Embed Size (px)
Citation preview
Le flux tiré et le flux tendu Ceci consiste à produire en fonction de la demande du client, qu'il soit externe ou interne.
En clair, vous déterminez un seuil de production (seuil de commande) et vous produisez quand le stock atteint le seuil.
Et la différence entre le flux tiré et le flux tendu ?
Simple, dans le flux tiré vous avez un stock de sécurité, dans le flux tendu, vous n'en avez pas ! Dans le cas du flux tendu, le moindre aléa dans la chaine logistique est vous êtes en rupture. Et le client n'est pas satisfait. Alors avant de passer au flux tendu, il faut bien travailler sa chaine logistique depuis le fournisseur jusqu'au client, mettre en place des systèmes d'assurance qualité avec les fournisseurs pour ne plus controler les produits à réception, mettre en place une maintenance préventive etc. Le travail ne manque pas !
Cas d'application, l'automobile !
Le calcul MRPElements nécessaires :
Le calcul MRP permet de déterminer les besoins en composants et composés. Pour réaliser ce calcul, il faut disposer des éléments suivants :
- des nomenclatures : une nomenclature permet de connaitre tous les composants et les quantités nécessaires pour la fabrication d'un produit fini ou semi-fini. Par exemple pour un parfum X, la nomenclature ressemble à :
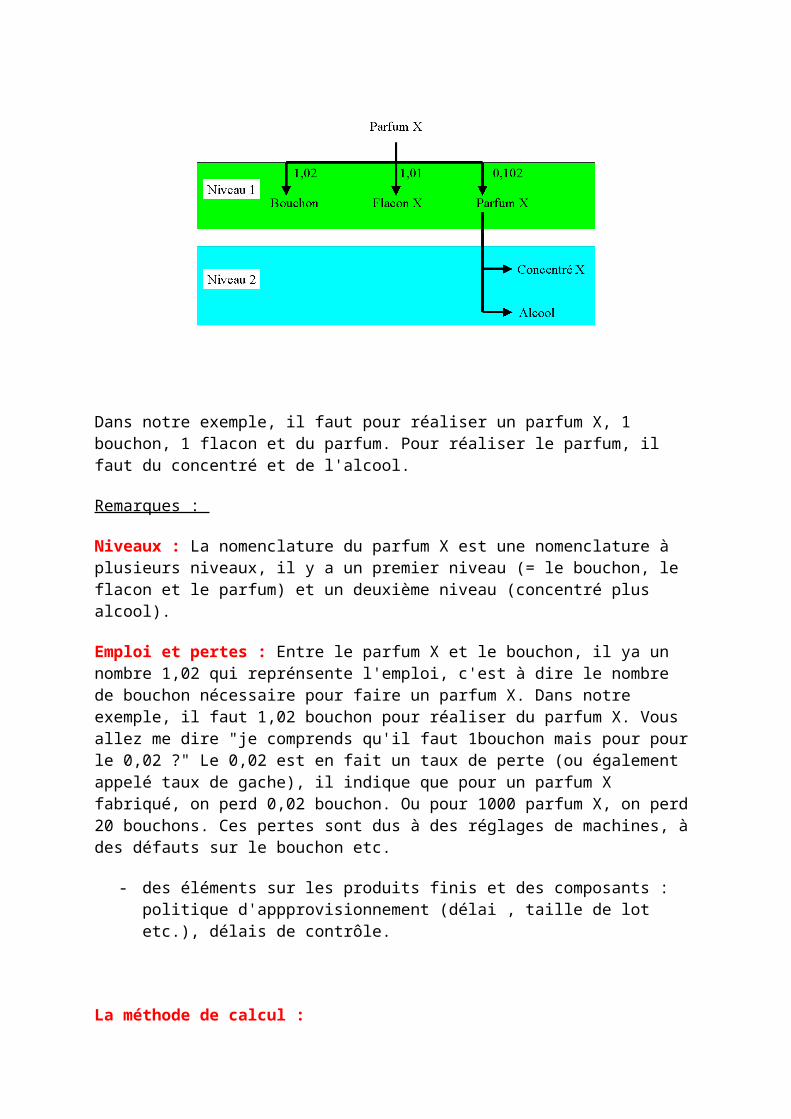
Dans notre exemple, il faut pour réaliser un parfum X, 1 bouchon, 1 flacon et du parfum. Pour réaliser le parfum, il faut du concentré et de l'alcool.
Remarques :
Niveaux : La nomenclature du parfum X est une nomenclature à plusieurs niveaux, il y a un premier niveau (= le bouchon, le flacon et le parfum) et un deuxième niveau (concentré plus alcool).
Emploi et pertes : Entre le parfum X et le bouchon, il ya un nombre 1,02 qui reprénsente l'emploi, c'est à dire le nombre de bouchon nécessaire pour faire un parfum X. Dans notre exemple, il faut 1,02 bouchon pour réaliser du parfum X. Vous allez me dire "je comprends qu'il faut 1bouchon mais pour pour le 0,02 ?" Le 0,02 est en fait un taux de perte (ou également appelé taux de gache), il indique que pour un parfum X fabriqué, on perd 0,02 bouchon. Ou pour 1000 parfum X, on perd 20 bouchons. Ces pertes sont dus à des réglages de machines, à des défauts sur le bouchon etc.
- des éléments sur les produits finis et des composants : politique d'appprovisionnement (délai , taille de lot etc.), délais de contrôle.
La méthode de calcul : Le système exécute les calculs dans l'ordre suivant :
1. il calcule le nombre de produit finis nécessaires = besoin brut,
2. il calcule le nombre de produit fini à fabriquer c'est à dire le besoin net = besoin brut - stock,
3. il eclate alors les besoins nets de produit fini selon sa nomenclature = besoin brut de composants,
4. il calcule le nombre de composant à approvisionner c'est dire le besoin net de composant = besoin brut de composant - stock du composant.
