : Fiche électrique Délai : 1 semaineSemaine 1 2 3 4 5 6 7 8 Besoins bruts Réception programmée Stock en main (début) Stock de sécurité Besoins nets Réception de la commande Passation de la commande
15 0
11 5 4 0
50
40 0
-4 1
44 50 10
15 7 6 5 2
10 30
35 0 8 5
27 30 20
20 0 3 5
17 20 20
15 0 3 5
12 20 0
0 0 8 5 0 0 0
0 0 8 5 0 0 0
Nom : Base ronde Délai : 1 semaineSemaine 1 2 3 4 5 6 7 8 Besoins bruts Réception programmée Stock en main (début) Stock de sécurité Besoins nets Réception de la commande Passation de la commande
13 0
16 3 0 0
28
30 0 3 3
27 28 21
20 0 1 3
19 21 42
40 0 2 3
38 42 14
15 0 4 3
11 14 35
35 0 3 3
32 35 21
20 0 3 3
17 21 14
15 0 4 3
11 14 0
Nom : Tube plastifié Délai : 1 semaineSemaine 1 2 3 4 5 6 7 8 Besoins bruts Réception programmée Stock en main (début) Stock de sécurité Besoins nets Réception de la commande Passation de la commande
13 0
15 2 0 0
32
30 0 2 2
28 32 16
20 0 4 2
16 16 40
40 0 0 2
40 40 16
15 0 0 2
15 16 40
35 0 1 2
34 40 16
20 0 6 2
14 16 16
15 0 2 2
13 16 0
Nom : Tige flexible Délai : 2 semainesSemaine 1 2 3 4 5 6 7 8 Besoins bruts Réception programmée Stock en main (début) Stock de sécurité
16 0
20 6
8 0 4 6
20 0
-4 2
8 0 0 6
20 0 0 6
8 0 0 6
8 0 0 6
0 0 0 6
Gestion de l’approvisionnement et des stocks, 3e édition
Solutionnaire – Chapitre 5 25/28 Reproduction interdite © 2009 Chenelière Éducation inc.
Besoins nets Réception de la commande Passation de la commande
0 0
24
4 0 8
24 24 20
8 8 8
20 20 8
8 8 0
8 8 0
0 0 0
Nom : Abat-jour Délai : 1 semaineSemaine 1 2 3 4 5 6 7 8 Besoins bruts Réception programmée Stock en main (début) Stock de sécurité Besoins nets Réception de la commande Passation de la commande
27 0
31 1 0 0
16
20 0 4 1
16 16 40
40 0 0 1
40 40 15
15 0 0 1
15 15 35
35 0 0 1
35 35 20
20 0 0 1
20 20 15
15 0 0 1
15 15 0
0 0 0 1 0 0 0
Support à abat-jour Délai : 1 semaineSemaine 1 2 3 4 5 6 7 8 Besoins bruts Réception programmée Stock en main (début) Stock de sécurité Besoins nets Réception de la commande Passation de la commande
