-
Mise jour 26/05/09
PREPARATION DE SURFACE DES METAUX FERREUX
GENERALITES
L'efficacit d'un systme anticorrosion appliqu sur de l'acier
ncessite de prendre en compte leslments suivants :
- Dfinition du systme par rapport l'environnement (corrosivit
notamment)- Respect des paisseurs nominales et des conditions de
mise en uvre des produits.- Prparation de surface.
La prparation de surface est un lment essentiel de lefficacit de
la protection anticorrosion, la ngligerconduit des graves dsordres.
Elle a pour objet d'liminer les "polluants" (graisse, sel,
calamine, oxydes...)du support.
PRINCIPALES METHODES
DgraissageObligatoire lorsque la surface peindre est souille par
des corps gras. Le procd le plusutilis est le dgraissage aux
solvants. Les dtergents alcalins sont aussi utiliss froid ou
chaudpar aspersion ou trempage.
Dcapage mcanique manuelBrossage, grattage des surfaces pour
liminer la rouille et la calamine non adhrentes. Il doit tre rserv
des travaux simples ne demandant pas des performances leves.
Dcapage mcaniqueConsiste liminer oxydes et calamine non adhrents
l'aide d'un outil mcanique (ponceuse, pistolet aiguilles..). Plus
efficace que le dcapage manuel mais insuffisant pour obtenir
uneprotection anticorrosion de haut niveau.
Dcapage par projection d'abrasifSablage, grenaillage.Mthode trs
utilise chaque fois quelle est possible. Elle permet d'obtenir le
meilleur rsultatavec le plus de reproductibilit.
LE DEGRES DE SOINS
Le degr de soin est l'tat de propret de la surface aprs
dcapage.Des normes fixent le niveau de qualit du dcapage sur
acier.Elles prcisent le rsultat obtenir pour un mode opratoire
donn.
Mode de prparation Degr desoins
Caractristiques essentielles des surfaces ainsi prpares
Rfrencede l'extrait
DS 3ou Sa 3
La calamine, la rouille, les revtements et les matires trangres
sont limins.La surface doit avoir une couleur uniforme et
mtallique.
DS 2 ou Sa 2
La calamine, la rouille, les revtements et les matires trangres
sont limins.Les traces de contamination qui subsistent doivent
apparatre simplementcomme de lgres taches sous forme de points ou
de tranes.
DS 2ou Sa 2
La calamine, la rouille, les revtements et les matires trangres
sont limins.Toute contamination rsiduelle doit tre trs
adhrente.
Projection d'abrasif
DS 1ou Sa 1
Seuls la calamine, la rouille et les revtements peu adhrents et
les matirestrangres sont limins.
St 3 La calamine, la rouille, les revtements et les matires
trangres peu adhrentssont limins. Toutefois, la surface doit tre
traite beaucoup plussoigneusement que St2 pour donner un reflet d
la nature mtallique dusubjectile.
Nettoyage la mainou la machine
St 2 La calamine, la rouille, les revtements et les matires
trangres peu adhrentssont limins
Nettoyage la flamme Fi La calamine, la rouille, les revtements
et les matires trangres sont limins.Tous rsidus restants doivent
apparatre seulement comme une dcoloration dela surface (ombre ou
diffrentes couleurs).
Dcapage l'acide Be La calamine, la rouille, les restes de
revtements sont limins compltement.Les revtements doivent avoir t
limins par des moyens appropris avantdcapage l'acide.
Annexe APage 14
ISO 12 944-4
-
RUGOSITE
Le dcapage du support par projection d'abrasif permet d'obtenir
la rugosit ncessaire une bonneadhrence.La rugosit est valuable par
comparaison viso-tactile ou mesurable.
Suivant les normes NF E 05 051 et ISO 2632
Cette valuation s'effectue par comparaison viso-tactile avec les
surfaces standard du rugotest N 3 duLCA-CEA. Il comporte deux sries
de surfaces :
Echelle A correspondant un abrasif rond.Echelle B correspondant
un abrasif anguleux.