Le système réalise les étapes de 2 à 4 sur chacun des niveaux de nomeclature jusqu'à atteindre le dernier niveau.
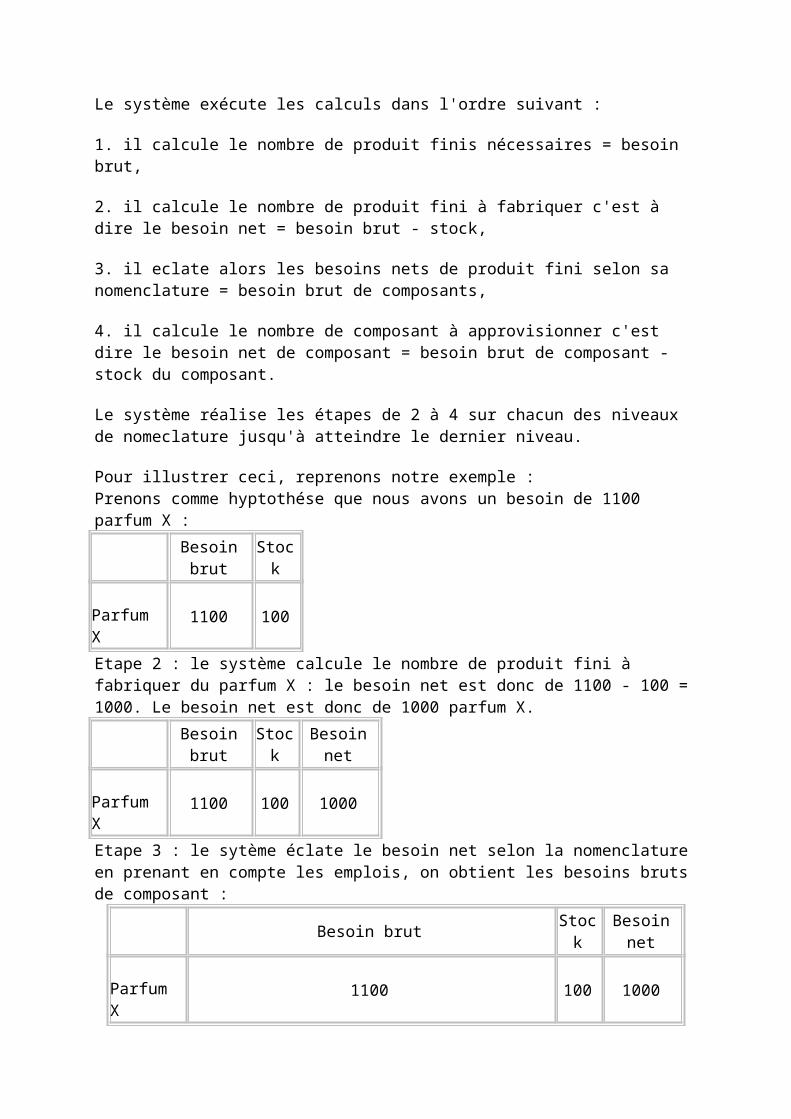
Pour illustrer ceci, reprenons notre exemple :Prenons comme hyptothése que nous avons un besoin de 1100 parfum X :
Besoin brut Stock
Parfum X
1100 100
Etape 2 : le système calcule le nombre de produit fini à fabriquer du parfum X : le besoin net est donc de 1100 - 100 = 1000. Le besoin net est donc de 1000 parfum X.
Besoin brut Stock Besoin net
Parfum X
1100 100 1000
Etape 3 : le sytème éclate le besoin net selon la nomenclature en prenant en compte les emplois, on obtient les besoins bruts de composant :
Besoin brut Stock Besoin net
Parfum X
1100 100 1000
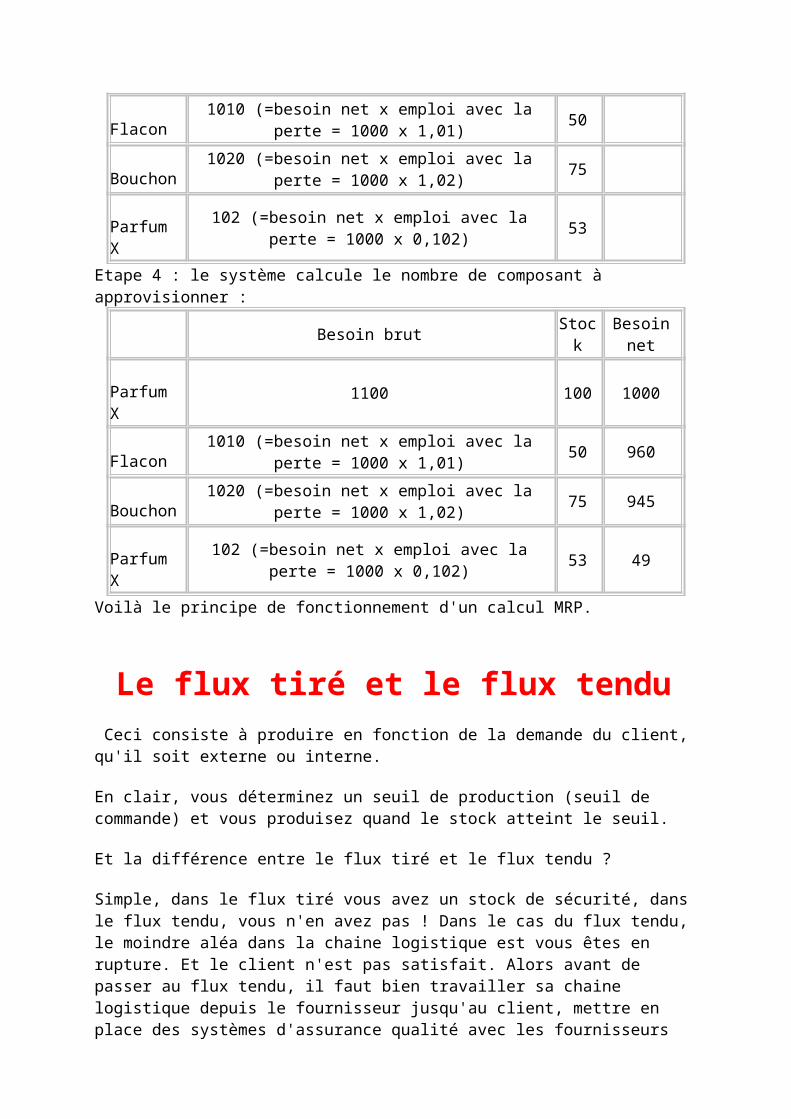
Flacon 1010 (=besoin net x emploi avec la perte = 1000 x 1,01) 50
Bouchon 1020 (=besoin net x emploi avec la perte = 1000 x 1,02) 75
Parfum X
102 (=besoin net x emploi avec la perte = 1000 x 0,102) 53
Etape 4 : le système calcule le nombre de composant à approvisionner :
Besoin brut Stock Besoin net
Parfum X
1100 100 1000
Flacon 1010 (=besoin net x emploi avec la perte = 1000 x 1,01) 50 960
Bouchon 1020 (=besoin net x emploi avec la perte = 1000 x 1,02) 75 945
Parfum X
102 (=besoin net x emploi avec la perte = 1000 x 0,102) 53 49
Voilà le principe de fonctionnement d'un calcul MRP.