27 0
29 2 0 0
18
20 0 2 2
18 18 40
40 0 0 2
40 40 15
15 0 0 2
15 15 35
35 0 0 2
35 35 20
20 0 0 2
20 20 15
15 0 0 2
15 15 0
0 0 0 2 0 0 0
Nom : Séparateur en carton Délai : 1 semaineSemaine 1 2 3 4 5 6 7 8 Besoins bruts Réception programmée Stock en main (début) Stock de sécurité Besoins nets Réception de la commande Passation de la commande
80 35 48 8 0 0
84
80 0 3 8
77 84 0
0 0 7 8 0 0
84
80 0 7 8
73 84 36
40 0
11 8
29 36 36
40 0 7 8
33 36 0
0 0 3 8 0 0 0
0 0 3 8 0 0 0
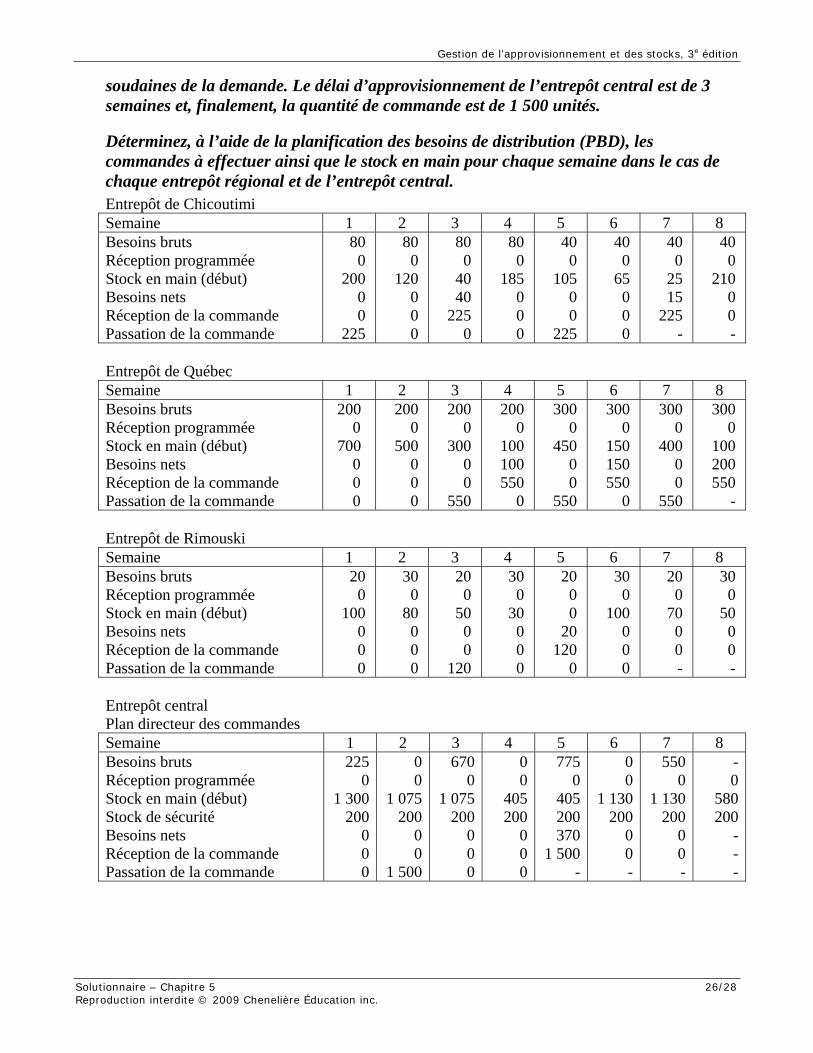
14. Un important distributeur a installé son siège social à Montréal. Il possède trois entrepôts régionaux : à Chicoutimi, à Québec et à Rimouski. On connaît les besoins bruts pour un article donné à chaque entrepôt, et ce, pour les 8 prochaines semaines. À l’entrepôt de Chicoutimi, les besoins d’unités sont les suivants : 80, 80, 80, 80, 40, 40, 40, 40. À l’entrepôt de Québec, les besoins sont les suivants : 200, 200, 200, 200, 300, 300, 300, 300. Enfin, l’entrepôt de Rimouski a des besoins plus restreints : 20, 30, 20, 30, 20, 30, 20, 30. En outre, les quantités en main sont respectivement de 200, 700 et 100 unités. Les délais d’approvisionnement sont de 2 semaines à Chicoutimi, de 1 semaine à Québec et de 2 semaines à Rimouski. Les quantités de commande, qui ont été évaluées à l’aide du modèle de la QEC, sont respectivement de 225, 550 et 120 unités. L’entrepôt central de Montréal ne fournit que ses entrepôts régionaux parce qu’il ne peut vendre directement aux consommateurs. Sa quantité en main est de 1 300 unités. De plus, l’entrepôt conserve un stock de sécurité de 200 unités pour faire face aux variations
Gestion de l’approvisionnement et des stocks, 3e édition
Solutionnaire – Chapitre 5 26/28 Reproduction interdite © 2009 Chenelière Éducation inc.
soudaines de la demande. Le délai d’approvisionnement de l’entrepôt central est de 3 semaines et, finalement, la quantité de commande est de 1 500 unités.