Chaque chelle est compose de 6 tmoins de rugosit de N6 N11
subdiviss en deux sous-classes (a :grains grossiers et b : grains
fins).
Ex: Rugosit de N10Bb.
Suivant la norme NF EN ISO 8503-1 (actuellement utilise dans les
systmes ACQPA)
Cette valuation se fait par comparaison viso-tactile par rapport
des standards ISO appels "cadran" etdfinis dans la norme.
Mthode Rugostest* ISO 8503-1**
Description del'appareillage
1 plaque en nickel 2 plaques en inox
Moyen de mesure Viso-tactile Viso-tactile
Recommandationsindicatives*** en fonctiondes paisseurs totales
des
systmes de peinture
Rfrence descritres mesurs
clas
se
Ra(m)
Rt(m) C
adra
n(s
egm
ent) G
Abrasifangulaire
(Grit)
SAbrasif
nodulaire(Shot)
Moinsde
100
100
200
Plusde
200
9 6.3 19 45 1 Fin (G)22 28
Fin (S)22 28
10 12.5 50 75 2 Moyen (G)50 70
Moyen (S)35 45
11 25 110 170 3 Grossier (G)85 115
Grossier (S)60 80
Echelles de mesure
4 130 170 85 115
* les valeurs Rt indiques sont des ordres de grandeur permettant
de faire la liaison avec ISO 8503-1** les valeurs indiques (hy ou
Ry selon cette norme), qui correspondant Rt, varient selon la forme
du
grain d'abrasif*** se rfrer la fiche technique du fabricant qui
peut prciser des valeurs spcifiques pour certains
produits
Suivant la norme NF E 05 015 par mesure
On utilise un rugosimtre, quip d'un palpeur permettant
l'affichage sous forme numrique ou graphiquedu profil de
rugosit.Cette valeur est exprime le plus couramment en Ra, qui est
l'cart moyen arithmtique en (m)
Correspondance des rugosits suivant les diffrentes normes
Il est assez dlicat d'tablir un tableau de correspondance des
diffrentes normes.Toutefois, pour une rugosit demande de Ra = 12.5,
dans la pratique, ltat de surface obtenirsuivant les normes est
:
Suivant les normes NF E 05 051 et ISO 2632 N10BbSuivant la norme
NF EN ISO 8503-1 Moyen (G)Suivant la norme NF E 05 015 Ra=12.5
-
LA CORROSIVITE
La norme ISO 12944-2 dcrit les diffrentes catgories de
corrosivit correspondant :
A des ambiances intrieures ou extrieures
Exemples d'environnement types dans un climat temprCatgorie
decorrosivit Extrieur Intrieur
C1Trs faible
Btiments chauffs atmosphre propre(ex. bureaux, magasins)
C2Faible
Atmosphre avec un faible niveau de pollution, surtoutzones
rurales.
Btiments non chauffs o de la condensation peut seproduire (ex.
entrepts, salles de sports)
C3Moyenne
Atmosphres urbaines et industrielles, pollution modrepar le
dioxyde de soufre. Zones ctires faible salinit.
Enceintes de fabrication avec une humidit leve etune certaine
pollution de l'air (ex. blanchisserie,laiterie)
C4Eleve
Zones industrielles et zones ctires salinit modre. Usines
chimiques, piscines, chantiers navals ctiers.
C5-ITrs leve(industrie)
Zones industrielles avec une humidit leve et uneatmosphre
agressive.
Btiments ou zones avec une condensation permanenteet avec une
pollution leve.
C5-MTrs leve(marine)
Zones ctires et maritimes la salinit leve. Btiments ou zones
avec une condensation permanenteet avec une pollution leve.
Aux structures immerges ou enterres
Catgorie Environnement Exemple d'environnements et de
structuresIm1 Eau douce Installations de rivires, centrales
hydrolectriques.Im2 Eau de mer ou
eau saumtreZones portuaires avec des structures comme des
cluses, portes, jetes, structuresoffshore.
Im3 Sol Rservoirs enterrs, piles en acier, tuyaux en acier.