Le flux tiré et le flux tendu Ceci consiste à produire en fonction de la demande du client, qu'il soit externe ou interne.
En clair, vous déterminez un seuil de production (seuil de commande) et vous produisez quand le stock atteint le seuil.
Et la différence entre le flux tiré et le flux tendu ?
Simple, dans le flux tiré vous avez un stock de sécurité, dans le flux tendu, vous n'en avez pas ! Dans le cas du flux tendu, le moindre aléa dans la chaine logistique est vous êtes en rupture. Et le client n'est pas satisfait. Alors avant de passer au flux tendu, il faut bien travailler sa chaine logistique depuis le fournisseur jusqu'au client, mettre en place des systèmes d'assurance qualité avec les fournisseurs pour ne plus controler les produits à réception, mettre en place une maintenance préventive etc. Le travail ne manque pas !
Cas d'application, l'automobile !
Le Kanban
Duns un flux tiré, la production est tirée par la demande.
Une méthode de flux tiré est la méthode Kanban apparue dans les années 60 au Japon.
Le mot Kanban signifie "étiquette" en Japonais. Le Kanban est effectivement basé sur la circulation d’une étiquette.
Le principe du Kanban :
On dispose d'un panneau. Sur ce panneau, des étiquettes avec les informations suivantes :
- code du produit,
- désignation du produit,
-quantité
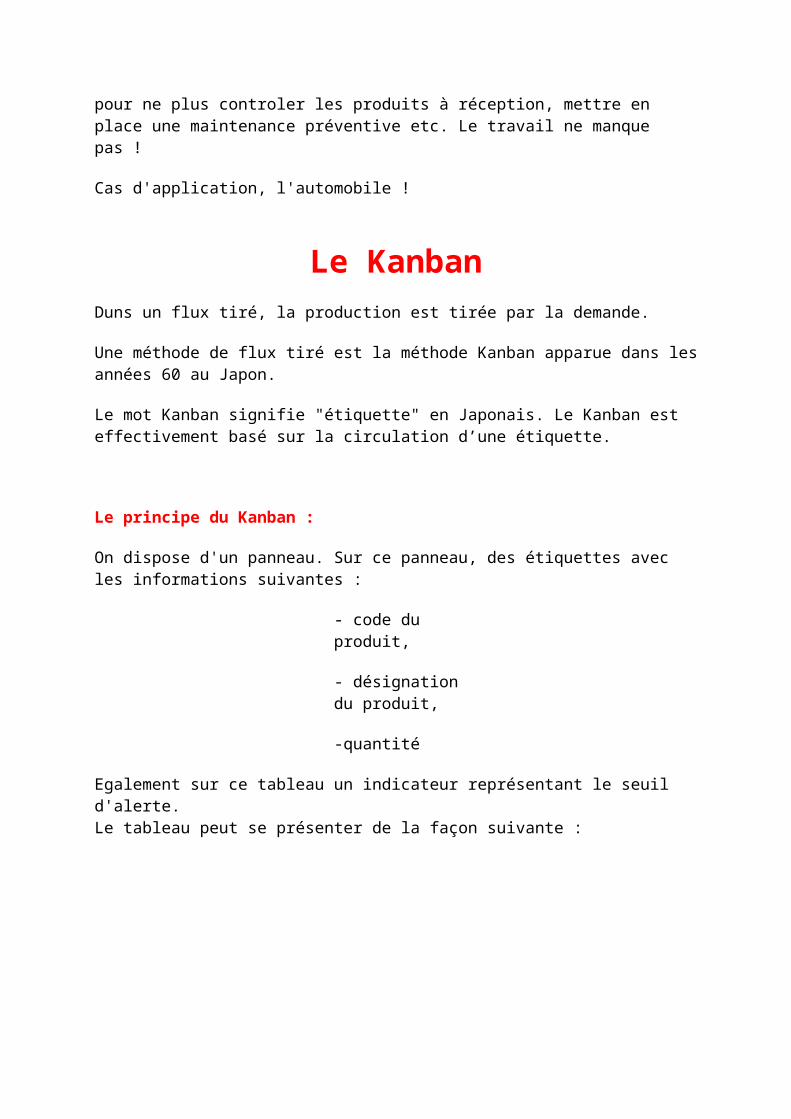
Egalement sur ce tableau un indicateur représentant le seuil d'alerte.Le tableau peut se présenter de la façon suivante :
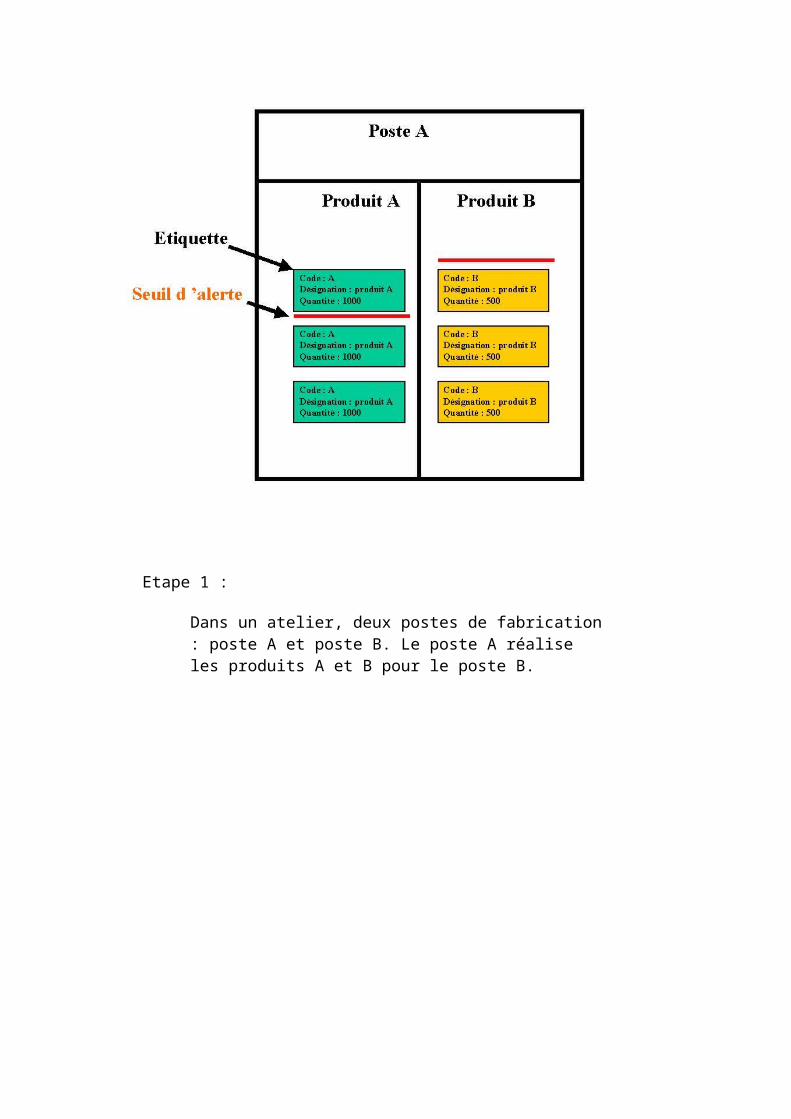
Etape 1 :
Dans un atelier, deux postes de fabrication : poste A et poste B. Le poste A réalise les produits A et B pour le poste B.
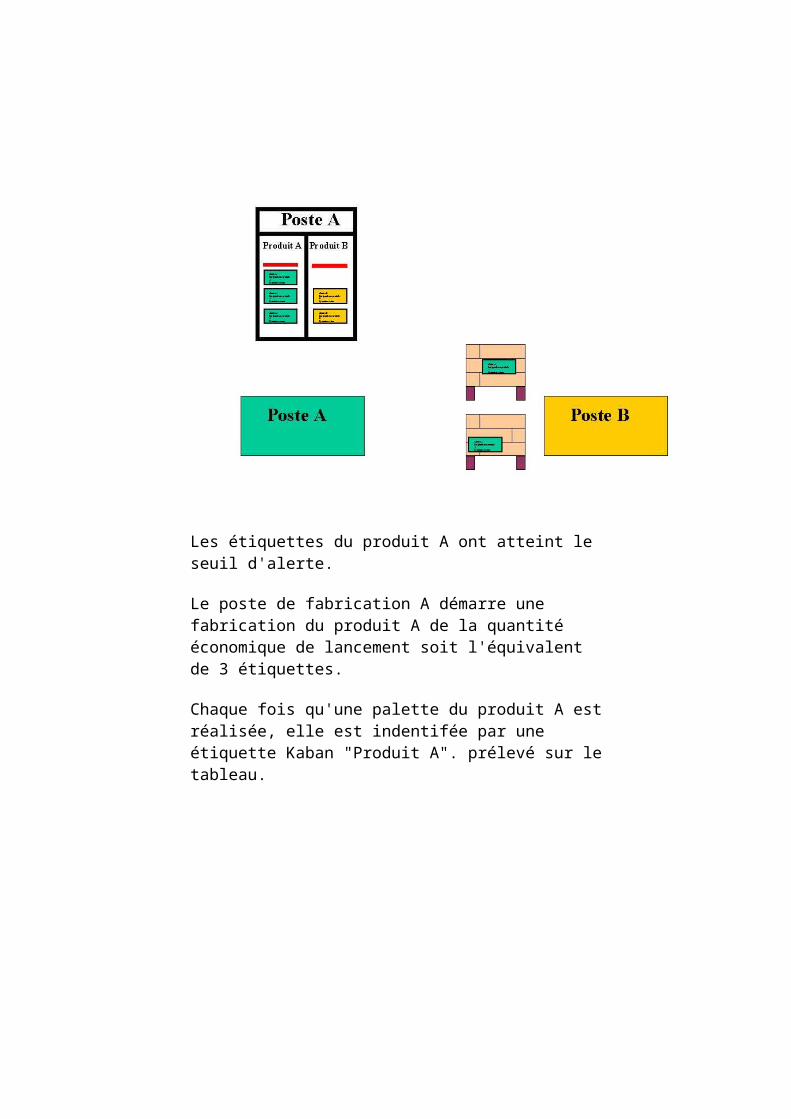
Les étiquettes du produit A ont atteint le seuil d'alerte.