Déterminez, à l’aide de la planification des besoins de distribution (PBD), les commandes à effectuer ainsi que le stock en main pour chaque semaine dans le cas de chaque entrepôt régional et de l’entrepôt central. Entrepôt de Chicoutimi Semaine 1 2 3 4 5 6 7 8 Besoins bruts Réception programmée Stock en main (début) Besoins nets Réception de la commande Passation de la commande
80 0
200 0 0
225
80 0
120 0 0 0
80 0
40 40
225 0
80 0
185 0 0 0
40 0
105 0 0
225
40 0
65 0 0 0
40 0
25 15
225 -
40 0
210 0 0 -
Entrepôt de Québec Semaine 1 2 3 4 5 6 7 8 Besoins bruts Réception programmée Stock en main (début) Besoins nets Réception de la commande Passation de la commande
200 0
700 0 0 0
200 0
500 0 0 0
200 0
300 0 0
550
200 0
100 100 550
0
300 0
450 0 0
550
300 0
150 150 550
0
300 0
400 0 0
550
300 0
100 200 550
-
Entrepôt de Rimouski Semaine 1 2 3 4 5 6 7 8 Besoins bruts Réception programmée Stock en main (début) Besoins nets Réception de la commande Passation de la commande
20 0
100 0 0 0
30 0
80 0 0 0
20 0
50 0 0
120
30 0
30 0 0 0
20 0 0
20 120
0
30 0
100 0 0 0
20 0
70 0 0 -
30 0
50 0 0 -
Entrepôt central Plan directeur des commandes Semaine 1 2 3 4 5 6 7 8 Besoins bruts Réception programmée Stock en main (début) Stock de sécurité Besoins nets Réception de la commande Passation de la commande
2250
1 300200
000
00
1 075200
00
1 500
6700
1 075200
000
00
405200
000
775 0
405 200 370
1 500 -
0 0
1 130 200
0 0 -
5500
1 130200
00-
-0
580200
---
Gestion de l’approvisionnement et des stocks, 3e édition
Solutionnaire – Chapitre 5 27/28 Reproduction interdite © 2009 Chenelière Éducation inc.
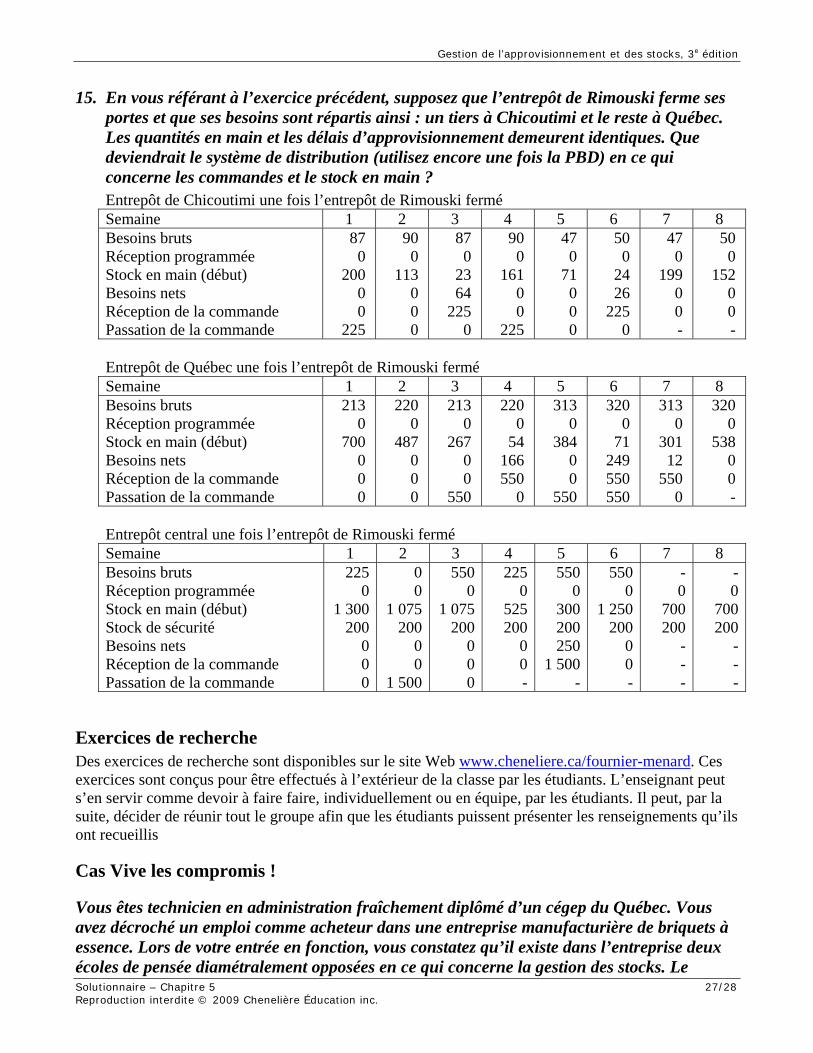
15. En vous référant à l’exercice précédent, supposez que l’entrepôt de Rimouski ferme ses portes et que ses besoins sont répartis ainsi : un tiers à Chicoutimi et le reste à Québec. Les quantités en main et les délais d’approvisionnement demeurent identiques. Que deviendrait le système de distribution (utilisez encore une fois la PBD) en ce qui concerne les commandes et le stock en main ? Entrepôt de Chicoutimi une fois l’entrepôt de Rimouski fermé Semaine 1 2 3 4 5 6 7 8 Besoins bruts Réception programmée Stock en main (début) Besoins nets Réception de la commande Passation de la commande
87 0
200 0 0
225
90 0
113 0 0 0
87 0
23 64
225 0
90 0
161 0 0
225
47 0
71 0 0 0
50 0
24 26
225 0
47 0
199 0 0 -
50 0
152 0 0 -
Entrepôt de Québec une fois l’entrepôt de Rimouski fermé Semaine 1 2 3 4 5 6 7 8 Besoins bruts Réception programmée Stock en main (début) Besoins nets Réception de la commande Passation de la commande
213 0
700 0 0 0
220 0
487 0 0 0
213 0
267 0 0
550
220 0
54 166 550
0
313 0
384 0 0
550
320 0
71 249 550 550
313 0
301 12
550 0
320 0
538 0 0 -
Entrepôt central une fois l’entrepôt de Rimouski fermé Semaine 1 2 3 4 5 6 7 8 Besoins bruts Réception programmée Stock en main (début) Stock de sécurité Besoins nets Réception de la commande Passation de la commande