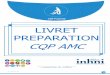
LES CLICHES D'ENROUILLEMENT (selon NF EN ISO 4628-3)
C'est la cotation de l'tat de surface partir dun clich de
rfrence. Cette norme dfinit et illustre ledegr d'enrouillement dans
un ordre croissant de Ri 0 Ri 5.
Clich Echelle europenne Echelle ISO % d'aire rouille1098765
Re 0Re 1Re 2Re 3Re 4Re 5
Ri 0Ri 1Ri 2Ri 3Ri 4Ri 5
00.050.518
40 50
Trs souvent utilis pour :- dfinir la dgradation de la surface
peinte avant la remise en peinture- dfinir un tat de surface lors
d'une garantie.
LES EPAISSEURS (NF T30-124)
Pour chaque couche - et donc pour le systme global - il convient
de dterminer prcisment l'paisseurrequise. Il s'agit l de l'paisseur
nominale contractuelle (E) qui, pour l'paisseur globale du systme,
seramesure selon la norme NF T 30 124 ou similaire.
Cette norme, trs importante pour viter tout malentendu, comporte
deux niveaux de rception, A ou B :
Sauf spcification contraire, c'est le niveau B qui sera le
niveau de rfrence, savoir :- aucune mesure infrieure 60 % de
l'paisseur nominale et contractuelle (E).- la moyenne de toutes les
mesures effectues sur une zone homogne est gale ou suprieure E.
Le niveau A, quant lui, doit tre spcifi dans le contrat, eu gard
son cot et l'examen ncessairede sa faisabilit. Il ncessite
gnralement le choix de systmes et mises en uvre par des
oprateurscertifis ACQPA. Les obligations sont les suivantes :
- ce niveau n'admet aucune mesure infrieure 80 % de E.- il ne
doit pas y avoir plus de 20 % des mesures comprises entre E et 80 %
de E.
-
CONSOMMATION THEORIQUE/PRATIQUE
CONSOMMATION THEORIQUE
La consommation thorique en g/m pour une paisseur sche donne est
calcule daprs les deuxlments :
Extrait sec en volume exprim en pourcentage (ESV)Masse volumique
en g/cm3
Exemple :Pour une paisseur sche de 80 m dposer avec une peinture
ayant pour caractristique unESV = 50% et une masse volumique de
1,2.
Epaisseur humide dposer : 100 x 80/50 = 160 mConsommation
thorique en g/m: 160 x 1,2 = 192 g/m
CONSOMMATION PRATIQUE
A la consommation thorique, l'applicateur doit intgrer les
diffrents facteurs de pertes pour estimerla consommation
pratique.
Exemple de calcul titre purement indicatif.
RugositCompter une paisseur sche supplmentaire gale deux fois la
valeur du Ra.Ex : Ra = 12,5 : ajouter 25 m secs supplmentaires
l'paisseur nominale.Uniquement sur la premire couche.
Pertes inhrentes aux moyens d'applicationBrosse rouleau :
5%Pistolet sans air : 20% (grande surface plane) 60% (treillis)
Pertes inhrentes aux conditions atmosphriquesLocal clos ventil
5%Extrieur, atmosphre calme 5 10%Extrieur, atmosphre perturbe 10
25% (Cette valeur peut tre trs
fortement augmente par forte perturbation)Pertes annexes
Fonds de bidons, purge des pistolets,... 5%
EXEMPLE DE CALCUL
Pour une paisseur sche de 80 m secs dposer sur acier de rugosit
Ra = 12,5 avec une peinture ayantun ESV = 50% et une masse
volumique de 1,2 applique en atelier ventil.
Epaisseur thorique humide dposer 80/50 x 100 = 160 mEpaisseur
supplmentaire humide due la rugosit 12,5x2/50 x 100 = 50 mEpaisseur
humide totale dposer 210 m
Consommation en g/m pour 250 m 210 x 1,2 = 252 g/mPerte due au
moyen d'application 20% 20% de 252 = 50.4 g/mPerte due aux
conditions atmosphriques 5% 5% de 252 = 12.6 g/mPerte annexe 5% 5%
de 252 = 12.6 g/m
Consommation pratique estime : 327.6 g/m