Le poste de fabrication A démarre une fabrication du produit A de la quantité économique de lancement soit l'équivalent de 3 étiquettes.
Chaque fois qu'une palette du produit A est réalisée, elle est indentifée par une étiquette Kaban "Produit A". prélevé sur le tableau.
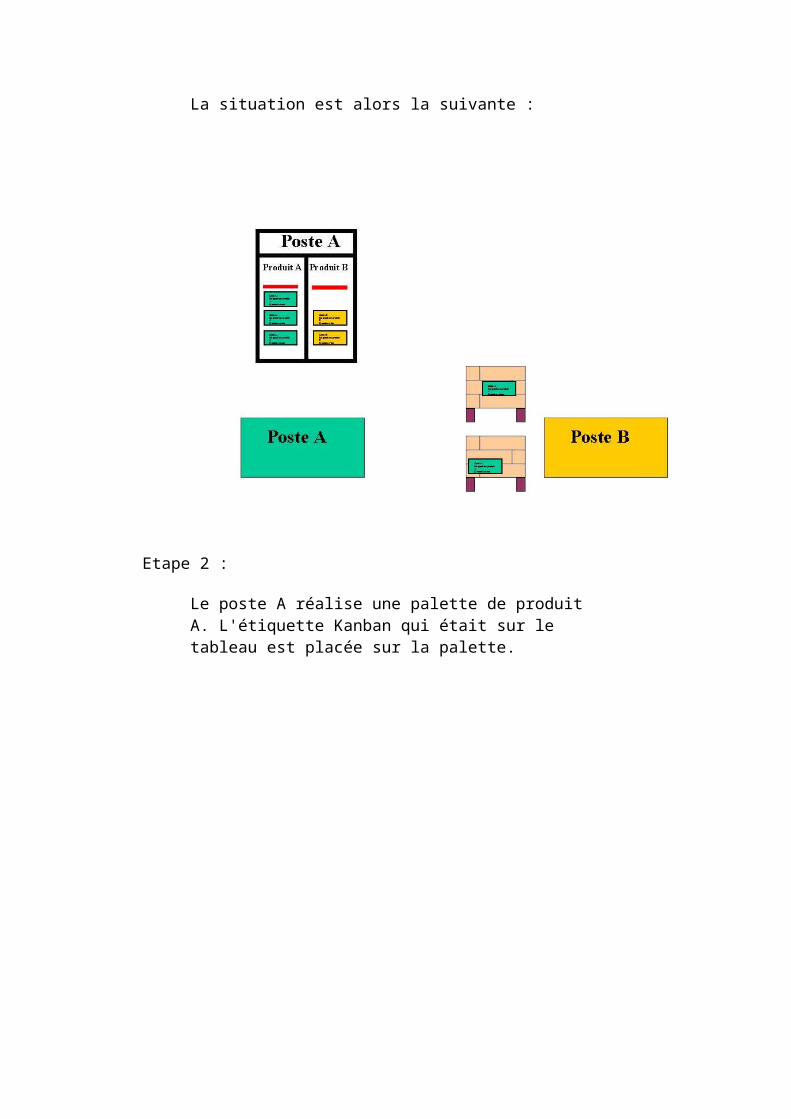
La situation est alors la suivante :
Etape 2 :
Le poste A réalise une palette de produit A. L'étiquette Kanban qui était sur le tableau est placée sur la palette.
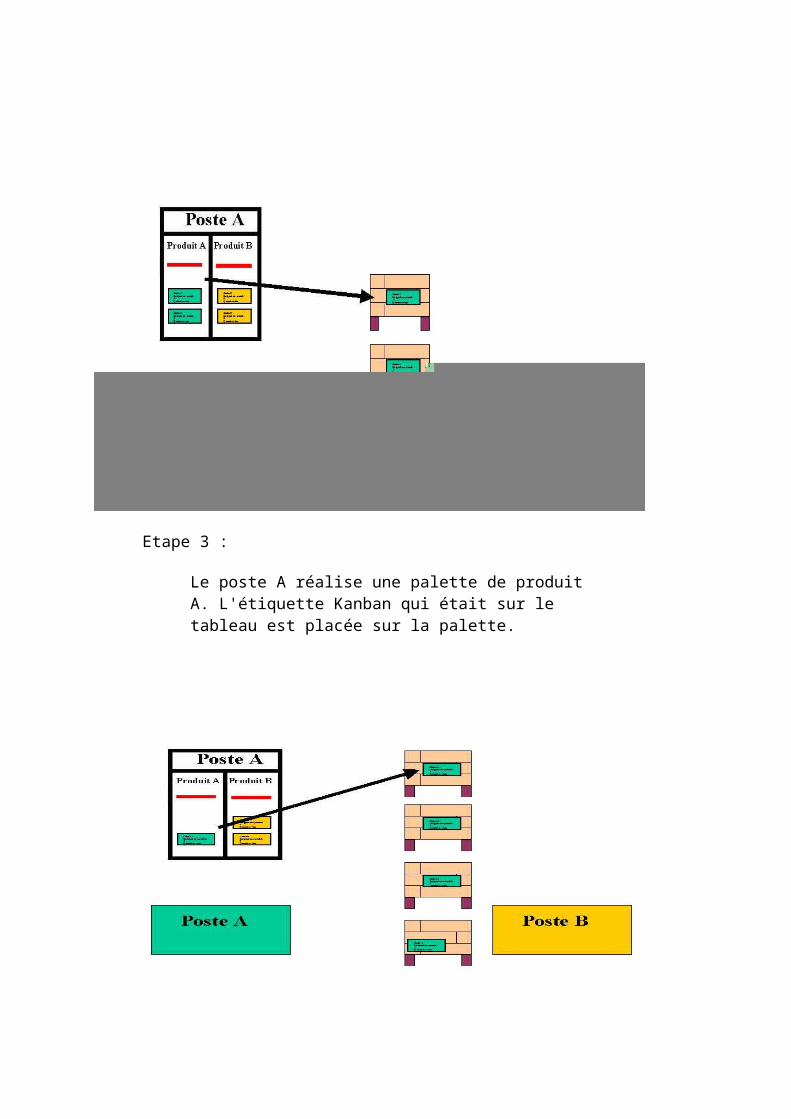
Etape 3 :
Le poste A réalise une palette de produit A. L'étiquette Kanban qui était sur le tableau est placée sur la palette.