2250
1 300200
000
00
1 075200
00
1 500
5500
1 075200
000
2250
525200
00-
550 0
300 200 250
1 500 -
550 0
1 250 200
0 0 -
-0
700200
---
-0
700200
---
Exercices de recherche Des exercices de recherche sont disponibles sur le site Web www.cheneliere.ca/fournier-menard. Ces exercices sont conçus pour être effectués à l’extérieur de la classe par les étudiants. L’enseignant peut s’en servir comme devoir à faire faire, individuellement ou en équipe, par les étudiants. Il peut, par la suite, décider de réunir tout le groupe afin que les étudiants puissent présenter les renseignements qu’ils ont recueillis
Cas Vive les compromis !
Vous êtes technicien en administration fraîchement diplômé d’un cégep du Québec. Vous avez décroché un emploi comme acheteur dans une entreprise manufacturière de briquets à essence. Lors de votre entrée en fonction, vous constatez qu’il existe dans l’entreprise deux écoles de pensée diamétralement opposées en ce qui concerne la gestion des stocks. Le
Gestion de l’approvisionnement et des stocks, 3e édition
Solutionnaire – Chapitre 5 28/28 Reproduction interdite © 2009 Chenelière Éducation inc.
comptable, M. Picsou, est d’avis qu’il faudrait commander le strict minimum, quitte à passer des commandes plus souvent. Quant à la directrice de l’usine, Mme Brûlé, elle pense exactement le contraire. Selon elle, l’acheteur doit commander de grandes quantités dans le but d’éviter les ruptures de stock et de bénéficier d’escomptes sur quantité, ce qui a pour effet d’abaisser le coût unitaire du produit.
Question
M. Picsou et Mme Brûlé savent que vous êtes spécialisé dans ce domaine. Ils vous demandent donc votre opinion sur les quantités à commander dans le cas des matières premières et des composantes entrant dans la fabrication des briquets à essence, ainsi que des pièces servant à l’entretien de la machinerie. Que leur direz-vous ? Vous devriez mentionner à M. Picsou et à Mme Brûlé qu’une gestion adéquate des stocks nécessite la recherche du juste milieu. Ainsi, il faudrait considérer le coût de stockage engendré par chaque article à conserver en stock ainsi que le coût de commande, puis s’assurer d’obtenir le coût combiné le plus bas.
À ce coût correspond la quantité optimale à commander. Cette quantité doit évidemment être utilisée avec prudence.
Pour ce qui est des matières premières et des composantes, vous devriez préciser à M. Picsou et à Mme Brûlé qu’il existe un système de planification des besoins de matières (PBM) basé sur des prévisions de ventes. Dans ce cas, si on tient compte du nombre de briquets à essence à fabriquer, il faut acheter une quantité précise de matières premières et de composantes.




















![Gestion Des Stocks [ ]](https://img.pdfslide.fr/doc/110x75/577cdb3c1a28ab9e78a7b141/gestion-des-stocks-httpwwwbanquedesetudescom-.jpg)