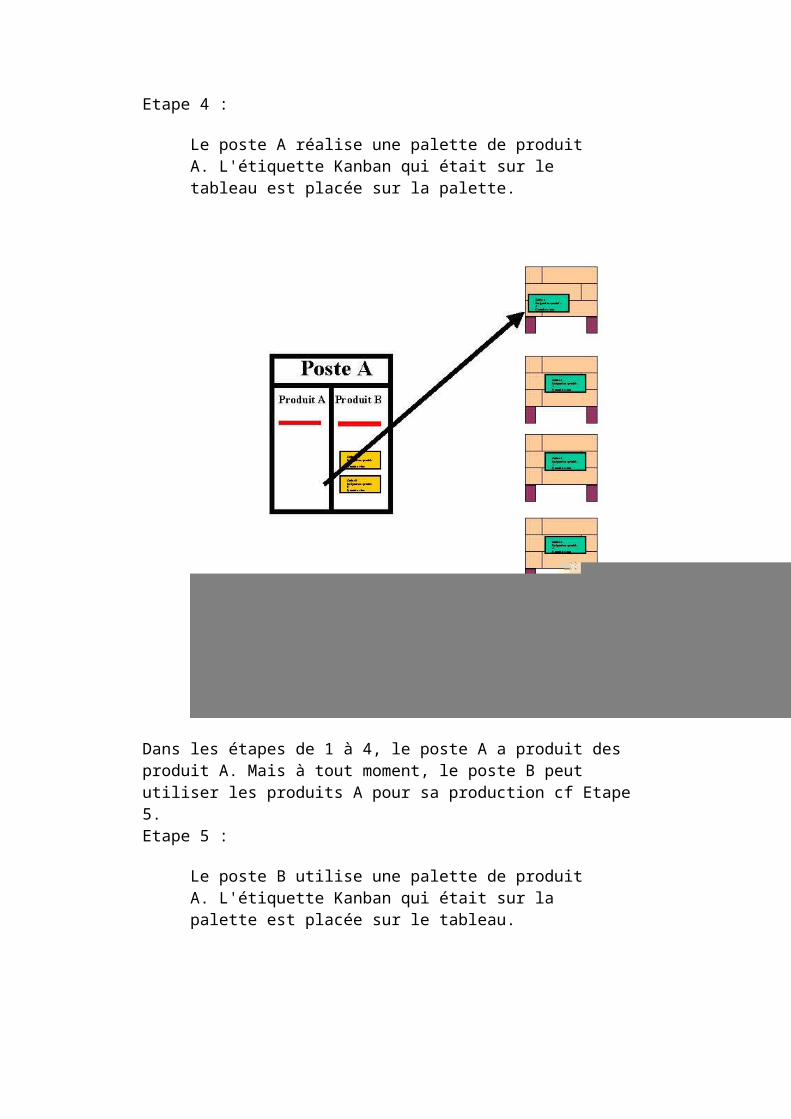
Etape 4 :
Le poste A réalise une palette de produit A. L'étiquette Kanban qui était sur le tableau est placée sur la palette.
Dans les étapes de 1 à 4, le poste A a produit des produit A. Mais à tout moment, le poste B peut utiliser les produits A pour sa production cf Etape 5.Etape 5 :
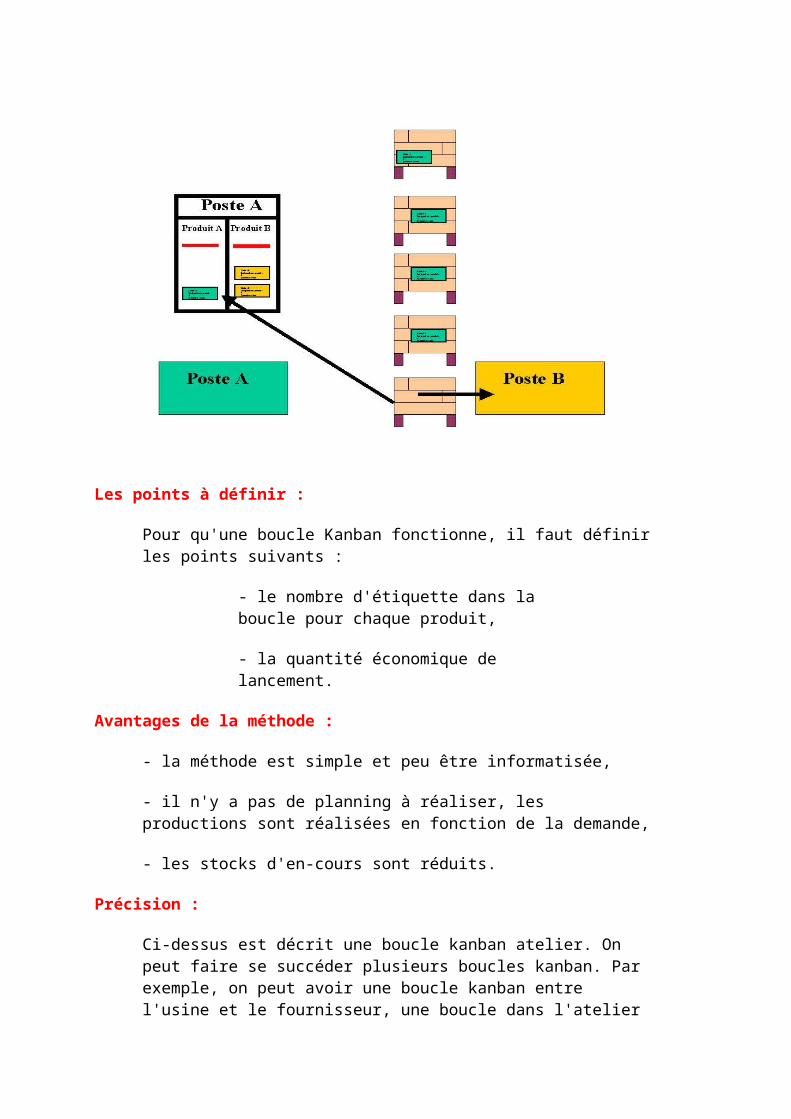
Le poste B utilise une palette de produit A. L'étiquette Kanban qui était sur la palette est placée sur le tableau.
Les points à définir :
Pour qu'une boucle Kanban fonctionne, il faut définir les points suivants :
- le nombre d'étiquette dans la boucle pour chaque produit,
- la quantité économique de lancement.
Avantages de la méthode :
- la méthode est simple et peu être informatisée,
- il n'y a pas de planning à réaliser, les productions sont réalisées en fonction de la demande,
- les stocks d'en-cours sont réduits.
Précision :
Ci-dessus est décrit une boucle kanban atelier. On peut faire se succéder plusieurs boucles kanban. Par exemple, on peut avoir une boucle kanban entre l'usine et le fournisseur, une boucle dans l'atelier et enfin une boucle kanban entre l'usine et le(s) client(s).
La quantité économique
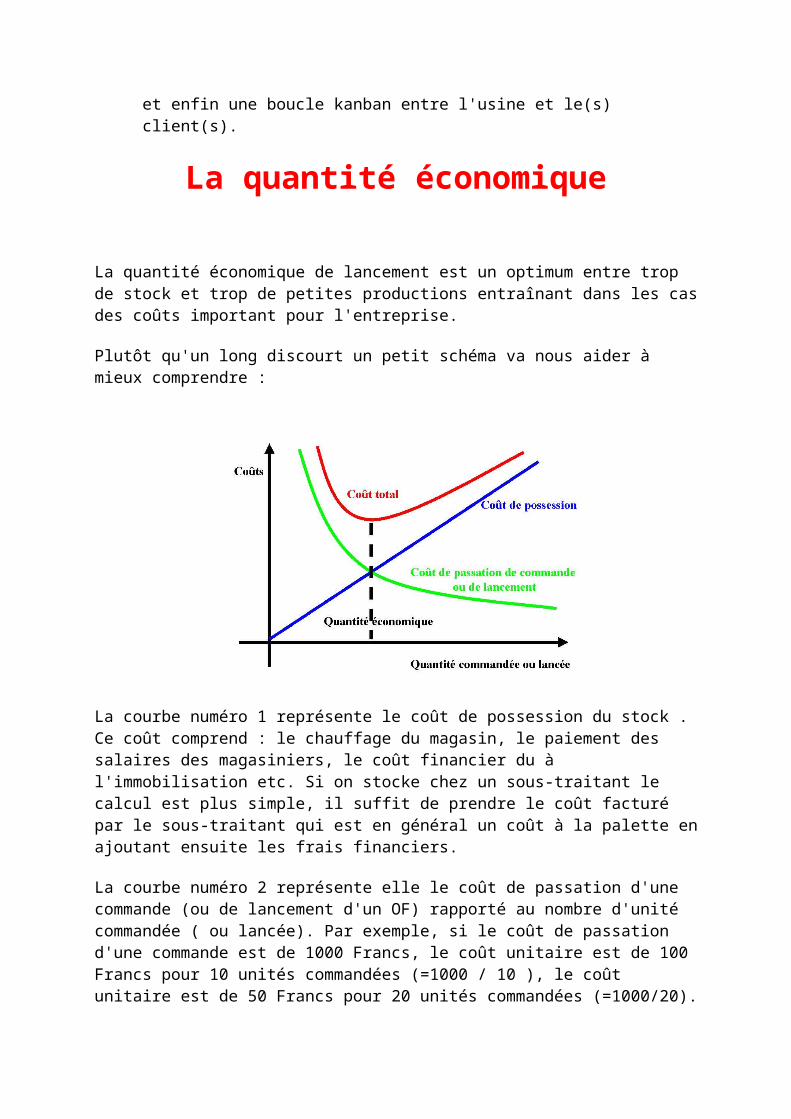
La quantité économique de lancement est un optimum entre trop de stock et trop de petites productions entraînant dans les cas des coûts important pour l'entreprise.
Plutôt qu'un long discourt un petit schéma va nous aider à mieux comprendre :
La courbe numéro 1 représente le coût de possession du stock . Ce coût comprend : le chauffage du magasin, le paiement des salaires des magasiniers, le coût financier du à l'immobilisation etc. Si on stocke chez un sous-traitant le calcul est plus simple, il suffit de prendre le coût facturé par le sous-traitant qui est en général un coût à la palette en ajoutant ensuite les frais financiers.
La courbe numéro 2 représente elle le coût de passation d'une commande (ou de lancement d'un OF) rapporté au nombre d'unité commandée ( ou lancée). Par exemple, si le coût de passation d'une commande est de 1000 Francs, le coût unitaire est de 100 Francs pour 10 unités commandées (=1000 / 10 ), le coût unitaire est de 50 Francs pour 20 unités commandées (=1000/20).
La quantité économique est l'optimum de ces 2 courbes additionnées. Je pourrai vous détailler la formule en long et en large, sur la façon d'obtenir le résultat, mais franchement ce n'est pas ma tasse de thé. Plus simplement, la quantité économique est déterminée par la formule suivante :
Quantité économique = racine carré ((2 x Quantité du besoin annuel x Coût de passation d'une commande ) / (Taux de possession des stocks))
Maintenant, si on applique cette formule, on peut obtenir des choses surprenantes. Je recommande de l'appliquer en respectant quelques
règles à se fixer soit même, le bon sens paysan quoi. Parmi les règles que j'ai déjà appliqué : si la quantité économique calculée est supérieure à 6 mois de stock, alors je prends pour quantité économique la quantité représentant 6 mois de stock; si la référence est une référence export alors, ma quantité économique est égale à 100; si ma quantité économique entraine 2 productions par mois, alors je double ma quantité économique pour ne faire qu'un lancement par mois. Voilà, un apercu de règles que j'ai moi-même appliquée afin d'éviter des abérrations mathématiques.
Le seuil d'alerte ou seuil de réapprovisionnement
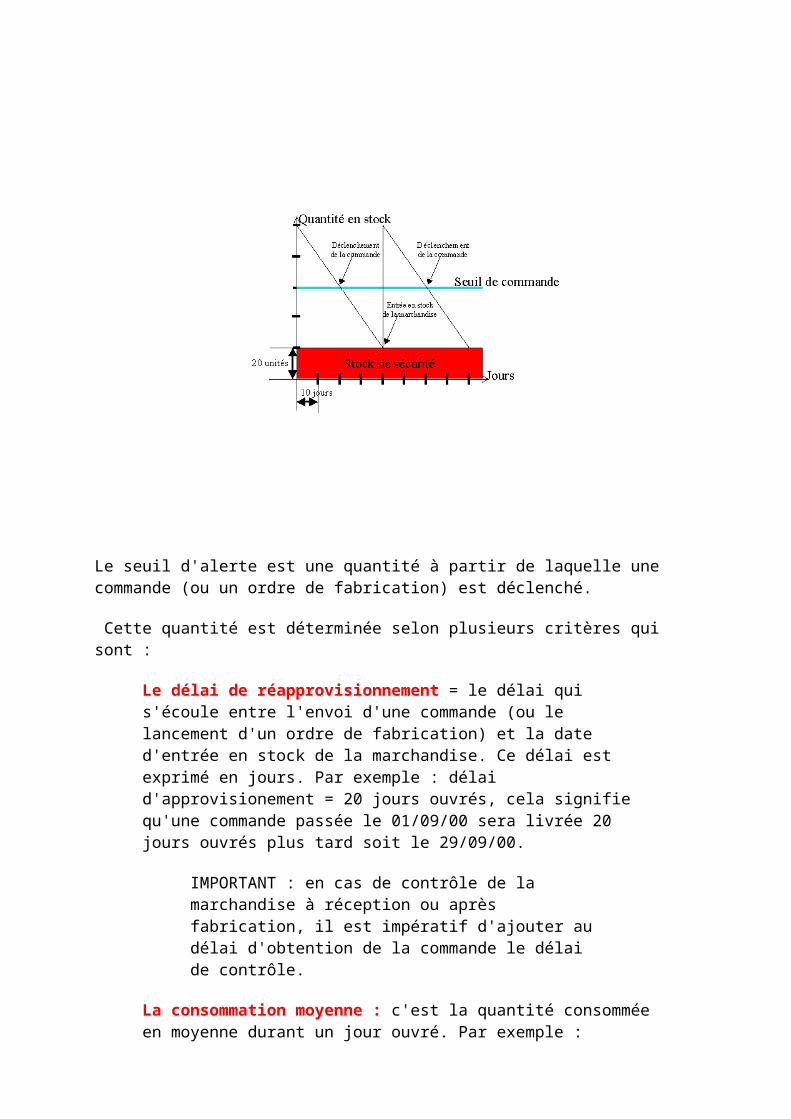
Plutôt qu'un long discour un petit shéma :
Le seuil d'alerte est une quantité à partir de laquelle une commande (ou un ordre de fabrication) est déclenché.
Cette quantité est déterminée selon plusieurs critères qui sont :
Le délai de réapprovisionnement = le délai qui s'écoule entre l'envoi d'une commande (ou le lancement d'un ordre de fabrication) et la date d'entrée en stock de la marchandise. Ce délai est exprimé en jours. Par exemple : délai d'approvisionement = 20 jours ouvrés, cela signifie qu'une commande passée le 01/09/00 sera livrée 20 jours ouvrés plus tard soit le 29/09/00.
IMPORTANT : en cas de contrôle de la marchandise à réception ou après fabrication, il est impératif d'ajouter au délai d'obtention de la commande le délai de contrôle.
La consommation moyenne : c'est la quantité consommée en moyenne durant un jour ouvré. Par exemple : consommation moyenne 10 unités/jour, cela signifie qu'au bout de 20 jours 200 unités auront été consommées.Le stock de sécurité : ce stock est une quantité qui permet de couvrir des aléas : des pannes machines, des hausses de commande, des retards de livraison des fournisseurs etc. Comment la déterminer ? L'expérience, l'expérience ! C'est le
stock qui coute cher et qui normalement sert absolument à rien. J'ai pour habitude de dire qu'il est le résultat des problèmes rencontrés par tous les acteurs de la chaine logistique : depuis le fournisseur jusqu'au client, en passant par l'usine avec ses services techniques (pannes machines) son contrôle qualité (refus de produits) sa production etc. Pour le réduire, il faut la participation de tous les acteurs de la chaine, la logisticien ne peut y parvenir seul.
La formule de calcul du seuil d'alerte est la suivante : seuil d'alerte = délai de réapprovisionnement x consommation moyenne + stock de sécurité. Simple ! Mais dans le détail quand il faut déterminer la consommation moyenne, là c'est plus difficile pour certaines applications.Cette méthode de gestion des stocks est intéressante si votre consommation est régulière. A éviter si votre consommation est saisonnière, ponctuelle, au risque de vous retrouvez avec du stock sur les bras





























